
接着剤体積が可変的であるホットメルト接着剤用計量システム
基材およびそれに塗布された材料を有する物品の製造方法が、供給すべき流体の供給源、少なくとも1つの供給ノズルを有する出力装置、供給源から少なくとも1つの供給ノズル(188)まで流体を圧送するための少なくとも2つのポンプ(104、106)を含む計量された流体の供給システムを準備することを含む。ポンプ(104、106)は供給ノズル(188)の近接に配置されている。出力供給通路によってポンプ(104、106)と供給ノズル(188)とが相互に連通され、流量制御装置がポンプ(104、106)から供給ノズル(188)までの流体の通過を選択的に制御する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ホットメルト接着剤その他の熱可塑性材料の供給システムに関し、より詳細には、精確に計量されたホットメルト接着剤その他の熱可塑性材料を出力または吐出する2つの別個で独立した回転歯車計量ポンプまたは2つの別個で独立した回転歯車計量ポンプ組の利用を含む新規で改良型のホットメルト接着剤その他の熱可塑性材料の供給システムに関する。詳細には、2つの別個で独立した回転歯車ポンプから或いは2つの別個で独立した回転歯車ポンプ組から吐出される精確に計量されたホットメルト接着剤その他の熱可塑性材料を、実際特定の基材上に適切な出力装置またはアプリケーターを通して独立して吐出または出力でき、こうして必要に応じて予め設定された或いは所望のパターンに従って或いは所定の位置において基材上に異なる体積のホットメルト接着剤材料または他の熱可塑性材料が吐出または出力される。更には、2つの別個で独立した回転歯車ポンプから或いは2つの別個で独立した回転歯車ポンプ組からの精確に計量されたホットメルト接着剤その他の熱可塑性材料は、また、基材上へのホットメルト接着剤その他の熱可塑性材料の吐出または出力体積が、例えば2つの別個で独立した回転歯車ポンプの一方のポンプから、または、別個で独立した回転歯車ポンプ組の一方のポンプ組から基材上に吐出または出力されたホットメルト接着剤その他の熱可塑性材料の吐出または出力体積の事実上2倍となるような形態で効果的に組合わせた体積で出力されるようにできる。
【0002】
なお、本出願は、2009年7月17日付けの米国特許出願第12/458,620号の一部継続出願であり、その利益を主張するものである。
【背景技術】
【0003】
例えば、ホットメルト接着剤その他の熱可塑性材料を出力または吐出する従来の液体計量システムでは、通常、特定の材料を所定の一定体積で出力または吐出するようにしたものである。出力または吐出された材料は、例えば適切な計量ポンプを用いてポンプマニフォールドを通して、複数の予め設定されたパターンの何れか1つのパターンに従って材料を適切な基材に塗布させるために適切な出力装置またはアプリケーターに接続または連通された1または複数の出口へ圧送される。このような従来の計量システムは通常、可変速度でポンプを駆動してポンプからの所望の出力体積を達成して実際に基材上への材料の所望の塗布を達成するためのモーターを含んでいる。こうして、モーターの駆動速度つまり計量ポンプの駆動速度は、例えば加工中の基材の速度、つまり、基材が例えば出力装置またはアプリケーターを通過する際の該基材の速度に応じて変更することができる。ホットメルト接着剤その他の熱可塑性材料が上に塗布されつつある特定の基材または製品の構造または構成に応じて、材料塗布プロセス中の所定のタイミングでホットメルト接着剤その他の熱可塑性材料の体積出力を迅速に変更できることが望ましい。すなわち、システムは、出力または吐出される材料の体積を容易に増減させることができなくてはならない。ホットメルト接着剤その他の熱可塑性材料を様々な基材または製品に塗布する製造システムにおいて、ポンプ駆動モーターの速度を変更することによって出力または吐出される材料の体積を変更可能なシステムもあるが、ホットメルト接着剤その他の熱可塑性材料供給計量システムの特性である製品加工速度によっては、ホットメルト接着剤その他の熱可塑性材料の出力または吐出体積を必要に応じ或いは望ましく変更するように、ポンプモーター駆動の速度を変更できないこともある。
【発明の概要】
【発明が解決しようとする課題】
【0004】
従って、この技術分野では、計量ポンプの体積出力を上述したように容易かつ急速に変更し、1回の製品加工ランまたは作業中の所定のタイミングおよび/または位置で基材または製品上に塗布するように、ホットメルト接着剤その他の熱可塑性材料の出力量または吐出量を必要に応じ或いは望ましく変更できる新規で改良された液体計量システムに対するニーズが存在する。
【課題を解決するための手段】
【0005】
既述した目的および他の目的は、本発明の教示および原理に従って、精確に計量されたホットメルト接着剤その他の熱可塑性材料を出力または吐出する2つの別個で独立した回転歯車計量ポンプまたは2つの別個で独立した回転歯車計量ポンプ組の利用を含む新規で改良型のホットメルト接着剤その他の熱可塑性材料の供給システムを提供することにより達成される。詳細には、2つの別個で独立した回転歯車ポンプから或いは2つの別個で独立した回転歯車ポンプ組から吐出される精確に計量されたホットメルト接着剤その他の熱可塑性材料を、実際特定の基材上に適切な出力装置またはアプリケーターを通して独立して吐出または出力でき、こうして必要に応じて予め設定された或いは所望のパターンに従って或いは所定の位置において基材上に異なる体積のホットメルト接着剤材料または他の熱可塑性材料が結果として吐出または出力される。更には、2つの別個で独立した回転歯車ポンプから或いは2つの別個で独立した回転歯車ポンプ組からの精確に計量されたホットメルト接着剤その他の熱可塑性材料は同様に、基材上へのホットメルト接着剤その他の熱可塑性材料の吐出または出力体積が、例えば2つの別個で独立した回転歯車ポンプの一方のポンプからまたは別個で独立した回転歯車ポンプ組の一方のポンプ組から基材上に吐出または出力されたホットメルト接着剤その他の熱可塑性材料の吐出または出力体積の事実上2倍となるように有効に組合わされたその体積出力を有することもできよう。
【0006】
当該アプリケーターシステムを用いた方法およびそれによって製造される物品も同様に開示される。
【図面の簡単な説明】
【0007】
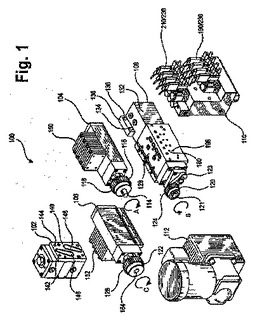
【図1】ホットメルト接着剤その他の熱可塑性材料の出力、吐出または供給される体積を必要に応じ或いは望ましく変更可能な、本発明の原理および教示に従って構築された、ホットメルト接着剤その他の熱可塑性材料用でその可変的出力体積を達成するための新規で改良型の計量システムの第1の実施形態の分解立体図である。
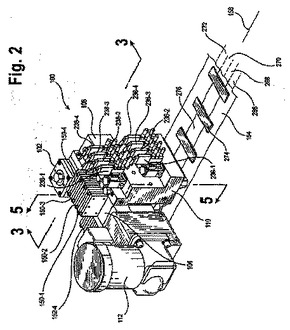
【図2】図1に開示のホットメルト接着剤その他の熱可塑性材料用でその可変的出力体積を達成するための新規で改良型の計量システムの第1の実施形態の組立て図であり、ここでは、ホットメルト接着剤その他の熱可塑性材料の塗布または供給作業またはサイクル中に基材または製品加工ラインに沿って計量システムの下を通過する基材または製品上へのホットメルト接着剤その他の熱可塑性材料の吐出または供給に関連させたこのような計量システムの使用が事実上示されている。
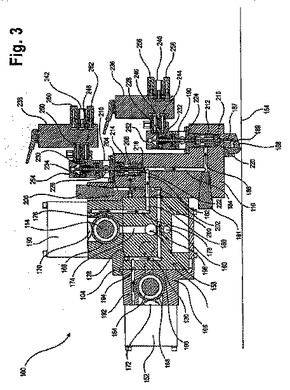
【図3】図2に示され、図2のライン3−3に沿って切り取った、可変的体積のホットメルト接着剤その他の熱可塑性材料を供給するための本発明の新規で改良型の計量システムの第1の実施形態の断面図である。
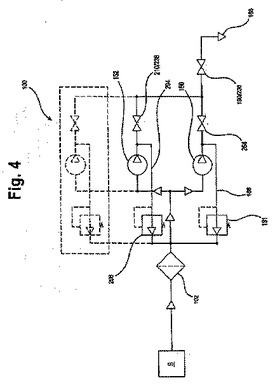
【図4】例えば図1〜図3に示す、本発明の新規で改良型の計量システムの第1の実施形態の様々な構造的構成要素およびこのような構造的構成要素間に形成された様々な流路の様々な連通状態を示す概略的回路図である。
【図5】本発明の第2の変形実施形態の計量システムを含む、様々な構造的構成要素およびその間に形成された流体の流れ路の様々な連通状態を示す概略的回路図である。
【図6A】本発明の原理を実施する、本発明の方法および当該計量システムを用いて生産された様々な流体塗布材料パターンを示す。
【図6B】本発明の原理を実施する、本発明の方法および当該計量システムを用いて生産された様々な流体塗布材料パターンを示す。
【図6C】本発明の原理を実施する、本発明の方法および当該計量システムを用いて生産された様々な流体塗布材料パターンを示す。
【発明を実施するための形態】
【0008】
本発明の様々なその他の特徴および付随する利点は、複数の図全体を通して類似の参照番号が類似のまたは対応する部分を示している添付図面との関連において以下の詳細な説明を考慮することによって、より完全に理解されるものである。
【0009】
ここで図面、特にその図1〜図3を参照すると、本発明の原理および教示に従って構築され、全体として参照番号100により表わされている新規で改良型の計量システムの第1の実施形態が示されている。より詳細には、本発明の新規で改良型の計量システム100は、図2から理解されるように、ホットメルト接着剤その他の熱可塑性材料の塗布または供給作業中に製品生産ラインに沿って出力装置またはアプリケーターの下を基材または製品が通過するにつれて下にある基材または製品上に可変的体積のホットメルト接着剤その他の熱可塑性材料を供給するために使用されるべきものである。簡単に言うと、図1から理解されるように、本発明の新規で改良型の計量システムは、流入するホットメルト接着剤その他の熱可塑性材料をろ過するためのフィルターブロック102と、例えば精確に計量されたホットメルト接着剤その他の熱可塑性材料を出力するための4つの回転歯車タイプ計量ポンプを含む第1の歯車ポンプ組立体104と、同様に例えば精確に計量されたホットメルト接着剤その他の熱可塑性材料を出力するための4つの回転歯車タイプ計量ポンプを含む第2の歯車ポンプ組立体106と、第1と第2の歯車ポンプ組立体104、106を用いて出力されたホットメルト接着剤その他の熱可塑性材料を適切な出力装置またはアプリケーター組立体110へ導くための接着剤マニフォールド108と、それ自体以下でより具体的に説明する通り第1と第2の歯車ポンプ組立体104、106の様々な歯車部材を駆動する接着剤マニフォールド108内に配置されている、歯車部材(図示せず)を駆動するために接着剤マニフォールド108に連結されたモーター駆動組立体112とを含んでいる。第1と第2の歯車ポンプ組立体104、106の各々を構成する歯車ポンプの詳細な数は、必要に応じ或いは望ましく変更可能である。
【0010】
図1を参照すると、モーター駆動組立体112の出力駆動シャフト(図示せず)は、主駆動歯車116が固定的に取りつけられている第1の歯車ポンプ組立体104の駆動シャフト114に連結されるようになっている。このようにして、モーター駆動組立体112の出力駆動シャフト(図示せず)が例えば時計回り(CW)方向に回転させられた場合、第1の歯車ポンプ組立体104の駆動シャフト114および主駆動歯車116も同様に、矢印Aを用いて指示されている通り時計回り(CW)方向に回転させられる。第1の歯車ポンプ組立体104の主駆動歯車116の外周には、既定数の歯車の歯118が設けられ、接着剤マニフォールド108には回転シャフト121上に取付けられたアイドラー歯車が設けられ、一方第2の歯車ポンプ組立体106には被動歯車122が設けられ、アイドラー歯車120と被動歯車122の外周には同様に既定数の歯車の歯124、126が設けられている。従って、図2、3を参照すると、第1の歯車ポンプ組立体104が、接着剤マニフォールド108の上部表面部分128の上に固定的に、ただし取外し可能な形で取付けられている場合、そして第2の歯車ポンプ組立体106が接着剤マニフォールド108の左側壁部分130の上に固定的に、ただし取外し可能な形で取付けられている場合、第1と第2の歯車ポンプ組立体104、106の駆動および被動歯車116、122は、接着剤マニフォールド108のアイドラー歯車120と噛合しており、こうして矢印B、Cを用いてそれぞれに示されているように、第1の歯車ポンプ組立体104の駆動歯車116の時計回り方向(CW)の回転は実際に接着剤マニフォールド108上のアイドラー歯車120の反時計回り方向(CCW)の回転そしてそれ自体第2の歯車ポンプ組立体106の被動歯車122の時計回り方向(CW)回転を結果としてもたらし、これにより、第1と第2の歯車ポンプ組立体104、106はホットメルト接着剤その他の熱可塑性材料を圧送できることになる。
【0011】
更に、接着剤マニフォールド108上での第1と第2の歯車ポンプ組立体104、106の取付が独立して取外し可能であることの結果として、歯車ポンプ組立体104、106の各々は、修理、メンテナンスを目的として、または歯車ポンプ組立体104、106のうちの特定の1組立体を例えば異なる体積出力定格を有する異なる歯車ポンプ組立体と交換するために、歯車ポンプ組立体104、106のうちのもう1つの組立体との関係において接着剤マニフォールド108から独立した形で取り外されてよい。更に、第1の歯車ポンプ組立体104の主駆動歯車が所定の数の外部歯車歯118を有する結果として、そして同様に接着剤マニフォールド108のアイドラー歯車および第2の歯車ポンプ組立体106の被動歯車122が同様に所定の数の車歯の歯124、126を有する結果として、駆動歯車116の駆動歯118とアイドラー歯車および被動歯車120、122の歯124、126の間に所定の駆動比が実際に確立され、こうして歯車ポンプ組立体104、106は所定の体積出力定格を有することになる。しかしながら、更に、歯車ポンプ組立体104、106の一方または双方に異なる数の歯車歯118、126を有する異なる駆動および被動歯車116、122を具備することによって歯車ポンプ組立体104、106のうちの特定の1組立体の体積出力定格を、変更または修正してよく、このことにより次に、実際、第1または第2の歯車ポンプ組立体104、106の特定の駆動歯車116と被動歯車122の間ならびに接着剤マニフォールド108のアイドラー歯車120との関係において事実上定義された駆動歯車比が変更または修正されると考えられる。第1の歯車ポンプ組立体104上により大きいまたはより小さい駆動歯車116が取付けられたか、或いは第2の歯車ポンプ組立体106上により大きいまたはより小さい被動歯車122が取付けられたかに応じて、接着剤マニフォールド108上のアイドラー歯車120の角度的および線形配置を、スロット付きアームまたはブラケット123を用いて変更してもよい。
【0012】
最後に、図1に示す様々な構成要素の構造に関して、フィルターブロック102が、接着剤マニフォールド108のアイドラー歯車120のある端部とは反対側の端部上に取付けられるよう適応されているという点が指摘される。接着剤マニフォールド108のこのような反対側端部上でのフィルターブロック102の取付けに対応するため、接着剤マニフォールド108には、一体型取付ブロック132が設けられており、適切な取付け用ボルト(図示せず)を受入れる或いは収容するために取付ブロック132の上部フランジ部分138に一対の小孔134、136が形成されている。同様に、フィルターブロック102の側壁部分または面140には、取付け用ボルト(図示せず)を受入れる或いは収容する一対の小孔142、144が設けられている。更にフィルターブロック102の側壁部分または面140には、ホットメルト接着剤その他の熱可塑性材料の供給源(図示せず)から接着剤マニフォールド108へホットメルト接着剤その他の熱可塑性材料を供給するための実質的に梨形の第1の出口通路146と、再循環されたホットメルト接着剤その他の熱可塑性材料を接着剤マニフォールド108からフィルターブロック102へ帰還できるように導くための実質的に梨形の第2の入口通路148が設けられている。こうして、再循環されたホットメルト接着剤その他の熱可塑性材料は再びフィルターブロック102から出口通路146によって外向きに誘導され得ることになる。
【0013】
以上で指摘した通り、歯車ポンプ組立体対104、106の各々は、それぞれに既定数の歯車ポンプ150、152を含む。示されている実施形態においては、歯車ポンプ組立体104、106の各々を構成する歯車ポンプ150、152の数は、4であるが、この数は、特定の基材または製品加工ラインに関連して所望または所要の通り、4を超えるかまたは4未満でもあり得る。ここで、図3を参照して、図2に概略的に示す製品加工ライン156に沿って出力装置またはアプリケーター110の下を搬送されている基材または製品154上で吐出または出力されるように、第1と第2の歯車ポンプ組立体104、106の歯車ポンプ150、152の各々から、接着剤マニフォールド108を通るおよび出力装置またはアプリケーター110を通る流体の流れの経路について以下で論述する。より詳細には、図3を参照すると、接着剤マニフォールド108が、その上部表面部分128上に固定的にただし取外し可能な形で取付けられその歯車ポンプの1つ150を含む第1の歯車ポンプ組立体104を有するものとして示されており、一方その歯車ポンプの1つ152を含む第2の歯車ポンプ組立体106はその側壁部分130上に固定的にただし取外し可能な形で取付けられている。接着剤マニフォールド108には、フィルターブロック102に形成されたホットメルト接着剤その他の熱可塑性材料の供給側出口通路146に連通されている軸方向に延在する流体供給通路158が設けられ、同様に、フィルターブロック102に形成されたホットメルト接着剤その他の熱可塑性材料入口通路148に連通されている軸方向に延在する流体の戻りまたは再循環通路160も具備されている。
【0014】
図1を参照すると、それぞれに歯車ポンプ組立体102、104に組込まれている駆動歯車116および被動歯車122は、図1、3に示す回転シャフト114、164に夫々取付けられており、かつ、接着剤マニフォールド108の回転シャフト121のアイドラー歯車120との噛合を通じて駆動モーター組立体112によって駆動される。シャフト114、164には、接着剤マニフォールド108内に配置されている駆動歯車166、168が固定されている。駆動歯車166、168は、それぞれ歯車ポンプ150、152の各々内に配置された歯車列組立体の歯車ポンプ被動歯車170、172と噛合している。こうして、ホットメルト接着剤その他の熱可塑性材料は、フィルターブロック102の供給側出口通路146から接着剤マニフォールド108の供給通路158内へ、そして接着剤マニフォールド108内部で上向きに歯車ポンプ組立体104の下部または底面部分内に延在する接続用流体供給通路174を介して、例えば接着剤マニフォールド駆動歯車166の外周を包囲する環境空間内に供給される。図3から理解されるように、接着剤マニフォールド108内に、そして歯車ポンプ組立体106の右側端部分内に類似の接続用流体供給通路(図示せず)が設けられており、接着剤マニフォールド駆動歯車168の外周を包囲する環状空間内にホットメルト接着剤その他の熱可塑性材料が導入される。
【0015】
歯車ポンプ150内に内部的に配置され歯車ポンプ被動歯車170を含む歯車列の流体の出力は、歯車ポンプ組立体104を通って下向きに延在する第1の垂直出力供給通路176と第1の垂直出力供給通路176の下流側端部に連通されかつ接着剤マニフォールド108内に形成されている第2の垂直出力供給通路178を介して、歯車ポンプ150から外向きに導かれる。第2の垂直出力供給通路178の下流側端部は、接着剤マニフォールド108内に形成されている第3の水平出力供給通路180の上流側端部に連通されており、第3の水平出力供給通路180の下流側端部は出力装置またはアプリケーター110内に形成されている第4の水平出力供給通路182の下流側端部に連通されている。第5の垂直出力供給通路184は、その上流側端部分が第4の水平出力供給通路182の下流側端部分に連通されており、第5の垂直出力供給通路184の下流側端部分は、同様に出力装置またはアプリケーター110内に形成されている第6の水平出力供給通路186の上流側端部分に連通されている。
【0016】
第6の水平出力供給通路186の下流側端部分は、以下にその詳細な構造を説明する第1の電気制御式ソレノイド制御弁組立体190を介して出力装置またはアプリケーター110の下側部分上に配置された供給ノズル部材188に連通されている。電気制御式ソレノイド制御弁組立体190は、第7の垂直出力供給通路187および供給ノズル部材188の出口ポートに実際に通じる第8の水平出力供給通路189を介して実際に連通されている。最後に、詳細に後述するように、第6の水平出力供給通路186の下流側端部によって、同様に第1の圧力逃し弁組立体191に連通される、電気制御式ソレノイド制御弁組立体190および供給ノズル部材188に導く方向のホットメルト接着剤その他の熱可塑性材料の供給流れとは反対の方向でのホットメルト接着剤その他の熱可塑性材料の戻り流れが実際に形成されることが理解されよう。
【0017】
同様に、歯車ポンプ152内に内部的に配置され歯車ポンプ被動歯車172を含む歯車列の流体の出力は、歯車ポンプ組立体106を通って水平方向に延在する第1の水平出力供給通路192と、該第1の水平出力供給通路192の下流側端部に連通されかつ接着剤マニフォールド108内に形成されている第2の水平出力供給通路194を介して、歯車ポンプ152から外向きに導かれる。第2の水平出力供給通路194の下流側端部は、同様に接着剤マニフォールド108内に形成されている第3の垂直出力供給通路196の上流側端部に連通されており、第3の垂直出力供給通路196の下流側端部は接着剤マニフォールド108内に形成された第4の水平出力供給通路198の下流側端部に連通されている。出力装置またはアプリケーター110の上部左側中央部分に形成された第5の水平出力供給通路200は、その上流側端部分が第4の水平出力供給通路198の下流側端部分に連通されており、第6の垂直出力供給通路202はその下流側端部分が、第5の水平出力供給通路200の下流側端部分に連通されている。第6の垂直出力供給通路202の第1の中間区分は、出力装置またはアプリケーター110に形成された第4の水平出力供給通路182の中間区分を事実上迂回するかまたはそのまわりに経路をとっていることがわかり、一方第6の垂直出力供給通路202の第2の中間区分は、第2の圧力逃し弁組立体206に連通されている第7の垂直配向型戻り通路204と、後述する電気制御式ソレノイド制御弁組立体210を介して出力装置またはアプリケーター110に形成されている第5の垂直出力供給通路184に連通されるように適応されている第8の水平出力供給通路208とに分かれる。このようにして、ポンプ152由来のホットメルト接着剤その他の熱可塑性材料の出力供給も同様に、歯車ポンプ152から出力装置またはアプリケーター110の下側部分上に配置された供給ノズル部材188まで流れることができる。
【0018】
最後に、以上で指摘した通り、ここで電気制御式ソレノイド制御弁組立体190、210について簡単に説明する。出力装置またはアプリケーター110には2つのボア212、214が設けられており、このボア内に、ボール弁部材216、218を含む弁機構が配置されるように適応されている。ボール弁部材216、218は、それらがその閉鎖位置に配置されている場合に弁座部材220、222の下側部分と係合するように適応されており、更に、ボール弁部材216、218は垂直配向型バルブステム224、226の下部端部分上に固定的に取付けられている。バルブステム224、226の上部端部分は、ピストン部材228、230内に固定的に取付けられ、ピストン部材228、230は通常、コイルバネ232、234を用いてその上昇位置つまり最上の位置に向かって付勢されるかまたは支えられる。電気制御式ソレノイド制御弁組立体190、210は更に、ソレノイドアクチュエーター236、238と制御用空気入口ポート240、242を含む。制御用空気入口ポート240、242の各々は、ソレノイドアクチュエーター236、238内に内部的に配置されているが明確さを期して図示しない流体通路を用いて、一対の制御用空気出口ポート244、246、248、250に連通されている。制御用空気出口ポート244、246、248、250は、ソレノイドアクチュエーター236、238の各々をそれぞれ弁組立体190、210のピストンハウジング252、254に連通させており、ソレノイドアクチュエーター236、238はそ内に配置されているが明確さを期して図示しない適切な弁機構を含み、これらの機構がそれぞれ、制御用空気入口ポート240、242から制御用空気出口ポート244、246、248、250への流入制御用空気の流れを制御することになる。
【0019】
このようにして、制御用空気は、実際には、ピストン部材228、230の各々の上面部分または下面部分に作用し、こうして、それ自体その弁座220、222との関係においてボール弁部材216、218の配置を制御するピストン部材228、230の垂直配置を制御することができる。従って、ボール弁部材216、218は、それぞれ供給ノズル部材188に向かうホットメルト接着剤その他の熱可塑性材料の流れを防止する閉鎖状態と、供給ノズル部材188に向かうホットメルト接着剤その他の熱可塑性材料の流れを可能にする開放状態とを選択的に作り出す。最後に、一対の消音器256、258および260、262が制御用空気入口240、242の各々に接続されており、こうして閉鎖位置と開放位置の間でボール弁部材216、218をそれぞれに移動させるためピストン部材228、230がその上部位置と下部位置の間で移動する際に排出される制御用空気の音が効果的に消される。
【0020】
本発明の新規で改良型の計量システム100の第1の実施形態の構造的構成要素の実質的に全てを説明したが、ここで、図4、2を参照しながら、本発明の新規で改良型の計量システムの作動について簡単に記す。図4を参照すると、ホットメルト接着剤その他の熱可塑性材料は、フィルターブロック102内を通るために適切なサプライ源Sから新規で改良型の計量システム100の第1の実施形態内に供給される。フィルターブロック102から、ホットメルト接着剤その他の熱可塑性材料は第1と第2の歯車ポンプ150、152に供給され、歯車ポンプ150由来のホットメルト接着剤その他の熱可塑性材料の出力供給は、図3に関連して開示、説明した様々な出力供給通路に沿って、第1の電気制御式ソレノイド制御弁190によって供給ノズル部材188に向かって導かれる。同様に、歯車ポンプ152由来のホットメルト接着剤その他の熱可塑性材料の出力供給は、図3に関連して開示、説明した様々な出力供給通路に沿ってかつ第2の電気制御式ソレノイド制御弁210によって供給ノズル部材188に向かって導かれる。例えば、第2の電気制御式ソレノイド制御弁210がその閉鎖位置に移動すると、歯車ポンプ152からのホットメルト接着剤その他の熱可塑性材料の出力供給は事実上停止され、逃し弁206を通して外部に導かれるよう流路204内へ、そして図3に示す戻り経路または再循環経路160内に、そして再びフィルターブロック102内へと輸送される。同様に、例えば第1の電気制御式ソレノイド制御弁190がその閉鎖位置に移動すると、歯車ポンプ150、152の双方からのホットメルト接着剤その他の熱可塑性材料の出力供給は事実上遮断され、逃し弁191、206を通して外に導かれるよう流路186、204内へ、そして図3に示す戻しまたは再循環経路160内にそして再びフィルターブロック102内へと輸送される。
【0021】
更に、本発明の原理および教示に従って構築された新規で改良型の計量システム100を用いると、図2、3に示すように、基材または製品154上にホットメルト接着剤その他の熱可塑性材料を供給、吐出または塗布するための供給ノズル部材188からの出力または供給は、事実上3つの作動状態を達成することができる。第1の状態はオフ状態であり、この場合、例えば、既述したように、第1の電気制御式ソレノイド制御弁190はその閉鎖位置に移動しており、供給ノズル部材188からのホットメルト接着剤その他の熱可塑性材料の出力はゼロであり、ホットメルト接着剤その他の熱可塑性材料の全てが遮断され、逃し弁191、206および戻しまたは再循環経路を通ってフィルターブロック102まで戻るように輸送される。第2の状態は事実上第1の部分体積状態を構成し、ここでは、第1の電気制御式ソレノイド制御弁190はその開放位置に移動しているが、第2の電気制御式ソレノイド制御弁210はその閉鎖位置に移動している。第1の歯車ポンプ150を用いて出力されたホットメルト接着剤その他の熱可塑性材料の出力体積だけが、その下にある基材または製品154上への塗布のために、供給ノズル部材188まで導かれる。第3の状態は事実上完全または組合せ体積状態を構成し、ここでは、第1と第2の電気制御式ソレノイド制御弁190、210の双方がその開放位置に移動し、こうして歯車ポンプ150、152の双方を用いて出力されたホットメルト接着剤その他の熱可塑性材料の出力体積が、下にある基材または製品154上への塗布のために供給ノズル部材188まで導かれている。
【0022】
更に続行すると、図4内で概略的に示されている通り歯車ポンプ150の出力端と第1の電気制御式ソレノイド制御弁190の間に配置された1つの位置に配置されるように、出力装置またはアプリケーター110の上に第3の電気制御式ソレノイド制御弁264を効果的に取付けることができる。このようにして、本発明の新規で改良型の計量システム100は、事実上第2の部分体積状態を構成する第4の作動状態がシステム100に効果的に付与されることから、より柔軟でかつ実用的なものとなる。
【0023】
この作動状態によると、第1の電気制御式ソレノイド制御弁190は、その開放位置に移動しているが、第3の電気制御式ソレノイド制御弁264はその閉鎖位置に移動している。従って、第2の歯車ポンプ152を用いて出力されたホットメルト接着剤その他の熱可塑性材料の出力体積のみが、下にある基材または製品154上への塗布のため供給ノズル部材188まで導かれている。当然のことながら、第3の完全または組合せ体積作動状態を達成することが再び所望される場合には、第1、第2および第3の電気制御式ソレノイド制御弁190、210、264の3つ全てをその開放位置に確実に移動させなくてはならない。更にまた、明細書および図面はそれぞれ様々な歯車ポンプ150、152を含む2つの歯車ポンプ組立体104、106の提供のみに向けられてきたが、追加の歯車ポンプを含む追加の歯車ポンプ組立体をシステム100内に組込むことも当然可能であり、このような追加の歯車ポンプ組立体、それに付随する歯車ポンプ、電気制御式ソレノイド制御弁および逃し弁は図4内に仮想線で示されている。
【0024】
再び図2を参照すると、計量システム100を用いて本発明の原理および教示に従って、付加的な作動条件を達成できることが理解されよう。歯車ポンプ組立体104、106の各々が例えば、図1に開示されているような並置された4つの歯車ポンプ150、152を含むことを想起しておくべきである。明確さを期して、また本発明の計量システム100の追加の作動条件を例示するために、各歯車ポンプ組立体104、106の4つの歯車ポンプは、参照番号150−1、150−2、150−3、150−4、152−1、152−2、152−3、152−4にて指示されている。更に、歯車ポンプ150−1、150−2、150−3、150−4、152−1、152−2、152−3、152−4の各々には第1と第2の電気制御式ソレノイド制御弁が接続されており、弁は相応して参照番号236−1、236−2、236−3、236−4、238−1、238−2、238−3、238−4にて指示されている。システム内に第3の電気制御式ソレノイド制御弁264を内蔵する場合には、このような弁をそれぞれに提供することも可能であるが、図2には示されていない。更に、第1と第2の歯車ポンプ150−1、150−2、150−3、150−4、152−1、152−2、152−3、152−4を横並びに配置することによって、その下にある基材または製品上への、図2には示されていないが図3で示されている、供給ノズル部材188と類似した適切に個別である供給ノズル部材からのホットメルト接着剤その他の熱可塑性材料が横並びに塗布され、こうして、基材154上にホットメルト接着剤その他の熱可塑性材料が横並びに配置された複数のレーン状に延在する或いは長手方向に延在するストリップ266、268、270、272が効果的に形成される。
【0025】
従って、下にある製品または基材上に塗布されるホットメルト接着剤その他の熱可塑性材料の全体幅は変更可能である。すなわち、例えば本発明の計量システム100の様々な作業状態に関連して既述したように、第1の電気制御式ソレノイド制御弁236−1、236−2、236−3、236−4を制御することによって、供給ノズル部材188のうちの特定の1つに対する出力が閉鎖または開放されたか否かに応じて、この全体幅は、参照番号274で示すように、4本のレーン266、268、270、272全てを横断して延在するようにできる。或いは参照番号276で示すように、2本の中央レーン268、270のみを横断して延在させることによって、事実上これを狭めることもできる。更に、供給ノズル部材188の各々から発出されホットメルト接着剤その他の熱可塑性材料の特定の1つのレーンまたはストリップ266、268、270、272の内部で基材または製品154上に塗布された特定の体積を、同様に既述したように、部分体積状態の1つから組合せ完全体積状態まで変動させることも同様に可能である。最後に、電気制御式ソレノイド制御弁組立体236−1、236−2、236−3、236−4、238−1、238−2、238−3、238−4を用いて制御される回転歯車ポンプ150−1、150−2、150−3、150−4、152−1、152−2、152−3、152−4に関連して、または回転歯車ポンプ150−1、150−2、150−3、150−4、152−1、152−2、152−3、152−4と電気制御式ソレノイド制御弁組立体236−1、236−2、236−3、236−4、238−1、238−2、238−3、238−4のその他の組合せに関連して、例えばレーン266、268、270、272のうちのいくつかの中にのみそして所定の時点でのみホットメルト接着剤その他の熱可塑性材料を塗布させるように、他の動作モードを達成することも同様に可能であることが容易に理解されよう。
【0026】
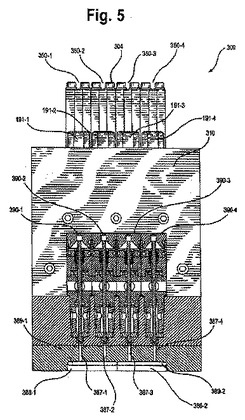
ここで最後に図5を参照すると、同様に本発明の原理および教示に従って構築され、全体として参照番号300により示されている新規で改良型の計量システムの第2の実施形態が示されている。最初に、例えば図2、3に示す新規で改良型の計量システムの第1の実施形態100の様々な構成要素に対応する、図5に開示す新規で改良型の計量システムの第2の実施形態300の様々な構成要素は、それらが300番代であることを除いて、対応する参照番号にて指示されている。更に、新規で改良型の計量システム100、300の第1と第2の実施形態の類似性および類似点は容易に理解されるので、新規で改良型の計量システムの第2の実施形態300の詳細な説明は、簡潔さを期して省略されるものとする。従って、新規で改良型の計量システム100と、新規で改良型の計量システムの第2の実施形態300との差異についてのみ説明する。より詳細には、本発明の新規で改良型の計量システムの第1と第2の実施形態100、300の主要な差異は、新規で改良型の計量システムの第1の実施形態100では、供給ノズル部材188の各々に向かうホットメルト接着剤その他の熱可塑性材料の流体の流れは、2つの異なるポンプ組立体104、106を構成する2つの別個のポンプ組に配置された個別のポンプ150、152によって導かれているが、新規で改良型の計量システムの第2の実施形態300では、供給ノズル部材388−1、388−2の各々に向かうホットメルト接着剤その他の熱可塑性材料の流体の流れは、例えば単一のポンプ組立体304を構成する同じポンプ組内に配置された2つの別個のまたは個別のポンプ350−1、350−2、350−3、350−4から導かれている点である。
【0027】
図5を参照すると、ポンプ組立体304の個別のポンプは参照番号350−1、350−2、350−3、350−4にて指示されており、ポンプ組立体304の個別のポンプ350−1、350−2、350−3、350−4に接続された圧力逃し弁は、参照番号191−1、191−2、191−3、191−4にて指示されている。同様に、個別のポンプ350−1、350−2、350−3、350−4と接続され、ポンプ390−1、390−2、390−3、390−4から供給ノズル部材388−1、388−2に向かう流体の出力を流体的に制御する電気制御式ソレノイド制御弁組立体は、参照番号390−1、390−2、390−3、390−4にて指示されている。従って、新規で改良型の計量システムの第1の実施形態100と類似の一般的な要領で、電気制御式ソレノイド制御弁組立体390−1、390−2の双方が閉鎖されている場合、回転歯車ポンプ350−1、350−2由来のホットメルト接着剤その他の熱可塑性材料を含むいかなる流体の流れも供給ノズル部材388−1に出力されず、従ってホットメルト接着剤その他の熱可塑性材料は圧力逃し弁191−1、191−2を介して、図5に示されていないフィルターブロックに再循環し戻される。従って、計量システム300のこの作動段階は、明らかに第1のまたはオフ作動状態を構成する。電気制御式ソレノイド制御弁組立体390−1が開放しているが電気制御式ソレノイド制御弁組立体390−2が閉鎖されている場合には、ポンプ350−1由来のホットメルト接着剤またはその他の熱可塑性流体の出力流れのみが、下にある基材または製品上への塗布のために供給ノズル部材388−1に向かって導かれる。従って計量システム300のこの作動段階は、第2の状態または第1の部分体積作動状態を構成する。
【0028】
反対に、電気制御式ソレノイド制御弁組立体390−2が開放しているが電気制御式ソレノイド制御弁組立体390−1が閉鎖されている場合には、ポンプ350−2由来のホットメルト接着剤またはその他の熱可塑性流体の出力流れのみが、下にある基材または製品上への塗布のために供給ノズル部材388−1に向かって導かれる。従って計量システム300の作動のこの段階は、第3の状態または第2の部分体積作動状態を構成する。ポンプ350−1、350−2からの出力流れが流体通路387−1、387−2に沿って共通または平衡流路389−1内に導かれる。最後に、電気制御式ソレノイド制御弁組立体390−1、390−2の双方が開放されている場合には、回転歯車ポンプ350−1、350−2の双方からのホットメルト接着剤またはその他の熱可塑性流体の出力流れが、下にある基材または製品上への塗布のために供給ノズル部材388−1に向かって導かれる。従って計量システム300のこの作動段階は、第4の状態または完全体積作動状態を構成する。電気制御式ソレノイド制御弁組立体390−3、390−4を用いて制御される回転歯車ポンプ350−3、350−4に関連して、または回転歯車ポンプ350−1、350−2、350−3、350−4と電気制御式ソレノイド制御弁組立体390−1、390−2、390−3、390−4のその他の組合せに関連して、その他の動作モードを達成することも同様に可能であることが、容易に理解されよう。
【0029】
こうして、本発明の原理および教示に従って、精確に計量されたホットメルト接着剤その他の熱可塑性材料を出力または吐出する2つの別個で独立した回転歯車計量ポンプまたは2つの別個で独立した回転歯車計量ポンプ組の利用を含む新規で改良型のホットメルト接着剤その他の熱可塑性材料の供給システムが提供される。詳細には、2つの別個で独立した回転歯車ポンプから或いは2つの別個で独立した回転歯車ポンプ組から吐出される精確に計量されたホットメルト接着剤その他の熱可塑性材料を、実際に特定の基材上に適切な出力装置またはアプリケーターを通して独立して吐出または出力でき、こうして必要に応じて予め設定された或いは所望のパターンに従って或いは所定の位置において基材上に異なる体積のホットメルト接着剤材料または他の熱可塑性材料が結果として吐出または出力される。更には、2つの別個で独立した回転歯車ポンプから或いは2つの別個で独立した回転歯車ポンプ組からの精確に計量されたホットメルト接着剤その他の熱可塑性材料は同様に、効果的に組合わされたその体積出力を有していてよい。このようにして、基材上へのホットメルト接着剤その他の熱可塑性材料の吐出または出力体積は、例えば2つの別個で独立した回転歯車ポンプの一方のポンプから或いは2つの別個で独立した回転歯車ポンプ組の一方のポンプ組から基材上に吐出または出力されたホットメルト接着剤その他の熱可塑性材料の吐出または出力体積の事実上2倍となってよい。
【0030】
当該システムは、基材およびそれに塗布された材料を有する物品の製造方法を実施するために使用される。このような方法においては、計量型流体供給システム100が提供される。このシステムは、供給すべき流体の供給源、少なくとも1つの供給ノズルを有する出力装置およびサプライから少なくとも1つの供給ノズルまで流体を圧送するための少なくとも2つのポンプを有する。
【0031】
この少なくとも2つのポンプは少なくとも1つの供給ノズルと近接近状態にある。出力供給通路は、少なくとも2つのポンプと少なくとも1つの供給ノズルを相互に連通し、流体制御要素は、少なくとも2つのポンプから少なくとも1つの供給ノズルまでの流体の通過を選択的に制御する。
【0032】
供給システムは、少なくとも2つのポンプの双方からの流体の出力が少なくとも1つの供給ノズルに到達するのを妨げられている第1の状態と、少なくとも2つのポンプのうちの1つからの流体の出力が少なくとも1つの供給ノズルに到達できるようになっておりかつ少なくとも2つのポンプのうちのもう一方のポンプからの流体の出力が少なくとも1つの供給ノズルに到達するのを妨げられている第2の状態と、少なくとも2つのポンプの双方から流体の出力が少なくとも1つの供給ノズルに到達できるようになっている第3の状態という少なくとも3つの供給状態のために構成されている。
【0033】
この方法は更に、基材を、流体供給システムを通過して流れ方向に搬送するステップと流体を複数のセグメントの形で基材に塗布するステップを含む。各々のセグメントは、一単位長あたり一定の体積を有し流れ方向に一定長で塗布を受けて1つのパターンを画定する。このパターンには、少なくとも2つのポンプのうちの1つからの出力として塗布された第1の体積で内部に流体が存在する少なくともいくつかの領域と、少なくとも2つのポンプの双方からの出力として塗布された第1の体積よりも大きい第2の体積で内部に流体が存在する少なくともいくつかの領域が含まれている。
【0034】
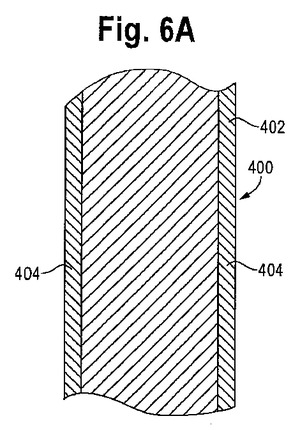
例示的パターンは、図6A−6Cに示されている。図6Aでは、植木箱パターン400が示されており、ここでは、第1の流体体積は402として示されている領域内に存在することができ、第2の流体体積は参照番号404にて指示される領域内に存在することができる。当業者には理解されるように、領域404を領域402、404の双方の体積で形成でき、或いは例示されている通り領域404の体積のみで形成することもできる。
【0035】
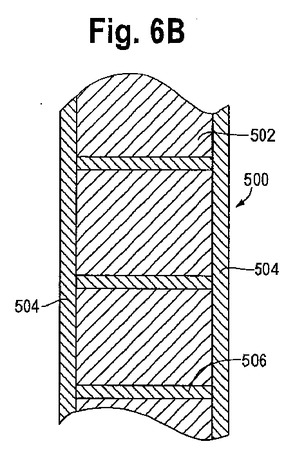
図6Bでは、梯子パターン500が示されている。このパターンでは、第1の流体体積は、参照番号502にて指示され領域内に存在することができ、第2の流体体積は504と示された領域内に存在し得る。506と示された領域を第1の流体体積で、または第2の流体体積で、或いは第1と第2の流体体積で形成可能であることが理解されよう。或いは、何れかの領域に流体が不足することもある。
【0036】
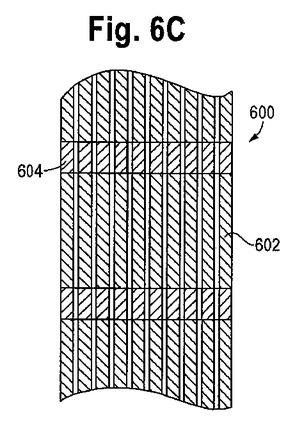
図6Cでは、縞模様のパターン600が示されている。このパターンでは、参照番号602にて指示されている流れ方向に細長い形で、第1の流体体積または第2の流体体積または第1と第2の流体体積が塗布されている。参照番号604にて指示される領域内では、領域602内に存在しない体積の何れかを塗布でき、或いは所望の場合領域602に存在する体積の何れかを抑制するか或いは塗布されないようにすることもできる。
【0037】
こうして、少なくとも基材上の一部の領域内で流体が全く存在しなくてもよいことが理解されよう。同様に、第1と第2の体積の何れか一方または双方の中の流体が、流れ方向または横断方向または流れ方向と横断方向の双方に連続しないようにしてもよい。
【0038】
流体は、接触(例えばスロットコーティング)塗布または非接触塗布(例えばスプレーコーティング)塗布を含めた様々なプロセスで塗布可能である。
【0039】
好ましい方法において、計量型流体供給システムは、少なくとも2つの供給ノズルと、第1と第2の流体体積と結びつけられた少なくとも2つのポンプを含む。このような方法において、通路はマニフォールド内、好ましくは膨張不能である非屈曲性マニフォールド内に配置される。
【0040】
この方法を実施する上で、流体の体積を、流れ方向で1セグメントの少なくとも所定の長さにわたり単位長さ毎に増大させることができ、横断方向で複数のセグメントの少なくとも所定の長さにわたり単位長さ毎に増大させることができる。
【0041】
この方法は同様に、基材および流体全体にわたり部材、例えば可撓性部材(例えば、織布、不織布またはその他の布地様の部材)を適用するステップも含むことができる。そして、この方法を用いて物品を形成することが可能である。
【0042】
以上の教示に照らして、本発明の数多くの変形形態および修正が可能であることは理解されよう。従って、添付の特許請求の範囲内で本明細書中で具体的に説明したもの以外の形で本発明を実施してもよいということを理解すべきである。
【符号の説明】
【0043】
100 計量システム
102 フィルターブロック
104 第1の歯車ポンプ組立体
104 内部で上向きに歯車ポンプ組立体
104 歯車ポンプ組立体
106 第2の歯車ポンプ組立体
108 接着剤マニフォールド
110 出力装置またはアプリケーター
112 モーター駆動組立体
114 回転シャフト
116 駆動歯車
116 特定の駆動歯車
116 小さい駆動歯車
116 駆動歯車
118 既定の数の外部歯車歯
118 駆動歯
120 アイドラー歯車
121 回転シャフト
122 被動歯車
132 取付ブロック
134 小孔
136 小孔
138 上部フランジ部分
140 側壁部分または面
142 小孔
144 小孔
146 第1の出口通路
148 第2の入口通路
150 第1の歯車ポンプ
152 歯車ポンプ
154 基材または製品
156 製品加工ライン
158 供給通路
160 再循環通路
166 接着剤マニフォールド駆動歯車
168 接着剤マニフォールド駆動歯車
170 歯車ポンプ被動歯車
172 歯車ポンプ被動歯車
174 接続用流体供給通路
176 第1の垂直出力供給通路
178 第2の垂直出力供給通路
180 第3の水平出力供給通路
182 第4の水平出力供給通路
184 第5の垂直出力供給通路
186 第6の水平出力供給通路
187 第7の垂直出力供給通路
188 供給ノズル部材
189 第8の水平出力供給通路
190 第1の電気制御式ソレノイド制御弁
192 第1の水平出力供給通路
194 第2の水平出力供給通路
196 第3の垂直出力供給通路
198 第4の水平出力供給通路
200 第5の水平出力供給通路
202 第6の垂直出力供給通路
204 第7の垂直配向型戻り通路
206 逃し弁
210 気制御式ソレノイド制御弁組立体
210 第2の電気制御式ソレノイド制御弁
212 ボア
214 ボア
216 ボール弁部材
218 ボール弁部材
220 弁座
222 弁座
224 バルブステム
226 バルブステム
228 ピストン部材
230 ピストン部材
232 コイルバネ
234 コイルバネ
236 ソレノイドアクチュエーター
238 ソレノイドアクチュエーター
240 制御用空気入口ポート
242 制御用空気入口ポート
【技術分野】
【0001】
本発明は、ホットメルト接着剤その他の熱可塑性材料の供給システムに関し、より詳細には、精確に計量されたホットメルト接着剤その他の熱可塑性材料を出力または吐出する2つの別個で独立した回転歯車計量ポンプまたは2つの別個で独立した回転歯車計量ポンプ組の利用を含む新規で改良型のホットメルト接着剤その他の熱可塑性材料の供給システムに関する。詳細には、2つの別個で独立した回転歯車ポンプから或いは2つの別個で独立した回転歯車ポンプ組から吐出される精確に計量されたホットメルト接着剤その他の熱可塑性材料を、実際特定の基材上に適切な出力装置またはアプリケーターを通して独立して吐出または出力でき、こうして必要に応じて予め設定された或いは所望のパターンに従って或いは所定の位置において基材上に異なる体積のホットメルト接着剤材料または他の熱可塑性材料が吐出または出力される。更には、2つの別個で独立した回転歯車ポンプから或いは2つの別個で独立した回転歯車ポンプ組からの精確に計量されたホットメルト接着剤その他の熱可塑性材料は、また、基材上へのホットメルト接着剤その他の熱可塑性材料の吐出または出力体積が、例えば2つの別個で独立した回転歯車ポンプの一方のポンプから、または、別個で独立した回転歯車ポンプ組の一方のポンプ組から基材上に吐出または出力されたホットメルト接着剤その他の熱可塑性材料の吐出または出力体積の事実上2倍となるような形態で効果的に組合わせた体積で出力されるようにできる。
【0002】
なお、本出願は、2009年7月17日付けの米国特許出願第12/458,620号の一部継続出願であり、その利益を主張するものである。
【背景技術】
【0003】
例えば、ホットメルト接着剤その他の熱可塑性材料を出力または吐出する従来の液体計量システムでは、通常、特定の材料を所定の一定体積で出力または吐出するようにしたものである。出力または吐出された材料は、例えば適切な計量ポンプを用いてポンプマニフォールドを通して、複数の予め設定されたパターンの何れか1つのパターンに従って材料を適切な基材に塗布させるために適切な出力装置またはアプリケーターに接続または連通された1または複数の出口へ圧送される。このような従来の計量システムは通常、可変速度でポンプを駆動してポンプからの所望の出力体積を達成して実際に基材上への材料の所望の塗布を達成するためのモーターを含んでいる。こうして、モーターの駆動速度つまり計量ポンプの駆動速度は、例えば加工中の基材の速度、つまり、基材が例えば出力装置またはアプリケーターを通過する際の該基材の速度に応じて変更することができる。ホットメルト接着剤その他の熱可塑性材料が上に塗布されつつある特定の基材または製品の構造または構成に応じて、材料塗布プロセス中の所定のタイミングでホットメルト接着剤その他の熱可塑性材料の体積出力を迅速に変更できることが望ましい。すなわち、システムは、出力または吐出される材料の体積を容易に増減させることができなくてはならない。ホットメルト接着剤その他の熱可塑性材料を様々な基材または製品に塗布する製造システムにおいて、ポンプ駆動モーターの速度を変更することによって出力または吐出される材料の体積を変更可能なシステムもあるが、ホットメルト接着剤その他の熱可塑性材料供給計量システムの特性である製品加工速度によっては、ホットメルト接着剤その他の熱可塑性材料の出力または吐出体積を必要に応じ或いは望ましく変更するように、ポンプモーター駆動の速度を変更できないこともある。
【発明の概要】
【発明が解決しようとする課題】
【0004】
従って、この技術分野では、計量ポンプの体積出力を上述したように容易かつ急速に変更し、1回の製品加工ランまたは作業中の所定のタイミングおよび/または位置で基材または製品上に塗布するように、ホットメルト接着剤その他の熱可塑性材料の出力量または吐出量を必要に応じ或いは望ましく変更できる新規で改良された液体計量システムに対するニーズが存在する。
【課題を解決するための手段】
【0005】
既述した目的および他の目的は、本発明の教示および原理に従って、精確に計量されたホットメルト接着剤その他の熱可塑性材料を出力または吐出する2つの別個で独立した回転歯車計量ポンプまたは2つの別個で独立した回転歯車計量ポンプ組の利用を含む新規で改良型のホットメルト接着剤その他の熱可塑性材料の供給システムを提供することにより達成される。詳細には、2つの別個で独立した回転歯車ポンプから或いは2つの別個で独立した回転歯車ポンプ組から吐出される精確に計量されたホットメルト接着剤その他の熱可塑性材料を、実際特定の基材上に適切な出力装置またはアプリケーターを通して独立して吐出または出力でき、こうして必要に応じて予め設定された或いは所望のパターンに従って或いは所定の位置において基材上に異なる体積のホットメルト接着剤材料または他の熱可塑性材料が結果として吐出または出力される。更には、2つの別個で独立した回転歯車ポンプから或いは2つの別個で独立した回転歯車ポンプ組からの精確に計量されたホットメルト接着剤その他の熱可塑性材料は同様に、基材上へのホットメルト接着剤その他の熱可塑性材料の吐出または出力体積が、例えば2つの別個で独立した回転歯車ポンプの一方のポンプからまたは別個で独立した回転歯車ポンプ組の一方のポンプ組から基材上に吐出または出力されたホットメルト接着剤その他の熱可塑性材料の吐出または出力体積の事実上2倍となるように有効に組合わされたその体積出力を有することもできよう。
【0006】
当該アプリケーターシステムを用いた方法およびそれによって製造される物品も同様に開示される。
【図面の簡単な説明】
【0007】
【図1】ホットメルト接着剤その他の熱可塑性材料の出力、吐出または供給される体積を必要に応じ或いは望ましく変更可能な、本発明の原理および教示に従って構築された、ホットメルト接着剤その他の熱可塑性材料用でその可変的出力体積を達成するための新規で改良型の計量システムの第1の実施形態の分解立体図である。
【図2】図1に開示のホットメルト接着剤その他の熱可塑性材料用でその可変的出力体積を達成するための新規で改良型の計量システムの第1の実施形態の組立て図であり、ここでは、ホットメルト接着剤その他の熱可塑性材料の塗布または供給作業またはサイクル中に基材または製品加工ラインに沿って計量システムの下を通過する基材または製品上へのホットメルト接着剤その他の熱可塑性材料の吐出または供給に関連させたこのような計量システムの使用が事実上示されている。
【図3】図2に示され、図2のライン3−3に沿って切り取った、可変的体積のホットメルト接着剤その他の熱可塑性材料を供給するための本発明の新規で改良型の計量システムの第1の実施形態の断面図である。
【図4】例えば図1〜図3に示す、本発明の新規で改良型の計量システムの第1の実施形態の様々な構造的構成要素およびこのような構造的構成要素間に形成された様々な流路の様々な連通状態を示す概略的回路図である。
【図5】本発明の第2の変形実施形態の計量システムを含む、様々な構造的構成要素およびその間に形成された流体の流れ路の様々な連通状態を示す概略的回路図である。
【図6A】本発明の原理を実施する、本発明の方法および当該計量システムを用いて生産された様々な流体塗布材料パターンを示す。
【図6B】本発明の原理を実施する、本発明の方法および当該計量システムを用いて生産された様々な流体塗布材料パターンを示す。
【図6C】本発明の原理を実施する、本発明の方法および当該計量システムを用いて生産された様々な流体塗布材料パターンを示す。
【発明を実施するための形態】
【0008】
本発明の様々なその他の特徴および付随する利点は、複数の図全体を通して類似の参照番号が類似のまたは対応する部分を示している添付図面との関連において以下の詳細な説明を考慮することによって、より完全に理解されるものである。
【0009】
ここで図面、特にその図1〜図3を参照すると、本発明の原理および教示に従って構築され、全体として参照番号100により表わされている新規で改良型の計量システムの第1の実施形態が示されている。より詳細には、本発明の新規で改良型の計量システム100は、図2から理解されるように、ホットメルト接着剤その他の熱可塑性材料の塗布または供給作業中に製品生産ラインに沿って出力装置またはアプリケーターの下を基材または製品が通過するにつれて下にある基材または製品上に可変的体積のホットメルト接着剤その他の熱可塑性材料を供給するために使用されるべきものである。簡単に言うと、図1から理解されるように、本発明の新規で改良型の計量システムは、流入するホットメルト接着剤その他の熱可塑性材料をろ過するためのフィルターブロック102と、例えば精確に計量されたホットメルト接着剤その他の熱可塑性材料を出力するための4つの回転歯車タイプ計量ポンプを含む第1の歯車ポンプ組立体104と、同様に例えば精確に計量されたホットメルト接着剤その他の熱可塑性材料を出力するための4つの回転歯車タイプ計量ポンプを含む第2の歯車ポンプ組立体106と、第1と第2の歯車ポンプ組立体104、106を用いて出力されたホットメルト接着剤その他の熱可塑性材料を適切な出力装置またはアプリケーター組立体110へ導くための接着剤マニフォールド108と、それ自体以下でより具体的に説明する通り第1と第2の歯車ポンプ組立体104、106の様々な歯車部材を駆動する接着剤マニフォールド108内に配置されている、歯車部材(図示せず)を駆動するために接着剤マニフォールド108に連結されたモーター駆動組立体112とを含んでいる。第1と第2の歯車ポンプ組立体104、106の各々を構成する歯車ポンプの詳細な数は、必要に応じ或いは望ましく変更可能である。
【0010】
図1を参照すると、モーター駆動組立体112の出力駆動シャフト(図示せず)は、主駆動歯車116が固定的に取りつけられている第1の歯車ポンプ組立体104の駆動シャフト114に連結されるようになっている。このようにして、モーター駆動組立体112の出力駆動シャフト(図示せず)が例えば時計回り(CW)方向に回転させられた場合、第1の歯車ポンプ組立体104の駆動シャフト114および主駆動歯車116も同様に、矢印Aを用いて指示されている通り時計回り(CW)方向に回転させられる。第1の歯車ポンプ組立体104の主駆動歯車116の外周には、既定数の歯車の歯118が設けられ、接着剤マニフォールド108には回転シャフト121上に取付けられたアイドラー歯車が設けられ、一方第2の歯車ポンプ組立体106には被動歯車122が設けられ、アイドラー歯車120と被動歯車122の外周には同様に既定数の歯車の歯124、126が設けられている。従って、図2、3を参照すると、第1の歯車ポンプ組立体104が、接着剤マニフォールド108の上部表面部分128の上に固定的に、ただし取外し可能な形で取付けられている場合、そして第2の歯車ポンプ組立体106が接着剤マニフォールド108の左側壁部分130の上に固定的に、ただし取外し可能な形で取付けられている場合、第1と第2の歯車ポンプ組立体104、106の駆動および被動歯車116、122は、接着剤マニフォールド108のアイドラー歯車120と噛合しており、こうして矢印B、Cを用いてそれぞれに示されているように、第1の歯車ポンプ組立体104の駆動歯車116の時計回り方向(CW)の回転は実際に接着剤マニフォールド108上のアイドラー歯車120の反時計回り方向(CCW)の回転そしてそれ自体第2の歯車ポンプ組立体106の被動歯車122の時計回り方向(CW)回転を結果としてもたらし、これにより、第1と第2の歯車ポンプ組立体104、106はホットメルト接着剤その他の熱可塑性材料を圧送できることになる。
【0011】
更に、接着剤マニフォールド108上での第1と第2の歯車ポンプ組立体104、106の取付が独立して取外し可能であることの結果として、歯車ポンプ組立体104、106の各々は、修理、メンテナンスを目的として、または歯車ポンプ組立体104、106のうちの特定の1組立体を例えば異なる体積出力定格を有する異なる歯車ポンプ組立体と交換するために、歯車ポンプ組立体104、106のうちのもう1つの組立体との関係において接着剤マニフォールド108から独立した形で取り外されてよい。更に、第1の歯車ポンプ組立体104の主駆動歯車が所定の数の外部歯車歯118を有する結果として、そして同様に接着剤マニフォールド108のアイドラー歯車および第2の歯車ポンプ組立体106の被動歯車122が同様に所定の数の車歯の歯124、126を有する結果として、駆動歯車116の駆動歯118とアイドラー歯車および被動歯車120、122の歯124、126の間に所定の駆動比が実際に確立され、こうして歯車ポンプ組立体104、106は所定の体積出力定格を有することになる。しかしながら、更に、歯車ポンプ組立体104、106の一方または双方に異なる数の歯車歯118、126を有する異なる駆動および被動歯車116、122を具備することによって歯車ポンプ組立体104、106のうちの特定の1組立体の体積出力定格を、変更または修正してよく、このことにより次に、実際、第1または第2の歯車ポンプ組立体104、106の特定の駆動歯車116と被動歯車122の間ならびに接着剤マニフォールド108のアイドラー歯車120との関係において事実上定義された駆動歯車比が変更または修正されると考えられる。第1の歯車ポンプ組立体104上により大きいまたはより小さい駆動歯車116が取付けられたか、或いは第2の歯車ポンプ組立体106上により大きいまたはより小さい被動歯車122が取付けられたかに応じて、接着剤マニフォールド108上のアイドラー歯車120の角度的および線形配置を、スロット付きアームまたはブラケット123を用いて変更してもよい。
【0012】
最後に、図1に示す様々な構成要素の構造に関して、フィルターブロック102が、接着剤マニフォールド108のアイドラー歯車120のある端部とは反対側の端部上に取付けられるよう適応されているという点が指摘される。接着剤マニフォールド108のこのような反対側端部上でのフィルターブロック102の取付けに対応するため、接着剤マニフォールド108には、一体型取付ブロック132が設けられており、適切な取付け用ボルト(図示せず)を受入れる或いは収容するために取付ブロック132の上部フランジ部分138に一対の小孔134、136が形成されている。同様に、フィルターブロック102の側壁部分または面140には、取付け用ボルト(図示せず)を受入れる或いは収容する一対の小孔142、144が設けられている。更にフィルターブロック102の側壁部分または面140には、ホットメルト接着剤その他の熱可塑性材料の供給源(図示せず)から接着剤マニフォールド108へホットメルト接着剤その他の熱可塑性材料を供給するための実質的に梨形の第1の出口通路146と、再循環されたホットメルト接着剤その他の熱可塑性材料を接着剤マニフォールド108からフィルターブロック102へ帰還できるように導くための実質的に梨形の第2の入口通路148が設けられている。こうして、再循環されたホットメルト接着剤その他の熱可塑性材料は再びフィルターブロック102から出口通路146によって外向きに誘導され得ることになる。
【0013】
以上で指摘した通り、歯車ポンプ組立体対104、106の各々は、それぞれに既定数の歯車ポンプ150、152を含む。示されている実施形態においては、歯車ポンプ組立体104、106の各々を構成する歯車ポンプ150、152の数は、4であるが、この数は、特定の基材または製品加工ラインに関連して所望または所要の通り、4を超えるかまたは4未満でもあり得る。ここで、図3を参照して、図2に概略的に示す製品加工ライン156に沿って出力装置またはアプリケーター110の下を搬送されている基材または製品154上で吐出または出力されるように、第1と第2の歯車ポンプ組立体104、106の歯車ポンプ150、152の各々から、接着剤マニフォールド108を通るおよび出力装置またはアプリケーター110を通る流体の流れの経路について以下で論述する。より詳細には、図3を参照すると、接着剤マニフォールド108が、その上部表面部分128上に固定的にただし取外し可能な形で取付けられその歯車ポンプの1つ150を含む第1の歯車ポンプ組立体104を有するものとして示されており、一方その歯車ポンプの1つ152を含む第2の歯車ポンプ組立体106はその側壁部分130上に固定的にただし取外し可能な形で取付けられている。接着剤マニフォールド108には、フィルターブロック102に形成されたホットメルト接着剤その他の熱可塑性材料の供給側出口通路146に連通されている軸方向に延在する流体供給通路158が設けられ、同様に、フィルターブロック102に形成されたホットメルト接着剤その他の熱可塑性材料入口通路148に連通されている軸方向に延在する流体の戻りまたは再循環通路160も具備されている。
【0014】
図1を参照すると、それぞれに歯車ポンプ組立体102、104に組込まれている駆動歯車116および被動歯車122は、図1、3に示す回転シャフト114、164に夫々取付けられており、かつ、接着剤マニフォールド108の回転シャフト121のアイドラー歯車120との噛合を通じて駆動モーター組立体112によって駆動される。シャフト114、164には、接着剤マニフォールド108内に配置されている駆動歯車166、168が固定されている。駆動歯車166、168は、それぞれ歯車ポンプ150、152の各々内に配置された歯車列組立体の歯車ポンプ被動歯車170、172と噛合している。こうして、ホットメルト接着剤その他の熱可塑性材料は、フィルターブロック102の供給側出口通路146から接着剤マニフォールド108の供給通路158内へ、そして接着剤マニフォールド108内部で上向きに歯車ポンプ組立体104の下部または底面部分内に延在する接続用流体供給通路174を介して、例えば接着剤マニフォールド駆動歯車166の外周を包囲する環境空間内に供給される。図3から理解されるように、接着剤マニフォールド108内に、そして歯車ポンプ組立体106の右側端部分内に類似の接続用流体供給通路(図示せず)が設けられており、接着剤マニフォールド駆動歯車168の外周を包囲する環状空間内にホットメルト接着剤その他の熱可塑性材料が導入される。
【0015】
歯車ポンプ150内に内部的に配置され歯車ポンプ被動歯車170を含む歯車列の流体の出力は、歯車ポンプ組立体104を通って下向きに延在する第1の垂直出力供給通路176と第1の垂直出力供給通路176の下流側端部に連通されかつ接着剤マニフォールド108内に形成されている第2の垂直出力供給通路178を介して、歯車ポンプ150から外向きに導かれる。第2の垂直出力供給通路178の下流側端部は、接着剤マニフォールド108内に形成されている第3の水平出力供給通路180の上流側端部に連通されており、第3の水平出力供給通路180の下流側端部は出力装置またはアプリケーター110内に形成されている第4の水平出力供給通路182の下流側端部に連通されている。第5の垂直出力供給通路184は、その上流側端部分が第4の水平出力供給通路182の下流側端部分に連通されており、第5の垂直出力供給通路184の下流側端部分は、同様に出力装置またはアプリケーター110内に形成されている第6の水平出力供給通路186の上流側端部分に連通されている。
【0016】
第6の水平出力供給通路186の下流側端部分は、以下にその詳細な構造を説明する第1の電気制御式ソレノイド制御弁組立体190を介して出力装置またはアプリケーター110の下側部分上に配置された供給ノズル部材188に連通されている。電気制御式ソレノイド制御弁組立体190は、第7の垂直出力供給通路187および供給ノズル部材188の出口ポートに実際に通じる第8の水平出力供給通路189を介して実際に連通されている。最後に、詳細に後述するように、第6の水平出力供給通路186の下流側端部によって、同様に第1の圧力逃し弁組立体191に連通される、電気制御式ソレノイド制御弁組立体190および供給ノズル部材188に導く方向のホットメルト接着剤その他の熱可塑性材料の供給流れとは反対の方向でのホットメルト接着剤その他の熱可塑性材料の戻り流れが実際に形成されることが理解されよう。
【0017】
同様に、歯車ポンプ152内に内部的に配置され歯車ポンプ被動歯車172を含む歯車列の流体の出力は、歯車ポンプ組立体106を通って水平方向に延在する第1の水平出力供給通路192と、該第1の水平出力供給通路192の下流側端部に連通されかつ接着剤マニフォールド108内に形成されている第2の水平出力供給通路194を介して、歯車ポンプ152から外向きに導かれる。第2の水平出力供給通路194の下流側端部は、同様に接着剤マニフォールド108内に形成されている第3の垂直出力供給通路196の上流側端部に連通されており、第3の垂直出力供給通路196の下流側端部は接着剤マニフォールド108内に形成された第4の水平出力供給通路198の下流側端部に連通されている。出力装置またはアプリケーター110の上部左側中央部分に形成された第5の水平出力供給通路200は、その上流側端部分が第4の水平出力供給通路198の下流側端部分に連通されており、第6の垂直出力供給通路202はその下流側端部分が、第5の水平出力供給通路200の下流側端部分に連通されている。第6の垂直出力供給通路202の第1の中間区分は、出力装置またはアプリケーター110に形成された第4の水平出力供給通路182の中間区分を事実上迂回するかまたはそのまわりに経路をとっていることがわかり、一方第6の垂直出力供給通路202の第2の中間区分は、第2の圧力逃し弁組立体206に連通されている第7の垂直配向型戻り通路204と、後述する電気制御式ソレノイド制御弁組立体210を介して出力装置またはアプリケーター110に形成されている第5の垂直出力供給通路184に連通されるように適応されている第8の水平出力供給通路208とに分かれる。このようにして、ポンプ152由来のホットメルト接着剤その他の熱可塑性材料の出力供給も同様に、歯車ポンプ152から出力装置またはアプリケーター110の下側部分上に配置された供給ノズル部材188まで流れることができる。
【0018】
最後に、以上で指摘した通り、ここで電気制御式ソレノイド制御弁組立体190、210について簡単に説明する。出力装置またはアプリケーター110には2つのボア212、214が設けられており、このボア内に、ボール弁部材216、218を含む弁機構が配置されるように適応されている。ボール弁部材216、218は、それらがその閉鎖位置に配置されている場合に弁座部材220、222の下側部分と係合するように適応されており、更に、ボール弁部材216、218は垂直配向型バルブステム224、226の下部端部分上に固定的に取付けられている。バルブステム224、226の上部端部分は、ピストン部材228、230内に固定的に取付けられ、ピストン部材228、230は通常、コイルバネ232、234を用いてその上昇位置つまり最上の位置に向かって付勢されるかまたは支えられる。電気制御式ソレノイド制御弁組立体190、210は更に、ソレノイドアクチュエーター236、238と制御用空気入口ポート240、242を含む。制御用空気入口ポート240、242の各々は、ソレノイドアクチュエーター236、238内に内部的に配置されているが明確さを期して図示しない流体通路を用いて、一対の制御用空気出口ポート244、246、248、250に連通されている。制御用空気出口ポート244、246、248、250は、ソレノイドアクチュエーター236、238の各々をそれぞれ弁組立体190、210のピストンハウジング252、254に連通させており、ソレノイドアクチュエーター236、238はそ内に配置されているが明確さを期して図示しない適切な弁機構を含み、これらの機構がそれぞれ、制御用空気入口ポート240、242から制御用空気出口ポート244、246、248、250への流入制御用空気の流れを制御することになる。
【0019】
このようにして、制御用空気は、実際には、ピストン部材228、230の各々の上面部分または下面部分に作用し、こうして、それ自体その弁座220、222との関係においてボール弁部材216、218の配置を制御するピストン部材228、230の垂直配置を制御することができる。従って、ボール弁部材216、218は、それぞれ供給ノズル部材188に向かうホットメルト接着剤その他の熱可塑性材料の流れを防止する閉鎖状態と、供給ノズル部材188に向かうホットメルト接着剤その他の熱可塑性材料の流れを可能にする開放状態とを選択的に作り出す。最後に、一対の消音器256、258および260、262が制御用空気入口240、242の各々に接続されており、こうして閉鎖位置と開放位置の間でボール弁部材216、218をそれぞれに移動させるためピストン部材228、230がその上部位置と下部位置の間で移動する際に排出される制御用空気の音が効果的に消される。
【0020】
本発明の新規で改良型の計量システム100の第1の実施形態の構造的構成要素の実質的に全てを説明したが、ここで、図4、2を参照しながら、本発明の新規で改良型の計量システムの作動について簡単に記す。図4を参照すると、ホットメルト接着剤その他の熱可塑性材料は、フィルターブロック102内を通るために適切なサプライ源Sから新規で改良型の計量システム100の第1の実施形態内に供給される。フィルターブロック102から、ホットメルト接着剤その他の熱可塑性材料は第1と第2の歯車ポンプ150、152に供給され、歯車ポンプ150由来のホットメルト接着剤その他の熱可塑性材料の出力供給は、図3に関連して開示、説明した様々な出力供給通路に沿って、第1の電気制御式ソレノイド制御弁190によって供給ノズル部材188に向かって導かれる。同様に、歯車ポンプ152由来のホットメルト接着剤その他の熱可塑性材料の出力供給は、図3に関連して開示、説明した様々な出力供給通路に沿ってかつ第2の電気制御式ソレノイド制御弁210によって供給ノズル部材188に向かって導かれる。例えば、第2の電気制御式ソレノイド制御弁210がその閉鎖位置に移動すると、歯車ポンプ152からのホットメルト接着剤その他の熱可塑性材料の出力供給は事実上停止され、逃し弁206を通して外部に導かれるよう流路204内へ、そして図3に示す戻り経路または再循環経路160内に、そして再びフィルターブロック102内へと輸送される。同様に、例えば第1の電気制御式ソレノイド制御弁190がその閉鎖位置に移動すると、歯車ポンプ150、152の双方からのホットメルト接着剤その他の熱可塑性材料の出力供給は事実上遮断され、逃し弁191、206を通して外に導かれるよう流路186、204内へ、そして図3に示す戻しまたは再循環経路160内にそして再びフィルターブロック102内へと輸送される。
【0021】
更に、本発明の原理および教示に従って構築された新規で改良型の計量システム100を用いると、図2、3に示すように、基材または製品154上にホットメルト接着剤その他の熱可塑性材料を供給、吐出または塗布するための供給ノズル部材188からの出力または供給は、事実上3つの作動状態を達成することができる。第1の状態はオフ状態であり、この場合、例えば、既述したように、第1の電気制御式ソレノイド制御弁190はその閉鎖位置に移動しており、供給ノズル部材188からのホットメルト接着剤その他の熱可塑性材料の出力はゼロであり、ホットメルト接着剤その他の熱可塑性材料の全てが遮断され、逃し弁191、206および戻しまたは再循環経路を通ってフィルターブロック102まで戻るように輸送される。第2の状態は事実上第1の部分体積状態を構成し、ここでは、第1の電気制御式ソレノイド制御弁190はその開放位置に移動しているが、第2の電気制御式ソレノイド制御弁210はその閉鎖位置に移動している。第1の歯車ポンプ150を用いて出力されたホットメルト接着剤その他の熱可塑性材料の出力体積だけが、その下にある基材または製品154上への塗布のために、供給ノズル部材188まで導かれる。第3の状態は事実上完全または組合せ体積状態を構成し、ここでは、第1と第2の電気制御式ソレノイド制御弁190、210の双方がその開放位置に移動し、こうして歯車ポンプ150、152の双方を用いて出力されたホットメルト接着剤その他の熱可塑性材料の出力体積が、下にある基材または製品154上への塗布のために供給ノズル部材188まで導かれている。
【0022】
更に続行すると、図4内で概略的に示されている通り歯車ポンプ150の出力端と第1の電気制御式ソレノイド制御弁190の間に配置された1つの位置に配置されるように、出力装置またはアプリケーター110の上に第3の電気制御式ソレノイド制御弁264を効果的に取付けることができる。このようにして、本発明の新規で改良型の計量システム100は、事実上第2の部分体積状態を構成する第4の作動状態がシステム100に効果的に付与されることから、より柔軟でかつ実用的なものとなる。
【0023】
この作動状態によると、第1の電気制御式ソレノイド制御弁190は、その開放位置に移動しているが、第3の電気制御式ソレノイド制御弁264はその閉鎖位置に移動している。従って、第2の歯車ポンプ152を用いて出力されたホットメルト接着剤その他の熱可塑性材料の出力体積のみが、下にある基材または製品154上への塗布のため供給ノズル部材188まで導かれている。当然のことながら、第3の完全または組合せ体積作動状態を達成することが再び所望される場合には、第1、第2および第3の電気制御式ソレノイド制御弁190、210、264の3つ全てをその開放位置に確実に移動させなくてはならない。更にまた、明細書および図面はそれぞれ様々な歯車ポンプ150、152を含む2つの歯車ポンプ組立体104、106の提供のみに向けられてきたが、追加の歯車ポンプを含む追加の歯車ポンプ組立体をシステム100内に組込むことも当然可能であり、このような追加の歯車ポンプ組立体、それに付随する歯車ポンプ、電気制御式ソレノイド制御弁および逃し弁は図4内に仮想線で示されている。
【0024】
再び図2を参照すると、計量システム100を用いて本発明の原理および教示に従って、付加的な作動条件を達成できることが理解されよう。歯車ポンプ組立体104、106の各々が例えば、図1に開示されているような並置された4つの歯車ポンプ150、152を含むことを想起しておくべきである。明確さを期して、また本発明の計量システム100の追加の作動条件を例示するために、各歯車ポンプ組立体104、106の4つの歯車ポンプは、参照番号150−1、150−2、150−3、150−4、152−1、152−2、152−3、152−4にて指示されている。更に、歯車ポンプ150−1、150−2、150−3、150−4、152−1、152−2、152−3、152−4の各々には第1と第2の電気制御式ソレノイド制御弁が接続されており、弁は相応して参照番号236−1、236−2、236−3、236−4、238−1、238−2、238−3、238−4にて指示されている。システム内に第3の電気制御式ソレノイド制御弁264を内蔵する場合には、このような弁をそれぞれに提供することも可能であるが、図2には示されていない。更に、第1と第2の歯車ポンプ150−1、150−2、150−3、150−4、152−1、152−2、152−3、152−4を横並びに配置することによって、その下にある基材または製品上への、図2には示されていないが図3で示されている、供給ノズル部材188と類似した適切に個別である供給ノズル部材からのホットメルト接着剤その他の熱可塑性材料が横並びに塗布され、こうして、基材154上にホットメルト接着剤その他の熱可塑性材料が横並びに配置された複数のレーン状に延在する或いは長手方向に延在するストリップ266、268、270、272が効果的に形成される。
【0025】
従って、下にある製品または基材上に塗布されるホットメルト接着剤その他の熱可塑性材料の全体幅は変更可能である。すなわち、例えば本発明の計量システム100の様々な作業状態に関連して既述したように、第1の電気制御式ソレノイド制御弁236−1、236−2、236−3、236−4を制御することによって、供給ノズル部材188のうちの特定の1つに対する出力が閉鎖または開放されたか否かに応じて、この全体幅は、参照番号274で示すように、4本のレーン266、268、270、272全てを横断して延在するようにできる。或いは参照番号276で示すように、2本の中央レーン268、270のみを横断して延在させることによって、事実上これを狭めることもできる。更に、供給ノズル部材188の各々から発出されホットメルト接着剤その他の熱可塑性材料の特定の1つのレーンまたはストリップ266、268、270、272の内部で基材または製品154上に塗布された特定の体積を、同様に既述したように、部分体積状態の1つから組合せ完全体積状態まで変動させることも同様に可能である。最後に、電気制御式ソレノイド制御弁組立体236−1、236−2、236−3、236−4、238−1、238−2、238−3、238−4を用いて制御される回転歯車ポンプ150−1、150−2、150−3、150−4、152−1、152−2、152−3、152−4に関連して、または回転歯車ポンプ150−1、150−2、150−3、150−4、152−1、152−2、152−3、152−4と電気制御式ソレノイド制御弁組立体236−1、236−2、236−3、236−4、238−1、238−2、238−3、238−4のその他の組合せに関連して、例えばレーン266、268、270、272のうちのいくつかの中にのみそして所定の時点でのみホットメルト接着剤その他の熱可塑性材料を塗布させるように、他の動作モードを達成することも同様に可能であることが容易に理解されよう。
【0026】
ここで最後に図5を参照すると、同様に本発明の原理および教示に従って構築され、全体として参照番号300により示されている新規で改良型の計量システムの第2の実施形態が示されている。最初に、例えば図2、3に示す新規で改良型の計量システムの第1の実施形態100の様々な構成要素に対応する、図5に開示す新規で改良型の計量システムの第2の実施形態300の様々な構成要素は、それらが300番代であることを除いて、対応する参照番号にて指示されている。更に、新規で改良型の計量システム100、300の第1と第2の実施形態の類似性および類似点は容易に理解されるので、新規で改良型の計量システムの第2の実施形態300の詳細な説明は、簡潔さを期して省略されるものとする。従って、新規で改良型の計量システム100と、新規で改良型の計量システムの第2の実施形態300との差異についてのみ説明する。より詳細には、本発明の新規で改良型の計量システムの第1と第2の実施形態100、300の主要な差異は、新規で改良型の計量システムの第1の実施形態100では、供給ノズル部材188の各々に向かうホットメルト接着剤その他の熱可塑性材料の流体の流れは、2つの異なるポンプ組立体104、106を構成する2つの別個のポンプ組に配置された個別のポンプ150、152によって導かれているが、新規で改良型の計量システムの第2の実施形態300では、供給ノズル部材388−1、388−2の各々に向かうホットメルト接着剤その他の熱可塑性材料の流体の流れは、例えば単一のポンプ組立体304を構成する同じポンプ組内に配置された2つの別個のまたは個別のポンプ350−1、350−2、350−3、350−4から導かれている点である。
【0027】
図5を参照すると、ポンプ組立体304の個別のポンプは参照番号350−1、350−2、350−3、350−4にて指示されており、ポンプ組立体304の個別のポンプ350−1、350−2、350−3、350−4に接続された圧力逃し弁は、参照番号191−1、191−2、191−3、191−4にて指示されている。同様に、個別のポンプ350−1、350−2、350−3、350−4と接続され、ポンプ390−1、390−2、390−3、390−4から供給ノズル部材388−1、388−2に向かう流体の出力を流体的に制御する電気制御式ソレノイド制御弁組立体は、参照番号390−1、390−2、390−3、390−4にて指示されている。従って、新規で改良型の計量システムの第1の実施形態100と類似の一般的な要領で、電気制御式ソレノイド制御弁組立体390−1、390−2の双方が閉鎖されている場合、回転歯車ポンプ350−1、350−2由来のホットメルト接着剤その他の熱可塑性材料を含むいかなる流体の流れも供給ノズル部材388−1に出力されず、従ってホットメルト接着剤その他の熱可塑性材料は圧力逃し弁191−1、191−2を介して、図5に示されていないフィルターブロックに再循環し戻される。従って、計量システム300のこの作動段階は、明らかに第1のまたはオフ作動状態を構成する。電気制御式ソレノイド制御弁組立体390−1が開放しているが電気制御式ソレノイド制御弁組立体390−2が閉鎖されている場合には、ポンプ350−1由来のホットメルト接着剤またはその他の熱可塑性流体の出力流れのみが、下にある基材または製品上への塗布のために供給ノズル部材388−1に向かって導かれる。従って計量システム300のこの作動段階は、第2の状態または第1の部分体積作動状態を構成する。
【0028】
反対に、電気制御式ソレノイド制御弁組立体390−2が開放しているが電気制御式ソレノイド制御弁組立体390−1が閉鎖されている場合には、ポンプ350−2由来のホットメルト接着剤またはその他の熱可塑性流体の出力流れのみが、下にある基材または製品上への塗布のために供給ノズル部材388−1に向かって導かれる。従って計量システム300の作動のこの段階は、第3の状態または第2の部分体積作動状態を構成する。ポンプ350−1、350−2からの出力流れが流体通路387−1、387−2に沿って共通または平衡流路389−1内に導かれる。最後に、電気制御式ソレノイド制御弁組立体390−1、390−2の双方が開放されている場合には、回転歯車ポンプ350−1、350−2の双方からのホットメルト接着剤またはその他の熱可塑性流体の出力流れが、下にある基材または製品上への塗布のために供給ノズル部材388−1に向かって導かれる。従って計量システム300のこの作動段階は、第4の状態または完全体積作動状態を構成する。電気制御式ソレノイド制御弁組立体390−3、390−4を用いて制御される回転歯車ポンプ350−3、350−4に関連して、または回転歯車ポンプ350−1、350−2、350−3、350−4と電気制御式ソレノイド制御弁組立体390−1、390−2、390−3、390−4のその他の組合せに関連して、その他の動作モードを達成することも同様に可能であることが、容易に理解されよう。
【0029】
こうして、本発明の原理および教示に従って、精確に計量されたホットメルト接着剤その他の熱可塑性材料を出力または吐出する2つの別個で独立した回転歯車計量ポンプまたは2つの別個で独立した回転歯車計量ポンプ組の利用を含む新規で改良型のホットメルト接着剤その他の熱可塑性材料の供給システムが提供される。詳細には、2つの別個で独立した回転歯車ポンプから或いは2つの別個で独立した回転歯車ポンプ組から吐出される精確に計量されたホットメルト接着剤その他の熱可塑性材料を、実際に特定の基材上に適切な出力装置またはアプリケーターを通して独立して吐出または出力でき、こうして必要に応じて予め設定された或いは所望のパターンに従って或いは所定の位置において基材上に異なる体積のホットメルト接着剤材料または他の熱可塑性材料が結果として吐出または出力される。更には、2つの別個で独立した回転歯車ポンプから或いは2つの別個で独立した回転歯車ポンプ組からの精確に計量されたホットメルト接着剤その他の熱可塑性材料は同様に、効果的に組合わされたその体積出力を有していてよい。このようにして、基材上へのホットメルト接着剤その他の熱可塑性材料の吐出または出力体積は、例えば2つの別個で独立した回転歯車ポンプの一方のポンプから或いは2つの別個で独立した回転歯車ポンプ組の一方のポンプ組から基材上に吐出または出力されたホットメルト接着剤その他の熱可塑性材料の吐出または出力体積の事実上2倍となってよい。
【0030】
当該システムは、基材およびそれに塗布された材料を有する物品の製造方法を実施するために使用される。このような方法においては、計量型流体供給システム100が提供される。このシステムは、供給すべき流体の供給源、少なくとも1つの供給ノズルを有する出力装置およびサプライから少なくとも1つの供給ノズルまで流体を圧送するための少なくとも2つのポンプを有する。
【0031】
この少なくとも2つのポンプは少なくとも1つの供給ノズルと近接近状態にある。出力供給通路は、少なくとも2つのポンプと少なくとも1つの供給ノズルを相互に連通し、流体制御要素は、少なくとも2つのポンプから少なくとも1つの供給ノズルまでの流体の通過を選択的に制御する。
【0032】
供給システムは、少なくとも2つのポンプの双方からの流体の出力が少なくとも1つの供給ノズルに到達するのを妨げられている第1の状態と、少なくとも2つのポンプのうちの1つからの流体の出力が少なくとも1つの供給ノズルに到達できるようになっておりかつ少なくとも2つのポンプのうちのもう一方のポンプからの流体の出力が少なくとも1つの供給ノズルに到達するのを妨げられている第2の状態と、少なくとも2つのポンプの双方から流体の出力が少なくとも1つの供給ノズルに到達できるようになっている第3の状態という少なくとも3つの供給状態のために構成されている。
【0033】
この方法は更に、基材を、流体供給システムを通過して流れ方向に搬送するステップと流体を複数のセグメントの形で基材に塗布するステップを含む。各々のセグメントは、一単位長あたり一定の体積を有し流れ方向に一定長で塗布を受けて1つのパターンを画定する。このパターンには、少なくとも2つのポンプのうちの1つからの出力として塗布された第1の体積で内部に流体が存在する少なくともいくつかの領域と、少なくとも2つのポンプの双方からの出力として塗布された第1の体積よりも大きい第2の体積で内部に流体が存在する少なくともいくつかの領域が含まれている。
【0034】
例示的パターンは、図6A−6Cに示されている。図6Aでは、植木箱パターン400が示されており、ここでは、第1の流体体積は402として示されている領域内に存在することができ、第2の流体体積は参照番号404にて指示される領域内に存在することができる。当業者には理解されるように、領域404を領域402、404の双方の体積で形成でき、或いは例示されている通り領域404の体積のみで形成することもできる。
【0035】
図6Bでは、梯子パターン500が示されている。このパターンでは、第1の流体体積は、参照番号502にて指示され領域内に存在することができ、第2の流体体積は504と示された領域内に存在し得る。506と示された領域を第1の流体体積で、または第2の流体体積で、或いは第1と第2の流体体積で形成可能であることが理解されよう。或いは、何れかの領域に流体が不足することもある。
【0036】
図6Cでは、縞模様のパターン600が示されている。このパターンでは、参照番号602にて指示されている流れ方向に細長い形で、第1の流体体積または第2の流体体積または第1と第2の流体体積が塗布されている。参照番号604にて指示される領域内では、領域602内に存在しない体積の何れかを塗布でき、或いは所望の場合領域602に存在する体積の何れかを抑制するか或いは塗布されないようにすることもできる。
【0037】
こうして、少なくとも基材上の一部の領域内で流体が全く存在しなくてもよいことが理解されよう。同様に、第1と第2の体積の何れか一方または双方の中の流体が、流れ方向または横断方向または流れ方向と横断方向の双方に連続しないようにしてもよい。
【0038】
流体は、接触(例えばスロットコーティング)塗布または非接触塗布(例えばスプレーコーティング)塗布を含めた様々なプロセスで塗布可能である。
【0039】
好ましい方法において、計量型流体供給システムは、少なくとも2つの供給ノズルと、第1と第2の流体体積と結びつけられた少なくとも2つのポンプを含む。このような方法において、通路はマニフォールド内、好ましくは膨張不能である非屈曲性マニフォールド内に配置される。
【0040】
この方法を実施する上で、流体の体積を、流れ方向で1セグメントの少なくとも所定の長さにわたり単位長さ毎に増大させることができ、横断方向で複数のセグメントの少なくとも所定の長さにわたり単位長さ毎に増大させることができる。
【0041】
この方法は同様に、基材および流体全体にわたり部材、例えば可撓性部材(例えば、織布、不織布またはその他の布地様の部材)を適用するステップも含むことができる。そして、この方法を用いて物品を形成することが可能である。
【0042】
以上の教示に照らして、本発明の数多くの変形形態および修正が可能であることは理解されよう。従って、添付の特許請求の範囲内で本明細書中で具体的に説明したもの以外の形で本発明を実施してもよいということを理解すべきである。
【符号の説明】
【0043】
100 計量システム
102 フィルターブロック
104 第1の歯車ポンプ組立体
104 内部で上向きに歯車ポンプ組立体
104 歯車ポンプ組立体
106 第2の歯車ポンプ組立体
108 接着剤マニフォールド
110 出力装置またはアプリケーター
112 モーター駆動組立体
114 回転シャフト
116 駆動歯車
116 特定の駆動歯車
116 小さい駆動歯車
116 駆動歯車
118 既定の数の外部歯車歯
118 駆動歯
120 アイドラー歯車
121 回転シャフト
122 被動歯車
132 取付ブロック
134 小孔
136 小孔
138 上部フランジ部分
140 側壁部分または面
142 小孔
144 小孔
146 第1の出口通路
148 第2の入口通路
150 第1の歯車ポンプ
152 歯車ポンプ
154 基材または製品
156 製品加工ライン
158 供給通路
160 再循環通路
166 接着剤マニフォールド駆動歯車
168 接着剤マニフォールド駆動歯車
170 歯車ポンプ被動歯車
172 歯車ポンプ被動歯車
174 接続用流体供給通路
176 第1の垂直出力供給通路
178 第2の垂直出力供給通路
180 第3の水平出力供給通路
182 第4の水平出力供給通路
184 第5の垂直出力供給通路
186 第6の水平出力供給通路
187 第7の垂直出力供給通路
188 供給ノズル部材
189 第8の水平出力供給通路
190 第1の電気制御式ソレノイド制御弁
192 第1の水平出力供給通路
194 第2の水平出力供給通路
196 第3の垂直出力供給通路
198 第4の水平出力供給通路
200 第5の水平出力供給通路
202 第6の垂直出力供給通路
204 第7の垂直配向型戻り通路
206 逃し弁
210 気制御式ソレノイド制御弁組立体
210 第2の電気制御式ソレノイド制御弁
212 ボア
214 ボア
216 ボール弁部材
218 ボール弁部材
220 弁座
222 弁座
224 バルブステム
226 バルブステム
228 ピストン部材
230 ピストン部材
232 コイルバネ
234 コイルバネ
236 ソレノイドアクチュエーター
238 ソレノイドアクチュエーター
240 制御用空気入口ポート
242 制御用空気入口ポート
【特許請求の範囲】
【請求項1】
流体供給システムにおいて、
供給すべき流体の供給源と、
少なくとも1つの供給ノズルを有する出力装置と、
前記流体の供給源から前記少なくとも1つの供給ノズルまで流体を圧送するための少なくとも2つのポンプと、
前記少なくとも2つのポンプと前記少なくとも1つの供給ノズルの間に配置された弁手段であって、前記弁手段が前記少なくとも2つのポンプの双方に対して閉鎖され前記少なくとも2つのポンプの双方からの流体の出力が前記少なくとも1つの供給ノズルに到達するのを防止する第1のオフ状態、前記弁手段が前記少なくとも2つのポンプのうちの第1のポンプに対して閉鎖され前記少なくとも2つのポンプのうちの第2のポンプに対して開放され前記少なくとも2つのポンプのうちの前記第2のポンプからの流体の流れが前記少なくとも1つの供給ノズルに到達できるようにしている第2の部分体積状態、および、前記弁手段が前記少なくとも2つのポンプの双方に対して開放され前記少なくとも2つのポンプの双方のポンプからの流体の出力が前記少なくとも1つの供給ノズルに到達できるようにしている第3の完全体積状態という3つの供給状態を前記流体供給システムが達成できるようにするための弁手段とを具備する流体供給システム。
【請求項2】
前記弁手段は、前記少なくとも2つのポンプと前記少なくとも1つの供給ノズルとの間に配置された第1の弁と、前記少なくとも2つのポンプのうちの第1のポンプと前記第1の弁との間に配置された第2の弁とを具備し、
前記第1の弁が閉鎖されている結果として、前記少なくとも1つの供給ノズルへの前記少なくとも2つのポンプの双方の出力流の到達が防止されて前記流体計量システムの前記第1のオフ状態となり、
前記第1の弁が開放されている結果として、前記少なくとも2つのポンプのうちの第2のポンプからの出力流れが前記少なくとも1つの供給ノズルに到達できるようにしながらも前記第2のバルプが閉鎖されている結果として前記少なくとも2つのポンプのうちの前記第1のポンプの出力流れの前記少なくとも1つの供給ノズルへの到達が防止されて前記流体計量システムの前記第2の部分体積状態となり、
前記第1と第2の弁の双方が開放位置に移動することによって前記流体計量システムの前記第3の完全体積状態となるようにした請求項1に記載の流体計量システム。
【請求項3】
第3の弁が閉鎖されている結果として前記少なくとも2つのポンプのうちの前記第2のポンプからの出力流れが前記少なくとも1つの供給ノズルに到達するのを防止しながら、前記第1と第2の弁が開放されている結果として前記少なくとも2つのポンプのうちの前記第1のポンプの出力流れが前記少なくとも1つの供給ノズルに到達できるようにし、前記流体計量システムの第4の部分体積状態とするための、前記少なくとも2つのポンプのうちの前記第2のポンプと前記第1の弁の間に配置された第3の弁を更に具備する請求項2に記載の流体計量システム。
【請求項4】
前記少なくとも2つのポンプが、それぞれ2つの別個のポンプ組立体内に配置された2つのポンプを含んでいる請求項2に記載の流体計量システム。
【請求項5】
前記少なくとも1つの供給ノズルが横並び配置された複数の供給ノズルを含み、
前記2つの別個のポンプ組立体の各々が横並びに配置された複数のポンプを含み、
前記基材製品が複数の供給ノズルを通過して搬送されるとき、前記複数のポンプからの出力が、前記第1と第2の弁の開放位置および閉鎖位置に応じて所定の位置に所定の体積で、長手方向に延在するレーンに沿って前記基材製品上に塗布され得るようになっている請求項4に記載の流体計量システム。
【請求項6】
前記2つの別個のポンプ組立体を着脱自在に取付けた流体マニフォールドを更に含む請求項4に記載の流体計量システム。
【請求項7】
前記2つの別個のポンプ組立体が、精確に計量された量の供給すべき流体を出力するための回転歯車ポンプ組立体を含む請求項4に記載の流体計量システム。
【請求項8】
前記少なくとも2つのポンプは、同じポンプ組立体に配置された2つのポンプを含む請求項2に記載の流体計量システム。
【請求項9】
前記少なくとも1つの供給ノズルは横並びに配置された複数の供給ノズルを含み、
前記少なくとも2つのポンプは横並びに配置された複数のポンプを含み、
前記基材製品が複数の供給ノズルを通過して搬送されるとき、前記複数のポンプからの出力が、前記第1と第2の弁の開放位置および閉鎖位置に応じて所定の位置に所定の体積で、長手方向に延在するレーンに沿って前記基材製品上に塗布され得るようにした請求項8に記載の流体計量システム。
【請求項10】
前記2つのポンプには、精確に計量された量の供給すべき流体を出力するための回転歯車ポンプが含まれる請求項4に記載の流体計量システム。
【請求項11】
前記第1、第2および第3の弁は電気制御されたソレノイド弁を含む請求項3に記載の流体計量システム。
【請求項12】
流体供給システムの運転方法において、
供給すべき流体の供給源を提供するステップと、
少なくとも1つの供給ノズルを有する出力装置を提供するステップと、
前記流体の供給源から前記少なくとも1つの供給ノズルまで流体を流体圧送するための少なくとも2つのポンプを提供するステップと、
前記少なくとも2つのポンプと前記少なくとも1つの供給ノズルの間に弁手段を配置するステップであって、この弁手段は、前記弁手段が前記少なくとも2つのポンプの双方に対して閉鎖されておりこうして前記少なくとも2つのポンプの双方からの流体の出力が前記少なくとも1つの供給ノズルに到達するのを防止する第1のオフ状態、前記弁手段が前記少なくとも2つのポンプのうちの第1のポンプに対して閉鎖されているが前記少なくとも2つのポンプのうちの第2のポンプに対して開放されており、こうして前記少なくとも2つのポンプのうちの前記第2のポンプからの流体の流れが前記少なくとも1つの供給ノズルに到達できるようにしている第2の部分体積状態、および前記弁手段が前記少なくとも2つのポンプの双方に対して開放されておりこうして前記少なくとも2つのポンプの双方のポンプからの流体の出力が前記少なくとも1つの供給ノズルに到達できるようにしている第3の完全体積状態という3つの供給状態を前記流体供給システムが達成できるようにするための弁手段であるステップとを含む流体供給方法。
【請求項13】
前記第1の弁が閉鎖されている結果として前記少なくとも2つのポンプの双方のポンプの出力流れが前記少なくとも1つの供給ノズルに到達するのを妨げ、こうして前記流体計量システムの前記第1のオフ状態を画定するために、前記少なくとも2つのポンプと前記少なくとも1つの供給ノズルの間に第1の弁を配置するステップと、
前記第1の弁が開放されている結果として前記少なくとも2つのポンプのうちの第2のポンプからの出力流れが前記少なくとも1つの供給ノズルに到達できるようにしながらも前記第2のバルプが閉鎖されている結果として前記少なくとも2つのポンプのうちの前記第1のポンプの出力流れが前記少なくとも1つの供給ノズルに到達するのを妨げ、こうして前記流体計量システムの前記第2の部分体積状態を画定するために、前記少なくとも2つのポンプのうちの第1のポンプと前記第1の弁の間に第2の弁を配置するステップと、
前記第1の弁と第2の弁の双方を、前記少なくとも2つのポンプの双方から前記少なくとも1つの供給ノズルまで流体が流れることができるようにし、こうして前記流体計量システムの前記第3の完全体積状態を画定するステップとを更に含む請求項1に記載の方法。
【請求項14】
第3の弁が閉鎖されている結果として前記少なくとも2つのポンプのうちの前記第2のポンプからの出力流れが前記少なくとも1つの供給ノズルに到達するのを防止しながら前記第1と第2の弁が開放されている結果として前記少なくとも2つのポンプのうちの前記第1のポンプの出力流れが前記少なくとも1つの供給ノズルに到達できるようにし、こうして前記流体計量システムの第4の部分体積状態を画定するために、前記少なくとも2つのポンプのうちの前記第2のポンプと前記第1の弁の間に第3の弁を置くステップと、
を更に含む請求項13に記載の方法。
【請求項15】
前記少なくとも2つのポンプを、2つの別個のポンプ組立体内に配置するステップを更に含む請求項13に記載の方法。
【請求項16】
横並びに配置された複数の供給ノズルによって前記少なくとも1つの供給ノズルを配置するステップと、
横並びに配置された複数のポンプによって前記2つの別個のポンプ組立体の各々を提供するステップとを更に含み、
前記基材製品が複数の供給ノズルを通過して搬送されるとき、前記複数のポンプからの出力が、前記第1と第2の弁の開放位置および閉鎖位置に応じて所定の位置に所定の体積で、長手方向に延在するレーンに沿って前記基材製品上に塗布され得るようにした請求項15に記載の方法。
【請求項17】
前記2つの別個のポンプ組立体が固定的にただし取外し可能な形で上に取付けられている流体マニフォールドを提供するステップを更に含む請求項15に記載の方法。
【請求項18】
前記2つの別個のポンプ組立体を、精確に計量された量の供給すべき流体を出力するための回転歯車ポンプ組立体として提供するステップを更に含む請求項15に記載の方法。
【請求項19】
前記少なくとも2つのポンプを同じポンプ組立体内に配置するステップを更に含む請求項13に記載の方法。
【請求項20】
横並びに配置された複数の供給ノズルによって前記少なくとも1つの供給ノズルを配置するステップと、
横並びに配置された複数のポンプによって前記少なくとも2つのポンプを配置するステップとを更に含み、
前記基材製品が複数の供給ノズルを通過して搬送されるとき、前記複数のポンプからの出力が、前記第1と第2の弁の開放位置および閉鎖位置に応じて所定の位置に所定の体積で、長手方向に延在するレーンに沿って前記基材製品上に塗布され得るようにした請求項19に記載の方法。
【請求項21】
前記2つのポンプを、精確に計量された量の供給すべき流体を出力するための回転歯車ポンプとして提供するステップを更に含む請求項19に記載の方法。
【請求項22】
前記第1、第2および第3の弁を、電気制御されたソレノイド弁として提供するステップを更に含む請求項14に記載の方法。
【請求項23】
基材およびそれに塗布された材料を有する物品の製造方法において、
供給すべき流体の供給源、少なくとも1つの供給ノズルを有する出力装置、サプライから少なくとも1つの供給ノズルまで流体を圧送するための少なくとも2つのポンプ(なおこの少なくとも2つのポンプは少なくとも1つの供給ノズルと近接近状態にある)、少なくとも2つのポンプと少なくとも1つの供給ノズルを相互に連通する出力供給通路、および、少なくとも2つのポンプから少なくとも1つの供給ノズルまでの流体の通過を選択的に制御するための流量制御要素を有する計量型流体供給システムを提供するステップであって、供給システムは、少なくとも2つのポンプの双方からの流体の出力が少なくとも1つの供給ノズルに到達するのを妨げられている第1の状態と、少なくとも2つのポンプのうちの1つからの流体の出力が少なくとも1つの供給ノズルに到達できるようになっておりかつ少なくとも2つのポンプのうちのもう一方のポンプからの流体の出力が少なくとも1つの供給ノズルに到達するのを妨げられている第2の状態と、少なくとも2つのポンプの双方から流体の出力が少なくとも1つの供給ノズルに到達できるようになっている第3の状態という少なくとも3つの供給状態のために構成されているステップと、
基材を、流体供給システムを通過して流れ方向に搬送するステップと、
各々が一単位長あたり一定の体積を有し一定長内で流れ方向に塗布を受けて1つのパターンを画定する複数のセグメントの形で基材に対し流体を塗布するステップであって、このパターンには、少なくとも2つのポンプのうちの1つからの出力として塗布された第1の体積で流体が存在する少なくともいくつかの領域と、少なくとも2つのポンプの双方からの出力として塗布された第1の体積よりも大きい第2の体積で流体が存在する少なくともいくつかの領域が含まれているステップとを含む方法。
【請求項24】
内部に流体が全く存在しない少なくともいくつかの領域を基材上に含む請求項23に記載の方法。
【請求項25】
流体が流れ方向に連続してない請求項23に記載の方法。
【請求項26】
流体が横断方向に連続してない請求項23に記載の方法。
【請求項27】
流体が、流れ方向と横断方向の双方に連続してない請求項23に記載の方法。
【請求項28】
流体が、接触塗布で適用される請求項23に記載の方法。
【請求項29】
接触塗布が、スロットコーティング型塗布である請求項28に記載の方法。
【請求項30】
流体が非接触塗布で適用される請求項28に記載の方法。
【請求項31】
非接触塗布がスプレーコーティング塗布である請求項30に記載の方法。
【請求項32】
パターンが、窓枠、梯子および段付きパターンのうちの少なくとも1つを含む請求項23に記載の方法。
【請求項33】
流体の体積が、流れ方向で1セグメントの少なくとも所定の長さにわたり単位長さ毎に増大させられている請求項23に記載の方法。
【請求項34】
流体の体積が、横断方向で複数のセグメントの少なくとも所定の長さにわたり単位長さ毎に増大させられている請求項23に記載の方法。
【請求項35】
計量型流体供給システムが、第1と第2の流体体積と結びつけられた2つのポンプと少なくとも2つの供給ノズルを含む請求項23に記載の方法。
【請求項36】
通路がマニフォールド内に配置されている請求項23に記載の方法。
【請求項37】
基材と流体全体の上に部材を適用するステップを含む請求項23に記載の方法。
【請求項38】
請求項23に記載の方法により形成された物品。
【請求項1】
流体供給システムにおいて、
供給すべき流体の供給源と、
少なくとも1つの供給ノズルを有する出力装置と、
前記流体の供給源から前記少なくとも1つの供給ノズルまで流体を圧送するための少なくとも2つのポンプと、
前記少なくとも2つのポンプと前記少なくとも1つの供給ノズルの間に配置された弁手段であって、前記弁手段が前記少なくとも2つのポンプの双方に対して閉鎖され前記少なくとも2つのポンプの双方からの流体の出力が前記少なくとも1つの供給ノズルに到達するのを防止する第1のオフ状態、前記弁手段が前記少なくとも2つのポンプのうちの第1のポンプに対して閉鎖され前記少なくとも2つのポンプのうちの第2のポンプに対して開放され前記少なくとも2つのポンプのうちの前記第2のポンプからの流体の流れが前記少なくとも1つの供給ノズルに到達できるようにしている第2の部分体積状態、および、前記弁手段が前記少なくとも2つのポンプの双方に対して開放され前記少なくとも2つのポンプの双方のポンプからの流体の出力が前記少なくとも1つの供給ノズルに到達できるようにしている第3の完全体積状態という3つの供給状態を前記流体供給システムが達成できるようにするための弁手段とを具備する流体供給システム。
【請求項2】
前記弁手段は、前記少なくとも2つのポンプと前記少なくとも1つの供給ノズルとの間に配置された第1の弁と、前記少なくとも2つのポンプのうちの第1のポンプと前記第1の弁との間に配置された第2の弁とを具備し、
前記第1の弁が閉鎖されている結果として、前記少なくとも1つの供給ノズルへの前記少なくとも2つのポンプの双方の出力流の到達が防止されて前記流体計量システムの前記第1のオフ状態となり、
前記第1の弁が開放されている結果として、前記少なくとも2つのポンプのうちの第2のポンプからの出力流れが前記少なくとも1つの供給ノズルに到達できるようにしながらも前記第2のバルプが閉鎖されている結果として前記少なくとも2つのポンプのうちの前記第1のポンプの出力流れの前記少なくとも1つの供給ノズルへの到達が防止されて前記流体計量システムの前記第2の部分体積状態となり、
前記第1と第2の弁の双方が開放位置に移動することによって前記流体計量システムの前記第3の完全体積状態となるようにした請求項1に記載の流体計量システム。
【請求項3】
第3の弁が閉鎖されている結果として前記少なくとも2つのポンプのうちの前記第2のポンプからの出力流れが前記少なくとも1つの供給ノズルに到達するのを防止しながら、前記第1と第2の弁が開放されている結果として前記少なくとも2つのポンプのうちの前記第1のポンプの出力流れが前記少なくとも1つの供給ノズルに到達できるようにし、前記流体計量システムの第4の部分体積状態とするための、前記少なくとも2つのポンプのうちの前記第2のポンプと前記第1の弁の間に配置された第3の弁を更に具備する請求項2に記載の流体計量システム。
【請求項4】
前記少なくとも2つのポンプが、それぞれ2つの別個のポンプ組立体内に配置された2つのポンプを含んでいる請求項2に記載の流体計量システム。
【請求項5】
前記少なくとも1つの供給ノズルが横並び配置された複数の供給ノズルを含み、
前記2つの別個のポンプ組立体の各々が横並びに配置された複数のポンプを含み、
前記基材製品が複数の供給ノズルを通過して搬送されるとき、前記複数のポンプからの出力が、前記第1と第2の弁の開放位置および閉鎖位置に応じて所定の位置に所定の体積で、長手方向に延在するレーンに沿って前記基材製品上に塗布され得るようになっている請求項4に記載の流体計量システム。
【請求項6】
前記2つの別個のポンプ組立体を着脱自在に取付けた流体マニフォールドを更に含む請求項4に記載の流体計量システム。
【請求項7】
前記2つの別個のポンプ組立体が、精確に計量された量の供給すべき流体を出力するための回転歯車ポンプ組立体を含む請求項4に記載の流体計量システム。
【請求項8】
前記少なくとも2つのポンプは、同じポンプ組立体に配置された2つのポンプを含む請求項2に記載の流体計量システム。
【請求項9】
前記少なくとも1つの供給ノズルは横並びに配置された複数の供給ノズルを含み、
前記少なくとも2つのポンプは横並びに配置された複数のポンプを含み、
前記基材製品が複数の供給ノズルを通過して搬送されるとき、前記複数のポンプからの出力が、前記第1と第2の弁の開放位置および閉鎖位置に応じて所定の位置に所定の体積で、長手方向に延在するレーンに沿って前記基材製品上に塗布され得るようにした請求項8に記載の流体計量システム。
【請求項10】
前記2つのポンプには、精確に計量された量の供給すべき流体を出力するための回転歯車ポンプが含まれる請求項4に記載の流体計量システム。
【請求項11】
前記第1、第2および第3の弁は電気制御されたソレノイド弁を含む請求項3に記載の流体計量システム。
【請求項12】
流体供給システムの運転方法において、
供給すべき流体の供給源を提供するステップと、
少なくとも1つの供給ノズルを有する出力装置を提供するステップと、
前記流体の供給源から前記少なくとも1つの供給ノズルまで流体を流体圧送するための少なくとも2つのポンプを提供するステップと、
前記少なくとも2つのポンプと前記少なくとも1つの供給ノズルの間に弁手段を配置するステップであって、この弁手段は、前記弁手段が前記少なくとも2つのポンプの双方に対して閉鎖されておりこうして前記少なくとも2つのポンプの双方からの流体の出力が前記少なくとも1つの供給ノズルに到達するのを防止する第1のオフ状態、前記弁手段が前記少なくとも2つのポンプのうちの第1のポンプに対して閉鎖されているが前記少なくとも2つのポンプのうちの第2のポンプに対して開放されており、こうして前記少なくとも2つのポンプのうちの前記第2のポンプからの流体の流れが前記少なくとも1つの供給ノズルに到達できるようにしている第2の部分体積状態、および前記弁手段が前記少なくとも2つのポンプの双方に対して開放されておりこうして前記少なくとも2つのポンプの双方のポンプからの流体の出力が前記少なくとも1つの供給ノズルに到達できるようにしている第3の完全体積状態という3つの供給状態を前記流体供給システムが達成できるようにするための弁手段であるステップとを含む流体供給方法。
【請求項13】
前記第1の弁が閉鎖されている結果として前記少なくとも2つのポンプの双方のポンプの出力流れが前記少なくとも1つの供給ノズルに到達するのを妨げ、こうして前記流体計量システムの前記第1のオフ状態を画定するために、前記少なくとも2つのポンプと前記少なくとも1つの供給ノズルの間に第1の弁を配置するステップと、
前記第1の弁が開放されている結果として前記少なくとも2つのポンプのうちの第2のポンプからの出力流れが前記少なくとも1つの供給ノズルに到達できるようにしながらも前記第2のバルプが閉鎖されている結果として前記少なくとも2つのポンプのうちの前記第1のポンプの出力流れが前記少なくとも1つの供給ノズルに到達するのを妨げ、こうして前記流体計量システムの前記第2の部分体積状態を画定するために、前記少なくとも2つのポンプのうちの第1のポンプと前記第1の弁の間に第2の弁を配置するステップと、
前記第1の弁と第2の弁の双方を、前記少なくとも2つのポンプの双方から前記少なくとも1つの供給ノズルまで流体が流れることができるようにし、こうして前記流体計量システムの前記第3の完全体積状態を画定するステップとを更に含む請求項1に記載の方法。
【請求項14】
第3の弁が閉鎖されている結果として前記少なくとも2つのポンプのうちの前記第2のポンプからの出力流れが前記少なくとも1つの供給ノズルに到達するのを防止しながら前記第1と第2の弁が開放されている結果として前記少なくとも2つのポンプのうちの前記第1のポンプの出力流れが前記少なくとも1つの供給ノズルに到達できるようにし、こうして前記流体計量システムの第4の部分体積状態を画定するために、前記少なくとも2つのポンプのうちの前記第2のポンプと前記第1の弁の間に第3の弁を置くステップと、
を更に含む請求項13に記載の方法。
【請求項15】
前記少なくとも2つのポンプを、2つの別個のポンプ組立体内に配置するステップを更に含む請求項13に記載の方法。
【請求項16】
横並びに配置された複数の供給ノズルによって前記少なくとも1つの供給ノズルを配置するステップと、
横並びに配置された複数のポンプによって前記2つの別個のポンプ組立体の各々を提供するステップとを更に含み、
前記基材製品が複数の供給ノズルを通過して搬送されるとき、前記複数のポンプからの出力が、前記第1と第2の弁の開放位置および閉鎖位置に応じて所定の位置に所定の体積で、長手方向に延在するレーンに沿って前記基材製品上に塗布され得るようにした請求項15に記載の方法。
【請求項17】
前記2つの別個のポンプ組立体が固定的にただし取外し可能な形で上に取付けられている流体マニフォールドを提供するステップを更に含む請求項15に記載の方法。
【請求項18】
前記2つの別個のポンプ組立体を、精確に計量された量の供給すべき流体を出力するための回転歯車ポンプ組立体として提供するステップを更に含む請求項15に記載の方法。
【請求項19】
前記少なくとも2つのポンプを同じポンプ組立体内に配置するステップを更に含む請求項13に記載の方法。
【請求項20】
横並びに配置された複数の供給ノズルによって前記少なくとも1つの供給ノズルを配置するステップと、
横並びに配置された複数のポンプによって前記少なくとも2つのポンプを配置するステップとを更に含み、
前記基材製品が複数の供給ノズルを通過して搬送されるとき、前記複数のポンプからの出力が、前記第1と第2の弁の開放位置および閉鎖位置に応じて所定の位置に所定の体積で、長手方向に延在するレーンに沿って前記基材製品上に塗布され得るようにした請求項19に記載の方法。
【請求項21】
前記2つのポンプを、精確に計量された量の供給すべき流体を出力するための回転歯車ポンプとして提供するステップを更に含む請求項19に記載の方法。
【請求項22】
前記第1、第2および第3の弁を、電気制御されたソレノイド弁として提供するステップを更に含む請求項14に記載の方法。
【請求項23】
基材およびそれに塗布された材料を有する物品の製造方法において、
供給すべき流体の供給源、少なくとも1つの供給ノズルを有する出力装置、サプライから少なくとも1つの供給ノズルまで流体を圧送するための少なくとも2つのポンプ(なおこの少なくとも2つのポンプは少なくとも1つの供給ノズルと近接近状態にある)、少なくとも2つのポンプと少なくとも1つの供給ノズルを相互に連通する出力供給通路、および、少なくとも2つのポンプから少なくとも1つの供給ノズルまでの流体の通過を選択的に制御するための流量制御要素を有する計量型流体供給システムを提供するステップであって、供給システムは、少なくとも2つのポンプの双方からの流体の出力が少なくとも1つの供給ノズルに到達するのを妨げられている第1の状態と、少なくとも2つのポンプのうちの1つからの流体の出力が少なくとも1つの供給ノズルに到達できるようになっておりかつ少なくとも2つのポンプのうちのもう一方のポンプからの流体の出力が少なくとも1つの供給ノズルに到達するのを妨げられている第2の状態と、少なくとも2つのポンプの双方から流体の出力が少なくとも1つの供給ノズルに到達できるようになっている第3の状態という少なくとも3つの供給状態のために構成されているステップと、
基材を、流体供給システムを通過して流れ方向に搬送するステップと、
各々が一単位長あたり一定の体積を有し一定長内で流れ方向に塗布を受けて1つのパターンを画定する複数のセグメントの形で基材に対し流体を塗布するステップであって、このパターンには、少なくとも2つのポンプのうちの1つからの出力として塗布された第1の体積で流体が存在する少なくともいくつかの領域と、少なくとも2つのポンプの双方からの出力として塗布された第1の体積よりも大きい第2の体積で流体が存在する少なくともいくつかの領域が含まれているステップとを含む方法。
【請求項24】
内部に流体が全く存在しない少なくともいくつかの領域を基材上に含む請求項23に記載の方法。
【請求項25】
流体が流れ方向に連続してない請求項23に記載の方法。
【請求項26】
流体が横断方向に連続してない請求項23に記載の方法。
【請求項27】
流体が、流れ方向と横断方向の双方に連続してない請求項23に記載の方法。
【請求項28】
流体が、接触塗布で適用される請求項23に記載の方法。
【請求項29】
接触塗布が、スロットコーティング型塗布である請求項28に記載の方法。
【請求項30】
流体が非接触塗布で適用される請求項28に記載の方法。
【請求項31】
非接触塗布がスプレーコーティング塗布である請求項30に記載の方法。
【請求項32】
パターンが、窓枠、梯子および段付きパターンのうちの少なくとも1つを含む請求項23に記載の方法。
【請求項33】
流体の体積が、流れ方向で1セグメントの少なくとも所定の長さにわたり単位長さ毎に増大させられている請求項23に記載の方法。
【請求項34】
流体の体積が、横断方向で複数のセグメントの少なくとも所定の長さにわたり単位長さ毎に増大させられている請求項23に記載の方法。
【請求項35】
計量型流体供給システムが、第1と第2の流体体積と結びつけられた2つのポンプと少なくとも2つの供給ノズルを含む請求項23に記載の方法。
【請求項36】
通路がマニフォールド内に配置されている請求項23に記載の方法。
【請求項37】
基材と流体全体の上に部材を適用するステップを含む請求項23に記載の方法。
【請求項38】
請求項23に記載の方法により形成された物品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図6C】
【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図6C】
【公表番号】特表2012−533412(P2012−533412A)
【公表日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願番号】特願2012−520645(P2012−520645)
【出願日】平成22年6月14日(2010.6.14)
【国際出願番号】PCT/US2010/038472
【国際公開番号】WO2011/008390
【国際公開日】平成23年1月20日(2011.1.20)
【出願人】(591203428)イリノイ トゥール ワークス インコーポレイティド (309)
【Fターム(参考)】
【公表日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願日】平成22年6月14日(2010.6.14)
【国際出願番号】PCT/US2010/038472
【国際公開番号】WO2011/008390
【国際公開日】平成23年1月20日(2011.1.20)
【出願人】(591203428)イリノイ トゥール ワークス インコーポレイティド (309)
【Fターム(参考)】
[ Back to top ]