
接着剤塗布装置
【課題】汎用性を向上することができるようにする。
【解決手段】接着剤塗布装置10は、ロボットアーム12aを備えたロボット12と、ロータ56を設置するためのロータセット治具14と、接着剤を収容したカートリッジ58を装着可能なホルダ部16aを備え、当該ホルダ部16aに装着されたカートリッジ58内の接着剤を吐出する、ロボットアーム12aの先端に取り付け可能なガン16と、所定圧の圧縮エアの、ガン16のホルダ部16aに装着されたカートリッジ58内への供給をオン・オフ切替制御する電磁弁22と、ロボット12の動作を制御するロボットコントローラ50と、電磁弁22によるオン・オフ切替制御、及び、ロボットコントローラ50によるロボット12の動作制御を連携して制御する上位コントローラ52とを有する。
【解決手段】接着剤塗布装置10は、ロボットアーム12aを備えたロボット12と、ロータ56を設置するためのロータセット治具14と、接着剤を収容したカートリッジ58を装着可能なホルダ部16aを備え、当該ホルダ部16aに装着されたカートリッジ58内の接着剤を吐出する、ロボットアーム12aの先端に取り付け可能なガン16と、所定圧の圧縮エアの、ガン16のホルダ部16aに装着されたカートリッジ58内への供給をオン・オフ切替制御する電磁弁22と、ロボット12の動作を制御するロボットコントローラ50と、電磁弁22によるオン・オフ切替制御、及び、ロボットコントローラ50によるロボット12の動作制御を連携して制御する上位コントローラ52とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
開示の実施形態は、対象物の対象面に接着剤を塗布する接着剤塗布装置に関する。
【背景技術】
【0002】
従来、対象物の対象面に接着剤を塗布する接着剤塗布装置が知られている(例えば、特許文献1参照)。この接着剤塗布装置においては、円筒ノズルの外周面に複数の接着剤吐出穴があり、これらは各々独立した状態でディスペンサと繋がっており、このディスペンサから一定量の接着剤が供給される。そして、円筒ノズルと回転子ヨークとを同軸状に連結させ、その状態で円筒ノズルと回転子ヨークとに対象物(永久磁石)を挿入して円筒ノズル側で嵌合した後、上記複数の接着剤吐出穴から対象物の対象面(内周面)に接着剤を塗布すると同時に、対象物を回転子ヨーク側に移動させる。対象物の下端が接着剤吐出穴に近づいてきたら接着剤吐出量を減らし、接着剤吐出穴を通過したら接着剤の吐出を止める。これにより、回転子ヨークの外周面と対象物の対象面との間のクリアランスに接着剤を充填させる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−82345号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来技術においては、対象物の対象面に対する接着剤の塗布に特化した専用の接着剤塗布装置を用いている。このような専用の接着剤塗布装置を用いて、対象物の対象面に対し接着剤を塗布する場合、段取り換え作業や、メンテナンス、クリーニング等に手間がかかる上、設備導入費用が大きくなることが考えられ、汎用性に乏しいという問題がある。
【0005】
本発明はこのような問題に鑑みてなされたものであり、汎用性を向上できる接着剤塗布装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するため、本発明の一の観点によれば、対象物の対象面に接着剤を塗布する接着剤塗布装置であって、ロボットアームを備えたロボットと、前記対象面を備えた前記対象物を設置するための対象物用治具と、前記接着剤を収容したカートリッジを装着可能なホルダ部を備え、当該ホルダ部に装着された前記カートリッジ内の前記接着剤を吐出する、前記ロボットの前記ロボットアームの先端に取り付け可能な接着剤充填手段と、前記接着剤充填手段より吐出される前記接着剤の温度を所望の範囲に保持するための第1温度保持手段と、前記対象物用治具に設置された前記対象物の前記対象面に塗布された前記接着剤の温度を所望の範囲に保持するための第2温度保持手段と、所定圧で流体を供給する流体供給手段からの前記流体の、前記接着剤充填手段の前記ホルダ部に装着された前記カートリッジ内への供給をオン・オフ切替制御する供給制御手段と、前記ロボットの動作を制御するロボット制御手段と、前記供給制御手段による前記オン・オフ切替制御、及び、前記ロボット制御手段による前記ロボットの動作制御を連携して制御する統括制御手段と、を有する接着剤塗布装置が適用される。
【発明の効果】
【0007】
本発明の接着剤塗布装置によれば、汎用性を向上することができる。
【図面の簡単な説明】
【0008】
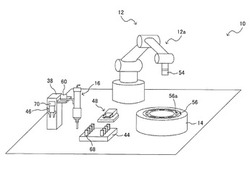
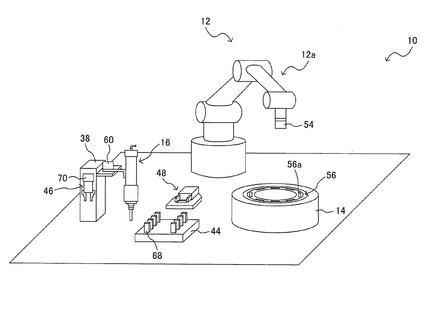
【図1】一実施の形態の接着剤塗布装置の構成を模式的に表す斜視図である。
【図2】接着剤塗布装置の機構的構成を表すブロック図である。
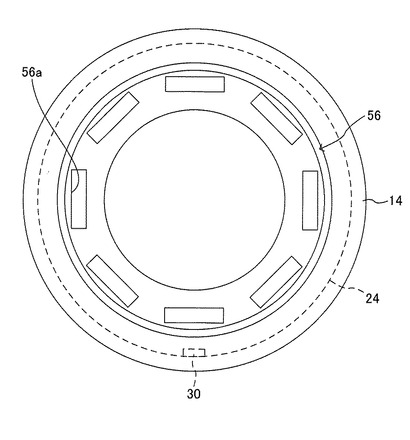
【図3】ロータセット治具及びロータの構成を模式的に表す上面図である。
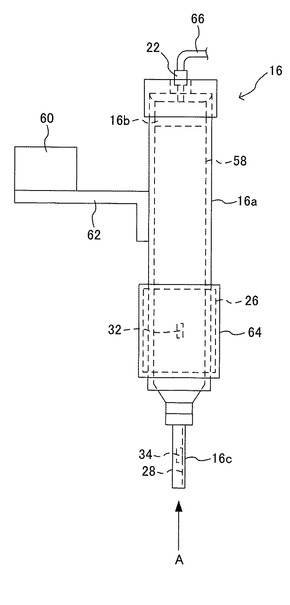
【図4】ガンの構成を模式的に表す側面図である。
【図5】図4中の矢印A方向から見た矢視図に対応するノズルの平面図である。
【図6】ロボットハンドの構成を模式的に表す側面図である。
【図7】マグネット持換用チャックの構成を模式的に表す上面図である。
【図8】ロボットによる塗布作業を説明するための斜視図である。
【図9】ロボットによる塗布作業を説明するための模式図である。
【図10】ロボットによる挿入作業を説明するための斜視図である。
【図11】ロボットによる挿入作業を説明するための側面図である。
【図12】ロボットによる挿入作業を説明するための側面図である。
【図13】ロボットによる挿入作業を説明するための斜視図である。
【図14】ロボットによる挿入作業を説明するための模式図である。
【図15】ロボットによる押下作業を説明するための模式図である。
【発明を実施するための形態】
【0009】
以下、一実施の形態について図面を参照しつつ説明する。
【0010】
図1及び図2に示すように、本実施形態の接着剤塗布装置10は、図示しないモータに組み付けられるロータ56(対象物)に設けられたスロット56a(凹部)の内面(対象面)に対し接着剤を塗布する装置である。この接着剤塗布装置10は、ロボット12と、ロータセット治具14(対象物用治具)と、ガン16(接着剤充填手段)と、エア源18と、レギュレータ20と、電磁弁22(供給制御手段)と、ヒータ24,26,28と、温度センサ30,32,34と、温度調整器36と、載置台38と、重量センサ40(検出手段)と、アラーム42(報知手段)と、マグネットセット治具44と、ロボットハンド46(ツール)と、マグネット持換用チャック48(調整手段)と、ロボットコントローラ50(ロボット制御手段)と、上位コントローラ52(統括制御手段)とを有している。
【0011】
ロボット12は、ロボットアーム12aを備えている。ロボット12の動作は、ロボットコントローラ50により制御される。本実施形態では、ロボット12は、ロボットアーム12aの先端にガン16を取り付けて後述の塗布作業を行い、ロボットアーム12aの先端にロボットハンド46を取り付けて後述の挿入作業及び押下作業を行うようになっている(詳細は後述)。ロボットアーム12aの先端には、ロボット側接続部材としてのロボット側ATC(Auto Tool Changer)54が設置されている。
【0012】
ロータセット治具14は、上記ロータ56を設置するための治具である。この例では、ロータセット治具14には、図3に示すように、8つの略直方体形状のスロット56aが上面に設けられたロータ56が設置されている。また、ロータセット治具14には、ロータ56のスロット56aの内面に塗布された接着剤の固化を防止するため、上記ヒータ24及び温度センサ30が設けられている。そして、これらヒータ24及び温度センサ30と上記温度調整器36とにより、ロータ56のスロット56aの内面に塗布された接着剤の温度が所望の範囲に保持されるようになっている。
【0013】
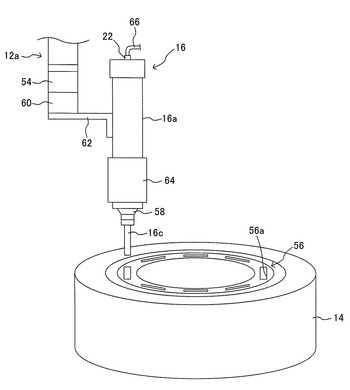
ガン16は、図4に示すように、中空状の内部に接着剤を収容したカートリッジ58を装着可能なホルダ部16aと、ホルダ部16aに装着されたカートリッジ58の内周面に密着しつつカートリッジ58内を摺動可能な、接着剤を押し出すピストン16bと、カートリッジ58の先端に取り付け可能な、接着剤を吐出するノズル16cとを備えている。
【0014】
ホルダ部16aには、上記ロボット側ATC54と接続可能なガン側ATC60(第1接続部材)が支持部材62を介して設置されている。このガン側ATC60をロボット側ATC54に接続することで、ガン16をロボットアーム12aの先端に取り付けることができるようになっている。また、ホルダ部16aの外周面には、カートリッジ58内の接着剤の粘度を所望の範囲に保つため、上記ヒータ26が巻回されると共に上記温度センサ32が設けられている。これらヒータ26及び温度センサ32は、固定部材64によりホルダ部16aの外周面に固定されている。そして、これらヒータ26及び温度センサ32と上記温度調整器36とにより、カートリッジ58内の接着剤の温度が所望の範囲に保持されるようになっている。
【0015】
また、ホルダ部16bに装着されたカートリッジ58のノズル16cとは反対側の端部には、一端が上記エア源18に接続されると共に、上記レギュレータ20及び電磁弁22に接続されたエアチューブ66の他端が配置されている。
【0016】
エア源18は、エアチューブ66を通じて圧縮エア(流体)を供給する。レギュレータ20は、エア源18より供給される圧縮エアの空気圧を調整する。レギュレータ20で空気圧が調整された圧縮エアは、エアチューブ66を通じて所定圧で供給される。これらエア源18及びレギュレータ20が、特許請求の範囲に記載の流体供給手段に相当する。電磁弁22は、エアチューブ66の他端側を開閉切替制御することで、エア源18より供給されレギュレータ20で空気圧が調整された所定圧の圧縮エアのカートリッジ58内への供給をオン・オフ切替制御する。
【0017】
すなわち、電磁弁22がエアチューブ66の他端側を閉鎖することで、圧縮エアのカートリッジ58内への供給をオフに切り替えている間は、カートリッジ58内の接着剤はノズル16cより吐出されない。一方、電磁弁22がエアチューブ66の他端側を開放することで、圧縮エアのカートリッジ58内への供給をオンに切り替えたら、エアチューブ66を通じて圧縮エアがカートリッジ58内のピストン16bの上部側の空隙へ供給される。これにより、ピストン16bがカートリッジ58内をノズル16c側に摺動し、カートリッジ58内の接着剤を押し出し、接着剤がノズル16cより吐出される。
【0018】
ノズル16cは、図5に示すように、径方向略中心部に設けられ、カートリッジ58内の接着剤を内部管161aを経て外部へ吐出する吐出口161と、吐出口161より吐出された接着剤を径方向外周側へ導く溝部162とを先端に備えている。すなわち、吐出口161より吐出された接着剤は、溝部162を伝うことで径方向外周側へ導かれる。また、ノズル16cには、図4に示すように、吐出口161より吐出されずにノズル16c内に滞留する接着剤の固化を防止するため、上記ヒータ28及び温度センサ34が埋設されている。そして、これらヒータ28及び温度センサ34と上記温度調整器36とにより、ノズル16c内に滞留する接着剤の温度が所望の範囲に保持されるようになっている。
【0019】
温度調整器36は、上記温度センサ32により検出される温度情報に基づいて上記ヒータ26を制御することで、ガン16のホルダ部16aに装着されたカートリッジ58内の接着剤の温度を所望の範囲に保持すると共に、上記温度センサ34により検出される温度情報に基づいて上記ヒータ28を制御することで、ガン16のノズル16c内に滞留する接着剤の温度を所望の範囲に保持する。これにより、ガン16のノズル16cより吐出される接着剤の温度を所望の範囲に保持する。すなわち、ヒータ26,28、温度センサ32,34、及び温度調整器36が、特許請求の範囲に記載の第1温度保持手段に相当する。また、温度調整器36は、上記温度センサ30により検出される温度情報に基づいて上記ヒータ24を制御することで、ロータセット治具14に設置されたロータ56のスロット56aの内面に塗布された接着剤の温度を所望の範囲に保持する。すなわち、ヒータ24、温度センサ30、及び温度調整器36が、特許請求の範囲に記載の第2温度保持手段に相当する。
【0020】
載置台38は、ガン16を載置するための台であり、この載置台38には、上記重量センサ40が設けられている。重量センサ40は、載置台38に載置されたガン16、ガン16のホルダ部16aに装着されたカートリッジ58、及びカートリッジ58内の接着剤等を含む、検出対象物の重量を検出する。重量センサ40により検出された検出対象物の重量情報は、上位コントローラ52に入力される。
【0021】
アラーム42は、後述の塗布作業が開始される前に重量センサ40により検出された検出対象物の重量と、塗布作業が終了された後に重量センサ40により検出された検出対象物の重量との差、すなわち塗布作業でガン16のノズル16cより吐出された接着剤の吐出量(ロータセット治具14に設置されたロータ56の8つのスロット56aの内面に塗布された接着剤の塗布量)が、所望の範囲外となった場合に、その旨を報知するように、上位コントローラ52により制御されている。
【0022】
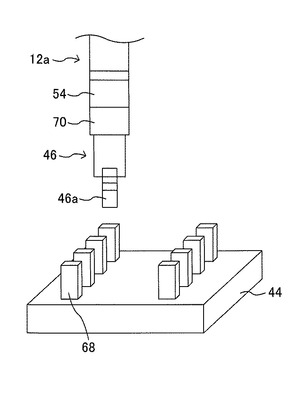
マグネットセット治具44は、略直方体形状のマグネット68(接着対象物)を設置するための治具である。この例では、マグネットセット治具44には、8つのマグネット68が設置されている。
【0023】
ロボットハンド46は、図6に示すように、互いに遠近する方向に移動可能な2つの把持部材46aを先端に備えており、これら2つの把持部材46aにより、マグネットセット治具44に設置されたマグネット68を把持可能に構成されている。また、ロボットハンド46の把持部材46aとは反対側の端部には、上記ロボット側ATC54と接続可能なハンド側ATC70(第2接続部材)が設置されている。このハンド側ATC70をロボット側ATC54に接続することで、ロボットハンド46をロボットアーム12aの先端に取り付けることができるようになっている。
【0024】
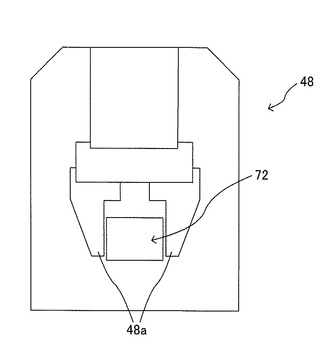
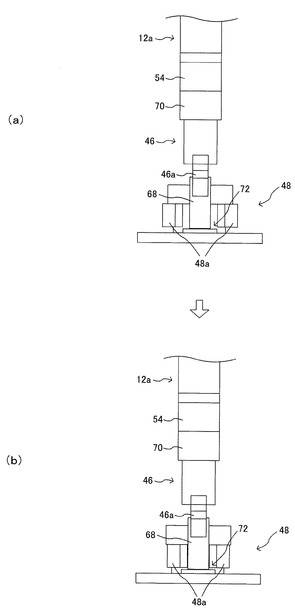
マグネット持換用チャック48は、図7に示すように、互いに遠近する方向に移動可能な2つの把持部材48aを備えている。このマグネット持換用チャック48は、2つの把持部材48aにより、これら2つの把持部材48aの間の所定の領域72にセットされたマグネット68を把持することで、ロボットハンド46の2つの把持部材46aによるマグネット68の把持位置を、把持部材46aの移動方向と直交する方向に沿った略中心位置に調整することができるようになっている。
【0025】
ロボットコントローラ50は、ロボット12の動作を制御する。
【0026】
上位コントローラ52は、電磁弁22による圧縮エアのカートリッジ58内への供給のオン・オフ切替制御、及び、ロボットコントローラ50によるロボット12の動作制御を連携して制御する。また、上位コントローラ52の適宜のメモリには、ガン16のホルダ部16aに装着されたカートリッジ58内の接着剤の分量に対応付けて予め設定された補正係数が記憶されている。本実施形態では、カートリッジ58内の接着剤の分量を複数段階(例えば4段階)に区分し、各段階に対応する補正係数、すなわち電磁弁22による圧縮エアのカートリッジ58内への供給のオン切替時間(言い換えれば、電磁弁22によるエアチューブ66の他端側の開放時間)に対し加算する時間情報が、予め設定され記憶されている。例えば、カートリッジ58内の接着剤の未使用時の分量が400ccである場合、カートリッジ58内の接着剤の分量が300cc〜400ccである場合を第1段階、カートリッジ58内の接着剤の分量が200cc〜300ccである場合を第2段階、カートリッジ58内の接着剤の分量が100cc〜200ccである場合を第3段階、カートリッジ58内の接着剤の分量が0cc〜100ccである場合を第4段階とし、第1段階の補正係数は0秒(実質的に補正なし)、第2段階の補正係数は0.05秒、第3段階の補正係数は0.1秒、第4段階の補正係数は0.15秒のように、予め設定され記憶されている。そして、上位コントローラ52は、ガン16のホルダ部16aに装着されたカートリッジ58内の接着剤の分量に応じて、電磁弁22による圧縮エアのカートリッジ58内への供給のオン切替時間(言い換えれば、電磁弁22によるエアチューブ66の他端側の開放時間)を、上記適宜のメモリに記憶された補正係数を用いて補正する。
【0027】
次に、図8〜図15を用いて、本実施形態においてロボット12が実行する一連の動作の一例について説明する。
【0028】
図8〜図15において、ロボット12は、所定の動作開始の指令が入力されるまでは動作を開始せずに待機している。そして、所定の動作開始の指令が入力されたら動作を開始する。まず、ロボット12は、図8及び図9に示すように、ロボットアーム12aの先端のロボット側ATC54を移動させ、ロボット側ATC54に、上記載置台38に載置されたガン16のガン側ATC60を接続することで、ロボットアーム12aの先端にガン16を取り付ける。そして、ロボットアーム12aを動作しつつ、ロボットアーム12aの先端に取り付けたガン16のノズル16cより、ホルダ部16aに装着されたカートリッジ58内の接着剤を吐出させることにより、ロータセット治具14に設置されたロータ56のスロット56aの内面に対し接着剤を塗布する塗布作業を行う。
【0029】
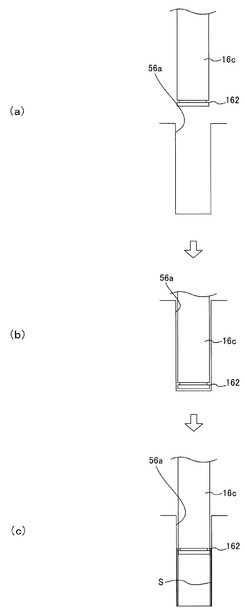
この塗布作業においては、ロボット12は、図9に示すように、ノズル16cの先端をスロット56aの上部に移動させ(図9(a)参照)、ノズル16cの先端をスロット56aの底部近傍まで挿入し(図9(b)参照)、その後、ノズル16cの先端をスロット56aの底部近傍から開口側に向かって移動させる間に、ノズル16cより接着剤を吐出させることにより、スロット56aの内面に対し接着剤を塗布する(図9(c)参照)。なお、図9(c)中では、スロット56aの内面に対し塗布された接着剤を符号Sで表している。以上の動作を、ロータ56の8つのスロット56aの内面に対し順次行ったら、塗布作業を終了する。
【0030】
塗布作業を終了したら、ロボット12は、ロボットアーム12aの先端に取り付けたガン16を移動させ、ロボット側ATC54とガン側ATC60との接続を解除することでロボットアーム12aの先端よりガン16を取り外し、当該ガン16を上記載置台38に載置する。その後、図10〜図14に示すように、ロボットアーム12aの先端のロボット側ATC54を移動させ、ロボット側ATC54に、ロボットハンド46のハンド側ATC70を接続することで、ロボットアーム12aの先端にロボットハンド46を取り付ける。そして、所定の作業として、ロボットアーム12aの先端に取り付けたロボットハンド46の2つの把持部材46aにより、マグネットセット治具44に設置されたマグネット68を把持し、当該マグネット68を上記塗布作業において内面に接着剤を塗布したロータ56のスロット56a内に挿入する挿入作業を行う。
【0031】
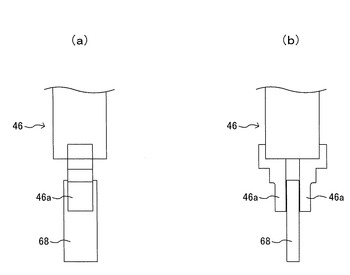
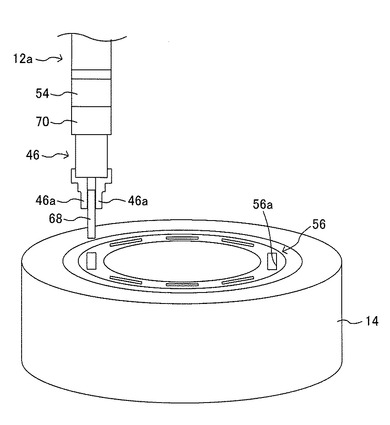
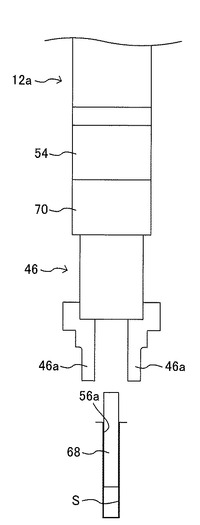
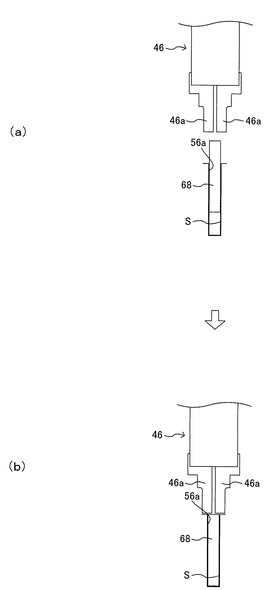
この挿入作業においては、ロボット12は、図11(a)及び図11(b)に示すように、ロボットハンド46の2つの把持部材46aにより、マグネット68を厚み方向に把持して移動させ、図12(a)に示すように、上記領域72において把持を解除してマグネット68をマグネット持換用チャック48にセットする。すると、図12(b)に示すように、マグネット持換用チャック48の2つの把持部材48aにより、上記セットされたマグネット68が幅方向に把持される。これにより、ロボットハンド46の2つの把持部材46aによるマグネット68の把持位置が、把持部材46aの移動方向と直交する方向に沿った略中心位置に調整される。その後、図13に示すように、ロボットハンド46の2つの把持部材46aにより、把持位置が調整されたマグネット68を再び厚み方向に把持し、上記塗布作業において内面に接着剤を塗布したロータ56のスロット56aの上部に移動させ、図14に示すように、当該スロット56a内にマグネット68を挿入する。これにより、挿入作業を終了する。
【0032】
挿入作業を終了したら、ロボット12は、図15(a)及び図15(b)に示すように、ロボットアーム12aの先端に取り付けたロボットハンド46の2つの把持部材46aにより、上記挿入作業においてロータ56のスロット56a内に挿入したマグネット68の挿入方向先端側とは反対側の表面を押下する押下作業を行って、スロット56a内にマグネット68を収納する。これにより、押下作業を終了する。
【0033】
押下作業を終了したら、再び挿入作業を行って、ロボットハンド46の2つの把持部材46aにより、マグネットセット治具44に設置された次のマグネット68を把持し、ロータ56の次のスロット56a内に挿入する。その後、再び押下作業を行って、ロボットハンド46の2つの把持部材46aにより、スロット56a内にマグネット68を収納する。そして、挿入作業及び押下作業を繰り返し行って、ロータ56の8つのスロット56a内にマグネット68をそれぞれ収納したら、ロボット12は、一連の動作を終了する。
【0034】
以上のようなロボット12が実行する一連の動作における制御内容の一例を説明する。
【0035】
すなわち、上位コントローラ52は、ロボット12が、ロボットアーム12aの先端に取り付けたガン16のノズル16cの先端を、ロータセット治具14に設置されたロータ56のスロット56aの上部に移動させ、ノズル16cの先端をスロット56aの底部近傍まで挿入し、その後、ノズル16cの先端をスロット56aの底部近傍から開口側に向かって移動させる間に、ノズル16cより接着剤を吐出させることにより、上述の塗布作業を行うように、電磁弁22及びロボットコントローラ50を連携制御する。これにより、電磁弁22による圧縮エアのカートリッジ58内への供給のオン・オフ切替制御、及び、ロボットコントローラ50によるロボット12の動作制御を連携して制御する。
【0036】
そして、ロボットコントローラ50は、上位コントローラ52の連携制御による塗布作業の終了後、ロボットアーム12aの先端よりガン16を取り外し載置台38に載置し、その後、ロボットアーム12aの先端にロボットハンド46を取り付け、所定の作業として上述の挿入作業を行うように、ロボット12を制御する。具体的には、挿入作業において、ロボットアーム12aの先端に取り付けたロボットハンド46の2つの把持部材46aにより、マグネットセット治具44に設置されたマグネット68を把持して移動させ、領域72において把持を解除してマグネット68をマグネット持換用チャック48にセットした後、マグネット持換用チャック48がマグネット68の把持位置を上記略中心位置に調整したら、2つの把持部材46aによりマグネット68を再び把持して移動させ、塗布作業において内面に接着剤を塗布したロータ56のスロット56a内にマグネット68を挿入するように、ロボット12を制御する。
【0037】
なお、塗布作業の終了された後に載置台38にガン16が載置されると、そのときの前述の検出対象物の重量が重量センサ40により検出され、その検出された検出対象物の重量情報が上位コントローラ52に入力される。すると、上位コントローラ52は、塗布作業が開始される前に重量センサ40より検出された検出対象物の重量と、塗布作業が終了された後に重量センサ40より検出された検出対象物の重量との差を求め、これらの差、すなわち塗布作業でガン16より吐出された接着剤の吐出量(ロータ56の8つのスロット56aの内面に塗布された接着剤の塗布量)が、所望の範囲外となったかどうかを判断する。そして、所望の範囲外となっていた場合には、その旨を報知するように、アラーム42を制御する。
【0038】
また、ロボットコントローラ50は、塗布作業の終了後、ロボットアーム12aの先端に取り付けているロボットハンド46の2つの把持部材46aにより、上述の押下作業を行うように、ロボット12を制御する。
【0039】
以上説明したように、本実施形態の接着剤塗布装置10は、ロボットアーム12aを備えたロボット12と、ロータ56が設置されるロータセット治具14と、ロボットアーム12aの先端に取り付け可能なガン16と、電磁弁22と、温度センサ34と、ロボット12の動作を制御するロボットコントローラ50と、上位コントローラ52とを有している。ガン16は、接着剤を収容したカートリッジ58を装着可能なホルダ部16aを備えており、ホルダ部16aに装着されたカートリッジ58内の接着剤をノズル16cより吐出する。ホルダ部16aにはヒータ26及び温度センサ32が設けられ、ノズル16cにはヒータ28及び温度センサ34が設けられている。そして、これらヒータ26,28及び温度センサ32,34と温度調整器36とにより、ガン16内において接着剤が固まってしまうのを防止することができると共に、ガン16内の接着剤の粘度を略均一に保持することが可能となるので、ガン16より吐出される接着剤の量を略均一にすることが可能となる。その結果、ロータセット治具14に設置されたロータ56のスロット56aの内面への接着剤の塗布量を略均一にすることが可能となる。ロータセット治具14には、ヒータ24及び温度センサ30が設けられている。そして、これらヒータ24及び温度センサ30と温度調整器36とにより、ロータセット治具14に設置されたロータ56のスロット56aの内面に塗布された接着剤の温度を所望の範囲に保持する。これにより、ロータセット治具14に設置されたロータ56のスロット56aの内面に塗布された接着剤が、上述の挿入作業が行われる前に固まってしまうのを防止することができる。電磁弁22は、エア源18より供給されレギュレータ20で空気圧が調整された所定圧の圧縮エアのカートリッジ58内への供給をオン・オフ切替制御する。上位コントローラ52は、電磁弁22による圧縮エアのカートリッジ58内への供給のオン・オフ切替制御、及び、ロボットコントローラ50によるロボット12の動作制御を連携して制御する。以上により、ロボット12が、ロボットアーム12aの先端にガン16を取り付け、ロータセット治具14に設置されたロータ56のスロット56aの内面に対し接着剤を塗布する塗布作業を円滑に行うことが可能となる。
【0040】
ここで、例えば、ロータ56のスロット56aの内面に対する接着剤の塗布に特化した専用の接着剤塗布装置を用いて、ロータ56のスロット56aの内面に対し接着剤を塗布する場合、段取り換え作業や、メンテナンス、クリーニング等に手間がかかる上、設備導入費用が大きくなることが考えられ、汎用性に乏しいという問題がある。これに対し、本実施形態の接着剤塗布装置10では、ロボット12がロボットアーム12aにガン16を取り付け、ロータ56のスロット56aの内面に対し接着剤を塗布することが可能であるので、上記のような専用の接着剤塗布装置を用いる必要がなく、汎用性を向上することができる。
【0041】
また、本実施形態では特に、上位コントローラ52は、ロボット12が、ロボットアーム12aを動作しつつ、ロボットアーム12aの先端に取り付けたガン16より接着剤を吐出させることにより、ロータセット治具14に設置されたロータ56のスロット56aの内面に対し接着剤を塗布する塗布作業を行うように、電磁弁22及びロボットコントローラ50を連携制御する。これにより、ロータ56のスロット56aの内面に対し接着剤を塗布する塗布作業をロボット12に確実に実行させることができる。
【0042】
また、本実施形態では特に、ロボットアーム12aの先端に取り付け可能なロボットハンド46と、ロボットアーム12aの先端に設置されたロボット側ATC54と、ガン16に設置されたガン側ATC60と、ロボットハンド46に設置されたハンド側ATC70とを有している。ガン側ATC60及びハンド側ATC70は、ロボット側ATC54と接続可能となっている。これにより、ロボットアーム12aの先端へのガン16及びロボットハンド46の取り付け、取り外しを容易に行うことができるので、ガン16からロボットハンド46への付け替え、又は、ロボットハンド46からガン16への付け替えを容易に行うことができる。そして、ロボット12が、ロボットアーム12aを動作しつつ、ロボット側ATC54にガン側ATC60を接続することでロボットアーム12aの先端に取り付けたガン16より接着剤を吐出させることにより、上述の塗布作業を行うように、上位コントローラ52により電磁弁22及びロボットコントローラ50が連携して制御される。これにより、塗布作業をロボット12に確実に実行させることができる。また、ロボットコントローラ50は、上記上位コントローラ52の連携制御による塗布作業の終了後、ロボット側ATC54とガン側ATC60との接続を解除することでロボットアーム12aの先端よりガン16を取り外し、その後、ロボット側ATC54にハンド側ATC70を接続することでロボットアーム12aの先端にロボットハンド46を取り付け、塗布作業において接着剤を塗布したロータ56のスロット56aの内面に対し所定の作業を行うように、ロボット12を制御する。これにより、塗布作業の終了後、ガン16からロボットハンド46へ付け替え、塗布作業において接着剤を塗布したロータ56のスロット56aの内面に対し所定の作業を、ロボット12に確実に実行させることができる。
【0043】
また、本実施形態では特に、上位コントローラ52は、ロボット12が、上述の塗布作業において、ロボットアーム12aの先端に取り付けたガン16のノズル16c先端をロータ56のスロット56aの底部近傍まで挿入し、その後、ノズル16c先端をスロット56aの底部近傍から開口側に向かって移動させる間に、ノズル16cより接着剤を吐出させることにより、スロット56aの内面に対し接着剤を塗布するように、電磁弁22及びロボットコントローラ50を連携制御する。これにより、塗布作業において、ロータ56のスロット56aの内面に対し接着剤を塗布する動作を、ロボット12に確実に実行させることができる。また、ノズル16cをスロット56aに挿入する際には接着剤が吐出されず、ノズル16cをスロット56aの底部近傍から抜き取る工程で接着剤が吐出されるので、ノズル16cの吐出口161よりも上側部分に付着する接着剤の量が軽減され、各スロット56aへの塗布量がより均等化されることとなる。
【0044】
また、本実施形態では特に、ガン16を載置するための載置台38と、載置台38に載置されたガン16を含む検出対象物の重量を検出する重量センサ40とを有している。そして、重量センサ40で検出対象物の重量を検出することで、検出対象物に含まれるガン16のホルダ部16aに装着されたカートリッジ58内の接着剤の残量を検出することが可能となる。また、上述の塗布作業が開始される前の検出対象物の重量と、塗布作業が終了された後の検出対象物の重量とを重量センサ40で検出することで、ガン16より吐出された接着剤の吐出量(ロータ56のスロット56aの内面への接着剤の塗布量)を検出することが可能となる。
【0045】
また、本実施形態では特に、上述の塗布作業が開始される前に重量センサ40により検出された検出対象物の重量と、塗布作業が終了された後に重量センサ40により検出された検出対象物の重量との差が、所望の範囲外となった場合に、その旨を報知するアラーム42を有している。これにより、ガン16における接着剤詰まり等により、塗布作業でガン16より吐出された接着剤の吐出量が少な過ぎたことや、塗布作業でガン16より吐出された接着剤の吐出量が多過ぎたことを、使用者に確実に認識させることができる。
【0046】
また、本実施形態では特に、ロボットコントローラ50は、上位コントローラ52の連携制御による塗布作業が終了し、ロボットアーム12aの先端よりガン16を取り外した後、ロボット側ATC54にハンド側ATC70を接続することでロボットアーム12aの先端にロボットハンド46を取り付け、ロボットハンド46の2つの把持部材46aによりマグネット68を把持し、塗布作業において内面に接着剤を塗布したロータ56のスロット56a内にマグネット68を挿入する挿入作業を行うように、ロボット12を制御する。これにより、塗布作業の終了後、ガン16からロボットハンド46へ付け替え、ロボットハンド46の2つの把持部材46aによりマグネット68を把持し、塗布作業において内面に接着剤を塗布したロータ56のスロット56a内にマグネット68を挿入する挿入作業を、ロボットに確実に実行させることができる。
【0047】
また、本実施形態では特に、ロボットアーム12aの先端に取り付けられたロボットハンド46の2つの把持部材46aによるマグネット68の把持位置を、把持部材46aの移動方向と直交する方向に沿った略中心位置に調整するためのマグネット持換用チャック48を有している。そして、ロボットコントローラ50は、上述の挿入作業において、ロボットアーム12aの先端に取り付けたロボットハンド46の2つの把持部材46aによりマグネット68を把持して移動させ、所定の領域72において把持を解除してマグネット68をセットした後、マグネット持換用チャック48がマグネット68の把持位置を上記略中心位置に調整したら、2つの把持部材46aによりマグネット68を再び把持して移動させ、塗布作業において内面に接着剤を塗布したロータ56のスロット56a内にマグネット68を挿入するように、ロボット12を制御する。これにより、挿入作業において、ロボットハンド46の2つの把持部材46aによりマグネット68を把持して移動させ、所定の領域72において把持を解除してマグネット68をセットした後、マグネット持換用チャック48によりマグネット68の把持位置がセンタリングされたら、2つの把持部材46aによりマグネット68を再び把持して移動させ、ロータ56のスロット56a内にマグネット68を挿入する動作を、ロボット12に確実に実行させることができる。
【0048】
また、本実施形態では特に、ロボットコントローラ50は、上述の挿入作業の終了後、ロボットアーム12aの先端に取り付けているロボットハンド46により、ロータ56のスロット56a内に挿入されたマグネット68の挿入方向先端側とは反対側の表面を押下する押下作業を行うように、ロボット12を制御する。これにより、挿入作業の終了後、ロータ56のスロット56a内に挿入されたマグネット68の挿入方向先端側とは反対側の表面を押下する押下作業を、ロボット12に確実に実行させることができる。
【0049】
また、本実施形態では特に、ガン16は、ホルダ部16aに装着されたカートリッジ58内の接着剤を吐出する吐出口161を備え、カートリッジ58の先端に取り付け可能なノズル16cを有している。そして、ノズル16cは、径方向中心部に設けられた吐出口161より吐出された接着剤を径方向外周側へ導く溝部162を先端に備えている。このため、ノズル16cをスロット56aの内部に挿入した状態で接着剤を吐出した際に接着剤が溝部162にそってノズル16cの全周にわたって導かれることとなり、スロット56aの内面に接着剤がまんべんなく均等に塗布されることとなる。
【0050】
また、本実施形態では特に、次のような効果を得ることができる。すなわち、一般に、カートリッジ58内の接着剤の分量が減少するにつれて、カートリッジ58内の空隙の体積が大きくなるので、ガン16より一定量の接着剤を吐出させるための、カートリッジ58内への圧縮エアの供給時間は長くなる。そこで本実施形態においては、上位コントローラ52が、電磁弁22による圧縮エアのカートリッジ58内への供給のオン切替時間を、カートリッジ58内の接着剤の分量に対応付けて予め設定された補正係数を用いて補正する。これにより、カートリッジ58内の接着剤の分量が減少した場合でも、ガン16より一定量の接着剤を吐出させることができる。
【0051】
なお、実施の形態は上記内容に限られるものではなく、その趣旨及び技術的思想を逸脱しない範囲内で種々の変形が可能である。例えば、上記実施形態では、ロボット12の動作を制御するロボットコントローラ50とは別に、上位コントローラ52を設け、この上位コントローラ52により、電磁弁22による圧縮エアのカートリッジ58内への供給のオン・オフ切替制御、及び、ロボットコントローラ50によるロボット12の動作制御を、互いに同期させて制御していたが、これに限られない。すなわち、ロボットコントローラが、ロボット12の動作を制御すると共に、電磁弁22による圧縮エアのカートリッジ58内への供給のオン・オフ切替制御、及び、ロボット12の動作制御を、互いに同期させて制御してもよい。この場合、ロボットコントローラが、特許請求の範囲に記載のロボット制御手段及び統括制御手段に相当する。
【0052】
その他、一々例示はしないが、上記実施形態は、その趣旨を逸脱しない範囲内において、種々の変更が加えられて実施されるものである。
【符号の説明】
【0053】
10 接着剤塗布装置
12 ロボット
12a ロボットアーム
14 ロータセット治具(対象物用治具)
16 ガン(接着剤充填手段)
16a ホルダ部
16c ノズル
18 エア源
20 レギュレータ
22 電磁弁(供給制御手段)
24 ヒータ
26 ヒータ
28 ヒータ
30 温度センサ
32 温度センサ
34 温度センサ
36 温度調整器
38 載置台
40 重量センサ(検出手段)
42 アラーム(報知手段)
46 ロボットハンド(ツール)
46a 把持部材
48 マグネット持換用チャック(調整手段)
50 ロボットコントローラ(ロボット制御手段)
52 上位コントローラ(統括制御手段)
54 ロボット側ATC(ロボット側接続部材)
56 ロータ(対象物)
56a スロット(凹部)
58 カートリッジ
60 ガン側ATC(第1接続部材)
68 マグネット(接着対象物)
70 ハンド側ATC(第2接続部材)
72 所定の領域
161 吐出口
162 溝部
【技術分野】
【0001】
開示の実施形態は、対象物の対象面に接着剤を塗布する接着剤塗布装置に関する。
【背景技術】
【0002】
従来、対象物の対象面に接着剤を塗布する接着剤塗布装置が知られている(例えば、特許文献1参照)。この接着剤塗布装置においては、円筒ノズルの外周面に複数の接着剤吐出穴があり、これらは各々独立した状態でディスペンサと繋がっており、このディスペンサから一定量の接着剤が供給される。そして、円筒ノズルと回転子ヨークとを同軸状に連結させ、その状態で円筒ノズルと回転子ヨークとに対象物(永久磁石)を挿入して円筒ノズル側で嵌合した後、上記複数の接着剤吐出穴から対象物の対象面(内周面)に接着剤を塗布すると同時に、対象物を回転子ヨーク側に移動させる。対象物の下端が接着剤吐出穴に近づいてきたら接着剤吐出量を減らし、接着剤吐出穴を通過したら接着剤の吐出を止める。これにより、回転子ヨークの外周面と対象物の対象面との間のクリアランスに接着剤を充填させる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−82345号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来技術においては、対象物の対象面に対する接着剤の塗布に特化した専用の接着剤塗布装置を用いている。このような専用の接着剤塗布装置を用いて、対象物の対象面に対し接着剤を塗布する場合、段取り換え作業や、メンテナンス、クリーニング等に手間がかかる上、設備導入費用が大きくなることが考えられ、汎用性に乏しいという問題がある。
【0005】
本発明はこのような問題に鑑みてなされたものであり、汎用性を向上できる接着剤塗布装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するため、本発明の一の観点によれば、対象物の対象面に接着剤を塗布する接着剤塗布装置であって、ロボットアームを備えたロボットと、前記対象面を備えた前記対象物を設置するための対象物用治具と、前記接着剤を収容したカートリッジを装着可能なホルダ部を備え、当該ホルダ部に装着された前記カートリッジ内の前記接着剤を吐出する、前記ロボットの前記ロボットアームの先端に取り付け可能な接着剤充填手段と、前記接着剤充填手段より吐出される前記接着剤の温度を所望の範囲に保持するための第1温度保持手段と、前記対象物用治具に設置された前記対象物の前記対象面に塗布された前記接着剤の温度を所望の範囲に保持するための第2温度保持手段と、所定圧で流体を供給する流体供給手段からの前記流体の、前記接着剤充填手段の前記ホルダ部に装着された前記カートリッジ内への供給をオン・オフ切替制御する供給制御手段と、前記ロボットの動作を制御するロボット制御手段と、前記供給制御手段による前記オン・オフ切替制御、及び、前記ロボット制御手段による前記ロボットの動作制御を連携して制御する統括制御手段と、を有する接着剤塗布装置が適用される。
【発明の効果】
【0007】
本発明の接着剤塗布装置によれば、汎用性を向上することができる。
【図面の簡単な説明】
【0008】
【図1】一実施の形態の接着剤塗布装置の構成を模式的に表す斜視図である。
【図2】接着剤塗布装置の機構的構成を表すブロック図である。
【図3】ロータセット治具及びロータの構成を模式的に表す上面図である。
【図4】ガンの構成を模式的に表す側面図である。
【図5】図4中の矢印A方向から見た矢視図に対応するノズルの平面図である。
【図6】ロボットハンドの構成を模式的に表す側面図である。
【図7】マグネット持換用チャックの構成を模式的に表す上面図である。
【図8】ロボットによる塗布作業を説明するための斜視図である。
【図9】ロボットによる塗布作業を説明するための模式図である。
【図10】ロボットによる挿入作業を説明するための斜視図である。
【図11】ロボットによる挿入作業を説明するための側面図である。
【図12】ロボットによる挿入作業を説明するための側面図である。
【図13】ロボットによる挿入作業を説明するための斜視図である。
【図14】ロボットによる挿入作業を説明するための模式図である。
【図15】ロボットによる押下作業を説明するための模式図である。
【発明を実施するための形態】
【0009】
以下、一実施の形態について図面を参照しつつ説明する。
【0010】
図1及び図2に示すように、本実施形態の接着剤塗布装置10は、図示しないモータに組み付けられるロータ56(対象物)に設けられたスロット56a(凹部)の内面(対象面)に対し接着剤を塗布する装置である。この接着剤塗布装置10は、ロボット12と、ロータセット治具14(対象物用治具)と、ガン16(接着剤充填手段)と、エア源18と、レギュレータ20と、電磁弁22(供給制御手段)と、ヒータ24,26,28と、温度センサ30,32,34と、温度調整器36と、載置台38と、重量センサ40(検出手段)と、アラーム42(報知手段)と、マグネットセット治具44と、ロボットハンド46(ツール)と、マグネット持換用チャック48(調整手段)と、ロボットコントローラ50(ロボット制御手段)と、上位コントローラ52(統括制御手段)とを有している。
【0011】
ロボット12は、ロボットアーム12aを備えている。ロボット12の動作は、ロボットコントローラ50により制御される。本実施形態では、ロボット12は、ロボットアーム12aの先端にガン16を取り付けて後述の塗布作業を行い、ロボットアーム12aの先端にロボットハンド46を取り付けて後述の挿入作業及び押下作業を行うようになっている(詳細は後述)。ロボットアーム12aの先端には、ロボット側接続部材としてのロボット側ATC(Auto Tool Changer)54が設置されている。
【0012】
ロータセット治具14は、上記ロータ56を設置するための治具である。この例では、ロータセット治具14には、図3に示すように、8つの略直方体形状のスロット56aが上面に設けられたロータ56が設置されている。また、ロータセット治具14には、ロータ56のスロット56aの内面に塗布された接着剤の固化を防止するため、上記ヒータ24及び温度センサ30が設けられている。そして、これらヒータ24及び温度センサ30と上記温度調整器36とにより、ロータ56のスロット56aの内面に塗布された接着剤の温度が所望の範囲に保持されるようになっている。
【0013】
ガン16は、図4に示すように、中空状の内部に接着剤を収容したカートリッジ58を装着可能なホルダ部16aと、ホルダ部16aに装着されたカートリッジ58の内周面に密着しつつカートリッジ58内を摺動可能な、接着剤を押し出すピストン16bと、カートリッジ58の先端に取り付け可能な、接着剤を吐出するノズル16cとを備えている。
【0014】
ホルダ部16aには、上記ロボット側ATC54と接続可能なガン側ATC60(第1接続部材)が支持部材62を介して設置されている。このガン側ATC60をロボット側ATC54に接続することで、ガン16をロボットアーム12aの先端に取り付けることができるようになっている。また、ホルダ部16aの外周面には、カートリッジ58内の接着剤の粘度を所望の範囲に保つため、上記ヒータ26が巻回されると共に上記温度センサ32が設けられている。これらヒータ26及び温度センサ32は、固定部材64によりホルダ部16aの外周面に固定されている。そして、これらヒータ26及び温度センサ32と上記温度調整器36とにより、カートリッジ58内の接着剤の温度が所望の範囲に保持されるようになっている。
【0015】
また、ホルダ部16bに装着されたカートリッジ58のノズル16cとは反対側の端部には、一端が上記エア源18に接続されると共に、上記レギュレータ20及び電磁弁22に接続されたエアチューブ66の他端が配置されている。
【0016】
エア源18は、エアチューブ66を通じて圧縮エア(流体)を供給する。レギュレータ20は、エア源18より供給される圧縮エアの空気圧を調整する。レギュレータ20で空気圧が調整された圧縮エアは、エアチューブ66を通じて所定圧で供給される。これらエア源18及びレギュレータ20が、特許請求の範囲に記載の流体供給手段に相当する。電磁弁22は、エアチューブ66の他端側を開閉切替制御することで、エア源18より供給されレギュレータ20で空気圧が調整された所定圧の圧縮エアのカートリッジ58内への供給をオン・オフ切替制御する。
【0017】
すなわち、電磁弁22がエアチューブ66の他端側を閉鎖することで、圧縮エアのカートリッジ58内への供給をオフに切り替えている間は、カートリッジ58内の接着剤はノズル16cより吐出されない。一方、電磁弁22がエアチューブ66の他端側を開放することで、圧縮エアのカートリッジ58内への供給をオンに切り替えたら、エアチューブ66を通じて圧縮エアがカートリッジ58内のピストン16bの上部側の空隙へ供給される。これにより、ピストン16bがカートリッジ58内をノズル16c側に摺動し、カートリッジ58内の接着剤を押し出し、接着剤がノズル16cより吐出される。
【0018】
ノズル16cは、図5に示すように、径方向略中心部に設けられ、カートリッジ58内の接着剤を内部管161aを経て外部へ吐出する吐出口161と、吐出口161より吐出された接着剤を径方向外周側へ導く溝部162とを先端に備えている。すなわち、吐出口161より吐出された接着剤は、溝部162を伝うことで径方向外周側へ導かれる。また、ノズル16cには、図4に示すように、吐出口161より吐出されずにノズル16c内に滞留する接着剤の固化を防止するため、上記ヒータ28及び温度センサ34が埋設されている。そして、これらヒータ28及び温度センサ34と上記温度調整器36とにより、ノズル16c内に滞留する接着剤の温度が所望の範囲に保持されるようになっている。
【0019】
温度調整器36は、上記温度センサ32により検出される温度情報に基づいて上記ヒータ26を制御することで、ガン16のホルダ部16aに装着されたカートリッジ58内の接着剤の温度を所望の範囲に保持すると共に、上記温度センサ34により検出される温度情報に基づいて上記ヒータ28を制御することで、ガン16のノズル16c内に滞留する接着剤の温度を所望の範囲に保持する。これにより、ガン16のノズル16cより吐出される接着剤の温度を所望の範囲に保持する。すなわち、ヒータ26,28、温度センサ32,34、及び温度調整器36が、特許請求の範囲に記載の第1温度保持手段に相当する。また、温度調整器36は、上記温度センサ30により検出される温度情報に基づいて上記ヒータ24を制御することで、ロータセット治具14に設置されたロータ56のスロット56aの内面に塗布された接着剤の温度を所望の範囲に保持する。すなわち、ヒータ24、温度センサ30、及び温度調整器36が、特許請求の範囲に記載の第2温度保持手段に相当する。
【0020】
載置台38は、ガン16を載置するための台であり、この載置台38には、上記重量センサ40が設けられている。重量センサ40は、載置台38に載置されたガン16、ガン16のホルダ部16aに装着されたカートリッジ58、及びカートリッジ58内の接着剤等を含む、検出対象物の重量を検出する。重量センサ40により検出された検出対象物の重量情報は、上位コントローラ52に入力される。
【0021】
アラーム42は、後述の塗布作業が開始される前に重量センサ40により検出された検出対象物の重量と、塗布作業が終了された後に重量センサ40により検出された検出対象物の重量との差、すなわち塗布作業でガン16のノズル16cより吐出された接着剤の吐出量(ロータセット治具14に設置されたロータ56の8つのスロット56aの内面に塗布された接着剤の塗布量)が、所望の範囲外となった場合に、その旨を報知するように、上位コントローラ52により制御されている。
【0022】
マグネットセット治具44は、略直方体形状のマグネット68(接着対象物)を設置するための治具である。この例では、マグネットセット治具44には、8つのマグネット68が設置されている。
【0023】
ロボットハンド46は、図6に示すように、互いに遠近する方向に移動可能な2つの把持部材46aを先端に備えており、これら2つの把持部材46aにより、マグネットセット治具44に設置されたマグネット68を把持可能に構成されている。また、ロボットハンド46の把持部材46aとは反対側の端部には、上記ロボット側ATC54と接続可能なハンド側ATC70(第2接続部材)が設置されている。このハンド側ATC70をロボット側ATC54に接続することで、ロボットハンド46をロボットアーム12aの先端に取り付けることができるようになっている。
【0024】
マグネット持換用チャック48は、図7に示すように、互いに遠近する方向に移動可能な2つの把持部材48aを備えている。このマグネット持換用チャック48は、2つの把持部材48aにより、これら2つの把持部材48aの間の所定の領域72にセットされたマグネット68を把持することで、ロボットハンド46の2つの把持部材46aによるマグネット68の把持位置を、把持部材46aの移動方向と直交する方向に沿った略中心位置に調整することができるようになっている。
【0025】
ロボットコントローラ50は、ロボット12の動作を制御する。
【0026】
上位コントローラ52は、電磁弁22による圧縮エアのカートリッジ58内への供給のオン・オフ切替制御、及び、ロボットコントローラ50によるロボット12の動作制御を連携して制御する。また、上位コントローラ52の適宜のメモリには、ガン16のホルダ部16aに装着されたカートリッジ58内の接着剤の分量に対応付けて予め設定された補正係数が記憶されている。本実施形態では、カートリッジ58内の接着剤の分量を複数段階(例えば4段階)に区分し、各段階に対応する補正係数、すなわち電磁弁22による圧縮エアのカートリッジ58内への供給のオン切替時間(言い換えれば、電磁弁22によるエアチューブ66の他端側の開放時間)に対し加算する時間情報が、予め設定され記憶されている。例えば、カートリッジ58内の接着剤の未使用時の分量が400ccである場合、カートリッジ58内の接着剤の分量が300cc〜400ccである場合を第1段階、カートリッジ58内の接着剤の分量が200cc〜300ccである場合を第2段階、カートリッジ58内の接着剤の分量が100cc〜200ccである場合を第3段階、カートリッジ58内の接着剤の分量が0cc〜100ccである場合を第4段階とし、第1段階の補正係数は0秒(実質的に補正なし)、第2段階の補正係数は0.05秒、第3段階の補正係数は0.1秒、第4段階の補正係数は0.15秒のように、予め設定され記憶されている。そして、上位コントローラ52は、ガン16のホルダ部16aに装着されたカートリッジ58内の接着剤の分量に応じて、電磁弁22による圧縮エアのカートリッジ58内への供給のオン切替時間(言い換えれば、電磁弁22によるエアチューブ66の他端側の開放時間)を、上記適宜のメモリに記憶された補正係数を用いて補正する。
【0027】
次に、図8〜図15を用いて、本実施形態においてロボット12が実行する一連の動作の一例について説明する。
【0028】
図8〜図15において、ロボット12は、所定の動作開始の指令が入力されるまでは動作を開始せずに待機している。そして、所定の動作開始の指令が入力されたら動作を開始する。まず、ロボット12は、図8及び図9に示すように、ロボットアーム12aの先端のロボット側ATC54を移動させ、ロボット側ATC54に、上記載置台38に載置されたガン16のガン側ATC60を接続することで、ロボットアーム12aの先端にガン16を取り付ける。そして、ロボットアーム12aを動作しつつ、ロボットアーム12aの先端に取り付けたガン16のノズル16cより、ホルダ部16aに装着されたカートリッジ58内の接着剤を吐出させることにより、ロータセット治具14に設置されたロータ56のスロット56aの内面に対し接着剤を塗布する塗布作業を行う。
【0029】
この塗布作業においては、ロボット12は、図9に示すように、ノズル16cの先端をスロット56aの上部に移動させ(図9(a)参照)、ノズル16cの先端をスロット56aの底部近傍まで挿入し(図9(b)参照)、その後、ノズル16cの先端をスロット56aの底部近傍から開口側に向かって移動させる間に、ノズル16cより接着剤を吐出させることにより、スロット56aの内面に対し接着剤を塗布する(図9(c)参照)。なお、図9(c)中では、スロット56aの内面に対し塗布された接着剤を符号Sで表している。以上の動作を、ロータ56の8つのスロット56aの内面に対し順次行ったら、塗布作業を終了する。
【0030】
塗布作業を終了したら、ロボット12は、ロボットアーム12aの先端に取り付けたガン16を移動させ、ロボット側ATC54とガン側ATC60との接続を解除することでロボットアーム12aの先端よりガン16を取り外し、当該ガン16を上記載置台38に載置する。その後、図10〜図14に示すように、ロボットアーム12aの先端のロボット側ATC54を移動させ、ロボット側ATC54に、ロボットハンド46のハンド側ATC70を接続することで、ロボットアーム12aの先端にロボットハンド46を取り付ける。そして、所定の作業として、ロボットアーム12aの先端に取り付けたロボットハンド46の2つの把持部材46aにより、マグネットセット治具44に設置されたマグネット68を把持し、当該マグネット68を上記塗布作業において内面に接着剤を塗布したロータ56のスロット56a内に挿入する挿入作業を行う。
【0031】
この挿入作業においては、ロボット12は、図11(a)及び図11(b)に示すように、ロボットハンド46の2つの把持部材46aにより、マグネット68を厚み方向に把持して移動させ、図12(a)に示すように、上記領域72において把持を解除してマグネット68をマグネット持換用チャック48にセットする。すると、図12(b)に示すように、マグネット持換用チャック48の2つの把持部材48aにより、上記セットされたマグネット68が幅方向に把持される。これにより、ロボットハンド46の2つの把持部材46aによるマグネット68の把持位置が、把持部材46aの移動方向と直交する方向に沿った略中心位置に調整される。その後、図13に示すように、ロボットハンド46の2つの把持部材46aにより、把持位置が調整されたマグネット68を再び厚み方向に把持し、上記塗布作業において内面に接着剤を塗布したロータ56のスロット56aの上部に移動させ、図14に示すように、当該スロット56a内にマグネット68を挿入する。これにより、挿入作業を終了する。
【0032】
挿入作業を終了したら、ロボット12は、図15(a)及び図15(b)に示すように、ロボットアーム12aの先端に取り付けたロボットハンド46の2つの把持部材46aにより、上記挿入作業においてロータ56のスロット56a内に挿入したマグネット68の挿入方向先端側とは反対側の表面を押下する押下作業を行って、スロット56a内にマグネット68を収納する。これにより、押下作業を終了する。
【0033】
押下作業を終了したら、再び挿入作業を行って、ロボットハンド46の2つの把持部材46aにより、マグネットセット治具44に設置された次のマグネット68を把持し、ロータ56の次のスロット56a内に挿入する。その後、再び押下作業を行って、ロボットハンド46の2つの把持部材46aにより、スロット56a内にマグネット68を収納する。そして、挿入作業及び押下作業を繰り返し行って、ロータ56の8つのスロット56a内にマグネット68をそれぞれ収納したら、ロボット12は、一連の動作を終了する。
【0034】
以上のようなロボット12が実行する一連の動作における制御内容の一例を説明する。
【0035】
すなわち、上位コントローラ52は、ロボット12が、ロボットアーム12aの先端に取り付けたガン16のノズル16cの先端を、ロータセット治具14に設置されたロータ56のスロット56aの上部に移動させ、ノズル16cの先端をスロット56aの底部近傍まで挿入し、その後、ノズル16cの先端をスロット56aの底部近傍から開口側に向かって移動させる間に、ノズル16cより接着剤を吐出させることにより、上述の塗布作業を行うように、電磁弁22及びロボットコントローラ50を連携制御する。これにより、電磁弁22による圧縮エアのカートリッジ58内への供給のオン・オフ切替制御、及び、ロボットコントローラ50によるロボット12の動作制御を連携して制御する。
【0036】
そして、ロボットコントローラ50は、上位コントローラ52の連携制御による塗布作業の終了後、ロボットアーム12aの先端よりガン16を取り外し載置台38に載置し、その後、ロボットアーム12aの先端にロボットハンド46を取り付け、所定の作業として上述の挿入作業を行うように、ロボット12を制御する。具体的には、挿入作業において、ロボットアーム12aの先端に取り付けたロボットハンド46の2つの把持部材46aにより、マグネットセット治具44に設置されたマグネット68を把持して移動させ、領域72において把持を解除してマグネット68をマグネット持換用チャック48にセットした後、マグネット持換用チャック48がマグネット68の把持位置を上記略中心位置に調整したら、2つの把持部材46aによりマグネット68を再び把持して移動させ、塗布作業において内面に接着剤を塗布したロータ56のスロット56a内にマグネット68を挿入するように、ロボット12を制御する。
【0037】
なお、塗布作業の終了された後に載置台38にガン16が載置されると、そのときの前述の検出対象物の重量が重量センサ40により検出され、その検出された検出対象物の重量情報が上位コントローラ52に入力される。すると、上位コントローラ52は、塗布作業が開始される前に重量センサ40より検出された検出対象物の重量と、塗布作業が終了された後に重量センサ40より検出された検出対象物の重量との差を求め、これらの差、すなわち塗布作業でガン16より吐出された接着剤の吐出量(ロータ56の8つのスロット56aの内面に塗布された接着剤の塗布量)が、所望の範囲外となったかどうかを判断する。そして、所望の範囲外となっていた場合には、その旨を報知するように、アラーム42を制御する。
【0038】
また、ロボットコントローラ50は、塗布作業の終了後、ロボットアーム12aの先端に取り付けているロボットハンド46の2つの把持部材46aにより、上述の押下作業を行うように、ロボット12を制御する。
【0039】
以上説明したように、本実施形態の接着剤塗布装置10は、ロボットアーム12aを備えたロボット12と、ロータ56が設置されるロータセット治具14と、ロボットアーム12aの先端に取り付け可能なガン16と、電磁弁22と、温度センサ34と、ロボット12の動作を制御するロボットコントローラ50と、上位コントローラ52とを有している。ガン16は、接着剤を収容したカートリッジ58を装着可能なホルダ部16aを備えており、ホルダ部16aに装着されたカートリッジ58内の接着剤をノズル16cより吐出する。ホルダ部16aにはヒータ26及び温度センサ32が設けられ、ノズル16cにはヒータ28及び温度センサ34が設けられている。そして、これらヒータ26,28及び温度センサ32,34と温度調整器36とにより、ガン16内において接着剤が固まってしまうのを防止することができると共に、ガン16内の接着剤の粘度を略均一に保持することが可能となるので、ガン16より吐出される接着剤の量を略均一にすることが可能となる。その結果、ロータセット治具14に設置されたロータ56のスロット56aの内面への接着剤の塗布量を略均一にすることが可能となる。ロータセット治具14には、ヒータ24及び温度センサ30が設けられている。そして、これらヒータ24及び温度センサ30と温度調整器36とにより、ロータセット治具14に設置されたロータ56のスロット56aの内面に塗布された接着剤の温度を所望の範囲に保持する。これにより、ロータセット治具14に設置されたロータ56のスロット56aの内面に塗布された接着剤が、上述の挿入作業が行われる前に固まってしまうのを防止することができる。電磁弁22は、エア源18より供給されレギュレータ20で空気圧が調整された所定圧の圧縮エアのカートリッジ58内への供給をオン・オフ切替制御する。上位コントローラ52は、電磁弁22による圧縮エアのカートリッジ58内への供給のオン・オフ切替制御、及び、ロボットコントローラ50によるロボット12の動作制御を連携して制御する。以上により、ロボット12が、ロボットアーム12aの先端にガン16を取り付け、ロータセット治具14に設置されたロータ56のスロット56aの内面に対し接着剤を塗布する塗布作業を円滑に行うことが可能となる。
【0040】
ここで、例えば、ロータ56のスロット56aの内面に対する接着剤の塗布に特化した専用の接着剤塗布装置を用いて、ロータ56のスロット56aの内面に対し接着剤を塗布する場合、段取り換え作業や、メンテナンス、クリーニング等に手間がかかる上、設備導入費用が大きくなることが考えられ、汎用性に乏しいという問題がある。これに対し、本実施形態の接着剤塗布装置10では、ロボット12がロボットアーム12aにガン16を取り付け、ロータ56のスロット56aの内面に対し接着剤を塗布することが可能であるので、上記のような専用の接着剤塗布装置を用いる必要がなく、汎用性を向上することができる。
【0041】
また、本実施形態では特に、上位コントローラ52は、ロボット12が、ロボットアーム12aを動作しつつ、ロボットアーム12aの先端に取り付けたガン16より接着剤を吐出させることにより、ロータセット治具14に設置されたロータ56のスロット56aの内面に対し接着剤を塗布する塗布作業を行うように、電磁弁22及びロボットコントローラ50を連携制御する。これにより、ロータ56のスロット56aの内面に対し接着剤を塗布する塗布作業をロボット12に確実に実行させることができる。
【0042】
また、本実施形態では特に、ロボットアーム12aの先端に取り付け可能なロボットハンド46と、ロボットアーム12aの先端に設置されたロボット側ATC54と、ガン16に設置されたガン側ATC60と、ロボットハンド46に設置されたハンド側ATC70とを有している。ガン側ATC60及びハンド側ATC70は、ロボット側ATC54と接続可能となっている。これにより、ロボットアーム12aの先端へのガン16及びロボットハンド46の取り付け、取り外しを容易に行うことができるので、ガン16からロボットハンド46への付け替え、又は、ロボットハンド46からガン16への付け替えを容易に行うことができる。そして、ロボット12が、ロボットアーム12aを動作しつつ、ロボット側ATC54にガン側ATC60を接続することでロボットアーム12aの先端に取り付けたガン16より接着剤を吐出させることにより、上述の塗布作業を行うように、上位コントローラ52により電磁弁22及びロボットコントローラ50が連携して制御される。これにより、塗布作業をロボット12に確実に実行させることができる。また、ロボットコントローラ50は、上記上位コントローラ52の連携制御による塗布作業の終了後、ロボット側ATC54とガン側ATC60との接続を解除することでロボットアーム12aの先端よりガン16を取り外し、その後、ロボット側ATC54にハンド側ATC70を接続することでロボットアーム12aの先端にロボットハンド46を取り付け、塗布作業において接着剤を塗布したロータ56のスロット56aの内面に対し所定の作業を行うように、ロボット12を制御する。これにより、塗布作業の終了後、ガン16からロボットハンド46へ付け替え、塗布作業において接着剤を塗布したロータ56のスロット56aの内面に対し所定の作業を、ロボット12に確実に実行させることができる。
【0043】
また、本実施形態では特に、上位コントローラ52は、ロボット12が、上述の塗布作業において、ロボットアーム12aの先端に取り付けたガン16のノズル16c先端をロータ56のスロット56aの底部近傍まで挿入し、その後、ノズル16c先端をスロット56aの底部近傍から開口側に向かって移動させる間に、ノズル16cより接着剤を吐出させることにより、スロット56aの内面に対し接着剤を塗布するように、電磁弁22及びロボットコントローラ50を連携制御する。これにより、塗布作業において、ロータ56のスロット56aの内面に対し接着剤を塗布する動作を、ロボット12に確実に実行させることができる。また、ノズル16cをスロット56aに挿入する際には接着剤が吐出されず、ノズル16cをスロット56aの底部近傍から抜き取る工程で接着剤が吐出されるので、ノズル16cの吐出口161よりも上側部分に付着する接着剤の量が軽減され、各スロット56aへの塗布量がより均等化されることとなる。
【0044】
また、本実施形態では特に、ガン16を載置するための載置台38と、載置台38に載置されたガン16を含む検出対象物の重量を検出する重量センサ40とを有している。そして、重量センサ40で検出対象物の重量を検出することで、検出対象物に含まれるガン16のホルダ部16aに装着されたカートリッジ58内の接着剤の残量を検出することが可能となる。また、上述の塗布作業が開始される前の検出対象物の重量と、塗布作業が終了された後の検出対象物の重量とを重量センサ40で検出することで、ガン16より吐出された接着剤の吐出量(ロータ56のスロット56aの内面への接着剤の塗布量)を検出することが可能となる。
【0045】
また、本実施形態では特に、上述の塗布作業が開始される前に重量センサ40により検出された検出対象物の重量と、塗布作業が終了された後に重量センサ40により検出された検出対象物の重量との差が、所望の範囲外となった場合に、その旨を報知するアラーム42を有している。これにより、ガン16における接着剤詰まり等により、塗布作業でガン16より吐出された接着剤の吐出量が少な過ぎたことや、塗布作業でガン16より吐出された接着剤の吐出量が多過ぎたことを、使用者に確実に認識させることができる。
【0046】
また、本実施形態では特に、ロボットコントローラ50は、上位コントローラ52の連携制御による塗布作業が終了し、ロボットアーム12aの先端よりガン16を取り外した後、ロボット側ATC54にハンド側ATC70を接続することでロボットアーム12aの先端にロボットハンド46を取り付け、ロボットハンド46の2つの把持部材46aによりマグネット68を把持し、塗布作業において内面に接着剤を塗布したロータ56のスロット56a内にマグネット68を挿入する挿入作業を行うように、ロボット12を制御する。これにより、塗布作業の終了後、ガン16からロボットハンド46へ付け替え、ロボットハンド46の2つの把持部材46aによりマグネット68を把持し、塗布作業において内面に接着剤を塗布したロータ56のスロット56a内にマグネット68を挿入する挿入作業を、ロボットに確実に実行させることができる。
【0047】
また、本実施形態では特に、ロボットアーム12aの先端に取り付けられたロボットハンド46の2つの把持部材46aによるマグネット68の把持位置を、把持部材46aの移動方向と直交する方向に沿った略中心位置に調整するためのマグネット持換用チャック48を有している。そして、ロボットコントローラ50は、上述の挿入作業において、ロボットアーム12aの先端に取り付けたロボットハンド46の2つの把持部材46aによりマグネット68を把持して移動させ、所定の領域72において把持を解除してマグネット68をセットした後、マグネット持換用チャック48がマグネット68の把持位置を上記略中心位置に調整したら、2つの把持部材46aによりマグネット68を再び把持して移動させ、塗布作業において内面に接着剤を塗布したロータ56のスロット56a内にマグネット68を挿入するように、ロボット12を制御する。これにより、挿入作業において、ロボットハンド46の2つの把持部材46aによりマグネット68を把持して移動させ、所定の領域72において把持を解除してマグネット68をセットした後、マグネット持換用チャック48によりマグネット68の把持位置がセンタリングされたら、2つの把持部材46aによりマグネット68を再び把持して移動させ、ロータ56のスロット56a内にマグネット68を挿入する動作を、ロボット12に確実に実行させることができる。
【0048】
また、本実施形態では特に、ロボットコントローラ50は、上述の挿入作業の終了後、ロボットアーム12aの先端に取り付けているロボットハンド46により、ロータ56のスロット56a内に挿入されたマグネット68の挿入方向先端側とは反対側の表面を押下する押下作業を行うように、ロボット12を制御する。これにより、挿入作業の終了後、ロータ56のスロット56a内に挿入されたマグネット68の挿入方向先端側とは反対側の表面を押下する押下作業を、ロボット12に確実に実行させることができる。
【0049】
また、本実施形態では特に、ガン16は、ホルダ部16aに装着されたカートリッジ58内の接着剤を吐出する吐出口161を備え、カートリッジ58の先端に取り付け可能なノズル16cを有している。そして、ノズル16cは、径方向中心部に設けられた吐出口161より吐出された接着剤を径方向外周側へ導く溝部162を先端に備えている。このため、ノズル16cをスロット56aの内部に挿入した状態で接着剤を吐出した際に接着剤が溝部162にそってノズル16cの全周にわたって導かれることとなり、スロット56aの内面に接着剤がまんべんなく均等に塗布されることとなる。
【0050】
また、本実施形態では特に、次のような効果を得ることができる。すなわち、一般に、カートリッジ58内の接着剤の分量が減少するにつれて、カートリッジ58内の空隙の体積が大きくなるので、ガン16より一定量の接着剤を吐出させるための、カートリッジ58内への圧縮エアの供給時間は長くなる。そこで本実施形態においては、上位コントローラ52が、電磁弁22による圧縮エアのカートリッジ58内への供給のオン切替時間を、カートリッジ58内の接着剤の分量に対応付けて予め設定された補正係数を用いて補正する。これにより、カートリッジ58内の接着剤の分量が減少した場合でも、ガン16より一定量の接着剤を吐出させることができる。
【0051】
なお、実施の形態は上記内容に限られるものではなく、その趣旨及び技術的思想を逸脱しない範囲内で種々の変形が可能である。例えば、上記実施形態では、ロボット12の動作を制御するロボットコントローラ50とは別に、上位コントローラ52を設け、この上位コントローラ52により、電磁弁22による圧縮エアのカートリッジ58内への供給のオン・オフ切替制御、及び、ロボットコントローラ50によるロボット12の動作制御を、互いに同期させて制御していたが、これに限られない。すなわち、ロボットコントローラが、ロボット12の動作を制御すると共に、電磁弁22による圧縮エアのカートリッジ58内への供給のオン・オフ切替制御、及び、ロボット12の動作制御を、互いに同期させて制御してもよい。この場合、ロボットコントローラが、特許請求の範囲に記載のロボット制御手段及び統括制御手段に相当する。
【0052】
その他、一々例示はしないが、上記実施形態は、その趣旨を逸脱しない範囲内において、種々の変更が加えられて実施されるものである。
【符号の説明】
【0053】
10 接着剤塗布装置
12 ロボット
12a ロボットアーム
14 ロータセット治具(対象物用治具)
16 ガン(接着剤充填手段)
16a ホルダ部
16c ノズル
18 エア源
20 レギュレータ
22 電磁弁(供給制御手段)
24 ヒータ
26 ヒータ
28 ヒータ
30 温度センサ
32 温度センサ
34 温度センサ
36 温度調整器
38 載置台
40 重量センサ(検出手段)
42 アラーム(報知手段)
46 ロボットハンド(ツール)
46a 把持部材
48 マグネット持換用チャック(調整手段)
50 ロボットコントローラ(ロボット制御手段)
52 上位コントローラ(統括制御手段)
54 ロボット側ATC(ロボット側接続部材)
56 ロータ(対象物)
56a スロット(凹部)
58 カートリッジ
60 ガン側ATC(第1接続部材)
68 マグネット(接着対象物)
70 ハンド側ATC(第2接続部材)
72 所定の領域
161 吐出口
162 溝部
【特許請求の範囲】
【請求項1】
対象物の対象面に接着剤を塗布する接着剤塗布装置であって、
ロボットアームを備えたロボットと、
前記対象面を備えた前記対象物を設置するための対象物用治具と、
前記接着剤を収容したカートリッジを装着可能なホルダ部を備え、当該ホルダ部に装着された前記カートリッジ内の前記接着剤を吐出する、前記ロボットの前記ロボットアームの先端に取り付け可能な接着剤充填手段と、
前記接着剤充填手段より吐出される前記接着剤の温度を所望の範囲に保持するための第1温度保持手段と、
前記対象物用治具に設置された前記対象物の前記対象面に塗布された前記接着剤の温度を所望の範囲に保持するための第2温度保持手段と、
所定圧で流体を供給する流体供給手段からの前記流体の、前記接着剤充填手段の前記ホルダ部に装着された前記カートリッジ内への供給をオン・オフ切替制御する供給制御手段と、
前記ロボットの動作を制御するロボット制御手段と、
前記供給制御手段による前記オン・オフ切替制御、及び、前記ロボット制御手段による前記ロボットの動作制御を連携して制御する統括制御手段と、
を有することを特徴とする接着剤塗布装置。
【請求項2】
前記統括制御手段は、
前記ロボットが、前記ロボットアームを動作しつつ、前記ロボットアームの先端に取り付けた前記接着剤充填手段より前記接着剤を吐出させることにより、前記対象物用治具に設置された前記対象物の前記対象面に対し前記接着剤を塗布する塗布作業を行うように、前記供給制御手段及び前記ロボット制御手段を連携制御する
ことを特徴とする請求項1に記載の接着剤塗布装置。
【請求項3】
前記ロボットの前記ロボットアームの先端に取り付け可能なツールと、
前記ロボットの前記ロボットアームの先端に設置されたロボット側接続部材と、
前記接着剤充填手段に設置され、前記ロボット側接続部材と接続可能な第1接続部材と、
前記ツールに設置され、前記ロボット側接続部材と接続可能な第2接続部材と、
をさらに有し、
前記供給制御手段及び前記ロボット制御手段は、
前記ロボットが、前記ロボットアームを動作しつつ、前記ロボット側接続部材に前記第1接続部材を接続することで前記ロボットアームの先端に取り付けた前記接着剤充填手段より前記接着剤を吐出させることにより、前記塗布作業を行うように、前記統括制御手段により連携制御され、
かつ、
前記ロボット制御手段は、
前記統括制御手段の前記連携制御による前記塗布作業の終了後、前記ロボット側接続部材と前記第1接続部材との接続を解除することで前記ロボットアームの先端より前記接着剤充填手段を取り外し、その後、前記ロボット側接続部材に前記第2接続部材を接続することで前記ロボットアームの先端に前記ツールを取り付け、前記塗布作業において前記接着剤を塗布した前記対象物の前記対象面に対し所定の作業を行うように、前記ロボットを制御する
ことを特徴とする請求項2に記載の接着剤塗布装置。
【請求項4】
前記接着剤充填手段を載置するための載置台と、
前記載置台に載置された前記接着剤充填手段を含む検出対象物の重量を検出する検出手段と、
をさらに有する
ことを特徴とする請求項3に記載の接着剤塗布装置。
【請求項5】
前記塗布作業が開始される前に前記検出手段により検出された前記重量と、前記塗布作業が終了された後に前記検出手段により検出された前記重量との差が、所望の範囲外となった場合に、その旨を報知する報知手段をさらに有する
ことを特徴とする請求項4に記載の接着剤塗布装置。
【請求項6】
前記対象物用治具は、
前記対象面を凹部の内側に備えた前記対象物を設置可能に構成されており、
前記ツールは、
互いに遠近する方向に移動可能な2つの把持部材を備え、当該2つの把持部材により接着対象物を把持可能なロボットハンドであり、
前記ロボット制御手段は、
前記統括制御手段の前記連携制御による前記塗布作業が終了し、前記ロボットアームの先端より前記接着剤充填手段を取り外した後、前記ロボット側接続部材に前記第2接続部材を接続することで前記ロボットアームの先端に前記ロボットハンドを取り付け、前記所定の作業として、前記2つの把持部材により前記接着対象物を把持し、前記塗布作業において前記接着剤を塗布した前記対象物の前記対象面を備えた前記凹部内に前記接着対象物を挿入する挿入作業を行うように、前記ロボットを制御する
ことを特徴とする請求項3乃至5のいずれか1項に記載の接着剤塗布装置。
【請求項7】
前記ロボットの前記ロボットアームの先端に取り付けられた前記ロボットハンドの前記2つの把持部材による前記接着対象物の把持位置を、前記把持部材の移動方向と直交する方向に沿った略中心位置に調整するための調整手段をさらに有し、
前記ロボット制御手段は、
前記挿入作業において、前記ロボットアームの先端に取り付けた前記ロボットハンドの前記2つの把持部材により前記接着対象物を把持して移動させ、所定の領域において前記把持を解除して前記接着対象物をセットした後、前記調整手段が前記接着対象物の把持位置を前記略中心位置に調整したら、前記2つの把持部材により前記接着対象物を再び把持して移動させ、前記塗布作業において前記接着剤を塗布した前記対象物の前記対象面を備えた前記凹部内に前記接着対象物を挿入するように、前記ロボットを制御する
ことを特徴とする請求項6に記載の接着剤塗布装置。
【請求項8】
前記ロボット制御手段は、
前記挿入作業の終了後、前記ロボットアームの先端に取り付けている前記ロボットハンドにより、前記対象物の前記凹部内に挿入された前記接着対象物の挿入方向先端側とは反対側の表面を押下する押下作業を行うように、前記ロボットを制御する
ことを特徴とする請求項6又は7に記載の接着剤塗布装置。
【請求項9】
前記対象物用治具は、
前記対象面を凹部の内側に備えた前記対象物を設置可能に構成されており、
前記統括制御手段は、
前記ロボットが、前記塗布作業において、前記ロボットアームの先端に取り付けた前記接着剤充填手段の先端を前記対象物の前記凹部の底部近傍まで挿入し、その後、前記接着剤充填手段の先端を前記凹部の底部近傍から開口側に向かって移動させる間に、前記接着剤充填手段より前記接着剤を吐出させることにより、前記凹部の内側に備えられた前記対象面に対し前記接着剤を塗布するように、前記供給制御手段及び前記ロボット制御手段を連携制御する
ことを特徴とする請求項2乃至8のいずれか1項に記載の接着剤塗布装置。
【請求項10】
前記接着剤充填手段は、
前記ホルダ部に装着された前記カートリッジ内の前記接着剤を吐出する吐出口を備え、前記カートリッジの先端に取り付け可能なノズルを有しており、
前記ノズルは、
径方向中心部に設けられた前記吐出口より吐出された前記接着剤を径方向外周側へ導く溝部を先端に備える
ことを特徴とする請求項1乃至9のいずれか1項に記載の接着剤塗布装置。
【請求項11】
前記統括制御手段は、
前記供給制御手段による前記流体供給手段からの前記流体の供給のオン切替時間を、前記接着剤充填手段の前記ホルダ部に装着された前記カートリッジ内の前記接着剤の分量に対応付けて予め設定された補正係数を用いて補正する
ことを特徴とする請求項1乃至10のいずれか1項に記載の接着剤塗布装置。
【請求項1】
対象物の対象面に接着剤を塗布する接着剤塗布装置であって、
ロボットアームを備えたロボットと、
前記対象面を備えた前記対象物を設置するための対象物用治具と、
前記接着剤を収容したカートリッジを装着可能なホルダ部を備え、当該ホルダ部に装着された前記カートリッジ内の前記接着剤を吐出する、前記ロボットの前記ロボットアームの先端に取り付け可能な接着剤充填手段と、
前記接着剤充填手段より吐出される前記接着剤の温度を所望の範囲に保持するための第1温度保持手段と、
前記対象物用治具に設置された前記対象物の前記対象面に塗布された前記接着剤の温度を所望の範囲に保持するための第2温度保持手段と、
所定圧で流体を供給する流体供給手段からの前記流体の、前記接着剤充填手段の前記ホルダ部に装着された前記カートリッジ内への供給をオン・オフ切替制御する供給制御手段と、
前記ロボットの動作を制御するロボット制御手段と、
前記供給制御手段による前記オン・オフ切替制御、及び、前記ロボット制御手段による前記ロボットの動作制御を連携して制御する統括制御手段と、
を有することを特徴とする接着剤塗布装置。
【請求項2】
前記統括制御手段は、
前記ロボットが、前記ロボットアームを動作しつつ、前記ロボットアームの先端に取り付けた前記接着剤充填手段より前記接着剤を吐出させることにより、前記対象物用治具に設置された前記対象物の前記対象面に対し前記接着剤を塗布する塗布作業を行うように、前記供給制御手段及び前記ロボット制御手段を連携制御する
ことを特徴とする請求項1に記載の接着剤塗布装置。
【請求項3】
前記ロボットの前記ロボットアームの先端に取り付け可能なツールと、
前記ロボットの前記ロボットアームの先端に設置されたロボット側接続部材と、
前記接着剤充填手段に設置され、前記ロボット側接続部材と接続可能な第1接続部材と、
前記ツールに設置され、前記ロボット側接続部材と接続可能な第2接続部材と、
をさらに有し、
前記供給制御手段及び前記ロボット制御手段は、
前記ロボットが、前記ロボットアームを動作しつつ、前記ロボット側接続部材に前記第1接続部材を接続することで前記ロボットアームの先端に取り付けた前記接着剤充填手段より前記接着剤を吐出させることにより、前記塗布作業を行うように、前記統括制御手段により連携制御され、
かつ、
前記ロボット制御手段は、
前記統括制御手段の前記連携制御による前記塗布作業の終了後、前記ロボット側接続部材と前記第1接続部材との接続を解除することで前記ロボットアームの先端より前記接着剤充填手段を取り外し、その後、前記ロボット側接続部材に前記第2接続部材を接続することで前記ロボットアームの先端に前記ツールを取り付け、前記塗布作業において前記接着剤を塗布した前記対象物の前記対象面に対し所定の作業を行うように、前記ロボットを制御する
ことを特徴とする請求項2に記載の接着剤塗布装置。
【請求項4】
前記接着剤充填手段を載置するための載置台と、
前記載置台に載置された前記接着剤充填手段を含む検出対象物の重量を検出する検出手段と、
をさらに有する
ことを特徴とする請求項3に記載の接着剤塗布装置。
【請求項5】
前記塗布作業が開始される前に前記検出手段により検出された前記重量と、前記塗布作業が終了された後に前記検出手段により検出された前記重量との差が、所望の範囲外となった場合に、その旨を報知する報知手段をさらに有する
ことを特徴とする請求項4に記載の接着剤塗布装置。
【請求項6】
前記対象物用治具は、
前記対象面を凹部の内側に備えた前記対象物を設置可能に構成されており、
前記ツールは、
互いに遠近する方向に移動可能な2つの把持部材を備え、当該2つの把持部材により接着対象物を把持可能なロボットハンドであり、
前記ロボット制御手段は、
前記統括制御手段の前記連携制御による前記塗布作業が終了し、前記ロボットアームの先端より前記接着剤充填手段を取り外した後、前記ロボット側接続部材に前記第2接続部材を接続することで前記ロボットアームの先端に前記ロボットハンドを取り付け、前記所定の作業として、前記2つの把持部材により前記接着対象物を把持し、前記塗布作業において前記接着剤を塗布した前記対象物の前記対象面を備えた前記凹部内に前記接着対象物を挿入する挿入作業を行うように、前記ロボットを制御する
ことを特徴とする請求項3乃至5のいずれか1項に記載の接着剤塗布装置。
【請求項7】
前記ロボットの前記ロボットアームの先端に取り付けられた前記ロボットハンドの前記2つの把持部材による前記接着対象物の把持位置を、前記把持部材の移動方向と直交する方向に沿った略中心位置に調整するための調整手段をさらに有し、
前記ロボット制御手段は、
前記挿入作業において、前記ロボットアームの先端に取り付けた前記ロボットハンドの前記2つの把持部材により前記接着対象物を把持して移動させ、所定の領域において前記把持を解除して前記接着対象物をセットした後、前記調整手段が前記接着対象物の把持位置を前記略中心位置に調整したら、前記2つの把持部材により前記接着対象物を再び把持して移動させ、前記塗布作業において前記接着剤を塗布した前記対象物の前記対象面を備えた前記凹部内に前記接着対象物を挿入するように、前記ロボットを制御する
ことを特徴とする請求項6に記載の接着剤塗布装置。
【請求項8】
前記ロボット制御手段は、
前記挿入作業の終了後、前記ロボットアームの先端に取り付けている前記ロボットハンドにより、前記対象物の前記凹部内に挿入された前記接着対象物の挿入方向先端側とは反対側の表面を押下する押下作業を行うように、前記ロボットを制御する
ことを特徴とする請求項6又は7に記載の接着剤塗布装置。
【請求項9】
前記対象物用治具は、
前記対象面を凹部の内側に備えた前記対象物を設置可能に構成されており、
前記統括制御手段は、
前記ロボットが、前記塗布作業において、前記ロボットアームの先端に取り付けた前記接着剤充填手段の先端を前記対象物の前記凹部の底部近傍まで挿入し、その後、前記接着剤充填手段の先端を前記凹部の底部近傍から開口側に向かって移動させる間に、前記接着剤充填手段より前記接着剤を吐出させることにより、前記凹部の内側に備えられた前記対象面に対し前記接着剤を塗布するように、前記供給制御手段及び前記ロボット制御手段を連携制御する
ことを特徴とする請求項2乃至8のいずれか1項に記載の接着剤塗布装置。
【請求項10】
前記接着剤充填手段は、
前記ホルダ部に装着された前記カートリッジ内の前記接着剤を吐出する吐出口を備え、前記カートリッジの先端に取り付け可能なノズルを有しており、
前記ノズルは、
径方向中心部に設けられた前記吐出口より吐出された前記接着剤を径方向外周側へ導く溝部を先端に備える
ことを特徴とする請求項1乃至9のいずれか1項に記載の接着剤塗布装置。
【請求項11】
前記統括制御手段は、
前記供給制御手段による前記流体供給手段からの前記流体の供給のオン切替時間を、前記接着剤充填手段の前記ホルダ部に装着された前記カートリッジ内の前記接着剤の分量に対応付けて予め設定された補正係数を用いて補正する
ことを特徴とする請求項1乃至10のいずれか1項に記載の接着剤塗布装置。
【図1】


【図2】

【図3】
【図4】
【図5】

【図6】

【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2013−31805(P2013−31805A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2011−168983(P2011−168983)
【出願日】平成23年8月2日(2011.8.2)
【出願人】(000006622)株式会社安川電機 (2,482)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成23年8月2日(2011.8.2)
【出願人】(000006622)株式会社安川電機 (2,482)
【Fターム(参考)】
[ Back to top ]