
接着剤注入装置
【課題】ピン挿入孔に接着剤を過不足なく正確に注入する。
【解決手段】本体部材1の基部1aの後端に接着剤注入ガン7を接続し、基部1aの前端から注入ノズル1eが前方に向けて注射針状に突出されている。キャップ部材2の前端の外径がピン挿入孔6の内径とほぼ等しくされた円筒挿入部2bを注入ノズル1eの外側に挿通する。円筒挿入部2bの前端の外周に沿って弾性を有し薄肉の拡径部2hが設けられ、円筒挿入部2bと注入ノズル1eを合わせた外容積は、アンカピンのピン挿入孔6内に挿入される容積と等しくされている。注入ノズル1e、円筒挿入部2bをピン挿入孔6内に取り付け、接着剤注入ガン7から接着剤8を注入ノズル1eを介してピン挿入孔6内に注入すると、拡径部2hの存在により接着剤8が円筒挿入部2bとピン挿入孔6の間を通って外部に流出することがなくなり、適量の接着剤が正確に注入される。
【解決手段】本体部材1の基部1aの後端に接着剤注入ガン7を接続し、基部1aの前端から注入ノズル1eが前方に向けて注射針状に突出されている。キャップ部材2の前端の外径がピン挿入孔6の内径とほぼ等しくされた円筒挿入部2bを注入ノズル1eの外側に挿通する。円筒挿入部2bの前端の外周に沿って弾性を有し薄肉の拡径部2hが設けられ、円筒挿入部2bと注入ノズル1eを合わせた外容積は、アンカピンのピン挿入孔6内に挿入される容積と等しくされている。注入ノズル1e、円筒挿入部2bをピン挿入孔6内に取り付け、接着剤注入ガン7から接着剤8を注入ノズル1eを介してピン挿入孔6内に注入すると、拡径部2hの存在により接着剤8が円筒挿入部2bとピン挿入孔6の間を通って外部に流出することがなくなり、適量の接着剤が正確に注入される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えばアンカピンを用いて建物外壁のタイル等の剥落を防止するに際し、ピン挿入孔に接着剤を注入する接着剤注入装置に関するものである。
【背景技術】
【0002】
従来から、建物のタイル剥落を防止するために、建物に樹脂注入孔を穿孔し、この樹脂注入孔内に接着樹脂を注入し、アンカピンを挿入してタイルを固定する方法が用いられている。
【0003】
特許文献1には、樹脂注入孔内に注入ノズルを差し込んで接着樹脂を注入し、注入ノズルを引き抜いた後に、樹脂注入孔にアンカピンを挿入して、アンカピンによりタイルをコンクリート躯体に固定する装置及び工法が開示されている。
【0004】
この装置及び工法においては、接着樹脂の注入に際して、樹脂注入孔内に挿入される注入ノズル等による空胴の容積が、後に挿入されるアンカピンの容積とほぼ同等となるように、注入ノズルの大きさ等が設計されており、樹脂注入孔内に適量の接着樹脂が残留するようにされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−307454号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、注入ノズルにより接着樹脂を注入した後に、注入ノズルを引き抜くと、注入ノズルの表面に付着した接着樹脂が注入ノズルと共に外部に引き出されてしまう。そのために引用文献1では、この接着樹脂が引き出されることを予め見込んで、接着樹脂の注入量を実際の必要量よりも多めに注入するようにしている。
【0007】
しかし、気温による接着樹脂の粘度の変化、溶媒の量による粘度の変化によって、注入ノズルに付着して引き出される接着樹脂の量は安定せず、多少なりとも樹脂注入孔への接着樹脂の充填量が多かったり、少なかったりすることが生じ易い。
【0008】
接着樹脂が多い場合には、アンカピンの挿入に伴って樹脂注入孔から接着樹脂が漏れ出てしまい、接着樹脂が少ない場合には、樹脂注入孔とアンカピンとの間に空隙が生ずることになる。前者の場合には、漏れ出た接着樹脂を拭き取らねばならず、時間的、量的な損失が生じ、拭き取りが十分でないと美観上の問題が残る。また、後者の場合には空隙によってアンカピンの固着力が弱体化する問題がある。
【0009】
本発明の目的は、本出願人が特願2010−272161において提案した接着剤注入装置の改良に係るものであり、穿孔したピン挿入孔に接着剤が漏れ出すことなく、また過不足なく正確に注入でき、アンカピンを安定して固定し得る接着剤注入装置を提供することにある。
【課題を解決するための手段】
【0010】
上述の目的を達成するための本発明に係る接着剤注入装置は、予め穿孔されたピン挿入孔に対するアンカピンの挿入に先立ち、前記ピン挿入孔内に接着剤を注入する接着剤注入装置であって、前端に前記ピン挿入孔に挿入する細管から成る注入ノズルを突出すると共に後端に接着剤供給装置を接続する接続部を有する本体部材と、前記注入ノズルの外周に対し摺動自在に取り付け、前端に前記ピン挿入孔の入口部内に嵌入する円筒挿入部を有するキャップ部材とから成り、前記円筒挿入部の先端の外周に沿って弾性を有する薄肉の拡径部を備え、前記注入ノズルと前記円筒挿入部の外容積の和が、前記アンカピンの前記ピン挿入孔内に挿入される部分の容積と等しくなるようにし、前記接着剤供給装置から前記注入ノズルを介して前記接着剤を前記ピン挿入孔内に注入することを特徴とする。
【発明の効果】
【0011】
本発明に係る接着剤注入装置によれば、ピン挿入孔に接着剤が漏れ出すことなく所定量の接着剤が正確に注入されるので、アンカピンを挿入したときに余分な接着剤がピン挿入孔から溢れ出して周囲を汚したり、或いは少な過ぎてアンカピンの固着力が弱まることもない。
【図面の簡単な説明】
【0012】
【図1】接着剤注入装置の分解断面図である。
【図2】キャップ部材の背面図である。
【図3】接着剤注入装置の組立状態の断面図である。
【図4】ピン挿入孔内に注入ノズルを挿入した状態の断面図である。
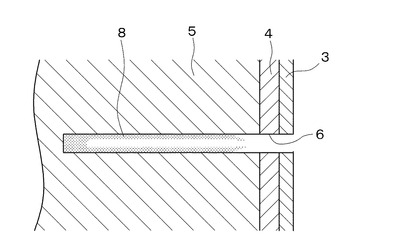
【図5】ピン挿入孔内に接着剤を注入した状態の断面図である。
【図6】ピン挿入孔から注入ノズルを引き抜く過程の断面図である。
【図7】接着剤を注入してピン挿入孔から注入ノズルを引き抜いた状態の断面図である。
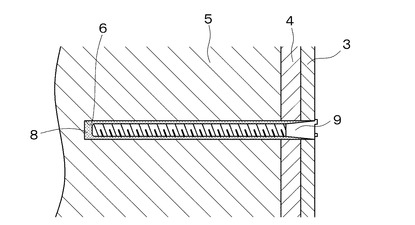
【図8】ピン挿入孔内に接着剤が充填された状態の断面図である。
【図9】ピン挿入孔内にアンカピンを挿入した状態の断面図である。
【発明を実施するための形態】
【0013】
本発明を図示の実施例に基づいて詳細に説明する。
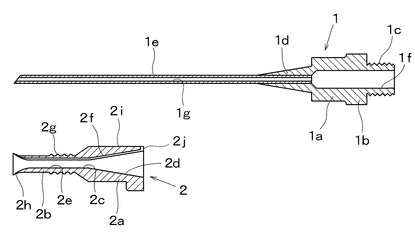
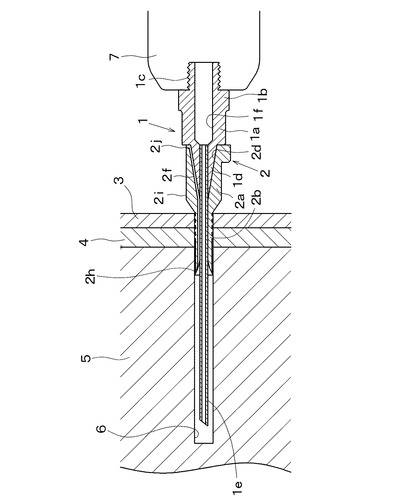
図1は予め穿孔されたピン挿入孔に対するアンカピンの挿入に先立ち、前記ピン挿入孔内に接着剤を注入するための接着剤注入装置の分解断面図であり、合成樹脂材から成る本体部材1とキャップ部材2とから成っている。
【0014】
本体部材1の基部1aは略円筒形とされ、その後部には外径が多角形のフランジ1bが設けられ、後端部の円筒部外周に後述する接着剤注入ガンの接続部となるねじ部1cが設けられている。また、基部1aの前端は前方に向けて小径となるテーパ部1dが設けられている。このテーパ部1dには、例えば樹脂製の細管から成り前方に向けて注射針状に突出した注入ノズル1eが固定されており、基部1aの内孔1fは注入ノズル1eの内孔1gに連通されている。
【0015】
一方、略円筒状のキャップ部材2は注入ノズル1e上に挿通した場合に、注入ノズル1eの外周に対し隙間が殆どない程度のクリアランスを有して摺動自在とされている。キャップ部材2は後端の保持部2aと前端の所定長を有する円筒挿入部2bとから成り、保持部2aの内孔2cの後部は本体部材1のテーパ部1dと嵌合するテーパ内孔2dとされている。また、円筒挿入部2bの外径は後述するピン挿入孔の内径とほぼ等しくされている。
【0016】
保持部2aの内孔2cの一部及び円筒挿入部2bの内孔2eの径は、注入ノズル1eの外径と前述のようにほぼ一致し、これらの内孔2c、2e及びテーパ内孔2dの内面に沿って長手方向に空気抜き兼樹脂通過用の通溝2fが設けられている。円筒挿入部2bの根元の外周には複数条の円環状リブ2gが設けられ、円筒挿入部2bの先端の外周に沿って、弾性を有する薄肉の拡径部2hが漏斗状に形成されている。
【0017】
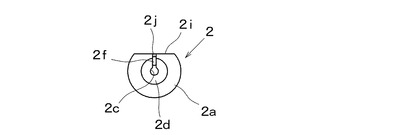
また、図2に示すように保持部2aの上部には、断面Dカットの切削部2iが形成され、この切削部2iの後端に空気、接着剤の溢出孔2jが設けられ、通溝2fの後端はこの溢出孔2jに連通されている。
【0018】
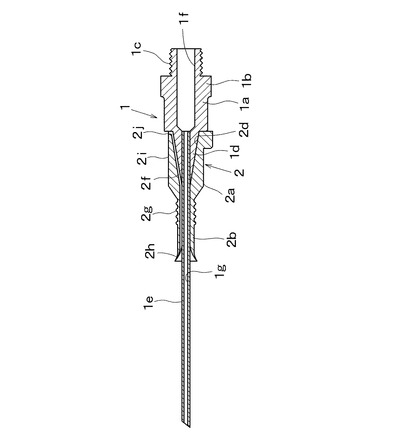
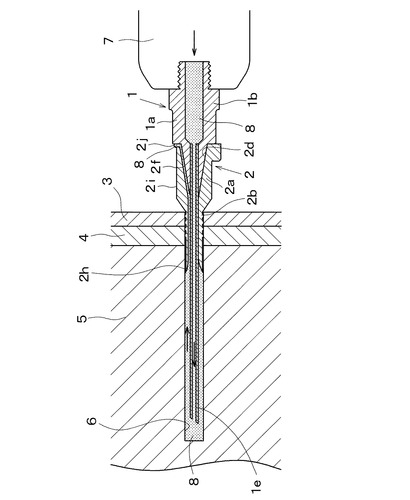
図3は本体部材1とキャップ部材2とを組立てた状態の断面図であり、拡径部2hを含めた円筒挿入部2bとその前方の注入ノズル1eを加え合わせた外容積は、後述するアンカピンのピン挿入孔内に挿入される部分の容積とほぼ等しくされている。
【0019】
この接着剤注入装置の寸法は、使用すべきアンカピンの大きさによっても変わるが、例えば内径5mm、深さ70mmのピン挿入孔をタイル、コンクリート駆体等に穿孔した場合には、注入ノズル1eは外径3mm、内径2mm、円筒挿入部2bの先端からの長さ50mmとされ、注入ノズル1eの先端はピン挿入孔の奥部にまで達する長さとされている。また、保持部2aは外径8mm、長さ20mm、円筒挿入部2bは外径5mm、長さ15mmとされ、通溝2fの幅は1mm、深さは0.5mmである。
【0020】
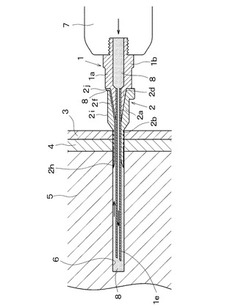
この接着剤注入装置の使用に際しては、図4に示すように予めタイル3、接着剤層4、コンクリート躯体5にドリルにより穿孔されたピン挿入孔6を使用する。本体部材1にキャップ部材2を装着し、本体部材1の基部1aをフランジ1bを手で持って回転させ、接着剤供給装置である接着剤注入ガン7にねじ部1cにより連結する。キャップ部材2を本体部材1側に寄せて、テーパ部1dとテーパ内孔2dとを嵌合し、更に切削部2iを上に向けるように回転し、作業者が溢出孔2jを監視できるようにする。
【0021】
次いで、注入ノズル1eの先端をピン挿入孔6内に挿入すると共に、円筒挿入部2bをピン挿入孔6の入口部に嵌入する。このとき、円筒挿入部2bの先端の弾性を有する拡径部2hがピン挿入孔6内にすぼまるようにすることにより、円筒挿入部2bとピン挿入孔6の間が密封される。なお、拡径部2hが逆にピン挿入孔6により後方に捲くられたとしても、拡径部2hはピン挿入孔6との間を密封することができる。
【0022】
注入ノズル1eは図3に示すようにキャップ部材2を組合せてからピン挿入孔6内に挿入するのではなく、キャップ部材2の円筒挿入部2bのみを単独でピン挿入孔6に嵌入して溢出孔2jが上を向くように位置決めし、次いで接着剤注入ガン7を固定した本体部材1の注入ノズル1eをキャップ部材2に挿通しながら、本体部材1をキャップ部材2に嵌合する手順としてもよい。
【0023】
続いて、接着剤注入ガン7を作用させて、接着剤注入ガン7内のエポキシ樹脂等の接着剤8を注入ノズル1eを介してピン挿入孔6内に注入する。このとき、円筒挿入部2bの外径はピン挿入孔6の内径とほぼ同等とされており、かつ円筒挿入部2bの先端には弾性を有する拡径部2hによりピン挿入孔6との間が密封され、更には円筒挿入部2bの周囲に円環状リブ2gを設けているので、円筒挿入部2bとピン挿入孔6との隙間から接着剤8が外部に洩出することはない。
【0024】
この接着剤8の注入により、ピン挿入孔6の注入ノズル1e、円筒挿入部2bを除いた空間内に接着剤8がピン挿入孔6の奥部から充填され始め、内部の空気は円筒挿入部2b、保持部2a内に設けられた通溝2fを経て保持部2aの溢出孔2jから外部に放出される。更に注入を続け、空間内に接着剤8が充填され終ると、図5に示すように接着剤8は通溝2fを通って溢出孔2jから溢れ出す。
【0025】
作業者はこの状態を目視により確認すれば、ピン挿入孔6内に所要量の接着剤8が充填されたことが分かるので、接着剤注入ガン7による接着剤8の注入を停止する。なお、キャップ部材2は接着剤8の動きを目視できるように透明又は半透明樹脂材から成ることが好ましいが、不透明であっても溢出孔2jを監視していれば、接着剤8のピン挿入孔6内への充填具合を判別することができる。
【0026】
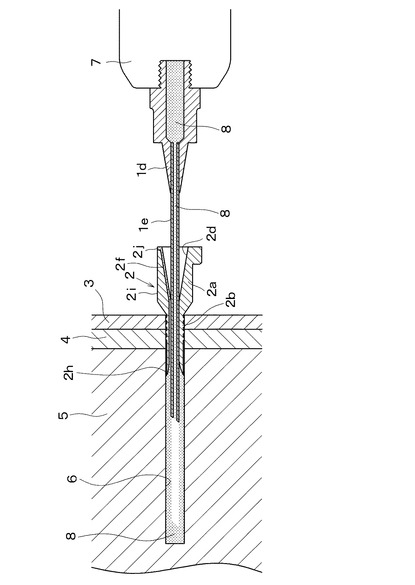
ここで、図6に示すようにキャップ部材2の保持部2aを持って、円筒挿入部2bをピン挿入孔6の入口部に嵌入した状態で、注入ノズル1eを基部1a、接着剤注入ガン7と共にピン挿入孔6から引き抜く。このとき、注入ノズル1eの周囲に付着した接着剤8は円筒挿入部2bの先端によりピン挿入孔6の内部にそぎ落とされ、必要な接着剤8がピン挿入孔6の外部に引き出されることはない。注入ノズル1eをピン挿入孔6から引き抜くと、図7に示すように、ピン挿入孔6にはキャップ部材2の円筒挿入部2bが嵌入された状態となる。
【0027】
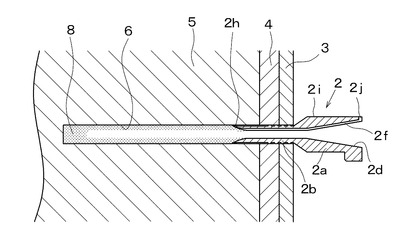
次いで、円筒挿入部2bをピン挿入孔6から引き抜くと、図8に示すようにピン挿入孔6内には、過不足のない必要量の接着剤8が残留していることになる。つまり、ピン挿入孔6内には、注入ノズル1eと円筒挿入部2bとの外容積の和に相当する空隙が生ずる。この空隙はアンカピンのピン挿入孔6内に挿入される部分の容積に相当しているので、粘度等によらない適量の接着剤8が正確に充填されていることになる。従って、アンカピンをピン挿入孔6に挿入しても接着剤8が外部に洩れ出すとか、或いは接着剤8の量が不足することはない。
【0028】
次いで、図9に示すようにピン挿入孔6内にアンカピン9をねじ込み、一連のアンカピン固定作業が終了する。アンカピン9には螺旋状にねじが刻設されており、接着剤8中に捩じ込むことにより、ねじ間にも接着剤8が入り込み、接着剤8が固化すればアンカピン9は抜け難くなる。このアンカピン9の頭部はタイル3の一部を掛止しているので、アンカピン9によりタイル3の剥落が防止されることになる。アンカピン9の頭部はタイル3に掛止できればよく、頭部の形状はこれに限定されることはない。
【0029】
この接着剤注入装置は数回の繰り返しの使用により、使い捨てとされるが、作業終了後に洗浄等をすれば連続して使用することもできる。また、ピン挿入孔6の深さなどに合わせて注入ノズル1eの先端を切り捨てることにより、深さが異なるピン挿入孔6に容易に対応させて使用することができる。この場合に、注入ノズル1eの先端を注射針のように斜めに切削すると、先端がピン挿入孔6の突き当り部に接しても先端が塞がれることがなく、接着剤8を容易に注入することができる。
【0030】
また、キャップ部材2の円筒挿入部2bの先端を斜めに形成し、この斜め部分の外周に沿って拡径部2hを形成すると、円筒挿入部2bをピン挿入孔6に挿入する際に、拡径部2hがすぼまり易くなる利点がある。
【0031】
本発明においては、注入ノズル1e、円筒挿入部2bの外容積をアンカピン9のピン挿入孔6内に挿入される部分の容積と同等とすることが必要である。従って、ピン挿入孔6の大きさ、アンカピン9の大きさが変わった場合に、これらに対応した注入ノズル1e、円筒挿入部2bを選択しなければならない。この場合には、注入ノズル1eの径を変えることなく、円筒挿入部2bの外容積の大きさつまり挿入深さを変えたキャップ部材2を用意しておき、キャップ部材2を交換することにより対応させることが実用的である。
【0032】
また、実施例の接着剤8にはエポキシ樹脂を用いたが、接着剤としての機能を有すれば、有機材料、無機材料に拘らず使用することができる。接着剤8は注入ノズル1eから注入可能な液体であって、キャップ部材2をピン挿入孔6から引き抜いた後に流れ出ないペースト状又はグリース状のものが好適である。市販の接着剤としては、ボンドE208、ボンドE209(何れもコニシ株式会社の商品名)等が挙げられるが、これらに限定されることはない。しかし、接着剤注入装置の材質は使用する接着剤8に対して、耐溶剤性を有する材料であることが必要である。
【0033】
更に、本発明の接着剤注入装置は下方向又は斜め下方向に開口部を向けたピン挿入孔6に対しても適用可能である。下方向を向くピン挿入孔6に接着剤8を注入しても、通常は流れ出して量不足となる。しかし、本発明においては、図7に示すように接着剤8の注入し注入ノズル1eを抜いた直後には、キャップ部材2の円筒挿入部2bがピン挿入孔6の入口部に嵌合している。従って、この状態で接着剤8が或る程度まで硬化するのを待てば、円筒挿入部2bを外しても接着剤8が外部に流出することはない。
【符号の説明】
【0034】
1 本体部材
1a 基部
1e 注入ノズル
2 キャップ部材
2a 保持部
2b 円筒挿入部
2f 通溝
2g 円環状リブ
2h 拡径部
2i 切削部
2j 溢出孔
3 タイル
4 接着剤層
5 コンクリート躯体
6 ピン挿入孔
7 接着剤注入ガン
8 接着剤
9 アンカピン
【技術分野】
【0001】
本発明は、例えばアンカピンを用いて建物外壁のタイル等の剥落を防止するに際し、ピン挿入孔に接着剤を注入する接着剤注入装置に関するものである。
【背景技術】
【0002】
従来から、建物のタイル剥落を防止するために、建物に樹脂注入孔を穿孔し、この樹脂注入孔内に接着樹脂を注入し、アンカピンを挿入してタイルを固定する方法が用いられている。
【0003】
特許文献1には、樹脂注入孔内に注入ノズルを差し込んで接着樹脂を注入し、注入ノズルを引き抜いた後に、樹脂注入孔にアンカピンを挿入して、アンカピンによりタイルをコンクリート躯体に固定する装置及び工法が開示されている。
【0004】
この装置及び工法においては、接着樹脂の注入に際して、樹脂注入孔内に挿入される注入ノズル等による空胴の容積が、後に挿入されるアンカピンの容積とほぼ同等となるように、注入ノズルの大きさ等が設計されており、樹脂注入孔内に適量の接着樹脂が残留するようにされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−307454号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、注入ノズルにより接着樹脂を注入した後に、注入ノズルを引き抜くと、注入ノズルの表面に付着した接着樹脂が注入ノズルと共に外部に引き出されてしまう。そのために引用文献1では、この接着樹脂が引き出されることを予め見込んで、接着樹脂の注入量を実際の必要量よりも多めに注入するようにしている。
【0007】
しかし、気温による接着樹脂の粘度の変化、溶媒の量による粘度の変化によって、注入ノズルに付着して引き出される接着樹脂の量は安定せず、多少なりとも樹脂注入孔への接着樹脂の充填量が多かったり、少なかったりすることが生じ易い。
【0008】
接着樹脂が多い場合には、アンカピンの挿入に伴って樹脂注入孔から接着樹脂が漏れ出てしまい、接着樹脂が少ない場合には、樹脂注入孔とアンカピンとの間に空隙が生ずることになる。前者の場合には、漏れ出た接着樹脂を拭き取らねばならず、時間的、量的な損失が生じ、拭き取りが十分でないと美観上の問題が残る。また、後者の場合には空隙によってアンカピンの固着力が弱体化する問題がある。
【0009】
本発明の目的は、本出願人が特願2010−272161において提案した接着剤注入装置の改良に係るものであり、穿孔したピン挿入孔に接着剤が漏れ出すことなく、また過不足なく正確に注入でき、アンカピンを安定して固定し得る接着剤注入装置を提供することにある。
【課題を解決するための手段】
【0010】
上述の目的を達成するための本発明に係る接着剤注入装置は、予め穿孔されたピン挿入孔に対するアンカピンの挿入に先立ち、前記ピン挿入孔内に接着剤を注入する接着剤注入装置であって、前端に前記ピン挿入孔に挿入する細管から成る注入ノズルを突出すると共に後端に接着剤供給装置を接続する接続部を有する本体部材と、前記注入ノズルの外周に対し摺動自在に取り付け、前端に前記ピン挿入孔の入口部内に嵌入する円筒挿入部を有するキャップ部材とから成り、前記円筒挿入部の先端の外周に沿って弾性を有する薄肉の拡径部を備え、前記注入ノズルと前記円筒挿入部の外容積の和が、前記アンカピンの前記ピン挿入孔内に挿入される部分の容積と等しくなるようにし、前記接着剤供給装置から前記注入ノズルを介して前記接着剤を前記ピン挿入孔内に注入することを特徴とする。
【発明の効果】
【0011】
本発明に係る接着剤注入装置によれば、ピン挿入孔に接着剤が漏れ出すことなく所定量の接着剤が正確に注入されるので、アンカピンを挿入したときに余分な接着剤がピン挿入孔から溢れ出して周囲を汚したり、或いは少な過ぎてアンカピンの固着力が弱まることもない。
【図面の簡単な説明】
【0012】
【図1】接着剤注入装置の分解断面図である。
【図2】キャップ部材の背面図である。
【図3】接着剤注入装置の組立状態の断面図である。
【図4】ピン挿入孔内に注入ノズルを挿入した状態の断面図である。
【図5】ピン挿入孔内に接着剤を注入した状態の断面図である。
【図6】ピン挿入孔から注入ノズルを引き抜く過程の断面図である。
【図7】接着剤を注入してピン挿入孔から注入ノズルを引き抜いた状態の断面図である。
【図8】ピン挿入孔内に接着剤が充填された状態の断面図である。
【図9】ピン挿入孔内にアンカピンを挿入した状態の断面図である。
【発明を実施するための形態】
【0013】
本発明を図示の実施例に基づいて詳細に説明する。
図1は予め穿孔されたピン挿入孔に対するアンカピンの挿入に先立ち、前記ピン挿入孔内に接着剤を注入するための接着剤注入装置の分解断面図であり、合成樹脂材から成る本体部材1とキャップ部材2とから成っている。
【0014】
本体部材1の基部1aは略円筒形とされ、その後部には外径が多角形のフランジ1bが設けられ、後端部の円筒部外周に後述する接着剤注入ガンの接続部となるねじ部1cが設けられている。また、基部1aの前端は前方に向けて小径となるテーパ部1dが設けられている。このテーパ部1dには、例えば樹脂製の細管から成り前方に向けて注射針状に突出した注入ノズル1eが固定されており、基部1aの内孔1fは注入ノズル1eの内孔1gに連通されている。
【0015】
一方、略円筒状のキャップ部材2は注入ノズル1e上に挿通した場合に、注入ノズル1eの外周に対し隙間が殆どない程度のクリアランスを有して摺動自在とされている。キャップ部材2は後端の保持部2aと前端の所定長を有する円筒挿入部2bとから成り、保持部2aの内孔2cの後部は本体部材1のテーパ部1dと嵌合するテーパ内孔2dとされている。また、円筒挿入部2bの外径は後述するピン挿入孔の内径とほぼ等しくされている。
【0016】
保持部2aの内孔2cの一部及び円筒挿入部2bの内孔2eの径は、注入ノズル1eの外径と前述のようにほぼ一致し、これらの内孔2c、2e及びテーパ内孔2dの内面に沿って長手方向に空気抜き兼樹脂通過用の通溝2fが設けられている。円筒挿入部2bの根元の外周には複数条の円環状リブ2gが設けられ、円筒挿入部2bの先端の外周に沿って、弾性を有する薄肉の拡径部2hが漏斗状に形成されている。
【0017】
また、図2に示すように保持部2aの上部には、断面Dカットの切削部2iが形成され、この切削部2iの後端に空気、接着剤の溢出孔2jが設けられ、通溝2fの後端はこの溢出孔2jに連通されている。
【0018】
図3は本体部材1とキャップ部材2とを組立てた状態の断面図であり、拡径部2hを含めた円筒挿入部2bとその前方の注入ノズル1eを加え合わせた外容積は、後述するアンカピンのピン挿入孔内に挿入される部分の容積とほぼ等しくされている。
【0019】
この接着剤注入装置の寸法は、使用すべきアンカピンの大きさによっても変わるが、例えば内径5mm、深さ70mmのピン挿入孔をタイル、コンクリート駆体等に穿孔した場合には、注入ノズル1eは外径3mm、内径2mm、円筒挿入部2bの先端からの長さ50mmとされ、注入ノズル1eの先端はピン挿入孔の奥部にまで達する長さとされている。また、保持部2aは外径8mm、長さ20mm、円筒挿入部2bは外径5mm、長さ15mmとされ、通溝2fの幅は1mm、深さは0.5mmである。
【0020】
この接着剤注入装置の使用に際しては、図4に示すように予めタイル3、接着剤層4、コンクリート躯体5にドリルにより穿孔されたピン挿入孔6を使用する。本体部材1にキャップ部材2を装着し、本体部材1の基部1aをフランジ1bを手で持って回転させ、接着剤供給装置である接着剤注入ガン7にねじ部1cにより連結する。キャップ部材2を本体部材1側に寄せて、テーパ部1dとテーパ内孔2dとを嵌合し、更に切削部2iを上に向けるように回転し、作業者が溢出孔2jを監視できるようにする。
【0021】
次いで、注入ノズル1eの先端をピン挿入孔6内に挿入すると共に、円筒挿入部2bをピン挿入孔6の入口部に嵌入する。このとき、円筒挿入部2bの先端の弾性を有する拡径部2hがピン挿入孔6内にすぼまるようにすることにより、円筒挿入部2bとピン挿入孔6の間が密封される。なお、拡径部2hが逆にピン挿入孔6により後方に捲くられたとしても、拡径部2hはピン挿入孔6との間を密封することができる。
【0022】
注入ノズル1eは図3に示すようにキャップ部材2を組合せてからピン挿入孔6内に挿入するのではなく、キャップ部材2の円筒挿入部2bのみを単独でピン挿入孔6に嵌入して溢出孔2jが上を向くように位置決めし、次いで接着剤注入ガン7を固定した本体部材1の注入ノズル1eをキャップ部材2に挿通しながら、本体部材1をキャップ部材2に嵌合する手順としてもよい。
【0023】
続いて、接着剤注入ガン7を作用させて、接着剤注入ガン7内のエポキシ樹脂等の接着剤8を注入ノズル1eを介してピン挿入孔6内に注入する。このとき、円筒挿入部2bの外径はピン挿入孔6の内径とほぼ同等とされており、かつ円筒挿入部2bの先端には弾性を有する拡径部2hによりピン挿入孔6との間が密封され、更には円筒挿入部2bの周囲に円環状リブ2gを設けているので、円筒挿入部2bとピン挿入孔6との隙間から接着剤8が外部に洩出することはない。
【0024】
この接着剤8の注入により、ピン挿入孔6の注入ノズル1e、円筒挿入部2bを除いた空間内に接着剤8がピン挿入孔6の奥部から充填され始め、内部の空気は円筒挿入部2b、保持部2a内に設けられた通溝2fを経て保持部2aの溢出孔2jから外部に放出される。更に注入を続け、空間内に接着剤8が充填され終ると、図5に示すように接着剤8は通溝2fを通って溢出孔2jから溢れ出す。
【0025】
作業者はこの状態を目視により確認すれば、ピン挿入孔6内に所要量の接着剤8が充填されたことが分かるので、接着剤注入ガン7による接着剤8の注入を停止する。なお、キャップ部材2は接着剤8の動きを目視できるように透明又は半透明樹脂材から成ることが好ましいが、不透明であっても溢出孔2jを監視していれば、接着剤8のピン挿入孔6内への充填具合を判別することができる。
【0026】
ここで、図6に示すようにキャップ部材2の保持部2aを持って、円筒挿入部2bをピン挿入孔6の入口部に嵌入した状態で、注入ノズル1eを基部1a、接着剤注入ガン7と共にピン挿入孔6から引き抜く。このとき、注入ノズル1eの周囲に付着した接着剤8は円筒挿入部2bの先端によりピン挿入孔6の内部にそぎ落とされ、必要な接着剤8がピン挿入孔6の外部に引き出されることはない。注入ノズル1eをピン挿入孔6から引き抜くと、図7に示すように、ピン挿入孔6にはキャップ部材2の円筒挿入部2bが嵌入された状態となる。
【0027】
次いで、円筒挿入部2bをピン挿入孔6から引き抜くと、図8に示すようにピン挿入孔6内には、過不足のない必要量の接着剤8が残留していることになる。つまり、ピン挿入孔6内には、注入ノズル1eと円筒挿入部2bとの外容積の和に相当する空隙が生ずる。この空隙はアンカピンのピン挿入孔6内に挿入される部分の容積に相当しているので、粘度等によらない適量の接着剤8が正確に充填されていることになる。従って、アンカピンをピン挿入孔6に挿入しても接着剤8が外部に洩れ出すとか、或いは接着剤8の量が不足することはない。
【0028】
次いで、図9に示すようにピン挿入孔6内にアンカピン9をねじ込み、一連のアンカピン固定作業が終了する。アンカピン9には螺旋状にねじが刻設されており、接着剤8中に捩じ込むことにより、ねじ間にも接着剤8が入り込み、接着剤8が固化すればアンカピン9は抜け難くなる。このアンカピン9の頭部はタイル3の一部を掛止しているので、アンカピン9によりタイル3の剥落が防止されることになる。アンカピン9の頭部はタイル3に掛止できればよく、頭部の形状はこれに限定されることはない。
【0029】
この接着剤注入装置は数回の繰り返しの使用により、使い捨てとされるが、作業終了後に洗浄等をすれば連続して使用することもできる。また、ピン挿入孔6の深さなどに合わせて注入ノズル1eの先端を切り捨てることにより、深さが異なるピン挿入孔6に容易に対応させて使用することができる。この場合に、注入ノズル1eの先端を注射針のように斜めに切削すると、先端がピン挿入孔6の突き当り部に接しても先端が塞がれることがなく、接着剤8を容易に注入することができる。
【0030】
また、キャップ部材2の円筒挿入部2bの先端を斜めに形成し、この斜め部分の外周に沿って拡径部2hを形成すると、円筒挿入部2bをピン挿入孔6に挿入する際に、拡径部2hがすぼまり易くなる利点がある。
【0031】
本発明においては、注入ノズル1e、円筒挿入部2bの外容積をアンカピン9のピン挿入孔6内に挿入される部分の容積と同等とすることが必要である。従って、ピン挿入孔6の大きさ、アンカピン9の大きさが変わった場合に、これらに対応した注入ノズル1e、円筒挿入部2bを選択しなければならない。この場合には、注入ノズル1eの径を変えることなく、円筒挿入部2bの外容積の大きさつまり挿入深さを変えたキャップ部材2を用意しておき、キャップ部材2を交換することにより対応させることが実用的である。
【0032】
また、実施例の接着剤8にはエポキシ樹脂を用いたが、接着剤としての機能を有すれば、有機材料、無機材料に拘らず使用することができる。接着剤8は注入ノズル1eから注入可能な液体であって、キャップ部材2をピン挿入孔6から引き抜いた後に流れ出ないペースト状又はグリース状のものが好適である。市販の接着剤としては、ボンドE208、ボンドE209(何れもコニシ株式会社の商品名)等が挙げられるが、これらに限定されることはない。しかし、接着剤注入装置の材質は使用する接着剤8に対して、耐溶剤性を有する材料であることが必要である。
【0033】
更に、本発明の接着剤注入装置は下方向又は斜め下方向に開口部を向けたピン挿入孔6に対しても適用可能である。下方向を向くピン挿入孔6に接着剤8を注入しても、通常は流れ出して量不足となる。しかし、本発明においては、図7に示すように接着剤8の注入し注入ノズル1eを抜いた直後には、キャップ部材2の円筒挿入部2bがピン挿入孔6の入口部に嵌合している。従って、この状態で接着剤8が或る程度まで硬化するのを待てば、円筒挿入部2bを外しても接着剤8が外部に流出することはない。
【符号の説明】
【0034】
1 本体部材
1a 基部
1e 注入ノズル
2 キャップ部材
2a 保持部
2b 円筒挿入部
2f 通溝
2g 円環状リブ
2h 拡径部
2i 切削部
2j 溢出孔
3 タイル
4 接着剤層
5 コンクリート躯体
6 ピン挿入孔
7 接着剤注入ガン
8 接着剤
9 アンカピン
【特許請求の範囲】
【請求項1】
予め穿孔されたピン挿入孔に対するアンカピンの挿入に先立ち、前記ピン挿入孔内に接着剤を注入する接着剤注入装置であって、前端に前記ピン挿入孔に挿入する細管から成る注入ノズルを突出すると共に後端に接着剤供給装置を接続する接続部を有する本体部材と、前記注入ノズルの外周に対し摺動自在に取り付け、前端に前記ピン挿入孔の入口部内に嵌入する円筒挿入部を有するキャップ部材とから成り、前記円筒挿入部の先端の外周に沿って弾性を有する薄肉の拡径部を備え、前記注入ノズルと前記円筒挿入部の外容積の和が、前記アンカピンの前記ピン挿入孔内に挿入される部分の容積と等しくなるようにし、前記接着剤供給装置から前記注入ノズルを介して前記接着剤を前記ピン挿入孔内に注入することを特徴とする接着剤注入装置。
【請求項2】
前記円筒挿入部の先端は斜めに形成し、該斜め部分の外周に前記拡径部を備えたことを特徴とする請求項1に記載の接着剤注入装置。
【請求項3】
前記キャップ部材に内孔に沿って空気抜き兼接着剤通過用の通溝を設け、該通溝に連通し外部に対する溢出孔を設けたことを特徴とする請求項1又は2に記載の接着剤注入装置。
【請求項4】
前記キャップ部材の円筒挿入部の外周に複数条の円環状リブを形成したことを特徴とする請求項1〜3の何れか1つの請求項に記載の接着剤注入装置。
【請求項1】
予め穿孔されたピン挿入孔に対するアンカピンの挿入に先立ち、前記ピン挿入孔内に接着剤を注入する接着剤注入装置であって、前端に前記ピン挿入孔に挿入する細管から成る注入ノズルを突出すると共に後端に接着剤供給装置を接続する接続部を有する本体部材と、前記注入ノズルの外周に対し摺動自在に取り付け、前端に前記ピン挿入孔の入口部内に嵌入する円筒挿入部を有するキャップ部材とから成り、前記円筒挿入部の先端の外周に沿って弾性を有する薄肉の拡径部を備え、前記注入ノズルと前記円筒挿入部の外容積の和が、前記アンカピンの前記ピン挿入孔内に挿入される部分の容積と等しくなるようにし、前記接着剤供給装置から前記注入ノズルを介して前記接着剤を前記ピン挿入孔内に注入することを特徴とする接着剤注入装置。
【請求項2】
前記円筒挿入部の先端は斜めに形成し、該斜め部分の外周に前記拡径部を備えたことを特徴とする請求項1に記載の接着剤注入装置。
【請求項3】
前記キャップ部材に内孔に沿って空気抜き兼接着剤通過用の通溝を設け、該通溝に連通し外部に対する溢出孔を設けたことを特徴とする請求項1又は2に記載の接着剤注入装置。
【請求項4】
前記キャップ部材の円筒挿入部の外周に複数条の円環状リブを形成したことを特徴とする請求項1〜3の何れか1つの請求項に記載の接着剤注入装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−57220(P2013−57220A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2011−197528(P2011−197528)
【出願日】平成23年9月9日(2011.9.9)
【出願人】(000105648)コニシ株式会社 (217)
【出願人】(390022389)サンコーテクノ株式会社 (52)
【出願人】(394009289)株式会社エアテックジャパン (4)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成23年9月9日(2011.9.9)
【出願人】(000105648)コニシ株式会社 (217)
【出願人】(390022389)サンコーテクノ株式会社 (52)
【出願人】(394009289)株式会社エアテックジャパン (4)
【Fターム(参考)】
[ Back to top ]