
接着剤組成物およびそれを用いた太陽電池セルと配線基板との接続方法
【課題】十分な接続強度を確保することができ、Bステージ状態において、十分な流動性を有しかつタックフリー(べとつきがない)である太陽電池用接着剤組成物を提供すること。
【解決手段】本発明の接着剤組成物は、太陽電池セルと回路基板とを接続する接着剤組成物であって、前記接着剤組成物は、二重結合当量数が90以上500以下のアクリル系化合物と、熱硬化性樹脂とを含有する熱硬化性樹脂組成物を含有し、前記アクリル系化合物の含有量は、前記熱硬化性樹脂組成物100質量%に対して、5質量%以上50質量%以下であり、前記熱硬化性樹脂組成物の酸価は、5mgKOH/g以上50mgKOH/g以下であることを特徴とする。
【解決手段】本発明の接着剤組成物は、太陽電池セルと回路基板とを接続する接着剤組成物であって、前記接着剤組成物は、二重結合当量数が90以上500以下のアクリル系化合物と、熱硬化性樹脂とを含有する熱硬化性樹脂組成物を含有し、前記アクリル系化合物の含有量は、前記熱硬化性樹脂組成物100質量%に対して、5質量%以上50質量%以下であり、前記熱硬化性樹脂組成物の酸価は、5mgKOH/g以上50mgKOH/g以下であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、太陽電池用の接着剤組成物およびそれを用いた太陽電池セルと配線基板との接続方法に関する。
【背景技術】
【0002】
太陽電池セルと配線基板との接続には、接着剤組成物をフィルム状にした接着剤フィルムを太陽電池セルに付着させ、熱圧着する方法が採用されている。しかしながら、このような接着剤フィルムを用いる場合には、熱圧着時において接着剤が十分に流動しないために、太陽電池セルの電極間などへの充填性(埋め込み性)が確保できないといった問題や、熱圧着に要する時間(タクトタイム)が長いといった問題や、太陽電池セルと配線基板との接続強度が不十分であるといった問題があった。
【0003】
そこで、エポキシ樹脂、硬化剤、溶剤、充填剤などを含有する接着剤組成物を太陽電池セルに塗布し、接着剤組成物をBステージ状態にし、その後、配線基板上に接着剤組成物が付着した太陽電池セルを配置し、熱圧着する方法が提案されている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−201998号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載のような接続方法によれば、接続強度および熱圧着時における流動性の点で向上は見られるものの、未だ十分なものではなかった。また、特許文献1に記載のような接着剤組成物は、溶剤を含有しているために、熱圧着時やその後の本硬化時に溶剤が蒸発することで、ボイドが発生するという問題もあった。なお、特許文献1に記載のような接続方法においては、配線基板上にBステージ状態の接着剤組成物が付着した太陽電池セルを配置するため、Bステージ状態の接着剤組成物にはタックフリー(べとつきがない)が求められる。
【0006】
本発明は、十分な接続強度を確保することができ、Bステージ状態において、十分な流動性を有しかつタックフリー(べとつきがない)である接着剤組成物、並びにそれを用いた太陽電池セルと配線基板との接続方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記課題を解決すべく、本発明は、以下のような接着剤組成物、およびそれを用いた太陽電池セルと配線基板との接続方法を提供するものである。
すなわち、本発明の接着剤組成物は、太陽電池セルと回路基板とを接続する接着剤組成物であって、前記接着剤組成物は、二重結合当量数が90以上500以下のアクリル系化合物と、熱硬化性樹脂とを含有する熱硬化性樹脂組成物を含有し、前記アクリル系化合物の含有量は、前記熱硬化性樹脂組成物100質量%に対して、5質量%以上50質量%以下であり、前記熱硬化性樹脂組成物の酸価は、5mgKOH/g以上50mgKOH/g以下であることを特徴とするものである。
【0008】
本発明の接着剤組成物においては、前記接着剤組成物は、240℃以下の融点を有する鉛フリーはんだ粉末をさらに含有し、前記鉛フリーはんだ粉末の含有量は、前記接着剤組成物100質量%に対して、60質量%以下であることが好ましい。
本発明の接着剤組成物においては、前記鉛フリーはんだ粉末が、スズ、銅、銀、ビスマス、アンチモン、インジウムおよび亜鉛からなる群から選択される少なくとも1種の金属を含むことが好ましい。
本発明の接着剤組成物においては、前記接着剤組成物は、チクソ剤としてコロイダルシリカを更に含有することが好ましい。
【0009】
本発明の太陽電池セルと配線基板との接続方法は、前記接着剤組成物を用いた太陽電池セルと配線基板との接続方法であって、前記太陽電池セル上に前記接着剤組成物を塗布する塗布工程と、前記接着剤組成物に対し、露光量10mJ/cm2以上2000mJ/cm2以下の紫外線を照射する紫外線照射処理、および、温度50℃以上100℃以下にて1分間以上60分間以下の熱処理のうちの少なくともいずれか一方の処理を施して、前記接着剤組成物をBステージ状態にするBステージ化工程と、Bステージ状態の接着剤組成物と、前記配線基板とが接するように、前記配線基板上に前記太陽電池セルを配置する太陽電池セル配置工程と、前記太陽電池セルを前記配線基板に熱圧着する熱圧着工程と、を備えることを特徴とする方法である。
【0010】
なお、本発明において、Bステージとは、熱硬化性樹脂の反応の中間的な段階であって、材料は加熱により軟化して膨張するが、ある種の液体と接触しても、完全には溶融または溶解しない段階のことをいう。
また、本発明の接着剤組成物が、十分な接続強度を確保することができ、Bステージ状態において、十分な流動性を有しかつタックフリーである理由は必ずしも定かではないが、本発明者らは以下のように推察する。
【0011】
すなわち、本発明の接着剤組成物は、熱硬化性樹脂の他に、所定量の二重結合当量数が90以上500以下のアクリル系化合物を含有している。そして、このようなアクリル系化合物は反応性を有しており、紫外線照射や比較的低温(100℃以下)の熱処理により重合して高分子化するため、接着剤組成物をBステージ状態とすることができる。このような場合において、紫外光や熱の影響を受けやすい接着剤組成物の表面部分がより高分子化しやすいために、べとつきが少なくなり、一方で、紫外光や熱の影響を受けにくい部分については、比較的に高分子化しにくいために、Bステージ状態における流動性が確保できる。このようにして、Bステージ状態における流動性およびタックフリーの両立を図ることができるものと本発明者らは推察する。
また、本発明においては、Bステージ状態の接着剤組成物を熱圧着などにより本硬化させる場合に、熱硬化性樹脂およびアクリル系化合物がそれぞれ重合することになるために、十分な接続強度を確保することができるものと本発明者らは推察する。
さらに、アクリル系化合物は、接着剤組成物中で重合する成分であるため、熱圧着時や本硬化時に蒸発することがなく、ボイドの発生も抑制できる。
【発明の効果】
【0012】
本発明によれば、十分な接続強度を確保することができ、Bステージ状態において、十分な流動性を有しかつタックフリー(べとつきがない)である接着剤組成物、並びにそれを用いた太陽電池セルと配線基板との接続方法を提供できる。
【図面の簡単な説明】
【0013】
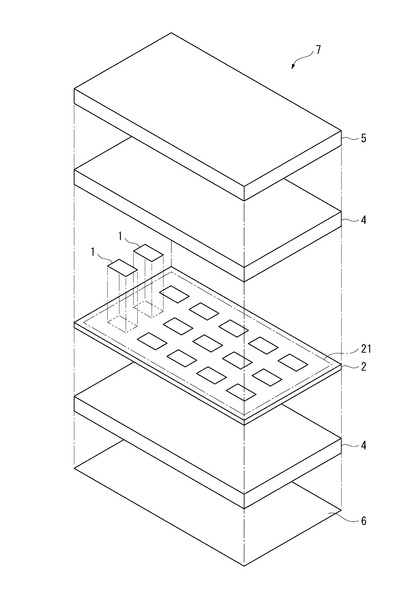
【図1】太陽電池の一例を示す全体概略図である。
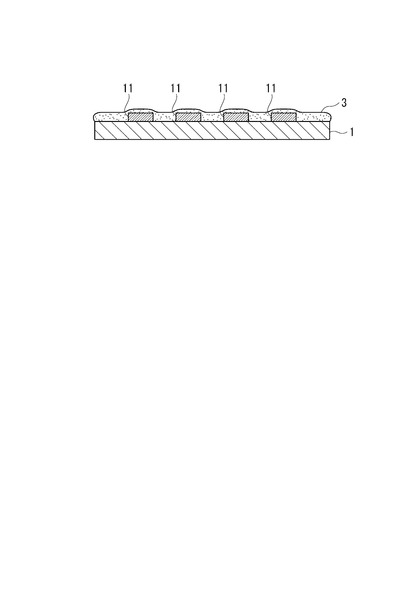
【図2】本発明の太陽電池セルと配線基板との接続方法において、太陽電池セル上に接着剤組成物を塗布した状態を示す断面図である。
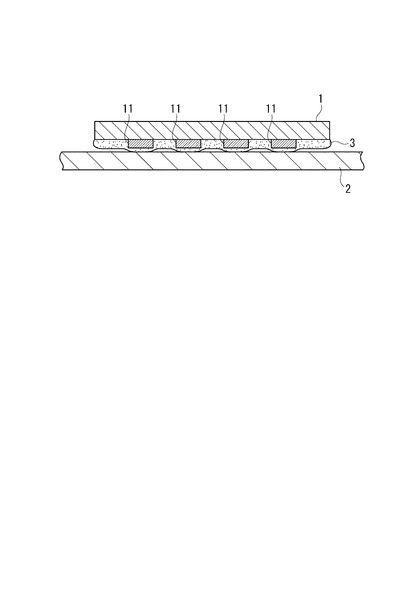
【図3】本発明の太陽電池セルと配線基板との接続方法において、Bステージ状態の接着剤組成物と、配線基板とが接するように、配線基板上に太陽電池セルを配置した状態を示す断面図である。
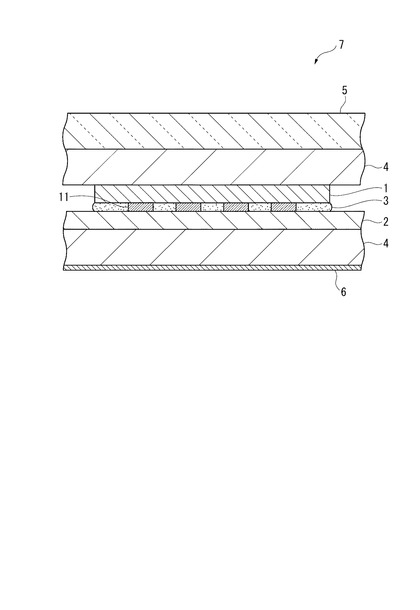
【図4】本発明の太陽電池セルと配線基板との接続方法において、太陽電池セルを配線基板に熱圧着した状態を示す断面図である。
【発明を実施するための形態】
【0014】
先ず、本発明の接着剤組成物について説明する。
本発明の接着剤組成物は、太陽電池セルと配線基板とを接続する接着剤組成物である。そして、この接着剤組成物は、以下説明する熱硬化性樹脂組成物を含有するものである。
本発明に用いる熱硬化性樹脂組成物は、二重結合当量数が90以上500以下のアクリル系化合物および熱硬化性樹脂を含有するものである。そして、この熱硬化性樹脂組成物の酸価は、5mgKOH/g以上50mgKOH/g以下であることが必要である。酸価が20mgKOH/g未満の場合には、得られる接着剤組成物を熱圧着した場合に、太陽電池セルと配線基板との間の導電性が不十分となり、他方、50mgKOH/gを超えると、得られる接着剤組成物における絶縁性、特に加湿状態に放置した場合の湿中絶縁性が不十分となる。また、得られる接着剤組成物において、絶縁性と熱圧着した場合の導電性とのバランスをとるという観点から、この熱硬化性樹脂組成物の酸価は、20mgKOH/g以上40mgKOH/g以下であることが好ましい。
【0015】
本発明に用いるアクリル系化合物は、二重結合当量数が90以上500以下のものである。アクリル系化合物の二重結合当量数が500を超える場合には、流動性が不足する傾向があるとともに、太陽電池セルと配線板とを接続した場合のピール強度が低下する傾向になる。この二重結合当量数は、流動性とピール強度とのバランスの観点から、90以上200以下であることが好ましく、95以上120以下であることがより好ましい。
このようなアクリル系化合物としては、例えば、1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ネオペンチルグリコールアジペートジ(メタ)アクリレート、ヒドロキシピバリン酸ネオペンチルグリコールジ(メタ)アクリレート、ジシクロペンタニルジ(メタ)アクリレート、カプロラクトン変性ジシクロペンテニルジ(メタ)アクリレート、エチレンオキサイド変性燐酸ジ(メタ)アクリレート、アリル化シクロヘキシルジ(メタ)アクリレート、イソシアヌレートジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、プロピオン酸変性ジペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、プロピレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレート、プロピオン酸変性ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、カプロラクトン変性ジペンタエリスリトールヘキサ(メタ)アクリレートが挙げられる。これらの中でも、タック性と反応性とのバランスの観点から、下記構造式(1)で表されるジペンタエリスリトールヘキサアクリレート、下記構造式(2)で表されるジペンタエリスリトールペンタアクリレートが好ましく、これらの混合物(例えば、日本化薬社製の「KAYARAD DPHA」)が特に好ましい。
【0016】
【化1】

【0017】
【化2】
【0018】
前記アクリル系化合物の含有量としては、熱硬化性樹脂組成物100質量%に対して、5質量%以上50質量%以下であることが必要であり、15質量%以上30質量%以下であることがより好ましい。アクリル系化合物の含有量が5質量%未満では、得られる接着剤組成物のBステージ状態におけるタック力が高くなり、タックフリーを達成できず、他方、50質量%を超えると、得られる接着剤組成物のBステージ状態における流動性が不十分となるとともに、太陽電池セルと配線基板とを接続した場合のピール強度が不十分となる。
【0019】
本発明に用いる熱硬化性樹脂としては、公知の熱硬化性樹脂を適宜用いることができるが、フラックス作用を有するという観点から、特にエポキシ樹脂を用いることが好ましい。
なお、本発明において、フラックス作用を有するとは、通常のロジン系フラックスのように、その塗布膜は被はんだ付け体の金属面を覆って大気を遮断し、はんだ付け時にはその金属面の金属酸化物を還元し、この塗布膜が溶融はんだに押し退けられてその溶融はんだと金属面との接触が可能となり、その残渣は回路間を絶縁する機能を有するものである。
【0020】
このようなエポキシ樹脂としては、公知のエポキシ樹脂を適宜用いることができる。このようなエポキシ樹脂としては、例えば、ビスフェノールA型、ビスフェノールF型、ビフェニル型、ナフタレン型、クレゾールノボラック型、フェノールノボラック型、ジシクロペンタジエン型、グリオキサール型、脂肪族環状型などのエポキシ樹脂が挙げられる。これらのエポキシ樹脂は1種を単独で用いてもよく、2種以上を混合して用いてもよい。また、これらのエポキシ樹脂は、常温で液状のものを含有することが好ましく、常温で固形のものを用いる場合には、常温で液状のものと併用することが好ましい。また、これらのエポキシ樹脂の型の中でも、金属粒子の分散性およびペースト粘度を調整でき、さらに硬化物の落下衝撃に対する耐性が向上できるという観点や、はんだの濡れ広がり性が良好となるという観点から、液状ビスフェノールA型、液状ビスフェノールF型、液状水添タイプのビスフェノールA型が好ましい。一方で、これらのエポキシ樹脂の型の中でも、得られる接着剤組成物を硬化させた場合のガラス転移点の高さという観点からは、ジシクロペンタジエン型、グリオキサール型、脂肪族環状型が好ましい。
前記エポキシ樹脂の含有量としては、熱硬化性樹脂組成物100質量%に対して、35質量%以上92質量%以下であることが好ましく、50質量%以上85質量%以下であることがより好ましい。エポキシ樹脂の含有量が前記下限未満では、接着剤組成物の強度などが低下する傾向にあり、他方、前記上限を超えると、熱硬化性樹脂組成物中のアクリル系化合物や硬化剤の含有量が減少し、エポキシ樹脂を硬化せしめる速度が遅延しやすい傾向にある。
【0021】
また、本発明に用いる熱硬化性樹脂組成物は、前記アクリル系化合物および前記熱硬化性樹脂の他に、開始剤、チクソ剤、活性剤および硬化剤を用いることが好ましい。
本発明に用いる開始剤としては、公知の開始剤を適宜用いることができる。このような開始剤としては、例えば、有機過酸化物、光重合開始剤が挙げられる。これらの中でも、有機過酸化物が好ましい。
前記開始剤の含有量としては、熱硬化性樹脂組成物100質量%に対して、0.05質量%以上3質量%以下であることが好ましく、0.1質量%以上2質量%以下であることがより好ましい。アクリル系化合物の反応が遅延することでBステージ状態としにくくなる傾向にあり、他方、前記上限を超えると、得られる接着剤組成物の保存安定性が低下する傾向にある。
【0022】
本発明に用いるチクソ剤としては、公知のチクソ剤を適宜用いることができる。このようなチクソ剤としては、例えば、脂肪酸アマイド、水添ヒマシ油、オレフィン系ワックス、無機微粒子(コロイダルシリカなど)が挙げられる。これらの中でも、脂肪酸アマイド、コロイダルシリカが好ましく、特に、得られる接着剤組成物のにじみにくさの観点からは、コロイダルシリカが好ましい。コロイダルシリカとしては、アエロジルR974、アエロジル200などが挙げられる。
前記チクソ剤の含有量としては、熱硬化性樹脂組成物100質量%に対して、0.5質量%以上10質量%以下であることが好ましく、1質量%以上5質量%以下であることがより好ましい。
【0023】
本発明に用いる活性剤としては、公知の有機酸およびその塩を適宜用いることができる。このような有機酸の中でも、エポキシ樹脂との溶解性に優れるという観点、並びに保管中において結晶の析出が起こりにくいという観点から、アルキレン基を有する二塩基酸およびその塩を用いることが好ましい。このようなアルキレン基を有する二塩基酸としては、例えば、アジピン酸、2,5−ジエチルアジピン酸、グルタル酸、2,4−ジエチルグルタル酸、2,2−ジエチルグルタル酸、3−メチルグルタル酸、2−エチル−3−プロピルグルタル酸、セバシン酸、コハク酸、マロン酸、ジグリコール酸が挙げられる。これらの中でも、アジピン酸が好ましい。また、このようなアルキレン基を有する二塩基酸の塩としては、例えば、ベンジルアミンアジピン酸塩、モノエチルアミンアジピン酸塩、シクロヘキシルアミンアジピン酸塩が挙げられる。
前記有機酸の含有量としては、熱硬化性樹脂組成物100質量%に対して、0.5質量%以上8質量%以下であることが好ましく、2質量%以上7質量%以下であることがより好ましい。有機酸の含有量が前記下限未満では、エポキシ樹脂などの熱硬化性樹脂を硬化せしめる速度が遅延することで硬化不良となる傾向にあり、他方、前記上限を超えると、得られる接着剤組成物における絶縁性が低下する傾向にある。
【0024】
本発明に用いる硬化剤としては、適宜公知の硬化剤を用いることができる。例えば、熱硬化性樹脂として、エポキシ樹脂を用いる場合には、以下のようなものを用いることができる。
潜在性硬化剤としては、例えば、ノバキュアHX−3722、HX−3721、HX−3748、HX−3088、HX−3613、HX−3921HP、HX−3941HP(旭化成エポキシ社製、商品名)が挙げられる。
脂肪族ポリアミン系硬化剤としては、例えば、フジキュアFXR−1020、FXR−1030、FXR−1050、FXR−1080(富士化成工業社製、商品名)が挙げられる。
エポキシ樹脂アミンアダクト系硬化剤としては、例えば、アミキュアPN−23、PN−F、MY−24 、VDH、UDH、PN−31、PN−40(味の素ファインテクノ製、商品名)、EH−3615S、EH−3293S、EH−3366S、EH−3842、EH−3670S、EH−3636AS、EH−4346S(旭電化工業社製、商品名)が挙げられる。
イミダゾール系硬化促進剤としては、例えば、2P4MHZ、2MZA、2PZ、C11Z、C17Z、2E4MZ、2P4MZ、C11Z−CNS、2PZ−CNZ(以上、商品名)が挙げられる。
【0025】
前記硬化剤の含有量としては、熱硬化性樹脂組成物100質量%に対して、3質量%以上20質量%以下であることが好ましく、5質量%以上15質量%以下であることがより好ましい。硬化剤の含有量が前記下限未満では、熱硬化性樹脂を硬化せしめる速度が遅延しやすい傾向にあり、他方、前記上限を超えると、反応性が速くなり、接着剤組成物の使用時間が短くなる傾向にある。
【0026】
本発明に用いる熱硬化性樹脂組成物は、必要に応じて、前記アクリル系化合物、前記熱硬化性樹脂、前記チクソ剤、前記活性剤および前記硬化剤以外に、界面活性剤、カップリング剤、消泡剤、粉末表面処理剤、反応抑制剤、沈降防止剤などの添加剤を含有していてもよい。これらの添加剤の含有量としては、熱硬化性樹脂組成物100質量%に対して、0.01質量%以上10質量%以下であることが好ましく、0.05質量%以上5質量%以下であることがより好ましい。添加剤の含有量が前記下限未満では、それぞれの添加剤の効果を奏しにくくなる傾向にあり、他方、前記上限を超えると、熱硬化性樹脂組成物による接合強度が低下する傾向にある。
【0027】
本発明の接着剤組成物は、前記熱硬化性樹脂組成物の他に、鉛フリーはんだ粉末を含有してもよい。このように接着剤組成物が鉛フリーはんだ粉末を含有する場合には、太陽電池セルおよび配線基板の電極同士の接続信頼性が向上する傾向にある。
この鉛フリーはんだ粉末を使用する場合には、その含有量は、接着剤組成物100質量%に対して、60質量%以下であることが好ましい。その含有量が60質量%を超える場合(熱硬化性樹脂組成物の含有量が40質量%未満の場合)には、得られる接着剤組成物の配線間への樹脂埋まり性が低下するとともに、太陽電池セルと配線基板とを接続した場合のピール強度が低下する傾向にある。また、この鉛フリーはんだ粉末を使用する場合の含有量は、接着剤組成物100質量%に対して、20質量%以上45質量%以下であることが好ましく、30質量%以上40質量%以下であることがより好ましい。
【0028】
本発明に用いる鉛フリーはんだ粉末は、240℃以下の融点を有するものであることが好ましい。この鉛フリーはんだ粉末の融点が240℃を超えるものを用いる場合には、通常の熱圧着温度では鉛フリーはんだ粉末を溶融させることができない傾向にある。また、熱圧着温度を低くするという観点からは、鉛フリーはんだ粉末の融点が220℃以下であることが好ましく、150℃以下であることがより好ましい。
ここで、鉛フリーはんだ粉末とは、鉛を添加しないはんだ金属または合金の粉末のことをいう。ただし、鉛フリーはんだ粉末中に、不可避的不純物として鉛が存在することは許容されるが、この場合に、鉛の量は、100質量ppm以下であることが好ましい。
【0029】
前記鉛フリーはんだ粉末は、スズ(Sn)、銅(Cu)、銀(Ag)、ビスマス(Bi)、アンチモン(Sb)、インジウム(In)および亜鉛(Zn)からなる群から選択される少なくとも1種の金属を含むことが好ましい。
また、前記鉛フリーはんだ粉末における具体的なはんだ組成(質量比率)としては、以下のようなものを例示できる。
2元系合金としては、例えば、95.3Ag/4.7BiなどのAg−Bi系、66Ag/34LiなどのAg−Li系、3Ag/97InなどのAg−In系、67Ag/33TeなどのAg−Te系、97.2Ag/2.8TlなどのAg−Tl系、45.6Ag/54.4ZnなどのAg−Zn系、80Au/20SnなどのAu−Sn系、52.7Bi/47.3InなどのBi−In系、35In/65Sn、51In/49Sn、52In/48SnなどのIn−Sn系、8.1Bi/91.9ZnなどのBi−Zn系、43Sn/57Bi、42Sn/58BiなどのSn−Bi系、98Sn/2Ag、96.5Sn/3.5Ag、96Sn/4Ag、95Sn/5AgなどのSn−Ag系、91Sn/9Zn、30Sn/70ZnなどのSn−Zn系、99.3Sn/0.7CuなどのSn−Cu系、95Sn/5SbなどのSn−Sb系が挙げられる。
3元系合金としては、例えば、95.5Sn/3.5Ag/1InなどのSn−Ag−In系、86Sn/9Zn/5In、81Sn/9Zn/10InなどのSn−Zn−In系、95.5Sn/0.5Ag/4Cu、96.5Sn/3.0Ag/0.5CuなどのSn−Ag−Cu系、90.5Sn/7.5Bi/2Ag、41.0Sn/58Bi/1,0AgなどのSn−Bi−Ag系、89.0Sn/8.0Zn/3.0BiなどのSn−Zn−Bi系が挙げられる。
その他の合金としては、Sn/Ag/Cu/Bi系などが挙げられる。
【0030】
また、前記鉛フリーはんだ粉末の平均粒子径は、1μm以上34μm以下であることが好ましく、3μm以上20μm以下であることがより好ましい。鉛フリーはんだ粉末の平均粒子径が前記下限未満では、太陽電池セルおよび配線基板間の導電性が低下する傾向にあり、他方、前記上限を超えると、接着剤組成物における絶縁性が低下する傾向にある。
【0031】
次に、本発明の太陽電池セルと配線基板との接続方法の実施形態を図面に基づいて説明する。図1〜図4は、本発明の太陽電池セルと配線基板との接続方法を説明するための図である。
本発明の太陽電池セルと配線基板との接続方法は、図1〜図3に示すように、太陽電池セル1と、配線基板2とを、接着剤組成物3を用いて接続する方法であって、以下説明する塗布工程と、Bステージ化工程と、太陽電池セル配置工程と、熱圧着工程と、を備える方法である。
太陽電池セル1は、図2に示すように、セル電極11を備える。太陽電池セル1は、単結晶セル、多結晶セルなどの結晶性セルであってよく、アモルファスセルであってもよい。
配線基板2は、図示しない基材および配線を備えるが、配線は、図1に示すように、配線形成領域21に形成されている。また、配線基板2は、単層基板であってもよく、多層基板であってもよい。さらに、配線基板2は、片面基板であってもよく、両面基板であってもよい。
接着剤組成物3としては、前記本発明の接着剤組成物を用いる。
【0032】
塗布工程においては、太陽電池セル1上に接着剤組成物3を塗布する。
ここで用いる塗布装置としては、例えば、カーテンコーター、スプレーコーター、バーコーター、アプリケーター、スクリーン印刷機、メタルマスク印刷機、ダイコーター、リップコーター、コンマコーター、グラビアコーターが挙げられる。
また、塗布膜の厚みは、特に限定されないが、50μm以上500μm以下であることが好ましく、100μm以上300μm以下であることがより好ましい。厚みが前記下限未満では、太陽電池セル1と配線基板2とを接続した場合のピール強度が低下する傾向にあり、他方、前記上限を超えると、接続部分以外にも接着剤組成物3がはみ出しやすくなる傾向にある。
【0033】
Bステージ化工程においては、接着剤組成物3に対し、以下説明する紫外線照射処理および熱処理のうちの少なくともいずれか一方の処理を施して、接着剤組成物3をBステージ状態にする。
前記紫外線照射処理は、接着剤組成物3に対し、露光量10mJ/cm2以上2000mJ/cm2以下の紫外線を照射する処理である。露光量が10mJ/cm2未満では、接着剤組成物3中のアクリル系化合物を十分に重合させることができず、接着剤組成物3をBステージ状態とすることができない。他方、露光量が2000mJ/cm2を超えると、接着剤組成物3の硬化が進みすぎるために、太陽電池セル1と配線基板2とを接続した場合のピール強度が低下する傾向にある。このような露光量は、50mJ/cm2以上1000mJ/cm2以下であることがより好ましく、100mJ/cm2以上300mJ/cm2以下であることが特に好ましい。
前記熱処理は、温度50℃以上100℃以下にて1分間以上60分間以下の熱処理である。この熱処理時の温度は、処理時間およびBステージ状態の安定性の観点から、60℃以上90℃以下であることが好ましい。また、この熱処理時の処理時間は、10分間以上40分間以下であることが好ましい。
【0034】
太陽電池セル配置工程においては、図3に示すように、Bステージ状態の接着剤組成物3と、配線基板2とが接するように、配線基板2上に太陽電池セル1を配置する。
ここで、Bステージ状態の接着剤組成物3は、前述したようにタックフリーであるために、配線基板2上に太陽電池セル1を配置する場合の位置合わせなどが容易となる。
また、図1に示すように、太陽電池セル配置工程においては、配線基板2上に複数の太陽電池セル1を配置するが、その数は特に限定されない。
【0035】
熱圧着工程においては、図4に示すように、太陽電池セル1を配線基板2に熱圧着する。
ここで、Bステージ状態の接着剤組成物3は、前述したように十分な流動性を有するために、熱圧着により太陽電池セル1の接着剤組成物3を充填する
この熱圧着工程では、図4に示すように、これらを2枚のEVAシート4で挟み込み、さらにガラスシート5およびバックシート6で挟み込んで、熱圧着することが好ましい。このようにすれば、別途、EVAシート4、ガラスシート5およびバックシート6を積層する工程を省くことができる。
この熱圧着工程で用いる装置としては、公知の真空ラミネート装置を用いることができる。
熱圧着時の温度は、120℃以上200℃以下であることが好ましく、150℃以上180℃以下であることがより好ましい。熱圧着時の温度が前記下限未満では、太陽電池セル1と配線基板2との接着強度が低下する傾向にあり、他方、前記上限を超えると、配線基板2などが熱により変形しやすくなる傾向にある。
熱圧着時の真空度は、20Pa以下であることが好ましく、10Pa以下であることがより好ましい。
熱圧着時のプレス時間は、5分間以上20分間以下であることが好ましく、10分間以上15分間以下であることがより好ましい。
【0036】
本発明の太陽電池セルと配線基板との接続方法においては、熱圧着工程の後に、必要に応じて、補助的な補助熱処理を施してもよい。この補助熱処理時の温度は、100℃以上140℃以下であることが好ましい。また、この補助熱処理時の処理時間は、30分間以上120分間以下であることが好ましい。
以上のようにして、本発明の太陽電池セルと配線基板との接続方法によれば、図4に示すような太陽電池7を作製することができる。
【実施例】
【0037】
次に、本発明を実施例および比較例によりさらに詳細に説明するが、本発明はこれらの例によってなんら限定されるものではない。なお、実施例および比較例にて用いた材料を以下に示す。
熱硬化性樹脂A:ビスフェノールA型エポキシ樹脂、商品名「EPICLON 860」、DIC社製
熱硬化性樹脂B:ジシクロペンタジエン型エポキシ樹脂、商品名「EPICLON HP−7200H」、DIC社製
熱硬化性樹脂C:ナフタレン型エポキシ樹脂、商品名「EPICLON HP−4032D」、DIC社製
熱硬化性樹脂D:脂肪族環状型エポキシ樹脂、商品名「アデカレジン EP−4085S」、ADEKA社製
熱硬化性樹脂E:グリオキサール型エポキシ樹脂、商品名「GTR−1800」、日本化薬社製
アクリル系化合物A:二重結合当量数は97、商品名「KAYARAD DPHA」、日本化薬社製
アクリル系化合物B:二重結合当量数は750、商品名「EBECRYL 3708」、ダイセル・サイテック社製
チクソ剤A:商品名「ゲルオールD」、新日本理化社製
チクソ剤B:コロイダルシリカ、商品名「AEROSIL R974」、日本アエロジル社製
活性剤A:アジピン酸、関東電化工業社製
活性剤B:ベンジルアミンアジピン酸塩
開始剤:商品名「パーブチルO」、日油社製
硬化剤A:商品名「キュアゾール2P4MHZ−PW」、四国化成工業社製
硬化剤B:商品名「ノバキュアHX−3721」、旭化成エポキシ社製
硬化剤C:商品名「アミキュアPN−F」、味の素ファインテクノ製
硬化剤D:商品名「キュアゾール2MZA−PW」、四国化成工業社製
界面活性剤:商品名「BYK361N」、ビックケミージャパン社製
消泡剤:商品名「フローレンAC−326F」、共栄社化学社製
鉛フリーはんだ粉末A:平均粒子径は5μm、はんだの融点は139℃、はんだの組成は42Sn/58Bi
鉛フリーはんだ粉末B:平均粒子径は5μm、はんだの融点は217℃、はんだの組成は96.5Sn/3Ag/0.5Cu
[実施例1]
熱硬化性樹脂68.4質量%、アクリル系化合物A20質量%、チクソ剤2質量%、活性剤2.6質量%、開始剤1質量%、硬化剤12質量%、5質量%、界面活性剤0.5質量%および消泡剤0.5質量%を容器に投入し、らいかい機を用いて混合して熱硬化性樹脂組成物を得た。この熱硬化性樹脂組成物を接着剤組成物とした。
次に、図2に示すように、太陽電池セル1(多結晶セル、電極:銀)上に、得られた接着剤組成物3を塗布した(厚み:0.2mm)。その後、塗布後の接着剤組成物3上に、露光量250mJ/cm2の紫外線を照射して、接着剤組成物3をBステージ状態にした。そして、図3に示すように、Bステージ状態の接着剤組成物3と配線基板2(電極:銅)とが接するように、配線基板2上に太陽電池セル1を配置した。また、図4に示すように、これらを2枚のEVAシート4で挟み込み、さらにガラスシート5およびバックシート6で挟み込んで、真空ラミネート装置((株)NPC製)を用いて、設定温度165℃、真空引き時間3分、真空度10Pa、プレス時間12分の条件で熱圧着し、その後、温度120℃にて75分の熱処理を施して、太陽電池を得た。
【0038】
[実施例2]
接着剤組成物3をBステージ状態にする際に、紫外線を照射しないで、温度75℃にて30分間の熱処理を施した以外は実施例1と同様にして、太陽電池を得た。
[実施例3〜6]
表1に示す組成に従い各材料を配合した以外は実施例1と同様にして、接着剤組成物を得た。
実施例1で用いた接着剤組成物に代えて上記のようにして得られた接着剤組成物を用いた以外は実施例1と同様にして、太陽電池を得た。
[実施例7、8]
表1に示す組成に従い各材料を配合した以外は実施例1と同様にして、熱硬化性樹脂組成物を得た。
そして、得られた熱硬化性樹脂組成物62.5質量%、および鉛フリーはんだ粉末A37.5質量%(実施例7)または鉛フリーはんだ粉末B37.5質量%(実施例8)を容器に投入し、混練機にて2時間混合することで接着剤組成物を調製した。
実施例1で用いた接着剤組成物に代えて上記のようにして得られた接着剤組成物を用いた以外は実施例1と同様にして、太陽電池を得た。
【0039】
[実施例9]
表1に示す組成に従い各材料を配合した以外は実施例1と同様にして、接着剤組成物を得た。
そして、得られた接着剤組成物3をBステージ状態にする際に、紫外線を照射しないで、温度75℃にて30分間の熱処理を施した以外は実施例1と同様にして、太陽電池を得た。
【0040】
[比較例1〜5]
表2に示す組成に従い各材料を配合した以外は実施例1と同様にして、接着剤組成物を得た。
実施例1で用いた接着剤組成物に代えて上記のようにして得られた接着剤組成物を用いた以外は実施例1と同様にして、太陽電池を得た。
[参考例1]
表1に示す組成に従い各材料を配合した以外は実施例1と同様にして、熱硬化性樹脂組成物を得た。
そして、得られた熱硬化性樹脂組成物20質量%、および鉛フリーはんだ粉末A80質量%を容器に投入し、混練機にて2時間混合することで接着剤組成物を調製した。
実施例1で用いた接着剤組成物に代えて上記のようにして得られた接着剤組成物を用いた以外は実施例1と同様にして、太陽電池を得た。
【0041】
<接着剤組成物および接続状態の評価>
接着剤組成物の性能(樹脂組成物の酸価、タック力)、および、接続状態の評価(初期抵抗値、環境試験後の抵抗値、接着剤組成物の充填性、ピール強度、絶縁抵抗値)を以下のような方法で評価または測定した。得られた結果を表1および表2に示す。
(1)樹脂組成物の酸価
樹脂組成物を量りとり、溶剤にて溶解させる。そして、フェノールフタレイン溶液を指示薬として0.5mol/L・KOHにて滴定した。
(2)タック力
タック力試験機(マルコ社製、商品名「TK−1」)および直径が5.1mmのテストプローブを用いて、JISZ3284に準拠し、樹脂組成物膜(厚み:0.2mm)のタック力を測定した。
(3)初期抵抗値
回路パターンとして0.2mmピッチランド(ライン/スペース=100μm/100μm)を有する配線基板(電極:銅)を準備した。そして、この配線基板のランド上に、それぞれ前記の実施例および比較例に記載の方法で、0.2mmピッチランド(ライン/スペース=100μm/100μm)を有する電子部品(電極:銅電極に金メッキ処理(Cu/Ni/Au))を熱圧着した。そして、デジタルマルチメーター(Agilent社製、商品名「34401A」)を用いて、接続したランドの端子同士の間の抵抗値を測定した。なお、抵抗値が高すぎて(100MΩ以上)、導通できなかった場合には、「導通不可」と判定した。
(4)環境試験後の抵抗値
前記(3)において初期抵抗値を測定した基板を用いて評価する。この基板を環境試験機に投入し、温度−40℃にて30分間放置した後に温度125℃にて30分間放置するのを1サイクルとして、これを1000サイクル繰り返す。このようにして試験片を得た。この試験片における抵抗値を前記(3)と同様の方法で測定した。なお、抵抗値が高すぎて(100MΩ以上)、導通できなかった場合には、「導通不可」と判定した。
(5)接着剤組成物の充填性
回路パターンとして0.2mmピッチランド(ライン/スペース=100μm/100μm)を有する配線基板上に、それぞれ前記の実施例および比較例に記載の方法で、Bステージ状態の接着剤組成物を配置した。そして、Bステージ状態の接着剤組成物上に、PET基板(透明)を配置して、それぞれ前記の実施例および比較例と同様の条件にて熱圧着して試験片を得た。得られた試験片をPET基板側から拡大鏡を用いて観察し、接着剤組成物の充填性を評価した。接着剤組成物が充填されていない箇所がある場合には「×」と判定し、接着剤組成物が充填されていない箇所がない場合には「○」と判定した。
(6)ピール強度(接着強度)
前記(3)において初期抵抗値を測定した基板を用いて評価する。配線基板と電子部品(接続幅:30mm)をそれぞれ治具に固定して、電子部品を配線基板の基板面に対して90°の角度をなす方向に引張り速度50mm/minで引張り、そのときのピール強度を測定した。なお、配線基板と電子部品との接続部分で剥離せずに、電子部品が破壊された場合には、「破壊」と判定した。「破壊」という判定は、配線基板と電子部品との接続部分の接着強度が十分であることを示す。
(7)絶縁抵抗値
回路パターンとして0.636mmピッチランド(ライン/スペース=318μm/318μm)を有する配線基板(電極:銅)を準備した。そして、この配線基板のランド上に、それぞれ前記の実施例および比較例に記載の方法で、0.636mmピッチランド(ライン/スペース=318μm/318μm)を有する電子部品(電極:銅電極に金メッキ処理(Cu/Ni/Au))を熱圧着して試験片を得た。この試験片を85℃、85%RH(相対湿度)中、20V電圧を印加して、168時間後の絶縁抵抗値を測定した。
【0042】
(8)ガラス転移点
本評価は、JPCA規格JPCA−BU01−1998 4.1に準じて行った。接着剤組成物を用いて、フィルム厚100±20μm、幅3.0mm以下で、長さが10mm、15mmまたは20mmの試験片を作製した。作製した試験片を熱分析装置EXSTAR6000(セイコーインスツルメンツ社製)を用いて、温度と変異との関係を測定した。得られた温度−変異曲線における変曲点をガラス転移点とした。
(9)接着剤広がり
本評価は、大きさ25×25mm、厚さ0.65mmのセラミック基板(サンユインダストリアル社製)に、φ6.5mmマスク開口、厚さ0.15mmのメタルマスクスクリーン版を用いて接着剤組成物を印刷し、幅13mm、厚さ0.05mmの緩衝材を載せて試験片を作製した。作製した試験片を200℃20秒間加熱し、デジタルマイクロスコープVHX−900(キーエンス社製)を用いて、接着剤の塗れ広がり面積(単位:mm2)を測定した。
【0043】
【表1】
【0044】
【表2】
【0045】
表1および表2に示す結果からも明らかなように、本発明の接着剤組成物を用いて、太陽電池セルと配線基板とを接続する場合(実施例1〜9)には、ピール強度が十分であり、十分な接続強度を確保することができることが確認された。また、これらの場合には、接着剤組成物の充填性が優れ、タック力も十分に低いことから、Bステージ状態において、十分な流動性を有しかつタックフリーであることも確認された。
これに対し、特定のアクリル系化合物を含有しない接着剤組成物を用いた場合(比較例1)や、接着剤組成物中のアクリル系化合物の二重結合当量数が高すぎる場合(比較例5)には、タック力が高く、太陽電池セルと配線基板との位置合わせが困難であった。
また、接着剤組成物中のアクリル系化合物の含有量が多すぎる場合(比較例2)には、接着剤組成物の充填性が不十分であるとともに、ピール強度も不十分であった。
さらに、樹脂組成物の酸価が低すぎる場合(比較例3)には、太陽電池セルと配線基板との導電性を確保することができず、樹脂組成物の酸価が高すぎる場合(比較例4)には、絶縁性が不十分であった。
また、接着剤組成物中の樹脂組成物の比率が少なすぎる場合(参考例1)には、接着剤組成物の充填性が不十分であるとともに、ピール強度も不十分であった。
【0046】
本発明の接着剤組成物のうち、コロイダルシリカを含有する接着剤組成物を用いて、太陽電池セルと配線基板とを接続する場合(実施例9)には、接着剤広がりが小さく、接着剤組成物のにじみを十分に抑制できることが確認された。
【産業上の利用可能性】
【0047】
本発明の接着剤組成物は、太陽電池セルと配線基板とを接続する技術として好適に用いることができる。
【符号の説明】
【0048】
1…太陽電池セル
2…配線基板
3…接着剤組成物
【技術分野】
【0001】
本発明は、太陽電池用の接着剤組成物およびそれを用いた太陽電池セルと配線基板との接続方法に関する。
【背景技術】
【0002】
太陽電池セルと配線基板との接続には、接着剤組成物をフィルム状にした接着剤フィルムを太陽電池セルに付着させ、熱圧着する方法が採用されている。しかしながら、このような接着剤フィルムを用いる場合には、熱圧着時において接着剤が十分に流動しないために、太陽電池セルの電極間などへの充填性(埋め込み性)が確保できないといった問題や、熱圧着に要する時間(タクトタイム)が長いといった問題や、太陽電池セルと配線基板との接続強度が不十分であるといった問題があった。
【0003】
そこで、エポキシ樹脂、硬化剤、溶剤、充填剤などを含有する接着剤組成物を太陽電池セルに塗布し、接着剤組成物をBステージ状態にし、その後、配線基板上に接着剤組成物が付着した太陽電池セルを配置し、熱圧着する方法が提案されている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−201998号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載のような接続方法によれば、接続強度および熱圧着時における流動性の点で向上は見られるものの、未だ十分なものではなかった。また、特許文献1に記載のような接着剤組成物は、溶剤を含有しているために、熱圧着時やその後の本硬化時に溶剤が蒸発することで、ボイドが発生するという問題もあった。なお、特許文献1に記載のような接続方法においては、配線基板上にBステージ状態の接着剤組成物が付着した太陽電池セルを配置するため、Bステージ状態の接着剤組成物にはタックフリー(べとつきがない)が求められる。
【0006】
本発明は、十分な接続強度を確保することができ、Bステージ状態において、十分な流動性を有しかつタックフリー(べとつきがない)である接着剤組成物、並びにそれを用いた太陽電池セルと配線基板との接続方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記課題を解決すべく、本発明は、以下のような接着剤組成物、およびそれを用いた太陽電池セルと配線基板との接続方法を提供するものである。
すなわち、本発明の接着剤組成物は、太陽電池セルと回路基板とを接続する接着剤組成物であって、前記接着剤組成物は、二重結合当量数が90以上500以下のアクリル系化合物と、熱硬化性樹脂とを含有する熱硬化性樹脂組成物を含有し、前記アクリル系化合物の含有量は、前記熱硬化性樹脂組成物100質量%に対して、5質量%以上50質量%以下であり、前記熱硬化性樹脂組成物の酸価は、5mgKOH/g以上50mgKOH/g以下であることを特徴とするものである。
【0008】
本発明の接着剤組成物においては、前記接着剤組成物は、240℃以下の融点を有する鉛フリーはんだ粉末をさらに含有し、前記鉛フリーはんだ粉末の含有量は、前記接着剤組成物100質量%に対して、60質量%以下であることが好ましい。
本発明の接着剤組成物においては、前記鉛フリーはんだ粉末が、スズ、銅、銀、ビスマス、アンチモン、インジウムおよび亜鉛からなる群から選択される少なくとも1種の金属を含むことが好ましい。
本発明の接着剤組成物においては、前記接着剤組成物は、チクソ剤としてコロイダルシリカを更に含有することが好ましい。
【0009】
本発明の太陽電池セルと配線基板との接続方法は、前記接着剤組成物を用いた太陽電池セルと配線基板との接続方法であって、前記太陽電池セル上に前記接着剤組成物を塗布する塗布工程と、前記接着剤組成物に対し、露光量10mJ/cm2以上2000mJ/cm2以下の紫外線を照射する紫外線照射処理、および、温度50℃以上100℃以下にて1分間以上60分間以下の熱処理のうちの少なくともいずれか一方の処理を施して、前記接着剤組成物をBステージ状態にするBステージ化工程と、Bステージ状態の接着剤組成物と、前記配線基板とが接するように、前記配線基板上に前記太陽電池セルを配置する太陽電池セル配置工程と、前記太陽電池セルを前記配線基板に熱圧着する熱圧着工程と、を備えることを特徴とする方法である。
【0010】
なお、本発明において、Bステージとは、熱硬化性樹脂の反応の中間的な段階であって、材料は加熱により軟化して膨張するが、ある種の液体と接触しても、完全には溶融または溶解しない段階のことをいう。
また、本発明の接着剤組成物が、十分な接続強度を確保することができ、Bステージ状態において、十分な流動性を有しかつタックフリーである理由は必ずしも定かではないが、本発明者らは以下のように推察する。
【0011】
すなわち、本発明の接着剤組成物は、熱硬化性樹脂の他に、所定量の二重結合当量数が90以上500以下のアクリル系化合物を含有している。そして、このようなアクリル系化合物は反応性を有しており、紫外線照射や比較的低温(100℃以下)の熱処理により重合して高分子化するため、接着剤組成物をBステージ状態とすることができる。このような場合において、紫外光や熱の影響を受けやすい接着剤組成物の表面部分がより高分子化しやすいために、べとつきが少なくなり、一方で、紫外光や熱の影響を受けにくい部分については、比較的に高分子化しにくいために、Bステージ状態における流動性が確保できる。このようにして、Bステージ状態における流動性およびタックフリーの両立を図ることができるものと本発明者らは推察する。
また、本発明においては、Bステージ状態の接着剤組成物を熱圧着などにより本硬化させる場合に、熱硬化性樹脂およびアクリル系化合物がそれぞれ重合することになるために、十分な接続強度を確保することができるものと本発明者らは推察する。
さらに、アクリル系化合物は、接着剤組成物中で重合する成分であるため、熱圧着時や本硬化時に蒸発することがなく、ボイドの発生も抑制できる。
【発明の効果】
【0012】
本発明によれば、十分な接続強度を確保することができ、Bステージ状態において、十分な流動性を有しかつタックフリー(べとつきがない)である接着剤組成物、並びにそれを用いた太陽電池セルと配線基板との接続方法を提供できる。
【図面の簡単な説明】
【0013】
【図1】太陽電池の一例を示す全体概略図である。
【図2】本発明の太陽電池セルと配線基板との接続方法において、太陽電池セル上に接着剤組成物を塗布した状態を示す断面図である。
【図3】本発明の太陽電池セルと配線基板との接続方法において、Bステージ状態の接着剤組成物と、配線基板とが接するように、配線基板上に太陽電池セルを配置した状態を示す断面図である。
【図4】本発明の太陽電池セルと配線基板との接続方法において、太陽電池セルを配線基板に熱圧着した状態を示す断面図である。
【発明を実施するための形態】
【0014】
先ず、本発明の接着剤組成物について説明する。
本発明の接着剤組成物は、太陽電池セルと配線基板とを接続する接着剤組成物である。そして、この接着剤組成物は、以下説明する熱硬化性樹脂組成物を含有するものである。
本発明に用いる熱硬化性樹脂組成物は、二重結合当量数が90以上500以下のアクリル系化合物および熱硬化性樹脂を含有するものである。そして、この熱硬化性樹脂組成物の酸価は、5mgKOH/g以上50mgKOH/g以下であることが必要である。酸価が20mgKOH/g未満の場合には、得られる接着剤組成物を熱圧着した場合に、太陽電池セルと配線基板との間の導電性が不十分となり、他方、50mgKOH/gを超えると、得られる接着剤組成物における絶縁性、特に加湿状態に放置した場合の湿中絶縁性が不十分となる。また、得られる接着剤組成物において、絶縁性と熱圧着した場合の導電性とのバランスをとるという観点から、この熱硬化性樹脂組成物の酸価は、20mgKOH/g以上40mgKOH/g以下であることが好ましい。
【0015】
本発明に用いるアクリル系化合物は、二重結合当量数が90以上500以下のものである。アクリル系化合物の二重結合当量数が500を超える場合には、流動性が不足する傾向があるとともに、太陽電池セルと配線板とを接続した場合のピール強度が低下する傾向になる。この二重結合当量数は、流動性とピール強度とのバランスの観点から、90以上200以下であることが好ましく、95以上120以下であることがより好ましい。
このようなアクリル系化合物としては、例えば、1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ネオペンチルグリコールアジペートジ(メタ)アクリレート、ヒドロキシピバリン酸ネオペンチルグリコールジ(メタ)アクリレート、ジシクロペンタニルジ(メタ)アクリレート、カプロラクトン変性ジシクロペンテニルジ(メタ)アクリレート、エチレンオキサイド変性燐酸ジ(メタ)アクリレート、アリル化シクロヘキシルジ(メタ)アクリレート、イソシアヌレートジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、プロピオン酸変性ジペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、プロピレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレート、プロピオン酸変性ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、カプロラクトン変性ジペンタエリスリトールヘキサ(メタ)アクリレートが挙げられる。これらの中でも、タック性と反応性とのバランスの観点から、下記構造式(1)で表されるジペンタエリスリトールヘキサアクリレート、下記構造式(2)で表されるジペンタエリスリトールペンタアクリレートが好ましく、これらの混合物(例えば、日本化薬社製の「KAYARAD DPHA」)が特に好ましい。
【0016】
【化1】
【0017】
【化2】
【0018】
前記アクリル系化合物の含有量としては、熱硬化性樹脂組成物100質量%に対して、5質量%以上50質量%以下であることが必要であり、15質量%以上30質量%以下であることがより好ましい。アクリル系化合物の含有量が5質量%未満では、得られる接着剤組成物のBステージ状態におけるタック力が高くなり、タックフリーを達成できず、他方、50質量%を超えると、得られる接着剤組成物のBステージ状態における流動性が不十分となるとともに、太陽電池セルと配線基板とを接続した場合のピール強度が不十分となる。
【0019】
本発明に用いる熱硬化性樹脂としては、公知の熱硬化性樹脂を適宜用いることができるが、フラックス作用を有するという観点から、特にエポキシ樹脂を用いることが好ましい。
なお、本発明において、フラックス作用を有するとは、通常のロジン系フラックスのように、その塗布膜は被はんだ付け体の金属面を覆って大気を遮断し、はんだ付け時にはその金属面の金属酸化物を還元し、この塗布膜が溶融はんだに押し退けられてその溶融はんだと金属面との接触が可能となり、その残渣は回路間を絶縁する機能を有するものである。
【0020】
このようなエポキシ樹脂としては、公知のエポキシ樹脂を適宜用いることができる。このようなエポキシ樹脂としては、例えば、ビスフェノールA型、ビスフェノールF型、ビフェニル型、ナフタレン型、クレゾールノボラック型、フェノールノボラック型、ジシクロペンタジエン型、グリオキサール型、脂肪族環状型などのエポキシ樹脂が挙げられる。これらのエポキシ樹脂は1種を単独で用いてもよく、2種以上を混合して用いてもよい。また、これらのエポキシ樹脂は、常温で液状のものを含有することが好ましく、常温で固形のものを用いる場合には、常温で液状のものと併用することが好ましい。また、これらのエポキシ樹脂の型の中でも、金属粒子の分散性およびペースト粘度を調整でき、さらに硬化物の落下衝撃に対する耐性が向上できるという観点や、はんだの濡れ広がり性が良好となるという観点から、液状ビスフェノールA型、液状ビスフェノールF型、液状水添タイプのビスフェノールA型が好ましい。一方で、これらのエポキシ樹脂の型の中でも、得られる接着剤組成物を硬化させた場合のガラス転移点の高さという観点からは、ジシクロペンタジエン型、グリオキサール型、脂肪族環状型が好ましい。
前記エポキシ樹脂の含有量としては、熱硬化性樹脂組成物100質量%に対して、35質量%以上92質量%以下であることが好ましく、50質量%以上85質量%以下であることがより好ましい。エポキシ樹脂の含有量が前記下限未満では、接着剤組成物の強度などが低下する傾向にあり、他方、前記上限を超えると、熱硬化性樹脂組成物中のアクリル系化合物や硬化剤の含有量が減少し、エポキシ樹脂を硬化せしめる速度が遅延しやすい傾向にある。
【0021】
また、本発明に用いる熱硬化性樹脂組成物は、前記アクリル系化合物および前記熱硬化性樹脂の他に、開始剤、チクソ剤、活性剤および硬化剤を用いることが好ましい。
本発明に用いる開始剤としては、公知の開始剤を適宜用いることができる。このような開始剤としては、例えば、有機過酸化物、光重合開始剤が挙げられる。これらの中でも、有機過酸化物が好ましい。
前記開始剤の含有量としては、熱硬化性樹脂組成物100質量%に対して、0.05質量%以上3質量%以下であることが好ましく、0.1質量%以上2質量%以下であることがより好ましい。アクリル系化合物の反応が遅延することでBステージ状態としにくくなる傾向にあり、他方、前記上限を超えると、得られる接着剤組成物の保存安定性が低下する傾向にある。
【0022】
本発明に用いるチクソ剤としては、公知のチクソ剤を適宜用いることができる。このようなチクソ剤としては、例えば、脂肪酸アマイド、水添ヒマシ油、オレフィン系ワックス、無機微粒子(コロイダルシリカなど)が挙げられる。これらの中でも、脂肪酸アマイド、コロイダルシリカが好ましく、特に、得られる接着剤組成物のにじみにくさの観点からは、コロイダルシリカが好ましい。コロイダルシリカとしては、アエロジルR974、アエロジル200などが挙げられる。
前記チクソ剤の含有量としては、熱硬化性樹脂組成物100質量%に対して、0.5質量%以上10質量%以下であることが好ましく、1質量%以上5質量%以下であることがより好ましい。
【0023】
本発明に用いる活性剤としては、公知の有機酸およびその塩を適宜用いることができる。このような有機酸の中でも、エポキシ樹脂との溶解性に優れるという観点、並びに保管中において結晶の析出が起こりにくいという観点から、アルキレン基を有する二塩基酸およびその塩を用いることが好ましい。このようなアルキレン基を有する二塩基酸としては、例えば、アジピン酸、2,5−ジエチルアジピン酸、グルタル酸、2,4−ジエチルグルタル酸、2,2−ジエチルグルタル酸、3−メチルグルタル酸、2−エチル−3−プロピルグルタル酸、セバシン酸、コハク酸、マロン酸、ジグリコール酸が挙げられる。これらの中でも、アジピン酸が好ましい。また、このようなアルキレン基を有する二塩基酸の塩としては、例えば、ベンジルアミンアジピン酸塩、モノエチルアミンアジピン酸塩、シクロヘキシルアミンアジピン酸塩が挙げられる。
前記有機酸の含有量としては、熱硬化性樹脂組成物100質量%に対して、0.5質量%以上8質量%以下であることが好ましく、2質量%以上7質量%以下であることがより好ましい。有機酸の含有量が前記下限未満では、エポキシ樹脂などの熱硬化性樹脂を硬化せしめる速度が遅延することで硬化不良となる傾向にあり、他方、前記上限を超えると、得られる接着剤組成物における絶縁性が低下する傾向にある。
【0024】
本発明に用いる硬化剤としては、適宜公知の硬化剤を用いることができる。例えば、熱硬化性樹脂として、エポキシ樹脂を用いる場合には、以下のようなものを用いることができる。
潜在性硬化剤としては、例えば、ノバキュアHX−3722、HX−3721、HX−3748、HX−3088、HX−3613、HX−3921HP、HX−3941HP(旭化成エポキシ社製、商品名)が挙げられる。
脂肪族ポリアミン系硬化剤としては、例えば、フジキュアFXR−1020、FXR−1030、FXR−1050、FXR−1080(富士化成工業社製、商品名)が挙げられる。
エポキシ樹脂アミンアダクト系硬化剤としては、例えば、アミキュアPN−23、PN−F、MY−24 、VDH、UDH、PN−31、PN−40(味の素ファインテクノ製、商品名)、EH−3615S、EH−3293S、EH−3366S、EH−3842、EH−3670S、EH−3636AS、EH−4346S(旭電化工業社製、商品名)が挙げられる。
イミダゾール系硬化促進剤としては、例えば、2P4MHZ、2MZA、2PZ、C11Z、C17Z、2E4MZ、2P4MZ、C11Z−CNS、2PZ−CNZ(以上、商品名)が挙げられる。
【0025】
前記硬化剤の含有量としては、熱硬化性樹脂組成物100質量%に対して、3質量%以上20質量%以下であることが好ましく、5質量%以上15質量%以下であることがより好ましい。硬化剤の含有量が前記下限未満では、熱硬化性樹脂を硬化せしめる速度が遅延しやすい傾向にあり、他方、前記上限を超えると、反応性が速くなり、接着剤組成物の使用時間が短くなる傾向にある。
【0026】
本発明に用いる熱硬化性樹脂組成物は、必要に応じて、前記アクリル系化合物、前記熱硬化性樹脂、前記チクソ剤、前記活性剤および前記硬化剤以外に、界面活性剤、カップリング剤、消泡剤、粉末表面処理剤、反応抑制剤、沈降防止剤などの添加剤を含有していてもよい。これらの添加剤の含有量としては、熱硬化性樹脂組成物100質量%に対して、0.01質量%以上10質量%以下であることが好ましく、0.05質量%以上5質量%以下であることがより好ましい。添加剤の含有量が前記下限未満では、それぞれの添加剤の効果を奏しにくくなる傾向にあり、他方、前記上限を超えると、熱硬化性樹脂組成物による接合強度が低下する傾向にある。
【0027】
本発明の接着剤組成物は、前記熱硬化性樹脂組成物の他に、鉛フリーはんだ粉末を含有してもよい。このように接着剤組成物が鉛フリーはんだ粉末を含有する場合には、太陽電池セルおよび配線基板の電極同士の接続信頼性が向上する傾向にある。
この鉛フリーはんだ粉末を使用する場合には、その含有量は、接着剤組成物100質量%に対して、60質量%以下であることが好ましい。その含有量が60質量%を超える場合(熱硬化性樹脂組成物の含有量が40質量%未満の場合)には、得られる接着剤組成物の配線間への樹脂埋まり性が低下するとともに、太陽電池セルと配線基板とを接続した場合のピール強度が低下する傾向にある。また、この鉛フリーはんだ粉末を使用する場合の含有量は、接着剤組成物100質量%に対して、20質量%以上45質量%以下であることが好ましく、30質量%以上40質量%以下であることがより好ましい。
【0028】
本発明に用いる鉛フリーはんだ粉末は、240℃以下の融点を有するものであることが好ましい。この鉛フリーはんだ粉末の融点が240℃を超えるものを用いる場合には、通常の熱圧着温度では鉛フリーはんだ粉末を溶融させることができない傾向にある。また、熱圧着温度を低くするという観点からは、鉛フリーはんだ粉末の融点が220℃以下であることが好ましく、150℃以下であることがより好ましい。
ここで、鉛フリーはんだ粉末とは、鉛を添加しないはんだ金属または合金の粉末のことをいう。ただし、鉛フリーはんだ粉末中に、不可避的不純物として鉛が存在することは許容されるが、この場合に、鉛の量は、100質量ppm以下であることが好ましい。
【0029】
前記鉛フリーはんだ粉末は、スズ(Sn)、銅(Cu)、銀(Ag)、ビスマス(Bi)、アンチモン(Sb)、インジウム(In)および亜鉛(Zn)からなる群から選択される少なくとも1種の金属を含むことが好ましい。
また、前記鉛フリーはんだ粉末における具体的なはんだ組成(質量比率)としては、以下のようなものを例示できる。
2元系合金としては、例えば、95.3Ag/4.7BiなどのAg−Bi系、66Ag/34LiなどのAg−Li系、3Ag/97InなどのAg−In系、67Ag/33TeなどのAg−Te系、97.2Ag/2.8TlなどのAg−Tl系、45.6Ag/54.4ZnなどのAg−Zn系、80Au/20SnなどのAu−Sn系、52.7Bi/47.3InなどのBi−In系、35In/65Sn、51In/49Sn、52In/48SnなどのIn−Sn系、8.1Bi/91.9ZnなどのBi−Zn系、43Sn/57Bi、42Sn/58BiなどのSn−Bi系、98Sn/2Ag、96.5Sn/3.5Ag、96Sn/4Ag、95Sn/5AgなどのSn−Ag系、91Sn/9Zn、30Sn/70ZnなどのSn−Zn系、99.3Sn/0.7CuなどのSn−Cu系、95Sn/5SbなどのSn−Sb系が挙げられる。
3元系合金としては、例えば、95.5Sn/3.5Ag/1InなどのSn−Ag−In系、86Sn/9Zn/5In、81Sn/9Zn/10InなどのSn−Zn−In系、95.5Sn/0.5Ag/4Cu、96.5Sn/3.0Ag/0.5CuなどのSn−Ag−Cu系、90.5Sn/7.5Bi/2Ag、41.0Sn/58Bi/1,0AgなどのSn−Bi−Ag系、89.0Sn/8.0Zn/3.0BiなどのSn−Zn−Bi系が挙げられる。
その他の合金としては、Sn/Ag/Cu/Bi系などが挙げられる。
【0030】
また、前記鉛フリーはんだ粉末の平均粒子径は、1μm以上34μm以下であることが好ましく、3μm以上20μm以下であることがより好ましい。鉛フリーはんだ粉末の平均粒子径が前記下限未満では、太陽電池セルおよび配線基板間の導電性が低下する傾向にあり、他方、前記上限を超えると、接着剤組成物における絶縁性が低下する傾向にある。
【0031】
次に、本発明の太陽電池セルと配線基板との接続方法の実施形態を図面に基づいて説明する。図1〜図4は、本発明の太陽電池セルと配線基板との接続方法を説明するための図である。
本発明の太陽電池セルと配線基板との接続方法は、図1〜図3に示すように、太陽電池セル1と、配線基板2とを、接着剤組成物3を用いて接続する方法であって、以下説明する塗布工程と、Bステージ化工程と、太陽電池セル配置工程と、熱圧着工程と、を備える方法である。
太陽電池セル1は、図2に示すように、セル電極11を備える。太陽電池セル1は、単結晶セル、多結晶セルなどの結晶性セルであってよく、アモルファスセルであってもよい。
配線基板2は、図示しない基材および配線を備えるが、配線は、図1に示すように、配線形成領域21に形成されている。また、配線基板2は、単層基板であってもよく、多層基板であってもよい。さらに、配線基板2は、片面基板であってもよく、両面基板であってもよい。
接着剤組成物3としては、前記本発明の接着剤組成物を用いる。
【0032】
塗布工程においては、太陽電池セル1上に接着剤組成物3を塗布する。
ここで用いる塗布装置としては、例えば、カーテンコーター、スプレーコーター、バーコーター、アプリケーター、スクリーン印刷機、メタルマスク印刷機、ダイコーター、リップコーター、コンマコーター、グラビアコーターが挙げられる。
また、塗布膜の厚みは、特に限定されないが、50μm以上500μm以下であることが好ましく、100μm以上300μm以下であることがより好ましい。厚みが前記下限未満では、太陽電池セル1と配線基板2とを接続した場合のピール強度が低下する傾向にあり、他方、前記上限を超えると、接続部分以外にも接着剤組成物3がはみ出しやすくなる傾向にある。
【0033】
Bステージ化工程においては、接着剤組成物3に対し、以下説明する紫外線照射処理および熱処理のうちの少なくともいずれか一方の処理を施して、接着剤組成物3をBステージ状態にする。
前記紫外線照射処理は、接着剤組成物3に対し、露光量10mJ/cm2以上2000mJ/cm2以下の紫外線を照射する処理である。露光量が10mJ/cm2未満では、接着剤組成物3中のアクリル系化合物を十分に重合させることができず、接着剤組成物3をBステージ状態とすることができない。他方、露光量が2000mJ/cm2を超えると、接着剤組成物3の硬化が進みすぎるために、太陽電池セル1と配線基板2とを接続した場合のピール強度が低下する傾向にある。このような露光量は、50mJ/cm2以上1000mJ/cm2以下であることがより好ましく、100mJ/cm2以上300mJ/cm2以下であることが特に好ましい。
前記熱処理は、温度50℃以上100℃以下にて1分間以上60分間以下の熱処理である。この熱処理時の温度は、処理時間およびBステージ状態の安定性の観点から、60℃以上90℃以下であることが好ましい。また、この熱処理時の処理時間は、10分間以上40分間以下であることが好ましい。
【0034】
太陽電池セル配置工程においては、図3に示すように、Bステージ状態の接着剤組成物3と、配線基板2とが接するように、配線基板2上に太陽電池セル1を配置する。
ここで、Bステージ状態の接着剤組成物3は、前述したようにタックフリーであるために、配線基板2上に太陽電池セル1を配置する場合の位置合わせなどが容易となる。
また、図1に示すように、太陽電池セル配置工程においては、配線基板2上に複数の太陽電池セル1を配置するが、その数は特に限定されない。
【0035】
熱圧着工程においては、図4に示すように、太陽電池セル1を配線基板2に熱圧着する。
ここで、Bステージ状態の接着剤組成物3は、前述したように十分な流動性を有するために、熱圧着により太陽電池セル1の接着剤組成物3を充填する
この熱圧着工程では、図4に示すように、これらを2枚のEVAシート4で挟み込み、さらにガラスシート5およびバックシート6で挟み込んで、熱圧着することが好ましい。このようにすれば、別途、EVAシート4、ガラスシート5およびバックシート6を積層する工程を省くことができる。
この熱圧着工程で用いる装置としては、公知の真空ラミネート装置を用いることができる。
熱圧着時の温度は、120℃以上200℃以下であることが好ましく、150℃以上180℃以下であることがより好ましい。熱圧着時の温度が前記下限未満では、太陽電池セル1と配線基板2との接着強度が低下する傾向にあり、他方、前記上限を超えると、配線基板2などが熱により変形しやすくなる傾向にある。
熱圧着時の真空度は、20Pa以下であることが好ましく、10Pa以下であることがより好ましい。
熱圧着時のプレス時間は、5分間以上20分間以下であることが好ましく、10分間以上15分間以下であることがより好ましい。
【0036】
本発明の太陽電池セルと配線基板との接続方法においては、熱圧着工程の後に、必要に応じて、補助的な補助熱処理を施してもよい。この補助熱処理時の温度は、100℃以上140℃以下であることが好ましい。また、この補助熱処理時の処理時間は、30分間以上120分間以下であることが好ましい。
以上のようにして、本発明の太陽電池セルと配線基板との接続方法によれば、図4に示すような太陽電池7を作製することができる。
【実施例】
【0037】
次に、本発明を実施例および比較例によりさらに詳細に説明するが、本発明はこれらの例によってなんら限定されるものではない。なお、実施例および比較例にて用いた材料を以下に示す。
熱硬化性樹脂A:ビスフェノールA型エポキシ樹脂、商品名「EPICLON 860」、DIC社製
熱硬化性樹脂B:ジシクロペンタジエン型エポキシ樹脂、商品名「EPICLON HP−7200H」、DIC社製
熱硬化性樹脂C:ナフタレン型エポキシ樹脂、商品名「EPICLON HP−4032D」、DIC社製
熱硬化性樹脂D:脂肪族環状型エポキシ樹脂、商品名「アデカレジン EP−4085S」、ADEKA社製
熱硬化性樹脂E:グリオキサール型エポキシ樹脂、商品名「GTR−1800」、日本化薬社製
アクリル系化合物A:二重結合当量数は97、商品名「KAYARAD DPHA」、日本化薬社製
アクリル系化合物B:二重結合当量数は750、商品名「EBECRYL 3708」、ダイセル・サイテック社製
チクソ剤A:商品名「ゲルオールD」、新日本理化社製
チクソ剤B:コロイダルシリカ、商品名「AEROSIL R974」、日本アエロジル社製
活性剤A:アジピン酸、関東電化工業社製
活性剤B:ベンジルアミンアジピン酸塩
開始剤:商品名「パーブチルO」、日油社製
硬化剤A:商品名「キュアゾール2P4MHZ−PW」、四国化成工業社製
硬化剤B:商品名「ノバキュアHX−3721」、旭化成エポキシ社製
硬化剤C:商品名「アミキュアPN−F」、味の素ファインテクノ製
硬化剤D:商品名「キュアゾール2MZA−PW」、四国化成工業社製
界面活性剤:商品名「BYK361N」、ビックケミージャパン社製
消泡剤:商品名「フローレンAC−326F」、共栄社化学社製
鉛フリーはんだ粉末A:平均粒子径は5μm、はんだの融点は139℃、はんだの組成は42Sn/58Bi
鉛フリーはんだ粉末B:平均粒子径は5μm、はんだの融点は217℃、はんだの組成は96.5Sn/3Ag/0.5Cu
[実施例1]
熱硬化性樹脂68.4質量%、アクリル系化合物A20質量%、チクソ剤2質量%、活性剤2.6質量%、開始剤1質量%、硬化剤12質量%、5質量%、界面活性剤0.5質量%および消泡剤0.5質量%を容器に投入し、らいかい機を用いて混合して熱硬化性樹脂組成物を得た。この熱硬化性樹脂組成物を接着剤組成物とした。
次に、図2に示すように、太陽電池セル1(多結晶セル、電極:銀)上に、得られた接着剤組成物3を塗布した(厚み:0.2mm)。その後、塗布後の接着剤組成物3上に、露光量250mJ/cm2の紫外線を照射して、接着剤組成物3をBステージ状態にした。そして、図3に示すように、Bステージ状態の接着剤組成物3と配線基板2(電極:銅)とが接するように、配線基板2上に太陽電池セル1を配置した。また、図4に示すように、これらを2枚のEVAシート4で挟み込み、さらにガラスシート5およびバックシート6で挟み込んで、真空ラミネート装置((株)NPC製)を用いて、設定温度165℃、真空引き時間3分、真空度10Pa、プレス時間12分の条件で熱圧着し、その後、温度120℃にて75分の熱処理を施して、太陽電池を得た。
【0038】
[実施例2]
接着剤組成物3をBステージ状態にする際に、紫外線を照射しないで、温度75℃にて30分間の熱処理を施した以外は実施例1と同様にして、太陽電池を得た。
[実施例3〜6]
表1に示す組成に従い各材料を配合した以外は実施例1と同様にして、接着剤組成物を得た。
実施例1で用いた接着剤組成物に代えて上記のようにして得られた接着剤組成物を用いた以外は実施例1と同様にして、太陽電池を得た。
[実施例7、8]
表1に示す組成に従い各材料を配合した以外は実施例1と同様にして、熱硬化性樹脂組成物を得た。
そして、得られた熱硬化性樹脂組成物62.5質量%、および鉛フリーはんだ粉末A37.5質量%(実施例7)または鉛フリーはんだ粉末B37.5質量%(実施例8)を容器に投入し、混練機にて2時間混合することで接着剤組成物を調製した。
実施例1で用いた接着剤組成物に代えて上記のようにして得られた接着剤組成物を用いた以外は実施例1と同様にして、太陽電池を得た。
【0039】
[実施例9]
表1に示す組成に従い各材料を配合した以外は実施例1と同様にして、接着剤組成物を得た。
そして、得られた接着剤組成物3をBステージ状態にする際に、紫外線を照射しないで、温度75℃にて30分間の熱処理を施した以外は実施例1と同様にして、太陽電池を得た。
【0040】
[比較例1〜5]
表2に示す組成に従い各材料を配合した以外は実施例1と同様にして、接着剤組成物を得た。
実施例1で用いた接着剤組成物に代えて上記のようにして得られた接着剤組成物を用いた以外は実施例1と同様にして、太陽電池を得た。
[参考例1]
表1に示す組成に従い各材料を配合した以外は実施例1と同様にして、熱硬化性樹脂組成物を得た。
そして、得られた熱硬化性樹脂組成物20質量%、および鉛フリーはんだ粉末A80質量%を容器に投入し、混練機にて2時間混合することで接着剤組成物を調製した。
実施例1で用いた接着剤組成物に代えて上記のようにして得られた接着剤組成物を用いた以外は実施例1と同様にして、太陽電池を得た。
【0041】
<接着剤組成物および接続状態の評価>
接着剤組成物の性能(樹脂組成物の酸価、タック力)、および、接続状態の評価(初期抵抗値、環境試験後の抵抗値、接着剤組成物の充填性、ピール強度、絶縁抵抗値)を以下のような方法で評価または測定した。得られた結果を表1および表2に示す。
(1)樹脂組成物の酸価
樹脂組成物を量りとり、溶剤にて溶解させる。そして、フェノールフタレイン溶液を指示薬として0.5mol/L・KOHにて滴定した。
(2)タック力
タック力試験機(マルコ社製、商品名「TK−1」)および直径が5.1mmのテストプローブを用いて、JISZ3284に準拠し、樹脂組成物膜(厚み:0.2mm)のタック力を測定した。
(3)初期抵抗値
回路パターンとして0.2mmピッチランド(ライン/スペース=100μm/100μm)を有する配線基板(電極:銅)を準備した。そして、この配線基板のランド上に、それぞれ前記の実施例および比較例に記載の方法で、0.2mmピッチランド(ライン/スペース=100μm/100μm)を有する電子部品(電極:銅電極に金メッキ処理(Cu/Ni/Au))を熱圧着した。そして、デジタルマルチメーター(Agilent社製、商品名「34401A」)を用いて、接続したランドの端子同士の間の抵抗値を測定した。なお、抵抗値が高すぎて(100MΩ以上)、導通できなかった場合には、「導通不可」と判定した。
(4)環境試験後の抵抗値
前記(3)において初期抵抗値を測定した基板を用いて評価する。この基板を環境試験機に投入し、温度−40℃にて30分間放置した後に温度125℃にて30分間放置するのを1サイクルとして、これを1000サイクル繰り返す。このようにして試験片を得た。この試験片における抵抗値を前記(3)と同様の方法で測定した。なお、抵抗値が高すぎて(100MΩ以上)、導通できなかった場合には、「導通不可」と判定した。
(5)接着剤組成物の充填性
回路パターンとして0.2mmピッチランド(ライン/スペース=100μm/100μm)を有する配線基板上に、それぞれ前記の実施例および比較例に記載の方法で、Bステージ状態の接着剤組成物を配置した。そして、Bステージ状態の接着剤組成物上に、PET基板(透明)を配置して、それぞれ前記の実施例および比較例と同様の条件にて熱圧着して試験片を得た。得られた試験片をPET基板側から拡大鏡を用いて観察し、接着剤組成物の充填性を評価した。接着剤組成物が充填されていない箇所がある場合には「×」と判定し、接着剤組成物が充填されていない箇所がない場合には「○」と判定した。
(6)ピール強度(接着強度)
前記(3)において初期抵抗値を測定した基板を用いて評価する。配線基板と電子部品(接続幅:30mm)をそれぞれ治具に固定して、電子部品を配線基板の基板面に対して90°の角度をなす方向に引張り速度50mm/minで引張り、そのときのピール強度を測定した。なお、配線基板と電子部品との接続部分で剥離せずに、電子部品が破壊された場合には、「破壊」と判定した。「破壊」という判定は、配線基板と電子部品との接続部分の接着強度が十分であることを示す。
(7)絶縁抵抗値
回路パターンとして0.636mmピッチランド(ライン/スペース=318μm/318μm)を有する配線基板(電極:銅)を準備した。そして、この配線基板のランド上に、それぞれ前記の実施例および比較例に記載の方法で、0.636mmピッチランド(ライン/スペース=318μm/318μm)を有する電子部品(電極:銅電極に金メッキ処理(Cu/Ni/Au))を熱圧着して試験片を得た。この試験片を85℃、85%RH(相対湿度)中、20V電圧を印加して、168時間後の絶縁抵抗値を測定した。
【0042】
(8)ガラス転移点
本評価は、JPCA規格JPCA−BU01−1998 4.1に準じて行った。接着剤組成物を用いて、フィルム厚100±20μm、幅3.0mm以下で、長さが10mm、15mmまたは20mmの試験片を作製した。作製した試験片を熱分析装置EXSTAR6000(セイコーインスツルメンツ社製)を用いて、温度と変異との関係を測定した。得られた温度−変異曲線における変曲点をガラス転移点とした。
(9)接着剤広がり
本評価は、大きさ25×25mm、厚さ0.65mmのセラミック基板(サンユインダストリアル社製)に、φ6.5mmマスク開口、厚さ0.15mmのメタルマスクスクリーン版を用いて接着剤組成物を印刷し、幅13mm、厚さ0.05mmの緩衝材を載せて試験片を作製した。作製した試験片を200℃20秒間加熱し、デジタルマイクロスコープVHX−900(キーエンス社製)を用いて、接着剤の塗れ広がり面積(単位:mm2)を測定した。
【0043】
【表1】
【0044】
【表2】
【0045】
表1および表2に示す結果からも明らかなように、本発明の接着剤組成物を用いて、太陽電池セルと配線基板とを接続する場合(実施例1〜9)には、ピール強度が十分であり、十分な接続強度を確保することができることが確認された。また、これらの場合には、接着剤組成物の充填性が優れ、タック力も十分に低いことから、Bステージ状態において、十分な流動性を有しかつタックフリーであることも確認された。
これに対し、特定のアクリル系化合物を含有しない接着剤組成物を用いた場合(比較例1)や、接着剤組成物中のアクリル系化合物の二重結合当量数が高すぎる場合(比較例5)には、タック力が高く、太陽電池セルと配線基板との位置合わせが困難であった。
また、接着剤組成物中のアクリル系化合物の含有量が多すぎる場合(比較例2)には、接着剤組成物の充填性が不十分であるとともに、ピール強度も不十分であった。
さらに、樹脂組成物の酸価が低すぎる場合(比較例3)には、太陽電池セルと配線基板との導電性を確保することができず、樹脂組成物の酸価が高すぎる場合(比較例4)には、絶縁性が不十分であった。
また、接着剤組成物中の樹脂組成物の比率が少なすぎる場合(参考例1)には、接着剤組成物の充填性が不十分であるとともに、ピール強度も不十分であった。
【0046】
本発明の接着剤組成物のうち、コロイダルシリカを含有する接着剤組成物を用いて、太陽電池セルと配線基板とを接続する場合(実施例9)には、接着剤広がりが小さく、接着剤組成物のにじみを十分に抑制できることが確認された。
【産業上の利用可能性】
【0047】
本発明の接着剤組成物は、太陽電池セルと配線基板とを接続する技術として好適に用いることができる。
【符号の説明】
【0048】
1…太陽電池セル
2…配線基板
3…接着剤組成物
【特許請求の範囲】
【請求項1】
太陽電池セルと回路基板とを接続する接着剤組成物であって、
前記接着剤組成物は、二重結合当量数が90以上500以下のアクリル系化合物と、熱硬化性樹脂とを含有する熱硬化性樹脂組成物を含有し、
前記アクリル系化合物の含有量は、前記熱硬化性樹脂組成物100質量%に対して、5質量%以上50質量%以下であり、
前記熱硬化性樹脂組成物の酸価は、5mgKOH/g以上50mgKOH/g以下である
ことを特徴とする接着剤組成物。
【請求項2】
請求項1に記載の接着剤組成物において、
前記接着剤組成物は、240℃以下の融点を有する鉛フリーはんだ粉末をさらに含有し、
前記鉛フリーはんだ粉末の含有量は、前記接着剤組成物100質量%に対して、60質量%以下である
ことを特徴とする接着剤組成物。
【請求項3】
請求項2に記載の接着剤組成物において、
前記鉛フリーはんだ粉末が、スズ、銅、銀、ビスマス、アンチモン、インジウムおよび亜鉛からなる群から選択される少なくとも1種の金属を含む
ことを特徴とする接着剤組成物。
【請求項4】
請求項1から請求項3のいずれかに記載の接着剤組成物において、
前記接着剤組成物は、チクソ剤としてコロイダルシリカを更に含有する
ことを特徴とする接着剤組成物。
【請求項5】
請求項1から請求項4のいずれかに記載の接着剤組成物を用いた太陽電池セルと配線基板との接続方法であって、
前記太陽電池セル上に前記接着剤組成物を塗布する塗布工程と、
前記接着剤組成物に対し、露光量10mJ/cm2以上2000mJ/cm2以下の紫外線を照射する紫外線照射処理、および、温度50℃以上100℃以下にて1分間以上60分間以下の熱処理のうちの少なくともいずれか一方の処理を施して、前記接着剤組成物をBステージ状態にするBステージ化工程と、
Bステージ状態の接着剤組成物と、前記配線基板とが接するように、前記配線基板上に前記太陽電池セルを配置する太陽電池セル配置工程と、
前記太陽電池セルを前記配線基板に熱圧着する熱圧着工程と、
を備えることを特徴とする太陽電池セルと配線基板との接続方法。
【請求項1】
太陽電池セルと回路基板とを接続する接着剤組成物であって、
前記接着剤組成物は、二重結合当量数が90以上500以下のアクリル系化合物と、熱硬化性樹脂とを含有する熱硬化性樹脂組成物を含有し、
前記アクリル系化合物の含有量は、前記熱硬化性樹脂組成物100質量%に対して、5質量%以上50質量%以下であり、
前記熱硬化性樹脂組成物の酸価は、5mgKOH/g以上50mgKOH/g以下である
ことを特徴とする接着剤組成物。
【請求項2】
請求項1に記載の接着剤組成物において、
前記接着剤組成物は、240℃以下の融点を有する鉛フリーはんだ粉末をさらに含有し、
前記鉛フリーはんだ粉末の含有量は、前記接着剤組成物100質量%に対して、60質量%以下である
ことを特徴とする接着剤組成物。
【請求項3】
請求項2に記載の接着剤組成物において、
前記鉛フリーはんだ粉末が、スズ、銅、銀、ビスマス、アンチモン、インジウムおよび亜鉛からなる群から選択される少なくとも1種の金属を含む
ことを特徴とする接着剤組成物。
【請求項4】
請求項1から請求項3のいずれかに記載の接着剤組成物において、
前記接着剤組成物は、チクソ剤としてコロイダルシリカを更に含有する
ことを特徴とする接着剤組成物。
【請求項5】
請求項1から請求項4のいずれかに記載の接着剤組成物を用いた太陽電池セルと配線基板との接続方法であって、
前記太陽電池セル上に前記接着剤組成物を塗布する塗布工程と、
前記接着剤組成物に対し、露光量10mJ/cm2以上2000mJ/cm2以下の紫外線を照射する紫外線照射処理、および、温度50℃以上100℃以下にて1分間以上60分間以下の熱処理のうちの少なくともいずれか一方の処理を施して、前記接着剤組成物をBステージ状態にするBステージ化工程と、
Bステージ状態の接着剤組成物と、前記配線基板とが接するように、前記配線基板上に前記太陽電池セルを配置する太陽電池セル配置工程と、
前記太陽電池セルを前記配線基板に熱圧着する熱圧着工程と、
を備えることを特徴とする太陽電池セルと配線基板との接続方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−76045(P2013−76045A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−286288(P2011−286288)
【出願日】平成23年12月27日(2011.12.27)
【出願人】(390005223)株式会社タムラ製作所 (526)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年12月27日(2011.12.27)
【出願人】(390005223)株式会社タムラ製作所 (526)
【Fターム(参考)】
[ Back to top ]