
接着積層体及びその製造方法

【課題】 加熱設備の小型化が可能になり、加熱時間を短縮できて生産性を向上できると共に、接着剤を選択的に加熱することができ、また均一な加熱を行うことのできる、接着積層体の製造方法を提供する。
【解決手段】 この発明に係る接着積層体の製造方法は、非金属シート体2に接着剤を用いて他の材料3を接着一体化して接着積層体1を得る製造方法において、前記接着剤の加熱乾燥を、前記接着剤に対してマイクロ波を照射することによって行うことを特徴とする。
【解決手段】 この発明に係る接着積層体の製造方法は、非金属シート体2に接着剤を用いて他の材料3を接着一体化して接着積層体1を得る製造方法において、前記接着剤の加熱乾燥を、前記接着剤に対してマイクロ波を照射することによって行うことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、非金属シート体に接着剤を用いて他の材料を接着一体化して接着積層体を得る製造方法に関し、より詳細には接着剤の加熱乾燥方法に関する。
【0002】
なお、この明細書において、「シート」の語は、シート、フィルム、箔及び板を含む意味で用いる。
【背景技術】
【0003】
従来、シート状基材同士を接着剤で貼り合わせて接着積層体を製造するに際し、接着剤の加熱乾燥はドライオーブンにより行われるのが一般的であった。例えば、特許文献1では、金属箔の表面に熱硬化性樹脂組成物からなる接着剤を塗布した後、乾燥炉を通過させることにより接着剤を加熱乾燥させて積層体を製造することが記載されている。
【特許文献1】特開2004−25624号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載されているようにドライオーブンにより接着剤の加熱乾燥を行う場合には、加熱乾燥装置として大型のものが必要になる上に、加熱乾燥に多大な時間がかかって生産性が低下するという問題があった。また、ドライオーブンにより接着剤の加熱乾燥を行うと、加熱乾燥の対象でない他の構成部材(接着剤以外の構成部材)も同様に加熱するものとなるので、これら構成部材に対して加熱による悪影響(変質、膨張収縮や皺の発生等)が及ぶことも多かった。また、ドライオーブンによる加熱では、加熱が不均一になりやすいという問題もあった。
【0005】
この発明は、かかる技術的背景に鑑みてなされたものであって、加熱設備の小型化が可能になり、加熱時間を短縮できて生産性を向上できると共に、接着剤を選択的に加熱することができ、また均一な加熱を行うことのできる、接着積層体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記目的を達成するために、本発明は以下の手段を提供する。
【0007】
[1]非金属シート体に接着剤を用いて他の材料を接着一体化して接着積層体を得る製造方法において、
前記接着剤の加熱乾燥を、前記接着剤に対してマイクロ波を照射することによって行うことを特徴とする接着積層体の製造方法。
【0008】
[2]非金属シート体に接着剤を介して他の非金属材料を重ね合わせて仮接着体を得る工程と、
前記仮接着体に対してマイクロ波を照射することによって前記接着剤の加熱乾燥を行って前記非金属シート体と前記他の非金属材料とを接着一体化する加熱工程とを包含することを特徴とする接着積層体の製造方法。
【0009】
[3]非金属シート体に接着剤を介して他の非金属シート体を重ね合わせて仮接着体を得る工程と、
前記仮接着体に対してマイクロ波を照射することによって前記接着剤の加熱乾燥を行って前記非金属シート体と前記他の非金属シート体とを接着一体化する加熱工程とを包含することを特徴とする接着積層体の製造方法。
【0010】
[4]前記接着剤として水性型接着剤を用いる前項2または3に記載の接着積層体の製造方法。
【0011】
[5]非金属シート体に接着剤を塗布する工程と、
前記接着剤にマイクロ波を照射することによって前記接着剤を加熱する加熱工程と、
前記非金属シート体の接着剤塗布面に他の材料を重ね合わせて接着一体化する工程とを包含することを特徴とする接着積層体の製造方法。
【0012】
[6]非金属シート体に接着剤を塗布する工程と、
前記接着剤にマイクロ波を照射することによって前記接着剤を加熱する加熱工程と、
前記非金属シート体の接着剤塗布面に他のシート体を重ね合わせて接着一体化する工程とを包含することを特徴とする接着積層体の製造方法。
【0013】
[7]前記接着剤として有機溶剤型接着剤を用いる前項5または6に記載の接着積層体の製造方法。
【0014】
[8]前記加熱工程において、前記接着剤の加熱昇温速度が40〜100℃/秒の範囲になるようにマイクロ波を照射することによって前記接着剤の予備加熱を行った後、前記予備加熱時の加熱昇温速度よりも低い加熱昇温速度になるようにマイクロ波を照射して本加熱することによって、前記接着剤の加熱処理を行う前項1〜7のいずれか1項に記載の接着積層体の製造方法。
【0015】
[9]前記本加熱時の接着剤の加熱昇温速度は、前記予備加熱時の加熱昇温速度の0.3〜0.7倍である前項8に記載の接着積層体の製造方法。
【0016】
[10]前記マイクロ波を照射することによる前記接着剤の加熱昇温速度が20〜100℃/秒の範囲である前項1〜7のいずれか1項に記載の接着積層体の製造方法。
【0017】
[11]前記接着剤の誘電率が5以上である前項1〜10のいずれか1項に記載の接着積層体の製造方法。
【0018】
[12]前項1〜11のいずれか1項に記載の製造方法により製造された接着積層体。
【発明の効果】
【0019】
[1][2][3]の発明では、接着剤の加熱乾燥を、接着剤に対してマイクロ波を照射することによって行うから、加熱時間が短くて済み生産性を向上できると共に、加熱時間(加熱距離)が短縮化されることで加熱設備を小型化することが可能となるし、接着剤を選択的に加熱することができて接着剤以外の他の構成材料(シート体等)に対して加熱による悪影響(膨張収縮や皺の発生等)を及ぼすことを回避することができる利点がある。また、接着剤に対してマイクロ波を照射することで接着剤の加熱を行うので、均一な加熱を実現することができる。
【0020】
[4]の発明では、[2][3]の発明において接着剤として水性型接着剤を用いるものである。[2][3]の製造方法は水性型接着剤を用いる場合に特に好適な製造方法であるから、生産性をさらに向上させることができる利点がある。
【0021】
[5][6]の発明では、接着剤の加熱処理を、接着剤に対してマイクロ波を照射することによって行うから、加熱時間が短くて済み生産性を向上できると共に、加熱時間(加熱距離)が短縮化されることで加熱設備を小型化することが可能となるし、接着剤を選択的に加熱することができて接着剤以外の他の構成材料(シート体等)に対して加熱による悪影響(膨張収縮や皺の発生等)を及ぼすことを回避することができる利点がある。また、接着剤に対してマイクロ波を照射することで接着剤の加熱を行うので、均一な加熱を実現することができる。
【0022】
[7]の発明では、[5][6]の発明において接着剤として有機溶剤型接着剤を用いるものである。[5][6]の製造方法は有機溶剤型接着剤を用いる場合に特に好適な製造方法であるから、生産性をさらに向上させることができる利点がある。
【0023】
[8]の発明では、接着剤の加熱昇温速度が40〜100℃/秒の範囲になるようにマイクロ波を照射することによって接着剤の予備加熱を行った後、予備加熱時の加熱昇温速度よりも低い加熱昇温速度になるようにマイクロ波を照射して本加熱することによって、接着剤の加熱処理を行うものであり、このような予備加熱・本加熱の2段階加熱を行うことで、接着箇所に皺が発生するのを十分に防止することができて、高品質の接着積層体を製造することができる。
【0024】
[9]の発明では、接着箇所における皺発生を確実に防止できる。
【0025】
[10]の発明では、マイクロ波を照射することによる接着剤の加熱昇温速度が20〜100℃/秒の範囲であるから、加熱設備の小型化を十分に図ることが可能となるし、皺の発生を十分に防止することができる。
【0026】
[11]の発明では、接着剤の誘電率が5以上であるから、接着剤へのマイクロ波照射により短時間で十分に接着剤を加熱することができる。
【0027】
[12]の発明では、接着剤が均一に加熱乾燥されて接着耐久性に優れると共に、接着剤以外の他の構成材料に対して加熱による悪影響(膨張収縮や皺の発生等)が及んでいない高品質の接着積層体が提供される。
【発明を実施するための最良の形態】
【0028】
この発明に係る接着積層体(1)の製造方法は、非金属シート体に接着剤を用いて他の材料を接着一体化して接着積層体を得る製造方法において、前記接着剤の加熱乾燥を、前記接着剤に対してマイクロ波を照射することによって行うことを特徴とする。前記他の材料としては、シート体以外に、例えばインク、塗料等が挙げられる。
【0029】
上記の製造方法によれば、接着剤の加熱乾燥を、該接着剤に対してマイクロ波を照射することによって行うから、加熱時間が短くて済み生産性を向上できると共に、加熱時間(加熱距離)が短縮化されることで加熱設備を小型化することが可能となるし、接着剤を選択的に加熱することができて接着剤以外の他の構成材料(シート体等)に対して加熱による悪影響(膨張収縮や皺の発生等)を及ぼすことを回避することができる利点がある。また、接着剤を選択的に加熱することができて接着剤以外の他の構成材料(シート体等)の加熱(温度上昇)を回避できるので、冷却工程を設ける場合には、加熱処理後の冷却時間も短縮化できてさらに生産性を向上できると共に、冷却距離も短縮し得て冷却設備も小型化することが可能となる。こうして乾燥工程(乾燥設備)の全長を顕著に短くすることができる。また、接着剤に対してマイクロ波を照射することで接着剤の加熱を行うので、均一な加熱を実現することができる。なお、前記マイクロ波とは、300MHz〜30GHzの周波数域の電磁波である。
【0030】
この発明の製造方法において、前記マイクロ波を照射することによる前記接着剤の加熱昇温速度は20〜100℃/秒の範囲になるようにするのが好ましい。20℃/秒以上であることで、加熱時間(加熱距離)が短縮化され得て加熱設備の小型化を十分に図ることが可能となるし、100℃/秒以下であることで皺の発生を十分に防止することができる。中でも、前記マイクロ波を照射することによる前記接着剤の加熱昇温速度が40〜80℃/秒の範囲になるようにするのがより好ましい。
【0031】
また、前記接着剤の加熱乾燥処理は次のような2段階加熱を行うのが特に好ましい。即ち、前記接着剤に対して該接着剤の加熱昇温速度が40〜100℃/秒の範囲になるようにマイクロ波を照射することによって前記接着剤の予備加熱を行った後、前記予備加熱時の加熱昇温速度よりも低い加熱昇温速度になるように前記接着剤に対してマイクロ波を照射して本加熱することによって、前記接着剤の加熱乾燥処理を行うのが好ましい。このような予備加熱・本加熱の2段階加熱を行うことで、接着箇所に皺が発生するのを十分に防止できる。前記予備加熱・本加熱の2段階加熱を行うのではなく、接着剤の乾燥温度まで急激に1段階で加熱昇温した場合には、接着箇所でしわが発生する可能性があるので、好ましくない。なお、前記本加熱時の接着剤の加熱昇温速度は、前記予備加熱時の加熱昇温速度の0.3〜0.7倍の範囲に設定されるのがより好ましく、特に好適なのは前記予備加熱時の加熱昇温速度の0.4〜0.6倍の範囲である。
【0032】
なお、前記接着剤の加熱昇温速度の調整は、例えばマイクロ波の出力調整により容易に制御することができる。
【0033】
この発明において、前記シート体への接着剤の塗布方法としては、特に限定されないが、例えばウェットラミネーション法、ドライラミネーション法等が挙げられる。前記ウェットラミネーション法は、シート体に、例えば水溶性接着剤や水分散タイプ接着剤等の水性型接着剤を塗布し、その塗布された接着剤の塗布面が乾燥する前に他の材料(他のシート体等)を貼り合わせた後、接着剤中に含まれている水分を除去するために加熱乾燥して接着一体化する手法である。また、前記ドライラミネーション法は、シート体に接着剤を塗布した後、接着剤中に含まれる溶剤を除去するために加熱乾燥し、次いで他の材料(他のシート体等)を加熱加圧等により貼り合わせて接着一体化する手法である。
【0034】
前記ウェットラミネーション法を採用する場合の好適な製造方法(第1製造方法)について説明する。この第1製造方法は、非金属シート体に接着剤を介して他の非金属材料を重ね合わせて仮接着体を得る貼合工程と、前記仮接着体に対してマイクロ波を照射することによって前記接着剤の加熱乾燥を行って前記非金属シート体と前記他の非金属材料とを接着一体化する加熱工程とを包含することを特徴とする。
【0035】
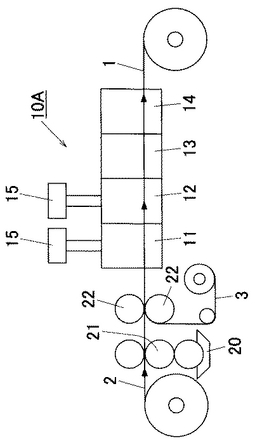
前記第1製造方法の好適な実施形態を図1を参照しつつ説明する。この第1製造方法で用いる製造装置(10A)の一例を図1に示す。図1に示す製造装置(10A)において、(11)はマイクロ波予備加熱部、(12)はマイクロ波本加熱部、(13)は予備冷却部、(14)は本冷却部である。前記マイクロ波予備加熱部(11)およびマイクロ波本加熱部(12)における各加熱昇温速度は、マイクロ波発信器(15)の出力を調整することにより制御することができる。前記マイクロ波予備加熱部(11)では、マイクロ波照射により接着剤の加熱昇温速度が40〜100℃/秒の範囲になるように調整するのが好ましい。また前記マイクロ波本加熱部(12)では、マイクロ波照射による接着剤の加熱昇温速度が、前記予備加熱時の加熱昇温速度よりも低くなるように調整するのが好ましい。
【0036】
しかして、まず、図1に示すように、非金属シート体(2)を塗布ロール(21)に接触させることによって非金属シート体(2)の上面に接着剤を塗布した後、該塗布面に他の非金属シート体(3)を重ね合わせつつ一対の加熱加圧ロール(22)(22)間に挿通して両シート体(2)(3)を貼り合わせて仮接着シートを得る(貼合工程)。なお、(20)は、中に接着剤が満たされた接着剤パンである。
【0037】
次いで、この仮接着シートをマイクロ波予備加熱部(11)、マイクロ波本加熱部(12)、予備冷却部(13)、本冷却部(14)内を順に通過させることによって乾燥処理及び冷却処理を行って、接着積層体(1)を得る(加熱工程)。
【0038】
次に、前記ドライラミネーション法を採用する場合の好適な製造方法(第2製造方法)について説明する。この第2製造方法は、非金属シート体に接着剤を塗布する塗布工程と、前記接着剤にマイクロ波を照射することによって前記接着剤を加熱する加熱工程と、前記非金属シート体の接着剤塗布面に他の材料を重ね合わせて接着一体化する工程とを包含することを特徴とする。
【0039】
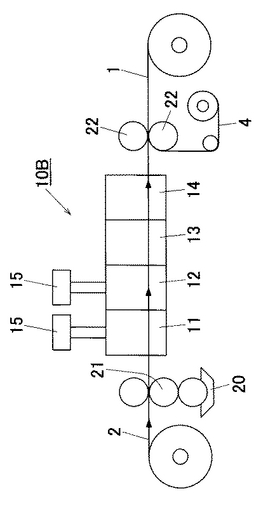
前記第2製造方法の好適な実施形態を図2を参照しつつ説明する。この第2製造方法で用いる製造装置(10B)の一例を図2に示す。図2に示す製造装置(10B)において、(11)はマイクロ波予備加熱部、(12)はマイクロ波本加熱部、(13)は予備冷却部、(14)は本冷却部である。前記マイクロ波予備加熱部(11)およびマイクロ波本加熱部(12)における各加熱昇温速度は、マイクロ波発信器(15)の出力を調整することにより制御することができる。前記マイクロ波予備加熱部(11)では、マイクロ波照射により接着剤の加熱昇温速度が40〜100℃/秒の範囲になるように調整するのが好ましい。また前記マイクロ波本加熱部(12)では、マイクロ波照射による接着剤の加熱昇温速度が、前記予備加熱時の加熱昇温速度よりも低くなるように調整するのが好ましい。
【0040】
しかして、まず、図2に示すように、非金属シート体(2)を塗布ロール(21)に接触させることによって非金属シート体(2)の上面に接着剤を塗布する(塗布工程)。なお、(20)は、中に接着剤が満たされた接着剤パンである。
【0041】
次いで、前記塗布工程を経た非金属シート体(2)を、マイクロ波予備加熱部(11)、マイクロ波本加熱部(12)、予備冷却部(13)、本冷却部(14)内を順に通過させることによって接着剤の加熱乾燥を行う(加熱工程)。
【0042】
次いで、前記非金属シート体(2)の接着剤塗布面に他のシート体(4)を重ね合わせつつ一対の加熱加圧ロール(22)(22)間に挿通して両シート体(2)(4)を接着一体化して、接着積層体(1)を得る。
【0043】
この発明において、前記非金属シート体(2)としては、特に限定されるものではないが、例えば紙、板紙、プラスチックシート(PETシート、ナイロンシート、ポリプロピレンシート)、セロファンシート、布、ガラスクロス等が挙げられる。
【0044】
また、前記ウェットラミネーション法を採用する場合において、前記他の非金属シート体(3)としては、特に限定されるものではないが、例えば紙、板紙、プラスチックシート(PETシート、ナイロンシート、ポリプロピレンシート)、セロファンシート、布、ガラスクロス等が挙げられる。
【0045】
また、前記ドライラミネーション法を採用する場合において、前記他のシート体(4)としては、特に限定されるものではないが、例えばセロファンシート、プラスチックシート(PETシート、ナイロンシート、ポリプロピレンシート)、金属シート等が用いられる。
【0046】
この発明で用いられる接着剤としては、マイクロ波の照射により加熱され得るものであれば特に限定されず、例えば、ウェットラミネーションでは、ポリ酢酸ビニルエマルジョン、アクリル共重合体エマルジョン、ポリウレタンエマルジョン等が挙げられ、またドライラミネーションでは、イソシアネート基を有するプレポリマーからなる1液型の接着剤(溶剤に溶解せしめたもの)、或いは、ポリエーテルポリオール、ポリエステルポリオール、これらのウレタン変性物、エポキシ変性物からなる群より選ばれる主剤と、イソシアネート基を有する硬化剤とからなる2液型の接着剤(溶剤に溶解せしめたもの)等が挙げられる。
【0047】
前記接着剤としては、特に限定されるものではないが、より迅速な昇温を得るために誘電率の大きいものを用いるのが望ましい。中でも、誘電率が5以上の接着剤を用いるのが特に望ましく、この場合には接着剤へのマイクロ波照射により短時間で十分に接着剤を加熱することができる。
【実施例】
【0048】
次に、この発明の具体的実施例について説明するが、本発明はこれら実施例に限定されるものではない。
【0049】
<実施例1>
厚さ12μmのPETフィルムにポリ酢酸ビニルエマルジョン(誘電率80:固形分30質量%含有)を厚さ10μm塗布した後、該塗布面に35g/m2のロール紙(純白)を重ね合わせつつ一対の加熱加圧ロール間に挿通して貼り合わせた。次に、前記貼合シートをマイクロ波予備加熱部、マイクロ波本加熱部、予備冷却部、本冷却部内を順に通過させることによって乾燥処理及び冷却処理を行って、接着積層体を得た。即ち、この実施例1では、ウェットラミネーション法を用いた。なお、加熱部では、周波数2.45GHzのマイクロ波の出力をマイクロ波予備加熱部で200W、マイクロ波本加熱部で100Wに調節して接着剤中の溶媒を加熱乾燥した。
【0050】
<実施例2>
厚さ12μmのPETフィルムにイソシアネート基を有するプレポリマー(ポリエステルポリウレタンポリイソシアネート:誘電率6)を厚さ10μm塗布した後、これをマイクロ波予備加熱部、マイクロ波本加熱部、予備冷却部、本冷却部内を順に通過させることによって乾燥処理及び冷却処理を行い、次いで塗布乾燥面に厚さ15μmのアルミニウム箔を重ね合わせつつ一対の加熱加圧ロール(80℃、線圧20kg/cm)間に挿通して貼り合わせて、接着積層体を得た。即ち、この実施例2では、ドライラミネーション法を用いた。加熱乾燥条件は実施例1と同様である。
【0051】
<実施例3>
厚さ20μmのセロファンフィルムにイソシアネート基を有するプレポリマー(ポリエーテルポリウレタンポリイソシアネート:誘電率6)を厚さ10μm塗布した後、これをマイクロ波予備加熱部、マイクロ波本加熱部、予備冷却部、本冷却部内を順に通過させることによって乾燥処理及び冷却処理を行い、次いで塗布乾燥面に厚さ15μmのアルミニウム箔を重ね合わせつつ一対の加熱加圧ロール(80℃、線圧20kg/cm)間に挿通して貼り合わせて、接着積層体を得た。即ち、この実施例3では、ドライラミネーション法を用いた。加熱乾燥条件は実施例1と同様である。
【0052】
<比較例1>
マイクロ波照射(マイクロ波予備加熱・マイクロ波本加熱)に代えて、従来の乾燥法であるドライオーブン加熱により乾燥を行うものとした以外は、実施例1と同様にして接着積層体を得た。ドライオーブン加熱の温度は、予備加熱部100℃、本加熱部150℃とした。
【0053】
<比較例2>
マイクロ波照射(マイクロ波予備加熱・マイクロ波本加熱)に代えて、従来の乾燥法であるドライオーブン加熱により乾燥を行うものとした以外は、実施例2と同様にして接着積層体を得た。ドライオーブン加熱の温度は、予備加熱部100℃、本加熱部120℃とした。
【0054】
【表1】

【0055】
実施例1〜3及び比較例1、2において、加熱乾燥時に溶媒の昇温速度を位置A、位置B、位置Cの3箇所で測定した。これらの結果を表1に示した。なお、乾燥工程及び冷却工程ともに貼合シートの走査方向の中央部における幅方向片端より1/4の位置を位置Aとし、同幅方向片端より2/4の位置を位置Bとし、同幅方向片端より3/4の位置を位置Cとした。
【0056】
上記のようにして得られた各接着積層体に対し、乾燥後の密着性を評価するためにピーリング試験を行った結果、いずれの接着積層体も接着性に問題がなかった。
【0057】
表1から明らかなように、接着剤の加熱乾燥をマイクロ波照射により行った実施例1〜3では、比較例1、2と比較して加熱昇温速度が顕著に大きく全乾燥時間を大幅に短縮することができた。また、実施例1〜3では、位置A、B、C間の加熱昇温速度のばらつきが殆どなく均一な加熱を実現することができた。また、実施例1〜3の接着積層体において皺の発生は認められなかった。通常の生産ラインでの量産ではロール状のシート体を巻き出し、一定の送り速度で乾燥設備を通過させて乾燥させた後、巻き取るのが一般的であるから、全乾燥時間を大幅に短縮できれば、乾燥設備の大幅な小型化も可能となる。
【0058】
これに対し、比較例1、2では、加熱昇温速度が小さく乾燥に長い時間を要した上に、加熱も不均一であった。
【産業上の利用可能性】
【0059】
この発明の製造方法で製造された接着積層体の用途は、特に限定されないが、例えば電池用シート材料、ICタグ、キャップシール等が挙げられる。
【図面の簡単な説明】
【0060】
【図1】この発明の製造方法で用いる製造装置の一例を示す側面図である。
【図2】この発明の製造方法で用いる製造装置の他の例を示す側面図である。
【符号の説明】
【0061】
1…接着積層体
2…非金属シート体
3…他の非金属シート体
4…他のシート体
11…マイクロ波予備加熱部
12…マイクロ波本加熱部
【技術分野】
【0001】
この発明は、非金属シート体に接着剤を用いて他の材料を接着一体化して接着積層体を得る製造方法に関し、より詳細には接着剤の加熱乾燥方法に関する。
【0002】
なお、この明細書において、「シート」の語は、シート、フィルム、箔及び板を含む意味で用いる。
【背景技術】
【0003】
従来、シート状基材同士を接着剤で貼り合わせて接着積層体を製造するに際し、接着剤の加熱乾燥はドライオーブンにより行われるのが一般的であった。例えば、特許文献1では、金属箔の表面に熱硬化性樹脂組成物からなる接着剤を塗布した後、乾燥炉を通過させることにより接着剤を加熱乾燥させて積層体を製造することが記載されている。
【特許文献1】特開2004−25624号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載されているようにドライオーブンにより接着剤の加熱乾燥を行う場合には、加熱乾燥装置として大型のものが必要になる上に、加熱乾燥に多大な時間がかかって生産性が低下するという問題があった。また、ドライオーブンにより接着剤の加熱乾燥を行うと、加熱乾燥の対象でない他の構成部材(接着剤以外の構成部材)も同様に加熱するものとなるので、これら構成部材に対して加熱による悪影響(変質、膨張収縮や皺の発生等)が及ぶことも多かった。また、ドライオーブンによる加熱では、加熱が不均一になりやすいという問題もあった。
【0005】
この発明は、かかる技術的背景に鑑みてなされたものであって、加熱設備の小型化が可能になり、加熱時間を短縮できて生産性を向上できると共に、接着剤を選択的に加熱することができ、また均一な加熱を行うことのできる、接着積層体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記目的を達成するために、本発明は以下の手段を提供する。
【0007】
[1]非金属シート体に接着剤を用いて他の材料を接着一体化して接着積層体を得る製造方法において、
前記接着剤の加熱乾燥を、前記接着剤に対してマイクロ波を照射することによって行うことを特徴とする接着積層体の製造方法。
【0008】
[2]非金属シート体に接着剤を介して他の非金属材料を重ね合わせて仮接着体を得る工程と、
前記仮接着体に対してマイクロ波を照射することによって前記接着剤の加熱乾燥を行って前記非金属シート体と前記他の非金属材料とを接着一体化する加熱工程とを包含することを特徴とする接着積層体の製造方法。
【0009】
[3]非金属シート体に接着剤を介して他の非金属シート体を重ね合わせて仮接着体を得る工程と、
前記仮接着体に対してマイクロ波を照射することによって前記接着剤の加熱乾燥を行って前記非金属シート体と前記他の非金属シート体とを接着一体化する加熱工程とを包含することを特徴とする接着積層体の製造方法。
【0010】
[4]前記接着剤として水性型接着剤を用いる前項2または3に記載の接着積層体の製造方法。
【0011】
[5]非金属シート体に接着剤を塗布する工程と、
前記接着剤にマイクロ波を照射することによって前記接着剤を加熱する加熱工程と、
前記非金属シート体の接着剤塗布面に他の材料を重ね合わせて接着一体化する工程とを包含することを特徴とする接着積層体の製造方法。
【0012】
[6]非金属シート体に接着剤を塗布する工程と、
前記接着剤にマイクロ波を照射することによって前記接着剤を加熱する加熱工程と、
前記非金属シート体の接着剤塗布面に他のシート体を重ね合わせて接着一体化する工程とを包含することを特徴とする接着積層体の製造方法。
【0013】
[7]前記接着剤として有機溶剤型接着剤を用いる前項5または6に記載の接着積層体の製造方法。
【0014】
[8]前記加熱工程において、前記接着剤の加熱昇温速度が40〜100℃/秒の範囲になるようにマイクロ波を照射することによって前記接着剤の予備加熱を行った後、前記予備加熱時の加熱昇温速度よりも低い加熱昇温速度になるようにマイクロ波を照射して本加熱することによって、前記接着剤の加熱処理を行う前項1〜7のいずれか1項に記載の接着積層体の製造方法。
【0015】
[9]前記本加熱時の接着剤の加熱昇温速度は、前記予備加熱時の加熱昇温速度の0.3〜0.7倍である前項8に記載の接着積層体の製造方法。
【0016】
[10]前記マイクロ波を照射することによる前記接着剤の加熱昇温速度が20〜100℃/秒の範囲である前項1〜7のいずれか1項に記載の接着積層体の製造方法。
【0017】
[11]前記接着剤の誘電率が5以上である前項1〜10のいずれか1項に記載の接着積層体の製造方法。
【0018】
[12]前項1〜11のいずれか1項に記載の製造方法により製造された接着積層体。
【発明の効果】
【0019】
[1][2][3]の発明では、接着剤の加熱乾燥を、接着剤に対してマイクロ波を照射することによって行うから、加熱時間が短くて済み生産性を向上できると共に、加熱時間(加熱距離)が短縮化されることで加熱設備を小型化することが可能となるし、接着剤を選択的に加熱することができて接着剤以外の他の構成材料(シート体等)に対して加熱による悪影響(膨張収縮や皺の発生等)を及ぼすことを回避することができる利点がある。また、接着剤に対してマイクロ波を照射することで接着剤の加熱を行うので、均一な加熱を実現することができる。
【0020】
[4]の発明では、[2][3]の発明において接着剤として水性型接着剤を用いるものである。[2][3]の製造方法は水性型接着剤を用いる場合に特に好適な製造方法であるから、生産性をさらに向上させることができる利点がある。
【0021】
[5][6]の発明では、接着剤の加熱処理を、接着剤に対してマイクロ波を照射することによって行うから、加熱時間が短くて済み生産性を向上できると共に、加熱時間(加熱距離)が短縮化されることで加熱設備を小型化することが可能となるし、接着剤を選択的に加熱することができて接着剤以外の他の構成材料(シート体等)に対して加熱による悪影響(膨張収縮や皺の発生等)を及ぼすことを回避することができる利点がある。また、接着剤に対してマイクロ波を照射することで接着剤の加熱を行うので、均一な加熱を実現することができる。
【0022】
[7]の発明では、[5][6]の発明において接着剤として有機溶剤型接着剤を用いるものである。[5][6]の製造方法は有機溶剤型接着剤を用いる場合に特に好適な製造方法であるから、生産性をさらに向上させることができる利点がある。
【0023】
[8]の発明では、接着剤の加熱昇温速度が40〜100℃/秒の範囲になるようにマイクロ波を照射することによって接着剤の予備加熱を行った後、予備加熱時の加熱昇温速度よりも低い加熱昇温速度になるようにマイクロ波を照射して本加熱することによって、接着剤の加熱処理を行うものであり、このような予備加熱・本加熱の2段階加熱を行うことで、接着箇所に皺が発生するのを十分に防止することができて、高品質の接着積層体を製造することができる。
【0024】
[9]の発明では、接着箇所における皺発生を確実に防止できる。
【0025】
[10]の発明では、マイクロ波を照射することによる接着剤の加熱昇温速度が20〜100℃/秒の範囲であるから、加熱設備の小型化を十分に図ることが可能となるし、皺の発生を十分に防止することができる。
【0026】
[11]の発明では、接着剤の誘電率が5以上であるから、接着剤へのマイクロ波照射により短時間で十分に接着剤を加熱することができる。
【0027】
[12]の発明では、接着剤が均一に加熱乾燥されて接着耐久性に優れると共に、接着剤以外の他の構成材料に対して加熱による悪影響(膨張収縮や皺の発生等)が及んでいない高品質の接着積層体が提供される。
【発明を実施するための最良の形態】
【0028】
この発明に係る接着積層体(1)の製造方法は、非金属シート体に接着剤を用いて他の材料を接着一体化して接着積層体を得る製造方法において、前記接着剤の加熱乾燥を、前記接着剤に対してマイクロ波を照射することによって行うことを特徴とする。前記他の材料としては、シート体以外に、例えばインク、塗料等が挙げられる。
【0029】
上記の製造方法によれば、接着剤の加熱乾燥を、該接着剤に対してマイクロ波を照射することによって行うから、加熱時間が短くて済み生産性を向上できると共に、加熱時間(加熱距離)が短縮化されることで加熱設備を小型化することが可能となるし、接着剤を選択的に加熱することができて接着剤以外の他の構成材料(シート体等)に対して加熱による悪影響(膨張収縮や皺の発生等)を及ぼすことを回避することができる利点がある。また、接着剤を選択的に加熱することができて接着剤以外の他の構成材料(シート体等)の加熱(温度上昇)を回避できるので、冷却工程を設ける場合には、加熱処理後の冷却時間も短縮化できてさらに生産性を向上できると共に、冷却距離も短縮し得て冷却設備も小型化することが可能となる。こうして乾燥工程(乾燥設備)の全長を顕著に短くすることができる。また、接着剤に対してマイクロ波を照射することで接着剤の加熱を行うので、均一な加熱を実現することができる。なお、前記マイクロ波とは、300MHz〜30GHzの周波数域の電磁波である。
【0030】
この発明の製造方法において、前記マイクロ波を照射することによる前記接着剤の加熱昇温速度は20〜100℃/秒の範囲になるようにするのが好ましい。20℃/秒以上であることで、加熱時間(加熱距離)が短縮化され得て加熱設備の小型化を十分に図ることが可能となるし、100℃/秒以下であることで皺の発生を十分に防止することができる。中でも、前記マイクロ波を照射することによる前記接着剤の加熱昇温速度が40〜80℃/秒の範囲になるようにするのがより好ましい。
【0031】
また、前記接着剤の加熱乾燥処理は次のような2段階加熱を行うのが特に好ましい。即ち、前記接着剤に対して該接着剤の加熱昇温速度が40〜100℃/秒の範囲になるようにマイクロ波を照射することによって前記接着剤の予備加熱を行った後、前記予備加熱時の加熱昇温速度よりも低い加熱昇温速度になるように前記接着剤に対してマイクロ波を照射して本加熱することによって、前記接着剤の加熱乾燥処理を行うのが好ましい。このような予備加熱・本加熱の2段階加熱を行うことで、接着箇所に皺が発生するのを十分に防止できる。前記予備加熱・本加熱の2段階加熱を行うのではなく、接着剤の乾燥温度まで急激に1段階で加熱昇温した場合には、接着箇所でしわが発生する可能性があるので、好ましくない。なお、前記本加熱時の接着剤の加熱昇温速度は、前記予備加熱時の加熱昇温速度の0.3〜0.7倍の範囲に設定されるのがより好ましく、特に好適なのは前記予備加熱時の加熱昇温速度の0.4〜0.6倍の範囲である。
【0032】
なお、前記接着剤の加熱昇温速度の調整は、例えばマイクロ波の出力調整により容易に制御することができる。
【0033】
この発明において、前記シート体への接着剤の塗布方法としては、特に限定されないが、例えばウェットラミネーション法、ドライラミネーション法等が挙げられる。前記ウェットラミネーション法は、シート体に、例えば水溶性接着剤や水分散タイプ接着剤等の水性型接着剤を塗布し、その塗布された接着剤の塗布面が乾燥する前に他の材料(他のシート体等)を貼り合わせた後、接着剤中に含まれている水分を除去するために加熱乾燥して接着一体化する手法である。また、前記ドライラミネーション法は、シート体に接着剤を塗布した後、接着剤中に含まれる溶剤を除去するために加熱乾燥し、次いで他の材料(他のシート体等)を加熱加圧等により貼り合わせて接着一体化する手法である。
【0034】
前記ウェットラミネーション法を採用する場合の好適な製造方法(第1製造方法)について説明する。この第1製造方法は、非金属シート体に接着剤を介して他の非金属材料を重ね合わせて仮接着体を得る貼合工程と、前記仮接着体に対してマイクロ波を照射することによって前記接着剤の加熱乾燥を行って前記非金属シート体と前記他の非金属材料とを接着一体化する加熱工程とを包含することを特徴とする。
【0035】
前記第1製造方法の好適な実施形態を図1を参照しつつ説明する。この第1製造方法で用いる製造装置(10A)の一例を図1に示す。図1に示す製造装置(10A)において、(11)はマイクロ波予備加熱部、(12)はマイクロ波本加熱部、(13)は予備冷却部、(14)は本冷却部である。前記マイクロ波予備加熱部(11)およびマイクロ波本加熱部(12)における各加熱昇温速度は、マイクロ波発信器(15)の出力を調整することにより制御することができる。前記マイクロ波予備加熱部(11)では、マイクロ波照射により接着剤の加熱昇温速度が40〜100℃/秒の範囲になるように調整するのが好ましい。また前記マイクロ波本加熱部(12)では、マイクロ波照射による接着剤の加熱昇温速度が、前記予備加熱時の加熱昇温速度よりも低くなるように調整するのが好ましい。
【0036】
しかして、まず、図1に示すように、非金属シート体(2)を塗布ロール(21)に接触させることによって非金属シート体(2)の上面に接着剤を塗布した後、該塗布面に他の非金属シート体(3)を重ね合わせつつ一対の加熱加圧ロール(22)(22)間に挿通して両シート体(2)(3)を貼り合わせて仮接着シートを得る(貼合工程)。なお、(20)は、中に接着剤が満たされた接着剤パンである。
【0037】
次いで、この仮接着シートをマイクロ波予備加熱部(11)、マイクロ波本加熱部(12)、予備冷却部(13)、本冷却部(14)内を順に通過させることによって乾燥処理及び冷却処理を行って、接着積層体(1)を得る(加熱工程)。
【0038】
次に、前記ドライラミネーション法を採用する場合の好適な製造方法(第2製造方法)について説明する。この第2製造方法は、非金属シート体に接着剤を塗布する塗布工程と、前記接着剤にマイクロ波を照射することによって前記接着剤を加熱する加熱工程と、前記非金属シート体の接着剤塗布面に他の材料を重ね合わせて接着一体化する工程とを包含することを特徴とする。
【0039】
前記第2製造方法の好適な実施形態を図2を参照しつつ説明する。この第2製造方法で用いる製造装置(10B)の一例を図2に示す。図2に示す製造装置(10B)において、(11)はマイクロ波予備加熱部、(12)はマイクロ波本加熱部、(13)は予備冷却部、(14)は本冷却部である。前記マイクロ波予備加熱部(11)およびマイクロ波本加熱部(12)における各加熱昇温速度は、マイクロ波発信器(15)の出力を調整することにより制御することができる。前記マイクロ波予備加熱部(11)では、マイクロ波照射により接着剤の加熱昇温速度が40〜100℃/秒の範囲になるように調整するのが好ましい。また前記マイクロ波本加熱部(12)では、マイクロ波照射による接着剤の加熱昇温速度が、前記予備加熱時の加熱昇温速度よりも低くなるように調整するのが好ましい。
【0040】
しかして、まず、図2に示すように、非金属シート体(2)を塗布ロール(21)に接触させることによって非金属シート体(2)の上面に接着剤を塗布する(塗布工程)。なお、(20)は、中に接着剤が満たされた接着剤パンである。
【0041】
次いで、前記塗布工程を経た非金属シート体(2)を、マイクロ波予備加熱部(11)、マイクロ波本加熱部(12)、予備冷却部(13)、本冷却部(14)内を順に通過させることによって接着剤の加熱乾燥を行う(加熱工程)。
【0042】
次いで、前記非金属シート体(2)の接着剤塗布面に他のシート体(4)を重ね合わせつつ一対の加熱加圧ロール(22)(22)間に挿通して両シート体(2)(4)を接着一体化して、接着積層体(1)を得る。
【0043】
この発明において、前記非金属シート体(2)としては、特に限定されるものではないが、例えば紙、板紙、プラスチックシート(PETシート、ナイロンシート、ポリプロピレンシート)、セロファンシート、布、ガラスクロス等が挙げられる。
【0044】
また、前記ウェットラミネーション法を採用する場合において、前記他の非金属シート体(3)としては、特に限定されるものではないが、例えば紙、板紙、プラスチックシート(PETシート、ナイロンシート、ポリプロピレンシート)、セロファンシート、布、ガラスクロス等が挙げられる。
【0045】
また、前記ドライラミネーション法を採用する場合において、前記他のシート体(4)としては、特に限定されるものではないが、例えばセロファンシート、プラスチックシート(PETシート、ナイロンシート、ポリプロピレンシート)、金属シート等が用いられる。
【0046】
この発明で用いられる接着剤としては、マイクロ波の照射により加熱され得るものであれば特に限定されず、例えば、ウェットラミネーションでは、ポリ酢酸ビニルエマルジョン、アクリル共重合体エマルジョン、ポリウレタンエマルジョン等が挙げられ、またドライラミネーションでは、イソシアネート基を有するプレポリマーからなる1液型の接着剤(溶剤に溶解せしめたもの)、或いは、ポリエーテルポリオール、ポリエステルポリオール、これらのウレタン変性物、エポキシ変性物からなる群より選ばれる主剤と、イソシアネート基を有する硬化剤とからなる2液型の接着剤(溶剤に溶解せしめたもの)等が挙げられる。
【0047】
前記接着剤としては、特に限定されるものではないが、より迅速な昇温を得るために誘電率の大きいものを用いるのが望ましい。中でも、誘電率が5以上の接着剤を用いるのが特に望ましく、この場合には接着剤へのマイクロ波照射により短時間で十分に接着剤を加熱することができる。
【実施例】
【0048】
次に、この発明の具体的実施例について説明するが、本発明はこれら実施例に限定されるものではない。
【0049】
<実施例1>
厚さ12μmのPETフィルムにポリ酢酸ビニルエマルジョン(誘電率80:固形分30質量%含有)を厚さ10μm塗布した後、該塗布面に35g/m2のロール紙(純白)を重ね合わせつつ一対の加熱加圧ロール間に挿通して貼り合わせた。次に、前記貼合シートをマイクロ波予備加熱部、マイクロ波本加熱部、予備冷却部、本冷却部内を順に通過させることによって乾燥処理及び冷却処理を行って、接着積層体を得た。即ち、この実施例1では、ウェットラミネーション法を用いた。なお、加熱部では、周波数2.45GHzのマイクロ波の出力をマイクロ波予備加熱部で200W、マイクロ波本加熱部で100Wに調節して接着剤中の溶媒を加熱乾燥した。
【0050】
<実施例2>
厚さ12μmのPETフィルムにイソシアネート基を有するプレポリマー(ポリエステルポリウレタンポリイソシアネート:誘電率6)を厚さ10μm塗布した後、これをマイクロ波予備加熱部、マイクロ波本加熱部、予備冷却部、本冷却部内を順に通過させることによって乾燥処理及び冷却処理を行い、次いで塗布乾燥面に厚さ15μmのアルミニウム箔を重ね合わせつつ一対の加熱加圧ロール(80℃、線圧20kg/cm)間に挿通して貼り合わせて、接着積層体を得た。即ち、この実施例2では、ドライラミネーション法を用いた。加熱乾燥条件は実施例1と同様である。
【0051】
<実施例3>
厚さ20μmのセロファンフィルムにイソシアネート基を有するプレポリマー(ポリエーテルポリウレタンポリイソシアネート:誘電率6)を厚さ10μm塗布した後、これをマイクロ波予備加熱部、マイクロ波本加熱部、予備冷却部、本冷却部内を順に通過させることによって乾燥処理及び冷却処理を行い、次いで塗布乾燥面に厚さ15μmのアルミニウム箔を重ね合わせつつ一対の加熱加圧ロール(80℃、線圧20kg/cm)間に挿通して貼り合わせて、接着積層体を得た。即ち、この実施例3では、ドライラミネーション法を用いた。加熱乾燥条件は実施例1と同様である。
【0052】
<比較例1>
マイクロ波照射(マイクロ波予備加熱・マイクロ波本加熱)に代えて、従来の乾燥法であるドライオーブン加熱により乾燥を行うものとした以外は、実施例1と同様にして接着積層体を得た。ドライオーブン加熱の温度は、予備加熱部100℃、本加熱部150℃とした。
【0053】
<比較例2>
マイクロ波照射(マイクロ波予備加熱・マイクロ波本加熱)に代えて、従来の乾燥法であるドライオーブン加熱により乾燥を行うものとした以外は、実施例2と同様にして接着積層体を得た。ドライオーブン加熱の温度は、予備加熱部100℃、本加熱部120℃とした。
【0054】
【表1】
【0055】
実施例1〜3及び比較例1、2において、加熱乾燥時に溶媒の昇温速度を位置A、位置B、位置Cの3箇所で測定した。これらの結果を表1に示した。なお、乾燥工程及び冷却工程ともに貼合シートの走査方向の中央部における幅方向片端より1/4の位置を位置Aとし、同幅方向片端より2/4の位置を位置Bとし、同幅方向片端より3/4の位置を位置Cとした。
【0056】
上記のようにして得られた各接着積層体に対し、乾燥後の密着性を評価するためにピーリング試験を行った結果、いずれの接着積層体も接着性に問題がなかった。
【0057】
表1から明らかなように、接着剤の加熱乾燥をマイクロ波照射により行った実施例1〜3では、比較例1、2と比較して加熱昇温速度が顕著に大きく全乾燥時間を大幅に短縮することができた。また、実施例1〜3では、位置A、B、C間の加熱昇温速度のばらつきが殆どなく均一な加熱を実現することができた。また、実施例1〜3の接着積層体において皺の発生は認められなかった。通常の生産ラインでの量産ではロール状のシート体を巻き出し、一定の送り速度で乾燥設備を通過させて乾燥させた後、巻き取るのが一般的であるから、全乾燥時間を大幅に短縮できれば、乾燥設備の大幅な小型化も可能となる。
【0058】
これに対し、比較例1、2では、加熱昇温速度が小さく乾燥に長い時間を要した上に、加熱も不均一であった。
【産業上の利用可能性】
【0059】
この発明の製造方法で製造された接着積層体の用途は、特に限定されないが、例えば電池用シート材料、ICタグ、キャップシール等が挙げられる。
【図面の簡単な説明】
【0060】
【図1】この発明の製造方法で用いる製造装置の一例を示す側面図である。
【図2】この発明の製造方法で用いる製造装置の他の例を示す側面図である。
【符号の説明】
【0061】
1…接着積層体
2…非金属シート体
3…他の非金属シート体
4…他のシート体
11…マイクロ波予備加熱部
12…マイクロ波本加熱部
【特許請求の範囲】
【請求項1】
非金属シート体に接着剤を用いて他の材料を接着一体化して接着積層体を得る製造方法において、
前記接着剤の加熱乾燥を、前記接着剤に対してマイクロ波を照射することによって行うことを特徴とする接着積層体の製造方法。
【請求項2】
非金属シート体に接着剤を介して他の非金属材料を重ね合わせて仮接着体を得る工程と、
前記仮接着体に対してマイクロ波を照射することによって前記接着剤の加熱乾燥を行って前記非金属シート体と前記他の非金属材料とを接着一体化する加熱工程とを包含することを特徴とする接着積層体の製造方法。
【請求項3】
非金属シート体に接着剤を介して他の非金属シート体を重ね合わせて仮接着体を得る工程と、
前記仮接着体に対してマイクロ波を照射することによって前記接着剤の加熱乾燥を行って前記非金属シート体と前記他の非金属シート体とを接着一体化する加熱工程とを包含することを特徴とする接着積層体の製造方法。
【請求項4】
前記接着剤として水性型接着剤を用いる請求項2または3に記載の接着積層体の製造方法。
【請求項5】
非金属シート体に接着剤を塗布する工程と、
前記接着剤にマイクロ波を照射することによって前記接着剤を加熱する加熱工程と、
前記非金属シート体の接着剤塗布面に他の材料を重ね合わせて接着一体化する工程とを包含することを特徴とする接着積層体の製造方法。
【請求項6】
非金属シート体に接着剤を塗布する工程と、
前記接着剤にマイクロ波を照射することによって前記接着剤を加熱する加熱工程と、
前記非金属シート体の接着剤塗布面に他のシート体を重ね合わせて接着一体化する工程とを包含することを特徴とする接着積層体の製造方法。
【請求項7】
前記接着剤として有機溶剤型接着剤を用いる請求項5または6に記載の接着積層体の製造方法。
【請求項8】
前記加熱工程において、前記接着剤の加熱昇温速度が40〜100℃/秒の範囲になるようにマイクロ波を照射することによって前記接着剤の予備加熱を行った後、前記予備加熱時の加熱昇温速度よりも低い加熱昇温速度になるようにマイクロ波を照射して本加熱することによって、前記接着剤の加熱処理を行う請求項1〜7のいずれか1項に記載の接着積層体の製造方法。
【請求項9】
前記本加熱時の接着剤の加熱昇温速度は、前記予備加熱時の加熱昇温速度の0.3〜0.7倍である請求項8に記載の接着積層体の製造方法。
【請求項10】
前記マイクロ波を照射することによる前記接着剤の加熱昇温速度が20〜100℃/秒の範囲である請求項1〜7のいずれか1項に記載の接着積層体の製造方法。
【請求項11】
前記接着剤の誘電率が5以上である請求項1〜10のいずれか1項に記載の接着積層体の製造方法。
【請求項12】
請求項1〜11のいずれか1項に記載の製造方法により製造された接着積層体。
【請求項1】
非金属シート体に接着剤を用いて他の材料を接着一体化して接着積層体を得る製造方法において、
前記接着剤の加熱乾燥を、前記接着剤に対してマイクロ波を照射することによって行うことを特徴とする接着積層体の製造方法。
【請求項2】
非金属シート体に接着剤を介して他の非金属材料を重ね合わせて仮接着体を得る工程と、
前記仮接着体に対してマイクロ波を照射することによって前記接着剤の加熱乾燥を行って前記非金属シート体と前記他の非金属材料とを接着一体化する加熱工程とを包含することを特徴とする接着積層体の製造方法。
【請求項3】
非金属シート体に接着剤を介して他の非金属シート体を重ね合わせて仮接着体を得る工程と、
前記仮接着体に対してマイクロ波を照射することによって前記接着剤の加熱乾燥を行って前記非金属シート体と前記他の非金属シート体とを接着一体化する加熱工程とを包含することを特徴とする接着積層体の製造方法。
【請求項4】
前記接着剤として水性型接着剤を用いる請求項2または3に記載の接着積層体の製造方法。
【請求項5】
非金属シート体に接着剤を塗布する工程と、
前記接着剤にマイクロ波を照射することによって前記接着剤を加熱する加熱工程と、
前記非金属シート体の接着剤塗布面に他の材料を重ね合わせて接着一体化する工程とを包含することを特徴とする接着積層体の製造方法。
【請求項6】
非金属シート体に接着剤を塗布する工程と、
前記接着剤にマイクロ波を照射することによって前記接着剤を加熱する加熱工程と、
前記非金属シート体の接着剤塗布面に他のシート体を重ね合わせて接着一体化する工程とを包含することを特徴とする接着積層体の製造方法。
【請求項7】
前記接着剤として有機溶剤型接着剤を用いる請求項5または6に記載の接着積層体の製造方法。
【請求項8】
前記加熱工程において、前記接着剤の加熱昇温速度が40〜100℃/秒の範囲になるようにマイクロ波を照射することによって前記接着剤の予備加熱を行った後、前記予備加熱時の加熱昇温速度よりも低い加熱昇温速度になるようにマイクロ波を照射して本加熱することによって、前記接着剤の加熱処理を行う請求項1〜7のいずれか1項に記載の接着積層体の製造方法。
【請求項9】
前記本加熱時の接着剤の加熱昇温速度は、前記予備加熱時の加熱昇温速度の0.3〜0.7倍である請求項8に記載の接着積層体の製造方法。
【請求項10】
前記マイクロ波を照射することによる前記接着剤の加熱昇温速度が20〜100℃/秒の範囲である請求項1〜7のいずれか1項に記載の接着積層体の製造方法。
【請求項11】
前記接着剤の誘電率が5以上である請求項1〜10のいずれか1項に記載の接着積層体の製造方法。
【請求項12】
請求項1〜11のいずれか1項に記載の製造方法により製造された接着積層体。
【図1】

【図2】
【図2】
【公開番号】特開2006−297892(P2006−297892A)
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願番号】特願2005−236360(P2005−236360)
【出願日】平成17年8月17日(2005.8.17)
【出願人】(000002004)昭和電工株式会社 (3,251)
【Fターム(参考)】
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願日】平成17年8月17日(2005.8.17)
【出願人】(000002004)昭和電工株式会社 (3,251)
【Fターム(参考)】
[ Back to top ]