
接続ポートを有する樹脂製容器
【課題】接続ポートにおける接続作業の効率を高め、コストを低減させた、金属製中空管を有する接続ポートを有する樹脂製容器及びその製造方法の提供。
【解決手段】金属製中空管を有する接続ポートを有する樹脂製容器であって、金属製中空管と樹脂製容器との間の少なくとも一部にフッ素樹脂層を有する、上記樹脂製容器により、上記課題を解決する。
【解決手段】金属製中空管を有する接続ポートを有する樹脂製容器であって、金属製中空管と樹脂製容器との間の少なくとも一部にフッ素樹脂層を有する、上記樹脂製容器により、上記課題を解決する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属製中空管を有する接続ポートを有する樹脂製容器に関し、特に、該接続ポートにおける液漏れを防止する樹脂製容器に関する。
【背景技術】
【0002】
油圧用容器及び/又は燃料容器などに接続ポートを設け、該接続ポートを介して容器内外へ液体又は流体を流入又は流出させる手段が、各種機械の油圧系及び/又は燃料系などに備えられている。
【0003】
例えば、特許文献1は、主に、航空、宇宙産業の油圧、燃料系統に用いられる接続ポートを開示する。該接続ポートは、液漏れを防止するために、外部接続側金具(接続金具)と隔壁との間に、Oリングを配置させている。特に、隔壁に、隔壁内側から外側へと大口径となるように傾斜した面からなるOリング受け面を設け、該受け面及びOリングによる液漏れ防止を図っている。しかしながら、樹脂製隔壁又は樹脂製容器にOリング受け面を設けると、該樹脂に欠肉を有すると漏れ防止が有効に作用しない、という問題があった。また、樹脂と金属製中空管とを接着させていないため、樹脂と金属製中空管との界面から漏れが生じる、という問題があった。
【0004】
また、外部接続側金具と接続ポートとを仲介する中間コネクタを設け、且つOリングを用いる手法を用いる製品が存在する。しかしながら、この手法は、中間コネクタを必要とするため、部品点数が多くなり、作業上、効率が低下する、という問題があった。また、液漏れ防止のためには、中間コネクタと容器外側表面との密着性が重要であり、中間コネクタと容器外側表面との界面の精度、ひいては密着性を上げる点が、液漏れ防止において重要であったが、コスト高となる、という問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−105484号公報。
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明の目的は、上記問題を解決することにある。
具体的には、本発明の目的は、接続ポートにおける接続作業の効率を高め、コストを低減させた、金属製中空管を有する接続ポートを有する樹脂製容器を提供することにある。
また、本発明の目的は、該樹脂製容器の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、次の発明を見出した。
<1> 金属製中空管を有する接続ポートを有する樹脂製容器であって、
金属製中空管と樹脂製容器との間の少なくとも一部にフッ素樹脂層を有する、上記樹脂製容器。
<2> 上記<1>において、少なくとも一部が、樹脂製容器内部側であるのがよい。
【0008】
<3> 上記<1>又は<2>において、樹脂製容器が、融点170℃以上、好ましくは200℃以上の樹脂を有してなるのがよい。
<4> 上記<3>において、樹脂が、ナイロン系樹脂であるのがよい。
<5> 上記<1>〜<4>のいずれかにおいて、金属製中空管の外側表面が、アルミニウム、真鍮、鉄、銅及びSUSからなる群から選ばれる金属からなるのがよい。
【0009】
<6> 上記<1>〜<5>のいずれかにおいて、フッ素樹脂層が、カーボネート基及び/又はカルボン酸ハライド基を有するフッ素樹脂を有するのがよい。特に、該フッ素樹脂は、ポリマー鎖末端及び/又は側鎖に、カーボネート基及び/又はカルボン酸ハライド基を有するのがよい。
<7> 上記<1>〜<6>のいずれかにおいて、フッ素樹脂層の厚みが、0.01〜1mm、好ましくは0.05〜0.5mmであるのがよい。
【0010】
<8> 接続ポートを有する樹脂製容器の製造方法であって、
a)金属製中空管を準備する工程;
b)金属製中空管の外側の少なくとも一部にフッ素樹脂を塗布し金属製中空管の外側の少なくとも一部にフッ素樹脂層を形成する工程;及び
c)フッ素樹脂層を有する金属製中空管が接続ポートの位置となるように、樹脂製容器を成形する工程;
を有することにより、金属製中空管と樹脂製容器との間の少なくとも一部にフッ素樹脂層を有する樹脂製容器を得る上記方法。
【0011】
<9> 上記<8>において、少なくとも一部が、樹脂製容器内部側であるのがよい。
<10> 上記<8>又は<9>において、樹脂製容器が、融点170℃以上、好ましくは200℃以上の樹脂を有してなるのがよい。
<11> 上記<10>のいずれかにおいて、樹脂が、ナイロン系樹脂であるのがよい。
【0012】
<12> 上記<8>〜<11>のいずれかにおいて、金属製中空管の外側表面が、アルミニウム、真鍮、鉄、銅及びSUSからなる群から選ばれる金属からなるのがよい。
<13> 上記<8>〜<12>のいずれかにおいて、フッ素樹脂層が、カーボネート基及び/又はカルボン酸ハライド基を有するフッ素樹脂を有するのがよい。特に、該フッ素樹脂は、ポリマー鎖末端及び/又は側鎖に、カーボネート基及び/又はカルボン酸ハライド基を有するのがよい。
<14> 上記<8>〜<13>のいずれかにおいて、フッ素樹脂層の厚みが、0.01〜1mm、好ましくは0.05〜0.5mmであるのがよい。
【発明の効果】
【0013】
本発明により、接続ポートにおける接続作業の効率を高め、コストを低減させた、金属製中空管を有する接続ポートを有する樹脂製容器を提供することができる。
また、本発明により、該樹脂製容器の製造方法を提供することができる。
【図面の簡単な説明】
【0014】
【図1】本願の樹脂製容器の接続ポート部位の一例1の断面を模式的に示す図である。
【図2】本願の樹脂製容器の接続ポート部位の一例9の断面を模式的に示す図である。
【図3】本願の樹脂製容器の接続ポート部位の一例11の断面を模式的に示す図である。
【図4】実施例1で用いるアルミ製金属ナット14の断面を示す図である。
【図5】実施例3でナットの外側にフッ素樹脂層を形成する箇所を示す図である。
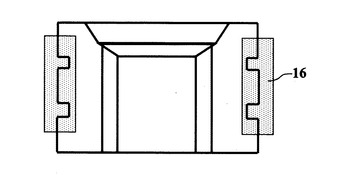
【図6】実施例4でナットの外側にフッ素樹脂層を形成する箇所を示す図である。
【発明を実施するための形態】
【0015】
以下、本発明を詳細に説明する。
本願は、金属製中空管を有する接続ポートを有する樹脂製容器であって、金属製中空管と樹脂製容器との間の少なくとも一部にフッ素樹脂層を有する、上記樹脂製容器を提供する。また、本願は、該樹脂製容器の製造方法を提供する。
本願の樹脂製容器の接続ポートについて、図1〜図3を用いて、説明する。
【0016】
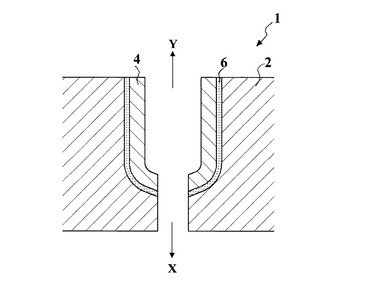
図1は、本願の樹脂製容器の接続ポート1の断面を模式的に示す図である。
接続ポート1は、樹脂製容器の樹脂2、金属製中空管4と樹脂2との間に配置されるフッ素樹脂層6を有してなる。
本願において、フッ素樹脂層6が金属製中空管4と樹脂2との間に配置されることにより、樹脂製容器の容器内側Xから容器外側Yへの液漏れを防止することができる。特に、フッ素樹脂層6は、金属製中空管4と樹脂2と接着しているため、それぞれの界面からの液漏れを防止することができる。
【0017】
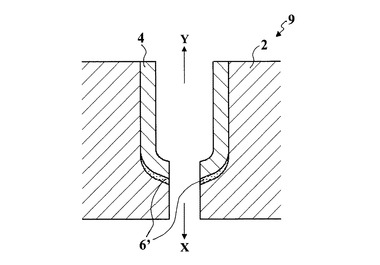
図2は、本願の樹脂製容器の接続ポート9の断面を模式的に示す図である。
図1と同様に、接続ポート9は、樹脂製容器の樹脂2、金属製中空管4と樹脂2との間に配置されるフッ素樹脂層6’を有してなる。
ただし、図2において、フッ素樹脂層6’は、金属製中空管4と樹脂2との間の一部にしか存在しない。具体的には、フッ素樹脂層6’は、金属製中空管4と樹脂2との間の一部である、樹脂製容器の容器内側Xに配置されるだけで、金属製中空管4と樹脂2との間の全てにおいて配置されていない。樹脂製容器からの液漏れは、従来、金属製中空管4と樹脂2との界面から生じていた。したがって、該界面での液漏れを防止することが重要であり、図2に示すように、金属製中空管4と樹脂2との間の一部にフッ素樹脂層6’を配置させるだけで、該界面での液漏れは、大いに防止されることを、本発明者らは見出した。
【0018】
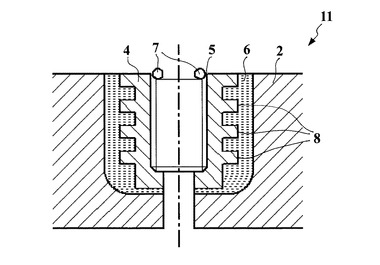
図3は、本願の樹脂製容器の接続ポート11の一例の断面を示す図である。
図1と同様に、接続ポート11は、樹脂製容器の樹脂2、金属製中空管4と樹脂2との間に配置されるフッ素樹脂層6を有してなる。
図3において、金属製中空管4は、その外側に突起形状8を有してなる。該突起形状8により、金属製中空管4と樹脂2又はフッ素樹脂層6との接着性を高めることができる。
図3において、金属製中空管4は、容器外側Yに、容器内側Xから容器外側Yへと大口径と傾斜してなるOリング受け面5を有する。また、図示しない外部接続部を接続ポート11と接続する際に、Oリング受け面5上に、Oリング7が配置される。Oリング7により、従来と同様に、液漏れを防止することができる。また、金属製中空管4にOリング受け面5を設けるため、金属加工が樹脂加工よりも容易であり、該部分の欠肉も防止することができる。
【0019】
以下、本願の樹脂製容器の構成要素について説明する。
<樹脂製容器>
樹脂製容器は、融点170℃以上、好ましくは200℃以上の樹脂を有してなるのがよく、好ましくは該樹脂のみから成るのがよい。
例えば、該樹脂として、用いる液体に依存するが、一般に、いかなる材質であってもよい。ただし、ポリアミド(PA)、ポリエチレンテレフタレート、ポリブチレンテレフタレート、液晶ポリマー、ポリフェニレンサルファイド(PPS)等であるのが好ましい。
【0020】
<金属製中空管>
金属製中空管は、その外側表面、特にフッ素樹脂層と密着する表面が、アルミニウム、真鍮、鉄、銅及びSUSからなる群から選ばれる金属からなるのがよい。外側表面、特にフッ素樹脂層と密着する表面がこれらの金属から成ることにより、フッ素樹脂層との密着性を高めることができる。
金属製中空管は、好ましくは、全体が、アルミニウム、真鍮、鉄、銅及びSUSからなる群から選ばれる金属からなるのがよい。
【0021】
金属製中空管は、その外側に、突起形状を有するのがよい。突起形状を有することにより、フッ素樹脂層及び/又は樹脂製容器の樹脂との密着性を高めることができる。
金属製中空管は、容器外側となる側に、容器内側から容器外側へと大口径となるように傾斜してなるOリング受け面を有するのがよい。該Oリング受け面は、外部接続部と接続する際に、Oリングを介し且つ該Oリング受け面で、接続することにより、Oリングによる液漏れ防止を図ることができる。また、金属製中空管にOリング受け面を設けることにより、樹脂加工よりも金属加工が容易である点、欠肉が発生しにくい点も有利である。
【0022】
金属製中空管は、その内側、即ち中空側に、接続部位を有する。該接続部位は、外部接続部との接続する箇所であり、例えば、雌ねじ又は雄ねじを形成して成るのがよい。
【0023】
<フッ素樹脂層>
本願において、フッ素樹脂層は、金属製中空管4と樹脂2との間の少なくとも一部に配置される。フッ素樹脂層は、金属製中空管4と樹脂2との間の全てにおいて配置されてもよい。
少なくとも一部は、樹脂製容器内部側であるのがよい。液漏れをより効率的に防止するためである。
【0024】
フッ素樹脂層は、カーボネート基及び/又はカルボン酸ハライド基を有するフッ素樹脂を有するのがよい。好ましくは、該樹脂のみからなるのがよい。特に、該フッ素樹脂は、ポリマー鎖末端及び/又は側鎖に、カーボネート基及び/又はカルボン酸ハライド基を有するのがよく、フッ素樹脂層は、該樹脂のみからなるのがよい。
フッ素樹脂層の厚みは、0.01〜1mm、好ましくは0.05〜0.5mmであるのがよい。
【0025】
本願の、金属製中空管を有する接続ポートを有する樹脂製容器は、次のような方法により製造することができる。
即ち、a)金属製中空管を準備する工程;
b)金属製中空管の外側の少なくとも一部にフッ素樹脂を塗布し金属製中空管の外側の少なくとも一部にフッ素樹脂層を形成する工程;及び
c)フッ素樹脂層を有する金属製中空管が接続ポートの位置となるように、樹脂製容器を成形する工程;
を有することにより、上記の樹脂製容器を得ることができる。
なお、金属製中空管、フッ素樹脂、フッ素樹脂層、樹脂製容器などの語は、上述と同じ定義を有する。
【0026】
工程a)は、金属製中空管を準備する工程である。所望の特性を有する金属製中空管を市販・購入しても、別途、製造してもよい。
【0027】
工程b)は、金属製中空管の外側の少なくとも一部にフッ素樹脂を塗布し金属製中空管の外側の少なくとも一部にフッ素樹脂層を形成する工程である。
フッ素樹脂の塗布法は、従来の塗布法を用いることができ、例えば、流動浸漬、粉体塗装、静電塗装などの手法を用いることができる。
【0028】
工程c)は、フッ素樹脂層を有する金属製中空管が接続ポートの位置となるように、樹脂製容器を成形する工程である。
例えば、成形法として、回転成形、ブロー成形、射出成形などを用いることができる。
【0029】
以下、実施例に基づいて、本発明をさらに詳細に説明するが、本発明は本実施例に限定されるものではない。
【実施例1】
【0030】
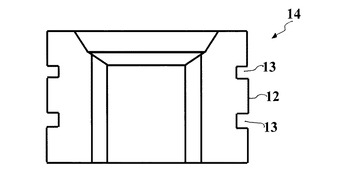
<A.金属中空管>
金属中空管として、中空部を有するアルミ製金属ナットを準備した。製品外側にはOリング受け面があり、外側には図4に示すように、突起形状12及び溝13を有する。なお、図4は、本実施例で用いるアルミ製金属ナット14の断面を示す図である。
【0031】
<B.フッ素樹脂>
フッ素樹脂として、カーボネート基を有するフッ素樹脂であるネオフロンEFEP(ダイキン工業株式会社製RP−4020)を準備した。該フッ素樹脂を、上記Aで準備した金属中空管の外側全体に、その厚みが均一となるように粉体塗装法により塗布した。得られたフッ素樹脂の層は、その厚みが0.05mmであることを超音波肉厚計により確認した。
【0032】
<C.樹脂製容器の成形>
上記Bで得られた、フッ素樹脂層を外側に有する金属中空管が、所望の位置の接続ポートとなるように、樹脂製容器を成形した。成形法は、回転成形法を用いた。具体的には、ナイロン6(融点225℃)の回転成形により樹脂製容器X−1を作製した。
【0033】
<D.樹脂製容器の液漏れ特性>
得られた樹脂製容器X−1の液漏れ特性を調べた。液漏れ特性は、内部に作動油を充填し、ささらに内圧を50kPA印加した状態で1ヶ月放置することにより行った。なお、放置する際に、該ポート部の外側に油分を吸収できる不織布を置き、液漏れした油分を吸収させ、試験前後の重量変化にて、漏れ量を測定した。その結果、不織布ににじみ及び/又は液漏れが認められず、不織布の重量変化も認められず、液漏れが防止されていることが確認できた。
【実施例2】
【0034】
金属中空管として、実施例1のAの「アルミ製金属ナット」の代わりに、真鍮製金属ナットを用いた以外、実施例1と同様に、接続ポートを有する樹脂製容器X−2を作製した。なお、真鍮製金属ナットは、実施例1のアルミ製金属ナットと同様に、突起形状12及び溝13を有した。
得られた樹脂製容器X−2の液漏れ特性を、実施例1のDと同様に調べた。その結果、不織布ににじみ及び/又は液漏れが認められず、不織布の重量変化も認められず、液漏れが防止されていることが確認できた。
【実施例3】
【0035】
実施例1のBにおいて、フッ素樹脂層を「金属中空管の外側全体に」形成させる代わりに、図5で示すハッチング部15のみに、フッ素樹脂層を形成させた以外、実施例1と同様に、接続ポートを有する樹脂製容器X−3を作製した。なお、ハッチング部15に形成したフッ素樹脂層は、その厚みが0.2mmであることを超音波肉厚計により確認した。
得られた樹脂製容器X−3の液漏れ特性を、実施例1のDと同様に調べた。その結果、不織布ににじみ及び/又は液漏れが認められず、不織布の重量変化も認められず、液漏れが防止されていることが確認できた。
本実施例から、金属中空管の外側の一部にフッ素樹脂層を形成した場合であっても、液漏れ防止ができることが確認できた。
【実施例4】
【0036】
実施例1のBにおいて、フッ素樹脂層を「金属中空管の外側全体に」形成させる代わりに、図6で示すハッチング部16のみに、フッ素樹脂層を形成させた以外、実施例1と同様に、接続ポートを有する樹脂製容器X−4を作製した。なお、ハッチング部16に形成したフッ素樹脂層は、その厚みが0.2mmであることを超音波肉厚計により確認した。
得られた樹脂製容器X−4の液漏れ特性を、実施例1のDと同様に調べた。その結果、不織布ににじみ及び/又は液漏れが認められず、不織布の重量変化も認められず、液漏れが防止されていることが確認できた。
本実施例から、金属中空管の外側の一部にフッ素樹脂層を形成した場合であっても、液漏れ防止ができることが確認できた。
【実施例5】
【0037】
実施例1のBにおいて、「カーボネート基を有するフッ素樹脂であるネオフロンEFEP(ダイキン工業株式会社製RP−4020)」の代わりに、カーボネート基を有するフッ素樹脂であるフルオンETFE(旭硝子社製Z−885C)を用いた以外、実施例1と同様に、接続ポートを有する樹脂製容器X−5を作製した。
得られた樹脂製容器X−5の液漏れ特性を、実施例1のDと同様に調べた。その結果、不織布ににじみ及び/又は液漏れが認められず、不織布の重量変化も認められず、液漏れが防止されていることが確認できた。
【0038】
(比較例1)
実施例1において、Bの工程を設けない以外、即ちフッ素樹脂層を設けない以外、実施例1と同様に、接続ポートを有する樹脂製容器CX−1を作製した。
得られた樹脂製容器CX−1の液漏れ特性を、実施例1のDと同様に調べた。その結果、不織布ににじみ及び液漏れが認められ、不織布は1ヶ月で10.3g重量増加しており、内部から油分が漏れていることを確認した。
実施例1〜5と比較例1とから、実施例1〜5のフッ素樹脂層が、液漏れ防止に寄与していることがわかる。
【技術分野】
【0001】
本発明は、金属製中空管を有する接続ポートを有する樹脂製容器に関し、特に、該接続ポートにおける液漏れを防止する樹脂製容器に関する。
【背景技術】
【0002】
油圧用容器及び/又は燃料容器などに接続ポートを設け、該接続ポートを介して容器内外へ液体又は流体を流入又は流出させる手段が、各種機械の油圧系及び/又は燃料系などに備えられている。
【0003】
例えば、特許文献1は、主に、航空、宇宙産業の油圧、燃料系統に用いられる接続ポートを開示する。該接続ポートは、液漏れを防止するために、外部接続側金具(接続金具)と隔壁との間に、Oリングを配置させている。特に、隔壁に、隔壁内側から外側へと大口径となるように傾斜した面からなるOリング受け面を設け、該受け面及びOリングによる液漏れ防止を図っている。しかしながら、樹脂製隔壁又は樹脂製容器にOリング受け面を設けると、該樹脂に欠肉を有すると漏れ防止が有効に作用しない、という問題があった。また、樹脂と金属製中空管とを接着させていないため、樹脂と金属製中空管との界面から漏れが生じる、という問題があった。
【0004】
また、外部接続側金具と接続ポートとを仲介する中間コネクタを設け、且つOリングを用いる手法を用いる製品が存在する。しかしながら、この手法は、中間コネクタを必要とするため、部品点数が多くなり、作業上、効率が低下する、という問題があった。また、液漏れ防止のためには、中間コネクタと容器外側表面との密着性が重要であり、中間コネクタと容器外側表面との界面の精度、ひいては密着性を上げる点が、液漏れ防止において重要であったが、コスト高となる、という問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−105484号公報。
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明の目的は、上記問題を解決することにある。
具体的には、本発明の目的は、接続ポートにおける接続作業の効率を高め、コストを低減させた、金属製中空管を有する接続ポートを有する樹脂製容器を提供することにある。
また、本発明の目的は、該樹脂製容器の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、次の発明を見出した。
<1> 金属製中空管を有する接続ポートを有する樹脂製容器であって、
金属製中空管と樹脂製容器との間の少なくとも一部にフッ素樹脂層を有する、上記樹脂製容器。
<2> 上記<1>において、少なくとも一部が、樹脂製容器内部側であるのがよい。
【0008】
<3> 上記<1>又は<2>において、樹脂製容器が、融点170℃以上、好ましくは200℃以上の樹脂を有してなるのがよい。
<4> 上記<3>において、樹脂が、ナイロン系樹脂であるのがよい。
<5> 上記<1>〜<4>のいずれかにおいて、金属製中空管の外側表面が、アルミニウム、真鍮、鉄、銅及びSUSからなる群から選ばれる金属からなるのがよい。
【0009】
<6> 上記<1>〜<5>のいずれかにおいて、フッ素樹脂層が、カーボネート基及び/又はカルボン酸ハライド基を有するフッ素樹脂を有するのがよい。特に、該フッ素樹脂は、ポリマー鎖末端及び/又は側鎖に、カーボネート基及び/又はカルボン酸ハライド基を有するのがよい。
<7> 上記<1>〜<6>のいずれかにおいて、フッ素樹脂層の厚みが、0.01〜1mm、好ましくは0.05〜0.5mmであるのがよい。
【0010】
<8> 接続ポートを有する樹脂製容器の製造方法であって、
a)金属製中空管を準備する工程;
b)金属製中空管の外側の少なくとも一部にフッ素樹脂を塗布し金属製中空管の外側の少なくとも一部にフッ素樹脂層を形成する工程;及び
c)フッ素樹脂層を有する金属製中空管が接続ポートの位置となるように、樹脂製容器を成形する工程;
を有することにより、金属製中空管と樹脂製容器との間の少なくとも一部にフッ素樹脂層を有する樹脂製容器を得る上記方法。
【0011】
<9> 上記<8>において、少なくとも一部が、樹脂製容器内部側であるのがよい。
<10> 上記<8>又は<9>において、樹脂製容器が、融点170℃以上、好ましくは200℃以上の樹脂を有してなるのがよい。
<11> 上記<10>のいずれかにおいて、樹脂が、ナイロン系樹脂であるのがよい。
【0012】
<12> 上記<8>〜<11>のいずれかにおいて、金属製中空管の外側表面が、アルミニウム、真鍮、鉄、銅及びSUSからなる群から選ばれる金属からなるのがよい。
<13> 上記<8>〜<12>のいずれかにおいて、フッ素樹脂層が、カーボネート基及び/又はカルボン酸ハライド基を有するフッ素樹脂を有するのがよい。特に、該フッ素樹脂は、ポリマー鎖末端及び/又は側鎖に、カーボネート基及び/又はカルボン酸ハライド基を有するのがよい。
<14> 上記<8>〜<13>のいずれかにおいて、フッ素樹脂層の厚みが、0.01〜1mm、好ましくは0.05〜0.5mmであるのがよい。
【発明の効果】
【0013】
本発明により、接続ポートにおける接続作業の効率を高め、コストを低減させた、金属製中空管を有する接続ポートを有する樹脂製容器を提供することができる。
また、本発明により、該樹脂製容器の製造方法を提供することができる。
【図面の簡単な説明】
【0014】
【図1】本願の樹脂製容器の接続ポート部位の一例1の断面を模式的に示す図である。
【図2】本願の樹脂製容器の接続ポート部位の一例9の断面を模式的に示す図である。
【図3】本願の樹脂製容器の接続ポート部位の一例11の断面を模式的に示す図である。
【図4】実施例1で用いるアルミ製金属ナット14の断面を示す図である。
【図5】実施例3でナットの外側にフッ素樹脂層を形成する箇所を示す図である。
【図6】実施例4でナットの外側にフッ素樹脂層を形成する箇所を示す図である。
【発明を実施するための形態】
【0015】
以下、本発明を詳細に説明する。
本願は、金属製中空管を有する接続ポートを有する樹脂製容器であって、金属製中空管と樹脂製容器との間の少なくとも一部にフッ素樹脂層を有する、上記樹脂製容器を提供する。また、本願は、該樹脂製容器の製造方法を提供する。
本願の樹脂製容器の接続ポートについて、図1〜図3を用いて、説明する。
【0016】
図1は、本願の樹脂製容器の接続ポート1の断面を模式的に示す図である。
接続ポート1は、樹脂製容器の樹脂2、金属製中空管4と樹脂2との間に配置されるフッ素樹脂層6を有してなる。
本願において、フッ素樹脂層6が金属製中空管4と樹脂2との間に配置されることにより、樹脂製容器の容器内側Xから容器外側Yへの液漏れを防止することができる。特に、フッ素樹脂層6は、金属製中空管4と樹脂2と接着しているため、それぞれの界面からの液漏れを防止することができる。
【0017】
図2は、本願の樹脂製容器の接続ポート9の断面を模式的に示す図である。
図1と同様に、接続ポート9は、樹脂製容器の樹脂2、金属製中空管4と樹脂2との間に配置されるフッ素樹脂層6’を有してなる。
ただし、図2において、フッ素樹脂層6’は、金属製中空管4と樹脂2との間の一部にしか存在しない。具体的には、フッ素樹脂層6’は、金属製中空管4と樹脂2との間の一部である、樹脂製容器の容器内側Xに配置されるだけで、金属製中空管4と樹脂2との間の全てにおいて配置されていない。樹脂製容器からの液漏れは、従来、金属製中空管4と樹脂2との界面から生じていた。したがって、該界面での液漏れを防止することが重要であり、図2に示すように、金属製中空管4と樹脂2との間の一部にフッ素樹脂層6’を配置させるだけで、該界面での液漏れは、大いに防止されることを、本発明者らは見出した。
【0018】
図3は、本願の樹脂製容器の接続ポート11の一例の断面を示す図である。
図1と同様に、接続ポート11は、樹脂製容器の樹脂2、金属製中空管4と樹脂2との間に配置されるフッ素樹脂層6を有してなる。
図3において、金属製中空管4は、その外側に突起形状8を有してなる。該突起形状8により、金属製中空管4と樹脂2又はフッ素樹脂層6との接着性を高めることができる。
図3において、金属製中空管4は、容器外側Yに、容器内側Xから容器外側Yへと大口径と傾斜してなるOリング受け面5を有する。また、図示しない外部接続部を接続ポート11と接続する際に、Oリング受け面5上に、Oリング7が配置される。Oリング7により、従来と同様に、液漏れを防止することができる。また、金属製中空管4にOリング受け面5を設けるため、金属加工が樹脂加工よりも容易であり、該部分の欠肉も防止することができる。
【0019】
以下、本願の樹脂製容器の構成要素について説明する。
<樹脂製容器>
樹脂製容器は、融点170℃以上、好ましくは200℃以上の樹脂を有してなるのがよく、好ましくは該樹脂のみから成るのがよい。
例えば、該樹脂として、用いる液体に依存するが、一般に、いかなる材質であってもよい。ただし、ポリアミド(PA)、ポリエチレンテレフタレート、ポリブチレンテレフタレート、液晶ポリマー、ポリフェニレンサルファイド(PPS)等であるのが好ましい。
【0020】
<金属製中空管>
金属製中空管は、その外側表面、特にフッ素樹脂層と密着する表面が、アルミニウム、真鍮、鉄、銅及びSUSからなる群から選ばれる金属からなるのがよい。外側表面、特にフッ素樹脂層と密着する表面がこれらの金属から成ることにより、フッ素樹脂層との密着性を高めることができる。
金属製中空管は、好ましくは、全体が、アルミニウム、真鍮、鉄、銅及びSUSからなる群から選ばれる金属からなるのがよい。
【0021】
金属製中空管は、その外側に、突起形状を有するのがよい。突起形状を有することにより、フッ素樹脂層及び/又は樹脂製容器の樹脂との密着性を高めることができる。
金属製中空管は、容器外側となる側に、容器内側から容器外側へと大口径となるように傾斜してなるOリング受け面を有するのがよい。該Oリング受け面は、外部接続部と接続する際に、Oリングを介し且つ該Oリング受け面で、接続することにより、Oリングによる液漏れ防止を図ることができる。また、金属製中空管にOリング受け面を設けることにより、樹脂加工よりも金属加工が容易である点、欠肉が発生しにくい点も有利である。
【0022】
金属製中空管は、その内側、即ち中空側に、接続部位を有する。該接続部位は、外部接続部との接続する箇所であり、例えば、雌ねじ又は雄ねじを形成して成るのがよい。
【0023】
<フッ素樹脂層>
本願において、フッ素樹脂層は、金属製中空管4と樹脂2との間の少なくとも一部に配置される。フッ素樹脂層は、金属製中空管4と樹脂2との間の全てにおいて配置されてもよい。
少なくとも一部は、樹脂製容器内部側であるのがよい。液漏れをより効率的に防止するためである。
【0024】
フッ素樹脂層は、カーボネート基及び/又はカルボン酸ハライド基を有するフッ素樹脂を有するのがよい。好ましくは、該樹脂のみからなるのがよい。特に、該フッ素樹脂は、ポリマー鎖末端及び/又は側鎖に、カーボネート基及び/又はカルボン酸ハライド基を有するのがよく、フッ素樹脂層は、該樹脂のみからなるのがよい。
フッ素樹脂層の厚みは、0.01〜1mm、好ましくは0.05〜0.5mmであるのがよい。
【0025】
本願の、金属製中空管を有する接続ポートを有する樹脂製容器は、次のような方法により製造することができる。
即ち、a)金属製中空管を準備する工程;
b)金属製中空管の外側の少なくとも一部にフッ素樹脂を塗布し金属製中空管の外側の少なくとも一部にフッ素樹脂層を形成する工程;及び
c)フッ素樹脂層を有する金属製中空管が接続ポートの位置となるように、樹脂製容器を成形する工程;
を有することにより、上記の樹脂製容器を得ることができる。
なお、金属製中空管、フッ素樹脂、フッ素樹脂層、樹脂製容器などの語は、上述と同じ定義を有する。
【0026】
工程a)は、金属製中空管を準備する工程である。所望の特性を有する金属製中空管を市販・購入しても、別途、製造してもよい。
【0027】
工程b)は、金属製中空管の外側の少なくとも一部にフッ素樹脂を塗布し金属製中空管の外側の少なくとも一部にフッ素樹脂層を形成する工程である。
フッ素樹脂の塗布法は、従来の塗布法を用いることができ、例えば、流動浸漬、粉体塗装、静電塗装などの手法を用いることができる。
【0028】
工程c)は、フッ素樹脂層を有する金属製中空管が接続ポートの位置となるように、樹脂製容器を成形する工程である。
例えば、成形法として、回転成形、ブロー成形、射出成形などを用いることができる。
【0029】
以下、実施例に基づいて、本発明をさらに詳細に説明するが、本発明は本実施例に限定されるものではない。
【実施例1】
【0030】
<A.金属中空管>
金属中空管として、中空部を有するアルミ製金属ナットを準備した。製品外側にはOリング受け面があり、外側には図4に示すように、突起形状12及び溝13を有する。なお、図4は、本実施例で用いるアルミ製金属ナット14の断面を示す図である。
【0031】
<B.フッ素樹脂>
フッ素樹脂として、カーボネート基を有するフッ素樹脂であるネオフロンEFEP(ダイキン工業株式会社製RP−4020)を準備した。該フッ素樹脂を、上記Aで準備した金属中空管の外側全体に、その厚みが均一となるように粉体塗装法により塗布した。得られたフッ素樹脂の層は、その厚みが0.05mmであることを超音波肉厚計により確認した。
【0032】
<C.樹脂製容器の成形>
上記Bで得られた、フッ素樹脂層を外側に有する金属中空管が、所望の位置の接続ポートとなるように、樹脂製容器を成形した。成形法は、回転成形法を用いた。具体的には、ナイロン6(融点225℃)の回転成形により樹脂製容器X−1を作製した。
【0033】
<D.樹脂製容器の液漏れ特性>
得られた樹脂製容器X−1の液漏れ特性を調べた。液漏れ特性は、内部に作動油を充填し、ささらに内圧を50kPA印加した状態で1ヶ月放置することにより行った。なお、放置する際に、該ポート部の外側に油分を吸収できる不織布を置き、液漏れした油分を吸収させ、試験前後の重量変化にて、漏れ量を測定した。その結果、不織布ににじみ及び/又は液漏れが認められず、不織布の重量変化も認められず、液漏れが防止されていることが確認できた。
【実施例2】
【0034】
金属中空管として、実施例1のAの「アルミ製金属ナット」の代わりに、真鍮製金属ナットを用いた以外、実施例1と同様に、接続ポートを有する樹脂製容器X−2を作製した。なお、真鍮製金属ナットは、実施例1のアルミ製金属ナットと同様に、突起形状12及び溝13を有した。
得られた樹脂製容器X−2の液漏れ特性を、実施例1のDと同様に調べた。その結果、不織布ににじみ及び/又は液漏れが認められず、不織布の重量変化も認められず、液漏れが防止されていることが確認できた。
【実施例3】
【0035】
実施例1のBにおいて、フッ素樹脂層を「金属中空管の外側全体に」形成させる代わりに、図5で示すハッチング部15のみに、フッ素樹脂層を形成させた以外、実施例1と同様に、接続ポートを有する樹脂製容器X−3を作製した。なお、ハッチング部15に形成したフッ素樹脂層は、その厚みが0.2mmであることを超音波肉厚計により確認した。
得られた樹脂製容器X−3の液漏れ特性を、実施例1のDと同様に調べた。その結果、不織布ににじみ及び/又は液漏れが認められず、不織布の重量変化も認められず、液漏れが防止されていることが確認できた。
本実施例から、金属中空管の外側の一部にフッ素樹脂層を形成した場合であっても、液漏れ防止ができることが確認できた。
【実施例4】
【0036】
実施例1のBにおいて、フッ素樹脂層を「金属中空管の外側全体に」形成させる代わりに、図6で示すハッチング部16のみに、フッ素樹脂層を形成させた以外、実施例1と同様に、接続ポートを有する樹脂製容器X−4を作製した。なお、ハッチング部16に形成したフッ素樹脂層は、その厚みが0.2mmであることを超音波肉厚計により確認した。
得られた樹脂製容器X−4の液漏れ特性を、実施例1のDと同様に調べた。その結果、不織布ににじみ及び/又は液漏れが認められず、不織布の重量変化も認められず、液漏れが防止されていることが確認できた。
本実施例から、金属中空管の外側の一部にフッ素樹脂層を形成した場合であっても、液漏れ防止ができることが確認できた。
【実施例5】
【0037】
実施例1のBにおいて、「カーボネート基を有するフッ素樹脂であるネオフロンEFEP(ダイキン工業株式会社製RP−4020)」の代わりに、カーボネート基を有するフッ素樹脂であるフルオンETFE(旭硝子社製Z−885C)を用いた以外、実施例1と同様に、接続ポートを有する樹脂製容器X−5を作製した。
得られた樹脂製容器X−5の液漏れ特性を、実施例1のDと同様に調べた。その結果、不織布ににじみ及び/又は液漏れが認められず、不織布の重量変化も認められず、液漏れが防止されていることが確認できた。
【0038】
(比較例1)
実施例1において、Bの工程を設けない以外、即ちフッ素樹脂層を設けない以外、実施例1と同様に、接続ポートを有する樹脂製容器CX−1を作製した。
得られた樹脂製容器CX−1の液漏れ特性を、実施例1のDと同様に調べた。その結果、不織布ににじみ及び液漏れが認められ、不織布は1ヶ月で10.3g重量増加しており、内部から油分が漏れていることを確認した。
実施例1〜5と比較例1とから、実施例1〜5のフッ素樹脂層が、液漏れ防止に寄与していることがわかる。
【特許請求の範囲】
【請求項1】
金属製中空管を有する接続ポートを有する樹脂製容器であって、
前記金属製中空管と前記樹脂製容器との間の少なくとも一部にフッ素樹脂層を有する、上記樹脂製容器。
【請求項2】
前記少なくとも一部が、樹脂製容器内部側である請求項1記載の樹脂製容器。
【請求項3】
前記樹脂製容器が、融点170℃以上の樹脂を有してなる請求項1又は2記載の樹脂製容器。
【請求項4】
前記樹脂が、ナイロン系樹脂である請求項3記載の樹脂製容器。
【請求項5】
金属製中空管の、外側表面が、アルミニウム、真鍮、鉄、銅及びSUSからなる群から選ばれる金属からなる請求項1〜4のいずれか1項記載の樹脂製容器。
【請求項6】
前記フッ素樹脂層が、カーボネート基及び/又はカルボン酸ハライド基を有するフッ素樹脂を有する請求項1〜5のいずれか1項記載の樹脂製容器。
【請求項7】
前記フッ素樹脂層の厚みが、0.01〜1mmである請求項1〜6のいずれか1項記載の樹脂製容器。
【請求項8】
接続ポートを有する樹脂製容器の製造方法であって、
a)金属製中空管を準備する工程;
b)前記金属製中空管の外側の少なくとも一部にフッ素樹脂を塗布し前記金属製中空管の外側の少なくとも一部にフッ素樹脂層を形成する工程;及び
c)前記フッ素樹脂層を有する前記金属製中空管が接続ポートの位置となるように、樹脂製容器を成形する工程;
を有することにより、前記金属製中空管と前記樹脂製容器との間の少なくとも一部に前記フッ素樹脂層を有する樹脂製容器を得る上記方法。
【請求項1】
金属製中空管を有する接続ポートを有する樹脂製容器であって、
前記金属製中空管と前記樹脂製容器との間の少なくとも一部にフッ素樹脂層を有する、上記樹脂製容器。
【請求項2】
前記少なくとも一部が、樹脂製容器内部側である請求項1記載の樹脂製容器。
【請求項3】
前記樹脂製容器が、融点170℃以上の樹脂を有してなる請求項1又は2記載の樹脂製容器。
【請求項4】
前記樹脂が、ナイロン系樹脂である請求項3記載の樹脂製容器。
【請求項5】
金属製中空管の、外側表面が、アルミニウム、真鍮、鉄、銅及びSUSからなる群から選ばれる金属からなる請求項1〜4のいずれか1項記載の樹脂製容器。
【請求項6】
前記フッ素樹脂層が、カーボネート基及び/又はカルボン酸ハライド基を有するフッ素樹脂を有する請求項1〜5のいずれか1項記載の樹脂製容器。
【請求項7】
前記フッ素樹脂層の厚みが、0.01〜1mmである請求項1〜6のいずれか1項記載の樹脂製容器。
【請求項8】
接続ポートを有する樹脂製容器の製造方法であって、
a)金属製中空管を準備する工程;
b)前記金属製中空管の外側の少なくとも一部にフッ素樹脂を塗布し前記金属製中空管の外側の少なくとも一部にフッ素樹脂層を形成する工程;及び
c)前記フッ素樹脂層を有する前記金属製中空管が接続ポートの位置となるように、樹脂製容器を成形する工程;
を有することにより、前記金属製中空管と前記樹脂製容器との間の少なくとも一部に前記フッ素樹脂層を有する樹脂製容器を得る上記方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−14362(P2013−14362A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−148247(P2011−148247)
【出願日】平成23年7月4日(2011.7.4)
【出願人】(000132932)株式会社タカギセイコー (29)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年7月4日(2011.7.4)
【出願人】(000132932)株式会社タカギセイコー (29)
【Fターム(参考)】
[ Back to top ]