
接続構造体の製造装置及びその製造方法
【課題】二段階の加熱を行う異方性導電接着剤を用いて基板に半導体チップを接続する場合に、基板や半導体チップを含んで構成される接続構造体の生産効率の向上を図るための接続構造体の製造装置及びその製造方法を提供すること。
【解決手段】プレヒートエリアAでは、異方性導電接着剤3の内部に存在する気泡を脱泡させる等のために接続構造体Wを第1温度で加熱するための予備加熱作業が行われ、圧着加熱エリアでは、半導体チップを基板1及び異方性導電接着剤に向かって加圧するとともに、異方性導電接着剤を加熱硬化させるために接続構造体Wを第1温度よりも高い第2温度で加熱するための圧着加熱作業が行われ、圧着加熱エリアにて先行する接続構造体Wについての圧着加熱作業が行われているときに、プレヒートエリアAにて後続の接続構造体Wについての予備加熱作業が行われる。
【解決手段】プレヒートエリアAでは、異方性導電接着剤3の内部に存在する気泡を脱泡させる等のために接続構造体Wを第1温度で加熱するための予備加熱作業が行われ、圧着加熱エリアでは、半導体チップを基板1及び異方性導電接着剤に向かって加圧するとともに、異方性導電接着剤を加熱硬化させるために接続構造体Wを第1温度よりも高い第2温度で加熱するための圧着加熱作業が行われ、圧着加熱エリアにて先行する接続構造体Wについての圧着加熱作業が行われているときに、プレヒートエリアAにて後続の接続構造体Wについての予備加熱作業が行われる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基板と半導体チップとを異方性導電接着剤(ACA、Anisotropic Conductive Adhesive)で接続することにより製造される接続構造体の製造装置及びその製造方法に係り、例えば、LED(発光ダイオード、Light Emitting Diode)チップやIC(集積回路、Integrated Circuit)チップ等の半導体チップを配線基板に異方性導電接着剤により接続するために利用できるものである。
【背景技術】
【0002】
下記の特許文献1には、基板と半導体チップとを異方性導電接着剤で接続することにより製造される接続構造体について記載されている。この接続構造体は、異方性導電接着剤が供給された基板の上に半導体チップを配置し、これらの基板と半導体チップとを異方性導電接着剤を介して接続したものである。このため、接続構造体は、基板と、この基板の上に配置され、異方性導電接着剤で基板と接続された半導体チップとを含んで構成されたものとなっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2011−82582号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
基板と半導体チップとを接続するための部材となっている異方性導電接着剤には、接続構造体が常温(室温)よりも高温の第1温度で予備加熱されることにより、異方性導電接着剤の内部に存在する空気等の気泡が脱泡し及び/又は異方性導電接着剤が仮硬化し、さらに、接続構造体がこの第1温度よりも高い第2温度で加熱されることにより、異方性導電接着剤が硬化し、これにより、異方性導電接着剤で基板と半導体チップとが接続されるものがある。このような異方性導電接着剤を用いる場合には、接続構造体を第1温度まで予備加熱した後に、異方性導電接着剤を硬化させるために接続構造体を第2温度まで加熱する作業を行うことになり、二段階の加熱を行わなければならない。このため、このような異方性導電接着剤を用いる場合には、単位時間当たりに生産する接続構造体の個数を増加させることができる工夫を行い、これにより、生産効率の向上を図ることが求められる。
【0005】
本発明の目的は、二段階の加熱を行わなければならない異方性導電接着剤を用いて基板に半導体チップを接続する場合に、これらの基板や半導体チップを含んで構成される接続構造体の生産効率の向上を図ることができる接続構造体の製造装置及びその製造方法を提供するところにある。
【課題を解決するための手段】
【0006】
本発明に係る接続構造体の製造装置は、基板と、この基板の上に配置され、異方性導電接着剤で前記基板と接続された半導体チップとを含んで構成される接続構造体を製造する装置であって、前記接続構造体が、前記異方性導電接着剤の内部に存在する気泡を脱泡させるため及び/又は前記異方性導電接着剤を仮硬化させるための第1温度で予備加熱され、この予備加熱後に前記接続構造体が、前記異方性導電接着剤を硬化させるために前記第1温度よりも高い第2温度で加熱される装置において、前記接続構造体を前記第1温度で予備加熱するためのプレヒートエリアと、前記半導体チップを前記基板及び前記異方性導電接着剤に向かって加圧するとともに、前記接続構造体を前記第2温度で加熱するための圧着加熱エリアと、を含んで構成され、前記圧着加熱エリアにて先行する前記接続構造体についての圧着加熱作業が行われているときに、前記プレヒートエリアにて後続の前記接続構造体についての予備加熱作業が行われていることを特徴とするものである。
【0007】
本発明に係る製造装置には、接続構造体を第1温度で予備加熱するためのプレヒートエリアと、半導体チップを基板及び異方性導電接着剤に向かって加圧するとともに、接続構造体を前記第2温度で加熱するための圧着加熱エリアと、が設けられており、圧着加熱エリアにて先行する接続構造体についての圧着加熱作業が行われているときに、プレヒートエリアにて後続の前記接続構造体についての予備加熱作業が行われているため、先行する接続構造体について圧着加熱作業と後続の接続構造体についての予備加熱作業とを同時に実施することができ、このため、単位時間当たりに生産できる接続構造体の個数を増加でき、生産効率の向上を図ることができる。
【0008】
本発明に係る製造装置において、接続構造体をプレヒートエリア側から圧着加熱エリア側へ移送するためには、接続構造体を上からの吸引力によって吸着する吸着式移送装置を用いることができる。また、この吸着式移送装置には、接続構造体を上から吸引するために下向きとなった吸引ヘッドと、この吸引ヘッドと接続構造体との間に介入され、接続構造体が吸引ヘッドに接触することを阻止するための弾性部材とを設けることが好ましい。
【0009】
これによると、接続構造体をプレヒートエリア側から圧着加熱エリア側へ移送するために、この接続構造体を吸引ヘッドの吸引力により吸着式移送装置に吸着しても、接続構造体が吸引ヘッドに接触することを弾性部材によって阻止することができるため、接続構造体が損傷することを防止しながら上記移送を行えることになる。
【0010】
この弾性部材は、接続構造体が吸引ヘッドに接触することを阻止できるものであれば、任意な構造、形状のものでよく、その一例は、弾性部材を吸引ヘッドが内部に収納された筒状の部材とすることである。
【0011】
これによると、吸引ヘッドが接続構造体を吸引するために周囲の空気を吸入するときに、筒状の弾性部材が吸引ヘッドの周囲を囲っているため、接続構造体の吸引を一層確実に行うことができるようになる。
【0012】
また、筒状の弾性部材に、上下に弾性変形自在となった蛇腹部を設けておくことにより、吸引ヘッドが空気を吸入して接続構造体が吸引された際に、この吸引された接続構造体が下端に当接した弾性部材の蛇腹部を弾性的に収縮変形させることができる。そして、接続構造体の重量及び蛇腹部の収縮変形による下向きの反発力と、吸引ヘッドの上向きの吸引力とが釣り合うことにより、接続構造体をプレヒートエリア側から圧着加熱エリア側へ移送する際に、接続構造体が吸引ヘッドに接触することを弾性部材によって阻止できることになる。
【0013】
また、本発明に係る製造装置において、上記吸着式移送装置に、吸引ヘッドによる吸引力でこの吸着式移送装置に吸着されているときの接続構造体が落下することを防止するための落下防止部材を設け、この落下防止部材を、接続構造体に向かって水平方向に進退自在としてもよい。
【0014】
これによると、接続構造体が吸引ヘッドによる吸引力で吸着式移送装置に吸着され、この接続構造体がプレヒートエリア側から圧着加熱エリア側へ移送されているとき等において、例えば、吸引ヘッドによる吸引力の低下等の不具合が生じても、予め落下防止部材を接続構造体に向かって前進させておくことにより、接続構造体が吸着式移送装置から落下することを落下防止部材により防止できる。
【0015】
さらに、本発明に係る製造装置において、プレヒートエリアに、接続構造体を第1温度で予備加熱するための予備加熱体と、この予備加熱体に配置され、接続構造体が載置される接続構造体載置体とを設け、この接続構造体載置体を予備加熱体に対して昇降自在とし、接続構造体を第1温度で予備加熱するための予備加熱作業時間経過後に接続構造体載置体が予備加熱体に対して上昇することにより、接続構造体が予備加熱体から分離した状態となるようにしてもよい。
【0016】
これによると、プレヒートエリアにおいて、接続構造体が接続構造体載置体に載置され、そして、予備加熱体による接続構造体の予備加熱作業が開始されてから所定時間経過すると、接続構造体載置体が予備加熱体に対して上昇して接続構造体が予備加熱体から分離した状態となるため、上記予備加熱作業時間を超えて接続構造体が加熱された場合に生ずる問題点、例えば、異方性導電接着剤が前述した仮硬化以上に硬化し始める等の問題点を解決することができる。
【0017】
また、接続構造体載置体に、この接続構造体載置体での接続構造体の位置決めを行うための位置決め部材を複数個配置し、接続構造体の互いに対向する2つの辺と対応する箇所に配置された2個の位置決め部材に、互いに近づきながら斜め下向きに延びている位置決め傾斜面を設けることが好ましい。
【0018】
これによると、接続構造体の互いに対向する2つの辺と対応する箇所に配置された2個の位置決め部材には、互いに近づきながら斜め下向きに延びている位置決め傾斜面が設けられているため、接続構造体が接続構造体載置体に載置される際に、接続構造体は、これらの位置決め傾斜面の案内作用により、自ずと所定の位置へ位置決めされながら接続構造体載置体の上に載ることになり、このため、予備加熱体による接続構造体の予備加熱作業を接続構造体の全体について均一に行うことができる。
【0019】
さらに、本発明に係る製造装置において、プレヒートエリアでの予備加熱作業が圧着加熱エリアでの圧着加熱作業よりも長い時間がかかる場合には、プレヒートエリアの個数を圧着加熱エリアの個数よりも多い個数としてもよい。
【0020】
これによると、それぞれのプレヒートエリアにて複数個の接続構造体についての予備加熱作業を同時に行うことができることになり、このため、第1温度まで加熱された接続構造体から順番に圧着加熱エリアに移送することができ、これにより、基板に半導体チップが硬化した異方性導電接着剤によって接続された接続構造体を効率的に生産できるようになる。
【0021】
また、本発明に係る製造装置において、圧着加熱エリアが少なくとも2個設けられ、プレヒートエリアが少なくとも3個設けられているとともに、圧着加熱エリアごとにベルトコンベア式搬送装置が設けられている場合には、少なくとも3個のプレヒートエリアのうち、少なくとも1個のプレヒートエリアを2個のベルトコンベア式搬送装置の間に配置することが好ましい。
【0022】
これによると、少なくとも1個のプレヒートエリアは、2個のベルトコンベア式搬送装置の間に配置されるため、このプレヒートエリアを2個のベルトコンベア式搬送装置の間のスペースを有効に利用して配置できることになり、これにより、本発明に係る製造装置の全体を小型化することができる。
【0023】
本発明に係る接続構造体の製造方法は、異方性導電接着剤が供給された基板の上に半導体チップを配置し、これらの基板と半導体チップとを前記異方性導電接着剤で接続することにより接続構造体を製造する方法であって、前記接続構造体を、前記異方性導電接着剤の内部に存在する気泡を脱泡させるため及び/又は前記異方性導電接着剤を仮硬化させるための第1温度で予備加熱し、この予備加熱後に前記接続構造体を、前記異方性導電接着剤を硬化させるために前記第1温度よりも高い第2温度で加熱する方法において、前記接続構造体を前記第1温度で予備加熱するためのプレヒート工程と、前記半導体チップを前記基板及び前記異方性導電接着剤に向かって加圧するとともに、前記接続構造体を前記第2温度で加熱するための圧着加熱工程と、を含み、前記圧着加熱工程にて先行する前記接続構造体についての圧着加熱作業が行われているときに、前記プレヒート工程にて後続の前記接続構造体についての予備加熱作業を行うことを特徴とするものである。
【0024】
本発明に係る製造方法には、接続構造体を第1温度で予備加熱するためのプレヒート工程と、半導体チップを基板及び異方性導電接着剤に向かって加圧するとともに、接続構造体を前記第2温度で加熱するための圧着加熱工程と、が含まれており、圧着加熱工程にて先行する接続構造体についての圧着加熱作業が行われているときに、プレヒート工程にて後続の接続構造体についての予備加熱作業を行うため、先行する接続構造体について圧着加熱作業と後続の接続構造体についての予備加熱作業とを同時に実施することができ、このため、単位時間当たりに生産できる接続構造体の個数を増加でき、生産効率の向上を図ることができる。
【0025】
また、本発明に係る製造方法において、プレヒート工程での予備加熱作業が圧着加熱工程での圧着加熱作業よりも長い時間がかかる場合には、プレヒート工程にて、複数個の接続構造体についての予備加熱作業を同時に行うようにしてもよい。
【0026】
これによると、プレヒート工程にて複数個の接続構造体についての予備加熱作業を同時に行うことができるため、第1温度まで予備加熱された接続構造体から順番に圧着加熱工程に移行させることができ、これにより、基板に半導体チップが硬化した異方性導電接着剤によって接続された接続構造体を効率的に生産できるようになる。
【0027】
以上説明した本発明に係る接続構造体の製造装置及びその製造方法は、任意な半導体チップを基板に異方性導電接着剤で接続するために用いることができ、この半導体チップは、例えば、LEDチップでもよく、ICチップでもよい。
【発明の効果】
【0028】
本発明によると、二段階の加熱を行わなければならない異方性導電接着剤を用いて基板に半導体チップを接続する場合に、これらの基板や半導体チップを含んで構成される接続構造体の生産効率の向上を図ることができるという効果を得られる。
【図面の簡単な説明】
【0029】
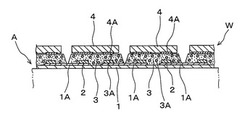
【図1】図1は、第1温度による予備加熱作業時における接続構造体の状態を示す拡大縦断面図である。
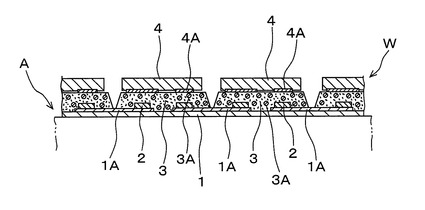
【図2】図2は、第2温度による圧着加熱作業後における接続構造体の状態を示す拡大縦断面図である。
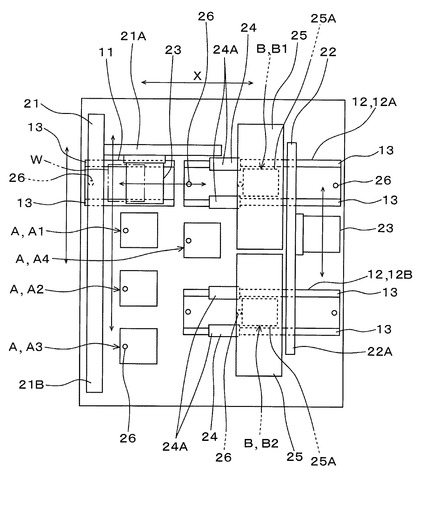
【図3】図3は、本発明の一実施形態に係る製造装置全体の概略を示す模式的平面図である。
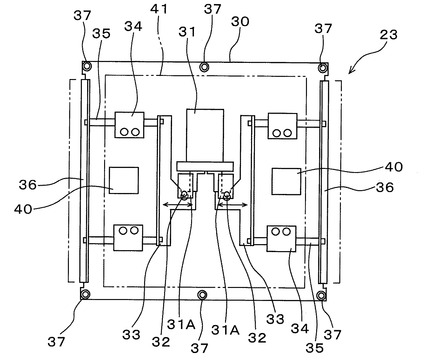
【図4】図4は、図3に示されている吸着式移送装置の吸着体を示す平面図である。
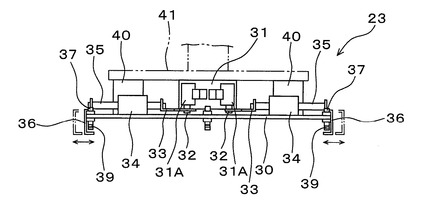
【図5】図5は、吸着式移送装置の吸着体の正面図である。
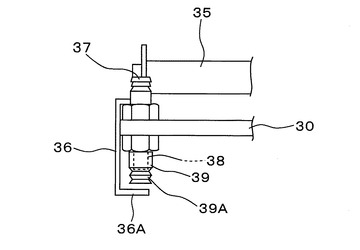
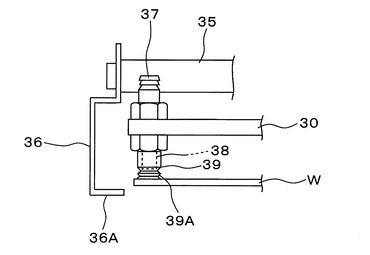
【図6】図6は、図5で示されている吸引ヘッド及び弾性部材の部分を示す拡大正面図である。
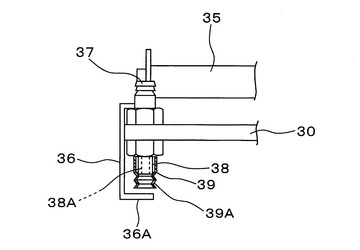
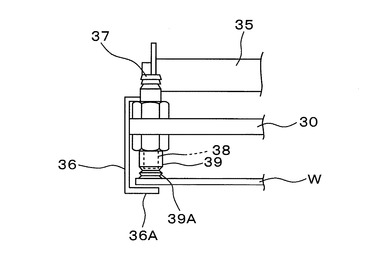
【図7】図7は、弾性部材を断面で示した図6と同様の図である。
【図8】図8は、吸引ヘッドが接続構造体を吸引していて、図4〜図7で示されている落下防止部材が後退しているときを示す図6と同様の図である。
【図9】図9は、吸引ヘッドが接続構造体を吸引していて、落下防止部材が前進しているときを示す図6と同様の図である。
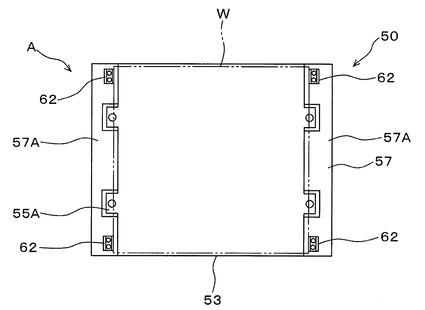
【図10】図10は、プレヒートエリアに配置されている予備加熱装置を示す平面図である。
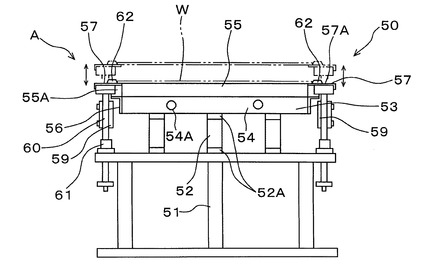
【図11】図11は、予備加熱装置の正面図である。
【図12】図12は、予備加熱装置の側面図である。
【図13】図13は、予備加熱装置の接続構造体載置体に設けられている位置決め部材を示す拡大正面図である。
【発明を実施するための形態】
【0030】
以下に本発明を実施するための形態を図面に基づいて説明する。本実施形態において、第1温度と第2温度の二段階で加熱される異方性導電接着剤により配線基板に接続される半導体チップは、LEDチップである。微小な大きさとなっているこのLEDチップは、一枚の基板の上に多数配置される。
【0031】
図1には、電極1Aを有する配線基板1の上にバンプ2及び異方性導電接着剤3が供給され、さらに、これらのバンプ2及び異方性導電接着剤3の上に、接続端子4Aが下向きとなったLEDチップ4が供給された状態を示している。一枚の基板1に対して多数のLEDチップ4が供給された状態を示しているこの図1は、配線基板1、バンプ2、異方性導電接着剤3及びLEDチップ4が構成要素となって製造される接続構造体Wについての予備加熱作業時の状態を示している。すなわち、図1は、接続構造体Wを第1温度で加熱するために、この接続構造体Wが図3で示すプレヒートエリアAに配置されているときを示しており、2液混合型の接着剤である異方性導電接着剤3は、第1温度で加熱される前まではペースト状となっている。
【0032】
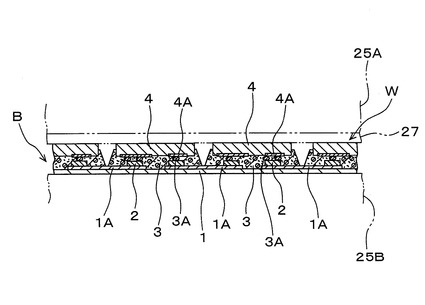
図2は、図3で示す圧着加熱エリアBにて圧着加熱された後の接続構造体Wを示している。このときには、LEDチップ4がバンプ2、異方性導電接着剤3及び基板1に向かって加圧されることにより、LEDチップ4の接続端子4Aが、異方性導電接着剤3のなかに存在する導電粒子3A及びバンプ2を介して基板1の電極1Aと接続され、これにより基板1とLEDチップ4とが電気的に接続されているとともに、接続構造体Wが第2温度で加熱されることにより、熱硬化性の性質を有する異方性導電接着剤3の硬化によって基板1にLEDチップ4が異方性導電接着剤3で接続固定された状態となっている。
【0033】
なお、図1及び図2では、異方性導電接着剤3は、それぞれのLEDチップ4が配置される基板1の位置に点在状態で供給されているが、異方性導電接着剤3は、LEDチップ4同士の間の隙間を含む基板1の略全体に厚さを有する平面状にして供給してもよい。
【0034】
図3には、プレヒートエリアAと圧着加熱エリアBとが設けられている本実施形態に係る製造装置全体の模式的平面図が示されている。本実施形態では、プレヒートエリアAは合計4個A1〜A4設けられ、圧着加熱エリアBは合計2個B1,B2設けられている。2個の圧着加熱エリアB1,B2は、4個のプレヒートエリアA1〜A4に対して、互いに直交する水平方向となっているX方向とY方向のうち、X方向にずれた箇所に配置されている。また、4個のプレヒートエリアA1〜A4のうち、3個のプレヒートエリアA1〜A3は、X方向における同一箇所におけるY方向にずれた箇所に配置され、残りの1個のプレヒートエリアA4は、3個のプレヒートエリアA1〜A3に対して、2個の圧着加熱エリアB1,B2に近いX方向にずれた箇所に配置されている。また、2個の圧着加熱エリアB1,B2は、X方向における同一箇所におけるY方向にずれた箇所に配置されている。
【0035】
本実施形態に係る製造装置には、X方向を搬送方向とする第1搬送装置11と第2搬送装置12とが設置されており、第2搬送装置12は2個の圧着加熱エリアBごとに設置されているため、第2搬送装置12は2個12A,12B存在している。そして、4個のプレヒートエリアA1〜A4のうち、上述した1個のプレヒートエリアA4は、これらの第2搬送装置12A,12Bの間に配置されている。このため、このプレヒートエリアA4は、2個の第2搬送装置12A,12Bの間のスペースを有効に利用して配置されており、これにより、本実施形態に係る製造装置全体の小型化が達成されている。
【0036】
第1搬送装置11は、2個の第2搬送装置12A,12Bのうち、圧着加熱エリアB1のための第2搬送装置12Aによる搬送方向後側(図3ではX方向左側)に配置されている。この第1搬送装置11には、本実施形態に係る製造装置のX方向後側に接続されている図示外の装置から接続構造体Wが供給されるようになっており、この接続構造体Wは、第1搬送装置11による搬送作用により前方(図3ではX方向右側)に所定距離送られる。
【0037】
なお、第1搬送装置11及び第2搬送装置12は、細幅の2本の無端ベルト13が幅方向であるY方向に間隔を開けて並べられたベルトコンベア式搬送装置となっており、接続構造体WのY方向の両端部が無端ベルト13の上に載せられて接続構造体Wの搬送が行われるようになっている。
【0038】
本実施形態に係る製造装置には、接続構造体Wを第1搬送装置11からそれぞれのプレヒートエリアAに移送するための第1移送装置21が設けられ、この第1移送装置21は、それぞれのプレヒートエリアAにて予備加熱作業が終了した接続構造体Wを、2個の第2搬送装置12A,12Bに移送するための装置にもなっている。また、本実施形態に係る製造装置には、接続構造体Wを一方の第2搬送装置12Bから他方の第2搬送装置12Aに移送するための第2移送装置22も設けられている。
【0039】
これらの第1移送装置21及び第2移送装置22は、第1搬送装置11及び第2搬送装置12による接続構造体Wの搬送高さ位置よりも高い箇所に配置されている。このため、第1移送装置21及び第2移送装置22は、後述するように上から接続構造体Wを吸引することによりこの接続構造体Wを吸着する吸着体23を備えている。このため、第1移送装置21及び第2移送装置22は、吸着式移送装置となっている。吸着体23はシリンダ等による昇降装置で昇降自在となっており、吸着体23が下降したときに接続構造体Wを吸着すること及び吸着解除することが行われる。
【0040】
第1移送装置21の吸着体23は、X方向に延びるアーム部材21Aに取り付けられており、このアーム部材21Aに案内されて図示外のX方向駆動装置によりX方向に移動する。アーム部材21Aは、Y方向に延びるアーム部材21Bに取り付けられており、このアーム部材21Bに案内されて図示外のY方向駆動装置によりY方向に移動する。このため、第1移送装置21の吸着体23は、アーム部材21A,21Bの長さ内において、X方向及びY方向に移動自在となっている。
【0041】
また、第2移送装置22の吸着体23は、Y方向に延びるアーム部材22Aに取り付けられており、このアーム部材22Aに案内されて図示外のY方向駆動装置によりY方向に移動する。このため、第2移送装置22の吸着体23は、アーム部材22Aの長さ内において、Y方向に移動自在となっている。
【0042】
それぞれの第2搬送装置12には、これらの第2搬送装置12におけるX方向の位置に送られてきた接続構造体Wを圧着加熱エリアBに正確に送るための送り装置24が配置されている。これらの送り装置24は、第2搬送装置12の2個の無端ベルト13ごとに配置された挟着手段24Aを有するものとなっており、図示外の駆動装置によりX方向に移動するこれらの挟着手段24Aは、上下に開閉自在となった上下一対の挟着部材からなり、これらの挟着部材で挟着された接続構造体Wは、挟着手段24AのX方向への移動により、圧着加熱エリアBに正確に送られる。
【0043】
それぞれの第2搬送装置12A,12Bにおける圧着加熱エリアB1,B2と一致する箇所には圧着装置25が配置され、これらの圧着装置25は、それぞれの第2搬送装置12A,12Bの上方においてシリンダ等による昇降装置で昇降する圧着ヘッド25Aと、圧着ヘッド25Aの真下の箇所に固定配置された図2の圧着台25Bとを有するものとなっている。
【0044】
また、図3に示されているように、それぞれのプレヒートエリアA、圧着加熱エリアB、第1搬送装置11及び第2搬送装置12には、接続構造体Wを検出するための光学式等によるセンサ26が配置されている。これらのセンサ26からの検出信号は、コンピュータによる制御装置に送られる。この制御装置は、センサ26からの接続構造体Wの検出信号に基づき、以上説明したベルトコンベア式第1及び第2搬送装置11,12、吸着式第1及び第2移送装置21,22、送り装置24のそれぞれの駆動源や、プレヒートエリアAで接続構造体Wを予備加熱するための装置の駆動源及び加熱源、さらには、圧着加熱エリアBで接続構造体Wを圧着加熱するための駆動源及び加熱源等を、作業手順が設定されているプログラムに基づき駆動制御するものとなっている。
【0045】
次に、上記制御装置が、センサ26からの検出信号及び上記プログラムに基づき、ベルトコンベア式第1及び第2搬送装置11,12や吸着式第1及び第2移送装置21,22等を制御することにより実行される予備加熱作業及び圧着加熱作業の概要について、初めに説明しておく。なお、以下の説明では、第1及び第2移送装置21,22の吸着体23が接続構造体Wを下降限で吸着及び吸着解除するために行う吸着体23の昇降動については省略する。
【0046】
本実施形態に係る製造装置のX方向後側に接続されている前述の図示外の装置から接続構造体Wが第1搬送装置11に送られてくると、この第1搬送装置11は接続構造体Wを、第1移送装置21の吸着体23が接続構造体Wを吸着できるX方向の位置まで搬送し、この後に、吸着体23は接続構造体Wを吸着するとともに、吸着体23はX方向やY方向に移動する。そして、吸着体23が吸着解除を行うことにより、4個のプレヒートエリアAのうち、1個のプレヒートエリアAに接続構造体Wが移送される。このような第1搬送装置11による接続構造体Wの移送は、前述の図示外の装置から順番に送られてくるそれぞれの接続構造体Wを残りの3個のプレヒートエリアAに移送するために、順次行われる。
【0047】
それぞれのプレヒートエリアAでは、異方性導電接着剤3が基板1とLEDチップ4との間に配置されている接続構造体Wを予備加熱することが行われ、この予備加熱作業における加熱時間及び加熱温度(第1温度)は、例えば、120秒及び80℃である。この接続構造体Wが第1温度まで加熱されるこの予備加熱作業により、異方性導電接着剤3の内部に空気等の気泡が存在していた場合には、この気泡が抜け出ること、すなわち、気泡の脱泡が行われることになり、また、この予備加熱作業により、異方性導電接着剤3が仮硬化することになる。上記脱泡により、圧着加熱エリアBにて接続構造体Wが第2温度で加熱されたときに、硬化した異方性導電接着剤3により基板1とLEDチップ4とを確実に電気的に接続でき、また、異方性導電接着剤3の上記仮硬化により、LEDチップ4を異方性導電接着剤3によって基板1に仮固定できることになり、この仮固定の状態を維持して、接続構造体WをプレヒートエリアAから圧着加熱エリアBに送ることができることになる。なお、前述したように図1には、プレヒートエリアAでの接続構造体Wの状態が示されている。
【0048】
それぞれのプレヒートエリアAにおける接続構造体Wは、上記加熱時間に達した接続構造体Wから第1移送装置21の吸着体23により、2個の第2搬送装置12A,12Bのうち、一方の第2搬送装置12Aに移送される。この第2搬送装置12Aは、接続構造体Wを送り装置24で圧着加熱エリアB1に送ることができるX方向の位置まで搬送し、次いで、送り装置24は接続構造体Wを圧着加熱エリアB1の正確な位置に送る。
【0049】
圧着加熱エリアB1に送られた接続構造体Wは、この圧着加熱エリアB1に配置されている圧着装置25の図2で示されている圧着台25Bの上に乗るとともに、圧着装置25の下降する圧着ヘッド25Aにより加圧される。これにより、接続構造体WのLEDチップ4は、バンプ2や異方性導電接着剤3、基板1に向かって加圧されることになり、また、この加圧時に、電熱ヒータが内臓されている圧着ヘッド25A及び/又は圧着台25Bにより、接続構造体Wは、異方性導電接着剤3が熱硬化する第2温度まで加熱される。このように第2温度まで加熱されたときの接続構造体Wの状態が図2に示されている。
【0050】
このようにして行われる圧着ヘッド25Aと圧着台25Bによる接続構造体Wの圧着加熱作業は、図2に示されているように、圧着ヘッド25Aと接続構造体Wの間に、図示外の供給装置から供給される緩衝材テープ27を介入させて行われ、これにより、一枚の基板1の上に多数配置されているそれぞれのLEDチップ4は、緩衝材テープ27により均等に加圧される。
【0051】
また、このようにして行われる接続構造体Wの圧着加熱作業における加熱時間及び加熱温度(第2温度)は、例えば、30秒及び230℃であり、前述した予備加熱作業の加熱時間は、この圧着加熱作業の加熱時間よりも長くなっている。
【0052】
なお、圧着ヘッド25Aと圧着台25Bの両方で接続構造体Wを加熱する場合には、これらの圧着ヘッド25Aと圧着台25Bの温度を同じとせず、例えば、圧着ヘッド25Aの温度よりも圧着台25Bの温度を低くしてもよい。
【0053】
圧着加熱作業が終了した接続構造体Wは、第2搬送装置12Aによりこの搬送装置12Aの終端部まで搬送され、そして、次の作業工程を実施するために図示外の装置へ受け渡される。このような圧着加熱エリアB1での圧着加熱作業及び図示外の装置へ受け渡しは、それぞれのプレヒートエリアAから第2搬送装置12Aへ順次移送されて圧着加熱作業が終了したそれぞれの接続構造体Wについて順番に行われる。
【0054】
以上において、圧着加熱エリアB1にて先行する接続構造体Wについての圧着加熱作業が行われているときに、プレヒートエリアAにて後続の接続構造体Wについての予備加熱作業が行われており、このため、先行する接続構造体Wについて圧着加熱作業と後続の接続構造体Wについての予備加熱作業とが同時に実施されている。したがって、本実施形態によると、単位時間当たりに生産できる接続構造体Wの個数を増加させて、生産効率の向上を図ることができる。
【0055】
また、プレヒートエリアAでの予備加熱時間が圧着加熱エリアB1での圧着加熱時間よりも長くても、プレヒートエリアAは複数個A1〜A4設けられていて、この個数は、圧着加熱エリアの個数よりも多い個数となっているため、複数個の接続構造体Wについての予備加熱作業を、それぞれのプレヒートエリアA1〜A4にて同時に行うことが可能となる。これにより、プレヒートエリアAにてそれぞれの接続構造体Wを第1温度まで予備加熱することができるとともに、予備加熱時間まで加熱されることによって第1温度になった接続構造体Wから順番に圧着加熱エリアに移送することができる。
【0056】
さらに、本実施形態では、圧着加熱エリアBが2個B1,B2設けられていて、第2搬送装置12も2個12A,12B設けられているため、例えば、圧着加熱エリアB1での圧着加熱時間等の関係により、プレヒートエリアAでの予備加熱作業が終了した接続構造体Wを第2搬送装置12Aの吸着体23で第1移送装置21によって移送する際に、この第2搬送装置12Aに配置されている圧着加熱エリアB1にて先行する接続構造体Wについての圧着加熱作業がまだ行われている場合には、プレヒートエリアAでの予備加熱作業が終了した接続構造体Wを第1移送装置21の吸着体23で第2搬送装置12Bに搬送し、この接続構造体Wについての圧着加熱作業を、この第2搬送装置12Bに設けられている圧着加熱エリアB2にて、この圧着加熱エリアB2に配置されている圧着装置25によって実施することができる。
【0057】
そして、この圧着加熱作業が終了した接続構造体Wを第2移送装置22の吸着体23により第2搬送装置12Bから第2搬送装置12Aに移送し、この第2搬送装置12Aから接続構造体Wを、前述した接続構造体Wと同様にして、図示外の装置へ受け渡すことができる。
【0058】
次に、第1移送装置21及び第2移送装置22に設けられている吸着体23について説明する。
【0059】
図4には吸着体23の平面図が示され、図5には吸着体23の正面図が示されている。吸着体23の板状となっている本体30の上面には、一対のアクチュエータ31Aを有するシリンダ31が固定され、シリンダ本体に供給されるエア圧力により開閉動するこれらのアクチュエータ31Aには、ピン32を介して連結部材33が連結されている。それぞれの連結部材33には、ガイド部材34で案内されるガイドバー35を介して落下防止部材36が連結され、これらの一対の落下防止部材36は、本体30の外部において、一対のアクチュエータ31Aの開閉動により水平方向に往復動するものとなっている。
【0060】
また、図4に示されているように、本体30の外周部には、コンプレッサ等によるエア吸引装置に連なる複数個のエア吸引部37が配置され、図5にもこれらのエア吸引部37が示されており、図6は、図5におけるエア吸引部37の部分の拡大図であり、図7は、図6の一部を断面とした図である。これらの図6及び図7から分かるように、本体30の下面には、エア吸引部37ごとに吸引ヘッド38が設けられ、本体30にそれぞれの吸引ヘッド38が下向きに取り付けられ、これらの吸引ヘッド38の内部に貫通形成されたエア吸引通路38Aは、エア吸引部37及びエア回路を介して上記エア吸引装置と接続されている。
【0061】
また、本体30の下面には、例えば、軟質の合成樹脂で形成されているために弾性変形可能となった弾性部材39が下向きに取り付けられ、この弾性部材39は、内部に吸引ヘッド38が収納された筒状の部材となっている。この筒状の弾性部材39の下部には蛇腹部39Aが形成されており、このため、弾性部材39は、この蛇腹部39Aにおいて上下に弾性変形自在となっている。
【0062】
通常時の一対の落下防止部材36は、図8に示されているように後退しているが、接続構造体Wが吸引ヘッド38による空気の吸引により吸着体23に吸着されたときには、言い換えると、後述から分かるように、接続構造体Wが吸引ヘッド38の吸引力により弾性部材39の下面に吸着されたときには、一対の落下防止部材36は、図9に示されているように、シリンダ31の一対のアクチュエータ31Aの開閉動により接続構造体Wに向かって前進する。板金の折り曲げ品となっているそれぞれの落下防止部材36の下端には、水平方向内側に延びる延出部36Aが形成されており、これらの延出部36Aは、落下防止部材36が接続構造体Wに対して前進したときに、図9に示されているように、接続構造体Wと僅かな隙間を開けた接続構造体Wの端部の下方の位置に達する。
【0063】
以上のように構成されている吸着体23の本体30には、図5に示されているように、シリンダ31と、本体30に設置されたスペース部材40とを介してベース部材41が結合され、このベース部材41がシリンダ等による昇降装置で昇降することにより、吸着体23全体も昇降する構成となっている。
【0064】
接続構造体WをプレヒートエリアA等から第2搬送装置12等に移送するために、吸着体23が接続構造体Wを吸着するときには、言い換えると、吸着体23がプレヒートエリアAに向かって降下するときには、落下防止部材36は、図8に示されているように、後退している。このため、それぞれの吸引ヘッド38のエア吸引通路38Aが周囲の空気を吸入することにより、接続構造体Wは、吸引ヘッド38による上からの吸引力により、弾性部材39の下面に吸着される。そして、この弾性部材39の蛇腹部39Aは、上記吸引力で接続構造体Wに生じる上昇力により、上方へ弾性的に収縮変形することになる。
【0065】
このため、本実施形態によると、吸引ヘッド38と接続構造体Wとの間に弾性部材39が介入されていることになり、したがって、接続構造体Wの重量及び蛇腹部39Aの収縮変形による弾性部材39の下向きの反発力と、吸引ヘッド38による上向きの吸引力とが釣り合うことにより、吸着体23による接続構造体Wの吸着を、接続構造体Wが吸引ヘッド38に接触することを弾性部材39によって阻止して行わせることができる。これにより、接続構造体Wの安全性を確保した状態にしてこの接続構造体Wを、吸着体23が設けられている第1及び第2移送装置21,22により、プレヒートエリアA等から第2搬送装置12等へ移送することが可能となる。
【0066】
また、本実施形態の弾性部材39は内部に吸引ヘッド38が収納された筒状となっていて、弾性部材39が吸引ヘッド38の周囲を囲っているため、吸引ヘッド38が周囲の空気を吸入することによって行われる吸引ヘッド38による接続構造体Wの吸引及び吸着体23への吸着を一層確実に行うことができる。
【0067】
以上のようにして接続構造体Wが吸引ヘッド38の吸引力で吸着体23に吸着されると、一対の落下防止部材36は、図9に示されているように、接続構造体Wに向かって前進する。この後に、吸着体23の上昇及びX方向やY方向の移動により、接続構造体Wは第2搬送装置12等の上方位置に達し、この後に、吸着体23が下降してから、一対の落下防止部材36が接続構造体Wに対して図8のように後退し、かつ吸引ヘッド38による吸引力が消滅することにより、吸着体23による接続構造体Wの吸着解除が行われ、これにより、接続構造体Wは第2搬送装置12等の所定箇所へ移送されたことになる。
【0068】
上述のように接続構造体WがプレヒートエリアA等から第2搬送装置12等へ吸着体23により移送されているときには、接続構造体Wに向かって前進している落下防止部材36の延出部36Aは、図9に示されているように、接続構造体Wの端部の下方位置に達している。このため、接続構造体Wの移送中に、例えば、何らかの理由により吸引ヘッド38の吸引力が低下又は消滅して、吸着体23による接続構造体Wの吸着が解除されても、接続構造体Wが吸着体23から落下することを落下防止部材36により防止することができる。
【0069】
なお、吸着体23に、接続構造体Wの吸着が解除されたことを検出するセンサを設けておき、このセンサからの信号を前述の制御装置に送ることにより、この制御装置が本実施形態に係る製造装置の稼動を自動停止させるようにする。
【0070】
次に、それぞれのプレヒートエリアAに設置されている装置について説明する。図10〜図13は、これらのプレヒートエリアAに設置されている予備加熱装置50を示し、図10はこの予備加熱装置50の平面図であり、図11は予備加熱装置50の正面図であり、図12は予備加熱装置50の側面図である。図11及び図12に示されているように、予備加熱装置50のベース部を形成している機台51の上に複数個の支持部材52を介して予備加熱体53が載置されている。この予備加熱体53は、加熱源である電熱ヒータ54Aが内臓された厚板状の加熱部材54と、この加熱部材54の上に配置されたテーブル55とからなり、加熱部材54の側面に取り付けられたブラケット56にテーブル55の側面に形成された突部55Aが結合されることにより、上下に積み重ねられた加熱部材54とテーブル55とが連結一体化されている。
【0071】
なお、支持部材52の上下両端部は断熱部材52Aで形成されているため、加熱部材54の熱が機台51に伝達されることは防止されている。
【0072】
予備加熱体53には、接続構造体Wが載置される接続構造体載置体57が配置されており、この接続構造体載置体57は、図10及び図11から分かるように、予備加熱体53の両側に配置されている一対の載置部材57Aを有するものとなっている。これらの載置部材57Aは、図12に示されているように、機台51にブラケット58を介して上向きに取り付けられたシリンダ59のピストンロッド59Aにより昇降動するものとなっており、載置部材57Aのこの昇降動は、載置部材57Aに上端が結合されたガイドバー60が機台51に設置されたガイド部材61で案内されることにより行われる。
【0073】
それぞれの載置部材57Aが最下位置まで下降したときには、載置部材57Aの上面は、予備加熱体53の上面と同じ高さ位置又はこの上面よりも低い高さ位置に達する。また、それぞれの載置部材57Aが最上位置まで上昇したときには、載置部材57Aの上面は、予備加熱体53の上面よりも高い高さ位置に達する。
【0074】
図10に示されているように、接続構造体Wの全体形状は平面視で四角形の形状となっている。一対の載置部材57Aのそれぞれには、接続構造体載置体57において接続構造体Wを位置決めするための位置決め部材62が取り付けられ、合計4個の位置決め部材62のうち、2個で一組をなす位置決め部材62は、それぞれの載置部材57Aの上面に接続構造体Wが載置されたときに、この接続構造体Wを間にして向かい合うようになっている。
【0075】
このため、一対の載置部材57Aが構成部材となっている前述の接続構造体載置体57には、接続構造体Wの互いに対向する2つの辺と対応する箇所に配置された2個で一組をなす位置決め部材62が二組配置されていることになり、2個で一組をなすそれぞれの位置決め部材62には、図13に示されているように、互いに近づきながら斜め下向きに延びている位置決め傾斜面62Aが設けられている。
【0076】
第1移送装置21の吸着体23により接続構造体Wが第1搬送装置11からプレヒートエリアAに移送されるときには、接続構造体載置体57は、シリンダ59のピストンロッド59Aの収縮作動により、予備加熱体53の上面と同じ高さ位置又はこの上面よりも低い位置の下降位置にあり、このように下降位置に達している接続構造体載置体57の上に接続構造体Wが第1移送装置21の吸着体23から受け渡され、この受け渡しは、予備加熱体53の上面よりも高い位置となって接続構造体載置体57の上に配置されている位置決め部材62による位置決め作用により、接続構造体Wが接続構造体載置体57又は予備加熱体53の正確な位置に位置決めされて行われる。また、第1移送装置21から接続構造体載置体57への接続構造体Wの受け渡しは、図1で示されているプレヒートエリアAに配置されたセンサ26により、すなわち、予備加熱体53を構成しているテーブル55に配置されたセンサ26により、検出されることになり、このセンサ26からの検出信号が前述の制御装置に入力する。
【0077】
以上により、接続構造体Wは、位置決め部材62で位置決めされて予備加熱体53の上面に乗ることになり、これにより、接続構造体Wを前述の第1温度まで予備加熱するための予備加熱作業が、この予備加熱体53により開始される。この予備加熱作業が開始されたときからの時間は、上記センサ26から接続構造体Wの検出信号が入力する前記制御装置が有しているタイマー手段により計測される。すなわち、センサ26により接続構造体Wが予備加熱体53の上面に乗ったことが検出されると、この検出信号が入力した前記制御装置のタイマー手段が時間をカウントすることを開始し、この時間が、予備加熱作業のための時間、すなわち、前述したように異方性導電接着剤3の内部に存在する気泡を脱泡させるため等の時間(例えば、前述した120秒)になると、制御装置は、シリンダ59のピストンロッド59Aを伸長作動させ、これにより、接続構造体W及び接続構造体載置体57は予備加熱体53よりも高い位置まで上昇することになる。
【0078】
これにより、接続構造体Wは予備加熱体53から分離した状態になり、接続構造体WをプレヒートエリアAにおいて予備加熱する作業は終了する。この後に、接続構造体Wは第1移送装置21の吸着体23により、前述したように第2搬送装置12A又は12Bに移送され、さらに、圧着加熱エリアBに送られる。また、プレヒートエリアAでは、シリンダ59のピストンロッド59Aが収縮作動し、これにより、接続構造体載置体57は初期の下降位置まで下降し、次に送られてくる接続構造体Wを待機する。
【0079】
以上説明したように本実施形態では、予備加熱体53によって行われる接続構造体Wについての予備加熱作業が予め設定された時間になると、シリンダ59のピストンロッド59Aが伸長作動して接続構造体W及び接続構造体載置体57は予備加熱体53から分離した状態になるため、前述の第1温度よりも高温の温度に常時なっている予備加熱体53により接続構造体Wが第1温度よりも高い温度に過度に加熱されてしまうことを防止でき、この過度の加熱により、例えば、異方性導電接着剤3が前述した仮硬化以上に硬化し始める等の不具合が生じることを防止できる。
【0080】
また、接続構造体載置体57には、この接続構造体載置体57又は予備加熱体53での接続構造体Wの位置決めを行うための位置決め部材62が複数個配置されているとともに、接続構造体Wの互いに対向する2つの辺と対応する箇所に配置された2個で一組をなす位置決め部材62には、互いに近づきながら斜め下向きに延びている位置決め傾斜面62Aが設けられているため、図13の二点鎖線で示されているように、接続構造体Wは、これらの位置決め傾斜面62Aによる位置決め作用により、正確な位置に位置決めされて接続構造体載置体57の上に載置させることになる。
【0081】
このため、接続構造体載置体57が最下位置まで下降したときに、多数のLEDチップ4が構成要素となっている接続構造体Wの全体を予備加熱体53により均一に予備加熱することができる。
【産業上の利用可能性】
【0082】
本発明は、LEDチップやICチップ等の半導体チップを基板に異方性導電接着剤により接続するために利用できる。
【符号の説明】
【0083】
1 基板
3 異方性導電接着剤
4 半導体チップであるLEDチップ
11,12 ベルトコンベア式搬送装置
21,22 吸着式移送装置
23 吸着体
25 圧着装置
25A 圧着ヘッド
25B 圧着台
36 落下防止部材
38 吸引ヘッド
39 弾性部材
39A 蛇腹部
50 予備加熱装置
53 予備加熱体
57 接続構造体載置体
62 位置決め部材
62A 位置決め傾斜面
W 接続構造体
A プレヒートエリア
B 圧着加熱エリア
【技術分野】
【0001】
本発明は、基板と半導体チップとを異方性導電接着剤(ACA、Anisotropic Conductive Adhesive)で接続することにより製造される接続構造体の製造装置及びその製造方法に係り、例えば、LED(発光ダイオード、Light Emitting Diode)チップやIC(集積回路、Integrated Circuit)チップ等の半導体チップを配線基板に異方性導電接着剤により接続するために利用できるものである。
【背景技術】
【0002】
下記の特許文献1には、基板と半導体チップとを異方性導電接着剤で接続することにより製造される接続構造体について記載されている。この接続構造体は、異方性導電接着剤が供給された基板の上に半導体チップを配置し、これらの基板と半導体チップとを異方性導電接着剤を介して接続したものである。このため、接続構造体は、基板と、この基板の上に配置され、異方性導電接着剤で基板と接続された半導体チップとを含んで構成されたものとなっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2011−82582号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
基板と半導体チップとを接続するための部材となっている異方性導電接着剤には、接続構造体が常温(室温)よりも高温の第1温度で予備加熱されることにより、異方性導電接着剤の内部に存在する空気等の気泡が脱泡し及び/又は異方性導電接着剤が仮硬化し、さらに、接続構造体がこの第1温度よりも高い第2温度で加熱されることにより、異方性導電接着剤が硬化し、これにより、異方性導電接着剤で基板と半導体チップとが接続されるものがある。このような異方性導電接着剤を用いる場合には、接続構造体を第1温度まで予備加熱した後に、異方性導電接着剤を硬化させるために接続構造体を第2温度まで加熱する作業を行うことになり、二段階の加熱を行わなければならない。このため、このような異方性導電接着剤を用いる場合には、単位時間当たりに生産する接続構造体の個数を増加させることができる工夫を行い、これにより、生産効率の向上を図ることが求められる。
【0005】
本発明の目的は、二段階の加熱を行わなければならない異方性導電接着剤を用いて基板に半導体チップを接続する場合に、これらの基板や半導体チップを含んで構成される接続構造体の生産効率の向上を図ることができる接続構造体の製造装置及びその製造方法を提供するところにある。
【課題を解決するための手段】
【0006】
本発明に係る接続構造体の製造装置は、基板と、この基板の上に配置され、異方性導電接着剤で前記基板と接続された半導体チップとを含んで構成される接続構造体を製造する装置であって、前記接続構造体が、前記異方性導電接着剤の内部に存在する気泡を脱泡させるため及び/又は前記異方性導電接着剤を仮硬化させるための第1温度で予備加熱され、この予備加熱後に前記接続構造体が、前記異方性導電接着剤を硬化させるために前記第1温度よりも高い第2温度で加熱される装置において、前記接続構造体を前記第1温度で予備加熱するためのプレヒートエリアと、前記半導体チップを前記基板及び前記異方性導電接着剤に向かって加圧するとともに、前記接続構造体を前記第2温度で加熱するための圧着加熱エリアと、を含んで構成され、前記圧着加熱エリアにて先行する前記接続構造体についての圧着加熱作業が行われているときに、前記プレヒートエリアにて後続の前記接続構造体についての予備加熱作業が行われていることを特徴とするものである。
【0007】
本発明に係る製造装置には、接続構造体を第1温度で予備加熱するためのプレヒートエリアと、半導体チップを基板及び異方性導電接着剤に向かって加圧するとともに、接続構造体を前記第2温度で加熱するための圧着加熱エリアと、が設けられており、圧着加熱エリアにて先行する接続構造体についての圧着加熱作業が行われているときに、プレヒートエリアにて後続の前記接続構造体についての予備加熱作業が行われているため、先行する接続構造体について圧着加熱作業と後続の接続構造体についての予備加熱作業とを同時に実施することができ、このため、単位時間当たりに生産できる接続構造体の個数を増加でき、生産効率の向上を図ることができる。
【0008】
本発明に係る製造装置において、接続構造体をプレヒートエリア側から圧着加熱エリア側へ移送するためには、接続構造体を上からの吸引力によって吸着する吸着式移送装置を用いることができる。また、この吸着式移送装置には、接続構造体を上から吸引するために下向きとなった吸引ヘッドと、この吸引ヘッドと接続構造体との間に介入され、接続構造体が吸引ヘッドに接触することを阻止するための弾性部材とを設けることが好ましい。
【0009】
これによると、接続構造体をプレヒートエリア側から圧着加熱エリア側へ移送するために、この接続構造体を吸引ヘッドの吸引力により吸着式移送装置に吸着しても、接続構造体が吸引ヘッドに接触することを弾性部材によって阻止することができるため、接続構造体が損傷することを防止しながら上記移送を行えることになる。
【0010】
この弾性部材は、接続構造体が吸引ヘッドに接触することを阻止できるものであれば、任意な構造、形状のものでよく、その一例は、弾性部材を吸引ヘッドが内部に収納された筒状の部材とすることである。
【0011】
これによると、吸引ヘッドが接続構造体を吸引するために周囲の空気を吸入するときに、筒状の弾性部材が吸引ヘッドの周囲を囲っているため、接続構造体の吸引を一層確実に行うことができるようになる。
【0012】
また、筒状の弾性部材に、上下に弾性変形自在となった蛇腹部を設けておくことにより、吸引ヘッドが空気を吸入して接続構造体が吸引された際に、この吸引された接続構造体が下端に当接した弾性部材の蛇腹部を弾性的に収縮変形させることができる。そして、接続構造体の重量及び蛇腹部の収縮変形による下向きの反発力と、吸引ヘッドの上向きの吸引力とが釣り合うことにより、接続構造体をプレヒートエリア側から圧着加熱エリア側へ移送する際に、接続構造体が吸引ヘッドに接触することを弾性部材によって阻止できることになる。
【0013】
また、本発明に係る製造装置において、上記吸着式移送装置に、吸引ヘッドによる吸引力でこの吸着式移送装置に吸着されているときの接続構造体が落下することを防止するための落下防止部材を設け、この落下防止部材を、接続構造体に向かって水平方向に進退自在としてもよい。
【0014】
これによると、接続構造体が吸引ヘッドによる吸引力で吸着式移送装置に吸着され、この接続構造体がプレヒートエリア側から圧着加熱エリア側へ移送されているとき等において、例えば、吸引ヘッドによる吸引力の低下等の不具合が生じても、予め落下防止部材を接続構造体に向かって前進させておくことにより、接続構造体が吸着式移送装置から落下することを落下防止部材により防止できる。
【0015】
さらに、本発明に係る製造装置において、プレヒートエリアに、接続構造体を第1温度で予備加熱するための予備加熱体と、この予備加熱体に配置され、接続構造体が載置される接続構造体載置体とを設け、この接続構造体載置体を予備加熱体に対して昇降自在とし、接続構造体を第1温度で予備加熱するための予備加熱作業時間経過後に接続構造体載置体が予備加熱体に対して上昇することにより、接続構造体が予備加熱体から分離した状態となるようにしてもよい。
【0016】
これによると、プレヒートエリアにおいて、接続構造体が接続構造体載置体に載置され、そして、予備加熱体による接続構造体の予備加熱作業が開始されてから所定時間経過すると、接続構造体載置体が予備加熱体に対して上昇して接続構造体が予備加熱体から分離した状態となるため、上記予備加熱作業時間を超えて接続構造体が加熱された場合に生ずる問題点、例えば、異方性導電接着剤が前述した仮硬化以上に硬化し始める等の問題点を解決することができる。
【0017】
また、接続構造体載置体に、この接続構造体載置体での接続構造体の位置決めを行うための位置決め部材を複数個配置し、接続構造体の互いに対向する2つの辺と対応する箇所に配置された2個の位置決め部材に、互いに近づきながら斜め下向きに延びている位置決め傾斜面を設けることが好ましい。
【0018】
これによると、接続構造体の互いに対向する2つの辺と対応する箇所に配置された2個の位置決め部材には、互いに近づきながら斜め下向きに延びている位置決め傾斜面が設けられているため、接続構造体が接続構造体載置体に載置される際に、接続構造体は、これらの位置決め傾斜面の案内作用により、自ずと所定の位置へ位置決めされながら接続構造体載置体の上に載ることになり、このため、予備加熱体による接続構造体の予備加熱作業を接続構造体の全体について均一に行うことができる。
【0019】
さらに、本発明に係る製造装置において、プレヒートエリアでの予備加熱作業が圧着加熱エリアでの圧着加熱作業よりも長い時間がかかる場合には、プレヒートエリアの個数を圧着加熱エリアの個数よりも多い個数としてもよい。
【0020】
これによると、それぞれのプレヒートエリアにて複数個の接続構造体についての予備加熱作業を同時に行うことができることになり、このため、第1温度まで加熱された接続構造体から順番に圧着加熱エリアに移送することができ、これにより、基板に半導体チップが硬化した異方性導電接着剤によって接続された接続構造体を効率的に生産できるようになる。
【0021】
また、本発明に係る製造装置において、圧着加熱エリアが少なくとも2個設けられ、プレヒートエリアが少なくとも3個設けられているとともに、圧着加熱エリアごとにベルトコンベア式搬送装置が設けられている場合には、少なくとも3個のプレヒートエリアのうち、少なくとも1個のプレヒートエリアを2個のベルトコンベア式搬送装置の間に配置することが好ましい。
【0022】
これによると、少なくとも1個のプレヒートエリアは、2個のベルトコンベア式搬送装置の間に配置されるため、このプレヒートエリアを2個のベルトコンベア式搬送装置の間のスペースを有効に利用して配置できることになり、これにより、本発明に係る製造装置の全体を小型化することができる。
【0023】
本発明に係る接続構造体の製造方法は、異方性導電接着剤が供給された基板の上に半導体チップを配置し、これらの基板と半導体チップとを前記異方性導電接着剤で接続することにより接続構造体を製造する方法であって、前記接続構造体を、前記異方性導電接着剤の内部に存在する気泡を脱泡させるため及び/又は前記異方性導電接着剤を仮硬化させるための第1温度で予備加熱し、この予備加熱後に前記接続構造体を、前記異方性導電接着剤を硬化させるために前記第1温度よりも高い第2温度で加熱する方法において、前記接続構造体を前記第1温度で予備加熱するためのプレヒート工程と、前記半導体チップを前記基板及び前記異方性導電接着剤に向かって加圧するとともに、前記接続構造体を前記第2温度で加熱するための圧着加熱工程と、を含み、前記圧着加熱工程にて先行する前記接続構造体についての圧着加熱作業が行われているときに、前記プレヒート工程にて後続の前記接続構造体についての予備加熱作業を行うことを特徴とするものである。
【0024】
本発明に係る製造方法には、接続構造体を第1温度で予備加熱するためのプレヒート工程と、半導体チップを基板及び異方性導電接着剤に向かって加圧するとともに、接続構造体を前記第2温度で加熱するための圧着加熱工程と、が含まれており、圧着加熱工程にて先行する接続構造体についての圧着加熱作業が行われているときに、プレヒート工程にて後続の接続構造体についての予備加熱作業を行うため、先行する接続構造体について圧着加熱作業と後続の接続構造体についての予備加熱作業とを同時に実施することができ、このため、単位時間当たりに生産できる接続構造体の個数を増加でき、生産効率の向上を図ることができる。
【0025】
また、本発明に係る製造方法において、プレヒート工程での予備加熱作業が圧着加熱工程での圧着加熱作業よりも長い時間がかかる場合には、プレヒート工程にて、複数個の接続構造体についての予備加熱作業を同時に行うようにしてもよい。
【0026】
これによると、プレヒート工程にて複数個の接続構造体についての予備加熱作業を同時に行うことができるため、第1温度まで予備加熱された接続構造体から順番に圧着加熱工程に移行させることができ、これにより、基板に半導体チップが硬化した異方性導電接着剤によって接続された接続構造体を効率的に生産できるようになる。
【0027】
以上説明した本発明に係る接続構造体の製造装置及びその製造方法は、任意な半導体チップを基板に異方性導電接着剤で接続するために用いることができ、この半導体チップは、例えば、LEDチップでもよく、ICチップでもよい。
【発明の効果】
【0028】
本発明によると、二段階の加熱を行わなければならない異方性導電接着剤を用いて基板に半導体チップを接続する場合に、これらの基板や半導体チップを含んで構成される接続構造体の生産効率の向上を図ることができるという効果を得られる。
【図面の簡単な説明】
【0029】
【図1】図1は、第1温度による予備加熱作業時における接続構造体の状態を示す拡大縦断面図である。
【図2】図2は、第2温度による圧着加熱作業後における接続構造体の状態を示す拡大縦断面図である。
【図3】図3は、本発明の一実施形態に係る製造装置全体の概略を示す模式的平面図である。
【図4】図4は、図3に示されている吸着式移送装置の吸着体を示す平面図である。
【図5】図5は、吸着式移送装置の吸着体の正面図である。
【図6】図6は、図5で示されている吸引ヘッド及び弾性部材の部分を示す拡大正面図である。
【図7】図7は、弾性部材を断面で示した図6と同様の図である。
【図8】図8は、吸引ヘッドが接続構造体を吸引していて、図4〜図7で示されている落下防止部材が後退しているときを示す図6と同様の図である。
【図9】図9は、吸引ヘッドが接続構造体を吸引していて、落下防止部材が前進しているときを示す図6と同様の図である。
【図10】図10は、プレヒートエリアに配置されている予備加熱装置を示す平面図である。
【図11】図11は、予備加熱装置の正面図である。
【図12】図12は、予備加熱装置の側面図である。
【図13】図13は、予備加熱装置の接続構造体載置体に設けられている位置決め部材を示す拡大正面図である。
【発明を実施するための形態】
【0030】
以下に本発明を実施するための形態を図面に基づいて説明する。本実施形態において、第1温度と第2温度の二段階で加熱される異方性導電接着剤により配線基板に接続される半導体チップは、LEDチップである。微小な大きさとなっているこのLEDチップは、一枚の基板の上に多数配置される。
【0031】
図1には、電極1Aを有する配線基板1の上にバンプ2及び異方性導電接着剤3が供給され、さらに、これらのバンプ2及び異方性導電接着剤3の上に、接続端子4Aが下向きとなったLEDチップ4が供給された状態を示している。一枚の基板1に対して多数のLEDチップ4が供給された状態を示しているこの図1は、配線基板1、バンプ2、異方性導電接着剤3及びLEDチップ4が構成要素となって製造される接続構造体Wについての予備加熱作業時の状態を示している。すなわち、図1は、接続構造体Wを第1温度で加熱するために、この接続構造体Wが図3で示すプレヒートエリアAに配置されているときを示しており、2液混合型の接着剤である異方性導電接着剤3は、第1温度で加熱される前まではペースト状となっている。
【0032】
図2は、図3で示す圧着加熱エリアBにて圧着加熱された後の接続構造体Wを示している。このときには、LEDチップ4がバンプ2、異方性導電接着剤3及び基板1に向かって加圧されることにより、LEDチップ4の接続端子4Aが、異方性導電接着剤3のなかに存在する導電粒子3A及びバンプ2を介して基板1の電極1Aと接続され、これにより基板1とLEDチップ4とが電気的に接続されているとともに、接続構造体Wが第2温度で加熱されることにより、熱硬化性の性質を有する異方性導電接着剤3の硬化によって基板1にLEDチップ4が異方性導電接着剤3で接続固定された状態となっている。
【0033】
なお、図1及び図2では、異方性導電接着剤3は、それぞれのLEDチップ4が配置される基板1の位置に点在状態で供給されているが、異方性導電接着剤3は、LEDチップ4同士の間の隙間を含む基板1の略全体に厚さを有する平面状にして供給してもよい。
【0034】
図3には、プレヒートエリアAと圧着加熱エリアBとが設けられている本実施形態に係る製造装置全体の模式的平面図が示されている。本実施形態では、プレヒートエリアAは合計4個A1〜A4設けられ、圧着加熱エリアBは合計2個B1,B2設けられている。2個の圧着加熱エリアB1,B2は、4個のプレヒートエリアA1〜A4に対して、互いに直交する水平方向となっているX方向とY方向のうち、X方向にずれた箇所に配置されている。また、4個のプレヒートエリアA1〜A4のうち、3個のプレヒートエリアA1〜A3は、X方向における同一箇所におけるY方向にずれた箇所に配置され、残りの1個のプレヒートエリアA4は、3個のプレヒートエリアA1〜A3に対して、2個の圧着加熱エリアB1,B2に近いX方向にずれた箇所に配置されている。また、2個の圧着加熱エリアB1,B2は、X方向における同一箇所におけるY方向にずれた箇所に配置されている。
【0035】
本実施形態に係る製造装置には、X方向を搬送方向とする第1搬送装置11と第2搬送装置12とが設置されており、第2搬送装置12は2個の圧着加熱エリアBごとに設置されているため、第2搬送装置12は2個12A,12B存在している。そして、4個のプレヒートエリアA1〜A4のうち、上述した1個のプレヒートエリアA4は、これらの第2搬送装置12A,12Bの間に配置されている。このため、このプレヒートエリアA4は、2個の第2搬送装置12A,12Bの間のスペースを有効に利用して配置されており、これにより、本実施形態に係る製造装置全体の小型化が達成されている。
【0036】
第1搬送装置11は、2個の第2搬送装置12A,12Bのうち、圧着加熱エリアB1のための第2搬送装置12Aによる搬送方向後側(図3ではX方向左側)に配置されている。この第1搬送装置11には、本実施形態に係る製造装置のX方向後側に接続されている図示外の装置から接続構造体Wが供給されるようになっており、この接続構造体Wは、第1搬送装置11による搬送作用により前方(図3ではX方向右側)に所定距離送られる。
【0037】
なお、第1搬送装置11及び第2搬送装置12は、細幅の2本の無端ベルト13が幅方向であるY方向に間隔を開けて並べられたベルトコンベア式搬送装置となっており、接続構造体WのY方向の両端部が無端ベルト13の上に載せられて接続構造体Wの搬送が行われるようになっている。
【0038】
本実施形態に係る製造装置には、接続構造体Wを第1搬送装置11からそれぞれのプレヒートエリアAに移送するための第1移送装置21が設けられ、この第1移送装置21は、それぞれのプレヒートエリアAにて予備加熱作業が終了した接続構造体Wを、2個の第2搬送装置12A,12Bに移送するための装置にもなっている。また、本実施形態に係る製造装置には、接続構造体Wを一方の第2搬送装置12Bから他方の第2搬送装置12Aに移送するための第2移送装置22も設けられている。
【0039】
これらの第1移送装置21及び第2移送装置22は、第1搬送装置11及び第2搬送装置12による接続構造体Wの搬送高さ位置よりも高い箇所に配置されている。このため、第1移送装置21及び第2移送装置22は、後述するように上から接続構造体Wを吸引することによりこの接続構造体Wを吸着する吸着体23を備えている。このため、第1移送装置21及び第2移送装置22は、吸着式移送装置となっている。吸着体23はシリンダ等による昇降装置で昇降自在となっており、吸着体23が下降したときに接続構造体Wを吸着すること及び吸着解除することが行われる。
【0040】
第1移送装置21の吸着体23は、X方向に延びるアーム部材21Aに取り付けられており、このアーム部材21Aに案内されて図示外のX方向駆動装置によりX方向に移動する。アーム部材21Aは、Y方向に延びるアーム部材21Bに取り付けられており、このアーム部材21Bに案内されて図示外のY方向駆動装置によりY方向に移動する。このため、第1移送装置21の吸着体23は、アーム部材21A,21Bの長さ内において、X方向及びY方向に移動自在となっている。
【0041】
また、第2移送装置22の吸着体23は、Y方向に延びるアーム部材22Aに取り付けられており、このアーム部材22Aに案内されて図示外のY方向駆動装置によりY方向に移動する。このため、第2移送装置22の吸着体23は、アーム部材22Aの長さ内において、Y方向に移動自在となっている。
【0042】
それぞれの第2搬送装置12には、これらの第2搬送装置12におけるX方向の位置に送られてきた接続構造体Wを圧着加熱エリアBに正確に送るための送り装置24が配置されている。これらの送り装置24は、第2搬送装置12の2個の無端ベルト13ごとに配置された挟着手段24Aを有するものとなっており、図示外の駆動装置によりX方向に移動するこれらの挟着手段24Aは、上下に開閉自在となった上下一対の挟着部材からなり、これらの挟着部材で挟着された接続構造体Wは、挟着手段24AのX方向への移動により、圧着加熱エリアBに正確に送られる。
【0043】
それぞれの第2搬送装置12A,12Bにおける圧着加熱エリアB1,B2と一致する箇所には圧着装置25が配置され、これらの圧着装置25は、それぞれの第2搬送装置12A,12Bの上方においてシリンダ等による昇降装置で昇降する圧着ヘッド25Aと、圧着ヘッド25Aの真下の箇所に固定配置された図2の圧着台25Bとを有するものとなっている。
【0044】
また、図3に示されているように、それぞれのプレヒートエリアA、圧着加熱エリアB、第1搬送装置11及び第2搬送装置12には、接続構造体Wを検出するための光学式等によるセンサ26が配置されている。これらのセンサ26からの検出信号は、コンピュータによる制御装置に送られる。この制御装置は、センサ26からの接続構造体Wの検出信号に基づき、以上説明したベルトコンベア式第1及び第2搬送装置11,12、吸着式第1及び第2移送装置21,22、送り装置24のそれぞれの駆動源や、プレヒートエリアAで接続構造体Wを予備加熱するための装置の駆動源及び加熱源、さらには、圧着加熱エリアBで接続構造体Wを圧着加熱するための駆動源及び加熱源等を、作業手順が設定されているプログラムに基づき駆動制御するものとなっている。
【0045】
次に、上記制御装置が、センサ26からの検出信号及び上記プログラムに基づき、ベルトコンベア式第1及び第2搬送装置11,12や吸着式第1及び第2移送装置21,22等を制御することにより実行される予備加熱作業及び圧着加熱作業の概要について、初めに説明しておく。なお、以下の説明では、第1及び第2移送装置21,22の吸着体23が接続構造体Wを下降限で吸着及び吸着解除するために行う吸着体23の昇降動については省略する。
【0046】
本実施形態に係る製造装置のX方向後側に接続されている前述の図示外の装置から接続構造体Wが第1搬送装置11に送られてくると、この第1搬送装置11は接続構造体Wを、第1移送装置21の吸着体23が接続構造体Wを吸着できるX方向の位置まで搬送し、この後に、吸着体23は接続構造体Wを吸着するとともに、吸着体23はX方向やY方向に移動する。そして、吸着体23が吸着解除を行うことにより、4個のプレヒートエリアAのうち、1個のプレヒートエリアAに接続構造体Wが移送される。このような第1搬送装置11による接続構造体Wの移送は、前述の図示外の装置から順番に送られてくるそれぞれの接続構造体Wを残りの3個のプレヒートエリアAに移送するために、順次行われる。
【0047】
それぞれのプレヒートエリアAでは、異方性導電接着剤3が基板1とLEDチップ4との間に配置されている接続構造体Wを予備加熱することが行われ、この予備加熱作業における加熱時間及び加熱温度(第1温度)は、例えば、120秒及び80℃である。この接続構造体Wが第1温度まで加熱されるこの予備加熱作業により、異方性導電接着剤3の内部に空気等の気泡が存在していた場合には、この気泡が抜け出ること、すなわち、気泡の脱泡が行われることになり、また、この予備加熱作業により、異方性導電接着剤3が仮硬化することになる。上記脱泡により、圧着加熱エリアBにて接続構造体Wが第2温度で加熱されたときに、硬化した異方性導電接着剤3により基板1とLEDチップ4とを確実に電気的に接続でき、また、異方性導電接着剤3の上記仮硬化により、LEDチップ4を異方性導電接着剤3によって基板1に仮固定できることになり、この仮固定の状態を維持して、接続構造体WをプレヒートエリアAから圧着加熱エリアBに送ることができることになる。なお、前述したように図1には、プレヒートエリアAでの接続構造体Wの状態が示されている。
【0048】
それぞれのプレヒートエリアAにおける接続構造体Wは、上記加熱時間に達した接続構造体Wから第1移送装置21の吸着体23により、2個の第2搬送装置12A,12Bのうち、一方の第2搬送装置12Aに移送される。この第2搬送装置12Aは、接続構造体Wを送り装置24で圧着加熱エリアB1に送ることができるX方向の位置まで搬送し、次いで、送り装置24は接続構造体Wを圧着加熱エリアB1の正確な位置に送る。
【0049】
圧着加熱エリアB1に送られた接続構造体Wは、この圧着加熱エリアB1に配置されている圧着装置25の図2で示されている圧着台25Bの上に乗るとともに、圧着装置25の下降する圧着ヘッド25Aにより加圧される。これにより、接続構造体WのLEDチップ4は、バンプ2や異方性導電接着剤3、基板1に向かって加圧されることになり、また、この加圧時に、電熱ヒータが内臓されている圧着ヘッド25A及び/又は圧着台25Bにより、接続構造体Wは、異方性導電接着剤3が熱硬化する第2温度まで加熱される。このように第2温度まで加熱されたときの接続構造体Wの状態が図2に示されている。
【0050】
このようにして行われる圧着ヘッド25Aと圧着台25Bによる接続構造体Wの圧着加熱作業は、図2に示されているように、圧着ヘッド25Aと接続構造体Wの間に、図示外の供給装置から供給される緩衝材テープ27を介入させて行われ、これにより、一枚の基板1の上に多数配置されているそれぞれのLEDチップ4は、緩衝材テープ27により均等に加圧される。
【0051】
また、このようにして行われる接続構造体Wの圧着加熱作業における加熱時間及び加熱温度(第2温度)は、例えば、30秒及び230℃であり、前述した予備加熱作業の加熱時間は、この圧着加熱作業の加熱時間よりも長くなっている。
【0052】
なお、圧着ヘッド25Aと圧着台25Bの両方で接続構造体Wを加熱する場合には、これらの圧着ヘッド25Aと圧着台25Bの温度を同じとせず、例えば、圧着ヘッド25Aの温度よりも圧着台25Bの温度を低くしてもよい。
【0053】
圧着加熱作業が終了した接続構造体Wは、第2搬送装置12Aによりこの搬送装置12Aの終端部まで搬送され、そして、次の作業工程を実施するために図示外の装置へ受け渡される。このような圧着加熱エリアB1での圧着加熱作業及び図示外の装置へ受け渡しは、それぞれのプレヒートエリアAから第2搬送装置12Aへ順次移送されて圧着加熱作業が終了したそれぞれの接続構造体Wについて順番に行われる。
【0054】
以上において、圧着加熱エリアB1にて先行する接続構造体Wについての圧着加熱作業が行われているときに、プレヒートエリアAにて後続の接続構造体Wについての予備加熱作業が行われており、このため、先行する接続構造体Wについて圧着加熱作業と後続の接続構造体Wについての予備加熱作業とが同時に実施されている。したがって、本実施形態によると、単位時間当たりに生産できる接続構造体Wの個数を増加させて、生産効率の向上を図ることができる。
【0055】
また、プレヒートエリアAでの予備加熱時間が圧着加熱エリアB1での圧着加熱時間よりも長くても、プレヒートエリアAは複数個A1〜A4設けられていて、この個数は、圧着加熱エリアの個数よりも多い個数となっているため、複数個の接続構造体Wについての予備加熱作業を、それぞれのプレヒートエリアA1〜A4にて同時に行うことが可能となる。これにより、プレヒートエリアAにてそれぞれの接続構造体Wを第1温度まで予備加熱することができるとともに、予備加熱時間まで加熱されることによって第1温度になった接続構造体Wから順番に圧着加熱エリアに移送することができる。
【0056】
さらに、本実施形態では、圧着加熱エリアBが2個B1,B2設けられていて、第2搬送装置12も2個12A,12B設けられているため、例えば、圧着加熱エリアB1での圧着加熱時間等の関係により、プレヒートエリアAでの予備加熱作業が終了した接続構造体Wを第2搬送装置12Aの吸着体23で第1移送装置21によって移送する際に、この第2搬送装置12Aに配置されている圧着加熱エリアB1にて先行する接続構造体Wについての圧着加熱作業がまだ行われている場合には、プレヒートエリアAでの予備加熱作業が終了した接続構造体Wを第1移送装置21の吸着体23で第2搬送装置12Bに搬送し、この接続構造体Wについての圧着加熱作業を、この第2搬送装置12Bに設けられている圧着加熱エリアB2にて、この圧着加熱エリアB2に配置されている圧着装置25によって実施することができる。
【0057】
そして、この圧着加熱作業が終了した接続構造体Wを第2移送装置22の吸着体23により第2搬送装置12Bから第2搬送装置12Aに移送し、この第2搬送装置12Aから接続構造体Wを、前述した接続構造体Wと同様にして、図示外の装置へ受け渡すことができる。
【0058】
次に、第1移送装置21及び第2移送装置22に設けられている吸着体23について説明する。
【0059】
図4には吸着体23の平面図が示され、図5には吸着体23の正面図が示されている。吸着体23の板状となっている本体30の上面には、一対のアクチュエータ31Aを有するシリンダ31が固定され、シリンダ本体に供給されるエア圧力により開閉動するこれらのアクチュエータ31Aには、ピン32を介して連結部材33が連結されている。それぞれの連結部材33には、ガイド部材34で案内されるガイドバー35を介して落下防止部材36が連結され、これらの一対の落下防止部材36は、本体30の外部において、一対のアクチュエータ31Aの開閉動により水平方向に往復動するものとなっている。
【0060】
また、図4に示されているように、本体30の外周部には、コンプレッサ等によるエア吸引装置に連なる複数個のエア吸引部37が配置され、図5にもこれらのエア吸引部37が示されており、図6は、図5におけるエア吸引部37の部分の拡大図であり、図7は、図6の一部を断面とした図である。これらの図6及び図7から分かるように、本体30の下面には、エア吸引部37ごとに吸引ヘッド38が設けられ、本体30にそれぞれの吸引ヘッド38が下向きに取り付けられ、これらの吸引ヘッド38の内部に貫通形成されたエア吸引通路38Aは、エア吸引部37及びエア回路を介して上記エア吸引装置と接続されている。
【0061】
また、本体30の下面には、例えば、軟質の合成樹脂で形成されているために弾性変形可能となった弾性部材39が下向きに取り付けられ、この弾性部材39は、内部に吸引ヘッド38が収納された筒状の部材となっている。この筒状の弾性部材39の下部には蛇腹部39Aが形成されており、このため、弾性部材39は、この蛇腹部39Aにおいて上下に弾性変形自在となっている。
【0062】
通常時の一対の落下防止部材36は、図8に示されているように後退しているが、接続構造体Wが吸引ヘッド38による空気の吸引により吸着体23に吸着されたときには、言い換えると、後述から分かるように、接続構造体Wが吸引ヘッド38の吸引力により弾性部材39の下面に吸着されたときには、一対の落下防止部材36は、図9に示されているように、シリンダ31の一対のアクチュエータ31Aの開閉動により接続構造体Wに向かって前進する。板金の折り曲げ品となっているそれぞれの落下防止部材36の下端には、水平方向内側に延びる延出部36Aが形成されており、これらの延出部36Aは、落下防止部材36が接続構造体Wに対して前進したときに、図9に示されているように、接続構造体Wと僅かな隙間を開けた接続構造体Wの端部の下方の位置に達する。
【0063】
以上のように構成されている吸着体23の本体30には、図5に示されているように、シリンダ31と、本体30に設置されたスペース部材40とを介してベース部材41が結合され、このベース部材41がシリンダ等による昇降装置で昇降することにより、吸着体23全体も昇降する構成となっている。
【0064】
接続構造体WをプレヒートエリアA等から第2搬送装置12等に移送するために、吸着体23が接続構造体Wを吸着するときには、言い換えると、吸着体23がプレヒートエリアAに向かって降下するときには、落下防止部材36は、図8に示されているように、後退している。このため、それぞれの吸引ヘッド38のエア吸引通路38Aが周囲の空気を吸入することにより、接続構造体Wは、吸引ヘッド38による上からの吸引力により、弾性部材39の下面に吸着される。そして、この弾性部材39の蛇腹部39Aは、上記吸引力で接続構造体Wに生じる上昇力により、上方へ弾性的に収縮変形することになる。
【0065】
このため、本実施形態によると、吸引ヘッド38と接続構造体Wとの間に弾性部材39が介入されていることになり、したがって、接続構造体Wの重量及び蛇腹部39Aの収縮変形による弾性部材39の下向きの反発力と、吸引ヘッド38による上向きの吸引力とが釣り合うことにより、吸着体23による接続構造体Wの吸着を、接続構造体Wが吸引ヘッド38に接触することを弾性部材39によって阻止して行わせることができる。これにより、接続構造体Wの安全性を確保した状態にしてこの接続構造体Wを、吸着体23が設けられている第1及び第2移送装置21,22により、プレヒートエリアA等から第2搬送装置12等へ移送することが可能となる。
【0066】
また、本実施形態の弾性部材39は内部に吸引ヘッド38が収納された筒状となっていて、弾性部材39が吸引ヘッド38の周囲を囲っているため、吸引ヘッド38が周囲の空気を吸入することによって行われる吸引ヘッド38による接続構造体Wの吸引及び吸着体23への吸着を一層確実に行うことができる。
【0067】
以上のようにして接続構造体Wが吸引ヘッド38の吸引力で吸着体23に吸着されると、一対の落下防止部材36は、図9に示されているように、接続構造体Wに向かって前進する。この後に、吸着体23の上昇及びX方向やY方向の移動により、接続構造体Wは第2搬送装置12等の上方位置に達し、この後に、吸着体23が下降してから、一対の落下防止部材36が接続構造体Wに対して図8のように後退し、かつ吸引ヘッド38による吸引力が消滅することにより、吸着体23による接続構造体Wの吸着解除が行われ、これにより、接続構造体Wは第2搬送装置12等の所定箇所へ移送されたことになる。
【0068】
上述のように接続構造体WがプレヒートエリアA等から第2搬送装置12等へ吸着体23により移送されているときには、接続構造体Wに向かって前進している落下防止部材36の延出部36Aは、図9に示されているように、接続構造体Wの端部の下方位置に達している。このため、接続構造体Wの移送中に、例えば、何らかの理由により吸引ヘッド38の吸引力が低下又は消滅して、吸着体23による接続構造体Wの吸着が解除されても、接続構造体Wが吸着体23から落下することを落下防止部材36により防止することができる。
【0069】
なお、吸着体23に、接続構造体Wの吸着が解除されたことを検出するセンサを設けておき、このセンサからの信号を前述の制御装置に送ることにより、この制御装置が本実施形態に係る製造装置の稼動を自動停止させるようにする。
【0070】
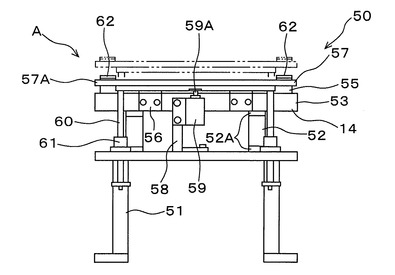
次に、それぞれのプレヒートエリアAに設置されている装置について説明する。図10〜図13は、これらのプレヒートエリアAに設置されている予備加熱装置50を示し、図10はこの予備加熱装置50の平面図であり、図11は予備加熱装置50の正面図であり、図12は予備加熱装置50の側面図である。図11及び図12に示されているように、予備加熱装置50のベース部を形成している機台51の上に複数個の支持部材52を介して予備加熱体53が載置されている。この予備加熱体53は、加熱源である電熱ヒータ54Aが内臓された厚板状の加熱部材54と、この加熱部材54の上に配置されたテーブル55とからなり、加熱部材54の側面に取り付けられたブラケット56にテーブル55の側面に形成された突部55Aが結合されることにより、上下に積み重ねられた加熱部材54とテーブル55とが連結一体化されている。
【0071】
なお、支持部材52の上下両端部は断熱部材52Aで形成されているため、加熱部材54の熱が機台51に伝達されることは防止されている。
【0072】
予備加熱体53には、接続構造体Wが載置される接続構造体載置体57が配置されており、この接続構造体載置体57は、図10及び図11から分かるように、予備加熱体53の両側に配置されている一対の載置部材57Aを有するものとなっている。これらの載置部材57Aは、図12に示されているように、機台51にブラケット58を介して上向きに取り付けられたシリンダ59のピストンロッド59Aにより昇降動するものとなっており、載置部材57Aのこの昇降動は、載置部材57Aに上端が結合されたガイドバー60が機台51に設置されたガイド部材61で案内されることにより行われる。
【0073】
それぞれの載置部材57Aが最下位置まで下降したときには、載置部材57Aの上面は、予備加熱体53の上面と同じ高さ位置又はこの上面よりも低い高さ位置に達する。また、それぞれの載置部材57Aが最上位置まで上昇したときには、載置部材57Aの上面は、予備加熱体53の上面よりも高い高さ位置に達する。
【0074】
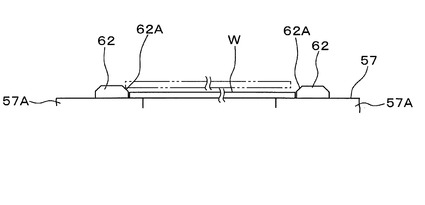
図10に示されているように、接続構造体Wの全体形状は平面視で四角形の形状となっている。一対の載置部材57Aのそれぞれには、接続構造体載置体57において接続構造体Wを位置決めするための位置決め部材62が取り付けられ、合計4個の位置決め部材62のうち、2個で一組をなす位置決め部材62は、それぞれの載置部材57Aの上面に接続構造体Wが載置されたときに、この接続構造体Wを間にして向かい合うようになっている。
【0075】
このため、一対の載置部材57Aが構成部材となっている前述の接続構造体載置体57には、接続構造体Wの互いに対向する2つの辺と対応する箇所に配置された2個で一組をなす位置決め部材62が二組配置されていることになり、2個で一組をなすそれぞれの位置決め部材62には、図13に示されているように、互いに近づきながら斜め下向きに延びている位置決め傾斜面62Aが設けられている。
【0076】
第1移送装置21の吸着体23により接続構造体Wが第1搬送装置11からプレヒートエリアAに移送されるときには、接続構造体載置体57は、シリンダ59のピストンロッド59Aの収縮作動により、予備加熱体53の上面と同じ高さ位置又はこの上面よりも低い位置の下降位置にあり、このように下降位置に達している接続構造体載置体57の上に接続構造体Wが第1移送装置21の吸着体23から受け渡され、この受け渡しは、予備加熱体53の上面よりも高い位置となって接続構造体載置体57の上に配置されている位置決め部材62による位置決め作用により、接続構造体Wが接続構造体載置体57又は予備加熱体53の正確な位置に位置決めされて行われる。また、第1移送装置21から接続構造体載置体57への接続構造体Wの受け渡しは、図1で示されているプレヒートエリアAに配置されたセンサ26により、すなわち、予備加熱体53を構成しているテーブル55に配置されたセンサ26により、検出されることになり、このセンサ26からの検出信号が前述の制御装置に入力する。
【0077】
以上により、接続構造体Wは、位置決め部材62で位置決めされて予備加熱体53の上面に乗ることになり、これにより、接続構造体Wを前述の第1温度まで予備加熱するための予備加熱作業が、この予備加熱体53により開始される。この予備加熱作業が開始されたときからの時間は、上記センサ26から接続構造体Wの検出信号が入力する前記制御装置が有しているタイマー手段により計測される。すなわち、センサ26により接続構造体Wが予備加熱体53の上面に乗ったことが検出されると、この検出信号が入力した前記制御装置のタイマー手段が時間をカウントすることを開始し、この時間が、予備加熱作業のための時間、すなわち、前述したように異方性導電接着剤3の内部に存在する気泡を脱泡させるため等の時間(例えば、前述した120秒)になると、制御装置は、シリンダ59のピストンロッド59Aを伸長作動させ、これにより、接続構造体W及び接続構造体載置体57は予備加熱体53よりも高い位置まで上昇することになる。
【0078】
これにより、接続構造体Wは予備加熱体53から分離した状態になり、接続構造体WをプレヒートエリアAにおいて予備加熱する作業は終了する。この後に、接続構造体Wは第1移送装置21の吸着体23により、前述したように第2搬送装置12A又は12Bに移送され、さらに、圧着加熱エリアBに送られる。また、プレヒートエリアAでは、シリンダ59のピストンロッド59Aが収縮作動し、これにより、接続構造体載置体57は初期の下降位置まで下降し、次に送られてくる接続構造体Wを待機する。
【0079】
以上説明したように本実施形態では、予備加熱体53によって行われる接続構造体Wについての予備加熱作業が予め設定された時間になると、シリンダ59のピストンロッド59Aが伸長作動して接続構造体W及び接続構造体載置体57は予備加熱体53から分離した状態になるため、前述の第1温度よりも高温の温度に常時なっている予備加熱体53により接続構造体Wが第1温度よりも高い温度に過度に加熱されてしまうことを防止でき、この過度の加熱により、例えば、異方性導電接着剤3が前述した仮硬化以上に硬化し始める等の不具合が生じることを防止できる。
【0080】
また、接続構造体載置体57には、この接続構造体載置体57又は予備加熱体53での接続構造体Wの位置決めを行うための位置決め部材62が複数個配置されているとともに、接続構造体Wの互いに対向する2つの辺と対応する箇所に配置された2個で一組をなす位置決め部材62には、互いに近づきながら斜め下向きに延びている位置決め傾斜面62Aが設けられているため、図13の二点鎖線で示されているように、接続構造体Wは、これらの位置決め傾斜面62Aによる位置決め作用により、正確な位置に位置決めされて接続構造体載置体57の上に載置させることになる。
【0081】
このため、接続構造体載置体57が最下位置まで下降したときに、多数のLEDチップ4が構成要素となっている接続構造体Wの全体を予備加熱体53により均一に予備加熱することができる。
【産業上の利用可能性】
【0082】
本発明は、LEDチップやICチップ等の半導体チップを基板に異方性導電接着剤により接続するために利用できる。
【符号の説明】
【0083】
1 基板
3 異方性導電接着剤
4 半導体チップであるLEDチップ
11,12 ベルトコンベア式搬送装置
21,22 吸着式移送装置
23 吸着体
25 圧着装置
25A 圧着ヘッド
25B 圧着台
36 落下防止部材
38 吸引ヘッド
39 弾性部材
39A 蛇腹部
50 予備加熱装置
53 予備加熱体
57 接続構造体載置体
62 位置決め部材
62A 位置決め傾斜面
W 接続構造体
A プレヒートエリア
B 圧着加熱エリア
【特許請求の範囲】
【請求項1】
基板と、この基板の上に配置され、異方性導電接着剤で前記基板と接続された半導体チップとを含んで構成される接続構造体を製造する装置であって、前記接続構造体が、前記異方性導電接着剤の内部に存在する気泡を脱泡させるため及び/又は前記異方性導電接着剤を仮硬化させるための第1温度で予備加熱され、この予備加熱後に前記接続構造体が、前記異方性導電接着剤を硬化させるために前記第1温度よりも高い第2温度で加熱される装置において、
前記接続構造体を前記第1温度で予備加熱するためのプレヒートエリアと、前記半導体チップを前記基板及び前記異方性導電接着剤に向かって加圧するとともに、前記接続構造体を前記第2温度で加熱するための圧着加熱エリアと、を含んで構成され、
前記圧着加熱エリアにて先行する前記接続構造体についての圧着加熱作業が行われているときに、前記プレヒートエリアにて後続の前記接続構造体についての予備加熱作業が行われていることを特徴とする接続構造体の製造装置。
【請求項2】
請求項1に記載の接続構造体の製造装置において、前記接続構造体を上からの吸引力によって吸着するとともに、この吸着された前記接続構造体を前記プレヒートエリア側から前記圧着加熱エリア側へ移送するための吸着式移送装置を有し、この吸着式移送装置は、前記接続構造体を上から吸引するために下向きとなった吸引ヘッドと、この吸引ヘッドと前記接続構造体との間に介入され、前記接続構造体が前記吸引ヘッドに接触することを阻止するための弾性部材とを備えていることを特徴とする接続構造体の製造装置。
【請求項3】
請求項2に記載の接続構造体の製造装置において、前記吸着式移送装置には、前記吸引ヘッドによる吸引力で前記吸着式移送装置に吸着されているときの前記接続構造体が落下することを防止するための落下防止部材が設けられ、この落下防止部材は、前記接続構造体に向かって水平方向に進退自在となっていることを特徴とする接続構造体の製造装置。
【請求項4】
請求項1〜3のいずれかに記載の接続構造体の製造装置において、前記プレヒートエリアには、前記接続構造体を前記第1温度で予備加熱するための予備加熱体と、この予備加熱体に配置され、前記接続構造体が載置される接続構造体載置体とが設けられており、この接続構造体載置体は前記予備加熱体に対して昇降自在であり、前記接続構造体を前記第1温度で予備加熱するための予備加熱時間経過後に前記接続構造体載置体が前記予備加熱体に対して上昇することにより、前記接続構造体が前記予備加熱体から分離した状態となることを特徴とする接続構造体の製造装置。
【請求項5】
請求項4に記載の接続構造体の製造装置において、前記接続構造体載置体には、この接続構造体載置体での前記接続構造体の位置決めを行うための位置決め部材が複数個配置され、前記接続構造体の互いに対向する2つの辺と対応する箇所に配置された2個の前記位置決め部材には、互いに近づきながら斜め下向きに延びている位置決め傾斜面が設けられていることを特徴とする接続構造体の製造装置。
【請求項6】
請求項1〜5のいずれかの記載の接続構造体の製造装置において、前記プレヒートエリアでの予備加熱作業は前記圧着加熱エリアでの圧着加熱作業よりも長い時間がかかり、前記プレヒートエリアの個数は前記圧着加熱エリアの個数よりも多い個数となっていることを特徴とする接続構造体の製造装置。
【請求項7】
請求項6に記載の接続構造体の製造装置において、前記圧着加熱エリアは少なくとも2個設けられ、前記プレヒートエリアは少なくとも3個設けられているとともに、前記圧着加熱エリアごとにベルトコンベア式搬送装置が設けられ、前記少なくとも3個のプレヒートエリアのうち、少なくとも1個のプレヒートエリアは2個の前記ベルトコンベア式搬送装置の間に配置されていることを特徴とする前記接続構造体の製造装置。
【請求項8】
異方性導電接着剤が供給された基板の上に半導体チップを配置し、これらの基板と半導体チップとを前記異方性導電接着剤で接続することにより接続構造体を製造する方法であって、前記接続構造体を、前記異方性導電接着剤の内部に存在する気泡を脱泡させるため及び/又は前記異方性導電接着剤を仮硬化させるための第1温度で予備加熱し、この予備加熱後に前記接続構造体を、前記異方性導電接着剤を硬化させるために前記第1温度よりも高い第2温度で加熱する方法において、
前記接続構造体を前記第1温度で予備加熱するためのプレヒート工程と、前記半導体チップを前記基板及び前記異方性導電接着剤に向かって加圧するとともに、前記接続構造体を前記第2温度で加熱するための圧着加熱工程と、を含み、
前記圧着加熱工程にて先行する前記接続構造体についての圧着加熱作業が行われているときに、前記プレヒート工程にて後続の前記接続構造体についての予備加熱作業を行うことを特徴とする接続構造体の製造方法。
【請求項9】
請求項8に記載の接続構造体の製造方法において、前記プレヒート工程での予備加熱作業は前記圧着加熱工程での圧着加熱作業よりも長い時間がかかり、前記プレヒート工程にて、複数個の前記接続構造体についての前記予備加熱作業を同時に行うことを特徴とする接続構造体の製造方法。
【請求項1】
基板と、この基板の上に配置され、異方性導電接着剤で前記基板と接続された半導体チップとを含んで構成される接続構造体を製造する装置であって、前記接続構造体が、前記異方性導電接着剤の内部に存在する気泡を脱泡させるため及び/又は前記異方性導電接着剤を仮硬化させるための第1温度で予備加熱され、この予備加熱後に前記接続構造体が、前記異方性導電接着剤を硬化させるために前記第1温度よりも高い第2温度で加熱される装置において、
前記接続構造体を前記第1温度で予備加熱するためのプレヒートエリアと、前記半導体チップを前記基板及び前記異方性導電接着剤に向かって加圧するとともに、前記接続構造体を前記第2温度で加熱するための圧着加熱エリアと、を含んで構成され、
前記圧着加熱エリアにて先行する前記接続構造体についての圧着加熱作業が行われているときに、前記プレヒートエリアにて後続の前記接続構造体についての予備加熱作業が行われていることを特徴とする接続構造体の製造装置。
【請求項2】
請求項1に記載の接続構造体の製造装置において、前記接続構造体を上からの吸引力によって吸着するとともに、この吸着された前記接続構造体を前記プレヒートエリア側から前記圧着加熱エリア側へ移送するための吸着式移送装置を有し、この吸着式移送装置は、前記接続構造体を上から吸引するために下向きとなった吸引ヘッドと、この吸引ヘッドと前記接続構造体との間に介入され、前記接続構造体が前記吸引ヘッドに接触することを阻止するための弾性部材とを備えていることを特徴とする接続構造体の製造装置。
【請求項3】
請求項2に記載の接続構造体の製造装置において、前記吸着式移送装置には、前記吸引ヘッドによる吸引力で前記吸着式移送装置に吸着されているときの前記接続構造体が落下することを防止するための落下防止部材が設けられ、この落下防止部材は、前記接続構造体に向かって水平方向に進退自在となっていることを特徴とする接続構造体の製造装置。
【請求項4】
請求項1〜3のいずれかに記載の接続構造体の製造装置において、前記プレヒートエリアには、前記接続構造体を前記第1温度で予備加熱するための予備加熱体と、この予備加熱体に配置され、前記接続構造体が載置される接続構造体載置体とが設けられており、この接続構造体載置体は前記予備加熱体に対して昇降自在であり、前記接続構造体を前記第1温度で予備加熱するための予備加熱時間経過後に前記接続構造体載置体が前記予備加熱体に対して上昇することにより、前記接続構造体が前記予備加熱体から分離した状態となることを特徴とする接続構造体の製造装置。
【請求項5】
請求項4に記載の接続構造体の製造装置において、前記接続構造体載置体には、この接続構造体載置体での前記接続構造体の位置決めを行うための位置決め部材が複数個配置され、前記接続構造体の互いに対向する2つの辺と対応する箇所に配置された2個の前記位置決め部材には、互いに近づきながら斜め下向きに延びている位置決め傾斜面が設けられていることを特徴とする接続構造体の製造装置。
【請求項6】
請求項1〜5のいずれかの記載の接続構造体の製造装置において、前記プレヒートエリアでの予備加熱作業は前記圧着加熱エリアでの圧着加熱作業よりも長い時間がかかり、前記プレヒートエリアの個数は前記圧着加熱エリアの個数よりも多い個数となっていることを特徴とする接続構造体の製造装置。
【請求項7】
請求項6に記載の接続構造体の製造装置において、前記圧着加熱エリアは少なくとも2個設けられ、前記プレヒートエリアは少なくとも3個設けられているとともに、前記圧着加熱エリアごとにベルトコンベア式搬送装置が設けられ、前記少なくとも3個のプレヒートエリアのうち、少なくとも1個のプレヒートエリアは2個の前記ベルトコンベア式搬送装置の間に配置されていることを特徴とする前記接続構造体の製造装置。
【請求項8】
異方性導電接着剤が供給された基板の上に半導体チップを配置し、これらの基板と半導体チップとを前記異方性導電接着剤で接続することにより接続構造体を製造する方法であって、前記接続構造体を、前記異方性導電接着剤の内部に存在する気泡を脱泡させるため及び/又は前記異方性導電接着剤を仮硬化させるための第1温度で予備加熱し、この予備加熱後に前記接続構造体を、前記異方性導電接着剤を硬化させるために前記第1温度よりも高い第2温度で加熱する方法において、
前記接続構造体を前記第1温度で予備加熱するためのプレヒート工程と、前記半導体チップを前記基板及び前記異方性導電接着剤に向かって加圧するとともに、前記接続構造体を前記第2温度で加熱するための圧着加熱工程と、を含み、
前記圧着加熱工程にて先行する前記接続構造体についての圧着加熱作業が行われているときに、前記プレヒート工程にて後続の前記接続構造体についての予備加熱作業を行うことを特徴とする接続構造体の製造方法。
【請求項9】
請求項8に記載の接続構造体の製造方法において、前記プレヒート工程での予備加熱作業は前記圧着加熱工程での圧着加熱作業よりも長い時間がかかり、前記プレヒート工程にて、複数個の前記接続構造体についての前記予備加熱作業を同時に行うことを特徴とする接続構造体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2013−98504(P2013−98504A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−243002(P2011−243002)
【出願日】平成23年11月7日(2011.11.7)
【出願人】(000149011)株式会社大橋製作所 (7)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月7日(2011.11.7)
【出願人】(000149011)株式会社大橋製作所 (7)
【Fターム(参考)】
[ Back to top ]