
接続部品用導電材料及びその製造方法
【課題】Cu又はCu合金からなる母材表面に表面多層めっき層を形成した材料について、高温雰囲気下で長時間経過後も低接触抵抗を維持することができる接続部品用導電材料を得る。
【解決手段】 Cu又はCu合金からなる母材表面に、Ni層、Cu−Sn合金層及びSn層からなる表面めっき層がこの順に形成され、かつ前記Ni層の厚さが0.1〜1.0μm、前記Cu−Sn合金層の厚さが0.1〜1.0μm、そのCu濃度が35〜75at%、前記Sn層の厚さが2.0μm以下で、かつ0.001〜0.1質量%のカーボンを含有する。Sn層の厚さが0.5μm以下の場合、多極の嵌合型端子用として用いたときに挿入力が低く、Sn層の厚さが0.5μmを越える場合、リフローソルダリング等の加熱処理を受けた後でもはんだ濡れ性が確保されJBのような非嵌合型接続部品用として適する。
【解決手段】 Cu又はCu合金からなる母材表面に、Ni層、Cu−Sn合金層及びSn層からなる表面めっき層がこの順に形成され、かつ前記Ni層の厚さが0.1〜1.0μm、前記Cu−Sn合金層の厚さが0.1〜1.0μm、そのCu濃度が35〜75at%、前記Sn層の厚さが2.0μm以下で、かつ0.001〜0.1質量%のカーボンを含有する。Sn層の厚さが0.5μm以下の場合、多極の嵌合型端子用として用いたときに挿入力が低く、Sn層の厚さが0.5μmを越える場合、リフローソルダリング等の加熱処理を受けた後でもはんだ濡れ性が確保されJBのような非嵌合型接続部品用として適する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主として自動車・民生に使用される端子、コネクタ及びジャンクションブロック等の接続部品用導電材料に関する。
【背景技術】
【0002】
自動車等の電線の接続に用いられるコネクタには、銅合金にSnめっきを施したオス端子とメス端子の組み合せからなる嵌合型端子が使用されている。嵌合型端子が複数個集合したコネクタを多極端子コネクタという。
自動車の電装化が進むなかで、このようなコネクタの極数、すなわち、一つのコネクタの中の端子の数は増加している。端子数が増加すると挿入力が大きくなり、実装に道具が必要になったり、人が挿入する場合でも大きな力を必要とするようになり、その組み立て作業の効率を低下させる原因になる。このため、極数が増加しても、挿入力が従来よりも大きくならないように、低挿入力の端子が要求されている。
【0003】
Snめっき端子は、Snめっきを薄くすることにより挿入力が低下する。しかし、自動車室内の省スペース化の要求からコネクターの設置個所は室内からエンジンルーム内への移行が進展し、エンジンルームでの雰囲気温度は最大150℃程度に到達する。そのため、Snめっきを薄くするとCu又はCu合金母材からCu及び合金元素が拡散し、あるいはNi等の下地めっきが拡散してSnめっき表層に酸化物を形成し、端子の接触抵抗が増加する問題が顕在化する。接触抵抗が増加すると、電子制御機器の誤作動が懸念される。従って、現実にはSnめっき厚さを薄くし、かつ電気的信頼性を維持することは大変困難である。
また、排ガスとして亜硫酸ガスが発生する工業地帯等において長時間運転又は放置する場合、その亜硫酸ガスにより表面めっき層が腐食し、さらに腐食が銅合金母材にまで達して嵌合型端子としての信頼性が失われる。
【0004】
一方、同じくSnめっきを施した銅合金材料が、自動車等の駆動用及び信号用の電源分配装置(ジャンクションブロック:JB)内に、導電材料として使用されている。JBの構造はその銅合金材料と樹脂とが積層した構造であり、これにより、複雑な制御回路を形成することが可能となっている。
自動車の電装化及び小型化に伴い、リフロー処理(リフローソルダリング)により電子部品を表面実装した基板をJB内に搭載する技術が進展してきた。その際、その基板と内部回路であるSnめっき銅合金材料を接着するために100℃程度の熱処理、さらに、基板に電子部品を実装するためのリフローソルダリングと、従来工程にない熱影響の負荷を伴う組立て工程へと変化している。そのため、これらの加熱処理を受けた後もはんだ濡れ性確保ができるSnめっき銅合金材料が要求されている。
また、このJBについても自動車室内の省スペース化の要求から設置個所は室内からエンジンルーム内への移行が進展し、そのため、先にコネクタに関して述べたと同様、接触抵抗の増加とそれに伴う電子制御機器の誤作動の問題が懸念され、亜硫酸ガスによる表面めっき層の腐食の問題もある。
【0005】
下記特許文献1には、リードフレームの耐熱性を向上させるため、洋白からなる母材の表面にNiめっき層、Sn及びCuの合金層、さらにSnめっき層からなる表面多層めっき層を形成したリードフレーム材が提案されている。しかし、前記公報の開示に従いCu合金母材にこのタイプの表面多層めっき層を形成し、当該Cu合金材を用いて嵌合型端子を製造したとき、挿入力が高いとか、きびしい曲げ加工を行うと割れが発生するという問題が出てくる。また、リフロー処理後に接触抵抗が高くなるという問題もある。
一方、はんだ濡れ性を向上させるには、Snめっき厚さを例えば従来より厚い2μmを超える厚さとすることが有効と考えられるが、それだけではリフローソルダリング後又は実車での高温長時間経過後における電気的信頼性(低接触抵抗)を維持できず、またリフロー処理(Snめっき材料製造時のリフロー処理)後のSnめっきにピットが発生するという問題が出てくる。
下記特許文献2には、銅亜鉛合金母材表面にNiめっき層、Cuめっき層及びSnめっき層を形成した後、150〜170℃で熱処理し、Snめっき層のうちCuめっき層との界面近傍のみをCu6Sn5に合金化することが記載されている。
【0006】
【特許文献1】特開平6−196349号公報
【特許文献2】特開平11−135226号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は上記問題点に鑑み、Cu又はCu合金からなる母材表面に表面多層めっき層を形成した材料について、高温雰囲気下で長時間経過後も電気的信頼性(低接触抵抗)を維持することができ、亜硫酸ガス耐食性に優れ、厳しい加工で割れが発生しない接続部品用導電材料を提供することを目的とする。同時に、特に多極の嵌合型端子用としては挿入力が低く、JBのような非嵌合型接続部品用としてはリフローソルダリング等の加熱処理を受けた後でもはんだ濡れ性が確保され、かつピットの発生がない、接続部品用導電材料を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明に係る接続部品用導電材料の1つは、Cu又はCu合金からなる母材表面に、Ni層及びCu−Sn合金層からなる表面めっき層がこの順に形成され、かつ前記Ni層の厚さが0.1〜1.0μm、前記Cu−Sn合金層の厚さが0.1〜1.0μm、そのCu濃度が35〜75at%(原子%)であることを特徴とする。この接続部品用導電材料は、嵌合型端子用材料として特に適するものである。
この導電材料において、前記表面めっき層は望ましくはCu−Sn合金層の上にさらに厚さ0.5μm以下のSn層を有し、そのSn層は0.001〜0.1質量%のカーボンを含有することが望ましい。この導電材料は表面光沢が60%以上であることが望ましい。
【0009】
本発明に係る嵌合型端子用材料の1つは、Cu又はCu合金からなる母材表面に、Ni層、Cu−Sn合金層及びSn層からなる表面めっき層がこの順に形成され、かつ前記Ni層の厚さが0.1〜1.0μm、前記Cu−Sn合金層の厚さが0.1〜1.0μm、前記Sn層の厚さが0.1〜0.5μm、そのカーボン含有量が0.001〜0.1質量%であることを特徴とする。この接続部品用導電材料は、嵌合型端子用材料として特に適するものである。
この導電材料において、前記Cu−Sn合金層はCu濃度が35〜75at%であることが望ましい。また、表面光沢が60%以上であることが望ましい。
【0010】
さらに、本発明に係る接続部品用導電材料の1つは、Cu又はCu合金からなる母材表面に、Ni層、Cu−Sn合金層及びSn層からなる表面めっき層がこの順に形成され、かつ前記Ni層の厚さが0.1〜1.0μm、前記Cu−Sn合金層の厚さが0.1〜1.0μm、そのCu濃度が35〜75at%、前記Sn層の厚さが0.5μmを超え2μm以下であることを特徴とする。この接続部品用導電材料は、JB等の非嵌合型端子用材料として特に適するものである。
この導電材料において、Sn層は0.001〜0.1質量%のカーボンを含有することが望ましい。
【発明の効果】
【0011】
本発明によれば、高温雰囲気下で長時間保持されても電気的信頼性(低接触抵抗)を維持でき、亜硫酸ガス耐食性及び曲げ加工性にも優れた接続部品用導電材料を得ることができる。従って、エンジンルーム等、高温で使用される箇所に配置された場合においても優れた電気的信頼性が保持できる。
また、特に嵌合型端子用として、動摩擦係数を低く抑えることができたので、例えば自動車等において多極コネクタに使用した場合、オス、メス端子の嵌合時の挿入力が低く、組立作業を効率よく行うことができ、一方、非嵌合型接続部品用としては、電子部品実装工程において加熱処理を受けた場合でも、その後のはんだ濡れ性が確保できる。
【発明を実施するための最良の形態】
【0012】
上記接続部品用導電材料の表面めっき層のうちNi層は、亜硫酸ガス耐食性の向上のため施される。このNi層は厚さが0.1μm未満ではめっき層中のピット欠陥を基点として母材の主成分のCuと亜硫酸ガスとが反応し、母材腐食が進行するため、実用上使用できない。また、母材のCu及び合金成分がCu−Sn合金層に拡散してその表層に酸化物を形成し、さらにSn層が形成されている場合はSn層の表層まで拡散して酸化物を形成し、接触抵抗が高くなる。一方、1.0μmを超えると曲げ加工で割れが発生するなど、端子への成形加工性が低下する。従って、Ni層は厚さ0.1〜1.0μmとする。好ましくは0.1〜0.5μmである。
【0013】
表面めっき層のうちCu−Sn合金層は、Ni層からCu−Sn合金層表層、さらにSn層が形成されている場合はSn層へのNiの拡散を防止する。このCu−Sn合金層は厚さが0.1μm未満では上記拡散防止効果が不十分であり、NiがCu−Sn合金層又はSn層の表層まで拡散して酸化物を形成し、接触抵抗が高くなり電気的信頼性が低下する。一方、1.0μmを超えると曲げ加工で割れが発生するなど、端子への成形加工性が低下する。従って、Cu−Sn合金層は厚さ0.1〜1.0μmとする。好ましくは0.1〜0.5μmである。
また、Cu−Sn合金層において、Cu濃度が35at%未満ではNiの拡散防止効果が不十分であり、75at%を超えると当該合金層の硬さが増加し、さらにSn層が形成されている場合はCuがその表層へも拡散して、皮膜硬さが増加するため、曲げ加工性が低下する。従って、Cu−Sn合金層のCu濃度は35〜75at%とするのが望ましい。好ましくは45〜65%である。
【0014】
表面めっき層のうちSn層は後述する製造方法において、Cu−Sn合金層の形成後も表面めっき層の最上層として残留するものであり、その厚さによって具体的用途が嵌合型端子用導電材料と非嵌合型接続部品用導電材料に分けられる。
嵌合型端子用の場合、Sn層は端子に一般耐食性を与えるもので、Sn層が厚くなると動摩擦係数が高くなり、多極端子において挿入力が大きくなるので、Sn層の厚さは0.5μm以下に規制する。耐食性を与えるためにはSn層は0.1μm以上であることが望ましい。しかし、Sn層の厚さは0μmでも(つまりSn層がなくても)、嵌合型端子用導電材料として使用できる。
一方、非嵌合型接続部品用の場合、表面めっき層のうちSn層は、端子の接触抵抗を低く維持して電気的信頼性を高め、かつはんだ濡れ性を与える。しかし、Sn層が2μm以上になると、リフロー処理後の表面にピットが発生しやすく、耐食性が低下する。また、Snめっき厚さが0.5μm以下になると、はんだ濡れ性が低下する。よって、Sn層の厚さは0.5μmを超え2μm以下に規制する。好ましくは、1.0〜2.0μmである。
【0015】
いずれの場合も、Sn層中のカーボン量は、望ましくは0.001〜0.1質量%に規制するが、これは主として製造上の理由からである。すなわち、0.001質量%未満では、Snめっきの均一電着性(厚みのムラがないこと)が低下し、リフロー処理後もその影響で外観が低下する。一方、0.1質量%を越えるようであると、リフロー処理後のSn層表面にカーボンの一部が浮遊、析出し、接触抵抗が増加する。なお、Sn層中のカーボン量は、主としてめっき液中の光沢剤、添加剤の量及びめっき電流密度で調整する。
【0016】
本発明に係る導電材料を嵌合型端子用導電材料として用いる場合、上記表面めっき層構成とすることにより、実施例に示すように、動摩擦係数0.45以下、接触抵抗100mΩ以下、及び優れた曲げ加工性を実現することができる。
一方、非嵌合型接続部品用導電材料として用いる場合、上記表面めっき層構成とすることにより、実施例に示すように、はんだ濡れ時間1.5秒以下、高温放置後の接触抵抗100mΩ以下、及び優れた曲げ加工性を実現することができる。
【0017】
本発明に係る導電材料の上記表面めっき層構成は、いずれも、Cu又はCu合金母材にNiめっき層、Cuめっき層、さらにSnめっき層をこの順に形成した後、加熱、拡散させてCu−Sn合金層を形成することで得ることができる。このCu−Sn合金層は金属間化合物であり、全部又は大部分がη相、一部にε相が入ることがある。加熱、拡散によりCuめっき層をすべてCu−Sn合金層とし、表層部には適宜Snめっき層を残留させ、表面めっき層を厚さ0.1〜1.0μmのNiめっき層、厚さ0.1〜1.0μmのCu−Sn合金層、及び厚さ0〜0.5μm又は厚さ0.5超〜2μmのSn層とする。このとき、Cuめっき層が残留すると、高温放置後のNi層とCu−Sn合金層との界面において、めっき剥離が発生するため、Cuめっき層は消滅させることが望ましい。
【0018】
より具体的な製造方法を示すと、嵌合型端子用導電材料(熱処理後の表面めっき層のSn層厚さが0.5μm以下)の場合、Cu又はCu合金母材表面に厚さ0.1〜1.0μmのNiめっき層、厚さ0.1〜0.45μmのCuめっき層及び0.001〜0.1質量%のカーボンを含有する厚さ0.4〜1.1μmのSnめっき層をこの順に形成した後、加熱、拡散の熱処理を行うことで製造することができる。熱処理は、230〜600℃の温度で3〜30秒間加熱するリフロー処理が望ましい。
上記製造方法において、Cuめっき層の厚さが0.1μm未満では、加熱後に形成されるCu−Sn合金層が薄いため、下地NiめっきのNiがSn相へ拡散するのを十分抑制できない。一方、Cuめっき層の厚さが0.45μmを越えると、加熱後に形成されるCu−Sn合金層が厚くなり過ぎる。あるいは、Cu−Sn合金層の直下部にCuめっき層が残存して、耐食性が低下したり、高温放置後にめっき剥離を生じたりする。従って、Cuめっき層の厚さは0.1〜0.45μmとし、望ましくは0.1〜0.3μm、品質安定化の観点から、より好ましくは0.1〜0.25μmとする。
【0019】
また、上記製造方法において、Snめっき層の厚さが0.4μm未満の場合、熱処理後の表面が梨地状の不均一な表面形態となる。一方、Snめっき層の厚さが1.1μmを越えると、Cuめっき層の厚さにもよるが加熱後も厚いSn層が残存し摩擦係数低減効果が低下する。従って、Snめっき層の厚さは0.4〜1.1μm、望ましくは0.4〜0.8μmとする。
好ましくは、Cuめっき層の厚さとSnめっき層の厚さの比が0.15≦Cu/Sn≦0.41である。この比が0.15未満では、熱処理により形成されるCu−Sn合金層の成長が不十分で、下地Niが表面へ拡散するのを抑制する効果が少なく高温放置後の接触抵抗が高くなり、あるいはSn層が過剰に残存し摩擦係数が高くなる。一方、この比が0.41を越えると、熱処理により形成されるCu−Sn合金層が表面近くまで成長して、残存するSn層の厚みが0.1μmに達せず耐食性が低下し、また表面に凹凸が発生して外観(表面光沢)が悪く、接触抵抗も悪くなる。
なお、この比を0.41以下に規制することで熱処理後の表面に凹凸が発生するのが抑制され、表面光沢を60%以上とすることができる。本発明の製造方法ではSnめっき層の厚さを0.4〜1.1μm(望ましくは0.4〜0.8μm)と薄く規制したこともあり、Cu/Sn比を上記範囲内に規制しないと、熱処理後に所定のCu−Sn合金層厚さ及びSn層厚さを得ることができず、また、外観、耐食性、接触抵抗などに優れた端子材料を得ることができない。
【0020】
一方、非嵌合型接続部品用導電材料(熱処理後の表面めっき層のSn層厚さが0.5μm超〜2μm)の場合、Cu又はCu合金母材表面に厚さ0.1〜1.0μmのNiめっき層、厚さ0.1〜0.45μmのCuめっき層及び0.001〜0.1質量%のカーボンを含有する厚さ1.1〜2.5μmのSnめっき層をこの順に形成した後、加熱、拡散の熱処理を行うことで製造することができる。
【0021】
上記製造方法において、熱処理としてリフロー処理を行う場合の加熱条件は、230〜600℃×3〜30秒間とする。加熱温度が230℃未満ではSnが溶融せず、600℃を越えるとCu又はCu合金母材が軟化し、歪みが発生する。加熱時間が3秒未満では熱伝達が不均一となりリフロー後の外観ムラが発生し、30秒を越えると表面のSn層の酸化が進行するため、接触抵抗が増加する。このリフロー処理を行うことにより、Cu−Sn合金層が形成され、また、めっき粒子が大きくなり、めっき応力が低下し、ウイスカが発生しなくなる。いずれにしても、Cu−Sn合金層を均一に成長させるためには、熱処理はSnの溶融する温度で、300℃以下のできるだけ少ない熱量で行うことが望ましい。
【0022】
上記製造方法において、Cu又はCu合金母材表面に形成するNiめっき層、Cuめっき層及びSnめっき層は、いずれも電気めっきで形成するのが望ましい。無電解めっきで行う方法もあるが、無電解めっきでは還元剤がめっき皮膜中に取り込まれ、高温放置後にボイドを発生する。
電気めっきの望ましい条件として、Niめっきはワット浴やスルファミン酸浴を用い、Niめっき温度40〜55℃、電流密度3〜20A/dm2で行う。Niめっきで重要なのは電流密度であり、3A/dm2未満では均一電着性と生産性が悪く、20A/dm2を越えるとNiめっき粒が荒れてくる(粗大化する)。
【0023】
Cuめっきのめっき浴としては、通常はシアン浴が用いられるが、Snめっき液へのシアン混入による液劣化や排水処理の問題があるため、硫酸銅浴が望ましい。一方、硫酸銅浴は均一な厚みのめっきを行うことが難しく(均一電着性が悪い)、通常光沢剤が添加されている。しかし、Cuめっきの上にSnめっきを施し、さらに熱処理する場合、高温放置後にボイドが増加する問題があるため、めっき浴に光沢剤の添加は避けることが望ましい。
本発明では、表面めっき層のCuめっき厚さが薄くかつめっき厚範囲が狭いため、均一にめっきすることが不可欠である。Cuめっきの厚さが不均一(後述するようにCuめっき粒が荒れるのが主原因)であると、熱処理後のCu−Sn合金層の成長が不均一となり、表面光沢が低下するとともに特性が低下するからである。特に嵌合型端子用の場合はSnめっき厚さも薄くかつめっき厚範囲が狭いため、その傾向が顕著となる。
【0024】
そこで、本発明者らは、光沢剤を含まない硫酸銅浴を用い、均一なCuめっきを行う方法について検討した結果、めっき条件によりCuめっき粒径を制御でき、さらには均一なCuめっきを行うことができることを見いだした。その条件は、本発明のようにNiめっきの上にCuめっきを行う場合、めっき温度30〜40℃、電流密度2.5〜10A/dm2である。
めっき温度が40℃を越えるとCuめっき粒が荒れ(粗大化し)、結果的に均一な厚みのCuめっきができない(本発明ではCuめっき厚さが非常に薄く規定されているので、Cuめっき粒が荒れると均一な厚みにならない)。しかし、めっき温度が30℃未満となると、Cuめっき粒は荒れないが、やはり均一電着性が悪くなる。また、電流密度が2.5A/dm2未満又は10A/dm2を越えるとCuめっき粒が荒れ、結果的に均一な厚みのCuめっきができない。
【0025】
最上層の電気Snめっきは、例えば硫酸錫浴を用い、めっき温度25℃以下、電流密度2〜10A/dm2で行えばよい。
【0026】
なお、これまで、本発明に係る導電材料の製造方法に関し、Cu又はCu合金母材にNiめっき層、Cuめっき層、さらにSnめっき層をこの順に形成した後、加熱、拡散させてCu−Sn合金層を形成する方法を説明したが、前記表面めっき層構成は、Niめっき層の上にCu−Sn合金めっき層を施し、その上に必要に応じてSnめっき層を形成することでも得ることができる。
【実施例】
【0027】
(実施例1)
<供試材の作成条件>
銅合金母材としてC2600、厚さ0.30mmの板材を用い、Niめっき、Cuめっき及びSnめっきをそれぞれ所定厚さで施した。Niめっき、Cuめっき及びSnめっきのめっき浴及びめっき条件を表1〜表3に、各めっき層の厚さを表4に示す(No.1〜15)。
なお、各めっき層の厚さは下記要領で測定した。
[Sn及びNiめっき層厚さ測定]
蛍光X線膜厚計(セイコー電子工業株式会社;型式SFT156A)を用いて測定した。
[Cuめっき層厚さ測定]
ミクロトーム法にて加工した板材の断面をSEM観察し、画像解析処理により平均厚さとして算出した。
【0028】
【表1】

【0029】
【表2】
【0030】
【表3】
【0031】
【表4】
【0032】
続いて、この板材に対し、表4に示す熱処理条件でリフロー処理を行い、表5に示す表面めっき構成を有する供試材を得た。各供試材について、各めっき層厚さ及びCu−Sn合金層中のCu含有量(at%)、Sn層中のカーボン含有量(質量%)を下記要領で測定した。また、各供試材について、外観評価、動摩擦係数及び高温放置後の接触抵抗の測定試験、亜硫酸ガス試験並びに曲げ加工性試験を下記要領で行った。その結果を表5に示す。
【0033】
【表5】
【0034】
[Sn層厚さ測定]
まず、蛍光X線膜厚計(セイコー電子工業株式会社;型式SFT156A)を用いてSnめっき厚さを測定する。その後、p−ニトロフェノール及び苛性ソーダを成分とする剥離液に10分間浸漬し、Sn層を剥離後、再度、蛍光X線膜厚計で、Cu−Sn合金層中のSn量を測定する。このようにして求めたSnめっき厚さからCu−Sn合金層中のSn量を差引くことにより、Sn層厚さを算出した。
[Cu−Sn合金層厚さ測定]
Cu−Sn合金層厚さは、上記の剥離液に供試材を浸漬しSn層を剥離した後、蛍光X線膜厚計を用いて測定した。
[Ni厚さ測定]
Ni層厚さは、直接、蛍光X線膜厚計を用いて測定した。
【0035】
[Cu−Sn合金層中のCu含有量測定]
Cu−Sn合金層中のCu含有量(at%)は、下記の要領で行った。まず、p−ニトロフェノール及び苛性ソーダを成分とする剥離液に10分間浸漬し、最表面のSn層を除去する。その後、試料表面の酸化及び汚れ等の付着物の影響をなくすため深さ300Aの地点までアルゴンエッチングし、Cu−Sn合金層中のCu含有量をESCA−LAB210D(VG社製)で測定した。
[Sn層中のカーボン含有量測定]
リフロー後の供試材及びそれらの最表面の純Sn層のみを5%硝酸で溶解した供試材を用意し、それぞれを酸素気流中で高温で燃焼させ、発生した二酸化炭素及び一酸化炭素量を赤外線吸収量により求め、両者の差からSn層中に存在するカーボンの質量%を求めた。なお、Sn層厚が0と算出されたものでも、部分的にはわずかにSn層が残っているところがあり、それで測定できる。リフロー処理後のSn層中のカーボン量は、リフロー処理前のSnめっき層中のカーボン含有量と同じとみてよい。
【0036】
[動摩擦係数測定]
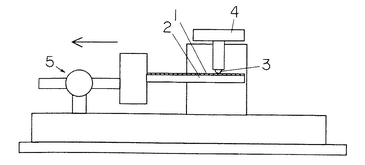
嵌合型端子の接点部の形状を模擬し、図1に示すように、供試材から切り出した板状のオス試験片1を水平な台2に固定し、その上に供試材を内径1.5mmで半球加工したメス試験片3を置いてめっき面同士を接触させ、メス試験片3に3.0N(310gf)の荷重(錘4)をかけてオス試験片1を押さえ、横型荷重測定器(アイコーエンジニアリング株式会社製Model−2152)を用いて、オス試験片1を水平方向に引っ張り(摺動速度を80mm/min)、摺動距離5mmまでの最大摩擦力Fを測定した。摩擦係数を下記式(1)により求めた。なお、5はロードセル、矢印は摺動方向である。
摩擦係数=F/P・・・・(1)
【0037】
[高温放置後の接触抵抗測定]
供試材に対し大気中にて160℃×120hrの熱処理を行った後、接触抵抗を四端子法により、解放電圧20mV、電流10mA、無摺動の条件にて測定した。
[曲げ加工性]
試験片を圧延方向が長手となるように切出し、JISH3110に規定されるW曲げ試験治具を用い、圧延方向に対して直角方向となるように9.8×103Nの荷重で曲げ加工を施した。その後、ミクロトーム法にて、断面を切出し観察を行った。曲げ加工性評価は、試験後の曲げ加工部に発生したクラックが銅合金母材へ伝播しないレベルを○と評価し、銅合金母材へ伝播し銅合金母材にクラックが発生するレベルを×と評価した。
【0038】
[亜硫酸ガス耐食性]
亜硫酸ガス試験は25ppm、35℃、75%RH、96hrの条件で行った。供試材は、実用環境下を想定し、すべて160℃・120hr高温放置した材料を用いた。耐食性評価基準は、試験後の断面を観察し、母材の腐食が認められないレベルを○とし、深さ1μm以上の母材腐食が観察されたレベルを×と評価した。
[外観評価]
リフロー処理後の表面の鏡面反射率を測定し、表面光沢が60%以上のレベルと○とし、60%より低いレベルを×と評価した。
【0039】
表5に示すように、表面めっき層構成が本発明の規定範囲内にあるNo.1〜8は、いずれも動摩擦係数が0.45以下、高温放置後の接触抵抗が100mΩ以下、かつ曲げ加工性、亜硫酸ガス耐食性に優れている。ただし、No.7は表面のSn層が消滅し、リフロー後の外観が劣っていた。
一方、Ni層の厚さが規定値未満のNo.9は亜硫酸ガス耐食性が劣り、Ni層の厚さが規定値を超えるNo.10は曲げ加工性に劣り、Cu−Sn合金層の厚さが規定値未満のNo.11は接触抵抗が高く、Cu−Sn合金層の厚さが規定値を超えるNo.12は曲げ加工性に劣り、Cu−Sn合金層のCu含有量が規定値未満のNo.13は接触抵抗が高く、Cu−Sn合金層のCu含有量が規定値を超えるNo.14は曲げ加工性に劣り、Sn層の厚さが規定値を超えるNo.15は動摩擦係数が高い。
【0040】
(実施例2)
実施例1と同様に、銅合金母材としてC2600、厚さ0.30mmの板材を用い、その表面にNiめっき層、Cuめっき層及びSnめっき層をそれぞれ所定厚さで施した。Niめっきは表1の条件で、Cuめっきは表6の条件で、Snめっきは表3の条件(ただし、光沢剤の添加量を0〜10g/lの範囲内で変化させた)で行った。各めっき層の厚さ及びCu/Snめっき層厚比を表7に示す(No.16〜39)。各めっき層の厚さは実施例1と同じ要領で測定した。
【0041】
【表6】
【0042】
【表7】
【0043】
続いて、この板材に対し、表7に示す熱処理条件でリフロー処理を行い、表8に示す表面めっき構成を有する供試材を得た。各供試材について、各めっき層厚さを下記要領で測定し、さらにCu−Sn合金層中のCu含有量(at%)、Sn層中のカーボン含有量(質量%)を実施例1と同じ要領で測定した。また、各供試材について、外観評価、動摩擦係数及び高温放置後の接触抵抗の測定試験、亜硫酸ガス試験並びに曲げ加工性試験を実施例1と同じ要領で行った。その結果を表8に示す。
[Ni層、Cu−Sn合金層、Sn層の厚さ測定]
ミクロトーム法にて加工した板材の断面をSEM観察し、画像解析処理により平均厚さとして算出した。
【0044】
【表8】
【0045】
表7、8に示すように、リフロー処理前の表面めっき層構成が本発明の規定範囲内にあるNo.16〜27は、リフロー処理後に本発明の規定範囲内(Ni層厚;0.1〜1.0μm、Cu−Sn合金層厚;0.1〜1.0μm、Sn層厚;0.5μm以下)の表面めっき層構成が得られ、いずれも動摩擦係数が0.45以下、高温放置後の接触抵抗が100mΩ以下、かつ曲げ加工性、亜硫酸ガス耐食性、リフロー後の外観に優れている。
【0046】
一方、Niめっき層の厚さが規定値未満のNo.28は亜硫酸ガス耐食性が劣り、Ni層の厚さが規定値を超えるNo.29は曲げ加工性に劣る。Cuめっき層の厚さが規定未満のNo.30はリフロー処理により形成されたCu−Sn合金層が薄く、接触抵抗が高く、Cuめっき層の厚さが規定値を越えるNo.31はリフロー処理後の外観が悪い。また、高温放置後にめっき剥離が発生しているが、これはCu−Sn合金層の直下部にCuめっき層が部分的に残存したためと思われる。Snめっき層の厚さが規定値未満、かつCu/Sn合金層中のCu含有量が高いNo.32は、リフロー処理により形成されたCu−Sn合金層が表面にまで成長しかつ表面にCu濃縮層ができて接触抵抗が高く、表面光沢も低下して外観が悪く、Snめっき層の厚さが規定値を越えるNo.33は、リフロー処理後もSn層が厚く残り、動摩擦係数が高い。Sn層中のカーボン量が規定値未満のNo.34はリフロー処理後の外観が不良であり、Sn層中のカーボン量が規定を越えるNo.35は接触抵抗が高い。リフロー熱処理条件(温度、時間)が規定を外れるNo.36〜39のうち、低温又は短時間でリフロー処理が適切でないNo.36、38は、リフロー処理後の外観が不良であり、またCuめっき層が残留しているものと考えられ、過度に高温又は長時間のリフロー処理を行ったNo.37、39は外観が不良であるほか、Niの拡散が起こり接触抵抗が高い。
【0047】
(実施例3)
実施例2と同じ板材を用い、その表面にNiめっき層、Cuめっき層及びSnめっき層をそれぞれ0.3μm、0.15μm、0.5μmの厚さで施した。めっき条件は、基本的に実施例2と同じであるが、表8に示すように、Niめっきでは電流密度、Cuめっきではめっき温度と電流密度を種々変えてめっきを行った。その板材(No.40〜50)について下記要領でめっき均一電着性の観察を行った。その結果を表9に示す。
[めっき均一電着性]
リフロー処理前のめっき表面及びめっき断面をSEMで観察し、Cuめっき粒の平均直径が0.25μm以下のレベルと○とし、0.25μmを越えるレベルを×と評価した。なお、Cuめっき厚さが薄いため、めっき粒の大きさとめっき厚みの間には相関関係があり、めっき粒が細かいとめっき厚さが均一で、めっき粒が荒いとめっき厚さが不均一になっている。
【0048】
上記板材に対し、熱処理条件280℃×10秒間でリフロー処理を行い、供試材(No.40〜50)を得た。
【0049】
【表9】
【0050】
表9に示すように、めっき条件が本発明の規定範囲内にあるNo.40〜44は、いずれもめっき粒が小さく、均一にめっきされていた。そのため、リフロー処理によるCu−Sn合金層の成長にムラがなく、リフロー処理後の表面めっき構成はいずれもNi層厚さが0.3μm、Cu−Sn合金層厚さが0.3μm、Sn層厚さが0.2μmであり、動摩擦係数が0.45以下、高温放置後の接触抵抗が100mΩ以下、亜硫酸ガス耐食性にも優れていた。
一方、Niめっきの電流密度が規定値未満のNo.45は、素材の影響を大きく受けてNiめっきが不均一になりそれに伴いCuめっきも均一電着性が悪く、接触抵抗が高くなり、Niめっきの電流密度が規定値を越えるNo.46ではNiめっき粒の荒れが発生し、それによりCuめっき粒も荒れ、接触抵抗が高くなった。Cuめっき温度が規定値未満のNo.47、Cuめっき温度が規定値を越えるNo.48、Cuめっき電流密度が規定値未満のNo.49、及びCuめっき電流密度が規定値を越えるNo.50は、Cuめっき粒が粗大化し、Cuめっき層厚さが均一でないため、リフロー処理によるCu−Sn合金層の成長もばらつき、接触抵抗が高くなった。
なお、Cuめっき粒の直径が0.25μmを越えるレベルのものをリフロー処理し、断面を観察すると、Cu−Sn合金層が表面に達し、Cu−Sn合金層の異常形態が確認できる。
【0051】
(実施例4)
実施例1と同様に、銅合金母材としてC2600、厚さ0.30mmの板材を用い、Niめっき層、Cuめっき層及びSnめっき層をそれぞれ所定厚さで施した。Niめっき、Cuめっき及びSnめっきはそれぞれ表1〜3の条件で行った。各めっき層の厚さ及びCu/Snめっき層比を表10に示す(No.51〜66)。各めっき層の厚さは実施例1と同じ要領で測定した。
【0052】
【表10】
【0053】
続いて、この板材に対し、表10に示す熱処理条件でリフロー処理を行い、表11に示す表面めっき構成を有する供試材を得た。各供試材について、各めっき層厚さ及びCu−Sn合金層中のCu含有量(at%)、Sn層中のカーボン含有量(質量%)を実施例1と同じ要領で測定した。また、各供試材について、外観評価及び加熱後のはんだ濡れ性評価試験を下記要領で行い、さらに、高温放置後の接触抵抗の測定試験、亜硫酸ガス試験並びに曲げ加工性試験を実施例1と同じ要領で行った。その結果を表11に示す。
【0054】
[外観評価]
リフロー処理後の供試材の外観を観察してピット生成の有無を検査し、ピットが生成していないものを○、生成しているものを×と評価した。なお、あわせて実施例1と同様に鏡面反射率を測定したが、○と評価されたものは全て鏡面反射率が60%以上、×と評価されたものは鏡面反射率が60%未満であった。
[はんだ濡れ性評価]
電子部品実装のためのリフローソルダリングを想定し、250℃・5分大気中で加熱する。その後、供試材を圧延方向直角が長手となるように10mm×30mmに切り出した後、非活性フラックス(α−100:株式会社日本アルファメタルズ)を1秒間浸漬塗布する。この供試材のはんだ濡れ性評価としてソルダーチェッカー(SAT−5100型)により、はんだ濡れ時間を求めた。
【0055】
【表11】
【0056】
表11に示すように、表面めっき層構成が本発明の規定範囲内にあるNo.51〜58は、いずれもリフロー後のSnめっき層の外観が優れ、はんだ濡れ時間が1.5秒以下、高温放置後の接触抵抗が100mΩ以下、かつ曲げ加工性、亜硫酸ガス耐食性に優れている。
一方、Ni層の厚さが規定値未満のNo.59は亜硫酸ガス耐食性が劣り、Ni層の厚さが規定値を超えるNo.60は曲げ加工性に劣り、Cu−Sn合金層の厚さが規定値未満のNo.61は接触抵抗が高く、Cu−Sn合金層の厚さが規定値を超えるNo.62は曲げ加工性に劣り、Cu−Sn合金層のCu含有量が規定値未満のNo.63は接触抵抗が高く、Cu−Sn合金層のCu含有量が規定値を超えるNo.64は曲げ加工性に劣り、Sn層の厚さが規定値以下のNo.15では、はんだ濡れ時間が2.5秒であり、Sn層の厚さが規定値以上のNo.16では表面にピットが生成し外観不良となっていた。
【図面の簡単な説明】
【0057】
【図1】摩擦係数測定治具の概念図である。
【符号の説明】
【0058】
1 オス試験片
2 台
3 メス試験片
4 錘
5 ロードセル
【技術分野】
【0001】
本発明は、主として自動車・民生に使用される端子、コネクタ及びジャンクションブロック等の接続部品用導電材料に関する。
【背景技術】
【0002】
自動車等の電線の接続に用いられるコネクタには、銅合金にSnめっきを施したオス端子とメス端子の組み合せからなる嵌合型端子が使用されている。嵌合型端子が複数個集合したコネクタを多極端子コネクタという。
自動車の電装化が進むなかで、このようなコネクタの極数、すなわち、一つのコネクタの中の端子の数は増加している。端子数が増加すると挿入力が大きくなり、実装に道具が必要になったり、人が挿入する場合でも大きな力を必要とするようになり、その組み立て作業の効率を低下させる原因になる。このため、極数が増加しても、挿入力が従来よりも大きくならないように、低挿入力の端子が要求されている。
【0003】
Snめっき端子は、Snめっきを薄くすることにより挿入力が低下する。しかし、自動車室内の省スペース化の要求からコネクターの設置個所は室内からエンジンルーム内への移行が進展し、エンジンルームでの雰囲気温度は最大150℃程度に到達する。そのため、Snめっきを薄くするとCu又はCu合金母材からCu及び合金元素が拡散し、あるいはNi等の下地めっきが拡散してSnめっき表層に酸化物を形成し、端子の接触抵抗が増加する問題が顕在化する。接触抵抗が増加すると、電子制御機器の誤作動が懸念される。従って、現実にはSnめっき厚さを薄くし、かつ電気的信頼性を維持することは大変困難である。
また、排ガスとして亜硫酸ガスが発生する工業地帯等において長時間運転又は放置する場合、その亜硫酸ガスにより表面めっき層が腐食し、さらに腐食が銅合金母材にまで達して嵌合型端子としての信頼性が失われる。
【0004】
一方、同じくSnめっきを施した銅合金材料が、自動車等の駆動用及び信号用の電源分配装置(ジャンクションブロック:JB)内に、導電材料として使用されている。JBの構造はその銅合金材料と樹脂とが積層した構造であり、これにより、複雑な制御回路を形成することが可能となっている。
自動車の電装化及び小型化に伴い、リフロー処理(リフローソルダリング)により電子部品を表面実装した基板をJB内に搭載する技術が進展してきた。その際、その基板と内部回路であるSnめっき銅合金材料を接着するために100℃程度の熱処理、さらに、基板に電子部品を実装するためのリフローソルダリングと、従来工程にない熱影響の負荷を伴う組立て工程へと変化している。そのため、これらの加熱処理を受けた後もはんだ濡れ性確保ができるSnめっき銅合金材料が要求されている。
また、このJBについても自動車室内の省スペース化の要求から設置個所は室内からエンジンルーム内への移行が進展し、そのため、先にコネクタに関して述べたと同様、接触抵抗の増加とそれに伴う電子制御機器の誤作動の問題が懸念され、亜硫酸ガスによる表面めっき層の腐食の問題もある。
【0005】
下記特許文献1には、リードフレームの耐熱性を向上させるため、洋白からなる母材の表面にNiめっき層、Sn及びCuの合金層、さらにSnめっき層からなる表面多層めっき層を形成したリードフレーム材が提案されている。しかし、前記公報の開示に従いCu合金母材にこのタイプの表面多層めっき層を形成し、当該Cu合金材を用いて嵌合型端子を製造したとき、挿入力が高いとか、きびしい曲げ加工を行うと割れが発生するという問題が出てくる。また、リフロー処理後に接触抵抗が高くなるという問題もある。
一方、はんだ濡れ性を向上させるには、Snめっき厚さを例えば従来より厚い2μmを超える厚さとすることが有効と考えられるが、それだけではリフローソルダリング後又は実車での高温長時間経過後における電気的信頼性(低接触抵抗)を維持できず、またリフロー処理(Snめっき材料製造時のリフロー処理)後のSnめっきにピットが発生するという問題が出てくる。
下記特許文献2には、銅亜鉛合金母材表面にNiめっき層、Cuめっき層及びSnめっき層を形成した後、150〜170℃で熱処理し、Snめっき層のうちCuめっき層との界面近傍のみをCu6Sn5に合金化することが記載されている。
【0006】
【特許文献1】特開平6−196349号公報
【特許文献2】特開平11−135226号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は上記問題点に鑑み、Cu又はCu合金からなる母材表面に表面多層めっき層を形成した材料について、高温雰囲気下で長時間経過後も電気的信頼性(低接触抵抗)を維持することができ、亜硫酸ガス耐食性に優れ、厳しい加工で割れが発生しない接続部品用導電材料を提供することを目的とする。同時に、特に多極の嵌合型端子用としては挿入力が低く、JBのような非嵌合型接続部品用としてはリフローソルダリング等の加熱処理を受けた後でもはんだ濡れ性が確保され、かつピットの発生がない、接続部品用導電材料を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明に係る接続部品用導電材料の1つは、Cu又はCu合金からなる母材表面に、Ni層及びCu−Sn合金層からなる表面めっき層がこの順に形成され、かつ前記Ni層の厚さが0.1〜1.0μm、前記Cu−Sn合金層の厚さが0.1〜1.0μm、そのCu濃度が35〜75at%(原子%)であることを特徴とする。この接続部品用導電材料は、嵌合型端子用材料として特に適するものである。
この導電材料において、前記表面めっき層は望ましくはCu−Sn合金層の上にさらに厚さ0.5μm以下のSn層を有し、そのSn層は0.001〜0.1質量%のカーボンを含有することが望ましい。この導電材料は表面光沢が60%以上であることが望ましい。
【0009】
本発明に係る嵌合型端子用材料の1つは、Cu又はCu合金からなる母材表面に、Ni層、Cu−Sn合金層及びSn層からなる表面めっき層がこの順に形成され、かつ前記Ni層の厚さが0.1〜1.0μm、前記Cu−Sn合金層の厚さが0.1〜1.0μm、前記Sn層の厚さが0.1〜0.5μm、そのカーボン含有量が0.001〜0.1質量%であることを特徴とする。この接続部品用導電材料は、嵌合型端子用材料として特に適するものである。
この導電材料において、前記Cu−Sn合金層はCu濃度が35〜75at%であることが望ましい。また、表面光沢が60%以上であることが望ましい。
【0010】
さらに、本発明に係る接続部品用導電材料の1つは、Cu又はCu合金からなる母材表面に、Ni層、Cu−Sn合金層及びSn層からなる表面めっき層がこの順に形成され、かつ前記Ni層の厚さが0.1〜1.0μm、前記Cu−Sn合金層の厚さが0.1〜1.0μm、そのCu濃度が35〜75at%、前記Sn層の厚さが0.5μmを超え2μm以下であることを特徴とする。この接続部品用導電材料は、JB等の非嵌合型端子用材料として特に適するものである。
この導電材料において、Sn層は0.001〜0.1質量%のカーボンを含有することが望ましい。
【発明の効果】
【0011】
本発明によれば、高温雰囲気下で長時間保持されても電気的信頼性(低接触抵抗)を維持でき、亜硫酸ガス耐食性及び曲げ加工性にも優れた接続部品用導電材料を得ることができる。従って、エンジンルーム等、高温で使用される箇所に配置された場合においても優れた電気的信頼性が保持できる。
また、特に嵌合型端子用として、動摩擦係数を低く抑えることができたので、例えば自動車等において多極コネクタに使用した場合、オス、メス端子の嵌合時の挿入力が低く、組立作業を効率よく行うことができ、一方、非嵌合型接続部品用としては、電子部品実装工程において加熱処理を受けた場合でも、その後のはんだ濡れ性が確保できる。
【発明を実施するための最良の形態】
【0012】
上記接続部品用導電材料の表面めっき層のうちNi層は、亜硫酸ガス耐食性の向上のため施される。このNi層は厚さが0.1μm未満ではめっき層中のピット欠陥を基点として母材の主成分のCuと亜硫酸ガスとが反応し、母材腐食が進行するため、実用上使用できない。また、母材のCu及び合金成分がCu−Sn合金層に拡散してその表層に酸化物を形成し、さらにSn層が形成されている場合はSn層の表層まで拡散して酸化物を形成し、接触抵抗が高くなる。一方、1.0μmを超えると曲げ加工で割れが発生するなど、端子への成形加工性が低下する。従って、Ni層は厚さ0.1〜1.0μmとする。好ましくは0.1〜0.5μmである。
【0013】
表面めっき層のうちCu−Sn合金層は、Ni層からCu−Sn合金層表層、さらにSn層が形成されている場合はSn層へのNiの拡散を防止する。このCu−Sn合金層は厚さが0.1μm未満では上記拡散防止効果が不十分であり、NiがCu−Sn合金層又はSn層の表層まで拡散して酸化物を形成し、接触抵抗が高くなり電気的信頼性が低下する。一方、1.0μmを超えると曲げ加工で割れが発生するなど、端子への成形加工性が低下する。従って、Cu−Sn合金層は厚さ0.1〜1.0μmとする。好ましくは0.1〜0.5μmである。
また、Cu−Sn合金層において、Cu濃度が35at%未満ではNiの拡散防止効果が不十分であり、75at%を超えると当該合金層の硬さが増加し、さらにSn層が形成されている場合はCuがその表層へも拡散して、皮膜硬さが増加するため、曲げ加工性が低下する。従って、Cu−Sn合金層のCu濃度は35〜75at%とするのが望ましい。好ましくは45〜65%である。
【0014】
表面めっき層のうちSn層は後述する製造方法において、Cu−Sn合金層の形成後も表面めっき層の最上層として残留するものであり、その厚さによって具体的用途が嵌合型端子用導電材料と非嵌合型接続部品用導電材料に分けられる。
嵌合型端子用の場合、Sn層は端子に一般耐食性を与えるもので、Sn層が厚くなると動摩擦係数が高くなり、多極端子において挿入力が大きくなるので、Sn層の厚さは0.5μm以下に規制する。耐食性を与えるためにはSn層は0.1μm以上であることが望ましい。しかし、Sn層の厚さは0μmでも(つまりSn層がなくても)、嵌合型端子用導電材料として使用できる。
一方、非嵌合型接続部品用の場合、表面めっき層のうちSn層は、端子の接触抵抗を低く維持して電気的信頼性を高め、かつはんだ濡れ性を与える。しかし、Sn層が2μm以上になると、リフロー処理後の表面にピットが発生しやすく、耐食性が低下する。また、Snめっき厚さが0.5μm以下になると、はんだ濡れ性が低下する。よって、Sn層の厚さは0.5μmを超え2μm以下に規制する。好ましくは、1.0〜2.0μmである。
【0015】
いずれの場合も、Sn層中のカーボン量は、望ましくは0.001〜0.1質量%に規制するが、これは主として製造上の理由からである。すなわち、0.001質量%未満では、Snめっきの均一電着性(厚みのムラがないこと)が低下し、リフロー処理後もその影響で外観が低下する。一方、0.1質量%を越えるようであると、リフロー処理後のSn層表面にカーボンの一部が浮遊、析出し、接触抵抗が増加する。なお、Sn層中のカーボン量は、主としてめっき液中の光沢剤、添加剤の量及びめっき電流密度で調整する。
【0016】
本発明に係る導電材料を嵌合型端子用導電材料として用いる場合、上記表面めっき層構成とすることにより、実施例に示すように、動摩擦係数0.45以下、接触抵抗100mΩ以下、及び優れた曲げ加工性を実現することができる。
一方、非嵌合型接続部品用導電材料として用いる場合、上記表面めっき層構成とすることにより、実施例に示すように、はんだ濡れ時間1.5秒以下、高温放置後の接触抵抗100mΩ以下、及び優れた曲げ加工性を実現することができる。
【0017】
本発明に係る導電材料の上記表面めっき層構成は、いずれも、Cu又はCu合金母材にNiめっき層、Cuめっき層、さらにSnめっき層をこの順に形成した後、加熱、拡散させてCu−Sn合金層を形成することで得ることができる。このCu−Sn合金層は金属間化合物であり、全部又は大部分がη相、一部にε相が入ることがある。加熱、拡散によりCuめっき層をすべてCu−Sn合金層とし、表層部には適宜Snめっき層を残留させ、表面めっき層を厚さ0.1〜1.0μmのNiめっき層、厚さ0.1〜1.0μmのCu−Sn合金層、及び厚さ0〜0.5μm又は厚さ0.5超〜2μmのSn層とする。このとき、Cuめっき層が残留すると、高温放置後のNi層とCu−Sn合金層との界面において、めっき剥離が発生するため、Cuめっき層は消滅させることが望ましい。
【0018】
より具体的な製造方法を示すと、嵌合型端子用導電材料(熱処理後の表面めっき層のSn層厚さが0.5μm以下)の場合、Cu又はCu合金母材表面に厚さ0.1〜1.0μmのNiめっき層、厚さ0.1〜0.45μmのCuめっき層及び0.001〜0.1質量%のカーボンを含有する厚さ0.4〜1.1μmのSnめっき層をこの順に形成した後、加熱、拡散の熱処理を行うことで製造することができる。熱処理は、230〜600℃の温度で3〜30秒間加熱するリフロー処理が望ましい。
上記製造方法において、Cuめっき層の厚さが0.1μm未満では、加熱後に形成されるCu−Sn合金層が薄いため、下地NiめっきのNiがSn相へ拡散するのを十分抑制できない。一方、Cuめっき層の厚さが0.45μmを越えると、加熱後に形成されるCu−Sn合金層が厚くなり過ぎる。あるいは、Cu−Sn合金層の直下部にCuめっき層が残存して、耐食性が低下したり、高温放置後にめっき剥離を生じたりする。従って、Cuめっき層の厚さは0.1〜0.45μmとし、望ましくは0.1〜0.3μm、品質安定化の観点から、より好ましくは0.1〜0.25μmとする。
【0019】
また、上記製造方法において、Snめっき層の厚さが0.4μm未満の場合、熱処理後の表面が梨地状の不均一な表面形態となる。一方、Snめっき層の厚さが1.1μmを越えると、Cuめっき層の厚さにもよるが加熱後も厚いSn層が残存し摩擦係数低減効果が低下する。従って、Snめっき層の厚さは0.4〜1.1μm、望ましくは0.4〜0.8μmとする。
好ましくは、Cuめっき層の厚さとSnめっき層の厚さの比が0.15≦Cu/Sn≦0.41である。この比が0.15未満では、熱処理により形成されるCu−Sn合金層の成長が不十分で、下地Niが表面へ拡散するのを抑制する効果が少なく高温放置後の接触抵抗が高くなり、あるいはSn層が過剰に残存し摩擦係数が高くなる。一方、この比が0.41を越えると、熱処理により形成されるCu−Sn合金層が表面近くまで成長して、残存するSn層の厚みが0.1μmに達せず耐食性が低下し、また表面に凹凸が発生して外観(表面光沢)が悪く、接触抵抗も悪くなる。
なお、この比を0.41以下に規制することで熱処理後の表面に凹凸が発生するのが抑制され、表面光沢を60%以上とすることができる。本発明の製造方法ではSnめっき層の厚さを0.4〜1.1μm(望ましくは0.4〜0.8μm)と薄く規制したこともあり、Cu/Sn比を上記範囲内に規制しないと、熱処理後に所定のCu−Sn合金層厚さ及びSn層厚さを得ることができず、また、外観、耐食性、接触抵抗などに優れた端子材料を得ることができない。
【0020】
一方、非嵌合型接続部品用導電材料(熱処理後の表面めっき層のSn層厚さが0.5μm超〜2μm)の場合、Cu又はCu合金母材表面に厚さ0.1〜1.0μmのNiめっき層、厚さ0.1〜0.45μmのCuめっき層及び0.001〜0.1質量%のカーボンを含有する厚さ1.1〜2.5μmのSnめっき層をこの順に形成した後、加熱、拡散の熱処理を行うことで製造することができる。
【0021】
上記製造方法において、熱処理としてリフロー処理を行う場合の加熱条件は、230〜600℃×3〜30秒間とする。加熱温度が230℃未満ではSnが溶融せず、600℃を越えるとCu又はCu合金母材が軟化し、歪みが発生する。加熱時間が3秒未満では熱伝達が不均一となりリフロー後の外観ムラが発生し、30秒を越えると表面のSn層の酸化が進行するため、接触抵抗が増加する。このリフロー処理を行うことにより、Cu−Sn合金層が形成され、また、めっき粒子が大きくなり、めっき応力が低下し、ウイスカが発生しなくなる。いずれにしても、Cu−Sn合金層を均一に成長させるためには、熱処理はSnの溶融する温度で、300℃以下のできるだけ少ない熱量で行うことが望ましい。
【0022】
上記製造方法において、Cu又はCu合金母材表面に形成するNiめっき層、Cuめっき層及びSnめっき層は、いずれも電気めっきで形成するのが望ましい。無電解めっきで行う方法もあるが、無電解めっきでは還元剤がめっき皮膜中に取り込まれ、高温放置後にボイドを発生する。
電気めっきの望ましい条件として、Niめっきはワット浴やスルファミン酸浴を用い、Niめっき温度40〜55℃、電流密度3〜20A/dm2で行う。Niめっきで重要なのは電流密度であり、3A/dm2未満では均一電着性と生産性が悪く、20A/dm2を越えるとNiめっき粒が荒れてくる(粗大化する)。
【0023】
Cuめっきのめっき浴としては、通常はシアン浴が用いられるが、Snめっき液へのシアン混入による液劣化や排水処理の問題があるため、硫酸銅浴が望ましい。一方、硫酸銅浴は均一な厚みのめっきを行うことが難しく(均一電着性が悪い)、通常光沢剤が添加されている。しかし、Cuめっきの上にSnめっきを施し、さらに熱処理する場合、高温放置後にボイドが増加する問題があるため、めっき浴に光沢剤の添加は避けることが望ましい。
本発明では、表面めっき層のCuめっき厚さが薄くかつめっき厚範囲が狭いため、均一にめっきすることが不可欠である。Cuめっきの厚さが不均一(後述するようにCuめっき粒が荒れるのが主原因)であると、熱処理後のCu−Sn合金層の成長が不均一となり、表面光沢が低下するとともに特性が低下するからである。特に嵌合型端子用の場合はSnめっき厚さも薄くかつめっき厚範囲が狭いため、その傾向が顕著となる。
【0024】
そこで、本発明者らは、光沢剤を含まない硫酸銅浴を用い、均一なCuめっきを行う方法について検討した結果、めっき条件によりCuめっき粒径を制御でき、さらには均一なCuめっきを行うことができることを見いだした。その条件は、本発明のようにNiめっきの上にCuめっきを行う場合、めっき温度30〜40℃、電流密度2.5〜10A/dm2である。
めっき温度が40℃を越えるとCuめっき粒が荒れ(粗大化し)、結果的に均一な厚みのCuめっきができない(本発明ではCuめっき厚さが非常に薄く規定されているので、Cuめっき粒が荒れると均一な厚みにならない)。しかし、めっき温度が30℃未満となると、Cuめっき粒は荒れないが、やはり均一電着性が悪くなる。また、電流密度が2.5A/dm2未満又は10A/dm2を越えるとCuめっき粒が荒れ、結果的に均一な厚みのCuめっきができない。
【0025】
最上層の電気Snめっきは、例えば硫酸錫浴を用い、めっき温度25℃以下、電流密度2〜10A/dm2で行えばよい。
【0026】
なお、これまで、本発明に係る導電材料の製造方法に関し、Cu又はCu合金母材にNiめっき層、Cuめっき層、さらにSnめっき層をこの順に形成した後、加熱、拡散させてCu−Sn合金層を形成する方法を説明したが、前記表面めっき層構成は、Niめっき層の上にCu−Sn合金めっき層を施し、その上に必要に応じてSnめっき層を形成することでも得ることができる。
【実施例】
【0027】
(実施例1)
<供試材の作成条件>
銅合金母材としてC2600、厚さ0.30mmの板材を用い、Niめっき、Cuめっき及びSnめっきをそれぞれ所定厚さで施した。Niめっき、Cuめっき及びSnめっきのめっき浴及びめっき条件を表1〜表3に、各めっき層の厚さを表4に示す(No.1〜15)。
なお、各めっき層の厚さは下記要領で測定した。
[Sn及びNiめっき層厚さ測定]
蛍光X線膜厚計(セイコー電子工業株式会社;型式SFT156A)を用いて測定した。
[Cuめっき層厚さ測定]
ミクロトーム法にて加工した板材の断面をSEM観察し、画像解析処理により平均厚さとして算出した。
【0028】
【表1】
【0029】
【表2】
【0030】
【表3】
【0031】
【表4】
【0032】
続いて、この板材に対し、表4に示す熱処理条件でリフロー処理を行い、表5に示す表面めっき構成を有する供試材を得た。各供試材について、各めっき層厚さ及びCu−Sn合金層中のCu含有量(at%)、Sn層中のカーボン含有量(質量%)を下記要領で測定した。また、各供試材について、外観評価、動摩擦係数及び高温放置後の接触抵抗の測定試験、亜硫酸ガス試験並びに曲げ加工性試験を下記要領で行った。その結果を表5に示す。
【0033】
【表5】
【0034】
[Sn層厚さ測定]
まず、蛍光X線膜厚計(セイコー電子工業株式会社;型式SFT156A)を用いてSnめっき厚さを測定する。その後、p−ニトロフェノール及び苛性ソーダを成分とする剥離液に10分間浸漬し、Sn層を剥離後、再度、蛍光X線膜厚計で、Cu−Sn合金層中のSn量を測定する。このようにして求めたSnめっき厚さからCu−Sn合金層中のSn量を差引くことにより、Sn層厚さを算出した。
[Cu−Sn合金層厚さ測定]
Cu−Sn合金層厚さは、上記の剥離液に供試材を浸漬しSn層を剥離した後、蛍光X線膜厚計を用いて測定した。
[Ni厚さ測定]
Ni層厚さは、直接、蛍光X線膜厚計を用いて測定した。
【0035】
[Cu−Sn合金層中のCu含有量測定]
Cu−Sn合金層中のCu含有量(at%)は、下記の要領で行った。まず、p−ニトロフェノール及び苛性ソーダを成分とする剥離液に10分間浸漬し、最表面のSn層を除去する。その後、試料表面の酸化及び汚れ等の付着物の影響をなくすため深さ300Aの地点までアルゴンエッチングし、Cu−Sn合金層中のCu含有量をESCA−LAB210D(VG社製)で測定した。
[Sn層中のカーボン含有量測定]
リフロー後の供試材及びそれらの最表面の純Sn層のみを5%硝酸で溶解した供試材を用意し、それぞれを酸素気流中で高温で燃焼させ、発生した二酸化炭素及び一酸化炭素量を赤外線吸収量により求め、両者の差からSn層中に存在するカーボンの質量%を求めた。なお、Sn層厚が0と算出されたものでも、部分的にはわずかにSn層が残っているところがあり、それで測定できる。リフロー処理後のSn層中のカーボン量は、リフロー処理前のSnめっき層中のカーボン含有量と同じとみてよい。
【0036】
[動摩擦係数測定]
嵌合型端子の接点部の形状を模擬し、図1に示すように、供試材から切り出した板状のオス試験片1を水平な台2に固定し、その上に供試材を内径1.5mmで半球加工したメス試験片3を置いてめっき面同士を接触させ、メス試験片3に3.0N(310gf)の荷重(錘4)をかけてオス試験片1を押さえ、横型荷重測定器(アイコーエンジニアリング株式会社製Model−2152)を用いて、オス試験片1を水平方向に引っ張り(摺動速度を80mm/min)、摺動距離5mmまでの最大摩擦力Fを測定した。摩擦係数を下記式(1)により求めた。なお、5はロードセル、矢印は摺動方向である。
摩擦係数=F/P・・・・(1)
【0037】
[高温放置後の接触抵抗測定]
供試材に対し大気中にて160℃×120hrの熱処理を行った後、接触抵抗を四端子法により、解放電圧20mV、電流10mA、無摺動の条件にて測定した。
[曲げ加工性]
試験片を圧延方向が長手となるように切出し、JISH3110に規定されるW曲げ試験治具を用い、圧延方向に対して直角方向となるように9.8×103Nの荷重で曲げ加工を施した。その後、ミクロトーム法にて、断面を切出し観察を行った。曲げ加工性評価は、試験後の曲げ加工部に発生したクラックが銅合金母材へ伝播しないレベルを○と評価し、銅合金母材へ伝播し銅合金母材にクラックが発生するレベルを×と評価した。
【0038】
[亜硫酸ガス耐食性]
亜硫酸ガス試験は25ppm、35℃、75%RH、96hrの条件で行った。供試材は、実用環境下を想定し、すべて160℃・120hr高温放置した材料を用いた。耐食性評価基準は、試験後の断面を観察し、母材の腐食が認められないレベルを○とし、深さ1μm以上の母材腐食が観察されたレベルを×と評価した。
[外観評価]
リフロー処理後の表面の鏡面反射率を測定し、表面光沢が60%以上のレベルと○とし、60%より低いレベルを×と評価した。
【0039】
表5に示すように、表面めっき層構成が本発明の規定範囲内にあるNo.1〜8は、いずれも動摩擦係数が0.45以下、高温放置後の接触抵抗が100mΩ以下、かつ曲げ加工性、亜硫酸ガス耐食性に優れている。ただし、No.7は表面のSn層が消滅し、リフロー後の外観が劣っていた。
一方、Ni層の厚さが規定値未満のNo.9は亜硫酸ガス耐食性が劣り、Ni層の厚さが規定値を超えるNo.10は曲げ加工性に劣り、Cu−Sn合金層の厚さが規定値未満のNo.11は接触抵抗が高く、Cu−Sn合金層の厚さが規定値を超えるNo.12は曲げ加工性に劣り、Cu−Sn合金層のCu含有量が規定値未満のNo.13は接触抵抗が高く、Cu−Sn合金層のCu含有量が規定値を超えるNo.14は曲げ加工性に劣り、Sn層の厚さが規定値を超えるNo.15は動摩擦係数が高い。
【0040】
(実施例2)
実施例1と同様に、銅合金母材としてC2600、厚さ0.30mmの板材を用い、その表面にNiめっき層、Cuめっき層及びSnめっき層をそれぞれ所定厚さで施した。Niめっきは表1の条件で、Cuめっきは表6の条件で、Snめっきは表3の条件(ただし、光沢剤の添加量を0〜10g/lの範囲内で変化させた)で行った。各めっき層の厚さ及びCu/Snめっき層厚比を表7に示す(No.16〜39)。各めっき層の厚さは実施例1と同じ要領で測定した。
【0041】
【表6】
【0042】
【表7】
【0043】
続いて、この板材に対し、表7に示す熱処理条件でリフロー処理を行い、表8に示す表面めっき構成を有する供試材を得た。各供試材について、各めっき層厚さを下記要領で測定し、さらにCu−Sn合金層中のCu含有量(at%)、Sn層中のカーボン含有量(質量%)を実施例1と同じ要領で測定した。また、各供試材について、外観評価、動摩擦係数及び高温放置後の接触抵抗の測定試験、亜硫酸ガス試験並びに曲げ加工性試験を実施例1と同じ要領で行った。その結果を表8に示す。
[Ni層、Cu−Sn合金層、Sn層の厚さ測定]
ミクロトーム法にて加工した板材の断面をSEM観察し、画像解析処理により平均厚さとして算出した。
【0044】
【表8】
【0045】
表7、8に示すように、リフロー処理前の表面めっき層構成が本発明の規定範囲内にあるNo.16〜27は、リフロー処理後に本発明の規定範囲内(Ni層厚;0.1〜1.0μm、Cu−Sn合金層厚;0.1〜1.0μm、Sn層厚;0.5μm以下)の表面めっき層構成が得られ、いずれも動摩擦係数が0.45以下、高温放置後の接触抵抗が100mΩ以下、かつ曲げ加工性、亜硫酸ガス耐食性、リフロー後の外観に優れている。
【0046】
一方、Niめっき層の厚さが規定値未満のNo.28は亜硫酸ガス耐食性が劣り、Ni層の厚さが規定値を超えるNo.29は曲げ加工性に劣る。Cuめっき層の厚さが規定未満のNo.30はリフロー処理により形成されたCu−Sn合金層が薄く、接触抵抗が高く、Cuめっき層の厚さが規定値を越えるNo.31はリフロー処理後の外観が悪い。また、高温放置後にめっき剥離が発生しているが、これはCu−Sn合金層の直下部にCuめっき層が部分的に残存したためと思われる。Snめっき層の厚さが規定値未満、かつCu/Sn合金層中のCu含有量が高いNo.32は、リフロー処理により形成されたCu−Sn合金層が表面にまで成長しかつ表面にCu濃縮層ができて接触抵抗が高く、表面光沢も低下して外観が悪く、Snめっき層の厚さが規定値を越えるNo.33は、リフロー処理後もSn層が厚く残り、動摩擦係数が高い。Sn層中のカーボン量が規定値未満のNo.34はリフロー処理後の外観が不良であり、Sn層中のカーボン量が規定を越えるNo.35は接触抵抗が高い。リフロー熱処理条件(温度、時間)が規定を外れるNo.36〜39のうち、低温又は短時間でリフロー処理が適切でないNo.36、38は、リフロー処理後の外観が不良であり、またCuめっき層が残留しているものと考えられ、過度に高温又は長時間のリフロー処理を行ったNo.37、39は外観が不良であるほか、Niの拡散が起こり接触抵抗が高い。
【0047】
(実施例3)
実施例2と同じ板材を用い、その表面にNiめっき層、Cuめっき層及びSnめっき層をそれぞれ0.3μm、0.15μm、0.5μmの厚さで施した。めっき条件は、基本的に実施例2と同じであるが、表8に示すように、Niめっきでは電流密度、Cuめっきではめっき温度と電流密度を種々変えてめっきを行った。その板材(No.40〜50)について下記要領でめっき均一電着性の観察を行った。その結果を表9に示す。
[めっき均一電着性]
リフロー処理前のめっき表面及びめっき断面をSEMで観察し、Cuめっき粒の平均直径が0.25μm以下のレベルと○とし、0.25μmを越えるレベルを×と評価した。なお、Cuめっき厚さが薄いため、めっき粒の大きさとめっき厚みの間には相関関係があり、めっき粒が細かいとめっき厚さが均一で、めっき粒が荒いとめっき厚さが不均一になっている。
【0048】
上記板材に対し、熱処理条件280℃×10秒間でリフロー処理を行い、供試材(No.40〜50)を得た。
【0049】
【表9】
【0050】
表9に示すように、めっき条件が本発明の規定範囲内にあるNo.40〜44は、いずれもめっき粒が小さく、均一にめっきされていた。そのため、リフロー処理によるCu−Sn合金層の成長にムラがなく、リフロー処理後の表面めっき構成はいずれもNi層厚さが0.3μm、Cu−Sn合金層厚さが0.3μm、Sn層厚さが0.2μmであり、動摩擦係数が0.45以下、高温放置後の接触抵抗が100mΩ以下、亜硫酸ガス耐食性にも優れていた。
一方、Niめっきの電流密度が規定値未満のNo.45は、素材の影響を大きく受けてNiめっきが不均一になりそれに伴いCuめっきも均一電着性が悪く、接触抵抗が高くなり、Niめっきの電流密度が規定値を越えるNo.46ではNiめっき粒の荒れが発生し、それによりCuめっき粒も荒れ、接触抵抗が高くなった。Cuめっき温度が規定値未満のNo.47、Cuめっき温度が規定値を越えるNo.48、Cuめっき電流密度が規定値未満のNo.49、及びCuめっき電流密度が規定値を越えるNo.50は、Cuめっき粒が粗大化し、Cuめっき層厚さが均一でないため、リフロー処理によるCu−Sn合金層の成長もばらつき、接触抵抗が高くなった。
なお、Cuめっき粒の直径が0.25μmを越えるレベルのものをリフロー処理し、断面を観察すると、Cu−Sn合金層が表面に達し、Cu−Sn合金層の異常形態が確認できる。
【0051】
(実施例4)
実施例1と同様に、銅合金母材としてC2600、厚さ0.30mmの板材を用い、Niめっき層、Cuめっき層及びSnめっき層をそれぞれ所定厚さで施した。Niめっき、Cuめっき及びSnめっきはそれぞれ表1〜3の条件で行った。各めっき層の厚さ及びCu/Snめっき層比を表10に示す(No.51〜66)。各めっき層の厚さは実施例1と同じ要領で測定した。
【0052】
【表10】
【0053】
続いて、この板材に対し、表10に示す熱処理条件でリフロー処理を行い、表11に示す表面めっき構成を有する供試材を得た。各供試材について、各めっき層厚さ及びCu−Sn合金層中のCu含有量(at%)、Sn層中のカーボン含有量(質量%)を実施例1と同じ要領で測定した。また、各供試材について、外観評価及び加熱後のはんだ濡れ性評価試験を下記要領で行い、さらに、高温放置後の接触抵抗の測定試験、亜硫酸ガス試験並びに曲げ加工性試験を実施例1と同じ要領で行った。その結果を表11に示す。
【0054】
[外観評価]
リフロー処理後の供試材の外観を観察してピット生成の有無を検査し、ピットが生成していないものを○、生成しているものを×と評価した。なお、あわせて実施例1と同様に鏡面反射率を測定したが、○と評価されたものは全て鏡面反射率が60%以上、×と評価されたものは鏡面反射率が60%未満であった。
[はんだ濡れ性評価]
電子部品実装のためのリフローソルダリングを想定し、250℃・5分大気中で加熱する。その後、供試材を圧延方向直角が長手となるように10mm×30mmに切り出した後、非活性フラックス(α−100:株式会社日本アルファメタルズ)を1秒間浸漬塗布する。この供試材のはんだ濡れ性評価としてソルダーチェッカー(SAT−5100型)により、はんだ濡れ時間を求めた。
【0055】
【表11】
【0056】
表11に示すように、表面めっき層構成が本発明の規定範囲内にあるNo.51〜58は、いずれもリフロー後のSnめっき層の外観が優れ、はんだ濡れ時間が1.5秒以下、高温放置後の接触抵抗が100mΩ以下、かつ曲げ加工性、亜硫酸ガス耐食性に優れている。
一方、Ni層の厚さが規定値未満のNo.59は亜硫酸ガス耐食性が劣り、Ni層の厚さが規定値を超えるNo.60は曲げ加工性に劣り、Cu−Sn合金層の厚さが規定値未満のNo.61は接触抵抗が高く、Cu−Sn合金層の厚さが規定値を超えるNo.62は曲げ加工性に劣り、Cu−Sn合金層のCu含有量が規定値未満のNo.63は接触抵抗が高く、Cu−Sn合金層のCu含有量が規定値を超えるNo.64は曲げ加工性に劣り、Sn層の厚さが規定値以下のNo.15では、はんだ濡れ時間が2.5秒であり、Sn層の厚さが規定値以上のNo.16では表面にピットが生成し外観不良となっていた。
【図面の簡単な説明】
【0057】
【図1】摩擦係数測定治具の概念図である。
【符号の説明】
【0058】
1 オス試験片
2 台
3 メス試験片
4 錘
5 ロードセル
【特許請求の範囲】
【請求項1】
Cu又はCu合金からなる母材表面に、Ni層及びCu−Sn合金層からなる表面めっき層がこの順に形成され、かつ前記Ni層の厚さが0.1〜1.0μm、前記Cu−Sn合金層の厚さが0.1〜1.0μm、そのCu濃度が35〜75at%であることを特徴とする接続部品用導電材料。
【請求項2】
前記表面めっき層が、Cu−Sn合金層の上にさらに厚さ0.5μm以下のSn層を有することを特徴とする請求項1に記載された導電材料。
【請求項3】
前記Sn層が0.001〜0.1質量%のカーボンを含有することを特徴とする請求項2に記載された接続部品用導電材料。
【請求項4】
Cu又はCu合金からなる母材表面に、Ni層、Cu−Sn合金層及びSn層からなる表面めっき層がこの順に形成され、かつ前記Ni層の厚さが0.1〜1.0μm、前記Cu−Sn合金層の厚さが0.1〜1.0μm、前記Sn層の厚さが0.1〜0.5μm、そのカーボン含有量が0.001〜0.1質量%であることを特徴とする接続部品用導電材料。
【請求項5】
前記Cu−Sn合金層のCu濃度が35〜75at%であることを特徴とする請求項4に記載された接続部品用導電材料。
【請求項6】
表面光沢が60%以上であることを特徴とする請求項2〜5のいずれかに記載された接続部品用導電材料。
【請求項7】
嵌合型端子用であることを特徴とする請求項1〜6のいずれかに記載された接続部品用導電材料。
【請求項8】
Cu又はCu合金からなる母材表面に、Ni層、Cu−Sn合金層及びSn層からなる表面めっき層がこの順に形成され、かつ前記Ni層の厚さが0.1〜1.0μm、前記Cu−Sn合金層の厚さが0.1〜1.0μm、そのCu濃度が35〜75at%、前記Sn層の厚さが0.5μmを超え2μm以下であることを特徴とする接続部品用導電材料。
【請求項9】
前記Sn層が0.001〜0.1質量%のカーボンを含有することを特徴とする請求項8に記載された接続部品用導電材料。
【請求項10】
Cu又はCu合金からなる母材表面に、厚さ0.1〜1.0μmのNiめっき層、厚さ0.1〜0.45μmのCuめっき層及び0.001〜0.1質量%のカーボンを含有する厚さ0.4〜1.1μmのSnめっき層からなる表面めっき層をこの順に形成した後、熱処理を行ってCu−Sn合金層を形成し、前記表面めっき層をNi層、Cu−Sn合金層及びSn層とすることを特徴とする接続部品用導電材料の製造方法。
【請求項11】
前記熱処理が230〜600℃の温度で3〜30秒間行うリフロー処理であることを特徴とする請求項10に記載された接続部品用導電材料の製造方法。
【請求項12】
前記Niめっき層の形成は電流密度を3〜20A/dm2として電気めっきで行い、Cuめっき層の形成は硫酸銅浴にてめっき温度を30〜40℃、電流密度を2.5〜10A/dm2として電気めっきで行うことを特徴とする請求項10又は11に記載された接続部品用導電材料の製造方法。
【請求項1】
Cu又はCu合金からなる母材表面に、Ni層及びCu−Sn合金層からなる表面めっき層がこの順に形成され、かつ前記Ni層の厚さが0.1〜1.0μm、前記Cu−Sn合金層の厚さが0.1〜1.0μm、そのCu濃度が35〜75at%であることを特徴とする接続部品用導電材料。
【請求項2】
前記表面めっき層が、Cu−Sn合金層の上にさらに厚さ0.5μm以下のSn層を有することを特徴とする請求項1に記載された導電材料。
【請求項3】
前記Sn層が0.001〜0.1質量%のカーボンを含有することを特徴とする請求項2に記載された接続部品用導電材料。
【請求項4】
Cu又はCu合金からなる母材表面に、Ni層、Cu−Sn合金層及びSn層からなる表面めっき層がこの順に形成され、かつ前記Ni層の厚さが0.1〜1.0μm、前記Cu−Sn合金層の厚さが0.1〜1.0μm、前記Sn層の厚さが0.1〜0.5μm、そのカーボン含有量が0.001〜0.1質量%であることを特徴とする接続部品用導電材料。
【請求項5】
前記Cu−Sn合金層のCu濃度が35〜75at%であることを特徴とする請求項4に記載された接続部品用導電材料。
【請求項6】
表面光沢が60%以上であることを特徴とする請求項2〜5のいずれかに記載された接続部品用導電材料。
【請求項7】
嵌合型端子用であることを特徴とする請求項1〜6のいずれかに記載された接続部品用導電材料。
【請求項8】
Cu又はCu合金からなる母材表面に、Ni層、Cu−Sn合金層及びSn層からなる表面めっき層がこの順に形成され、かつ前記Ni層の厚さが0.1〜1.0μm、前記Cu−Sn合金層の厚さが0.1〜1.0μm、そのCu濃度が35〜75at%、前記Sn層の厚さが0.5μmを超え2μm以下であることを特徴とする接続部品用導電材料。
【請求項9】
前記Sn層が0.001〜0.1質量%のカーボンを含有することを特徴とする請求項8に記載された接続部品用導電材料。
【請求項10】
Cu又はCu合金からなる母材表面に、厚さ0.1〜1.0μmのNiめっき層、厚さ0.1〜0.45μmのCuめっき層及び0.001〜0.1質量%のカーボンを含有する厚さ0.4〜1.1μmのSnめっき層からなる表面めっき層をこの順に形成した後、熱処理を行ってCu−Sn合金層を形成し、前記表面めっき層をNi層、Cu−Sn合金層及びSn層とすることを特徴とする接続部品用導電材料の製造方法。
【請求項11】
前記熱処理が230〜600℃の温度で3〜30秒間行うリフロー処理であることを特徴とする請求項10に記載された接続部品用導電材料の製造方法。
【請求項12】
前記Niめっき層の形成は電流密度を3〜20A/dm2として電気めっきで行い、Cuめっき層の形成は硫酸銅浴にてめっき温度を30〜40℃、電流密度を2.5〜10A/dm2として電気めっきで行うことを特徴とする請求項10又は11に記載された接続部品用導電材料の製造方法。
【図1】

【公開番号】特開2006−118054(P2006−118054A)
【公開日】平成18年5月11日(2006.5.11)
【国際特許分類】
【出願番号】特願2005−380410(P2005−380410)
【出願日】平成17年12月28日(2005.12.28)
【分割の表示】特願2002−219155(P2002−219155)の分割
【原出願日】平成14年7月29日(2002.7.29)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成18年5月11日(2006.5.11)
【国際特許分類】
【出願日】平成17年12月28日(2005.12.28)
【分割の表示】特願2002−219155(P2002−219155)の分割
【原出願日】平成14年7月29日(2002.7.29)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]