
接続部材
【課題】布帛の側端部が湾曲していても、側端部の湾曲形状に沿って接続させることができる接続部材を提供する。
【解決手段】導電糸1(銅線等)を有する布帛100に接続される帯状の接続部材2であって、導電糸1と導通させるための帯状の接続部21と、布帛100の側端部に溶着させるための帯状の溶着部22と、を有し、接続部21と、溶着部22とは、それぞれの一長辺同士が合わさる形態で配されており、溶着部22は接続部21より熱収縮率が高い。また、接続部材2は、織物からなり、接続部21は、経糸として導電線、緯糸として非導電糸を用いて織製され、溶着部22は、経糸及び緯糸ともに非導電糸を用いて織製されている。
【解決手段】導電糸1(銅線等)を有する布帛100に接続される帯状の接続部材2であって、導電糸1と導通させるための帯状の接続部21と、布帛100の側端部に溶着させるための帯状の溶着部22と、を有し、接続部21と、溶着部22とは、それぞれの一長辺同士が合わさる形態で配されており、溶着部22は接続部21より熱収縮率が高い。また、接続部材2は、織物からなり、接続部21は、経糸として導電線、緯糸として非導電糸を用いて織製され、溶着部22は、経糸及び緯糸ともに非導電糸を用いて織製されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は導電糸を有する布帛に接続される接続部材に関する。更に詳しくは、本発明は、布帛の側端部が湾曲していても、側端部の湾曲形状に沿って接続させることができる接続部材に関する。
【背景技術】
【0002】
従来、車両用シートを暖めるためのヒータ部材が知られており、織物、編み物の構成糸の一部に導電糸を使用し、この導電糸に通電し、発熱させて昇温させる各種のヒータ部材が用いられている。このヒータ部材は、例えば、シートクッションなどの表皮材の裏面に貼着され、冬期等の寒冷時に乗員を下方等から暖めることができる。
【0003】
また、このヒータ部材では、着座した乗員とヒータ部材との間に表皮材が介在するため、より速暖性を高めることを目的として、導電糸が織り込まれた表皮材が用いられることもある。更に、これらのヒータ部材及び導電糸が織り込まれた表皮材では、通常、側端部に導電糸に給電するための接続部材が取り付けられている。そして、この導電糸と、接続部材の導電線とが電気的に接続され、この導電線及びワイヤーハーネス等を介して電源から導電糸に給電され、導電糸が発熱して、ヒータ部材及び表皮材が昇温する構成となっている。
【0004】
前述のように、導電糸が織り込まれた表皮材等に給電し、昇温させるために接続される部材は、各種の方法により取り付けることができ、多くの取り付け構造が知られている。例えば、導電糸群が接続された加熱帯が設けられ、各群の導電糸が平面接続手段を介して電気的に接続された表面加熱部材が知られており(例えば、特許文献1参照。)、平面接続手段が圧力と熱によって加熱帯に接続されると説明されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−227384号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
車両用シート、例えば、シートクッションは、通常、後方から前方に向かって幅広となっており、表皮材も、側端部が湾曲していることがあり、この側端部の湾曲している形状に沿って接続部材を取り付ける必要がある。しかし、特許文献1に記載された表面加熱部材では、この部材の幅方向の側端部が湾曲している態様は想定されていない。従って、部材の側端部の湾曲形状に沿って平面接続手段を接続させることについては全く言及されていない。
【0007】
本発明は前記の従来の状況に鑑みてなされたものであり、布帛の側端部が湾曲していても、側端部の湾曲形状に沿って接続させることができる接続部材を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明は以下のとおりである。
1.導電糸を有する布帛に接続される帯状の接続部材であって、
前記導電糸と導通させるための帯状の接続部と、前記布帛の側端部に溶着させるための帯状の溶着部と、を有し、
前記接続部と、前記溶着部とは、それぞれの一長辺同士が合わさる形態で配されており、前記溶着部は前記接続部より熱収縮率が高いことを特徴とする接続部材。
2.前記接続部は、経糸として導電線、緯糸として非導電糸を用いて織製され、前記溶着部は、経糸及び緯糸ともに非導電糸を用いて織製されている前記1.に記載の接続部材。
3.前記溶着部は、熱収縮率の異なる少なくとも2種類の溶着帯が幅方向に連設されてなる前記2.に記載の接続部材。
4.前記少なくとも2種類の溶着帯は、前記接続部から遠い溶着帯ほど、熱収縮率が高い前記3.に記載の接続部材。
【発明の効果】
【0009】
本発明の接続部材は、接続部と、この接続部より熱収縮率が高い溶着部とを有しているため、布帛の側端部が湾曲していても、この湾曲形状に沿って変形させ、接続させることができる。また、溶着部の加熱、加圧条件によって、溶着部側への変形の程度を調整することもできるため、布帛の側端部の湾曲の程度が異なっていても、同一部材により対応することができる。
また、接続部は、経糸として導電線、緯糸として非導電糸を用いて織製され、溶着部は、経糸及び緯糸ともに非導電糸を用いて織製されている場合は、導電線が織り込まれ、収縮し難い接続部と、非導電糸が織り込まれ、所定温度で収縮する溶着部とを有する接続部材とすることができ、布帛の側端部の形状に沿って容易に湾曲させ、接続させることができる。
更に、溶着部が、熱収縮率の異なる少なくとも2種類の溶着帯が幅方向に連設されてなる場合は、少なくとも1種類の溶着帯の全幅、又は幅方向の一部を選択して加熱することにより、溶着部の収縮の程度を調整することができ、側端部の湾曲の程度がより大きく異なる布帛にも接続させ得る接続部材とすることができる。
また、少なくとも2種類の溶着帯は、接続部から遠い溶着帯ほど、熱収縮率が高い場合は、特に全ての溶着帯を加熱することによって、布帛の側端部の形状に沿ってより容易に湾曲させることができる接続部材とすることができる。
【図面の簡単な説明】
【0010】
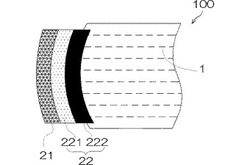
【図1】導電線が織り込まれてなる接続部と、この接続部の幅方向の両側部に隣接する2本の溶着帯と、この溶着帯に連設され、熱収縮率が異なる他の2本の溶着帯と、を有する接続部材の平面図である。
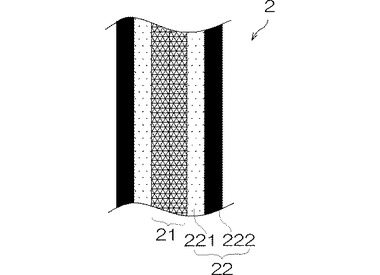
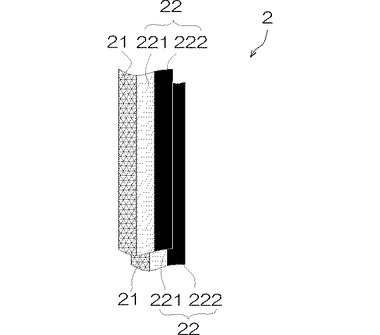
【図2】図1の接続部材を、布帛の側端部に接続させるため、接続部の幅方向の中央部で折り曲げた状態を表す模式図である。
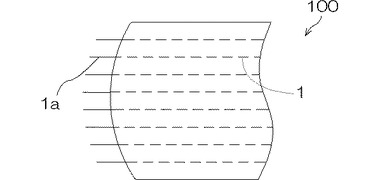
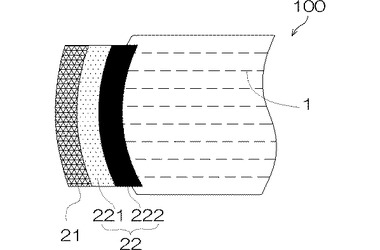
【図3】一方向に導電糸が織り込まれた布帛の一部の平面を表す模式図である。
【図4】図3の布帛の側端部に、図2の接続部材を取り付け、その後、加熱、加圧し、導電糸と導電線とを接続させるとともに、布帛の側端部に溶着部を溶着させた状態を説明するための模式図である。
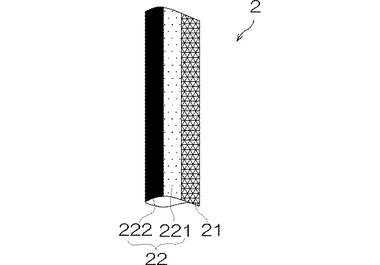
【図5】図1の接続部材とは異なる他の態様の接続部材であり、接続部と、この接続部の幅方向の一側部に隣接する1本の溶着帯と、この溶着帯に連設され、熱収縮率が異なる1本の他の溶着帯とからなり、布帛に接続させるときには、表裏面から布帛を挟み込むようにして2枚の接続部材が用いられることを説明するための模式図である。
【図6】車両用シートの一例の斜視図であり、本発明の接続部材が接続された表皮材が、例えば、符号aの位置に配される。
【発明を実施するための形態】
【0011】
以下、本発明を図1〜6を参照して詳しく説明する。
ここで示される事項は例示的なもの及び本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
【0012】
本発明の接続部材は、導電糸1を有する布帛100(図3参照)に接続される帯状の接続部材2であって、導電糸1と導通させるための帯状の接続部21と、布帛100の側端部に溶着させるための帯状の溶着部22と、を有する。また、接続部21と、溶着部22とは、それぞれの一長辺同士が合わさる形態で配されており(図1、2及び5参照)、溶着部22は接続部21より熱収縮率が高い。
本発明の接続部材2は、布帛100の側端部に取り付け、加熱、加圧することにより接続されるが、溶着部22は接続部21より熱収縮率が高いため、加熱により溶着部22側に湾曲し、布帛100の側端部が湾曲しているときに、この側端部の形状に沿って接続させることができる。
【0013】
[1]接続部材
前記「接続部材2」は、導電糸1を有する布帛100(図3参照)に接続される帯状の部材であり、接続部21と溶着部22とを有する(図1、2及び5参照)。
前記「接続部21」は帯状であり、布帛100が有する導電糸1と、エンジンコントロールユニット(ECU)などの電力源とを、ワイヤーハーネス等を介して接続させて導通させ、導電糸1に給電して、布帛100を昇温させるための構成部分である。接続部21の材質、構成等は特に限定されないが、織物により形成することができ、この場合、経糸として導電線を使用し、緯糸として非導電糸を用いて織製される。また、経糸としては少なくとも導電線が使用されるが、通常、非導電糸が併せて織り込まれる。更に、緯糸としては少なくとも非導電糸が用いられ、非導電糸の他、導電糸等を織り込んでもよいが、特にその必要はなく、通常、緯糸の全てが非導電糸である。
【0014】
前記「導電線」は、ECU等から給電された電力を、布帛100が有する導電糸1に供給し、発熱させることができればよく、その材質及び線径等は特に限定されない。導電線としては、銅、アルミニウム、銀等の金属、及び銅合金、アルミニウム合金等の合金からなる導電線を用いることができ、低コスト、高導電率であるため、銅、アルミニウムからなる導電線、特に銅からなる導電線が好ましい。また、導電線の線径は特に限定されないが、20〜500μmとすることができ、20〜50μmであることが好ましい。導電線の線径が20〜500μm、特に20〜50μmであれば、接続部材2に柔軟性を持たせ、且つ加工し易いため好ましい。
【0015】
接続部21が織物により形成される場合、通常、経糸の一部に非導電糸が用いられ、緯糸としても少なくとも非導電糸が用いられる。前記「非導電糸」の材質は特に限定されず、植物系及び動物系の天然繊維、レーヨン等の再生繊維、アセテート等の半合成繊維、ポリアミド及びポリエステル等の合成樹脂からなる合成繊維等を用いてなる糸が挙げられる。これらの非導電糸は1種のみ用いてもよく、2種以上を併用してもよい。尚、これらの非導電糸は、通常、比抵抗が108Ω・cmを超え、絶縁性である。
【0016】
接続部21における導電線の配置も特に限定されず、導電線は、帯状の接続部材2の幅方向において分散して織り込まれていてもよく、纏まって織り込まれていてもよい。また、導電線が分散して織り込まれている場合、導電線は、非導電糸の間に1本のみが織り込まれていてもよく、非導電糸の間に複数本、例えば、2〜10本、特に2〜5本の導電線が連続して織り込まれていてもよい。更に、分散して織り込まれている場合、導電線は、略等間隔に織り込まれていてもよく、導電線間の間隔が異なっていてもよい。一方、纏まって織り込まれている場合、導電線は、中央部に織り込まれていてもよく、一方側に片寄って織り込まれていてもよい。
【0017】
帯状の前記「溶着部22」は、その一長辺が、接続部21の一長辺と合わさる形態で配されている。この溶着部22は、接続部材2を布帛100の側端部に溶着させるための構成部分である。溶着部22の材質、構成等は特に限定されないが、織物により形成することができ、この場合、経糸及び緯糸ともに非導電糸を用いて織製される。この非導電糸は加熱により収縮すればよく、その材質等は特に限定されず、前述の接続部の経糸の一部及び緯糸として用いられる各種の非導電糸のうちの、特にポリアミド及びポリエステル等の合成樹脂からなる合成繊維等を用いてなる糸を使用することができる。この非導電糸は1種のみ用いてもよく、2種以上を併用してもよい。
【0018】
それぞれの一長辺同士が合わさる形態で配されている接続部21と溶着部22とが、ともに織物により形成される場合、接続部21と溶着部22とは一体の織物として織製することができる。例えば、共通の緯糸を使用し、経糸として少なくとも導電線を用いて接続部を織製し、この接続部21に続いて、経糸として非導電糸を織り込み、溶着部22を一体に織製することができる。
【0019】
更に、溶着部21は、接続部22と一長辺同士が合わさる形態で配されている1本の溶着帯のみからなっていてもよく、この溶着帯とは熱収縮率が異なる少なくとも1本の他の溶着帯が幅方向に連接されていてもよい。この場合、接続部21に隣接する溶着帯と連接された溶着帯の、各々の溶着帯の熱収縮率の高低は特に限定されない。例えば、図1の、接続部21の両側部に、第1溶着帯221及び第2溶着帯222が設けられた接続部材2、及び図5の、接続部21の片側部に、第1溶着帯221及び第2溶着帯222が設けられた接続部材2では、第1溶着帯221の熱収縮率が第2溶着帯222より高くてもよく、第2溶着帯222の熱収縮率が第1溶着帯221より高くてもよい。
【0020】
前述のように、第1溶着帯221及び第2溶着帯222のそれぞれの熱収縮率の高低は、特に限定されないが、第2溶着帯222の熱収縮率が第1溶着帯221の熱収縮率より高いことが好ましい。このような接続部材2であれば、布帛100の側端部に接続するため、加熱、加圧したときに、接続部21はほとんど熱収縮せず、熱収縮する第1溶着帯221と第2溶着帯222とでは、熱収縮率の高い第2溶着帯222がより多く収縮する。その結果、接続部材2を、布帛100の側端部の湾曲形状に沿って容易に変形させて溶着させ、接続させることができる(図4参照)。
【0021】
また、溶着部22が少なくとも2種類の溶着帯221、222からなる場合、この溶着部21の幅方向における加熱、加圧部位を選択することにより、接続部材2が溶着部22の側に変形し、湾曲する程度を調整することができる。これによっても、側端部の湾曲の程度が異なる布帛100に、1種類の接続部材2によって対応することができる。より具体的には、少なくとも1種類の溶着帯221等の全幅、又は幅方向の一部を選択して加熱することにより、溶着部22全体の収縮の程度を調整し、側端部の湾曲の程度が異なる布帛100に容易に接続させることができる。尚、前述の第1溶着帯221及び第2溶着帯222のうちのいずれか一方の熱収縮率をより低くするとともに、この熱収縮率がより低い溶着帯のみを加熱、加圧すれば、布帛100の側端部が略直線状であっても、同じ接続部材2によって対応することができる。
【0022】
更に、図1の接続部材2は、接続部21の中央部で幅方向に折り曲げられ(図2参照)、布帛100の表裏を挟み込むようにして用いられ、図5の接続部材2は、2枚の部材の一方を布帛100の表面側から、他方を布帛100の裏面側から、それぞれ配して、布帛100の表裏面を挟み込むようにして用いられる。このように布帛100の側端部を表裏面から挟み込むようにして配され、両面から加熱、加圧されるため、表裏面側の各々の第1溶着帯221、及び表裏面側の各々の第2溶着帯222のそれぞれの熱収縮率は大差がないことが好ましく、略同一であることがより好ましい。
【0023】
本発明の接続部材2における接続部21及び溶着部22の各々の前記「熱収縮率」は、接続部21及び溶着部22の各々の織製に用いる糸の熱収縮率によって調整し、設定することができる。この熱収縮率は、長さ100mmの直線状の試験糸をそれぞれ用意し、この試験糸を65℃、相対湿度95%に調温、調湿された恒温恒湿槽に30分間静置して測定することができる。また、熱収縮率は、加熱前の糸の長さから加熱後の糸の長さを差し引いた値を、加熱前の糸の長さで除して100倍した百分率で表すことができる。
【0024】
接続部材2を布帛100の側端部に溶着させる方法は特に限定されず、布帛100の側端部の表裏面に接続部材2の溶着部22を接触させた状態で、超音波を照射して昇温させる方法、電熱加熱等により昇温させた加熱部材等を接触させる方法等が挙げられる。これらの方法のうちでは、溶着させる所定領域をより均等に、且つ効率よく加熱することができる超音波を照射する方法が好ましい。
【0025】
[2]布帛
前記「布帛100」(図3参照)は、織物であってもよく、編み物であってもよい。織物も特に限定されず、平織り、綾織り、朱子織り等のいずれの織り組織であってもよい。また、編み物も特に限定されず、緯編み及び経編みのいずれの編み組織であってもよい。更に、織物及び編み物に用いる非導電糸の材質も特に限定されず、植物系及び動物系の天然繊維、レーヨン等の再生繊維、アセテート等の半合成繊維、ポリアミド及びポリエステル等の合成樹脂からなる合成繊維等を用いてなる糸が挙げられる。これらの非導電糸は1種のみ用いてもよく、2種以上を併用してもよい。尚、これらの非導電糸は、通常、比抵抗が108Ω・cmを超え、絶縁性である。
【0026】
織物及び編み物の構成糸の一部として用いられる前記「導電糸1」は、通電可能な導電性の繊維材料であり、特にJIS K 7194に準拠して測定した比抵抗(体積抵抗率)が100〜10−12Ω・cmの導電糸を使用することができる。このような導電糸としては、例えば、金属線、めっき線材及び炭素繊維のフィラメント等が挙げられる。
【0027】
金属線としては、金、銀、銅、黄銅、白金、鉄、ステンレス鋼及び耐熱鋼等の鋼、亜鉛、錫、ニッケル、アルミニウム、タングステン等からなる線材が挙げられる。これらのうちでは、ステンレス鋼製の金属線が、優れた耐食性及び強度等を有するため好ましい。ステンレス鋼は特に限定されず、SUS304,SUS316及びSUS316L等が挙げられ、SUS304は汎用性が高いため好ましく、SUS316及びSUS316Lはモリブデンが含有されており、優れた耐食性を有するため好ましい。
【0028】
金属線の線径も特に限定されないが、強度及び柔軟性の観点で、10〜150μm、特に20〜60μmであることが好ましい。更に、金属線は、例えば、ポリエステル繊維等の他の繊維材料を芯糸とし、金属線を鞘糸とし、S及びZのうちの少なくとも一方の撚方向に金属線を巻き付けてなる複合糸の形態で用いることもできる。この場合、線径の小さい金属線を使用すれば、優れた柔軟性を有するとともに、芯糸による十分な引張強度を併せて有する導電糸とすることができるため好ましい。
【0029】
また、金属線として、その表面に樹脂コーティング(電気絶縁性の被覆)が施された金属線を用いることもできる。このような金属線は、被覆された樹脂層により保護されるため優れた防錆性を有する。更に、導電糸の露出部と接続部材の導電線とを接続するときは、樹脂層を剥がして金属線を露出させ、電気的に確実に接続させることができる。コーティングに用いる樹脂は特に限定されず、ポリウレタン樹脂、アクリル樹脂、シリコーン樹脂、ポリエステル樹脂等が挙げられ、耐久性の観点でポリウレタン樹脂が好ましい。
【0030】
樹脂層の厚さは、樹脂の種類及びその耐久性等、並びに布帛100の用途等によって設定することができ、例えば、0.05〜500μm、特に1〜10μmとすることができる。また、樹脂コーティングの方法も特に限定されないが、金属線を樹脂分散液に浸漬し、又は液中を通過させて樹脂分散液を付着させ、その後、加熱して媒体を除去し、次いで、冷却して固着させる方法が挙げられる。また、樹脂粉末を金属線に付着させ、その後、加熱し、次いで、冷却して固着させることもできる。更に、溶融樹脂を金属線に融着させ、必要に応じて加熱し、その後、冷却して固着させることもできる。
【0031】
めっき線材としては、非導電性又は導電性の繊維材料を芯材とし、この芯材の表面のうちの全面又は幅方向の一部において全長さに亘って形成された、単体金属又は合金からなるめっき層を有する線材を用いることができる。このように芯材の表面にめっき層を形成することで、芯材が非導電性の繊維材料であっても導電糸とすることができる。一方、芯材が導電性の繊維材料の場合、めっき層を形成することで耐久性を向上させることができる。
【0032】
めっき線材の芯材として用いることができる導電性繊維としては、各種の金属繊維等が挙げられる。一方、非導電性繊維としては、パラ系アラミド繊維、メタ系アラミド繊維、ポリアリレート繊維、ポリフェニレンサルファイド繊維、ポリエーテルエーテルケトン繊維、ポリイミド繊維、ガラス繊維、アルミナ繊維、炭化珪素繊維及びボロン繊維等が挙げられる。更に、めっき処理に用いられる金属としては、錫、ニッケル、金、銀、銅、鉄、鉛、白金、亜鉛、クロム、コバルト及びパラジウム等の単体金属、並びにニッケル−錫、銅−ニッケル、銅−錫、銅−亜鉛及び鉄−ニッケル等の合金が挙げられる。
【0033】
導電糸1として用いられる炭素繊維としては、ポリアクリロニトリル系炭素繊維(PAN系炭素繊維)、ピッチ系炭素繊維等が挙げられる。これらの炭素繊維のうちでは、1000℃以上の焼成温度で製造される炭素化繊維、黒鉛化繊維、黒鉛繊維等の炭素繊維が、優れた電気伝導性を有するため好ましい。
【0034】
前述の各種の導電糸1は、布帛100に用いられる他の糸である非導電糸と比べて高い耐熱性を有していることが好ましい。言い換えれば、加熱により溶融する温度、又は溶融しない糸である場合は、燃焼開始温度が非導電糸より高いことが好ましい。即ち、非導電糸より高融点であるか、又は燃焼し難い糸であることが好ましい。この燃焼性の指標としては、JIS K 7201及びJIS L 1091(1999) 8.5E−2法に準拠して測定される限界酸素指数(LOI)を用いることができ、LOIが26以上である導電糸1が好ましい。前述の導電糸1のうち、金属線は、一般に、非導電糸として用いられる天然繊維及び合成繊維より高融点であって、且つLOIは、通常、26以上であり、例えば、ステンレス鋼線のLOIは49.6である。また、炭素繊維は溶融せず、LOIは60以上である。
【0035】
非導電糸は、加熱により溶融する温度、又は溶融せず燃焼する場合は、燃焼開始温度が導電糸より低く、溶融せず燃焼する非導電糸の場合は、LOIが26未満であることが好ましい。天然繊維のLOIは26未満であることが多く、例えば、綿のLOIは18〜20であり、羊毛のLOIは24〜25である。更に、合成繊維は、導電糸1より低融点であることが多く、燃焼性は導電糸1より高いことが多い。例えば、ポリエステル繊維のLOIは18〜20であり、ポリアミド繊維のLOIは20〜22である。
【0036】
[3]導電糸の配置
織物又は編み物の構成糸として織製される又は編製される非導電糸中の導電糸1の間隔は特に限定されないが、例えば、乗用車のシートクッション等では、2〜100mm、特に5〜50mm程度が好ましい。間隔が狭いと均等に暖めることができるが導電糸1本当たりの電流が少なくなり温度が低下する、若しくは温度を上げるために電圧を高くすれば、消費電力が増加することになる。一方、間隔が広いと導電糸1本当たりの電流が多くなり温度が上がる、若しくは電圧を下げて消費電力を抑制することができる。しかし、間隔が広いためシートクッション表面等の温度ムラを生じ易くなる。
【0037】
また、布帛100における導電糸1の配置は特に限定されず、導電糸1は略等間隔に織製又は編製されていてもよく、導電糸1間の間隔が異なっていてもよい。導電糸1が略等間隔に織製又は編製されておれば、布帛100の全面をより均等に暖めることができる。一方、布帛100の特定箇所を特に十分に暖めたい場合は、対応する箇所において導電糸1を相対的に密に配置させ、他の箇所において相対的に粗に配置させることもできる。
【0038】
更に、導電糸1は、非導電糸の間に1本のみを織製又は編製してもよく、非導電糸の間に複数本、例えば、2〜10本、特に2〜5本の導電糸を連続して織製又は編製してもよい。この場合も、連続して織製又は編製された複数の導電糸1の、布帛100における配置は等間隔でもよく、間隔が異なっていてもよい。このように、布帛100の全面を均等に暖めるか、特定箇所をより十分に暖めるかは、導電糸1を配置させる間隔、及び連続して織製又編製するときの導電糸1の本数等によって調整することができる。
【0039】
[4]導電糸への給電
布帛100の側端部に露出している導電糸1の露出部1a(図3参照)に、導電線が接続され、この導電線がワイヤーハーネス等を介してECUなどに接続され、電源から供給される電力により導電糸1が発熱し、布帛100が昇温する。この場合、布帛100の側端部の導電糸1が露出する部分には、織製された、又は編製された非導電糸、及び導電糸1に電気絶縁性の被覆がなされているときは、その被覆材が混在しており、これらの非導電材は、導電糸1の露出部1aと導電線とを接続する前に除去する必要がある。
【0040】
非導電材は、布帛100の側端部を加熱することによって、溶融させ、又は燃焼させて除去することができる。非導電材である非導電糸及び被覆材は、ともに導電糸1(被覆がなされているときは、この非導電材である被覆が除去された導電体、以下、この導電体である場合も含め、導電糸1と表記する。)と比べて融点が低く、又はより低温で燃焼が開始されるため、前述のようにして容易に除去することができる。加熱手段は特に限定されず、炭酸ガスレーザ、YAGレーザ、エキシマレーザ等のレーザを照射する方法、及び電熱加熱により昇温した発熱部材等を接触させる方法等が挙げられるが、レーザを照射する方法が好ましい。
【0041】
レーザを照射する方法であれば、非導電材の材質等によって、レーザの強度及び出力を非導電材の溶融、燃焼に必要とされるレベルに容易に調整することができ、非導電材を容易に、且つ効率よく除去することができる。更に、レーザは、布帛100のいずれの面から照射してもよく、布帛100の表面に対して焦点位置をずらして照射することにより、一時に幅広に加工することもでき、布帛100の長さ方向に往復して照射して非導電材を帯状に除去することもできる。また、レーザの照射とともに、窒素ガス、ヘリウムガス等の不活性ガスを吹き付けることにより、過熱による導電糸1の酸化劣化を防止、又は少なくとも抑えることもできる。
【0042】
布帛100の側端部の非導電材は、全てを加熱により除去してもよいが、布帛100の側端部の全面を加熱し、溶融又は燃焼させて除去するのは容易ではない。そのため、布帛100の本体部と側端部との境界部で、非導電材を布帛100の長さ方向に帯状に除去し、その後、端部側を外方に引っ張って導電糸1等から抜き取り、布帛100の側端部の非導電材の全てを一時に除去することが好ましい。このようにすれば、非導電材をより効率よく除去することができる。
【0043】
前述のように、境界部の非導電材を長さ方向に帯状に除去し、その後、他の非導電材を導電糸1から引き抜いて除去する場合、複数の導電糸1の各々の端部は、ニット及びタックをされていない、即ち、略直線状であることが好ましい。又は少なくともニット及びタックを極力減らして、多くの部分が直線状になるようにすることが好ましい。このように、複数の導電糸1の各々の露出される部分が直線状、又は多くの部分が直線状であれば、非導電材を容易に導電糸1から引き抜いて除去することができ、導電糸1を容易、且つ確実に露出させることができる。
【0044】
布帛100の露出された導電糸1と、接続部材2の導電線との接続方法は特に限定されず、導電糸1と導電線とが接触した状態で、接続部材2を布帛100の側端部に接合させる、及び縫製する等の接続方法が挙げられる。接合方法としては、溶着、及び接着剤を用いて接合させる等の方法が挙げられるが、溶着であれば、接続部材2をより強固に固定することができるため、溶着可能であれば、加熱し、溶着させて接続させることが好ましい。また、接合させたうえで、更に縫製することもでき、このようにすれば、接続部材2をより強固に固定することができ、且つ導電糸1と導電線とを電気的により確実に接続させることができる。
【0045】
尚、前述の記載は単に説明を目的とするものでしかなく、本発明を限定するものと解釈されるものではない。本発明を典型的な実施形態を挙げて説明したが、本発明の記述及び図示において使用された文言は、限定的な文言ではなく、説明的および例示的なものであると理解される。ここで詳述したように、その形態において本発明の範囲又は精神から逸脱することなく、添付の特許請求の範囲内で変更が可能である。ここでは、本発明の詳述に特定の構造、材料及び実施形態を参照したが、本発明をここにおける開示事項に限定することを意図するものではなく、寧ろ、本発明は添付の特許請求の範囲内における、機能的に同等の構造、方法、使用の全てに及ぶものとする。
【産業上の利用可能性】
【0046】
本発明は、昇温させ、暖めることが必要とされる車両用シートのシートクッション(図6の車両用シート200の符号aの部位参照)及びシートバック等の製品に利用することができる。特に乗用車のシートのように居住性が重視される車両用シートにおいて有用である。
【符号の説明】
【0047】
100;布帛、1;導電糸、1a;露出部、2;接続部材、21;接続部、22;溶着部、221;第1溶着帯、222;第2溶着帯、200;車両用シート。
【技術分野】
【0001】
本発明は導電糸を有する布帛に接続される接続部材に関する。更に詳しくは、本発明は、布帛の側端部が湾曲していても、側端部の湾曲形状に沿って接続させることができる接続部材に関する。
【背景技術】
【0002】
従来、車両用シートを暖めるためのヒータ部材が知られており、織物、編み物の構成糸の一部に導電糸を使用し、この導電糸に通電し、発熱させて昇温させる各種のヒータ部材が用いられている。このヒータ部材は、例えば、シートクッションなどの表皮材の裏面に貼着され、冬期等の寒冷時に乗員を下方等から暖めることができる。
【0003】
また、このヒータ部材では、着座した乗員とヒータ部材との間に表皮材が介在するため、より速暖性を高めることを目的として、導電糸が織り込まれた表皮材が用いられることもある。更に、これらのヒータ部材及び導電糸が織り込まれた表皮材では、通常、側端部に導電糸に給電するための接続部材が取り付けられている。そして、この導電糸と、接続部材の導電線とが電気的に接続され、この導電線及びワイヤーハーネス等を介して電源から導電糸に給電され、導電糸が発熱して、ヒータ部材及び表皮材が昇温する構成となっている。
【0004】
前述のように、導電糸が織り込まれた表皮材等に給電し、昇温させるために接続される部材は、各種の方法により取り付けることができ、多くの取り付け構造が知られている。例えば、導電糸群が接続された加熱帯が設けられ、各群の導電糸が平面接続手段を介して電気的に接続された表面加熱部材が知られており(例えば、特許文献1参照。)、平面接続手段が圧力と熱によって加熱帯に接続されると説明されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−227384号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
車両用シート、例えば、シートクッションは、通常、後方から前方に向かって幅広となっており、表皮材も、側端部が湾曲していることがあり、この側端部の湾曲している形状に沿って接続部材を取り付ける必要がある。しかし、特許文献1に記載された表面加熱部材では、この部材の幅方向の側端部が湾曲している態様は想定されていない。従って、部材の側端部の湾曲形状に沿って平面接続手段を接続させることについては全く言及されていない。
【0007】
本発明は前記の従来の状況に鑑みてなされたものであり、布帛の側端部が湾曲していても、側端部の湾曲形状に沿って接続させることができる接続部材を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明は以下のとおりである。
1.導電糸を有する布帛に接続される帯状の接続部材であって、
前記導電糸と導通させるための帯状の接続部と、前記布帛の側端部に溶着させるための帯状の溶着部と、を有し、
前記接続部と、前記溶着部とは、それぞれの一長辺同士が合わさる形態で配されており、前記溶着部は前記接続部より熱収縮率が高いことを特徴とする接続部材。
2.前記接続部は、経糸として導電線、緯糸として非導電糸を用いて織製され、前記溶着部は、経糸及び緯糸ともに非導電糸を用いて織製されている前記1.に記載の接続部材。
3.前記溶着部は、熱収縮率の異なる少なくとも2種類の溶着帯が幅方向に連設されてなる前記2.に記載の接続部材。
4.前記少なくとも2種類の溶着帯は、前記接続部から遠い溶着帯ほど、熱収縮率が高い前記3.に記載の接続部材。
【発明の効果】
【0009】
本発明の接続部材は、接続部と、この接続部より熱収縮率が高い溶着部とを有しているため、布帛の側端部が湾曲していても、この湾曲形状に沿って変形させ、接続させることができる。また、溶着部の加熱、加圧条件によって、溶着部側への変形の程度を調整することもできるため、布帛の側端部の湾曲の程度が異なっていても、同一部材により対応することができる。
また、接続部は、経糸として導電線、緯糸として非導電糸を用いて織製され、溶着部は、経糸及び緯糸ともに非導電糸を用いて織製されている場合は、導電線が織り込まれ、収縮し難い接続部と、非導電糸が織り込まれ、所定温度で収縮する溶着部とを有する接続部材とすることができ、布帛の側端部の形状に沿って容易に湾曲させ、接続させることができる。
更に、溶着部が、熱収縮率の異なる少なくとも2種類の溶着帯が幅方向に連設されてなる場合は、少なくとも1種類の溶着帯の全幅、又は幅方向の一部を選択して加熱することにより、溶着部の収縮の程度を調整することができ、側端部の湾曲の程度がより大きく異なる布帛にも接続させ得る接続部材とすることができる。
また、少なくとも2種類の溶着帯は、接続部から遠い溶着帯ほど、熱収縮率が高い場合は、特に全ての溶着帯を加熱することによって、布帛の側端部の形状に沿ってより容易に湾曲させることができる接続部材とすることができる。
【図面の簡単な説明】
【0010】
【図1】導電線が織り込まれてなる接続部と、この接続部の幅方向の両側部に隣接する2本の溶着帯と、この溶着帯に連設され、熱収縮率が異なる他の2本の溶着帯と、を有する接続部材の平面図である。
【図2】図1の接続部材を、布帛の側端部に接続させるため、接続部の幅方向の中央部で折り曲げた状態を表す模式図である。
【図3】一方向に導電糸が織り込まれた布帛の一部の平面を表す模式図である。
【図4】図3の布帛の側端部に、図2の接続部材を取り付け、その後、加熱、加圧し、導電糸と導電線とを接続させるとともに、布帛の側端部に溶着部を溶着させた状態を説明するための模式図である。
【図5】図1の接続部材とは異なる他の態様の接続部材であり、接続部と、この接続部の幅方向の一側部に隣接する1本の溶着帯と、この溶着帯に連設され、熱収縮率が異なる1本の他の溶着帯とからなり、布帛に接続させるときには、表裏面から布帛を挟み込むようにして2枚の接続部材が用いられることを説明するための模式図である。
【図6】車両用シートの一例の斜視図であり、本発明の接続部材が接続された表皮材が、例えば、符号aの位置に配される。
【発明を実施するための形態】
【0011】
以下、本発明を図1〜6を参照して詳しく説明する。
ここで示される事項は例示的なもの及び本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
【0012】
本発明の接続部材は、導電糸1を有する布帛100(図3参照)に接続される帯状の接続部材2であって、導電糸1と導通させるための帯状の接続部21と、布帛100の側端部に溶着させるための帯状の溶着部22と、を有する。また、接続部21と、溶着部22とは、それぞれの一長辺同士が合わさる形態で配されており(図1、2及び5参照)、溶着部22は接続部21より熱収縮率が高い。
本発明の接続部材2は、布帛100の側端部に取り付け、加熱、加圧することにより接続されるが、溶着部22は接続部21より熱収縮率が高いため、加熱により溶着部22側に湾曲し、布帛100の側端部が湾曲しているときに、この側端部の形状に沿って接続させることができる。
【0013】
[1]接続部材
前記「接続部材2」は、導電糸1を有する布帛100(図3参照)に接続される帯状の部材であり、接続部21と溶着部22とを有する(図1、2及び5参照)。
前記「接続部21」は帯状であり、布帛100が有する導電糸1と、エンジンコントロールユニット(ECU)などの電力源とを、ワイヤーハーネス等を介して接続させて導通させ、導電糸1に給電して、布帛100を昇温させるための構成部分である。接続部21の材質、構成等は特に限定されないが、織物により形成することができ、この場合、経糸として導電線を使用し、緯糸として非導電糸を用いて織製される。また、経糸としては少なくとも導電線が使用されるが、通常、非導電糸が併せて織り込まれる。更に、緯糸としては少なくとも非導電糸が用いられ、非導電糸の他、導電糸等を織り込んでもよいが、特にその必要はなく、通常、緯糸の全てが非導電糸である。
【0014】
前記「導電線」は、ECU等から給電された電力を、布帛100が有する導電糸1に供給し、発熱させることができればよく、その材質及び線径等は特に限定されない。導電線としては、銅、アルミニウム、銀等の金属、及び銅合金、アルミニウム合金等の合金からなる導電線を用いることができ、低コスト、高導電率であるため、銅、アルミニウムからなる導電線、特に銅からなる導電線が好ましい。また、導電線の線径は特に限定されないが、20〜500μmとすることができ、20〜50μmであることが好ましい。導電線の線径が20〜500μm、特に20〜50μmであれば、接続部材2に柔軟性を持たせ、且つ加工し易いため好ましい。
【0015】
接続部21が織物により形成される場合、通常、経糸の一部に非導電糸が用いられ、緯糸としても少なくとも非導電糸が用いられる。前記「非導電糸」の材質は特に限定されず、植物系及び動物系の天然繊維、レーヨン等の再生繊維、アセテート等の半合成繊維、ポリアミド及びポリエステル等の合成樹脂からなる合成繊維等を用いてなる糸が挙げられる。これらの非導電糸は1種のみ用いてもよく、2種以上を併用してもよい。尚、これらの非導電糸は、通常、比抵抗が108Ω・cmを超え、絶縁性である。
【0016】
接続部21における導電線の配置も特に限定されず、導電線は、帯状の接続部材2の幅方向において分散して織り込まれていてもよく、纏まって織り込まれていてもよい。また、導電線が分散して織り込まれている場合、導電線は、非導電糸の間に1本のみが織り込まれていてもよく、非導電糸の間に複数本、例えば、2〜10本、特に2〜5本の導電線が連続して織り込まれていてもよい。更に、分散して織り込まれている場合、導電線は、略等間隔に織り込まれていてもよく、導電線間の間隔が異なっていてもよい。一方、纏まって織り込まれている場合、導電線は、中央部に織り込まれていてもよく、一方側に片寄って織り込まれていてもよい。
【0017】
帯状の前記「溶着部22」は、その一長辺が、接続部21の一長辺と合わさる形態で配されている。この溶着部22は、接続部材2を布帛100の側端部に溶着させるための構成部分である。溶着部22の材質、構成等は特に限定されないが、織物により形成することができ、この場合、経糸及び緯糸ともに非導電糸を用いて織製される。この非導電糸は加熱により収縮すればよく、その材質等は特に限定されず、前述の接続部の経糸の一部及び緯糸として用いられる各種の非導電糸のうちの、特にポリアミド及びポリエステル等の合成樹脂からなる合成繊維等を用いてなる糸を使用することができる。この非導電糸は1種のみ用いてもよく、2種以上を併用してもよい。
【0018】
それぞれの一長辺同士が合わさる形態で配されている接続部21と溶着部22とが、ともに織物により形成される場合、接続部21と溶着部22とは一体の織物として織製することができる。例えば、共通の緯糸を使用し、経糸として少なくとも導電線を用いて接続部を織製し、この接続部21に続いて、経糸として非導電糸を織り込み、溶着部22を一体に織製することができる。
【0019】
更に、溶着部21は、接続部22と一長辺同士が合わさる形態で配されている1本の溶着帯のみからなっていてもよく、この溶着帯とは熱収縮率が異なる少なくとも1本の他の溶着帯が幅方向に連接されていてもよい。この場合、接続部21に隣接する溶着帯と連接された溶着帯の、各々の溶着帯の熱収縮率の高低は特に限定されない。例えば、図1の、接続部21の両側部に、第1溶着帯221及び第2溶着帯222が設けられた接続部材2、及び図5の、接続部21の片側部に、第1溶着帯221及び第2溶着帯222が設けられた接続部材2では、第1溶着帯221の熱収縮率が第2溶着帯222より高くてもよく、第2溶着帯222の熱収縮率が第1溶着帯221より高くてもよい。
【0020】
前述のように、第1溶着帯221及び第2溶着帯222のそれぞれの熱収縮率の高低は、特に限定されないが、第2溶着帯222の熱収縮率が第1溶着帯221の熱収縮率より高いことが好ましい。このような接続部材2であれば、布帛100の側端部に接続するため、加熱、加圧したときに、接続部21はほとんど熱収縮せず、熱収縮する第1溶着帯221と第2溶着帯222とでは、熱収縮率の高い第2溶着帯222がより多く収縮する。その結果、接続部材2を、布帛100の側端部の湾曲形状に沿って容易に変形させて溶着させ、接続させることができる(図4参照)。
【0021】
また、溶着部22が少なくとも2種類の溶着帯221、222からなる場合、この溶着部21の幅方向における加熱、加圧部位を選択することにより、接続部材2が溶着部22の側に変形し、湾曲する程度を調整することができる。これによっても、側端部の湾曲の程度が異なる布帛100に、1種類の接続部材2によって対応することができる。より具体的には、少なくとも1種類の溶着帯221等の全幅、又は幅方向の一部を選択して加熱することにより、溶着部22全体の収縮の程度を調整し、側端部の湾曲の程度が異なる布帛100に容易に接続させることができる。尚、前述の第1溶着帯221及び第2溶着帯222のうちのいずれか一方の熱収縮率をより低くするとともに、この熱収縮率がより低い溶着帯のみを加熱、加圧すれば、布帛100の側端部が略直線状であっても、同じ接続部材2によって対応することができる。
【0022】
更に、図1の接続部材2は、接続部21の中央部で幅方向に折り曲げられ(図2参照)、布帛100の表裏を挟み込むようにして用いられ、図5の接続部材2は、2枚の部材の一方を布帛100の表面側から、他方を布帛100の裏面側から、それぞれ配して、布帛100の表裏面を挟み込むようにして用いられる。このように布帛100の側端部を表裏面から挟み込むようにして配され、両面から加熱、加圧されるため、表裏面側の各々の第1溶着帯221、及び表裏面側の各々の第2溶着帯222のそれぞれの熱収縮率は大差がないことが好ましく、略同一であることがより好ましい。
【0023】
本発明の接続部材2における接続部21及び溶着部22の各々の前記「熱収縮率」は、接続部21及び溶着部22の各々の織製に用いる糸の熱収縮率によって調整し、設定することができる。この熱収縮率は、長さ100mmの直線状の試験糸をそれぞれ用意し、この試験糸を65℃、相対湿度95%に調温、調湿された恒温恒湿槽に30分間静置して測定することができる。また、熱収縮率は、加熱前の糸の長さから加熱後の糸の長さを差し引いた値を、加熱前の糸の長さで除して100倍した百分率で表すことができる。
【0024】
接続部材2を布帛100の側端部に溶着させる方法は特に限定されず、布帛100の側端部の表裏面に接続部材2の溶着部22を接触させた状態で、超音波を照射して昇温させる方法、電熱加熱等により昇温させた加熱部材等を接触させる方法等が挙げられる。これらの方法のうちでは、溶着させる所定領域をより均等に、且つ効率よく加熱することができる超音波を照射する方法が好ましい。
【0025】
[2]布帛
前記「布帛100」(図3参照)は、織物であってもよく、編み物であってもよい。織物も特に限定されず、平織り、綾織り、朱子織り等のいずれの織り組織であってもよい。また、編み物も特に限定されず、緯編み及び経編みのいずれの編み組織であってもよい。更に、織物及び編み物に用いる非導電糸の材質も特に限定されず、植物系及び動物系の天然繊維、レーヨン等の再生繊維、アセテート等の半合成繊維、ポリアミド及びポリエステル等の合成樹脂からなる合成繊維等を用いてなる糸が挙げられる。これらの非導電糸は1種のみ用いてもよく、2種以上を併用してもよい。尚、これらの非導電糸は、通常、比抵抗が108Ω・cmを超え、絶縁性である。
【0026】
織物及び編み物の構成糸の一部として用いられる前記「導電糸1」は、通電可能な導電性の繊維材料であり、特にJIS K 7194に準拠して測定した比抵抗(体積抵抗率)が100〜10−12Ω・cmの導電糸を使用することができる。このような導電糸としては、例えば、金属線、めっき線材及び炭素繊維のフィラメント等が挙げられる。
【0027】
金属線としては、金、銀、銅、黄銅、白金、鉄、ステンレス鋼及び耐熱鋼等の鋼、亜鉛、錫、ニッケル、アルミニウム、タングステン等からなる線材が挙げられる。これらのうちでは、ステンレス鋼製の金属線が、優れた耐食性及び強度等を有するため好ましい。ステンレス鋼は特に限定されず、SUS304,SUS316及びSUS316L等が挙げられ、SUS304は汎用性が高いため好ましく、SUS316及びSUS316Lはモリブデンが含有されており、優れた耐食性を有するため好ましい。
【0028】
金属線の線径も特に限定されないが、強度及び柔軟性の観点で、10〜150μm、特に20〜60μmであることが好ましい。更に、金属線は、例えば、ポリエステル繊維等の他の繊維材料を芯糸とし、金属線を鞘糸とし、S及びZのうちの少なくとも一方の撚方向に金属線を巻き付けてなる複合糸の形態で用いることもできる。この場合、線径の小さい金属線を使用すれば、優れた柔軟性を有するとともに、芯糸による十分な引張強度を併せて有する導電糸とすることができるため好ましい。
【0029】
また、金属線として、その表面に樹脂コーティング(電気絶縁性の被覆)が施された金属線を用いることもできる。このような金属線は、被覆された樹脂層により保護されるため優れた防錆性を有する。更に、導電糸の露出部と接続部材の導電線とを接続するときは、樹脂層を剥がして金属線を露出させ、電気的に確実に接続させることができる。コーティングに用いる樹脂は特に限定されず、ポリウレタン樹脂、アクリル樹脂、シリコーン樹脂、ポリエステル樹脂等が挙げられ、耐久性の観点でポリウレタン樹脂が好ましい。
【0030】
樹脂層の厚さは、樹脂の種類及びその耐久性等、並びに布帛100の用途等によって設定することができ、例えば、0.05〜500μm、特に1〜10μmとすることができる。また、樹脂コーティングの方法も特に限定されないが、金属線を樹脂分散液に浸漬し、又は液中を通過させて樹脂分散液を付着させ、その後、加熱して媒体を除去し、次いで、冷却して固着させる方法が挙げられる。また、樹脂粉末を金属線に付着させ、その後、加熱し、次いで、冷却して固着させることもできる。更に、溶融樹脂を金属線に融着させ、必要に応じて加熱し、その後、冷却して固着させることもできる。
【0031】
めっき線材としては、非導電性又は導電性の繊維材料を芯材とし、この芯材の表面のうちの全面又は幅方向の一部において全長さに亘って形成された、単体金属又は合金からなるめっき層を有する線材を用いることができる。このように芯材の表面にめっき層を形成することで、芯材が非導電性の繊維材料であっても導電糸とすることができる。一方、芯材が導電性の繊維材料の場合、めっき層を形成することで耐久性を向上させることができる。
【0032】
めっき線材の芯材として用いることができる導電性繊維としては、各種の金属繊維等が挙げられる。一方、非導電性繊維としては、パラ系アラミド繊維、メタ系アラミド繊維、ポリアリレート繊維、ポリフェニレンサルファイド繊維、ポリエーテルエーテルケトン繊維、ポリイミド繊維、ガラス繊維、アルミナ繊維、炭化珪素繊維及びボロン繊維等が挙げられる。更に、めっき処理に用いられる金属としては、錫、ニッケル、金、銀、銅、鉄、鉛、白金、亜鉛、クロム、コバルト及びパラジウム等の単体金属、並びにニッケル−錫、銅−ニッケル、銅−錫、銅−亜鉛及び鉄−ニッケル等の合金が挙げられる。
【0033】
導電糸1として用いられる炭素繊維としては、ポリアクリロニトリル系炭素繊維(PAN系炭素繊維)、ピッチ系炭素繊維等が挙げられる。これらの炭素繊維のうちでは、1000℃以上の焼成温度で製造される炭素化繊維、黒鉛化繊維、黒鉛繊維等の炭素繊維が、優れた電気伝導性を有するため好ましい。
【0034】
前述の各種の導電糸1は、布帛100に用いられる他の糸である非導電糸と比べて高い耐熱性を有していることが好ましい。言い換えれば、加熱により溶融する温度、又は溶融しない糸である場合は、燃焼開始温度が非導電糸より高いことが好ましい。即ち、非導電糸より高融点であるか、又は燃焼し難い糸であることが好ましい。この燃焼性の指標としては、JIS K 7201及びJIS L 1091(1999) 8.5E−2法に準拠して測定される限界酸素指数(LOI)を用いることができ、LOIが26以上である導電糸1が好ましい。前述の導電糸1のうち、金属線は、一般に、非導電糸として用いられる天然繊維及び合成繊維より高融点であって、且つLOIは、通常、26以上であり、例えば、ステンレス鋼線のLOIは49.6である。また、炭素繊維は溶融せず、LOIは60以上である。
【0035】
非導電糸は、加熱により溶融する温度、又は溶融せず燃焼する場合は、燃焼開始温度が導電糸より低く、溶融せず燃焼する非導電糸の場合は、LOIが26未満であることが好ましい。天然繊維のLOIは26未満であることが多く、例えば、綿のLOIは18〜20であり、羊毛のLOIは24〜25である。更に、合成繊維は、導電糸1より低融点であることが多く、燃焼性は導電糸1より高いことが多い。例えば、ポリエステル繊維のLOIは18〜20であり、ポリアミド繊維のLOIは20〜22である。
【0036】
[3]導電糸の配置
織物又は編み物の構成糸として織製される又は編製される非導電糸中の導電糸1の間隔は特に限定されないが、例えば、乗用車のシートクッション等では、2〜100mm、特に5〜50mm程度が好ましい。間隔が狭いと均等に暖めることができるが導電糸1本当たりの電流が少なくなり温度が低下する、若しくは温度を上げるために電圧を高くすれば、消費電力が増加することになる。一方、間隔が広いと導電糸1本当たりの電流が多くなり温度が上がる、若しくは電圧を下げて消費電力を抑制することができる。しかし、間隔が広いためシートクッション表面等の温度ムラを生じ易くなる。
【0037】
また、布帛100における導電糸1の配置は特に限定されず、導電糸1は略等間隔に織製又は編製されていてもよく、導電糸1間の間隔が異なっていてもよい。導電糸1が略等間隔に織製又は編製されておれば、布帛100の全面をより均等に暖めることができる。一方、布帛100の特定箇所を特に十分に暖めたい場合は、対応する箇所において導電糸1を相対的に密に配置させ、他の箇所において相対的に粗に配置させることもできる。
【0038】
更に、導電糸1は、非導電糸の間に1本のみを織製又は編製してもよく、非導電糸の間に複数本、例えば、2〜10本、特に2〜5本の導電糸を連続して織製又は編製してもよい。この場合も、連続して織製又は編製された複数の導電糸1の、布帛100における配置は等間隔でもよく、間隔が異なっていてもよい。このように、布帛100の全面を均等に暖めるか、特定箇所をより十分に暖めるかは、導電糸1を配置させる間隔、及び連続して織製又編製するときの導電糸1の本数等によって調整することができる。
【0039】
[4]導電糸への給電
布帛100の側端部に露出している導電糸1の露出部1a(図3参照)に、導電線が接続され、この導電線がワイヤーハーネス等を介してECUなどに接続され、電源から供給される電力により導電糸1が発熱し、布帛100が昇温する。この場合、布帛100の側端部の導電糸1が露出する部分には、織製された、又は編製された非導電糸、及び導電糸1に電気絶縁性の被覆がなされているときは、その被覆材が混在しており、これらの非導電材は、導電糸1の露出部1aと導電線とを接続する前に除去する必要がある。
【0040】
非導電材は、布帛100の側端部を加熱することによって、溶融させ、又は燃焼させて除去することができる。非導電材である非導電糸及び被覆材は、ともに導電糸1(被覆がなされているときは、この非導電材である被覆が除去された導電体、以下、この導電体である場合も含め、導電糸1と表記する。)と比べて融点が低く、又はより低温で燃焼が開始されるため、前述のようにして容易に除去することができる。加熱手段は特に限定されず、炭酸ガスレーザ、YAGレーザ、エキシマレーザ等のレーザを照射する方法、及び電熱加熱により昇温した発熱部材等を接触させる方法等が挙げられるが、レーザを照射する方法が好ましい。
【0041】
レーザを照射する方法であれば、非導電材の材質等によって、レーザの強度及び出力を非導電材の溶融、燃焼に必要とされるレベルに容易に調整することができ、非導電材を容易に、且つ効率よく除去することができる。更に、レーザは、布帛100のいずれの面から照射してもよく、布帛100の表面に対して焦点位置をずらして照射することにより、一時に幅広に加工することもでき、布帛100の長さ方向に往復して照射して非導電材を帯状に除去することもできる。また、レーザの照射とともに、窒素ガス、ヘリウムガス等の不活性ガスを吹き付けることにより、過熱による導電糸1の酸化劣化を防止、又は少なくとも抑えることもできる。
【0042】
布帛100の側端部の非導電材は、全てを加熱により除去してもよいが、布帛100の側端部の全面を加熱し、溶融又は燃焼させて除去するのは容易ではない。そのため、布帛100の本体部と側端部との境界部で、非導電材を布帛100の長さ方向に帯状に除去し、その後、端部側を外方に引っ張って導電糸1等から抜き取り、布帛100の側端部の非導電材の全てを一時に除去することが好ましい。このようにすれば、非導電材をより効率よく除去することができる。
【0043】
前述のように、境界部の非導電材を長さ方向に帯状に除去し、その後、他の非導電材を導電糸1から引き抜いて除去する場合、複数の導電糸1の各々の端部は、ニット及びタックをされていない、即ち、略直線状であることが好ましい。又は少なくともニット及びタックを極力減らして、多くの部分が直線状になるようにすることが好ましい。このように、複数の導電糸1の各々の露出される部分が直線状、又は多くの部分が直線状であれば、非導電材を容易に導電糸1から引き抜いて除去することができ、導電糸1を容易、且つ確実に露出させることができる。
【0044】
布帛100の露出された導電糸1と、接続部材2の導電線との接続方法は特に限定されず、導電糸1と導電線とが接触した状態で、接続部材2を布帛100の側端部に接合させる、及び縫製する等の接続方法が挙げられる。接合方法としては、溶着、及び接着剤を用いて接合させる等の方法が挙げられるが、溶着であれば、接続部材2をより強固に固定することができるため、溶着可能であれば、加熱し、溶着させて接続させることが好ましい。また、接合させたうえで、更に縫製することもでき、このようにすれば、接続部材2をより強固に固定することができ、且つ導電糸1と導電線とを電気的により確実に接続させることができる。
【0045】
尚、前述の記載は単に説明を目的とするものでしかなく、本発明を限定するものと解釈されるものではない。本発明を典型的な実施形態を挙げて説明したが、本発明の記述及び図示において使用された文言は、限定的な文言ではなく、説明的および例示的なものであると理解される。ここで詳述したように、その形態において本発明の範囲又は精神から逸脱することなく、添付の特許請求の範囲内で変更が可能である。ここでは、本発明の詳述に特定の構造、材料及び実施形態を参照したが、本発明をここにおける開示事項に限定することを意図するものではなく、寧ろ、本発明は添付の特許請求の範囲内における、機能的に同等の構造、方法、使用の全てに及ぶものとする。
【産業上の利用可能性】
【0046】
本発明は、昇温させ、暖めることが必要とされる車両用シートのシートクッション(図6の車両用シート200の符号aの部位参照)及びシートバック等の製品に利用することができる。特に乗用車のシートのように居住性が重視される車両用シートにおいて有用である。
【符号の説明】
【0047】
100;布帛、1;導電糸、1a;露出部、2;接続部材、21;接続部、22;溶着部、221;第1溶着帯、222;第2溶着帯、200;車両用シート。
【特許請求の範囲】
【請求項1】
導電糸を有する布帛に接続される帯状の接続部材であって、
前記導電糸と導通させるための帯状の接続部と、
前記布帛の側端部に溶着させるための帯状の溶着部と、を有し、
前記接続部と、前記溶着部とは、それぞれの一長辺同士が合わさる形態で配されており、
前記溶着部は前記接続部より熱収縮率が高いことを特徴とする接続部材。
【請求項2】
前記接続部は、経糸として導電線、緯糸として非導電糸を用いて織製され、
前記溶着部は、経糸及び緯糸ともに非導電糸を用いて織製されている請求項1に記載の接続部材。
【請求項3】
前記溶着部は、熱収縮率の異なる少なくとも2種類の溶着帯が幅方向に連設されてなる請求項2に記載の接続部材。
【請求項4】
前記少なくとも2種類の溶着帯は、前記接続部から遠い溶着帯ほど、熱収縮率が高い請求項3に記載の接続部材。
【請求項1】
導電糸を有する布帛に接続される帯状の接続部材であって、
前記導電糸と導通させるための帯状の接続部と、
前記布帛の側端部に溶着させるための帯状の溶着部と、を有し、
前記接続部と、前記溶着部とは、それぞれの一長辺同士が合わさる形態で配されており、
前記溶着部は前記接続部より熱収縮率が高いことを特徴とする接続部材。
【請求項2】
前記接続部は、経糸として導電線、緯糸として非導電糸を用いて織製され、
前記溶着部は、経糸及び緯糸ともに非導電糸を用いて織製されている請求項1に記載の接続部材。
【請求項3】
前記溶着部は、熱収縮率の異なる少なくとも2種類の溶着帯が幅方向に連設されてなる請求項2に記載の接続部材。
【請求項4】
前記少なくとも2種類の溶着帯は、前記接続部から遠い溶着帯ほど、熱収縮率が高い請求項3に記載の接続部材。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−248431(P2012−248431A)
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2011−119669(P2011−119669)
【出願日】平成23年5月27日(2011.5.27)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成23年5月27日(2011.5.27)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
[ Back to top ]