
揺動式めっき装置
【課題】ねじ加工が施されていても表面及びねじの谷部に付着した気泡を除去することができ、めっき不良を生ずることなく筒状のワークの内面にめっきすることができる揺動式めっき装置を提供する。
【解決手段】筒形のワークWとその内部に配置される陽極Aとを固定した治具23をハンガー1に取り付けてこれをめっき槽32内に投入してめっきするめっき装置において、めっき槽32内で前記した治具23を振り子状に揺動させる揺動機構をハンガー1に設けて、筒形のワークの内面にめっき不良を生ずることなくめっきできるようにした。
【解決手段】筒形のワークWとその内部に配置される陽極Aとを固定した治具23をハンガー1に取り付けてこれをめっき槽32内に投入してめっきするめっき装置において、めっき槽32内で前記した治具23を振り子状に揺動させる揺動機構をハンガー1に設けて、筒形のワークの内面にめっき不良を生ずることなくめっきできるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、揺動式めっき装置に関し、特に円筒形のワークの内面にめっきするのに好適な揺動式めっき装置に関するものである。
【背景技術】
【0002】
従来、円筒形のワークの内面にめっきをする場合、ワークの内部に陽極を設置してめっき液をエア攪拌するのが普通であった。ところが近年、管用のねじ継ぎ手等のような内面にねじ加工が施され、ねじの谷部まで均一にめっきされることを要するワークが増加してきている。こうしたワークの場合、酸処理や電解脱脂処理等の前処理で発生した気泡がワーク表面に付着してそのままめっき槽に持ち込まれることがあり、まためっき時に発生する気泡がねじの谷部に付着することがある。従来のエア攪拌して行うめっき方法ではこれらの気泡を完全に除去することができず、気泡が付着した部分ではめっきが付着しないため不めっきと呼ばれるめっき不良を生ずるという問題があった。
【0003】
気泡を除去し、均一なめっきを得るためにはワークを揺動させることも有効とされており、一般にハンガーに吊り下げたワークを横方向あるいは上下方向に揺動させている。この揺動方向を変えることができるようにした特許文献1のような揺動装置も提案されているが、いずれもワークを直線的に揺動させるものであった。そのため内面にねじ加工が施された円筒形状のワークについては、揺動方向をワークの軸と直角方向とした場合ワーク内部のめっき液があまり移動せず、またワークの軸方向とした場合めっき液はねじ山の上をそのまま流れてねじの谷部に付着した気泡を除去することができないので揺動させることによってもめっき不良をなくすことができなかった。
【特許文献1】特開平7−11499号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は上記の問題点を解決し、ねじ加工が施されていても筒形のワーク内面に前処理時に付着した気泡やめっき時に発生してねじの谷部に付着した気泡を除去することができ、めっき不良を生ずることなく筒状のワークに的確にめっきすることができる揺動式めっき装置を提供するためになされたものである。
【課題を解決するための手段】
【0005】
上記の問題を解決するためになされた本発明の揺動式めっき装置は、筒形のワークとその内部に配置される陽極とを固定した治具をハンガーに取り付けてこれをめっき槽内に投入してめっきするめっき装置において、めっき槽内で前記した治具を振り子状に揺動させる揺動機構をハンガーに設けたことを特徴とするものである。ハンガーに設けた揺動機構の駆動源はめっき槽外に設けておき、ハンガーがめっき槽に投入された時に該駆動源から前記揺動機構に動力が伝達される伝達機構を設けることが好ましい。
【発明の効果】
【0006】
本発明によれば、筒形のワークはその内部に配置される陽極とともに治具に固定されてハンガーに取り付けられていて、このハンガーに設けた揺動機構により振り子状に揺動するので、ワークを軸方向に単純に直線運動させた場合と異なり、めっき液はねじ加工されているワーク内面に衝突しながらワークと陽極の間を貫流することとなるため、前処理で発生してワークに付着した気泡やめっき時に発生してねじの谷部に付着した気泡は完全に除去されてめっき不良を生ずることがない利点がある。また、揺動機構の駆動源をめっき槽外に設け、ハンガーのめっき槽への投入時に該駆動源から前記揺動機構に動力が伝達される伝達機構を設けた場合には、複数のめっき槽、前処理槽、後処理槽等に投入されたハンガーに取り付けられた全てのワークを1個の駆動源により揺動させることができる利点がある。
【発明を実施するための最良の形態】
【0007】
次に、本発明を実施するための最良の形態について、図を参照しながら具体的に説明する。
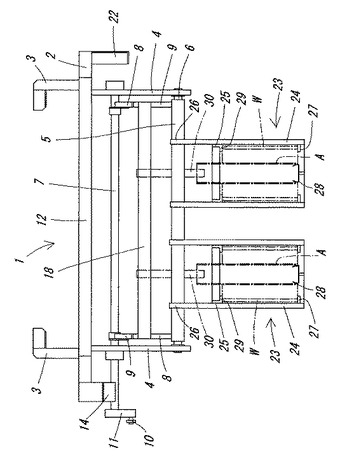
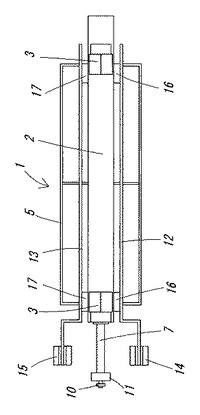
図1及び図2は、ワーク及び陽極を固定した治具をハンガーに取り付けてめっき槽に投入し、ワークにめっきをする本発明の揺動式めっき装置を示し、図3乃至図5はハンガーの詳細と一部治具の構成及びワークの装着状態を示すものである。
ハンガー1は、ハンガー本体2の上面両端部にキャリアによる搬送時に支持されるフック3、3を設けるとともに、ハンガー本体2の下面両端部に支板4、4を設けて構成してある。ハンガー1の下端には治具取り付け枠5が揺動自在に設けてあり、該治具取り付け枠5は揺動軸6により支板4、4に支持させてある。
【0008】
支板4、4の上部には駆動軸7が回動自在に設けてあり、該駆動軸7に固着した歯車8、8と前記揺動軸6に固着した歯車9、9とを噛合させてあり、前記した治具取り付け枠5と、揺動軸6、駆動軸7、歯車8、8及び9、9により揺動機構を形成している。なお、歯車8、8及び9、9は全周に歯を有する円盤状のものではなく、噛合して回転する部分のみの変形したものとすることができる。
【0009】
駆動軸7の一端は支板4から側方に突出させてあり、その先端にはローラー10を備えたレバー11が取り付けてある。ハンガー本体2の前後両側には給電バー12及び13がハンガー本体2と平行に絶縁して設けてあり、該給電バー12及び13の一方の端の下面には楔形の受電端子14及び15がそれぞれ設けてある。図中16、16及び17、17は給電バー12及び13とハンガー本体2との間の絶縁体を示している。この受電端子14及び15は給電バー12及び13の間隔を広げたうえ取り付けることが好ましい。
【0010】
給電バー12及び13と治具取り付け枠5との間には補助給電バー18及び19が絶縁して治具取り付け枠5と一体に設けてあり、給電バー12と補助給電バー18の間及び給電バー13と補助給電バー19の間はそれぞれ可撓性の導体20及び21により接続してある。この補助給電バー18及び19は歯車9、9を絶縁材料で構成し、歯車9、9に固定することにより絶縁した状態で治具取り付け枠5と一体にすることができる。22はハンガー本体2の下面に取り付けた支柱であり、受電端子14及び15が存在しない側の端に設けてある。
【0011】
ワークWは陽極Aとともに治具23に固定し、その治具23をハンガー1の治具取り付け枠5に取り付ける。治具23は6面全てが開放状態の箱枠状に形成した治具外枠24と平枠状のワーク押さえ25とから構成してあり、治具外枠24の上端には治具取り付け枠5に係合する係合鉤26、26が、下端にはワークWの下端面を支持するワーク受け爪27、27と陽極Aの下端面を支持する陽極受け28とがそれぞれ設けてある。ワーク押さえ25は治具外枠24に着脱自在としてあり、ワーク押さえ爪29、29が設けてある。治具23は絶縁材で被覆してあり、ワーク受け爪27、27のワークWに触れる部分のみ被覆が取り除いてある。
【0012】
このように構成した治具23のワーク受け爪27、27の上にワークWを乗せ、ワーク受け爪27、27とワーク押さえ爪29、29の間にワークWが挟まれるようにワーク押さえ25を装着してワークWを固定し、陽極受け28に円筒状の陽極Aの下端を支持させる。陽極Aは白金、酸化イリジウム等の不溶性陽極とすることが好ましい。ワークWを固定し、陽極Aを支持させたうえ係合鉤26、26を治具取り付け枠5に係合させて治具23をハンガー1に取り付ける。陽極Aの上端には接続板30を連結し、該接続板30の上端を補助給電バー18に固定することにより機械的に固定するとともに電気的に接続しておく。また、治具外枠24と補助給電バー19の間は導線31により接続しておく。
【0013】
ハンガー1はめっき槽32に投入されるのであるが、めっき槽32の片側のフランジ33の上面には槽中心の両側に2個1組の給電受け台34及び35が絶縁して設けてある。めっき槽32の側面には駆動桿36が前後動自在に設けてあり、該駆動桿36の上面には槽中心の両側に位置するように2個1組の駆動爪37、38が対向して設けてある。駆動桿36はローラー39により支承させてあり、油圧シリンダ40等の駆動源により一定のストローク前後動するようにしてある。図中41はオーバーフローであり、ハンガー1が浸漬されずワークWが浸漬されるようにめっき液の液面を規制するものである。図示していないがオーバーフロー41の外側にはオーバーフロー受けが設けてある。
【0014】
前記のようにワークW及び陽極Aを固定した治具23をハンガー1に取り付け、図示しないキャリア等の搬送装置によりハンガー1をめっき槽32まで搬送して投入する。ハンガー1は受電端子14及び15がそれぞれ給電受け台34及び35に支承され、支柱22はめっき槽32の給電受け台34及び35が設けられていない側のフランジ42に支承される。また、ローラー10は2個1組の駆動爪37、38の中間に位置することになる。ローラー10、駆動爪37、38は駆動源からハンガー1の揺動機構に動力を伝達する伝達機構を形成するものである。
【0015】
ワークWには給電受け台35から受電端子15、給電バー13、導体21、補助給電バー19、導線31、治具外枠24、ワーク受け爪27、27の経路を通って電流が供給され、陽極Aには給電受け台34から受電端子14、給電バー12、導体20、補助給電バー18、接続板30の経路を通って電流が供給される。これによりワークWはめっきされることとなる。
【0016】
ここで駆動桿36を前後動させれば、ローラー10は駆動爪37または38に押されて移動し、駆動軸7はローラー10の移動距離に相当する角度だけ正方向あるいは逆方向に回転することになる。駆動軸7が回転すると歯車8、8は回転し、歯車8、8と噛合させられている歯車9、9も回転するので治具取り付け枠5は揺動軸6を中心として揺動する。治具23は上端の係合鉤26、26を係合させて治具取り付け枠5に取り付けられており、治具23は揺動軸6を軸として振り子状に揺動することになる。
【0017】
このとき補助給電バー18、19も振り子状に揺動することになるが、給電バー12、13との間は可撓性の導体20、21により接続されているので補助給電バー18、19は円滑に振り子状に揺動することができ、安定に給電できる。治具23がこのように振り子状に揺動すると、ワークWも同様に振り子状に揺動する。ワークWがこのように揺動すると、ワークWが軸方向に単純に直線運動する場合と異なり、めっき液はねじ加工されている内面に衝突しながらワークWと陽極Aの間を貫流することとなる。これにより付着あるいは発生した気泡は完全に除去されめっき不良を生ずることがない。
【0018】
図2に示すように駆動爪37と駆動爪38との間に間隔を設け、ハンガー1をめっき槽32に下降させたときローラー10と駆動爪37及び38と間に間隙が生ずるようにしておけば、駆動桿36を前後動させたときローラー10は駆動爪37、38に連続的に移動させられず、その間隙に相当する間ワークWが垂直な状態で停止することになる。停止した状態からローラー10に駆動爪37又は38が当接してローラー10が押されるときには駆動軸7、揺動軸6は急加速されてワークWに衝撃が加わることとなり、ワークW内面のねじ加工された部分に付着した気泡はより確実に除去されることになる。
【0019】
めっき装置においては一般に複数のめっき槽が設置されることが多く、めっき不良をなくすためには全てのめっき槽でワークをこのように振り子状に揺動させることが必要である。また、前処理槽、後処理槽においてもワークをこのように振り子状に揺動させることが好ましい。そうした場合には駆動桿36を延長し、各めっき槽あるいは処理槽の槽中心の両側に位置するように2個1組の駆動爪37、38を対向して駆動桿36に設ける。ハンガー1が各めっき槽あるいは処理槽に投入されるとハンガー1のローラー10は駆動爪37、38の間に位置し、駆動桿36の前後動により全てのローラー10が従動するので、全てのハンガー1に取り付けられたワークWを振り子状に揺動させることができる。
【0020】
なお、前記実施の形態ではローラー10を駆動桿36に設けた駆動爪37、38により駆動するようにしているが、駆動桿36に替えてチェーンとすることも可能である。また、油圧シリンダ40を駆動源としているがこれに限ることはなく、電動機等も駆動源とすることが可能であって、めっき槽内で治具23を介してワークWを振り子状に揺動させる揺動機構であれば前記したような機構に限定されることはない。
【0021】
以上の説明によっても明らかなように、本発明によれば円筒状のワークはめっき槽内において振り子状に揺動するので、めっき液はねじ加工されているワークの内面に衝突しながらワークと陽極との間を貫流することとなる。このめっき液のワークの内面に衝突する流れは従来のワークWを軸方向に単純に直線運動させる揺動では得られないものであり、これにより前処理で発生してワーク表面に付着した気泡やめっき時に発生してねじの谷部などの筒内に付着した気泡は完全に除去されることとなってめっき不良を生ずることがない利点がある。
【図面の簡単な説明】
【0022】
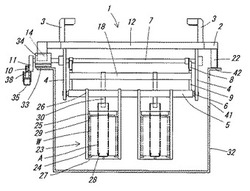
【図1】本発明の揺動式めっき装置の縦断面図である。
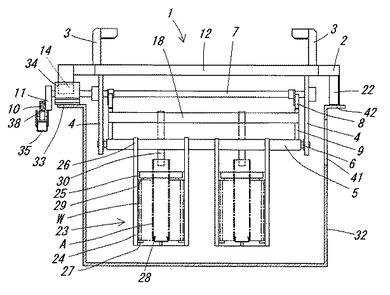
【図2】本発明の揺動式めっき装置の側面図である。
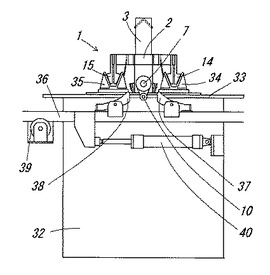
【図3】本発明の揺動式めっき装置に用いられるハンガーの側面図である。
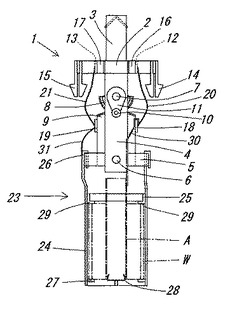
【図4】本発明の揺動式めっき装置に用いられるハンガーの正面図である。
【図5】本発明の揺動式めっき装置に用いられるハンガーの平面図である。
【符号の説明】
【0023】
1 ハンガー
2 ハンガー本体
3 フック
4 支板
5 治具取り付け枠
6 揺動軸
7 駆動軸
8、9 歯車
10 ローラー
11 レバー
12、13 給電バー
14、15 受電端子
16、17 絶縁体
18、19 補助給電バー
20、21 導体
22 支柱
23 治具
24 治具外枠
25 ワーク押さえ
26 係合鉤
27 ワーク受け爪
28 陽極受け
29 ワーク押さえ爪
30 接続板
31 導線
32 めっき槽
33 フランジ
34、35 給電受け台
36 駆動桿
37、38 駆動爪
39 ローラー
40 油圧シリンダ
41 オーバーフロー
42 フランジ
A 陽極
W ワーク
【技術分野】
【0001】
本発明は、揺動式めっき装置に関し、特に円筒形のワークの内面にめっきするのに好適な揺動式めっき装置に関するものである。
【背景技術】
【0002】
従来、円筒形のワークの内面にめっきをする場合、ワークの内部に陽極を設置してめっき液をエア攪拌するのが普通であった。ところが近年、管用のねじ継ぎ手等のような内面にねじ加工が施され、ねじの谷部まで均一にめっきされることを要するワークが増加してきている。こうしたワークの場合、酸処理や電解脱脂処理等の前処理で発生した気泡がワーク表面に付着してそのままめっき槽に持ち込まれることがあり、まためっき時に発生する気泡がねじの谷部に付着することがある。従来のエア攪拌して行うめっき方法ではこれらの気泡を完全に除去することができず、気泡が付着した部分ではめっきが付着しないため不めっきと呼ばれるめっき不良を生ずるという問題があった。
【0003】
気泡を除去し、均一なめっきを得るためにはワークを揺動させることも有効とされており、一般にハンガーに吊り下げたワークを横方向あるいは上下方向に揺動させている。この揺動方向を変えることができるようにした特許文献1のような揺動装置も提案されているが、いずれもワークを直線的に揺動させるものであった。そのため内面にねじ加工が施された円筒形状のワークについては、揺動方向をワークの軸と直角方向とした場合ワーク内部のめっき液があまり移動せず、またワークの軸方向とした場合めっき液はねじ山の上をそのまま流れてねじの谷部に付着した気泡を除去することができないので揺動させることによってもめっき不良をなくすことができなかった。
【特許文献1】特開平7−11499号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は上記の問題点を解決し、ねじ加工が施されていても筒形のワーク内面に前処理時に付着した気泡やめっき時に発生してねじの谷部に付着した気泡を除去することができ、めっき不良を生ずることなく筒状のワークに的確にめっきすることができる揺動式めっき装置を提供するためになされたものである。
【課題を解決するための手段】
【0005】
上記の問題を解決するためになされた本発明の揺動式めっき装置は、筒形のワークとその内部に配置される陽極とを固定した治具をハンガーに取り付けてこれをめっき槽内に投入してめっきするめっき装置において、めっき槽内で前記した治具を振り子状に揺動させる揺動機構をハンガーに設けたことを特徴とするものである。ハンガーに設けた揺動機構の駆動源はめっき槽外に設けておき、ハンガーがめっき槽に投入された時に該駆動源から前記揺動機構に動力が伝達される伝達機構を設けることが好ましい。
【発明の効果】
【0006】
本発明によれば、筒形のワークはその内部に配置される陽極とともに治具に固定されてハンガーに取り付けられていて、このハンガーに設けた揺動機構により振り子状に揺動するので、ワークを軸方向に単純に直線運動させた場合と異なり、めっき液はねじ加工されているワーク内面に衝突しながらワークと陽極の間を貫流することとなるため、前処理で発生してワークに付着した気泡やめっき時に発生してねじの谷部に付着した気泡は完全に除去されてめっき不良を生ずることがない利点がある。また、揺動機構の駆動源をめっき槽外に設け、ハンガーのめっき槽への投入時に該駆動源から前記揺動機構に動力が伝達される伝達機構を設けた場合には、複数のめっき槽、前処理槽、後処理槽等に投入されたハンガーに取り付けられた全てのワークを1個の駆動源により揺動させることができる利点がある。
【発明を実施するための最良の形態】
【0007】
次に、本発明を実施するための最良の形態について、図を参照しながら具体的に説明する。
図1及び図2は、ワーク及び陽極を固定した治具をハンガーに取り付けてめっき槽に投入し、ワークにめっきをする本発明の揺動式めっき装置を示し、図3乃至図5はハンガーの詳細と一部治具の構成及びワークの装着状態を示すものである。
ハンガー1は、ハンガー本体2の上面両端部にキャリアによる搬送時に支持されるフック3、3を設けるとともに、ハンガー本体2の下面両端部に支板4、4を設けて構成してある。ハンガー1の下端には治具取り付け枠5が揺動自在に設けてあり、該治具取り付け枠5は揺動軸6により支板4、4に支持させてある。
【0008】
支板4、4の上部には駆動軸7が回動自在に設けてあり、該駆動軸7に固着した歯車8、8と前記揺動軸6に固着した歯車9、9とを噛合させてあり、前記した治具取り付け枠5と、揺動軸6、駆動軸7、歯車8、8及び9、9により揺動機構を形成している。なお、歯車8、8及び9、9は全周に歯を有する円盤状のものではなく、噛合して回転する部分のみの変形したものとすることができる。
【0009】
駆動軸7の一端は支板4から側方に突出させてあり、その先端にはローラー10を備えたレバー11が取り付けてある。ハンガー本体2の前後両側には給電バー12及び13がハンガー本体2と平行に絶縁して設けてあり、該給電バー12及び13の一方の端の下面には楔形の受電端子14及び15がそれぞれ設けてある。図中16、16及び17、17は給電バー12及び13とハンガー本体2との間の絶縁体を示している。この受電端子14及び15は給電バー12及び13の間隔を広げたうえ取り付けることが好ましい。
【0010】
給電バー12及び13と治具取り付け枠5との間には補助給電バー18及び19が絶縁して治具取り付け枠5と一体に設けてあり、給電バー12と補助給電バー18の間及び給電バー13と補助給電バー19の間はそれぞれ可撓性の導体20及び21により接続してある。この補助給電バー18及び19は歯車9、9を絶縁材料で構成し、歯車9、9に固定することにより絶縁した状態で治具取り付け枠5と一体にすることができる。22はハンガー本体2の下面に取り付けた支柱であり、受電端子14及び15が存在しない側の端に設けてある。
【0011】
ワークWは陽極Aとともに治具23に固定し、その治具23をハンガー1の治具取り付け枠5に取り付ける。治具23は6面全てが開放状態の箱枠状に形成した治具外枠24と平枠状のワーク押さえ25とから構成してあり、治具外枠24の上端には治具取り付け枠5に係合する係合鉤26、26が、下端にはワークWの下端面を支持するワーク受け爪27、27と陽極Aの下端面を支持する陽極受け28とがそれぞれ設けてある。ワーク押さえ25は治具外枠24に着脱自在としてあり、ワーク押さえ爪29、29が設けてある。治具23は絶縁材で被覆してあり、ワーク受け爪27、27のワークWに触れる部分のみ被覆が取り除いてある。
【0012】
このように構成した治具23のワーク受け爪27、27の上にワークWを乗せ、ワーク受け爪27、27とワーク押さえ爪29、29の間にワークWが挟まれるようにワーク押さえ25を装着してワークWを固定し、陽極受け28に円筒状の陽極Aの下端を支持させる。陽極Aは白金、酸化イリジウム等の不溶性陽極とすることが好ましい。ワークWを固定し、陽極Aを支持させたうえ係合鉤26、26を治具取り付け枠5に係合させて治具23をハンガー1に取り付ける。陽極Aの上端には接続板30を連結し、該接続板30の上端を補助給電バー18に固定することにより機械的に固定するとともに電気的に接続しておく。また、治具外枠24と補助給電バー19の間は導線31により接続しておく。
【0013】
ハンガー1はめっき槽32に投入されるのであるが、めっき槽32の片側のフランジ33の上面には槽中心の両側に2個1組の給電受け台34及び35が絶縁して設けてある。めっき槽32の側面には駆動桿36が前後動自在に設けてあり、該駆動桿36の上面には槽中心の両側に位置するように2個1組の駆動爪37、38が対向して設けてある。駆動桿36はローラー39により支承させてあり、油圧シリンダ40等の駆動源により一定のストローク前後動するようにしてある。図中41はオーバーフローであり、ハンガー1が浸漬されずワークWが浸漬されるようにめっき液の液面を規制するものである。図示していないがオーバーフロー41の外側にはオーバーフロー受けが設けてある。
【0014】
前記のようにワークW及び陽極Aを固定した治具23をハンガー1に取り付け、図示しないキャリア等の搬送装置によりハンガー1をめっき槽32まで搬送して投入する。ハンガー1は受電端子14及び15がそれぞれ給電受け台34及び35に支承され、支柱22はめっき槽32の給電受け台34及び35が設けられていない側のフランジ42に支承される。また、ローラー10は2個1組の駆動爪37、38の中間に位置することになる。ローラー10、駆動爪37、38は駆動源からハンガー1の揺動機構に動力を伝達する伝達機構を形成するものである。
【0015】
ワークWには給電受け台35から受電端子15、給電バー13、導体21、補助給電バー19、導線31、治具外枠24、ワーク受け爪27、27の経路を通って電流が供給され、陽極Aには給電受け台34から受電端子14、給電バー12、導体20、補助給電バー18、接続板30の経路を通って電流が供給される。これによりワークWはめっきされることとなる。
【0016】
ここで駆動桿36を前後動させれば、ローラー10は駆動爪37または38に押されて移動し、駆動軸7はローラー10の移動距離に相当する角度だけ正方向あるいは逆方向に回転することになる。駆動軸7が回転すると歯車8、8は回転し、歯車8、8と噛合させられている歯車9、9も回転するので治具取り付け枠5は揺動軸6を中心として揺動する。治具23は上端の係合鉤26、26を係合させて治具取り付け枠5に取り付けられており、治具23は揺動軸6を軸として振り子状に揺動することになる。
【0017】
このとき補助給電バー18、19も振り子状に揺動することになるが、給電バー12、13との間は可撓性の導体20、21により接続されているので補助給電バー18、19は円滑に振り子状に揺動することができ、安定に給電できる。治具23がこのように振り子状に揺動すると、ワークWも同様に振り子状に揺動する。ワークWがこのように揺動すると、ワークWが軸方向に単純に直線運動する場合と異なり、めっき液はねじ加工されている内面に衝突しながらワークWと陽極Aの間を貫流することとなる。これにより付着あるいは発生した気泡は完全に除去されめっき不良を生ずることがない。
【0018】
図2に示すように駆動爪37と駆動爪38との間に間隔を設け、ハンガー1をめっき槽32に下降させたときローラー10と駆動爪37及び38と間に間隙が生ずるようにしておけば、駆動桿36を前後動させたときローラー10は駆動爪37、38に連続的に移動させられず、その間隙に相当する間ワークWが垂直な状態で停止することになる。停止した状態からローラー10に駆動爪37又は38が当接してローラー10が押されるときには駆動軸7、揺動軸6は急加速されてワークWに衝撃が加わることとなり、ワークW内面のねじ加工された部分に付着した気泡はより確実に除去されることになる。
【0019】
めっき装置においては一般に複数のめっき槽が設置されることが多く、めっき不良をなくすためには全てのめっき槽でワークをこのように振り子状に揺動させることが必要である。また、前処理槽、後処理槽においてもワークをこのように振り子状に揺動させることが好ましい。そうした場合には駆動桿36を延長し、各めっき槽あるいは処理槽の槽中心の両側に位置するように2個1組の駆動爪37、38を対向して駆動桿36に設ける。ハンガー1が各めっき槽あるいは処理槽に投入されるとハンガー1のローラー10は駆動爪37、38の間に位置し、駆動桿36の前後動により全てのローラー10が従動するので、全てのハンガー1に取り付けられたワークWを振り子状に揺動させることができる。
【0020】
なお、前記実施の形態ではローラー10を駆動桿36に設けた駆動爪37、38により駆動するようにしているが、駆動桿36に替えてチェーンとすることも可能である。また、油圧シリンダ40を駆動源としているがこれに限ることはなく、電動機等も駆動源とすることが可能であって、めっき槽内で治具23を介してワークWを振り子状に揺動させる揺動機構であれば前記したような機構に限定されることはない。
【0021】
以上の説明によっても明らかなように、本発明によれば円筒状のワークはめっき槽内において振り子状に揺動するので、めっき液はねじ加工されているワークの内面に衝突しながらワークと陽極との間を貫流することとなる。このめっき液のワークの内面に衝突する流れは従来のワークWを軸方向に単純に直線運動させる揺動では得られないものであり、これにより前処理で発生してワーク表面に付着した気泡やめっき時に発生してねじの谷部などの筒内に付着した気泡は完全に除去されることとなってめっき不良を生ずることがない利点がある。
【図面の簡単な説明】
【0022】
【図1】本発明の揺動式めっき装置の縦断面図である。
【図2】本発明の揺動式めっき装置の側面図である。
【図3】本発明の揺動式めっき装置に用いられるハンガーの側面図である。
【図4】本発明の揺動式めっき装置に用いられるハンガーの正面図である。
【図5】本発明の揺動式めっき装置に用いられるハンガーの平面図である。
【符号の説明】
【0023】
1 ハンガー
2 ハンガー本体
3 フック
4 支板
5 治具取り付け枠
6 揺動軸
7 駆動軸
8、9 歯車
10 ローラー
11 レバー
12、13 給電バー
14、15 受電端子
16、17 絶縁体
18、19 補助給電バー
20、21 導体
22 支柱
23 治具
24 治具外枠
25 ワーク押さえ
26 係合鉤
27 ワーク受け爪
28 陽極受け
29 ワーク押さえ爪
30 接続板
31 導線
32 めっき槽
33 フランジ
34、35 給電受け台
36 駆動桿
37、38 駆動爪
39 ローラー
40 油圧シリンダ
41 オーバーフロー
42 フランジ
A 陽極
W ワーク
【特許請求の範囲】
【請求項1】
筒形のワークとその内部に配置される陽極とを固定した治具をハンガーに取り付けてこれをめっき槽内に投入してめっきするめっき装置において、めっき槽内で前記した治具を振り子状に揺動させる揺動機構をハンガーに設けたことを特徴とする揺動式めっき装置。
【請求項2】
ハンガーに設けた揺動機構の駆動源をめっき槽外に設け、ハンガーがめっき槽に投入された時に該駆動源から前記揺動機構に動力が伝達される伝達機構を設けたことを特徴とする請求項1に記載の揺動式めっき装置。
【請求項1】
筒形のワークとその内部に配置される陽極とを固定した治具をハンガーに取り付けてこれをめっき槽内に投入してめっきするめっき装置において、めっき槽内で前記した治具を振り子状に揺動させる揺動機構をハンガーに設けたことを特徴とする揺動式めっき装置。
【請求項2】
ハンガーに設けた揺動機構の駆動源をめっき槽外に設け、ハンガーがめっき槽に投入された時に該駆動源から前記揺動機構に動力が伝達される伝達機構を設けたことを特徴とする請求項1に記載の揺動式めっき装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−13822(P2008−13822A)
【公開日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願番号】特願2006−187378(P2006−187378)
【出願日】平成18年7月7日(2006.7.7)
【出願人】(595056871)株式会社石実メッキ工業所 (3)
【出願人】(000150202)株式会社中央製作所 (35)
【公開日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願日】平成18年7月7日(2006.7.7)
【出願人】(595056871)株式会社石実メッキ工業所 (3)
【出願人】(000150202)株式会社中央製作所 (35)
[ Back to top ]