
搬送システム
【課題】搬送システムにおいて、保管庫と、保管庫の外部の搬送装置との間において被搬送物の搬送を迅速且つ容易に行う。
【解決手段】搬送システムは、保管庫及び複数のコンベアを有する第2の搬送装置を備える。保管庫は、複数の棚と移載装置を有する。特に、第2の搬送装置は保管庫内を横断して配置される。これにより、保管庫内に対し各コンベアを通じて被搬送物を直接的に搬送することが可能となる。更に、この搬送システムでは、保管庫内に配置された1つの移載装置を用いて棚とコンベアとの間で被搬送物の授受を行う。これにより、保管庫の外部に配置された搬送装置と保管庫との間で被搬送物の授受を行う構成と比較して、保管庫内への被搬送物の入出庫時間の短縮化が図れ、保管庫と搬送装置との間において被搬送物の搬送を迅速且つ容易に行うことができる。
【解決手段】搬送システムは、保管庫及び複数のコンベアを有する第2の搬送装置を備える。保管庫は、複数の棚と移載装置を有する。特に、第2の搬送装置は保管庫内を横断して配置される。これにより、保管庫内に対し各コンベアを通じて被搬送物を直接的に搬送することが可能となる。更に、この搬送システムでは、保管庫内に配置された1つの移載装置を用いて棚とコンベアとの間で被搬送物の授受を行う。これにより、保管庫の外部に配置された搬送装置と保管庫との間で被搬送物の授受を行う構成と比較して、保管庫内への被搬送物の入出庫時間の短縮化が図れ、保管庫と搬送装置との間において被搬送物の搬送を迅速且つ容易に行うことができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被搬送物を搬送するコンベアと、コンベアより搬送されてきた被搬送物を一時的に保管する保管庫とを備える搬送システムに関する。
【背景技術】
【0002】
従来より、半導体製造工場や液晶表示パネル製造工場等では、製造プロセスに従って、製造過程の被搬送物を搬送システムにより搬送する。ここで、被搬送物としては、例えば半導体基板、液晶表示装置用ガラス基板、フォトマスク用ガラス基板、光ディスク用基板等の処理対象物が挙げられる。また、搬送手段としては、例えば、搬送コンベア、OHT(Over head Hoist Transport)、OHS(Over Head Shuttle)等が挙げられる。
【0003】
このような搬送システムは、大型の保管庫(一般に「ストッカ」とも呼称される)と組み合わせて用いられることがある(例えば、特許文献1を参照)。
【0004】
この特許文献1には、自動倉庫及びコンベア方式の入出庫ステーションなどを用いた自動倉庫における物品入出庫方法が記載されている。この自動倉庫は、多数の物品Wを収容することが可能な一対の物品保管棚と、物品保管棚に沿って往復移動するスタッカクレーンなどを備えている。そして、入出庫ステーションは、物品保管棚の長手方向の一方の端部を臨むように設置されている。また、入出庫ステーションは、自動倉庫における物品Wの出入口であり、物品保管棚から出庫すべき物品Wをスタッカクレーンから積み降ろす場所となっているほか、入庫すべき物品Wをスタッカクレーンへ積み込む場所ともなっている。
【0005】
【特許文献1】特開2007−238302号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、以上の点に鑑みてなされたものであり、保管庫と、保管庫の外部の搬送装置との間において被搬送物の搬送を迅速且つ容易に行うことが可能な搬送システムを提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明の1つの観点では、搬送システムは、被搬送物を載せた状態で当該被搬送物を搬送する搬送装置と、前記被搬送物を保管する少なくとも1つの棚を有する保管庫と、を備え、前記搬送装置は前記保管庫内を横断するように配置され、前記保管庫は、当該保管庫内において前記搬送装置と前記棚との間で前記被搬送物の授受を行う1つの移載装置を備える。
【0008】
上記の搬送システムは、搬送装置と保管庫とを備える。搬送装置は、被搬送物を載せた状態で当該被搬送物を搬送する。例えば、搬送装置は、被搬送物を載せた状態で当該被搬送物を、一方向又は当該一方向とは逆方向、つまり双方向に向けて搬送する。ここで、被搬送物としては、例えば半導体基板等を収容するFOUPなどが挙げられる。保管庫は、被搬送物を保管又は載置する少なくとも1つの棚を有する。
【0009】
特に、この搬送システムでは、搬送装置は保管庫内を横断又は貫通するように配置されている。これにより、保管庫内に対して、搬送装置を通じて被搬送物を直接的に搬送することが可能となる。
【0010】
更に、この搬送システムでは、保管庫は、当該保管庫内において搬送装置と棚との間で被搬送物の授受を行う1つの移載装置を備える。これによれば、保管庫の外部に配置された搬送装置と、保管庫との間で被搬送物の授受又は受け渡しを行う構成と比較して、保管庫内への被搬送物の入出庫時間を短縮することができ、保管庫と搬送装置との間において被搬送物の搬送を迅速且つ容易に行うことができる。加えて、この搬送システムでは、保管庫内に配置された1つの移載装置を用いて、棚と搬送装置との間で被搬送物の授受を行う。よって、例えば、保管庫内に少なくとも2つの移載装置を用いて、保管庫と搬送装置との間で被搬送物の授受を行う構成と比較して、保管庫内に設ける移載装置の数が少ない分、保管庫のコストを下げることができる。
【0011】
上記の搬送システムの一つの態様では、移載装置は、保管庫内へ被搬送物を入庫する場合、保管庫内において搬送装置より被搬送物を受け取って、受け取った被搬送物を棚に受け渡す。これにより、保管庫内に被搬送物を円滑に入庫することが可能となる。
【0012】
上記の搬送システムの他の態様では、移載装置は、保管庫内から被搬送物を出庫する場合、棚から受け取った被搬送物を搬送装置に受け渡す。これにより、保管庫内から搬送装置に対して被搬送物を円滑に出庫することが可能となる。
【0013】
上記の搬送システムの他の態様では、搬送装置は、一列状に配置された複数のコンベアを備え、保管庫内には、相互に間隙をあけて隣接する2つのコンベアの少なくとも一部が配置されている。
【0014】
上記の搬送システムの他の態様では、コンベアの各々は、保管庫の高さ方向と直交する方向であって、且つ前記搬送装置による前記被搬送物の搬送方向と直交する方向に間隔をあけて配置された一対のコンベアユニットを有する。
【0015】
上記の搬送システムの他の態様では、移載装置は、保管庫の高さ方向及び当該高さ方向とは逆方向に昇降する昇降機構と、昇降機構に支持され、棚と平行な水平面上を前記搬送装置による前記被搬送物の搬送方向と直交する方向に往復移動可能な水平移動機構と、水平移動機構に支持され、被搬送物を保持する被搬送物保持部と、を備え、被搬送物保持部は、水平移動機構の位置から下方に向かって延在する支持部と、支持部の水平移動機構側とは逆側の端部から当該被搬送物の搬送方向又は当該被搬送物の搬送方向とは逆方向に屈曲して延在し、被搬送物を載置する被搬送物載置部と、を有する。
【0016】
上記の搬送システムの他の態様では、支持部の前記被搬送物の搬送方向の厚さは、前記隣接する2つのコンベアの間における当該被搬送物の搬送方向の間隙の幅より小さく、保管庫の高さ方向と直交する方向であって、且つ当該被搬送物の搬送方向と直交する方向における被搬送物載置部の幅は、前記一対のコンベアユニットの間隔より小さい。
【0017】
好適な例では、前記移載装置と前記搬送装置との間で前記被搬送物の授受を行う場合、前記被搬送物載置部は、前記昇降機構及び前記水平移動機構を通じて、前記保管庫内の前記被搬送物が載置された前記コンベアより下方の位置に且つ当該コンベアを構成する前記一対のコンベアユニットの間の領域に対応する位置に配置されると共に、前記支持部は、前記被搬送物載置部に対応する位置であって且つ前記間隙に対応する位置に配置される。
【0018】
これにより、移載装置は、水平移動機構により、支持部を保管庫内において前記隣接する2つのコンベアの間における、前記搬送装置による前記被搬送物の搬送方向の間隙を、保管庫の内側からコンベア側へ、或いはコンベア側から保管庫の内側へ通過させることができる。また、これにより、移載装置は、昇降機構により、保管庫内のコンベアを構成する一対のコンベアユニットの間の領域を通じて、被搬送物載置部をコンベアの上方又は下方に位置させることができる。こうした被搬送物保持部による昇降動作及び水平移動動作により、移載装置と搬送装置のコンベアとの間で被搬送物の移し替えを容易に行うことができる。
【0019】
上記の搬送システムの他の態様では、前記搬送装置は、前記保管庫内に複数設けられ、前記搬送装置の各々は前記保管庫内を横断するように配置される。
【0020】
この構成によれば、保管庫内に一つの移載装置を有する構成と比較して、保管庫内に設ける移載装置の数を増加させている分、保管庫内への被搬送物の入出庫時間の短縮化を図ることが可能となる。
【発明を実施するための最良の形態】
【0021】
以下、図面を参照しながら本発明の実施の形態について説明する。
【0022】
[搬送システム]
まず、図1乃至図4を参照して、本発明の実施形態に係る搬送システム100の構成について説明する。
【0023】
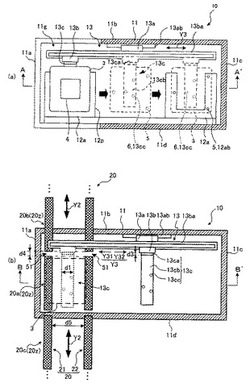
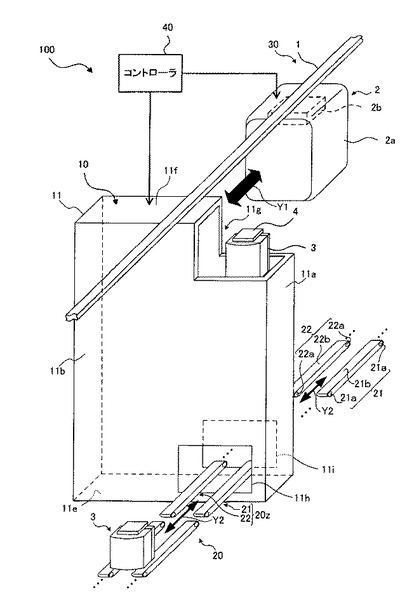
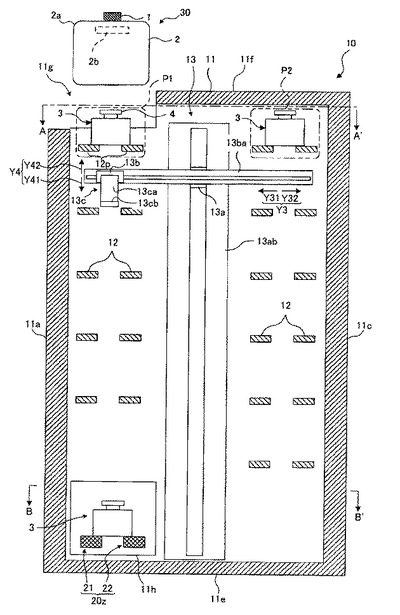
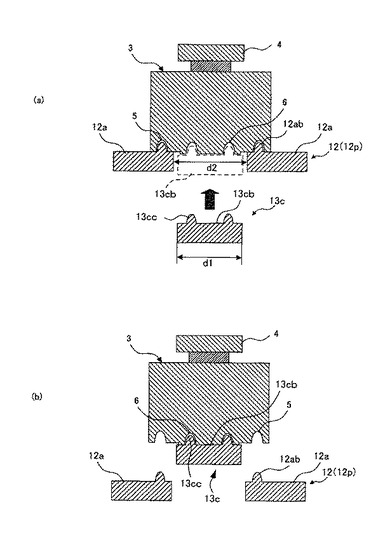
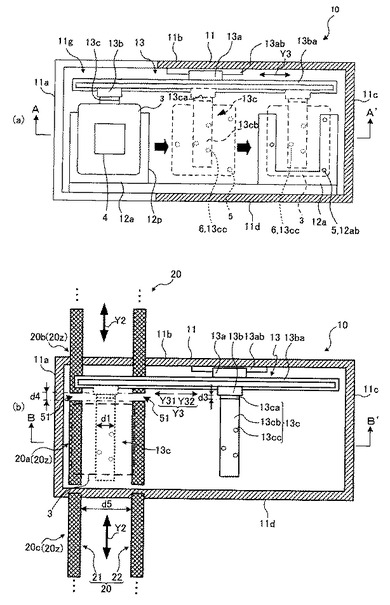
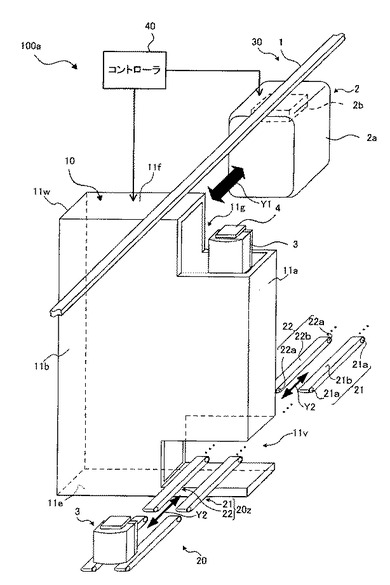
図1は、本発明の実施形態に係る搬送システム100の外観構成を模式的に示す斜視図である。図2は、搬送システム100の高さ方向に沿った一断面図を示す。図3(a)は、棚12と被搬送物3との係合状態を示す断面図である。図3(b)は、被搬送物載置部13cbと被搬送物3との係合状態を示す断面図である。図4(a)は、図2の切断線A−A’に沿った保管庫10の平面構成を示し、特に、第1の搬送装置30より搬送されてきた被搬送物3を、移載装置13によって保管庫10内へ入庫する動作の一例を説明する図である。図4(b)は、図2の切断線B−B’に沿った保管庫10の平面構成を示し、特に、第2の搬送装置20より搬送されてきた被搬送物3を、移載装置13によって保管庫10内へ入庫する動作の一例を説明する図である。
【0024】
搬送システム100は、半導体製造工場や液晶製造工場等に設置され、保管庫10と、第1の搬送装置30と、第2の搬送装置20と、コントローラ40と、を備える。この搬送システム100では、第1の搬送装置30及び第2の搬送装置20により、保管庫10等に対して被収容物(図示略)を収容する被搬送物3を搬送する。
【0025】
ここで、被収容物としては、例えば、半導体ウェーハ、液晶表示装置用ガラス基板、フォトマスク用ガラス基板、光ディスク用基板等の各種の基板が挙げられる。また、被搬送物3としては、例えばFOUP(Front Open Unified Pod)などが挙げられる。本例では、被搬送物3は、図3に示すように、その上面側に設けられた板状のフランジ部4と、その底面に設けられた複数の凹部5及び6と、を有する。フランジ部4は、後述する搬送車2の把持部2bにより把持される部位である。各凹部5は、図3に示すように、棚12に被搬送物3を載置した場合に、棚12に設けられた凸部12abと嵌合する部位である。各凹部6は、図3に示すように、被搬送物載置部13cbに被搬送物3を載置した場合に、被搬送物載置部13cbに設けられた各凸部13ccと嵌合する部位である。
【0026】
(保管庫の構成)
まず、保管庫10の構成は次の通りである。
【0027】
保管庫10は、図示しない床の上に設置され、コントローラ40による入出庫指示に従って、第1の搬送装置30及び第2の搬送装置20によって搬送されてきた被搬送物3を一時的に保管する役割を果たす。
【0028】
具体的に、保管庫10は、筺体11と、少なくとも1つ(本例では複数)の棚12と、1つの移載装置13と、を備える。
【0029】
筺体11は、アルミニウムなどの金属素材等により形成される。筐体11は、4つの側面(11a、11b、11c、11d)と、当該4つの側面に隣接すると共に床側に位置する底面11eと、底面11eと対向する上面11fとを含む箱状の形状を有し、複数の棚12、及び移載装置13を夫々収容している。ここで、側面11aは、相互に対向する側面11b及び11dに隣接していると共に側面11cに対向している。
【0030】
また、筐体11は、開口11g、11h、11iを有する。開口11gは、筐体11の側面(11a、11b、11d)及び上面11fの一部を切り欠いて形成される。開口11gは、後述する搬送車2と、入出庫用ポートとして機能する棚(保管庫10内において開口11gに位置する最上段の棚)12pとの間で被搬送物3の授受を行うために利用される。開口11h、11iは、後述するコンベア20zを保管庫10内に配置するために用いられる。本例では、開口11hは、筐体11の底面11e側であって且つ側面11bに設けられると共に、開口11iは、筐体11の底面11e側であって且つ側面11dに且つ開口11hに対応する位置に設けられる。但し、本発明では、コンベア20z及びコンベア20zを保管庫10内に配置するための開口の位置は、筐体11において、上記した位置に限定されるものではない。
【0031】
複数の棚12は、筐体11内に配置され、被搬送物3を一時的に載置及び保管する役割を有する。本例では、筐体11の高さ方向に一列状に配置された一群の棚12が、側面11a及び11cの側に夫々配置されており、側面11a側に配置された一群の棚12と、側面11c側に配置された一群の棚12とは相互に対向する位置に配置されている。そして、側面11a及び11cの側に夫々配置された一群の棚12において、保管庫10の高さ方向に隣り合う棚12同士の距離は、少なくとも被搬送物3の高さd6(図6(a)を参照)以上とされる。
【0032】
また、側面11a側に配置された一群の棚12のうち最下段に位置する棚12と、コンベア20zとの間には、少なくとも1つ分の棚12が意図的に取り除かれている。この理由は、後述するように移載装置13が第2の搬送装置30から被搬送物3を受け取って、その後、保管庫10の高さ方向へ移動する際に、棚12によって移載装置13の移動が妨げられないようにするためである。また、側面11c側において、コンベア20zに隣接する位置には、棚12が設けられていない。この理由は、後述するように移載装置13が第2の搬送装置30から被搬送物3を受け取って、その後、移載装置13が側面11c側に水平移動する際に、棚12によって移載装置13の移動が妨げられないようにするためである。
【0033】
各棚12は、U字状又はコの字状の平面形状を有する。各棚12の上面12aには、図3に示すように、被搬送物3の底面に形成された各凹部5と嵌合する複数の凸部12abが形成されている。各凸部12abは、各棚12の上面12aに保管用の被搬送物3を載置した場合に、被搬送物3の底面に形成された各凹部5と嵌合して、各棚12に対する被搬送物3の移動を規制する役割を有する。
【0034】
また、側面11a側に配置された一群の棚12のうち、最上段の棚(図2の領域P1に位置する棚であり、以下、「棚12p」と称する)は、開口11gを通じて搬送車2との間で被搬送物3の授受を行うための入出庫用ポートとして機能する。
【0035】
移載装置13は、コントローラ40による入出庫指示に従い、複数の棚12及び後述する第2の搬送装置20のコンベア20zとの間で被搬送物3の授受又は受け渡しを行う。具体的には、移載装置13は、コントローラ40による入庫指示に従い、保管庫10内に位置するコンベア20a(図4(b)を参照)より受け取った被搬送物3を、複数の棚12のうち入庫用の指定の棚12に載置する役割を有する。一方、移載装置13は、コントローラ40による出庫指示に従い、複数の棚12のうち出庫用の指定の棚12より取り出した被搬送物3を、保管庫10内に位置するコンベア20a上へ載置する(受け渡す)役割を有する。なお、コンベア20a上に載置された被搬送物3は、その後、各種の製造装置等に向けて搬送される。
【0036】
移載装置13は、昇降機構13aと、水平移動機構13bと、被搬送物保持部13cと、を備え、筐体11の側面11b側に配置される。
【0037】
昇降機構13aは、保管庫10の高さ方向(図2の矢印Y42方向)及び当該高さ方向とは逆方向(図2の矢印Y41方向)に昇降可能に構成される。例えば、昇降機構13aは、図示しないモータなどにより、筐体11の高さ方向に延在する案内部13abに沿って昇降する。なお、本例では、案内部13abは筐体11内の側面11bに取り付けられている。
【0038】
水平移動機構13bは、昇降機構13aに支持され、筐体11の高さ方向と直交する方向であって、且つ棚12と平行な水平面上をコンベア20zの配列方向(図1及び図4等の矢印Y2方向)と直交する方向(図2及び図4等の矢印Y3方向)に往復移動可能に構成される。例えば、水平移動機構13bは、図示しないモータなどにより、筐体11の高さ方向と直交する方向であって、且つコンベア20zの配列方向と直交する方向に延在する案内部13baに沿って往復移動する。水平移動機構13bは、昇降機構13aの駆動により、案内部13abに沿って昇降する。
【0039】
被搬送物保持部13cは、水平移動機構13bに支持され、被搬送物3を保持する。被搬送物保持部13cは、水平移動機構13bに支持される支持部13caと、支持部13caの水平移動機構13b側とは逆側の端部からコンベア20zの配列方向に屈曲して延在する被搬送物載置部13cbと、を有する。被搬送物保持部13cは、昇降機構13aの駆動により、案内部13abに沿って昇降すると共に、水平移動機構13bの駆動により、案内部13baに沿って往復移動する。
【0040】
支持部13caは、水平移動機構13bの位置から下方に向かって延在している。コンベア20zの配列方向における支持部13caの厚さd3は、後述する保管庫10内において隣接する2つのコンベア(20a、20b)の間における間隙51の幅(コンベア20zの配列方向の幅)d4より小さい。
【0041】
被搬送物載置部13cbは、被搬送物3を載置する長板状部材である。被搬送物載置部13cbの上面には、図3乃至図5等に示すように、被搬送物3の底面に形成された複数の凹部6と嵌合する複数の凸部13ccが形成されている。各凸部13ccは、被搬送物載置部13cb上に被搬送物3を載置した場合に、被搬送物3の底面に形成された各凹部6と嵌合して、被搬送物載置部13cbに対する被搬送物3の移動を規制する役割を有する。また、保管庫10の高さ方向と直交する方向であって、且つコンベア20zの配列方向と直交する方向における被搬送物載置部13cbの幅d1は、後述する保管庫10内におけるコンベア20aを構成する一対のコンベアユニット(20、21)の間隔d5より小さい。
【0042】
(第1の搬送装置の構成)
次に、第1の搬送装置30の構成は次の通りである。
【0043】
第1の搬送装置30は、軌道(レール)1と、搬送車2と、を備える。
【0044】
軌道1は、例えば保管庫10が配置される天井(図示しない)に懸垂される。軌道1の一部は、保管庫10の上方において、その開口11gを横断する位置に配置される。
【0045】
搬送車2としては、例えばOHT(Over head Hoist Transport)が挙げられる。搬送車2は、例えばリニアモータなどの駆動方式により軌道1に沿って保管庫10を横断する方向(図1の矢印Y1方向)に走行する。搬送車2は、被搬送物3を保管庫10に向けて搬送するのに加えて、各種処理装置、各種製造装置、或いは各種検査装置等に向けて搬送する。
【0046】
具体的に、搬送車2は、被搬送物3を収容する収容部2aと、被搬送物3を把持又は開放する把持部2bと、把持部2bを昇降する昇降機構(図示略)と、を備える。この搬送車2においては、把持部2bによって被搬送物3のフランジ部4を把持した状態で、昇降機構を通じて把持部2bを昇降させることにより、被搬送物3の昇降を行う。
【0047】
本例では、搬送車2は、コントローラ40からの入庫指示に従い、開口11gの位置で停止して、被搬送物3を入出庫ポートとして機能する棚12pの上に載置(入庫)する。一方、搬送車2は、コントローラ3からの出庫指示に従い、開口11gの位置で停止して、入出庫ポートとして機能する棚12pの上に載置された出庫待ちの被搬送物3を受け取る。
【0048】
なお、本例では、搬送車2による被搬送物3の搬送方向は、後述する第2の搬送装置20による被搬送物3の搬送方向に対して逆方向になっている。しかし、かかる構成は一例であり、本発明では、搬送車2による被搬送物3の搬送方向と、第2の搬送装置20による被搬送物3の搬送方向とは同一の方向であっても構わない。
【0049】
(第2の搬送装置の構成)
次に、第2の搬送装置20の構成は次の通りである。
【0050】
第2の搬送装置20は、保管庫10を横断する方向(本例では図1及び図4(b)等の矢印Y2方向)に向かって一列状に配置された複数のコンベア20zを備える。各コンベア20zは、一対のコンベアユニット(21、22)を有して構成される。コンベアユニット21と、コンベアユニット22とは、保管庫10の高さ方向と直交する方向であって、且つ各コンベア20zの配列方向(矢印Y2方向)と直交する方向に一定の間隔d5をあけて配置されている。
【0051】
本例では、コンベアユニット21及び22としては、図1に示すように、複数のローラ(回転部材)21a、22aと、複数のローラ21a、22aに巻かれたベルト21b、22bと、を有するベルト駆動方式のコンベアを採用している。また、コンベア20zの配列方向に相隣接するコンベアユニット21の間には一定の幅d4を有する間隙51が形成されていると共に、コンベア20zの配列方向に相隣接するコンベアユニット22の間にも一定の幅d4を有する間隙51が形成されている。
【0052】
複数のコンベア20zのうち、少なくとも2つのコンベア20zの少なくとも一部は、開口11h、11iを通じて保管庫10内に配置される。本例では、図4(b)に示すように、複数のコンベア20zのうち、コンベア20aは保管庫10内に配置され、また、コンベア20bは、保管庫10の外部から内部にかけて開口11hを跨るように配置され、また、コンベア20cは、保管庫10の内部から外部にかけて開口11iを跨るように配置されている。但し、本発明では、保管庫10内に配置されるコンベア20zの数に限定はない。
【0053】
(コントローラの構成)
次に、コントローラ40の構成は次の通りである。
【0054】
コントローラ40は、図示しないCPU(Central Processing Unit)や、図示しないROM(Read Only Memory)及びRAM(Random Access Memory)等に代表されるメモリなどを備え、製造プロセスに基づいて、保管庫10、第1の搬送装置30及び第2の搬送装置20に対する各種の制御を行う。例えば、コントローラ40は、製造プロセスに基づいて、保管庫10、第1の搬送装置30及び第2の搬送装置20に対して被搬送物3の搬送及び入出庫などの指示を出したりする。
【0055】
[保管庫システムの動作]
(第1の搬送装置と保管庫との間における被搬送物の搬送動作)
次に、第1の搬送装置30と保管庫10との間における搬送動作(入出庫動作)の一例について簡単に説明する。なお、以下では、入出庫ポートとして機能する棚12pから、当該棚12pに対し同段の位置にある棚(図2の領域P2に位置する棚)へ被搬送物3を入庫する動作を一例にとり説明する。
【0056】
まず、軌道1に沿って走行する搬送車2は、コントローラ40による入庫指示を受けると、図2に示すように、保管庫10の開口11gの真上の位置で停止して、被搬送物3を入出庫ポートとして機能する棚12pの上に載置する。ここで、図3(a)には、被搬送物3が棚12p上に載置された状態が示されている。このとき、棚12p上に形成された各凸部12abは、被搬送物3の底面に形成された各凹部5と嵌合して、当該棚12に対する被搬送物3の移動が規制される。
【0057】
次に、保管庫10内の移載装置13は、棚12p上に載置された被搬送物3を、棚12pに対して同段に位置するもう一つの棚(図2の領域P2に位置する棚)12上に移載する。この場合、まず、移載装置13は、図3(a)の矢印方向に示すように、被搬送物載置部13cbをU字状又はコの字状の平面形状を有する棚12pの間隙部分(間隙の幅d2>d1)を通過するように上昇させ、被搬送物3を棚12pから被搬送物載置部13cbへ移し替える。このとき、被搬送物載置部13cb上に形成された各凸部13ccは、被搬送物3の底面に形成された各凹部6と嵌合して、被搬送物載置部13cbに対する被搬送物3の移動が規制される。かかる状態が図3(b)に示されている。
【0058】
次に、移載装置13は、昇降機構13aによる昇降動作及び水平移動機構13bによる水平移動動作を通じて、図4(a)の各矢印方向に示すように、被搬送物載置部13cb上に移し替えられた被搬送物3を、入出庫ポートとして機能する棚12pと、その棚12pに対して同段に位置するもう一つの棚(図2の領域P2に位置する棚)12上に移載する。こうして、保管庫10内への被搬送物13の入庫作業が完了する。なお、図2の領域P2に位置する棚12に載置された被搬送物3を、入出庫ポートとして機能する棚12pを通じて第1の搬送装置30に向けて出庫するには、上記した入庫方法と逆の搬送動作を行うことにより実現できる。
【0059】
(第2の搬送装置と保管庫との間における被搬送物の搬送動作)
次に、図2、図4(b)、図5及び図6等を参照して、第2の搬送装置20と保管庫10との間における搬送動作(入出庫動作)の一例について説明する。
【0060】
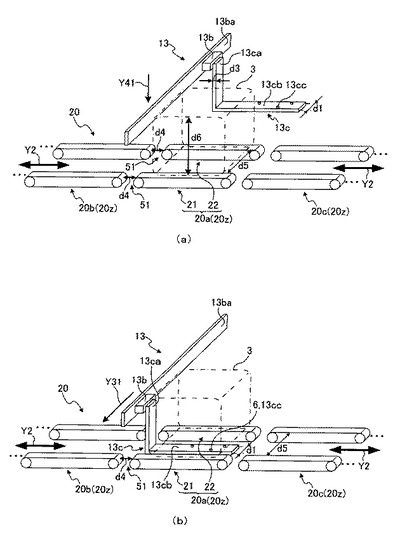
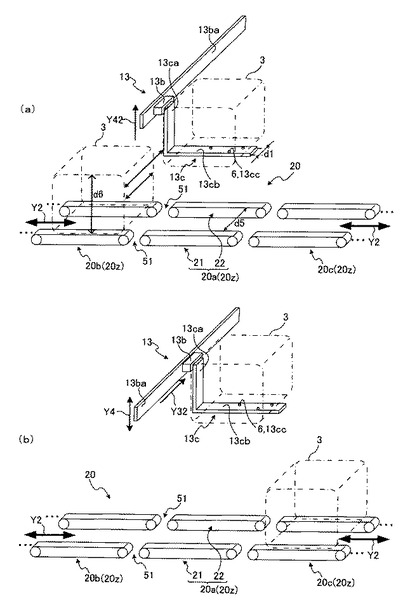
図5(a)及び(b)、並びに図6(a)及び(b)は、第2の搬送装置20及び移載装置13を模式的に示す要部斜視図を示し、特に、第2の搬送装置20と移載装置13との連携による保管庫10内への被搬送物3の入出庫方法を説明する図である。なお、図5及び図6に示す、コンベア20a、20b、20cは、図4(b)に示すコンベア20a、20b、20cに対応している。また、図5及び図6では、筐体11などの図示を省略し、説明に必要な最小限の要素のみ図示している。
【0061】
まず、第2の搬送装置20による被搬送物3の入庫動作は次の通りである。
【0062】
コントローラ40は、第2の搬送装置20及び保管庫10に対して被搬送物3の入庫指示を出す。これに伴って、まず、移載装置13は、図2及び図5(a)において、図中矢印Y41に示すように、昇降機構13aを通じて被搬送物保持部13cを案内部13abに沿って下降させて、被搬送物載置部13cbをコンベア20zより下方の位置に配置する。
【0063】
次に、移載装置13は、図2、図4(b)及び図5(b)に示すように、水平移動機構13bを通じて被搬送物保持部13cを案内部13baに沿ってコンベア20zの方向(矢印Y31方向)に水平移動させて、被搬送物保持部13cをコンベア20zに対して所定の位置に配置する。具体的には、この場合、移載装置13は、支持部13caを、相隣接するコンベア20a及び20bの間の間隙51を、保管庫10の内側からコンベア20z側に向けて通過させて、被搬送物載置部13cbを保管庫10内の被搬送物3が載置されたコンベア20aを構成する一対のコンベアユニット(21、22)の間の領域の真下に対応する位置に配置すると共に、支持部13caを当該被搬送物載置部13cbに対応する位置であって且つ当該間隙51に対応する位置に配置する。
【0064】
一方、第2の搬送装置20の複数のコンベア20zは、コントローラ40からの被搬送物3の入庫指示に従い、被搬送物3を保管庫10内に向けて搬送する。このとき、複数のコンベア20zは、被搬送物3を保管庫10側(矢印Y2方向)に搬送して、さらに被搬送物3を筐体11の開口11hを通過させて保管庫10内に進入させ、さらに被搬送物3をコンベア20aの位置まで到達させた段階で、コンベア20aの駆動を停止する。これにより、被搬送物3はコンベア20a上で待機した状態となる。
【0065】
次に、移載装置13は、保管庫10内において、コンベア20a上で待機している被搬送物3を受け取る。具体的には、移載装置13は、図6(a)に示すように、昇降機構13aを通じて、上記した状態から被搬送物保持部13cを案内部13abに沿って保管庫10の高さ方向(図2及び図6(a)の矢印Y42方向)に上昇させ、被搬送物3をコンベア20a上から被搬送物載置部13cb上に移し替える。
【0066】
このとき、移載装置13は、被搬送物保持部13cの下部(又は下面)を、コンベア20a上において被搬送物3を通過できる位置までは上昇させない。即ち、移載装置13は、被搬送物保持部13cを矢印Y42方向に少しだけ持ち上げた状態とし、コンベア20a上から被搬送物載置部13cbの下部までの高さが被搬送物3の高さd6より高くなる位置までは被搬送物載置部13cbを上昇させない。
【0067】
次に、移載装置13は、図2及び図6(b)に示すように、被搬送物保持部13cを矢印Y42方向に少しだけ持ち上げた状態で、当該被搬送物保持部13cを水平移動機構13bにより案内部13baに沿ってコンベア20zの方向とは逆方向(矢印Y32方向)に水平移動させる。このとき、移載装置13は、被搬送物保持部13cを保管庫10の中央位置まで水平移動させることが好ましい。次に、移載装置13は、図2及び図6(b)に示すように、被搬送物保持部13cを昇降機構13aにより案内部13abに沿って昇降させて、当該被搬送物3を複数の棚12のうち指定された棚12上に載置(保管)すると共に、第2の搬送装置20は複数のコンベア20zの駆動を再開する。この理由は、複数のコンベア20zを通じて保管庫10の上流側から搬送されてくる、入庫の必要のない被搬送物3を、当該保管庫10の下流側に通過させて、被搬送物3の搬送を円滑にするためである。こうして、保管庫10内への被搬送物3の入庫動作が完了する。
【0068】
次に、移載装置13による第2の搬送装置20への被搬送物3の出庫動作は、次の通りである。
【0069】
コントローラ40は、第2の搬送装置20及び保管庫10に対して被搬送物3の出庫指示を出す。これに伴って、まず、移載装置13の被搬送物載置部13cbは、昇降機構13a及び水平移動機構13bを通じて、複数の棚12のうち指定の棚12から出庫用の被搬送物3を受け取る。
【0070】
次に、第2の搬送装置20は各コンベア20zの駆動を一時的に停止させる。次に、移載装置13は、被搬送物載置部13cbがコンベア20aを構成する一対のコンベアユニット(21、22)の間の領域と平面的に重なるように、且つ、支持部13caが相隣接するコンベア20a及び20bの間の間隙51に対応する位置に配置されるように、水平移動機構13bを通じて被搬送物保持部13cを水平移動させる。
【0071】
次に、移載装置13は、その状態から被搬送物載置部13cbがコンベア20aを構成する一対のコンベアユニット(21、22)の間の領域の真下に位置するように、昇降機構13aを通じて被搬送物保持部13cを下降させる。これにより、被搬送物載置部13cb上に載置された被搬送物3がコンベア20a上へ移し替えられる(図示略)。
【0072】
次に、移載装置13は、水平移動機構13bを通じて、支持部13caを相隣接するコンベア20a及び20bの間の間隙51をコンベア20z側から保管庫10の内側(矢印Y32方向)に向けて通過させつつ、被搬送物保持部13cをコンベア20z側から保管庫10の内側に向けて水平移動(退避)させる。次に、移載装置13は、コンベア20a上から被搬送物載置部13cbの下部までの高さが被搬送物3の高さd6よりも高くなる位置まで被搬送物載置部13cbを上昇させる。次に、第2の搬送装置20は各コンベア20zの駆動を再開する。こうして、コンベア20a上に載置された被搬送物3が、保管庫10の下流側に向けて搬送され、保管庫10内からの被搬送物3の出庫動作が完了する。
【0073】
次に、この搬送システム100の特徴的な点について説明する。
【0074】
この搬送システム100では、第2の搬送装置20の各コンベア20zは保管庫10内を横断するように配置されている。これにより、保管庫10内に対して、第2の搬送装置20の各コンベア20zを通じて被搬送物3を直接的に搬送することが可能となる。
【0075】
更に、保管庫10は、当該保管庫10内において第2の搬送装置20のコンベア20aと棚12との間で被搬送物3の授受を行う1つの移載装置13を備えている。
【0076】
これによれば、保管庫の外部に配置された搬送装置と、保管庫との間で被搬送物3の受け渡しを行う構成と比較して、保管庫10内への被搬送物3の入出庫時間を短縮することが可能となり、保管庫10と第2の搬送装置20との間において被搬送物3の搬送を迅速且つ容易に行うことができる。加えて、この搬送システム100では、保管庫10内に配置された1つの移載装置13を用いて、棚12と第2の搬送装置20のコンベア20zとの間で被搬送物3の入出庫を行う。よって、例えば、保管庫10内に少なくとも2つの移載装置を用いて、保管庫10と第2の搬送装置20との間で被搬送物3の入出庫を行う構成と比較して、保管庫10内に設ける移載装置の数が少ない分、保管庫10のコストを下げることができる。
【0077】
また、この搬送システム100では、移載装置13は、保管庫10内へ被搬送物3を入庫する場合、保管庫10内において第2の搬送装置20のコンベア20aより被搬送物3を受け取って、受け取った被搬送物3を複数の棚12のうち指定された棚12上に載置又は受け渡す。これにより、保管庫10内に被搬送物3を円滑に入庫することが可能となる。
【0078】
また、この搬送システム100では、移載装置13は、保管庫10内から被搬送物3を出庫する場合、複数の棚12のうち指定された棚12から受け取った被搬送物3を第2の搬送装置20のコンベア20a上に載置又は受け渡す。これにより、保管庫10内から第2の搬送装置20に対して被搬送物3を円滑に出庫することが可能となる。
【0079】
また、この搬送システム100では、第2の搬送装置20は、保管庫10内を横断する方向(本例では図1等の矢印Y2方向)に向かって一列状に配置された複数のコンベア20zを備え、保管庫10内には、相互に間隙51をあけて隣接する2つのコンベア20z(本例ではコンベア20a、20b)の少なくとも一部が配置されている。また、各コンベア20zは、保管庫10の高さ方向(図2等の矢印Y42方向)と直交する方向であって、且つ保管庫10を横断する方向(コンベア20zの配列方向)と直交する方向に間隔d5をあけて配置された一対のコンベアユニット(21、22)を有する。また、コンベア20zの配列方向における支持部13caの厚さd3は、保管庫10内において隣接する2つのコンベア(20a、20b)の間における間隙51の幅(コンベア20zの配列方向の幅)d4より小さく、また、保管庫10の高さ方向と直交する方向であって、且つコンベア20zの配列方向と直交する方向における被搬送物載置部13cbの幅d1は、保管庫10内におけるコンベア20aを構成する一対のコンベアユニット(20、21)の間隔d5より小さい。
【0080】
これにより、移載装置13は、水平移動機構13bにより、支持部13caを保管庫10内において隣接するコンベア20a及び20bの間隙51を、保管庫10の内側からコンベア20z側へ、或いはコンベア20z側から保管庫10の内側へ通過させることができる。加えて、移載装置13は、昇降機構13aにより、保管庫10内のコンベア20aを構成する一対のコンベアユニット(21、22)の間の領域を通じて、被搬送物載置部13cbをコンベア20zの上方又は下方に位置させることができる。こうした被搬送物保持部13cによる昇降動作及び水平移動動作により、移載装置13と第2の搬送装置20のコンベア20zとの間で被搬送物3の移し替えを容易に行うことができる。
【0081】
[変形例]
本発明では、その趣旨を逸脱しない範囲において種々の変形をすることが可能である。
【0082】
図7は、図1に対応する、変形例に係る搬送システム100aの外観構成を模式的に示す斜視図である。
【0083】
変形例に係る搬送システム100aと、上記した実施形態に係る搬送システム100とを比較した場合、その両者は、筐体11の構成が若干異なり、それ以外は同様である。
【0084】
即ち、上記した実施形態に係る搬送システム100では、コンベア20zを保管庫10内に配置するために、筐体11の底面11e側であって且つ側面11bに開口11hを設けると共に、筐体11の底面11e側であって且つ側面11dに且つ開口11hに対応する位置に開口11iを設けるようにした。
【0085】
この点、変形例に係る搬送システム100aでは、筐体11wにそのような開口11h、11iを設けるのではなく、筐体11wには、その底面11e側において、側面(11a、11b、11d)の一部を切り欠いて形成される開放部11vを設けるようにしている。 これにより、コンベア20zを保管庫10内に配置することが可能となり、上記した本実施形態と同様の作用効果を得ることが可能となる。
【0086】
また、上記の実施形態及び変形例に係る搬送システム100、100aでは、第2の搬送装置20は、保管庫10内を横断するように1つだけ設けられていた。これに限らず、本発明では、搬送システム100、100aにおいて、第2の搬送装置20を、保管庫10内を横断するように複数設けることとしても構わない。その一例について図8を参照して説明する。
【0087】
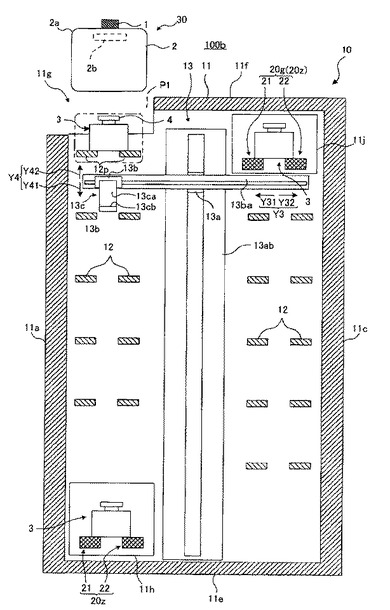
図8は、図2に対応する、他の変形例に係る搬送システム100bの高さ方向に沿った一断面図を示す。
【0088】
この搬送システム100bでは、上記した搬送システム100、100aと同様に、筐体11gの側面11e側であって、且つ側面11aに設けられた開口11h及び側面11dに設けられた開口11iを通じて保管庫10内を横断する位置に対して、1つの第2の搬送装置20が設けられているのに加え、筐体11gの側面11f側であって、且つ入出庫ポートとして機能する棚12pに対して隣接する位置に対して、保管庫10内を横断するように、更にもう1つの第2の搬送装置20(以下、「第2の搬送装置20g」と称する)が設けられている。
【0089】
なお、筐体11gは、側面11f側であって、且つ側面11aに対応する位置に開口11jを有すると共に、側面11f側であって、且つ側面11dに対応する位置に且つ開口11jに対応する位置に開口(図示略)を有し、第2の搬送装置20gは、開口11j及び当該開口11jに対応する位置に設けられた開口を横断するように設けられる。よって、保管庫10に対して、第2の搬送装置20gと第2の搬送装置20とは平行に配置されている。
【0090】
この構成によれば、移載装置13は、保管庫10の高さ方向の中央部より上方に位置する複数の棚12のうち指定された棚12と第2の搬送装置20gとの間で被搬送物3の入出庫を行うことが可能になると共に、保管庫10の高さ方向の中央部より下方に位置する複数の棚12のうち指定された棚12と第2の搬送装置20との間で被搬送物3の入出庫を行うことが可能となる。これにより、上記した本実施形態等と比べて、保管庫10内の指定の棚12と第2の搬送装置との間における被搬送物3の入出庫時間の短縮化を図ることが可能となる。
【0091】
また、本発明では、搬送システム100、100a、100bにおいて、保管庫10内に2つの移載装置13を設けることとしても構わない。例えば、保管庫10の高さ方向の中央部より上方に対応する位置、及び、保管庫10の高さ方向の中央部より下方に対応する位置に対して、それぞれ移載装置13を設けることができる。これによれば、保管庫10の高さ方向の中央部より上方に対応する位置に配置された移載装置13により、保管庫10の高さ方向の中央部より上方に対応する位置に配置された棚12と、第2の搬送装置20gとの間で被搬送物3の入出庫を行うことが可能になると共に、保管庫10の高さ方向の中央部より下方に対応する位置に配置された移載装置13により、保管庫10の高さ方向の中央部より下方に対応する位置に配置された棚12と、第2の搬送装置20gとの間で被搬送物3の入出庫を行うことが可能になる。かかる構成により、保管庫10内に対する移載装置の数の増加に伴って保管庫10のコストは増加するものの、被搬送物3の入出庫時間の短縮化をより図ることが可能となる。
【0092】
また、本発明では、搬送システム100gにおいて、第2の搬送装置20gを設けるのではなく、筐体11の側面11b、11dのうち少なくとも何れかの側面と平行な位置に且つ保管庫10内を横断する位置に対して第2の搬送装置(以下、「第2の搬送装置20h(図示略)」と称する)を設けることとしても構わない。但し、この構成の場合には、保管庫10内において、上記した移載装置13のほかに、第2の搬送装置20h(図示略)と移載装置13との間で被搬送物3の授受を行うための他の移載装置を設けることが必要となる。この構成によれば、他の移載装置を設ける分だけ、保管庫10自体のコストは増加するものの、保管庫10と第2の搬送装置20及び20hとの間における被搬送物3の入出庫時間の短縮化を図ることが可能となる。
【0093】
また、上記の実施形態及び変形例等では、移載装置13は筐体11の側面11b側に配置され、移載装置13の被搬送物保持部13cは、水平移動機構13bの位置から下方に向かって延在する支持部13caと、支持部13caの水平移動機構13b側とは逆側の端部からコンベア20zの配列方向(矢印Y2方向)に屈曲して延在する被搬送物載置部13cbと、を有して構成されていた。これに限らず、本発明では、移載装置13は筐体11の側面11d側に配置され、移載装置13の被搬送物保持部13cは、水平移動機構13bの位置から下方に向かって延在する支持部13caと、支持部13caの水平移動機構13b側とは逆側の端部からコンベア20zの配列方向(矢印Y2方向)とは逆方向に屈曲して延在する被搬送物載置部13cbと、を有して構成されていてもよい。
【図面の簡単な説明】
【0094】
【図1】本発明の実施形態に係る搬送システムの外観構成を模式的に示す斜視図。
【図2】本実施形態に係る搬送システムの高さ方向に沿った一断面図。
【図3】棚又は移載装置の被搬送物載置部と被搬送物との係合状態を示す断面図。
【図4】図2の切断線A−A’及びB−B’に沿った保管庫の各断面図。
【図5】第2の搬送装置と移載装置との連携による被搬送物の保管庫内への入出庫方法を説明する各要部斜視図。
【図6】第2の搬送装置と移載装置との連携による被搬送物の保管庫内への入出庫方法を説明する各要部斜視図。
【図7】本発明の変形例に係る搬送システムの外観構成を模式的に示す斜視図。
【図8】本発明の他の変形例に係る搬送システムの高さ方向に沿った一断面図。
【符号の説明】
【0095】
1 軌道、 2 搬送車、 3 被搬送物、 10 保管庫、 11、11w、11g 筐体、 11h、11i、11j 開口、 11v 開放部、 12 棚、 13 移載装置、 13a 昇降機構、 13b 水平移動機構、 13c 被搬送物保持部、 13ca 支持部、 13cb 被搬送物載置部、 20、20g 第2の搬送装置、 20a、20b、20c、20z コンベア、 21、22 コンベアユニット、 30 第1の搬送装置、 40 コントローラ、 100、100a、100b 搬送システム
【技術分野】
【0001】
本発明は、被搬送物を搬送するコンベアと、コンベアより搬送されてきた被搬送物を一時的に保管する保管庫とを備える搬送システムに関する。
【背景技術】
【0002】
従来より、半導体製造工場や液晶表示パネル製造工場等では、製造プロセスに従って、製造過程の被搬送物を搬送システムにより搬送する。ここで、被搬送物としては、例えば半導体基板、液晶表示装置用ガラス基板、フォトマスク用ガラス基板、光ディスク用基板等の処理対象物が挙げられる。また、搬送手段としては、例えば、搬送コンベア、OHT(Over head Hoist Transport)、OHS(Over Head Shuttle)等が挙げられる。
【0003】
このような搬送システムは、大型の保管庫(一般に「ストッカ」とも呼称される)と組み合わせて用いられることがある(例えば、特許文献1を参照)。
【0004】
この特許文献1には、自動倉庫及びコンベア方式の入出庫ステーションなどを用いた自動倉庫における物品入出庫方法が記載されている。この自動倉庫は、多数の物品Wを収容することが可能な一対の物品保管棚と、物品保管棚に沿って往復移動するスタッカクレーンなどを備えている。そして、入出庫ステーションは、物品保管棚の長手方向の一方の端部を臨むように設置されている。また、入出庫ステーションは、自動倉庫における物品Wの出入口であり、物品保管棚から出庫すべき物品Wをスタッカクレーンから積み降ろす場所となっているほか、入庫すべき物品Wをスタッカクレーンへ積み込む場所ともなっている。
【0005】
【特許文献1】特開2007−238302号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、以上の点に鑑みてなされたものであり、保管庫と、保管庫の外部の搬送装置との間において被搬送物の搬送を迅速且つ容易に行うことが可能な搬送システムを提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明の1つの観点では、搬送システムは、被搬送物を載せた状態で当該被搬送物を搬送する搬送装置と、前記被搬送物を保管する少なくとも1つの棚を有する保管庫と、を備え、前記搬送装置は前記保管庫内を横断するように配置され、前記保管庫は、当該保管庫内において前記搬送装置と前記棚との間で前記被搬送物の授受を行う1つの移載装置を備える。
【0008】
上記の搬送システムは、搬送装置と保管庫とを備える。搬送装置は、被搬送物を載せた状態で当該被搬送物を搬送する。例えば、搬送装置は、被搬送物を載せた状態で当該被搬送物を、一方向又は当該一方向とは逆方向、つまり双方向に向けて搬送する。ここで、被搬送物としては、例えば半導体基板等を収容するFOUPなどが挙げられる。保管庫は、被搬送物を保管又は載置する少なくとも1つの棚を有する。
【0009】
特に、この搬送システムでは、搬送装置は保管庫内を横断又は貫通するように配置されている。これにより、保管庫内に対して、搬送装置を通じて被搬送物を直接的に搬送することが可能となる。
【0010】
更に、この搬送システムでは、保管庫は、当該保管庫内において搬送装置と棚との間で被搬送物の授受を行う1つの移載装置を備える。これによれば、保管庫の外部に配置された搬送装置と、保管庫との間で被搬送物の授受又は受け渡しを行う構成と比較して、保管庫内への被搬送物の入出庫時間を短縮することができ、保管庫と搬送装置との間において被搬送物の搬送を迅速且つ容易に行うことができる。加えて、この搬送システムでは、保管庫内に配置された1つの移載装置を用いて、棚と搬送装置との間で被搬送物の授受を行う。よって、例えば、保管庫内に少なくとも2つの移載装置を用いて、保管庫と搬送装置との間で被搬送物の授受を行う構成と比較して、保管庫内に設ける移載装置の数が少ない分、保管庫のコストを下げることができる。
【0011】
上記の搬送システムの一つの態様では、移載装置は、保管庫内へ被搬送物を入庫する場合、保管庫内において搬送装置より被搬送物を受け取って、受け取った被搬送物を棚に受け渡す。これにより、保管庫内に被搬送物を円滑に入庫することが可能となる。
【0012】
上記の搬送システムの他の態様では、移載装置は、保管庫内から被搬送物を出庫する場合、棚から受け取った被搬送物を搬送装置に受け渡す。これにより、保管庫内から搬送装置に対して被搬送物を円滑に出庫することが可能となる。
【0013】
上記の搬送システムの他の態様では、搬送装置は、一列状に配置された複数のコンベアを備え、保管庫内には、相互に間隙をあけて隣接する2つのコンベアの少なくとも一部が配置されている。
【0014】
上記の搬送システムの他の態様では、コンベアの各々は、保管庫の高さ方向と直交する方向であって、且つ前記搬送装置による前記被搬送物の搬送方向と直交する方向に間隔をあけて配置された一対のコンベアユニットを有する。
【0015】
上記の搬送システムの他の態様では、移載装置は、保管庫の高さ方向及び当該高さ方向とは逆方向に昇降する昇降機構と、昇降機構に支持され、棚と平行な水平面上を前記搬送装置による前記被搬送物の搬送方向と直交する方向に往復移動可能な水平移動機構と、水平移動機構に支持され、被搬送物を保持する被搬送物保持部と、を備え、被搬送物保持部は、水平移動機構の位置から下方に向かって延在する支持部と、支持部の水平移動機構側とは逆側の端部から当該被搬送物の搬送方向又は当該被搬送物の搬送方向とは逆方向に屈曲して延在し、被搬送物を載置する被搬送物載置部と、を有する。
【0016】
上記の搬送システムの他の態様では、支持部の前記被搬送物の搬送方向の厚さは、前記隣接する2つのコンベアの間における当該被搬送物の搬送方向の間隙の幅より小さく、保管庫の高さ方向と直交する方向であって、且つ当該被搬送物の搬送方向と直交する方向における被搬送物載置部の幅は、前記一対のコンベアユニットの間隔より小さい。
【0017】
好適な例では、前記移載装置と前記搬送装置との間で前記被搬送物の授受を行う場合、前記被搬送物載置部は、前記昇降機構及び前記水平移動機構を通じて、前記保管庫内の前記被搬送物が載置された前記コンベアより下方の位置に且つ当該コンベアを構成する前記一対のコンベアユニットの間の領域に対応する位置に配置されると共に、前記支持部は、前記被搬送物載置部に対応する位置であって且つ前記間隙に対応する位置に配置される。
【0018】
これにより、移載装置は、水平移動機構により、支持部を保管庫内において前記隣接する2つのコンベアの間における、前記搬送装置による前記被搬送物の搬送方向の間隙を、保管庫の内側からコンベア側へ、或いはコンベア側から保管庫の内側へ通過させることができる。また、これにより、移載装置は、昇降機構により、保管庫内のコンベアを構成する一対のコンベアユニットの間の領域を通じて、被搬送物載置部をコンベアの上方又は下方に位置させることができる。こうした被搬送物保持部による昇降動作及び水平移動動作により、移載装置と搬送装置のコンベアとの間で被搬送物の移し替えを容易に行うことができる。
【0019】
上記の搬送システムの他の態様では、前記搬送装置は、前記保管庫内に複数設けられ、前記搬送装置の各々は前記保管庫内を横断するように配置される。
【0020】
この構成によれば、保管庫内に一つの移載装置を有する構成と比較して、保管庫内に設ける移載装置の数を増加させている分、保管庫内への被搬送物の入出庫時間の短縮化を図ることが可能となる。
【発明を実施するための最良の形態】
【0021】
以下、図面を参照しながら本発明の実施の形態について説明する。
【0022】
[搬送システム]
まず、図1乃至図4を参照して、本発明の実施形態に係る搬送システム100の構成について説明する。
【0023】
図1は、本発明の実施形態に係る搬送システム100の外観構成を模式的に示す斜視図である。図2は、搬送システム100の高さ方向に沿った一断面図を示す。図3(a)は、棚12と被搬送物3との係合状態を示す断面図である。図3(b)は、被搬送物載置部13cbと被搬送物3との係合状態を示す断面図である。図4(a)は、図2の切断線A−A’に沿った保管庫10の平面構成を示し、特に、第1の搬送装置30より搬送されてきた被搬送物3を、移載装置13によって保管庫10内へ入庫する動作の一例を説明する図である。図4(b)は、図2の切断線B−B’に沿った保管庫10の平面構成を示し、特に、第2の搬送装置20より搬送されてきた被搬送物3を、移載装置13によって保管庫10内へ入庫する動作の一例を説明する図である。
【0024】
搬送システム100は、半導体製造工場や液晶製造工場等に設置され、保管庫10と、第1の搬送装置30と、第2の搬送装置20と、コントローラ40と、を備える。この搬送システム100では、第1の搬送装置30及び第2の搬送装置20により、保管庫10等に対して被収容物(図示略)を収容する被搬送物3を搬送する。
【0025】
ここで、被収容物としては、例えば、半導体ウェーハ、液晶表示装置用ガラス基板、フォトマスク用ガラス基板、光ディスク用基板等の各種の基板が挙げられる。また、被搬送物3としては、例えばFOUP(Front Open Unified Pod)などが挙げられる。本例では、被搬送物3は、図3に示すように、その上面側に設けられた板状のフランジ部4と、その底面に設けられた複数の凹部5及び6と、を有する。フランジ部4は、後述する搬送車2の把持部2bにより把持される部位である。各凹部5は、図3に示すように、棚12に被搬送物3を載置した場合に、棚12に設けられた凸部12abと嵌合する部位である。各凹部6は、図3に示すように、被搬送物載置部13cbに被搬送物3を載置した場合に、被搬送物載置部13cbに設けられた各凸部13ccと嵌合する部位である。
【0026】
(保管庫の構成)
まず、保管庫10の構成は次の通りである。
【0027】
保管庫10は、図示しない床の上に設置され、コントローラ40による入出庫指示に従って、第1の搬送装置30及び第2の搬送装置20によって搬送されてきた被搬送物3を一時的に保管する役割を果たす。
【0028】
具体的に、保管庫10は、筺体11と、少なくとも1つ(本例では複数)の棚12と、1つの移載装置13と、を備える。
【0029】
筺体11は、アルミニウムなどの金属素材等により形成される。筐体11は、4つの側面(11a、11b、11c、11d)と、当該4つの側面に隣接すると共に床側に位置する底面11eと、底面11eと対向する上面11fとを含む箱状の形状を有し、複数の棚12、及び移載装置13を夫々収容している。ここで、側面11aは、相互に対向する側面11b及び11dに隣接していると共に側面11cに対向している。
【0030】
また、筐体11は、開口11g、11h、11iを有する。開口11gは、筐体11の側面(11a、11b、11d)及び上面11fの一部を切り欠いて形成される。開口11gは、後述する搬送車2と、入出庫用ポートとして機能する棚(保管庫10内において開口11gに位置する最上段の棚)12pとの間で被搬送物3の授受を行うために利用される。開口11h、11iは、後述するコンベア20zを保管庫10内に配置するために用いられる。本例では、開口11hは、筐体11の底面11e側であって且つ側面11bに設けられると共に、開口11iは、筐体11の底面11e側であって且つ側面11dに且つ開口11hに対応する位置に設けられる。但し、本発明では、コンベア20z及びコンベア20zを保管庫10内に配置するための開口の位置は、筐体11において、上記した位置に限定されるものではない。
【0031】
複数の棚12は、筐体11内に配置され、被搬送物3を一時的に載置及び保管する役割を有する。本例では、筐体11の高さ方向に一列状に配置された一群の棚12が、側面11a及び11cの側に夫々配置されており、側面11a側に配置された一群の棚12と、側面11c側に配置された一群の棚12とは相互に対向する位置に配置されている。そして、側面11a及び11cの側に夫々配置された一群の棚12において、保管庫10の高さ方向に隣り合う棚12同士の距離は、少なくとも被搬送物3の高さd6(図6(a)を参照)以上とされる。
【0032】
また、側面11a側に配置された一群の棚12のうち最下段に位置する棚12と、コンベア20zとの間には、少なくとも1つ分の棚12が意図的に取り除かれている。この理由は、後述するように移載装置13が第2の搬送装置30から被搬送物3を受け取って、その後、保管庫10の高さ方向へ移動する際に、棚12によって移載装置13の移動が妨げられないようにするためである。また、側面11c側において、コンベア20zに隣接する位置には、棚12が設けられていない。この理由は、後述するように移載装置13が第2の搬送装置30から被搬送物3を受け取って、その後、移載装置13が側面11c側に水平移動する際に、棚12によって移載装置13の移動が妨げられないようにするためである。
【0033】
各棚12は、U字状又はコの字状の平面形状を有する。各棚12の上面12aには、図3に示すように、被搬送物3の底面に形成された各凹部5と嵌合する複数の凸部12abが形成されている。各凸部12abは、各棚12の上面12aに保管用の被搬送物3を載置した場合に、被搬送物3の底面に形成された各凹部5と嵌合して、各棚12に対する被搬送物3の移動を規制する役割を有する。
【0034】
また、側面11a側に配置された一群の棚12のうち、最上段の棚(図2の領域P1に位置する棚であり、以下、「棚12p」と称する)は、開口11gを通じて搬送車2との間で被搬送物3の授受を行うための入出庫用ポートとして機能する。
【0035】
移載装置13は、コントローラ40による入出庫指示に従い、複数の棚12及び後述する第2の搬送装置20のコンベア20zとの間で被搬送物3の授受又は受け渡しを行う。具体的には、移載装置13は、コントローラ40による入庫指示に従い、保管庫10内に位置するコンベア20a(図4(b)を参照)より受け取った被搬送物3を、複数の棚12のうち入庫用の指定の棚12に載置する役割を有する。一方、移載装置13は、コントローラ40による出庫指示に従い、複数の棚12のうち出庫用の指定の棚12より取り出した被搬送物3を、保管庫10内に位置するコンベア20a上へ載置する(受け渡す)役割を有する。なお、コンベア20a上に載置された被搬送物3は、その後、各種の製造装置等に向けて搬送される。
【0036】
移載装置13は、昇降機構13aと、水平移動機構13bと、被搬送物保持部13cと、を備え、筐体11の側面11b側に配置される。
【0037】
昇降機構13aは、保管庫10の高さ方向(図2の矢印Y42方向)及び当該高さ方向とは逆方向(図2の矢印Y41方向)に昇降可能に構成される。例えば、昇降機構13aは、図示しないモータなどにより、筐体11の高さ方向に延在する案内部13abに沿って昇降する。なお、本例では、案内部13abは筐体11内の側面11bに取り付けられている。
【0038】
水平移動機構13bは、昇降機構13aに支持され、筐体11の高さ方向と直交する方向であって、且つ棚12と平行な水平面上をコンベア20zの配列方向(図1及び図4等の矢印Y2方向)と直交する方向(図2及び図4等の矢印Y3方向)に往復移動可能に構成される。例えば、水平移動機構13bは、図示しないモータなどにより、筐体11の高さ方向と直交する方向であって、且つコンベア20zの配列方向と直交する方向に延在する案内部13baに沿って往復移動する。水平移動機構13bは、昇降機構13aの駆動により、案内部13abに沿って昇降する。
【0039】
被搬送物保持部13cは、水平移動機構13bに支持され、被搬送物3を保持する。被搬送物保持部13cは、水平移動機構13bに支持される支持部13caと、支持部13caの水平移動機構13b側とは逆側の端部からコンベア20zの配列方向に屈曲して延在する被搬送物載置部13cbと、を有する。被搬送物保持部13cは、昇降機構13aの駆動により、案内部13abに沿って昇降すると共に、水平移動機構13bの駆動により、案内部13baに沿って往復移動する。
【0040】
支持部13caは、水平移動機構13bの位置から下方に向かって延在している。コンベア20zの配列方向における支持部13caの厚さd3は、後述する保管庫10内において隣接する2つのコンベア(20a、20b)の間における間隙51の幅(コンベア20zの配列方向の幅)d4より小さい。
【0041】
被搬送物載置部13cbは、被搬送物3を載置する長板状部材である。被搬送物載置部13cbの上面には、図3乃至図5等に示すように、被搬送物3の底面に形成された複数の凹部6と嵌合する複数の凸部13ccが形成されている。各凸部13ccは、被搬送物載置部13cb上に被搬送物3を載置した場合に、被搬送物3の底面に形成された各凹部6と嵌合して、被搬送物載置部13cbに対する被搬送物3の移動を規制する役割を有する。また、保管庫10の高さ方向と直交する方向であって、且つコンベア20zの配列方向と直交する方向における被搬送物載置部13cbの幅d1は、後述する保管庫10内におけるコンベア20aを構成する一対のコンベアユニット(20、21)の間隔d5より小さい。
【0042】
(第1の搬送装置の構成)
次に、第1の搬送装置30の構成は次の通りである。
【0043】
第1の搬送装置30は、軌道(レール)1と、搬送車2と、を備える。
【0044】
軌道1は、例えば保管庫10が配置される天井(図示しない)に懸垂される。軌道1の一部は、保管庫10の上方において、その開口11gを横断する位置に配置される。
【0045】
搬送車2としては、例えばOHT(Over head Hoist Transport)が挙げられる。搬送車2は、例えばリニアモータなどの駆動方式により軌道1に沿って保管庫10を横断する方向(図1の矢印Y1方向)に走行する。搬送車2は、被搬送物3を保管庫10に向けて搬送するのに加えて、各種処理装置、各種製造装置、或いは各種検査装置等に向けて搬送する。
【0046】
具体的に、搬送車2は、被搬送物3を収容する収容部2aと、被搬送物3を把持又は開放する把持部2bと、把持部2bを昇降する昇降機構(図示略)と、を備える。この搬送車2においては、把持部2bによって被搬送物3のフランジ部4を把持した状態で、昇降機構を通じて把持部2bを昇降させることにより、被搬送物3の昇降を行う。
【0047】
本例では、搬送車2は、コントローラ40からの入庫指示に従い、開口11gの位置で停止して、被搬送物3を入出庫ポートとして機能する棚12pの上に載置(入庫)する。一方、搬送車2は、コントローラ3からの出庫指示に従い、開口11gの位置で停止して、入出庫ポートとして機能する棚12pの上に載置された出庫待ちの被搬送物3を受け取る。
【0048】
なお、本例では、搬送車2による被搬送物3の搬送方向は、後述する第2の搬送装置20による被搬送物3の搬送方向に対して逆方向になっている。しかし、かかる構成は一例であり、本発明では、搬送車2による被搬送物3の搬送方向と、第2の搬送装置20による被搬送物3の搬送方向とは同一の方向であっても構わない。
【0049】
(第2の搬送装置の構成)
次に、第2の搬送装置20の構成は次の通りである。
【0050】
第2の搬送装置20は、保管庫10を横断する方向(本例では図1及び図4(b)等の矢印Y2方向)に向かって一列状に配置された複数のコンベア20zを備える。各コンベア20zは、一対のコンベアユニット(21、22)を有して構成される。コンベアユニット21と、コンベアユニット22とは、保管庫10の高さ方向と直交する方向であって、且つ各コンベア20zの配列方向(矢印Y2方向)と直交する方向に一定の間隔d5をあけて配置されている。
【0051】
本例では、コンベアユニット21及び22としては、図1に示すように、複数のローラ(回転部材)21a、22aと、複数のローラ21a、22aに巻かれたベルト21b、22bと、を有するベルト駆動方式のコンベアを採用している。また、コンベア20zの配列方向に相隣接するコンベアユニット21の間には一定の幅d4を有する間隙51が形成されていると共に、コンベア20zの配列方向に相隣接するコンベアユニット22の間にも一定の幅d4を有する間隙51が形成されている。
【0052】
複数のコンベア20zのうち、少なくとも2つのコンベア20zの少なくとも一部は、開口11h、11iを通じて保管庫10内に配置される。本例では、図4(b)に示すように、複数のコンベア20zのうち、コンベア20aは保管庫10内に配置され、また、コンベア20bは、保管庫10の外部から内部にかけて開口11hを跨るように配置され、また、コンベア20cは、保管庫10の内部から外部にかけて開口11iを跨るように配置されている。但し、本発明では、保管庫10内に配置されるコンベア20zの数に限定はない。
【0053】
(コントローラの構成)
次に、コントローラ40の構成は次の通りである。
【0054】
コントローラ40は、図示しないCPU(Central Processing Unit)や、図示しないROM(Read Only Memory)及びRAM(Random Access Memory)等に代表されるメモリなどを備え、製造プロセスに基づいて、保管庫10、第1の搬送装置30及び第2の搬送装置20に対する各種の制御を行う。例えば、コントローラ40は、製造プロセスに基づいて、保管庫10、第1の搬送装置30及び第2の搬送装置20に対して被搬送物3の搬送及び入出庫などの指示を出したりする。
【0055】
[保管庫システムの動作]
(第1の搬送装置と保管庫との間における被搬送物の搬送動作)
次に、第1の搬送装置30と保管庫10との間における搬送動作(入出庫動作)の一例について簡単に説明する。なお、以下では、入出庫ポートとして機能する棚12pから、当該棚12pに対し同段の位置にある棚(図2の領域P2に位置する棚)へ被搬送物3を入庫する動作を一例にとり説明する。
【0056】
まず、軌道1に沿って走行する搬送車2は、コントローラ40による入庫指示を受けると、図2に示すように、保管庫10の開口11gの真上の位置で停止して、被搬送物3を入出庫ポートとして機能する棚12pの上に載置する。ここで、図3(a)には、被搬送物3が棚12p上に載置された状態が示されている。このとき、棚12p上に形成された各凸部12abは、被搬送物3の底面に形成された各凹部5と嵌合して、当該棚12に対する被搬送物3の移動が規制される。
【0057】
次に、保管庫10内の移載装置13は、棚12p上に載置された被搬送物3を、棚12pに対して同段に位置するもう一つの棚(図2の領域P2に位置する棚)12上に移載する。この場合、まず、移載装置13は、図3(a)の矢印方向に示すように、被搬送物載置部13cbをU字状又はコの字状の平面形状を有する棚12pの間隙部分(間隙の幅d2>d1)を通過するように上昇させ、被搬送物3を棚12pから被搬送物載置部13cbへ移し替える。このとき、被搬送物載置部13cb上に形成された各凸部13ccは、被搬送物3の底面に形成された各凹部6と嵌合して、被搬送物載置部13cbに対する被搬送物3の移動が規制される。かかる状態が図3(b)に示されている。
【0058】
次に、移載装置13は、昇降機構13aによる昇降動作及び水平移動機構13bによる水平移動動作を通じて、図4(a)の各矢印方向に示すように、被搬送物載置部13cb上に移し替えられた被搬送物3を、入出庫ポートとして機能する棚12pと、その棚12pに対して同段に位置するもう一つの棚(図2の領域P2に位置する棚)12上に移載する。こうして、保管庫10内への被搬送物13の入庫作業が完了する。なお、図2の領域P2に位置する棚12に載置された被搬送物3を、入出庫ポートとして機能する棚12pを通じて第1の搬送装置30に向けて出庫するには、上記した入庫方法と逆の搬送動作を行うことにより実現できる。
【0059】
(第2の搬送装置と保管庫との間における被搬送物の搬送動作)
次に、図2、図4(b)、図5及び図6等を参照して、第2の搬送装置20と保管庫10との間における搬送動作(入出庫動作)の一例について説明する。
【0060】
図5(a)及び(b)、並びに図6(a)及び(b)は、第2の搬送装置20及び移載装置13を模式的に示す要部斜視図を示し、特に、第2の搬送装置20と移載装置13との連携による保管庫10内への被搬送物3の入出庫方法を説明する図である。なお、図5及び図6に示す、コンベア20a、20b、20cは、図4(b)に示すコンベア20a、20b、20cに対応している。また、図5及び図6では、筐体11などの図示を省略し、説明に必要な最小限の要素のみ図示している。
【0061】
まず、第2の搬送装置20による被搬送物3の入庫動作は次の通りである。
【0062】
コントローラ40は、第2の搬送装置20及び保管庫10に対して被搬送物3の入庫指示を出す。これに伴って、まず、移載装置13は、図2及び図5(a)において、図中矢印Y41に示すように、昇降機構13aを通じて被搬送物保持部13cを案内部13abに沿って下降させて、被搬送物載置部13cbをコンベア20zより下方の位置に配置する。
【0063】
次に、移載装置13は、図2、図4(b)及び図5(b)に示すように、水平移動機構13bを通じて被搬送物保持部13cを案内部13baに沿ってコンベア20zの方向(矢印Y31方向)に水平移動させて、被搬送物保持部13cをコンベア20zに対して所定の位置に配置する。具体的には、この場合、移載装置13は、支持部13caを、相隣接するコンベア20a及び20bの間の間隙51を、保管庫10の内側からコンベア20z側に向けて通過させて、被搬送物載置部13cbを保管庫10内の被搬送物3が載置されたコンベア20aを構成する一対のコンベアユニット(21、22)の間の領域の真下に対応する位置に配置すると共に、支持部13caを当該被搬送物載置部13cbに対応する位置であって且つ当該間隙51に対応する位置に配置する。
【0064】
一方、第2の搬送装置20の複数のコンベア20zは、コントローラ40からの被搬送物3の入庫指示に従い、被搬送物3を保管庫10内に向けて搬送する。このとき、複数のコンベア20zは、被搬送物3を保管庫10側(矢印Y2方向)に搬送して、さらに被搬送物3を筐体11の開口11hを通過させて保管庫10内に進入させ、さらに被搬送物3をコンベア20aの位置まで到達させた段階で、コンベア20aの駆動を停止する。これにより、被搬送物3はコンベア20a上で待機した状態となる。
【0065】
次に、移載装置13は、保管庫10内において、コンベア20a上で待機している被搬送物3を受け取る。具体的には、移載装置13は、図6(a)に示すように、昇降機構13aを通じて、上記した状態から被搬送物保持部13cを案内部13abに沿って保管庫10の高さ方向(図2及び図6(a)の矢印Y42方向)に上昇させ、被搬送物3をコンベア20a上から被搬送物載置部13cb上に移し替える。
【0066】
このとき、移載装置13は、被搬送物保持部13cの下部(又は下面)を、コンベア20a上において被搬送物3を通過できる位置までは上昇させない。即ち、移載装置13は、被搬送物保持部13cを矢印Y42方向に少しだけ持ち上げた状態とし、コンベア20a上から被搬送物載置部13cbの下部までの高さが被搬送物3の高さd6より高くなる位置までは被搬送物載置部13cbを上昇させない。
【0067】
次に、移載装置13は、図2及び図6(b)に示すように、被搬送物保持部13cを矢印Y42方向に少しだけ持ち上げた状態で、当該被搬送物保持部13cを水平移動機構13bにより案内部13baに沿ってコンベア20zの方向とは逆方向(矢印Y32方向)に水平移動させる。このとき、移載装置13は、被搬送物保持部13cを保管庫10の中央位置まで水平移動させることが好ましい。次に、移載装置13は、図2及び図6(b)に示すように、被搬送物保持部13cを昇降機構13aにより案内部13abに沿って昇降させて、当該被搬送物3を複数の棚12のうち指定された棚12上に載置(保管)すると共に、第2の搬送装置20は複数のコンベア20zの駆動を再開する。この理由は、複数のコンベア20zを通じて保管庫10の上流側から搬送されてくる、入庫の必要のない被搬送物3を、当該保管庫10の下流側に通過させて、被搬送物3の搬送を円滑にするためである。こうして、保管庫10内への被搬送物3の入庫動作が完了する。
【0068】
次に、移載装置13による第2の搬送装置20への被搬送物3の出庫動作は、次の通りである。
【0069】
コントローラ40は、第2の搬送装置20及び保管庫10に対して被搬送物3の出庫指示を出す。これに伴って、まず、移載装置13の被搬送物載置部13cbは、昇降機構13a及び水平移動機構13bを通じて、複数の棚12のうち指定の棚12から出庫用の被搬送物3を受け取る。
【0070】
次に、第2の搬送装置20は各コンベア20zの駆動を一時的に停止させる。次に、移載装置13は、被搬送物載置部13cbがコンベア20aを構成する一対のコンベアユニット(21、22)の間の領域と平面的に重なるように、且つ、支持部13caが相隣接するコンベア20a及び20bの間の間隙51に対応する位置に配置されるように、水平移動機構13bを通じて被搬送物保持部13cを水平移動させる。
【0071】
次に、移載装置13は、その状態から被搬送物載置部13cbがコンベア20aを構成する一対のコンベアユニット(21、22)の間の領域の真下に位置するように、昇降機構13aを通じて被搬送物保持部13cを下降させる。これにより、被搬送物載置部13cb上に載置された被搬送物3がコンベア20a上へ移し替えられる(図示略)。
【0072】
次に、移載装置13は、水平移動機構13bを通じて、支持部13caを相隣接するコンベア20a及び20bの間の間隙51をコンベア20z側から保管庫10の内側(矢印Y32方向)に向けて通過させつつ、被搬送物保持部13cをコンベア20z側から保管庫10の内側に向けて水平移動(退避)させる。次に、移載装置13は、コンベア20a上から被搬送物載置部13cbの下部までの高さが被搬送物3の高さd6よりも高くなる位置まで被搬送物載置部13cbを上昇させる。次に、第2の搬送装置20は各コンベア20zの駆動を再開する。こうして、コンベア20a上に載置された被搬送物3が、保管庫10の下流側に向けて搬送され、保管庫10内からの被搬送物3の出庫動作が完了する。
【0073】
次に、この搬送システム100の特徴的な点について説明する。
【0074】
この搬送システム100では、第2の搬送装置20の各コンベア20zは保管庫10内を横断するように配置されている。これにより、保管庫10内に対して、第2の搬送装置20の各コンベア20zを通じて被搬送物3を直接的に搬送することが可能となる。
【0075】
更に、保管庫10は、当該保管庫10内において第2の搬送装置20のコンベア20aと棚12との間で被搬送物3の授受を行う1つの移載装置13を備えている。
【0076】
これによれば、保管庫の外部に配置された搬送装置と、保管庫との間で被搬送物3の受け渡しを行う構成と比較して、保管庫10内への被搬送物3の入出庫時間を短縮することが可能となり、保管庫10と第2の搬送装置20との間において被搬送物3の搬送を迅速且つ容易に行うことができる。加えて、この搬送システム100では、保管庫10内に配置された1つの移載装置13を用いて、棚12と第2の搬送装置20のコンベア20zとの間で被搬送物3の入出庫を行う。よって、例えば、保管庫10内に少なくとも2つの移載装置を用いて、保管庫10と第2の搬送装置20との間で被搬送物3の入出庫を行う構成と比較して、保管庫10内に設ける移載装置の数が少ない分、保管庫10のコストを下げることができる。
【0077】
また、この搬送システム100では、移載装置13は、保管庫10内へ被搬送物3を入庫する場合、保管庫10内において第2の搬送装置20のコンベア20aより被搬送物3を受け取って、受け取った被搬送物3を複数の棚12のうち指定された棚12上に載置又は受け渡す。これにより、保管庫10内に被搬送物3を円滑に入庫することが可能となる。
【0078】
また、この搬送システム100では、移載装置13は、保管庫10内から被搬送物3を出庫する場合、複数の棚12のうち指定された棚12から受け取った被搬送物3を第2の搬送装置20のコンベア20a上に載置又は受け渡す。これにより、保管庫10内から第2の搬送装置20に対して被搬送物3を円滑に出庫することが可能となる。
【0079】
また、この搬送システム100では、第2の搬送装置20は、保管庫10内を横断する方向(本例では図1等の矢印Y2方向)に向かって一列状に配置された複数のコンベア20zを備え、保管庫10内には、相互に間隙51をあけて隣接する2つのコンベア20z(本例ではコンベア20a、20b)の少なくとも一部が配置されている。また、各コンベア20zは、保管庫10の高さ方向(図2等の矢印Y42方向)と直交する方向であって、且つ保管庫10を横断する方向(コンベア20zの配列方向)と直交する方向に間隔d5をあけて配置された一対のコンベアユニット(21、22)を有する。また、コンベア20zの配列方向における支持部13caの厚さd3は、保管庫10内において隣接する2つのコンベア(20a、20b)の間における間隙51の幅(コンベア20zの配列方向の幅)d4より小さく、また、保管庫10の高さ方向と直交する方向であって、且つコンベア20zの配列方向と直交する方向における被搬送物載置部13cbの幅d1は、保管庫10内におけるコンベア20aを構成する一対のコンベアユニット(20、21)の間隔d5より小さい。
【0080】
これにより、移載装置13は、水平移動機構13bにより、支持部13caを保管庫10内において隣接するコンベア20a及び20bの間隙51を、保管庫10の内側からコンベア20z側へ、或いはコンベア20z側から保管庫10の内側へ通過させることができる。加えて、移載装置13は、昇降機構13aにより、保管庫10内のコンベア20aを構成する一対のコンベアユニット(21、22)の間の領域を通じて、被搬送物載置部13cbをコンベア20zの上方又は下方に位置させることができる。こうした被搬送物保持部13cによる昇降動作及び水平移動動作により、移載装置13と第2の搬送装置20のコンベア20zとの間で被搬送物3の移し替えを容易に行うことができる。
【0081】
[変形例]
本発明では、その趣旨を逸脱しない範囲において種々の変形をすることが可能である。
【0082】
図7は、図1に対応する、変形例に係る搬送システム100aの外観構成を模式的に示す斜視図である。
【0083】
変形例に係る搬送システム100aと、上記した実施形態に係る搬送システム100とを比較した場合、その両者は、筐体11の構成が若干異なり、それ以外は同様である。
【0084】
即ち、上記した実施形態に係る搬送システム100では、コンベア20zを保管庫10内に配置するために、筐体11の底面11e側であって且つ側面11bに開口11hを設けると共に、筐体11の底面11e側であって且つ側面11dに且つ開口11hに対応する位置に開口11iを設けるようにした。
【0085】
この点、変形例に係る搬送システム100aでは、筐体11wにそのような開口11h、11iを設けるのではなく、筐体11wには、その底面11e側において、側面(11a、11b、11d)の一部を切り欠いて形成される開放部11vを設けるようにしている。 これにより、コンベア20zを保管庫10内に配置することが可能となり、上記した本実施形態と同様の作用効果を得ることが可能となる。
【0086】
また、上記の実施形態及び変形例に係る搬送システム100、100aでは、第2の搬送装置20は、保管庫10内を横断するように1つだけ設けられていた。これに限らず、本発明では、搬送システム100、100aにおいて、第2の搬送装置20を、保管庫10内を横断するように複数設けることとしても構わない。その一例について図8を参照して説明する。
【0087】
図8は、図2に対応する、他の変形例に係る搬送システム100bの高さ方向に沿った一断面図を示す。
【0088】
この搬送システム100bでは、上記した搬送システム100、100aと同様に、筐体11gの側面11e側であって、且つ側面11aに設けられた開口11h及び側面11dに設けられた開口11iを通じて保管庫10内を横断する位置に対して、1つの第2の搬送装置20が設けられているのに加え、筐体11gの側面11f側であって、且つ入出庫ポートとして機能する棚12pに対して隣接する位置に対して、保管庫10内を横断するように、更にもう1つの第2の搬送装置20(以下、「第2の搬送装置20g」と称する)が設けられている。
【0089】
なお、筐体11gは、側面11f側であって、且つ側面11aに対応する位置に開口11jを有すると共に、側面11f側であって、且つ側面11dに対応する位置に且つ開口11jに対応する位置に開口(図示略)を有し、第2の搬送装置20gは、開口11j及び当該開口11jに対応する位置に設けられた開口を横断するように設けられる。よって、保管庫10に対して、第2の搬送装置20gと第2の搬送装置20とは平行に配置されている。
【0090】
この構成によれば、移載装置13は、保管庫10の高さ方向の中央部より上方に位置する複数の棚12のうち指定された棚12と第2の搬送装置20gとの間で被搬送物3の入出庫を行うことが可能になると共に、保管庫10の高さ方向の中央部より下方に位置する複数の棚12のうち指定された棚12と第2の搬送装置20との間で被搬送物3の入出庫を行うことが可能となる。これにより、上記した本実施形態等と比べて、保管庫10内の指定の棚12と第2の搬送装置との間における被搬送物3の入出庫時間の短縮化を図ることが可能となる。
【0091】
また、本発明では、搬送システム100、100a、100bにおいて、保管庫10内に2つの移載装置13を設けることとしても構わない。例えば、保管庫10の高さ方向の中央部より上方に対応する位置、及び、保管庫10の高さ方向の中央部より下方に対応する位置に対して、それぞれ移載装置13を設けることができる。これによれば、保管庫10の高さ方向の中央部より上方に対応する位置に配置された移載装置13により、保管庫10の高さ方向の中央部より上方に対応する位置に配置された棚12と、第2の搬送装置20gとの間で被搬送物3の入出庫を行うことが可能になると共に、保管庫10の高さ方向の中央部より下方に対応する位置に配置された移載装置13により、保管庫10の高さ方向の中央部より下方に対応する位置に配置された棚12と、第2の搬送装置20gとの間で被搬送物3の入出庫を行うことが可能になる。かかる構成により、保管庫10内に対する移載装置の数の増加に伴って保管庫10のコストは増加するものの、被搬送物3の入出庫時間の短縮化をより図ることが可能となる。
【0092】
また、本発明では、搬送システム100gにおいて、第2の搬送装置20gを設けるのではなく、筐体11の側面11b、11dのうち少なくとも何れかの側面と平行な位置に且つ保管庫10内を横断する位置に対して第2の搬送装置(以下、「第2の搬送装置20h(図示略)」と称する)を設けることとしても構わない。但し、この構成の場合には、保管庫10内において、上記した移載装置13のほかに、第2の搬送装置20h(図示略)と移載装置13との間で被搬送物3の授受を行うための他の移載装置を設けることが必要となる。この構成によれば、他の移載装置を設ける分だけ、保管庫10自体のコストは増加するものの、保管庫10と第2の搬送装置20及び20hとの間における被搬送物3の入出庫時間の短縮化を図ることが可能となる。
【0093】
また、上記の実施形態及び変形例等では、移載装置13は筐体11の側面11b側に配置され、移載装置13の被搬送物保持部13cは、水平移動機構13bの位置から下方に向かって延在する支持部13caと、支持部13caの水平移動機構13b側とは逆側の端部からコンベア20zの配列方向(矢印Y2方向)に屈曲して延在する被搬送物載置部13cbと、を有して構成されていた。これに限らず、本発明では、移載装置13は筐体11の側面11d側に配置され、移載装置13の被搬送物保持部13cは、水平移動機構13bの位置から下方に向かって延在する支持部13caと、支持部13caの水平移動機構13b側とは逆側の端部からコンベア20zの配列方向(矢印Y2方向)とは逆方向に屈曲して延在する被搬送物載置部13cbと、を有して構成されていてもよい。
【図面の簡単な説明】
【0094】
【図1】本発明の実施形態に係る搬送システムの外観構成を模式的に示す斜視図。
【図2】本実施形態に係る搬送システムの高さ方向に沿った一断面図。
【図3】棚又は移載装置の被搬送物載置部と被搬送物との係合状態を示す断面図。
【図4】図2の切断線A−A’及びB−B’に沿った保管庫の各断面図。
【図5】第2の搬送装置と移載装置との連携による被搬送物の保管庫内への入出庫方法を説明する各要部斜視図。
【図6】第2の搬送装置と移載装置との連携による被搬送物の保管庫内への入出庫方法を説明する各要部斜視図。
【図7】本発明の変形例に係る搬送システムの外観構成を模式的に示す斜視図。
【図8】本発明の他の変形例に係る搬送システムの高さ方向に沿った一断面図。
【符号の説明】
【0095】
1 軌道、 2 搬送車、 3 被搬送物、 10 保管庫、 11、11w、11g 筐体、 11h、11i、11j 開口、 11v 開放部、 12 棚、 13 移載装置、 13a 昇降機構、 13b 水平移動機構、 13c 被搬送物保持部、 13ca 支持部、 13cb 被搬送物載置部、 20、20g 第2の搬送装置、 20a、20b、20c、20z コンベア、 21、22 コンベアユニット、 30 第1の搬送装置、 40 コントローラ、 100、100a、100b 搬送システム
【特許請求の範囲】
【請求項1】
被搬送物を載せた状態で当該被搬送物を搬送する搬送装置と、
前記被搬送物を保管する少なくとも1つの棚を有する保管庫と、を備え、
前記搬送装置は前記保管庫内を横断するように配置され、
前記保管庫は、当該保管庫内において前記搬送装置と前記棚との間で前記被搬送物の授受を行う1つの移載装置を備えることを特徴とする搬送システム。
【請求項2】
前記移載装置は、前記保管庫内へ前記被搬送物を入庫する場合、前記保管庫内において前記搬送装置より前記被搬送物を受け取って、受け取った前記被搬送物を前記棚に受け渡すことを特徴とする請求項1に記載の搬送システム。
【請求項3】
前記移載装置は、前記保管庫内から前記被搬送物を出庫する場合、前記棚から受け取った前記被搬送物を前記搬送装置に受け渡すことを特徴とする請求項1又は2に記載の搬送システム。
【請求項4】
前記搬送装置は、一列状に配置された複数のコンベアを備え、
前記保管庫内には、相互に間隙をあけて隣接する2つの前記コンベアの少なくとも一部が配置されていることを特徴とする請求項1乃至3のいずれか一項に記載の搬送システム。
【請求項5】
前記コンベアの各々は、前記保管庫の高さ方向と直交する方向であって、且つ前記搬送装置による前記被搬送物の搬送方向と直交する方向に間隔をあけて配置された一対のコンベアユニットを有することを特徴とする請求項4に記載の搬送システム。
【請求項6】
前記移載装置は、前記保管庫の高さ方向及び前記高さ方向とは逆方向に昇降する昇降機構と、前記昇降機構に支持され、前記棚と平行な水平面上を前記搬送装置による前記被搬送物の搬送方向と直交する方向に往復移動可能な水平移動機構と、前記水平移動機構に支持され、前記被搬送物を保持する被搬送物保持部と、を備え、
前記被搬送物保持部は、前記水平移動機構の位置から下方に向かって延在する支持部と、前記支持部の前記水平移動機構側とは逆側の端部から当該被搬送物の搬送方向又は当該被搬送物の搬送方向とは逆方向に屈曲して延在し、前記被搬送物を載置する被搬送物載置部と、を有することを特徴とする請求項1乃至5のいずれか一項に記載の搬送システム。
【請求項7】
前記支持部の前記被搬送物の搬送方向の厚さは、前記隣接する2つの前記コンベアの間における当該被搬送物の搬送方向の前記間隙の幅より小さく、
前記保管庫の前記高さ方向と直交する方向であって、且つ当該被搬送物の搬送方向と直交する方向における前記被搬送物載置部の幅は、前記一対のコンベアユニットの間隔より小さいことを特徴とする請求項6に記載の搬送システム。
【請求項8】
前記移載装置と前記搬送装置との間で前記被搬送物の授受を行う場合、
前記被搬送物載置部は、前記昇降機構及び前記水平移動機構を通じて、前記保管庫内の前記被搬送物が載置された前記コンベアより下方の位置に且つ当該コンベアを構成する前記一対のコンベアユニットの間の領域に対応する位置に配置されると共に、前記支持部は、前記被搬送物載置部に対応する位置であって且つ前記間隙に対応する位置に配置されることを特徴とする請求項7に記載の搬送システム。
【請求項9】
前記搬送装置は、前記保管庫内に複数設けられ、
前記搬送装置の各々は前記保管庫内を横断するように配置されることを特徴とする請求項1乃至8のいずれか一項に記載の搬送システム。
【請求項1】
被搬送物を載せた状態で当該被搬送物を搬送する搬送装置と、
前記被搬送物を保管する少なくとも1つの棚を有する保管庫と、を備え、
前記搬送装置は前記保管庫内を横断するように配置され、
前記保管庫は、当該保管庫内において前記搬送装置と前記棚との間で前記被搬送物の授受を行う1つの移載装置を備えることを特徴とする搬送システム。
【請求項2】
前記移載装置は、前記保管庫内へ前記被搬送物を入庫する場合、前記保管庫内において前記搬送装置より前記被搬送物を受け取って、受け取った前記被搬送物を前記棚に受け渡すことを特徴とする請求項1に記載の搬送システム。
【請求項3】
前記移載装置は、前記保管庫内から前記被搬送物を出庫する場合、前記棚から受け取った前記被搬送物を前記搬送装置に受け渡すことを特徴とする請求項1又は2に記載の搬送システム。
【請求項4】
前記搬送装置は、一列状に配置された複数のコンベアを備え、
前記保管庫内には、相互に間隙をあけて隣接する2つの前記コンベアの少なくとも一部が配置されていることを特徴とする請求項1乃至3のいずれか一項に記載の搬送システム。
【請求項5】
前記コンベアの各々は、前記保管庫の高さ方向と直交する方向であって、且つ前記搬送装置による前記被搬送物の搬送方向と直交する方向に間隔をあけて配置された一対のコンベアユニットを有することを特徴とする請求項4に記載の搬送システム。
【請求項6】
前記移載装置は、前記保管庫の高さ方向及び前記高さ方向とは逆方向に昇降する昇降機構と、前記昇降機構に支持され、前記棚と平行な水平面上を前記搬送装置による前記被搬送物の搬送方向と直交する方向に往復移動可能な水平移動機構と、前記水平移動機構に支持され、前記被搬送物を保持する被搬送物保持部と、を備え、
前記被搬送物保持部は、前記水平移動機構の位置から下方に向かって延在する支持部と、前記支持部の前記水平移動機構側とは逆側の端部から当該被搬送物の搬送方向又は当該被搬送物の搬送方向とは逆方向に屈曲して延在し、前記被搬送物を載置する被搬送物載置部と、を有することを特徴とする請求項1乃至5のいずれか一項に記載の搬送システム。
【請求項7】
前記支持部の前記被搬送物の搬送方向の厚さは、前記隣接する2つの前記コンベアの間における当該被搬送物の搬送方向の前記間隙の幅より小さく、
前記保管庫の前記高さ方向と直交する方向であって、且つ当該被搬送物の搬送方向と直交する方向における前記被搬送物載置部の幅は、前記一対のコンベアユニットの間隔より小さいことを特徴とする請求項6に記載の搬送システム。
【請求項8】
前記移載装置と前記搬送装置との間で前記被搬送物の授受を行う場合、
前記被搬送物載置部は、前記昇降機構及び前記水平移動機構を通じて、前記保管庫内の前記被搬送物が載置された前記コンベアより下方の位置に且つ当該コンベアを構成する前記一対のコンベアユニットの間の領域に対応する位置に配置されると共に、前記支持部は、前記被搬送物載置部に対応する位置であって且つ前記間隙に対応する位置に配置されることを特徴とする請求項7に記載の搬送システム。
【請求項9】
前記搬送装置は、前記保管庫内に複数設けられ、
前記搬送装置の各々は前記保管庫内を横断するように配置されることを特徴とする請求項1乃至8のいずれか一項に記載の搬送システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−80711(P2010−80711A)
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願番号】特願2008−248050(P2008−248050)
【出願日】平成20年9月26日(2008.9.26)
【出願人】(309031466)ムラテックオートメーション株式会社 (52)
【Fターム(参考)】
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願日】平成20年9月26日(2008.9.26)
【出願人】(309031466)ムラテックオートメーション株式会社 (52)
【Fターム(参考)】
[ Back to top ]