
搬送ドラム、ラベル貼付容器製造方法およびラベル貼付容器製造装置
【課題】ラベルの剥離容易性と廃棄されるラベルの低減とを両立する。
【解決手段】ラベル(60)を外周面(33)に保持して搬送する搬送ドラム(30)において、該搬送ドラムの外周面には、少なくとも一つのラベルの前方端(61)および後方端(62)をそれぞれ保持する少なくとも一対の突起(31a、32a)が順次に設けられており、少なくとも一対の突起のうちの少なくとも一方には切欠部(54)が形成されている。切欠部は、一対の突起のうちのラベルの後方端を保持する突起(32a)に形成されるのが好ましい。切欠部は、搬送ドラムの回転軸線に対して平行な方向において突起の一端に形成されているのが好ましい。さらに、ラベルを吸引して保持する吸引穴(35、35a)が、搬送ドラムの外周面、突起の表面および切欠部の切欠面に形成されているのが好ましい。
【解決手段】ラベル(60)を外周面(33)に保持して搬送する搬送ドラム(30)において、該搬送ドラムの外周面には、少なくとも一つのラベルの前方端(61)および後方端(62)をそれぞれ保持する少なくとも一対の突起(31a、32a)が順次に設けられており、少なくとも一対の突起のうちの少なくとも一方には切欠部(54)が形成されている。切欠部は、一対の突起のうちのラベルの後方端を保持する突起(32a)に形成されるのが好ましい。切欠部は、搬送ドラムの回転軸線に対して平行な方向において突起の一端に形成されているのが好ましい。さらに、ラベルを吸引して保持する吸引穴(35、35a)が、搬送ドラムの外周面、突起の表面および切欠部の切欠面に形成されているのが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、容器などに貼付けられるべきラベルを搬送する搬送ドラムに関する。さらに、本発明は、そのような搬送ドラムを用いてラベルを容器に貼付けるラベル貼付容器を製造するラベル貼付容器製造方法およびそのような方法を実施するラベル貼付容器製造装置に関する。
【背景技術】
【0002】
瓶、缶、PETボトル等の筒状の容器の胴部には、ラベル等のシート体が装着されている。このようなラベルの前方端および後方端には糊が予め塗布されており、ラベルは、当該ラベルを保持した搬送ドラムが容器の胴部に接触してラベルの前方端と後方端とが重畳することにより、容器に貼付けられる。
【0003】
近年では、容器の使用後に、これを回収して再生することが資源の有効活用の観点から重要視されるに至っている。特にPETボトルの胴部には、製品名や内容表示などが印刷されたラベル等のシート体が装着されることが多く、回収されたPETボトルの再生には、事前にPETボトルからシート体を剥離させることが求められる。
【0004】
PETボトルからシート体を剥離することを容易とするために、シート体の前方端と後方端とが重畳接着されている箇所の接着力を部分的に弱める技術が既に開示されている。たとえば、特許文献1においては、ラベルの端部においてその幅方向端部に比べて幅方向中央部の接着力が弱い感熱性接着剤(加熱することにより活性化して接着性が発現する接着剤)を予めラベルに塗布することが開示されている。また、特許文献2においては、接着剤が溶剤を塗布することにより活性化して接着性が発現し、かつ接着剤が塗布された塗布部分と塗布されていない非塗布部分とを予めラベルに設けることが開示されている。
【特許文献1】特開2004−177466号公報
【特許文献2】特許第3731912号明細書
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、容器を再生する際に剥がされたラベルは廃棄物として廃棄されるので、廃棄物量を低減する観点から、ラベルの厚みを小さくするのが望ましい。
【0006】
ところが、特許文献1に開示されるラベルでは、加熱による接着剤の活性化の際にラベルが熱収縮してしまう可能性があるので、感熱ラベルを薄くして廃棄量を低減することは困難である。また、特許文献2に開示されるラベルでは、接着剤に溶剤を塗布するため、使用する接着用資材の量が増加する。このためシート体の厚みを薄くして、接着用資材の量も含めた廃棄物の量を低減するためには、上記特許文献1及び特許文献2に開示される手法とは異なる手法を採用する必要がある。そのような手法は、例えばラベルを容器に貼付ける直前で糊をラベルに塗布することである。
【0007】
前述した特許文献1及び特許文献2に開示されるラベルでは活性化される前には接着性が発現しない接着剤が用いられているので、帯状に連なったラベルの集合体の所望の箇所にこうした接着剤を塗布することで接着剤の塗布されたラベルを大量に製造することが可能である。しかしながら、ラベルを容器に貼付ける直前で糊をラベルに塗布する場合には、帯状に連なったラベルの集合体の所望の箇所に糊を塗布することは困難である。個別に切断した後のラベルの所望箇所に糊を塗布する方法が考えられるが、大量の容器に高速度でラベルを貼り付けることの出来る方法は従来存在しなかった。
【0008】
本発明はこのような事情に鑑みてなされたものであり、ラベルの厚さを薄くするとともに、糊の塗布部分と非塗布部分とを形成しつつ糊を塗布したラベルを大量の容器に高速度で貼付けることができ、ラベルの剥離容易性とラベルの廃棄量の低減とを両立することのできる搬送ドラム、ラベル貼付容器製造方法およびそのような方法を実施するラベル貼付容器製造装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
前述した目的を達成するために1番目の発明によれば、ラベルを外周面に保持して搬送する搬送ドラムにおいて、該搬送ドラムの外周面には、少なくとも一つのラベルの前方端および後方端をそれぞれ保持する少なくとも一対の突起が順次に設けられており、前記少なくとも一対の突起のうちの少なくとも一方には切欠部が形成されている搬送ドラムが提供される。
【0010】
すなわち1番目の発明においては、ラベルを搬送ドラムの外周面に保持する際にはラベルの一部分が切欠部の切欠面に吸着するので、ラベルのこの一部分には糊が塗布されない。つまり、この一部分は非塗布部分になるので、接着性を発現させたくないラベルの部分あるいは糊を塗布したくないラベルの部分を、ラベルの搬送中に容易に形成することができる。従って、ラベルと容器とが接着されている箇所の接着力及び/又はラベルの前方端と後方端とが重畳接着されている箇所の接着力を部分的に弱めたラベル貼付容器の製造を容易にすることができる。
【0011】
2番目の発明によれば、1番目の発明において、前記切欠部は、前記一対の突起のうちの前記ラベルの前記後方端を保持する突起に形成されている。
すなわち2番目の発明においては、容器からラベルを剥がし始める箇所であるラベルの前方端と後方端とが重畳接着されている箇所についてのみ接着力を部分的に弱めたラベル貼付容器の製造を容易にすることができる。
【0012】
3番目の発明によれば、2番目の発明において、前記切欠部は、前記搬送ドラムの回転軸線に対して平行な方向において前記突起の一端に形成されている。
すなわち3番目の発明においては、容器からラベルを剥がし始める箇所であるラベルの前方端と後方端とが重畳接着されている箇所のさらに端部において接着力を部分的に弱めたラベル貼付容器の製造を容易にすることができる。即ち、ラベルを剥がす者が無理なくつまんでラベルを容器から剥離することができるラベル貼付容器の製造を容易にすることができる。
【0013】
4番目の発明によれば、1番目から3番目のいずれかの発明において、前記ラベルを吸引して保持する吸引孔が、前記搬送ドラムの外周面、前記突起の表面および前記切欠部の切欠面に形成されている。
すなわち4番目の発明においては、ラベルの一部分を切欠面に積極的に吸着させることにより、ラベルの接着力を弱めたい部分を容易に形成することができると共に、ラベルの姿勢を傾けることなくラベルを搬送し、容器に貼り付けることができる。
【0014】
5番目の発明によれば、1番目から4番目の発明のいずれかに記載の搬送ドラムと、前記搬送ドラムの前記一対の突起に対応する前記ラベルの一部分に糊を塗布する糊塗布手段とを具備し、前記糊塗布手段により糊が塗布された前記ラベルを容器に貼付けてラベル貼付容器を製造するラベル貼付容器製造装置が提供される。
すなわち5番目の発明においては、ラベルを容器に貼付ける直前で糊をラベルに塗布するため、加熱による接着剤の活性化などの工程を必要とせず、ラベルの厚さを薄くすることができる。
【0015】
6番目の発明によれば、5番目の発明において、さらに、前記切欠部に対応する前記ラベルの一部分を前記切欠部に吸着させるのを補助する吸着補助手段を具備する。
すなわち6番目の発明においては、ラベルの、切欠面に吸着させたい部分のみにエアを吹付けるので、ラベル全体の姿勢を傾けることなくラベルを搬送し、容器に貼付けることができる。
【0016】
7番目の発明によれば、1番目から4番目の発明のいずれかに記載の搬送ドラムの前記外周面に前記ラベルを供給し、前記ラベルの一部分が前記切欠部の切欠面に保持されるように前記ラベルを前記搬送ドラムの前記外周面に保持し、前記搬送ドラムの前記一対の突起に対応する前記ラベルの一部分に糊を塗布し、前記糊が塗布された前記ラベルを容器に貼付けてラベル貼付容器を製造するラベル貼付容器製造方法が提供される。
すなわち7番目の発明においては、5番目の発明と同様な効果を得ることができる。
【発明を実施するための最良の形態】
【0017】
以下、添付図面を参照して本発明の実施形態を説明する。以下の図面において同様の部材には同様の参照符号が付けられている。理解を容易にするために、これら図面は縮尺を適宜変更している。
図1は本発明に基づく搬送ドラムを備えたラベル貼付装置の略図である。図1に示されるラベル貼付装置10は容器Cにラベル60を貼付けるのに使用される。このため、ラベル貼付装置10をラベル貼付容器製造装置と言い換えることも可能である。
【0018】
容器Cは、瓶、缶またはPETボトルでありうるが、以下においては、容器CがPETボトルであるものとして説明する。なお、図1においては、容器Cは、その断面が円形であるように示されているが、容器Cの断面は円形に限定されず、例えば容器Cの断面が矩形であってもよい。さらに、図1等においては、容器Cには飲料などの内容物が既に充填されていると共に、容器がキャップにより既に封止されているものとする。しかしながら、空の容器にラベルを貼付ける場合であっても本発明の範囲に含まれる。
【0019】
図1を参照すると、ラベル貼付装置10は容器Cを搬送する搬送コンベヤ11と、搬送コンベヤ11に沿って配置されるスクリュ17とを含んでいる。スクリュ17には、容器Cを受入れ可能な螺旋状の溝17aが形成されている。この溝17aは、スクリュ17の入口側(図1の右側)では、容器の幅に概ね一致するピッチを有しており、下流側に向けてピッチが拡大し、出口側では、容器の幅のほぼ二倍のピッチを有している。
【0020】
スクリュ17は、その入口側では、搬送コンベヤ11の搬送速度に対応する速度で容器Cを搬送するように回転する。そして、入口側でそれぞれ受入れた容器Cを保持して搬送する間に、隣接する容器Cの間隔が溝17aのピッチの拡大に応じて拡大するようになっている。
【0021】
さらに、ラベル貼付装置10は、容器Cを搬送コンベヤ11から回転体15まで移動させるスターホイール13と、容器Cを環状の回転通路16上で円弧に沿って矢印B方向に搬送する回転体15とを含んでいる。回転体15の回転通路16上に搬送された容器Cは他のスターホイール14によって回転体15から搬送コンベヤ11に再び戻され、熱収縮部18まで搬送される。
【0022】
さらに、ラベル貼付装置10は、連続的に巻回されたラベル集合体60′を送出するデリバリローラ45a、45bと、これらデリバリローラ45a、45bから送出されたラベル集合体60′を所定の長さの個々のラベル60に切断するロータリカッタ44とを含んでいる。これらデリバリローラ45a、45bに巻回されるラベル集合体60′の厚さは約30マイクロメートルである。なお、これらデリバリローラ45a、45bに巻回されるラベル集合体60′には糊は塗布されていない。
【0023】
本実施形態においては二つのデリバリローラ45a、45bが示されているが、ラベル貼付装置10の動作時には一方のデリバリローラのみが使用される。そして、当該デリバリローラのラベル集合体60′が送出された後で、他方のデリバリローラが使用されるものとする。つまり、本発明においては、二つのデリバリローラ45a、45bを備えることによって、デリバリローラを交換する時間を節約するようにしている。
【0024】
さらに、図示されるように、回転軸部39回りに回転可能なラベル貼付装置10の搬送ドラム30が、回転体15とロータリカッタ44との両方に隣接して配置されている。後述するように、搬送ドラム30はロータリカッタ44により所定の長さに切断されたラベル60をその裏面が外側になるように保持する役目を果たす。また、搬送ドラム30に保持されたラベル60に糊を塗布する糊塗布部41が搬送ドラム30に隣接して配置されている。
【0025】
糊塗布部41は、搬送ドラム30に隣接する糊塗布ローラ42と、この糊塗布ローラ42の外周面に液状の糊を供給する糊供給部(図示しない)とを含んでいる。また、糊塗布部41は、糊塗布ローラ42の外周面上の糊を掻き取って糊の厚みを均等にするプレート型のスクレーパ43も備えている。スクレーパ43により掻き取られた糊は別途回収されて、糊供給部に循環される。
【0026】
これら回転体15、搬送ドラム30、糊塗布ローラ42およびロータリカッタ44等は、図示しない制御装置により互いに同期して回転するようになっている。なお、図面には示さないものの、ロータリカッタ44と搬送ドラム30との間に、搬送ドラム30と同様の構成の他のドラムを配置し、切断されたラベル60を搬送ドラム30まで安定して搬送するようにしてもよい。
【0027】
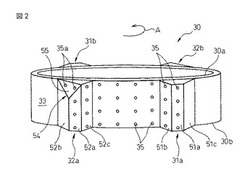
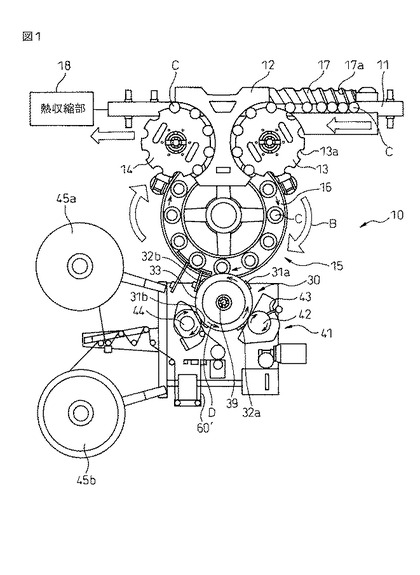
以下、図1に示される搬送ドラムの斜視図である図2を参照して、ラベル貼付装置10の搬送ドラム30について説明する。図1および図2においては、複数対の突起、例えば二対の突起31a、32aおよび31b、32bが搬送ドラム30の外周面33に設けられている。後述するように各対の突起31a、32aおよび31b、32bの間の距離は互いに等しくて、切断後のラベル60の長さに概ね対応している。
【0028】
図2に示されるように、一対の突起のうちの一方の突起31aは搬送ドラム30の外周面33を横切る方向、つまり搬送ドラム30の周方向に対して垂直な方向に外周面33の幅全体にわたって延びている。図2から分かるように、突起31aの断面は概ね台形であって、その下底に対応する面が搬送ドラム30の外周面33と一体的になっている。
【0029】
また、台形型断面の上底に対応する矩形の面を突起31aの突出面51aと呼ぶ。さらに、突起31aから外周面33まで延びる複数の面のうち、搬送ドラム30の回転方向Aにおいて上流側に位置する面を突起31aの傾斜面51bと呼ぶと共に、下流側に位置する面を突起31aの傾斜面51cと呼ぶこととする。
【0030】
他方の突起32aも突起31aと概ね同様な形状であり、突出面52aと傾斜面52b、52cとを有している。ただし、他方の突起32aにおいては、突起32aの突出面52aと傾斜面52bとが斜方向に切欠かれ、切欠部54が形成されている。図2から分かるように、この切欠部54の切欠面55は概ね三角形になっている。
【0031】
図2に示されるように、一対の突起31a、32aの間に位置する外周面33には、複数の吸引孔35が概ね等間隔で形成されている。さらに、同様な吸引孔35が一対の突起31a、32aのそれぞれの突出面51a、52a、および互いに対面する傾斜面52c、51bにも同様な間隔で形成されている。図示されるように、同様な吸引孔35aは切欠部の54の切欠面55にも形成されている。
【0032】
これら吸引孔35、35aは図示しない真空源に接続されている。これら吸引孔35、35aから空気を吸引することにより、ラベル60を搬送ドラム30の外周面33に保持することが可能となる。ラベル60が搬送ドラム30に保持されると、ラベル60の前方端61が一方の突起31aの突出面51a上に位置すると共に、ラベル60の後方端62が他方の突起32aの突出面52a上に位置するようになる。言い換えれば、これら一対の突起31a、32aはラベル60を保持するのに適した距離を空けて配置されている。なお、図2において一部のみが示される他の対の突起31b、32bも、一対の突起31a、32aと同様の構成であるので説明を省略する。
【0033】
以下、本発明に基づくラベル貼付装置10の動作について説明する。
はじめに、複数の容器Cが搬送コンベヤ11によりスターホイール13に向かって搬送される。スクリュ17によって、所定の間隔が空けられた複数の容器Cはスターホイール13の受容部13aに順次受容されてガイド部材12に沿って回転体15まで案内される。次いで、回転体15に供給された容器Cは、回転体15の回転通路16上を矢印B方向に周回する。
【0034】
一方、糊塗布ローラ42の周面には糊供給部(図示しない)から糊が供給され、糊の厚さはスクレーパ43によって均等にされる。また、デリバリローラ45aまたは45bから繰出されたラベル集合体60′は複数の案内ローラにより案内された後でロータリカッタ44に到達し、ロータリカッタ44が一定の回転数で回転するたび毎に所定の長さの個々のラベル60に切断される。そして、切断されたラベル60は、その表面が搬送ドラム30の外周面33に接触し、吸引孔35、35aの吸引作用によって、搬送ドラム30に保持される。
【0035】
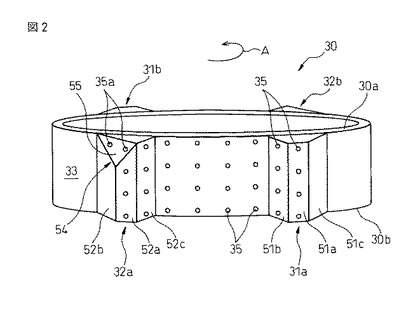
図3(a)および図3(b)は、それぞれ搬送ドラム30の上縁部30aおよび下縁部30b付近における搬送ドラムの部分断面図である。搬送ドラム30がD方向に回転するのに伴って、ラベル60は、はじめにその前方端61が一方の突起31aの突出面51aに吸引され、次いでラベル60の中央部分が搬送ドラム30の外周面33に吸引され、その後、後方端62が他の突起32aの突出面52aに順番に吸引される。なお、ラベル60を搬送ドラム30に安定的に吸着させることを補助する吸着補助部70を搬送ドラム30の外側に配置してもよい。図3(a)および図3(b)に示される吸着補助部70は、切欠部54近傍に位置するラベル60の一部分にエア71を吹付けることにより、ラベル60の一部分を切欠部54に積極的に吸着させる役目を果たす。また、エア71の吹付けと併用して、図示しないブラシをラベル60の表面に押付けるようにしてもよい。これにより、ラベル60の一部分を切欠部54にさらに積極的に吸着させられると共に、ラベル60全体の姿勢を傾けることなくラベル60を搬送し、容器Cに貼付けられるのが分かるであろう。当然のことながら、エア71を吹付ける代わりに、ブラシのみを使用してラベル60の一部分を切欠部54に吸着させるようにしてもよい。なお、ブラシは柔軟な部材であるのが好ましく、それにより、ラベル60表面の印刷物に傷が付くのを回避できる。
【0036】
図3(b)に示されるように搬送ドラム30の下縁部30b付近においては、ラベル60の前方端61および後方端62は突出面51a、52a上にそれぞれ位置する。これに対し、搬送ドラム30の上縁部30a付近(図2)においては三角形状の切欠部54がラベル後方端62側の突起32aに形成されているので(図3(a)を参照されたい)、ラベル60の後方端62の一部分のみが突起32aの突出面52a上に位置する。そして、後方端62の残りの三角形状部分は切欠面55に沿って折曲がり可能な状態になる。前述したように切欠部54の切欠面55にも吸引孔35aが形成されているので、この三角形状部分は切欠面55上に吸着する。なお、切欠面54上の吸引孔35aの吸引力を他の吸引孔35の吸引力よりも高くするようにしてもよい。そのような場合であっても、ラベル60全体の姿勢を傾けることなくラベル60を搬送し、容器に貼付けられるのが分かるであろう。
【0037】
再び図1を参照すると、ロータリカッタ44により切断されたラベル60を保持した搬送ドラム30は矢印D方向に回転して糊塗布部41を通過する。このとき、糊塗布部41の糊塗布ローラ42がラベル60を介して突起31a、32aの突出面51a、突出面52aに接触し、それにより、ラベル60の前方端61および後方端62にのみ糊が塗布されるようになる。
【0038】
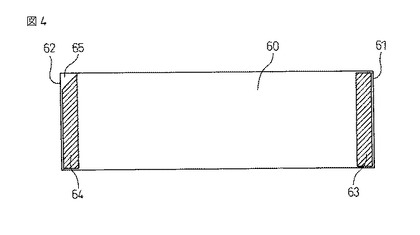
図4は糊塗布部により糊が塗布されたラベルの平面図である。図4に示されるように、ラベル60の前方端61においては突起31aの突出面51aに対応する糊の塗布部分63が形成される。つまり、塗布部分63はラベル60の幅方向全体に延びている。
【0039】
これに対し、ラベル60の後方端62においては、突起32aの突出面52aに対応する糊の塗布部分64が形成される。図示されるように、塗布部分64近傍においては糊が塗布されていない三角形状部分が形成される。この三角形状部分は、ラベル60の後方端62の三角形状部分が切欠面55に吸着されているために形成される。この三角形状部分には糊は塗布されないので、以下、三角形状部分を非塗布部分65と呼ぶ。
【0040】
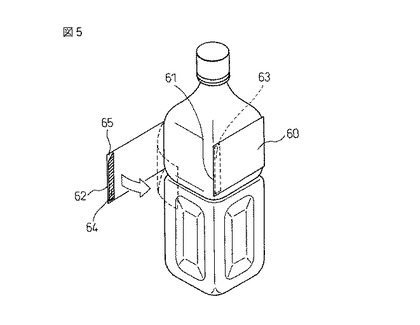
再び図1を参照すると、塗布部分63、64を備えたラベル60は矢印D方向にさらに回転して回転体15に向かう。次いで、ラベルが貼付けられる容器の斜視図である図5に示されるように、ラベル前方端61の塗布部分63は、回転通路16上の容器Cに接触して貼付く。
【0041】
次いで、搬送ドラム30および回転体15がそれぞれの回転方向にさらに回転すると、ラベル60は搬送ドラム30から次第に離脱してラベル60全体が容器Cの胴部周りに貼付けられるようになる。図5から分かるように、ラベル後方端62の塗布部分64が、前方端61の塗布部分63に対応する位置に重畳して貼付けられる。なお、容器Cに貼付けられるときには、ラベル60はその表面が外側になることに注意されたい。本発明においては、非塗布部分65を切欠面に吸着させているので、ラベルの姿勢を傾けることなくラベル60を搬送して容器Cに貼付けられるのが分かるであろう。
【0042】
このように本発明においては、ラベル60等に接着剤の活性化のために熱を加えているわけではないので、ラベル60が熱収縮を起こすことがない。このため、従来では厚さ約50マイクロメートルの感熱性ラベルを使用する必要があったのに対し、本発明においては厚さ約30マイクロメートルのラベルを容器Cに貼付けることが可能となる。
【0043】
その後、ラベル60が貼付けられた容器Cは回転体15の回転通路16に沿って移動して、スターホイール14を介して搬送コンベヤ11に戻る。要求される場合には、容器Cは熱収縮部18に供給される。熱収縮部18においては、所定温度の熱が容器Cに加えられ、容器Cの胴部周りのラベル60が熱収縮し、ラベル60は容器Cに堅固に装着されるようになる。
【0044】
前述したように本発明においてはラベル後方端62側の突起32aに切欠部54が形成されているので、ラベルを搬送して糊をラベル60に貼付けるときに、非塗布部分65、つまり糊を塗布したくない部分を同時に形成することが可能である。すなわち本発明においては、非塗布部分65を形成するために追加の工程が必要とされず、また前述した非塗布部分65の形成はラベル60の厚さに依存するものではない。従って、本発明においては、厚さが30マイクロメートルである薄いラベル60を使用する場合であっても、非塗布部分65を容易に形成することが可能となる。言い換えれば、本発明においては、ラベル60の前方端61と後方端62とが重畳接着されている箇所の接着力が弱められた状態でラベル60を貼付けることが可能である。
【0045】
また、図5等から分かるように糊はラベル60の前方端61および後方端62のみしか塗布されず、またラベル60を容器Cに貼付けた状態では、ラベル60の後方端62は前方端61上に位置している。すなわち、後方端62の非塗布部分65は外部に露出しており、使用者は非塗布部分65に容易にアクセスすることができる。従って、容器Cの利用者は、非塗布部分65を指でつまんで単に引張ることにより、ラベル60を容器Cから容易に剥離して廃棄することが可能になる。
【0046】
本発明においては、このような非塗布部分65を形成しているのでラベル60の剥離が容易になり、また厚さが約30マイクロメートルの薄いラベル60を使用しているので廃棄物の量を低減することが可能となっている。さらに、本発明においては、ラベル60を容器Cに貼付ける直前で糊をラベル60に塗布するので、加熱による接着剤の活性化などの工程が不要となり、結果的にラベル60の厚さを薄くすることが可能となる。なお、このような非塗布部分65をラベル60の前方端61、つまりラベル60と容器Cとが接着されている箇所に形成してもよく、そのような場合には、ラベル60の剥離をより容易に行えることが分かるであろう。
【0047】
図面を参照して説明した実施形態においては、ラベル貼付装置10の糊塗布部41によって糊をラベル60に塗布した直後にラベル60を容器Cに貼付けるようにしている。しかしながら、他の実施形態においては、糊塗布部41の代わりに公知の加熱手段、例えばライスター社(LEISTER Process Technologies)から入手可能な熱風機を配置してもよい。この場合には、ラベル60は、その幅方向全体に延びていて後方端側に位置する感熱性糊の塗布部分64を備えた形式のものを使用する。
【0048】
このような他の実施形態においても、ラベル後方端62の一部分が突起32aの切欠面55に吸着するので、加熱手段からの熱は当該一部分には十分に伝わらず、従って、塗布部分64のこの一部分においては接着性は発現しない。つまり、本発明の搬送ドラム30を使用することによって、塗布部分64の一部に接着性を発現させたくない部分を形成することが可能となる。このような構成が本発明の範囲に含まれるのは明らかであろう。
【0049】
なお、図2においては、切欠部54が突起32aの上端付近に形成されているが、切欠部54を突起32aの下端側に形成してもよい。また、切欠部54の切欠面55は図2に示されるような三角形状に限定されず、突出面52aおよび傾斜面52bの一部が切欠かれるのであれば、他の形状の切欠部、例えば矩形の切欠部を形成するようにしてもよい。そのような場合であっても、本発明の範囲に含まれるものとする。
【図面の簡単な説明】
【0050】
【図1】本発明に基づく搬送ドラムを備えたラベル貼付装置の略図である。
【図2】図1に示される搬送ドラムの斜視図である。
【図3】(a)搬送ドラム上縁部付近における搬送ドラムの部分断面図である。(b)搬送ドラム下縁部付近における搬送ドラムの部分断面図である。
【図4】糊塗布部により糊が塗布されたラベルの平面図である。
【図5】本発明に基づくラベル貼付装置によりラベルが貼付けられる容器の斜視図である。
【符号の説明】
【0051】
10 ラベル貼付装置
11 搬送コンベヤ
12 ガイド部材
13 スターホイール
13a 受容部
14 スターホイール
15 回転体
16 回転通路
17 スクリュ
17a 溝
18 熱収縮部
30 搬送ドラム
30a 上縁部
30b 下縁部
31a、32a 突起の対
31b、32b 突起の対
33 外周面
35、35a 吸引孔
39 回転軸部
41 糊塗布部
42 糊塗布ローラ
43 スクレーパ
44 ロータリカッタ
45a、45b デリバリローラ
51a、52a 突出面
51b、51c、52b、52c 傾斜面
54 切欠部
55 切欠面
60 ラベル
60′ ラベル集合体
61 前方端
62 後方端
63、64 塗布部分
65 非塗布部分
70 吸着補助部
C 容器
【技術分野】
【0001】
本発明は、容器などに貼付けられるべきラベルを搬送する搬送ドラムに関する。さらに、本発明は、そのような搬送ドラムを用いてラベルを容器に貼付けるラベル貼付容器を製造するラベル貼付容器製造方法およびそのような方法を実施するラベル貼付容器製造装置に関する。
【背景技術】
【0002】
瓶、缶、PETボトル等の筒状の容器の胴部には、ラベル等のシート体が装着されている。このようなラベルの前方端および後方端には糊が予め塗布されており、ラベルは、当該ラベルを保持した搬送ドラムが容器の胴部に接触してラベルの前方端と後方端とが重畳することにより、容器に貼付けられる。
【0003】
近年では、容器の使用後に、これを回収して再生することが資源の有効活用の観点から重要視されるに至っている。特にPETボトルの胴部には、製品名や内容表示などが印刷されたラベル等のシート体が装着されることが多く、回収されたPETボトルの再生には、事前にPETボトルからシート体を剥離させることが求められる。
【0004】
PETボトルからシート体を剥離することを容易とするために、シート体の前方端と後方端とが重畳接着されている箇所の接着力を部分的に弱める技術が既に開示されている。たとえば、特許文献1においては、ラベルの端部においてその幅方向端部に比べて幅方向中央部の接着力が弱い感熱性接着剤(加熱することにより活性化して接着性が発現する接着剤)を予めラベルに塗布することが開示されている。また、特許文献2においては、接着剤が溶剤を塗布することにより活性化して接着性が発現し、かつ接着剤が塗布された塗布部分と塗布されていない非塗布部分とを予めラベルに設けることが開示されている。
【特許文献1】特開2004−177466号公報
【特許文献2】特許第3731912号明細書
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、容器を再生する際に剥がされたラベルは廃棄物として廃棄されるので、廃棄物量を低減する観点から、ラベルの厚みを小さくするのが望ましい。
【0006】
ところが、特許文献1に開示されるラベルでは、加熱による接着剤の活性化の際にラベルが熱収縮してしまう可能性があるので、感熱ラベルを薄くして廃棄量を低減することは困難である。また、特許文献2に開示されるラベルでは、接着剤に溶剤を塗布するため、使用する接着用資材の量が増加する。このためシート体の厚みを薄くして、接着用資材の量も含めた廃棄物の量を低減するためには、上記特許文献1及び特許文献2に開示される手法とは異なる手法を採用する必要がある。そのような手法は、例えばラベルを容器に貼付ける直前で糊をラベルに塗布することである。
【0007】
前述した特許文献1及び特許文献2に開示されるラベルでは活性化される前には接着性が発現しない接着剤が用いられているので、帯状に連なったラベルの集合体の所望の箇所にこうした接着剤を塗布することで接着剤の塗布されたラベルを大量に製造することが可能である。しかしながら、ラベルを容器に貼付ける直前で糊をラベルに塗布する場合には、帯状に連なったラベルの集合体の所望の箇所に糊を塗布することは困難である。個別に切断した後のラベルの所望箇所に糊を塗布する方法が考えられるが、大量の容器に高速度でラベルを貼り付けることの出来る方法は従来存在しなかった。
【0008】
本発明はこのような事情に鑑みてなされたものであり、ラベルの厚さを薄くするとともに、糊の塗布部分と非塗布部分とを形成しつつ糊を塗布したラベルを大量の容器に高速度で貼付けることができ、ラベルの剥離容易性とラベルの廃棄量の低減とを両立することのできる搬送ドラム、ラベル貼付容器製造方法およびそのような方法を実施するラベル貼付容器製造装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
前述した目的を達成するために1番目の発明によれば、ラベルを外周面に保持して搬送する搬送ドラムにおいて、該搬送ドラムの外周面には、少なくとも一つのラベルの前方端および後方端をそれぞれ保持する少なくとも一対の突起が順次に設けられており、前記少なくとも一対の突起のうちの少なくとも一方には切欠部が形成されている搬送ドラムが提供される。
【0010】
すなわち1番目の発明においては、ラベルを搬送ドラムの外周面に保持する際にはラベルの一部分が切欠部の切欠面に吸着するので、ラベルのこの一部分には糊が塗布されない。つまり、この一部分は非塗布部分になるので、接着性を発現させたくないラベルの部分あるいは糊を塗布したくないラベルの部分を、ラベルの搬送中に容易に形成することができる。従って、ラベルと容器とが接着されている箇所の接着力及び/又はラベルの前方端と後方端とが重畳接着されている箇所の接着力を部分的に弱めたラベル貼付容器の製造を容易にすることができる。
【0011】
2番目の発明によれば、1番目の発明において、前記切欠部は、前記一対の突起のうちの前記ラベルの前記後方端を保持する突起に形成されている。
すなわち2番目の発明においては、容器からラベルを剥がし始める箇所であるラベルの前方端と後方端とが重畳接着されている箇所についてのみ接着力を部分的に弱めたラベル貼付容器の製造を容易にすることができる。
【0012】
3番目の発明によれば、2番目の発明において、前記切欠部は、前記搬送ドラムの回転軸線に対して平行な方向において前記突起の一端に形成されている。
すなわち3番目の発明においては、容器からラベルを剥がし始める箇所であるラベルの前方端と後方端とが重畳接着されている箇所のさらに端部において接着力を部分的に弱めたラベル貼付容器の製造を容易にすることができる。即ち、ラベルを剥がす者が無理なくつまんでラベルを容器から剥離することができるラベル貼付容器の製造を容易にすることができる。
【0013】
4番目の発明によれば、1番目から3番目のいずれかの発明において、前記ラベルを吸引して保持する吸引孔が、前記搬送ドラムの外周面、前記突起の表面および前記切欠部の切欠面に形成されている。
すなわち4番目の発明においては、ラベルの一部分を切欠面に積極的に吸着させることにより、ラベルの接着力を弱めたい部分を容易に形成することができると共に、ラベルの姿勢を傾けることなくラベルを搬送し、容器に貼り付けることができる。
【0014】
5番目の発明によれば、1番目から4番目の発明のいずれかに記載の搬送ドラムと、前記搬送ドラムの前記一対の突起に対応する前記ラベルの一部分に糊を塗布する糊塗布手段とを具備し、前記糊塗布手段により糊が塗布された前記ラベルを容器に貼付けてラベル貼付容器を製造するラベル貼付容器製造装置が提供される。
すなわち5番目の発明においては、ラベルを容器に貼付ける直前で糊をラベルに塗布するため、加熱による接着剤の活性化などの工程を必要とせず、ラベルの厚さを薄くすることができる。
【0015】
6番目の発明によれば、5番目の発明において、さらに、前記切欠部に対応する前記ラベルの一部分を前記切欠部に吸着させるのを補助する吸着補助手段を具備する。
すなわち6番目の発明においては、ラベルの、切欠面に吸着させたい部分のみにエアを吹付けるので、ラベル全体の姿勢を傾けることなくラベルを搬送し、容器に貼付けることができる。
【0016】
7番目の発明によれば、1番目から4番目の発明のいずれかに記載の搬送ドラムの前記外周面に前記ラベルを供給し、前記ラベルの一部分が前記切欠部の切欠面に保持されるように前記ラベルを前記搬送ドラムの前記外周面に保持し、前記搬送ドラムの前記一対の突起に対応する前記ラベルの一部分に糊を塗布し、前記糊が塗布された前記ラベルを容器に貼付けてラベル貼付容器を製造するラベル貼付容器製造方法が提供される。
すなわち7番目の発明においては、5番目の発明と同様な効果を得ることができる。
【発明を実施するための最良の形態】
【0017】
以下、添付図面を参照して本発明の実施形態を説明する。以下の図面において同様の部材には同様の参照符号が付けられている。理解を容易にするために、これら図面は縮尺を適宜変更している。
図1は本発明に基づく搬送ドラムを備えたラベル貼付装置の略図である。図1に示されるラベル貼付装置10は容器Cにラベル60を貼付けるのに使用される。このため、ラベル貼付装置10をラベル貼付容器製造装置と言い換えることも可能である。
【0018】
容器Cは、瓶、缶またはPETボトルでありうるが、以下においては、容器CがPETボトルであるものとして説明する。なお、図1においては、容器Cは、その断面が円形であるように示されているが、容器Cの断面は円形に限定されず、例えば容器Cの断面が矩形であってもよい。さらに、図1等においては、容器Cには飲料などの内容物が既に充填されていると共に、容器がキャップにより既に封止されているものとする。しかしながら、空の容器にラベルを貼付ける場合であっても本発明の範囲に含まれる。
【0019】
図1を参照すると、ラベル貼付装置10は容器Cを搬送する搬送コンベヤ11と、搬送コンベヤ11に沿って配置されるスクリュ17とを含んでいる。スクリュ17には、容器Cを受入れ可能な螺旋状の溝17aが形成されている。この溝17aは、スクリュ17の入口側(図1の右側)では、容器の幅に概ね一致するピッチを有しており、下流側に向けてピッチが拡大し、出口側では、容器の幅のほぼ二倍のピッチを有している。
【0020】
スクリュ17は、その入口側では、搬送コンベヤ11の搬送速度に対応する速度で容器Cを搬送するように回転する。そして、入口側でそれぞれ受入れた容器Cを保持して搬送する間に、隣接する容器Cの間隔が溝17aのピッチの拡大に応じて拡大するようになっている。
【0021】
さらに、ラベル貼付装置10は、容器Cを搬送コンベヤ11から回転体15まで移動させるスターホイール13と、容器Cを環状の回転通路16上で円弧に沿って矢印B方向に搬送する回転体15とを含んでいる。回転体15の回転通路16上に搬送された容器Cは他のスターホイール14によって回転体15から搬送コンベヤ11に再び戻され、熱収縮部18まで搬送される。
【0022】
さらに、ラベル貼付装置10は、連続的に巻回されたラベル集合体60′を送出するデリバリローラ45a、45bと、これらデリバリローラ45a、45bから送出されたラベル集合体60′を所定の長さの個々のラベル60に切断するロータリカッタ44とを含んでいる。これらデリバリローラ45a、45bに巻回されるラベル集合体60′の厚さは約30マイクロメートルである。なお、これらデリバリローラ45a、45bに巻回されるラベル集合体60′には糊は塗布されていない。
【0023】
本実施形態においては二つのデリバリローラ45a、45bが示されているが、ラベル貼付装置10の動作時には一方のデリバリローラのみが使用される。そして、当該デリバリローラのラベル集合体60′が送出された後で、他方のデリバリローラが使用されるものとする。つまり、本発明においては、二つのデリバリローラ45a、45bを備えることによって、デリバリローラを交換する時間を節約するようにしている。
【0024】
さらに、図示されるように、回転軸部39回りに回転可能なラベル貼付装置10の搬送ドラム30が、回転体15とロータリカッタ44との両方に隣接して配置されている。後述するように、搬送ドラム30はロータリカッタ44により所定の長さに切断されたラベル60をその裏面が外側になるように保持する役目を果たす。また、搬送ドラム30に保持されたラベル60に糊を塗布する糊塗布部41が搬送ドラム30に隣接して配置されている。
【0025】
糊塗布部41は、搬送ドラム30に隣接する糊塗布ローラ42と、この糊塗布ローラ42の外周面に液状の糊を供給する糊供給部(図示しない)とを含んでいる。また、糊塗布部41は、糊塗布ローラ42の外周面上の糊を掻き取って糊の厚みを均等にするプレート型のスクレーパ43も備えている。スクレーパ43により掻き取られた糊は別途回収されて、糊供給部に循環される。
【0026】
これら回転体15、搬送ドラム30、糊塗布ローラ42およびロータリカッタ44等は、図示しない制御装置により互いに同期して回転するようになっている。なお、図面には示さないものの、ロータリカッタ44と搬送ドラム30との間に、搬送ドラム30と同様の構成の他のドラムを配置し、切断されたラベル60を搬送ドラム30まで安定して搬送するようにしてもよい。
【0027】
以下、図1に示される搬送ドラムの斜視図である図2を参照して、ラベル貼付装置10の搬送ドラム30について説明する。図1および図2においては、複数対の突起、例えば二対の突起31a、32aおよび31b、32bが搬送ドラム30の外周面33に設けられている。後述するように各対の突起31a、32aおよび31b、32bの間の距離は互いに等しくて、切断後のラベル60の長さに概ね対応している。
【0028】
図2に示されるように、一対の突起のうちの一方の突起31aは搬送ドラム30の外周面33を横切る方向、つまり搬送ドラム30の周方向に対して垂直な方向に外周面33の幅全体にわたって延びている。図2から分かるように、突起31aの断面は概ね台形であって、その下底に対応する面が搬送ドラム30の外周面33と一体的になっている。
【0029】
また、台形型断面の上底に対応する矩形の面を突起31aの突出面51aと呼ぶ。さらに、突起31aから外周面33まで延びる複数の面のうち、搬送ドラム30の回転方向Aにおいて上流側に位置する面を突起31aの傾斜面51bと呼ぶと共に、下流側に位置する面を突起31aの傾斜面51cと呼ぶこととする。
【0030】
他方の突起32aも突起31aと概ね同様な形状であり、突出面52aと傾斜面52b、52cとを有している。ただし、他方の突起32aにおいては、突起32aの突出面52aと傾斜面52bとが斜方向に切欠かれ、切欠部54が形成されている。図2から分かるように、この切欠部54の切欠面55は概ね三角形になっている。
【0031】
図2に示されるように、一対の突起31a、32aの間に位置する外周面33には、複数の吸引孔35が概ね等間隔で形成されている。さらに、同様な吸引孔35が一対の突起31a、32aのそれぞれの突出面51a、52a、および互いに対面する傾斜面52c、51bにも同様な間隔で形成されている。図示されるように、同様な吸引孔35aは切欠部の54の切欠面55にも形成されている。
【0032】
これら吸引孔35、35aは図示しない真空源に接続されている。これら吸引孔35、35aから空気を吸引することにより、ラベル60を搬送ドラム30の外周面33に保持することが可能となる。ラベル60が搬送ドラム30に保持されると、ラベル60の前方端61が一方の突起31aの突出面51a上に位置すると共に、ラベル60の後方端62が他方の突起32aの突出面52a上に位置するようになる。言い換えれば、これら一対の突起31a、32aはラベル60を保持するのに適した距離を空けて配置されている。なお、図2において一部のみが示される他の対の突起31b、32bも、一対の突起31a、32aと同様の構成であるので説明を省略する。
【0033】
以下、本発明に基づくラベル貼付装置10の動作について説明する。
はじめに、複数の容器Cが搬送コンベヤ11によりスターホイール13に向かって搬送される。スクリュ17によって、所定の間隔が空けられた複数の容器Cはスターホイール13の受容部13aに順次受容されてガイド部材12に沿って回転体15まで案内される。次いで、回転体15に供給された容器Cは、回転体15の回転通路16上を矢印B方向に周回する。
【0034】
一方、糊塗布ローラ42の周面には糊供給部(図示しない)から糊が供給され、糊の厚さはスクレーパ43によって均等にされる。また、デリバリローラ45aまたは45bから繰出されたラベル集合体60′は複数の案内ローラにより案内された後でロータリカッタ44に到達し、ロータリカッタ44が一定の回転数で回転するたび毎に所定の長さの個々のラベル60に切断される。そして、切断されたラベル60は、その表面が搬送ドラム30の外周面33に接触し、吸引孔35、35aの吸引作用によって、搬送ドラム30に保持される。
【0035】
図3(a)および図3(b)は、それぞれ搬送ドラム30の上縁部30aおよび下縁部30b付近における搬送ドラムの部分断面図である。搬送ドラム30がD方向に回転するのに伴って、ラベル60は、はじめにその前方端61が一方の突起31aの突出面51aに吸引され、次いでラベル60の中央部分が搬送ドラム30の外周面33に吸引され、その後、後方端62が他の突起32aの突出面52aに順番に吸引される。なお、ラベル60を搬送ドラム30に安定的に吸着させることを補助する吸着補助部70を搬送ドラム30の外側に配置してもよい。図3(a)および図3(b)に示される吸着補助部70は、切欠部54近傍に位置するラベル60の一部分にエア71を吹付けることにより、ラベル60の一部分を切欠部54に積極的に吸着させる役目を果たす。また、エア71の吹付けと併用して、図示しないブラシをラベル60の表面に押付けるようにしてもよい。これにより、ラベル60の一部分を切欠部54にさらに積極的に吸着させられると共に、ラベル60全体の姿勢を傾けることなくラベル60を搬送し、容器Cに貼付けられるのが分かるであろう。当然のことながら、エア71を吹付ける代わりに、ブラシのみを使用してラベル60の一部分を切欠部54に吸着させるようにしてもよい。なお、ブラシは柔軟な部材であるのが好ましく、それにより、ラベル60表面の印刷物に傷が付くのを回避できる。
【0036】
図3(b)に示されるように搬送ドラム30の下縁部30b付近においては、ラベル60の前方端61および後方端62は突出面51a、52a上にそれぞれ位置する。これに対し、搬送ドラム30の上縁部30a付近(図2)においては三角形状の切欠部54がラベル後方端62側の突起32aに形成されているので(図3(a)を参照されたい)、ラベル60の後方端62の一部分のみが突起32aの突出面52a上に位置する。そして、後方端62の残りの三角形状部分は切欠面55に沿って折曲がり可能な状態になる。前述したように切欠部54の切欠面55にも吸引孔35aが形成されているので、この三角形状部分は切欠面55上に吸着する。なお、切欠面54上の吸引孔35aの吸引力を他の吸引孔35の吸引力よりも高くするようにしてもよい。そのような場合であっても、ラベル60全体の姿勢を傾けることなくラベル60を搬送し、容器に貼付けられるのが分かるであろう。
【0037】
再び図1を参照すると、ロータリカッタ44により切断されたラベル60を保持した搬送ドラム30は矢印D方向に回転して糊塗布部41を通過する。このとき、糊塗布部41の糊塗布ローラ42がラベル60を介して突起31a、32aの突出面51a、突出面52aに接触し、それにより、ラベル60の前方端61および後方端62にのみ糊が塗布されるようになる。
【0038】
図4は糊塗布部により糊が塗布されたラベルの平面図である。図4に示されるように、ラベル60の前方端61においては突起31aの突出面51aに対応する糊の塗布部分63が形成される。つまり、塗布部分63はラベル60の幅方向全体に延びている。
【0039】
これに対し、ラベル60の後方端62においては、突起32aの突出面52aに対応する糊の塗布部分64が形成される。図示されるように、塗布部分64近傍においては糊が塗布されていない三角形状部分が形成される。この三角形状部分は、ラベル60の後方端62の三角形状部分が切欠面55に吸着されているために形成される。この三角形状部分には糊は塗布されないので、以下、三角形状部分を非塗布部分65と呼ぶ。
【0040】
再び図1を参照すると、塗布部分63、64を備えたラベル60は矢印D方向にさらに回転して回転体15に向かう。次いで、ラベルが貼付けられる容器の斜視図である図5に示されるように、ラベル前方端61の塗布部分63は、回転通路16上の容器Cに接触して貼付く。
【0041】
次いで、搬送ドラム30および回転体15がそれぞれの回転方向にさらに回転すると、ラベル60は搬送ドラム30から次第に離脱してラベル60全体が容器Cの胴部周りに貼付けられるようになる。図5から分かるように、ラベル後方端62の塗布部分64が、前方端61の塗布部分63に対応する位置に重畳して貼付けられる。なお、容器Cに貼付けられるときには、ラベル60はその表面が外側になることに注意されたい。本発明においては、非塗布部分65を切欠面に吸着させているので、ラベルの姿勢を傾けることなくラベル60を搬送して容器Cに貼付けられるのが分かるであろう。
【0042】
このように本発明においては、ラベル60等に接着剤の活性化のために熱を加えているわけではないので、ラベル60が熱収縮を起こすことがない。このため、従来では厚さ約50マイクロメートルの感熱性ラベルを使用する必要があったのに対し、本発明においては厚さ約30マイクロメートルのラベルを容器Cに貼付けることが可能となる。
【0043】
その後、ラベル60が貼付けられた容器Cは回転体15の回転通路16に沿って移動して、スターホイール14を介して搬送コンベヤ11に戻る。要求される場合には、容器Cは熱収縮部18に供給される。熱収縮部18においては、所定温度の熱が容器Cに加えられ、容器Cの胴部周りのラベル60が熱収縮し、ラベル60は容器Cに堅固に装着されるようになる。
【0044】
前述したように本発明においてはラベル後方端62側の突起32aに切欠部54が形成されているので、ラベルを搬送して糊をラベル60に貼付けるときに、非塗布部分65、つまり糊を塗布したくない部分を同時に形成することが可能である。すなわち本発明においては、非塗布部分65を形成するために追加の工程が必要とされず、また前述した非塗布部分65の形成はラベル60の厚さに依存するものではない。従って、本発明においては、厚さが30マイクロメートルである薄いラベル60を使用する場合であっても、非塗布部分65を容易に形成することが可能となる。言い換えれば、本発明においては、ラベル60の前方端61と後方端62とが重畳接着されている箇所の接着力が弱められた状態でラベル60を貼付けることが可能である。
【0045】
また、図5等から分かるように糊はラベル60の前方端61および後方端62のみしか塗布されず、またラベル60を容器Cに貼付けた状態では、ラベル60の後方端62は前方端61上に位置している。すなわち、後方端62の非塗布部分65は外部に露出しており、使用者は非塗布部分65に容易にアクセスすることができる。従って、容器Cの利用者は、非塗布部分65を指でつまんで単に引張ることにより、ラベル60を容器Cから容易に剥離して廃棄することが可能になる。
【0046】
本発明においては、このような非塗布部分65を形成しているのでラベル60の剥離が容易になり、また厚さが約30マイクロメートルの薄いラベル60を使用しているので廃棄物の量を低減することが可能となっている。さらに、本発明においては、ラベル60を容器Cに貼付ける直前で糊をラベル60に塗布するので、加熱による接着剤の活性化などの工程が不要となり、結果的にラベル60の厚さを薄くすることが可能となる。なお、このような非塗布部分65をラベル60の前方端61、つまりラベル60と容器Cとが接着されている箇所に形成してもよく、そのような場合には、ラベル60の剥離をより容易に行えることが分かるであろう。
【0047】
図面を参照して説明した実施形態においては、ラベル貼付装置10の糊塗布部41によって糊をラベル60に塗布した直後にラベル60を容器Cに貼付けるようにしている。しかしながら、他の実施形態においては、糊塗布部41の代わりに公知の加熱手段、例えばライスター社(LEISTER Process Technologies)から入手可能な熱風機を配置してもよい。この場合には、ラベル60は、その幅方向全体に延びていて後方端側に位置する感熱性糊の塗布部分64を備えた形式のものを使用する。
【0048】
このような他の実施形態においても、ラベル後方端62の一部分が突起32aの切欠面55に吸着するので、加熱手段からの熱は当該一部分には十分に伝わらず、従って、塗布部分64のこの一部分においては接着性は発現しない。つまり、本発明の搬送ドラム30を使用することによって、塗布部分64の一部に接着性を発現させたくない部分を形成することが可能となる。このような構成が本発明の範囲に含まれるのは明らかであろう。
【0049】
なお、図2においては、切欠部54が突起32aの上端付近に形成されているが、切欠部54を突起32aの下端側に形成してもよい。また、切欠部54の切欠面55は図2に示されるような三角形状に限定されず、突出面52aおよび傾斜面52bの一部が切欠かれるのであれば、他の形状の切欠部、例えば矩形の切欠部を形成するようにしてもよい。そのような場合であっても、本発明の範囲に含まれるものとする。
【図面の簡単な説明】
【0050】
【図1】本発明に基づく搬送ドラムを備えたラベル貼付装置の略図である。
【図2】図1に示される搬送ドラムの斜視図である。
【図3】(a)搬送ドラム上縁部付近における搬送ドラムの部分断面図である。(b)搬送ドラム下縁部付近における搬送ドラムの部分断面図である。
【図4】糊塗布部により糊が塗布されたラベルの平面図である。
【図5】本発明に基づくラベル貼付装置によりラベルが貼付けられる容器の斜視図である。
【符号の説明】
【0051】
10 ラベル貼付装置
11 搬送コンベヤ
12 ガイド部材
13 スターホイール
13a 受容部
14 スターホイール
15 回転体
16 回転通路
17 スクリュ
17a 溝
18 熱収縮部
30 搬送ドラム
30a 上縁部
30b 下縁部
31a、32a 突起の対
31b、32b 突起の対
33 外周面
35、35a 吸引孔
39 回転軸部
41 糊塗布部
42 糊塗布ローラ
43 スクレーパ
44 ロータリカッタ
45a、45b デリバリローラ
51a、52a 突出面
51b、51c、52b、52c 傾斜面
54 切欠部
55 切欠面
60 ラベル
60′ ラベル集合体
61 前方端
62 後方端
63、64 塗布部分
65 非塗布部分
70 吸着補助部
C 容器
【特許請求の範囲】
【請求項1】
ラベルを外周面に保持して搬送する搬送ドラムにおいて、
該搬送ドラムの外周面には、少なくとも一つのラベルの前方端および後方端をそれぞれ保持する少なくとも一対の突起が順次に設けられており、
前記少なくとも一対の突起のうちの少なくとも一方には切欠部が形成されている搬送ドラム。
【請求項2】
前記切欠部は、前記一対の突起のうちの前記ラベルの前記後方端を保持する突起に形成されている請求項1に記載の搬送ドラム。
【請求項3】
前記切欠部は、前記搬送ドラムの回転軸線に対して平行な方向において前記突起の一端に形成されている請求項2に記載の搬送ドラム。
【請求項4】
前記ラベルを吸引して保持する吸引孔が、前記搬送ドラムの外周面、前記突起の表面および前記切欠部の切欠面に形成されている請求項1から3のいずれか一項に記載の搬送ドラム。
【請求項5】
請求項1から4のいずれかに記載の搬送ドラムと、
前記搬送ドラムの前記一対の突起に対応する前記ラベルの一部分に糊を塗布する糊塗布手段とを具備し、
前記糊塗布手段により糊が塗布された前記ラベルを容器に貼付けてラベル貼付容器を製造するラベル貼付容器製造装置。
【請求項6】
さらに、前記切欠部に対応する前記ラベルの一部分を前記切欠部に吸着させるのを補助する吸着補助手段を具備する請求項5に記載のラベル貼付容器製造装置。
【請求項7】
請求項1から4のいずれかに記載の搬送ドラムの前記外周面に前記ラベルを供給し、
前記ラベルの一部分が前記切欠部の切欠面に保持されるように前記ラベルを前記搬送ドラムの前記外周面に保持し、
前記搬送ドラムの前記一対の突起に対応する前記ラベルの一部分に糊を塗布し、
前記糊が塗布された前記ラベルを容器に貼付けてラベル貼付容器を製造するラベル貼付容器製造方法。
【請求項1】
ラベルを外周面に保持して搬送する搬送ドラムにおいて、
該搬送ドラムの外周面には、少なくとも一つのラベルの前方端および後方端をそれぞれ保持する少なくとも一対の突起が順次に設けられており、
前記少なくとも一対の突起のうちの少なくとも一方には切欠部が形成されている搬送ドラム。
【請求項2】
前記切欠部は、前記一対の突起のうちの前記ラベルの前記後方端を保持する突起に形成されている請求項1に記載の搬送ドラム。
【請求項3】
前記切欠部は、前記搬送ドラムの回転軸線に対して平行な方向において前記突起の一端に形成されている請求項2に記載の搬送ドラム。
【請求項4】
前記ラベルを吸引して保持する吸引孔が、前記搬送ドラムの外周面、前記突起の表面および前記切欠部の切欠面に形成されている請求項1から3のいずれか一項に記載の搬送ドラム。
【請求項5】
請求項1から4のいずれかに記載の搬送ドラムと、
前記搬送ドラムの前記一対の突起に対応する前記ラベルの一部分に糊を塗布する糊塗布手段とを具備し、
前記糊塗布手段により糊が塗布された前記ラベルを容器に貼付けてラベル貼付容器を製造するラベル貼付容器製造装置。
【請求項6】
さらに、前記切欠部に対応する前記ラベルの一部分を前記切欠部に吸着させるのを補助する吸着補助手段を具備する請求項5に記載のラベル貼付容器製造装置。
【請求項7】
請求項1から4のいずれかに記載の搬送ドラムの前記外周面に前記ラベルを供給し、
前記ラベルの一部分が前記切欠部の切欠面に保持されるように前記ラベルを前記搬送ドラムの前記外周面に保持し、
前記搬送ドラムの前記一対の突起に対応する前記ラベルの一部分に糊を塗布し、
前記糊が塗布された前記ラベルを容器に貼付けてラベル貼付容器を製造するラベル貼付容器製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−184173(P2008−184173A)
【公開日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願番号】特願2007−17809(P2007−17809)
【出願日】平成19年1月29日(2007.1.29)
【出願人】(000001904)サントリー株式会社 (319)
【Fターム(参考)】
【公開日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願日】平成19年1月29日(2007.1.29)
【出願人】(000001904)サントリー株式会社 (319)
【Fターム(参考)】
[ Back to top ]