
搬送ベルト/駆動ベルトの製造方法
熱可塑性材料2の少なくとも1つの層と、織物ウェブ3製の少なくとも1つの層とからなる搬送ベルト/駆動ベルト1を製造するための方法が開示される。搬送ベルト/駆動ベルト1の密閉された負荷可能なエッジを提供するために、本発明に従い、搬送ベルト/駆動ベルト1の少なくとも1つの縦方向エッジにマット4があてがわれ、それによって熱および/または押圧力が搬送ベルト/駆動ベルト1に伝達されるので、搬送ベルト/駆動ベルト1の熱可塑性材料2だけが追加材料なしに少なくとも領域的に溶融および変形され、続いて熱可塑性材料2の再凝固の後で、マット4が搬送ベルト/駆動ベルト1の縦方向エッジから取り外される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性材料の少なくとも1つの層と、織物ウェブ製の少なくとも1つの層とからなる搬送ベルト/駆動ベルトを製造するための方法に関する。
【背景技術】
【0002】
一般的に平らであるこのようなベルトは、コンベヤベルトとしてあるいは伝動ベルトとして様々な用途がある。この場合、特に膨張したベルトの縦方向エッジの縁部が使用時に大きな機械的負荷および応力を受けるので、ベルトの端縁部は使用時間の増大につれて度々周囲への影響があり、汚染粒子が細菌のように侵入し得る。これは特に衛生業務の観点からおよびHACCP(危険分析および臨界制御点)概念から、食料品の製造、加工および販売に従事するすべての事業分野で受け入れられない。
【0003】
特許文献1により、コンベヤベルトの製造方法が知られている。この製造方法の場合、ベルトのエッジに接着される材料帯片を有する支持帯片がベルトのエッジの周りに近づけられて置かれる。続いて、加熱された板をコンベヤベルトの上面と下面に押し付けることによって材料帯片のエラストマーが溶融および変形される。この方法の場合の基本原理は、付加的なエラストマー材料をコンベヤベルトのエッジに取付け、温度作用や圧力作用によってコンベヤベルトのエラストマー材料と一体に連結することにある。
【0004】
特許文献2には、熱可塑性材料製の連結層によって連結された複数の織物インサートからなる引張りに対して強いコアを有するコンベヤベルトが開示されている。織物インサートのたて糸は熱可塑性材料製の織物の縁部領域内にある。この熱可塑性材料は温度と押圧力の作用を受けて溶融し、連結層の熱可塑性材料と一体に連結される。この熱可塑性たて糸は引張り強度が小さいので、実際には望ましくない。従って、このようなたて糸はしばしば所定の間隔をおいてのみ使用されるので、この領域において縁部が切断され得る。これはフレキブルな大量生産を事実上不可能にする。
【0005】
特許文献3と特許文献4には、コンベヤベルトが複数の層からなる方法が記載されている。この層は縁部領域で異なる幅を有する。その際、最も幅の広い縁部層は他の材料層の周りに折り曲げて装着される。しかしながら、このようにして製造されたベルトは多層構造体がほころびてほつれる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】独国特許第1237768号明細書
【特許文献2】独国特許第1289300号明細書
【特許文献3】英国特許第1030354号明細書
【特許文献4】米国特許第5244083号明細書
【発明の概要】
【発明が解決しようとする課題】
【0007】
この背景を踏まえて、本発明の根底をなす課題は、密閉された負荷可能なエッジを有する搬送ベルト/駆動ベルトを簡単かつ低コストで提供できるようにすることである。
【課題を解決するための手段】
【0008】
この課題は本発明に従い、請求項1の特徴を有する方法によって解決される。
【0009】
本発明の他の実施形態は従属請求項から明らかである。
【0010】
冒頭に述べた種類の製造方法において、本発明に従い、熱および/または押圧力を搬送ベルト/駆動ベルトに伝達するために、搬送ベルト/駆動ベルトの少なくとも1つの縦方向エッジにマットがあてがわれ、それによって搬送ベルト/駆動ベルトの熱可塑性材料だけが追加材料なしに少なくとも領域的に溶融および変形され、続いて熱可塑性材料の再凝固の後で、マットが搬送ベルト/駆動ベルトの縦方向エッジから取り外される。
【0011】
本発明の本質は、特に複数のベルト層の既存の熱可塑性材料、例えばPVC、PU、PE、PA、PPまたはポリオレフィンが、密閉された同一材料のベルトエッジに変形されることにある。従って、材料切除または追加材料の装着が不要である。このようにして製造された搬送ベルト/駆動ベルトの場合、エッジの再凝固した材料が一体をなすので、複数層の分離や剥離が不可能である。
【0012】
織物インサートの材料特性によってほぼ決定される引張り強度を損なわないようにするために、本発明では、織物ウェブの材料の溶融温度が熱可塑性材料の溶融温度よりも高い。
【0013】
本発明に係る製造方法の場合、熱可塑性材料の溶融および変形が120〜200℃の温度範囲内で行われると有利であり、より好ましくは160〜180℃の温度範囲内で行われる。
【0014】
溶融した状態および/または再凝固した状態での熱可塑性材料の付着を確実に防止するために、本発明に係る方法を実施する間、搬送ベルト/駆動ベルトとマットとの間に、分離媒体、例えば分離紙または分離フィルムを設けることができる。
【0015】
変形したエッジ表面が例えばざらざらした/滑らかな特性または光沢のない/光沢のある特性を有する所望の表面構造を備えるようにするために、分離媒体は熱可塑性材料の表面の溶融および変形時に印画される表面構造を備えることができる。
【0016】
本発明に係る方法の場合、マットがガラス繊維マットとして形成されていると有利である。
【0017】
マットが付着防止コーティングを施した織物を有するときには、変形されたベルトからのマットの取り外しは、分離媒体と関係なく行われる。
【0018】
本発明はいろいろな実施形態が可能である。次に、本発明に係る方法の基本原理を、実施形態に基づいて添付の図を参照して例示的に詳しく説明する。
【図面の簡単な説明】
【0019】
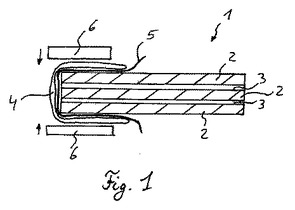
【図1】溶融工程および変形工程の前の、複数の層からなる搬送ベルト/駆動ベルトの横断面を概略的に示す。
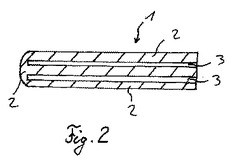
【図2】本発明に従って変形された縦方向エッジを有する搬送ベルト/駆動ベルトを示す。
【発明を実施するための形態】
【0020】
図1には搬送ベルト/駆動ベルト1が示してある。このベルトはほぼ平行に上下に配置された熱可塑性材料2の複数の層を有する。熱可塑性材料2、例えばポリ塩化ビニル、ポリウレタン、ポリエチレン、ポリアミド、ポリプロピレンおよび/またはポリオレフィンのそれぞれ2つの層の間には、中間層として織物ウェブ3が挿入されている。図示を簡単にするために、織物ウェブ3の個々の糸、すなわちよこ糸またはたて糸は分けて記入していない。この場合、個々の糸が熱可塑性材料2から突出しないことが重要である。
【0021】
搬送ベルト/駆動ベルト1の両エッジの一方、図において左側のエッジの周りに、袋状またはポケット状に形成されたマット4が近づけられ、そしてこのベルトエッジの周囲に置かれる。マット4と搬送ベルト/駆動ベルト1の熱可塑性材料2との間には、分離紙5が配置されている。この分離紙は同様に、上面から下面までエッジ全体を囲んでいる。
【0022】
本来の変形工程のために、搬送ベルト/駆動ベルト1と分離紙5とマット4とからなる構造体の上面と下面に、2個の加熱板6があてがわれる。加熱板6によって、上述の構造体に、温度作用および/または押圧力作用が伝達される。その際、温度は、エッジ領域内の熱可塑性材料2が溶融し、より高い融点の材料を有する織物ウェブ3が溶融しないように選定される。
【0023】
熱可塑性材料2は溶融した後で、加えられる押圧力によって変形する。従って、複数の層の溶融物の少なくとも一部が相互に移動する。熱可塑性材料2の溶融は特に160〜180℃の温度範囲内で行われる。図示した加熱板6の代わりに、加熱手段としての特殊鋼フィルムを構造体の周りにあてがうことができる。
【0024】
図2には、熱可塑性材料2が再び凝固した変形工程の後の、図1の搬送ベルト/駆動ベルト1が示してある。図2から、本発明に従って行われた変形工程が織物ウェブ3に大きな影響を及ぼさないことがはっきりと分かる。同様に、搬送ベルト/駆動ベルト1の加工したエッジから、元々複数の層をなして存在する熱可塑性材料2が変形工程後、丸められたエッジを有する一体物を形成することがはっきりと分かる。
【0025】
明瞭にするために、図1と図2には、それぞれ左側に示した縦方向エッジだけが加工および変形される。それぞれ右側に記入した縦方向エッジは変化しないでそのままであり、異なる材料のそれぞれ分離した層がはっきりと見える。搬送ベルト/駆動ベルトとして使用するためには、もちろん、両縦方向エッジを変形し、かつ密閉すると有利である。
【技術分野】
【0001】
本発明は、熱可塑性材料の少なくとも1つの層と、織物ウェブ製の少なくとも1つの層とからなる搬送ベルト/駆動ベルトを製造するための方法に関する。
【背景技術】
【0002】
一般的に平らであるこのようなベルトは、コンベヤベルトとしてあるいは伝動ベルトとして様々な用途がある。この場合、特に膨張したベルトの縦方向エッジの縁部が使用時に大きな機械的負荷および応力を受けるので、ベルトの端縁部は使用時間の増大につれて度々周囲への影響があり、汚染粒子が細菌のように侵入し得る。これは特に衛生業務の観点からおよびHACCP(危険分析および臨界制御点)概念から、食料品の製造、加工および販売に従事するすべての事業分野で受け入れられない。
【0003】
特許文献1により、コンベヤベルトの製造方法が知られている。この製造方法の場合、ベルトのエッジに接着される材料帯片を有する支持帯片がベルトのエッジの周りに近づけられて置かれる。続いて、加熱された板をコンベヤベルトの上面と下面に押し付けることによって材料帯片のエラストマーが溶融および変形される。この方法の場合の基本原理は、付加的なエラストマー材料をコンベヤベルトのエッジに取付け、温度作用や圧力作用によってコンベヤベルトのエラストマー材料と一体に連結することにある。
【0004】
特許文献2には、熱可塑性材料製の連結層によって連結された複数の織物インサートからなる引張りに対して強いコアを有するコンベヤベルトが開示されている。織物インサートのたて糸は熱可塑性材料製の織物の縁部領域内にある。この熱可塑性材料は温度と押圧力の作用を受けて溶融し、連結層の熱可塑性材料と一体に連結される。この熱可塑性たて糸は引張り強度が小さいので、実際には望ましくない。従って、このようなたて糸はしばしば所定の間隔をおいてのみ使用されるので、この領域において縁部が切断され得る。これはフレキブルな大量生産を事実上不可能にする。
【0005】
特許文献3と特許文献4には、コンベヤベルトが複数の層からなる方法が記載されている。この層は縁部領域で異なる幅を有する。その際、最も幅の広い縁部層は他の材料層の周りに折り曲げて装着される。しかしながら、このようにして製造されたベルトは多層構造体がほころびてほつれる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】独国特許第1237768号明細書
【特許文献2】独国特許第1289300号明細書
【特許文献3】英国特許第1030354号明細書
【特許文献4】米国特許第5244083号明細書
【発明の概要】
【発明が解決しようとする課題】
【0007】
この背景を踏まえて、本発明の根底をなす課題は、密閉された負荷可能なエッジを有する搬送ベルト/駆動ベルトを簡単かつ低コストで提供できるようにすることである。
【課題を解決するための手段】
【0008】
この課題は本発明に従い、請求項1の特徴を有する方法によって解決される。
【0009】
本発明の他の実施形態は従属請求項から明らかである。
【0010】
冒頭に述べた種類の製造方法において、本発明に従い、熱および/または押圧力を搬送ベルト/駆動ベルトに伝達するために、搬送ベルト/駆動ベルトの少なくとも1つの縦方向エッジにマットがあてがわれ、それによって搬送ベルト/駆動ベルトの熱可塑性材料だけが追加材料なしに少なくとも領域的に溶融および変形され、続いて熱可塑性材料の再凝固の後で、マットが搬送ベルト/駆動ベルトの縦方向エッジから取り外される。
【0011】
本発明の本質は、特に複数のベルト層の既存の熱可塑性材料、例えばPVC、PU、PE、PA、PPまたはポリオレフィンが、密閉された同一材料のベルトエッジに変形されることにある。従って、材料切除または追加材料の装着が不要である。このようにして製造された搬送ベルト/駆動ベルトの場合、エッジの再凝固した材料が一体をなすので、複数層の分離や剥離が不可能である。
【0012】
織物インサートの材料特性によってほぼ決定される引張り強度を損なわないようにするために、本発明では、織物ウェブの材料の溶融温度が熱可塑性材料の溶融温度よりも高い。
【0013】
本発明に係る製造方法の場合、熱可塑性材料の溶融および変形が120〜200℃の温度範囲内で行われると有利であり、より好ましくは160〜180℃の温度範囲内で行われる。
【0014】
溶融した状態および/または再凝固した状態での熱可塑性材料の付着を確実に防止するために、本発明に係る方法を実施する間、搬送ベルト/駆動ベルトとマットとの間に、分離媒体、例えば分離紙または分離フィルムを設けることができる。
【0015】
変形したエッジ表面が例えばざらざらした/滑らかな特性または光沢のない/光沢のある特性を有する所望の表面構造を備えるようにするために、分離媒体は熱可塑性材料の表面の溶融および変形時に印画される表面構造を備えることができる。
【0016】
本発明に係る方法の場合、マットがガラス繊維マットとして形成されていると有利である。
【0017】
マットが付着防止コーティングを施した織物を有するときには、変形されたベルトからのマットの取り外しは、分離媒体と関係なく行われる。
【0018】
本発明はいろいろな実施形態が可能である。次に、本発明に係る方法の基本原理を、実施形態に基づいて添付の図を参照して例示的に詳しく説明する。
【図面の簡単な説明】
【0019】
【図1】溶融工程および変形工程の前の、複数の層からなる搬送ベルト/駆動ベルトの横断面を概略的に示す。
【図2】本発明に従って変形された縦方向エッジを有する搬送ベルト/駆動ベルトを示す。
【発明を実施するための形態】
【0020】
図1には搬送ベルト/駆動ベルト1が示してある。このベルトはほぼ平行に上下に配置された熱可塑性材料2の複数の層を有する。熱可塑性材料2、例えばポリ塩化ビニル、ポリウレタン、ポリエチレン、ポリアミド、ポリプロピレンおよび/またはポリオレフィンのそれぞれ2つの層の間には、中間層として織物ウェブ3が挿入されている。図示を簡単にするために、織物ウェブ3の個々の糸、すなわちよこ糸またはたて糸は分けて記入していない。この場合、個々の糸が熱可塑性材料2から突出しないことが重要である。
【0021】
搬送ベルト/駆動ベルト1の両エッジの一方、図において左側のエッジの周りに、袋状またはポケット状に形成されたマット4が近づけられ、そしてこのベルトエッジの周囲に置かれる。マット4と搬送ベルト/駆動ベルト1の熱可塑性材料2との間には、分離紙5が配置されている。この分離紙は同様に、上面から下面までエッジ全体を囲んでいる。
【0022】
本来の変形工程のために、搬送ベルト/駆動ベルト1と分離紙5とマット4とからなる構造体の上面と下面に、2個の加熱板6があてがわれる。加熱板6によって、上述の構造体に、温度作用および/または押圧力作用が伝達される。その際、温度は、エッジ領域内の熱可塑性材料2が溶融し、より高い融点の材料を有する織物ウェブ3が溶融しないように選定される。
【0023】
熱可塑性材料2は溶融した後で、加えられる押圧力によって変形する。従って、複数の層の溶融物の少なくとも一部が相互に移動する。熱可塑性材料2の溶融は特に160〜180℃の温度範囲内で行われる。図示した加熱板6の代わりに、加熱手段としての特殊鋼フィルムを構造体の周りにあてがうことができる。
【0024】
図2には、熱可塑性材料2が再び凝固した変形工程の後の、図1の搬送ベルト/駆動ベルト1が示してある。図2から、本発明に従って行われた変形工程が織物ウェブ3に大きな影響を及ぼさないことがはっきりと分かる。同様に、搬送ベルト/駆動ベルト1の加工したエッジから、元々複数の層をなして存在する熱可塑性材料2が変形工程後、丸められたエッジを有する一体物を形成することがはっきりと分かる。
【0025】
明瞭にするために、図1と図2には、それぞれ左側に示した縦方向エッジだけが加工および変形される。それぞれ右側に記入した縦方向エッジは変化しないでそのままであり、異なる材料のそれぞれ分離した層がはっきりと見える。搬送ベルト/駆動ベルトとして使用するためには、もちろん、両縦方向エッジを変形し、かつ密閉すると有利である。
【特許請求の範囲】
【請求項1】
熱可塑性材料(2)の少なくとも1つの層と、織物ウェブ(3)製の少なくとも1つの層とからなる搬送ベルト/駆動ベルト(1)を製造するための方法において、
熱および/または押圧力を搬送ベルト/駆動ベルト(1)に伝達するために、搬送ベルト/駆動ベルト(1)の少なくとも1つの縦方向エッジにマット(4)があてがわれ、それによって搬送ベルト/駆動ベルト(1)の熱可塑性材料(2)だけが追加材料なしに少なくとも領域的に溶融および変形され、続いて熱可塑性材料(2)の再凝固の後で、マット(4)が搬送ベルト/駆動ベルト(1)の縦方向エッジから取り外されることを特徴とする方法。
【請求項2】
織物ウェブ(3)の材料の融点が熱可塑性材料(2)の融点よりも高いことを特徴とする請求項1に記載の方法。
【請求項3】
熱可塑性材料(2)の溶融および変形が120〜200℃の温度範囲内で行われることを特徴とする請求項1または2に記載の方法。
【請求項4】
熱可塑性材料(2)の溶融および変形が160〜180℃の温度範囲内で行われることを特徴とする請求項1〜3のいずれか一項に記載の方法。
【請求項5】
搬送ベルト/駆動ベルト(1)とマット(4)との間に、分離媒体、特に分離紙(5)が設けられることを特徴とする請求項1〜4のいずれか一項に記載の方法。
【請求項6】
分離媒体が、熱可塑性材料(2)の表面の溶融および変形時に印画される表面構造体を備えていることを特徴とする請求項5に記載の方法。
【請求項7】
マット(4)がガラス繊維マットとして形成されていることを特徴とする請求項1〜6のいずれか一項に記載の方法。
【請求項8】
マット(4)が付着防止コーティングを施した織物を有することを特徴とする請求項1〜7のいずれか一項に記載の方法。
【請求項1】
熱可塑性材料(2)の少なくとも1つの層と、織物ウェブ(3)製の少なくとも1つの層とからなる搬送ベルト/駆動ベルト(1)を製造するための方法において、
熱および/または押圧力を搬送ベルト/駆動ベルト(1)に伝達するために、搬送ベルト/駆動ベルト(1)の少なくとも1つの縦方向エッジにマット(4)があてがわれ、それによって搬送ベルト/駆動ベルト(1)の熱可塑性材料(2)だけが追加材料なしに少なくとも領域的に溶融および変形され、続いて熱可塑性材料(2)の再凝固の後で、マット(4)が搬送ベルト/駆動ベルト(1)の縦方向エッジから取り外されることを特徴とする方法。
【請求項2】
織物ウェブ(3)の材料の融点が熱可塑性材料(2)の融点よりも高いことを特徴とする請求項1に記載の方法。
【請求項3】
熱可塑性材料(2)の溶融および変形が120〜200℃の温度範囲内で行われることを特徴とする請求項1または2に記載の方法。
【請求項4】
熱可塑性材料(2)の溶融および変形が160〜180℃の温度範囲内で行われることを特徴とする請求項1〜3のいずれか一項に記載の方法。
【請求項5】
搬送ベルト/駆動ベルト(1)とマット(4)との間に、分離媒体、特に分離紙(5)が設けられることを特徴とする請求項1〜4のいずれか一項に記載の方法。
【請求項6】
分離媒体が、熱可塑性材料(2)の表面の溶融および変形時に印画される表面構造体を備えていることを特徴とする請求項5に記載の方法。
【請求項7】
マット(4)がガラス繊維マットとして形成されていることを特徴とする請求項1〜6のいずれか一項に記載の方法。
【請求項8】
マット(4)が付着防止コーティングを施した織物を有することを特徴とする請求項1〜7のいずれか一項に記載の方法。
【図1】

【図2】
【図2】
【公表番号】特表2011−507724(P2011−507724A)
【公表日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願番号】特願2010−534355(P2010−534355)
【出願日】平成19年11月21日(2007.11.21)
【国際出願番号】PCT/DE2007/002111
【国際公開番号】WO2009/065367
【国際公開日】平成21年5月28日(2009.5.28)
【出願人】(510140238)フォルボ・ジークリング・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング (1)
【Fターム(参考)】
【公表日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願日】平成19年11月21日(2007.11.21)
【国際出願番号】PCT/DE2007/002111
【国際公開番号】WO2009/065367
【国際公開日】平成21年5月28日(2009.5.28)
【出願人】(510140238)フォルボ・ジークリング・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング (1)
【Fターム(参考)】
[ Back to top ]