
搬送ローラ自動洗浄装置
【課題】基板の搬送を行うローラを洗浄する洗浄装置を提供する。
【解決手段】カラーフィルタ基板の製造ラインに用いられる基板の搬送用ローラを洗浄する装置であって、搬送用ローラを洗浄する洗浄手段と、洗浄手段に洗浄液を送液する送液手段と、洗浄液を貯蔵する洗浄液貯蔵手段と、洗浄手段を上下移動する上下移動手段と、装置の動作を制御する制御手段と、を備え、かつ、搬送用ローラ上に基板の無いことを確認した後、洗浄手段を搬送用ローラに接触させ、搬送用ローラを回転させながら洗浄することを特徴とする搬送ローラ自動洗浄装置。
【解決手段】カラーフィルタ基板の製造ラインに用いられる基板の搬送用ローラを洗浄する装置であって、搬送用ローラを洗浄する洗浄手段と、洗浄手段に洗浄液を送液する送液手段と、洗浄液を貯蔵する洗浄液貯蔵手段と、洗浄手段を上下移動する上下移動手段と、装置の動作を制御する制御手段と、を備え、かつ、搬送用ローラ上に基板の無いことを確認した後、洗浄手段を搬送用ローラに接触させ、搬送用ローラを回転させながら洗浄することを特徴とする搬送ローラ自動洗浄装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カラーフィルタ製造ラインにおける搬送用ローラの自動洗浄装置に関する。
【背景技術】
【0002】
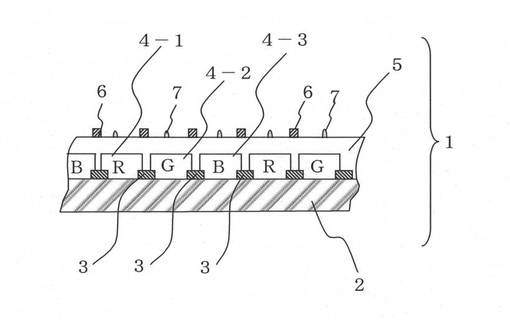
図1は、カラーフィルタの一例を断面で示した図である。カラーフィルタ1は、ガラス基板2上にブラックマトリックス(以下、BM)3、赤Rの着色画素(以下、R画素)4−1、緑Gの着色画素(以下、G画素)4−2、青Bの着色画素(以下、B画素)4−3、透明電極5、及びフォトスペーサー(Photo Spacer)(以下、PS)6、バーテイカルアライメント(Vertical Alignment)(以下、VA)7が順次形成されたものである。
【0003】
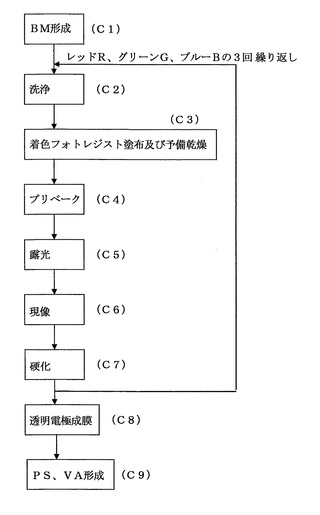
上記構造のカラーフィルタの製造方法は、フォトリソグラフィ法、印刷法、インクジェット法が知られているが、図2は一般的に用いられているフォトリソグラフィ法の工程を示すフロー図である。カラーフィルタは、先ず、ガラス基板上にBMを形成処理する工程(C1)、ガラス基板を洗浄処理する工程(C2)、着色フォトレジストを塗布および予備乾燥処理する工程(C3)、着色フォトレジストを乾燥、硬化処理するプリベーク工程(C4)、露光処理する工程(C5)、現像処理する工程(C6)、着色フォトレジストを硬化処理する工程(C7)、透明電極を成膜処理する工程(C8)、PS、VAを形成処理する工程(C9)がこの順に行われ製造される。
【0004】
例えば、R画素、G画素、B画素の順にパターンが形成される場合には、カラーフィルタ用ガラス基板(以下、基板)を洗浄処理する工程(C2)から、着色フォトレジストを硬化処理する工程間(C7)では赤R、緑G、青Bの順に着色レジストを変更して3回繰り返されてR画素、G画素、B画素が形成される。
【0005】
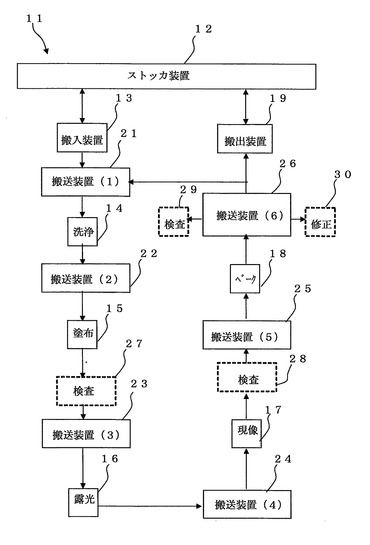
図3にカラーフィルタ製造ラインの一例を示す。図3に示される製造ライン11はある特定の1色の着色パターンを形成するためのもので、ストッカ装置12と、ストッカ装置からラインに投入する投入装置13と、洗浄装置14と、塗布装置15と、露光装置16と、現像装置17と、ベーク装置18と、基板をストッカ装置に搬出する搬出装置19とを備えている。また、塗布装置15の後には着色フォトレジストの膜厚や塗布ムラを検査する欠陥検査装置27が設けられ、現像装置17の後には異物やパターンの欠けを検査する欠陥検査装置28が設けられている。上記各工程の処理を行う装置(以下、処理装置)や検査装置は搬送装置(1)21から搬送装置(6)26によって接続されている。更に、R画素、G画素、B画素の3色の画素が形成された後に、搬送装置(6)26の外に設けられた検査装置29や修正装置30によって検査や修正が行われ、その後搬出装置19を経てストッカ装置に搬出される。尚、搬入装置13からストッカ装置12へ空のカセットが回収され、また、ストッカ装置12は、空のカセットを搬出装置19に供給する。
【0006】
上記カラーフィルタ製造ラインの搬送装置(1)21〜搬送装置(6)26や、検査装置27〜29では、一般的に搬送用ローラを用いた搬送方法によって基板は搬送される。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2002−162516号公報
【特許文献2】国際公開WO2007/102321号
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記基板の搬送を行うローラが、処理装置から発生した異物や基板に付着していた異物がローラに付着し、付着した異物が基板の汚れやキズなどの不良発生の原因となる。この不良が発生した場合には、不良の発見、不良発生場所の特定、異物の除去を行う必要があるために、一時的な機械停止による生産停止ロスやローラの清掃を行うための人的ロスが発生する。
【0009】
搬送ローラが異物の付着により汚染された場合、装置の停止、異物の除去作業、異物除去後の確認作業などを実施する必要があり、装置の稼働率低下を招く。
【0010】
そこで本発明は、基板の搬送を行うローラを洗浄する洗浄装置を提供することを課題とする。
【課題を解決するための手段】
【0011】
本発明の請求項1に係る発明は、カラーフィルタ基板の製造ラインに用いられる基板の搬送用ローラを洗浄する装置であって、
搬送用ローラを洗浄する洗浄手段と、
洗浄手段に洗浄液を送液する送液手段と、
洗浄液を貯蔵する洗浄液貯蔵手段と、
洗浄手段を上下移動する上下移動手段と、
装置の動作を制御する制御手段と、を備え、かつ、
搬送用ローラ上に基板の無いことを確認した後、洗浄手段を搬送用ローラに接触させ、搬送用ローラを回転させながら洗浄することを特徴とする搬送ローラ自動洗浄装置である。
【0012】
本発明の請求項2に係る発明は、洗浄手段はウエスに洗浄液をしみこませた洗浄ヘッドを有し、該洗浄ヘッドは各搬送用ローラ間隔と等間隔に設けられたことを特徴とする請求項1記載の搬送ローラ自動洗浄装置である。
【0013】
本発明の請求項3に係る発明は、カラーフィルタ基板の製造ラインに備えられた欠陥検査装置に設けられた搬送用ローラの洗浄を行うことを特徴とする請求項1または2記載の搬送ローラ自動洗浄装置である。
【0014】
本発明の請求項4に係る発明は、カラーフィルタ基板の製造ラインに備えられた各処理装置間に設けられた搬送用ローラの洗浄を行うことを特徴とする請求項1または2記載の搬送ローラ自動洗浄装置である。
【0015】
本発明の請求項5に係る発明は、ガントリーに備えられたことを特徴とする請求項1から4のいずれかに記載の搬送ローラ自動洗浄装置である。
【発明の効果】
【0016】
本発明による搬送ローラの自動洗浄装置によれば、従来、自動検査装置によって異物やキズの不良を検出した場合に、搬送ローラに付着した異物を取除くために、製造ラインを一時停止したり、搬送ローラの清掃のために多大な労力を必要としていたが、製造ラインを一時停止することなく、また搬送ローラの清掃のために多大な労力省くことが出来、その結果、カラーフィルタ基板の生産効率の向上や、品質維持することが出来る。
【図面の簡単な説明】
【0017】
【図1】カラー液晶表示装置に用いられるカラーフィルタの一例を断面で示した図。
【図2】一般的に用いられているフォトリソグラフィ法の工程のフロー図。
【図3】カラーフィルタ製造ラインの一例を示す図。
【図4】本発明に係る搬送ローラの自動洗浄装置の概略構成を示す図。
【図5】本発明に係る自動洗浄装置が適用されるカラーフィルタ製造ラインの概略図。
【図6】本発明に係る自動洗浄装置によって欠陥検査装置に備えられた搬送ローラを洗浄する場合を示す図。
【図7】欠陥検査装置が搭載されたガントリーに本発明に係る自動洗浄装置を設けた場合を示す図。
【図8】本発明に係る自動洗浄装置が洗浄する場合の基板存在を確認するために一般的に行われているネットワークを説明するための図。
【図9】本発明に係る自動洗浄装置の上下移動機構によって洗浄ヘッドユニットが下げられ、搬送ローラに接する位置で停止することを示す図(欠陥検査装置に備えられた搬送ローラの場合)。
【図10】本発明に係る自動洗浄装置が処理装置間の搬送装置の搬送ローラを洗浄する場合を示す図。
【図11】本発明に係る自動洗浄装置が処理装置間の搬送装置の搬送ローラを洗浄する場合を示す図(処理装置間の搬送ローラの場合)。
【発明を実施するための形態】
【0018】
以下、図面を用いて本発明を実施する形態を詳細に説明する。
【0019】
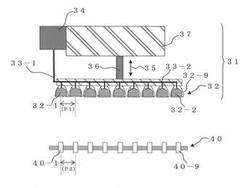
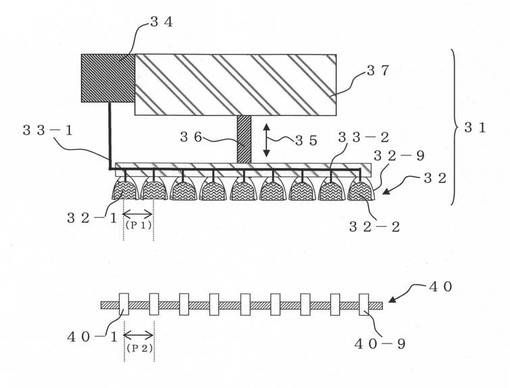
図4は、本発明に係る搬送ローラの自動洗浄装置の概略構成を示したものである。図4の搬送ローラの自動洗浄装置31は洗浄手段である洗浄ヘッドユニット32と、洗浄ヘッドユニット32に洗浄液を送液する送液手段である供給配管33−1と33−2と、洗浄液を貯蔵する洗浄液貯蔵手段である洗浄液貯蔵タンク34と、洗浄ヘッドユニット32を矢印35の方向に上下移動する上下移動手段であるヘッド上下移動機構36と、洗浄装置全体の動作を制御する制御手段である制御部37と、を備えている。ヘッド上下移動機構36は、例えばボールねじを用いてもよく、エアシリンダーを用いても達成できる。洗浄ヘッドユニット32は、図4では9個の洗浄ヘッド32−1〜32−9を有しており、各洗浄ヘッドには、洗浄ウエス38−1〜38−9が備えられており、更に、洗浄ウエス38−1〜38−9には供給配管33−2を介して洗浄液が供給される。洗浄ウエス38−1〜38−9への洗浄液の供給は、ポンプまたは配管ポンプの経路の途中に設けた電磁バルブの開閉を制御して滴下させることによって達成できる。供給配管33−1はフレキシブルな配管であり、洗浄ヘッドユニット32の上下移動に対応して伸縮または曲折する。洗浄液は、例えばIPA(イソプロピルアルコール)を用いることが出来る。洗浄ヘッドユニット32の各洗浄ヘッド32−1〜32−9の間隔P1は、搬送ローラ40の各ローラ40−1〜40−9の間隔P2と同じ間隔で設けられている。
【0020】
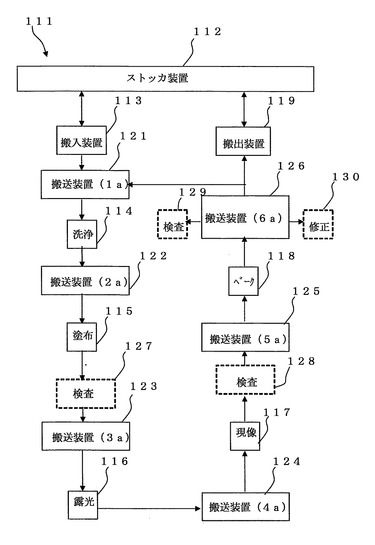
図5は本発明に係る自動洗浄装置が適用されるカラーフィルタ製造ラインの概略図である。製造ライン111は、ストッカ装置112と、ストッカ装置からラインに投入する投入装置113と、洗浄装置114と、塗布装置115と、露光装置116と、現像装置117と、ベーク装置118と、カラーフィルタ基板(以下、基板)をストッカ装置に搬出する搬出装置119とを備えている。また、塗布装置115や現像装置117の後には着色フォトレジストの塗布ムラや異物やパターンの欠けを検査する検査装置128が設けられている。上記各工程の処理を行う装置や検査装置は搬送装置(1a)121から搬送装置(6a)126によって接続されている。更に、搬送装置(6a)126の外に設けられた検査装置129や修正装置130によって検査や修正が行われ、その後搬出装置119を経てストッカ装置に搬出される。上記カラーフィルタ製造ラインの搬送装置(1a)121〜搬送装置(6a)126や、検査装置127〜129では、搬送用ローラを用いた搬送方法によって基板は搬送され、本発明に係る自動洗浄装置は、前記搬送装置(1a)121〜搬送装置(6a)126や検査装置127〜129の搬送用ローラの洗浄に用いられる。
【0021】
次に、本発明に係る自動洗浄装置が設けられる欠陥検査装置が備えられる搬送ローラを洗浄する場合と、工程内の処理装置間の搬送装置の搬送ローラを洗浄する場合について説明する。
【0022】
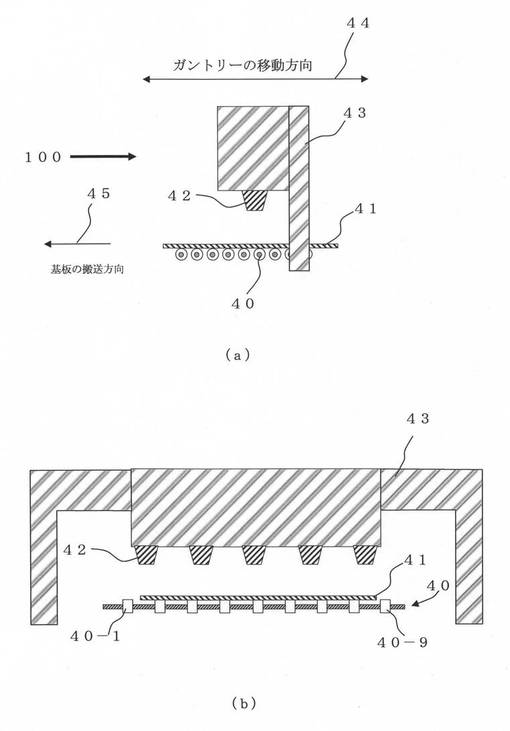
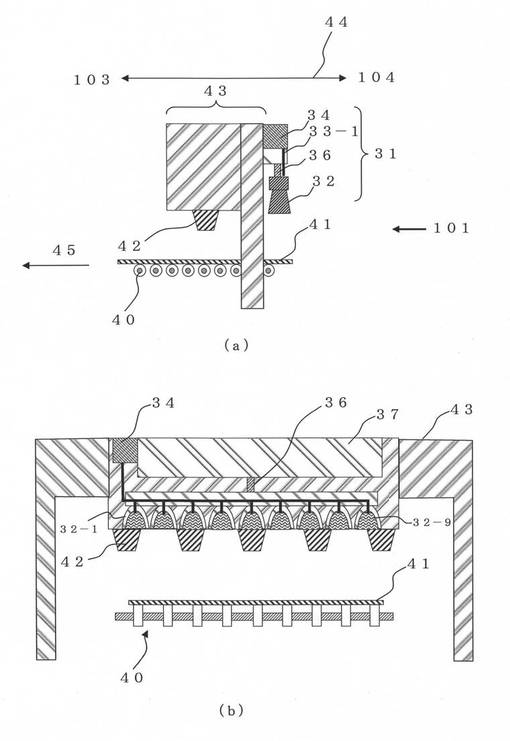
図6は、欠陥検査装置に備えられた搬送ローラを洗浄する場合を示す図で、基板を検査する場合に欠陥検査装置を搭載する従来から用いられているガントリー(橋桁の両端に一定の間隔を置いて2本の走行脚を設け、車輪によりレール上を走行する構造を有する門型のクレーンを指す)を示す図である。図6(a)は側面から見た図で、図6(b)は図6(a)の100で示される方向から見た図である。近年のディスプレイの大型化に伴って、大型液晶ディスプレイ用カラーフィルタの検査は、基板41を搬送用ローラ40の上に載置し、撮像カメラ42を有する欠陥検査装置を搭載したガントリー43を矢印44で示される方向に移動させて行っている。検査が終了すると基板41は矢印45で示す方向に搬送される。
【0023】
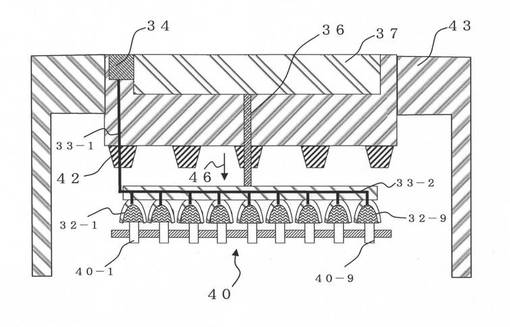
図7は上記欠陥検査装置に備えられた搬送ローラを洗浄する場合を示す図で、欠陥検査装置が搭載されたガントリーに自動洗浄装置を設けた場合を示す図である。図7(a)は側面から見た図で、図7(b)は図7(a)の101で示される方向から見た図である。自動洗浄装置31はガントリー43に取り付けられる。ガントリー43は基板41の検査のために例えば矢印44が示す103の方向に移動し、撮像カメラ42が備えられた欠陥検査装置によって基板41は検査される。基板41の検査が終了するとガントリー43は矢印44が示す104の方向に移動して検査前と同じ位置に戻る。一方、基板41は搬送ローラ40によって矢印45で示す方向に搬送される。基板41を検査する際は、洗浄ヘッド32−1〜32−9は基板41に接触しないように、また、撮像カメラ42の視野に入らないようにヘッド上下移動機構36によって上方に位置される。
【0024】
自動洗浄装置31が、搬送ローラ40を洗浄する場合は、欠陥検査装置に備えられた搬送ローラ上の基板の有無を確認し、基板が無い場合に洗浄が行われる。基板の存在は、図8に示すように、一般的に行われているネットワークを介して行うことが出来る。図8はカラーフィルタ製造に用いられる工程内の処理装置及び欠陥検査装置のネットワーク構成を示すもので、処理装置50〜51と、欠陥検査装置52〜53及び制御ユニット54がEthernet(登録商標)55、またはCC Link、または光ケーブル等により接続されており、その構成要素間は相互に通信可能となっている。処理装置50〜51や欠陥検査装置52〜53の搬入口及び搬出口には基板毎に設けられた基板IDコードを読取るIDコード読取装置によって読取られ、読取られたIDコードデータは制御ユニット内に備えられた記憶装置に記憶され、該記憶されたデータによって基板の存在位置を知ることが出来る。
【0025】
上記基板の存在位置を確認することによって、基板が自動検査を行う搬送ローラ上に存在しないことを確認した後、ガントリー43に備えられた自動洗浄装置は、図9に示すよう洗浄ヘッド32−1〜32−9がヘッド上下移動機構36によって矢印46の方向に下げられ、搬送ローラ40−1〜40−9に接する位置で停止する。この時既に洗浄ウエス38−1〜38−9には洗浄液が供給配管33−1及び33−2を介して供給されている。搬送ローラ40−1〜40−9の洗浄は、洗浄液が供給された洗浄ウエス38−1〜38−9を搬送ローラ40−1〜40−9に接したまま、搬送ローラ40−1〜40−9を回転させながら行われる。
【0026】
次に本発明による自動洗浄装置によってカラーフィルタ製造ラインの処理装置間の搬送装置の搬送ローラを洗浄する場合について説明する。
【0027】
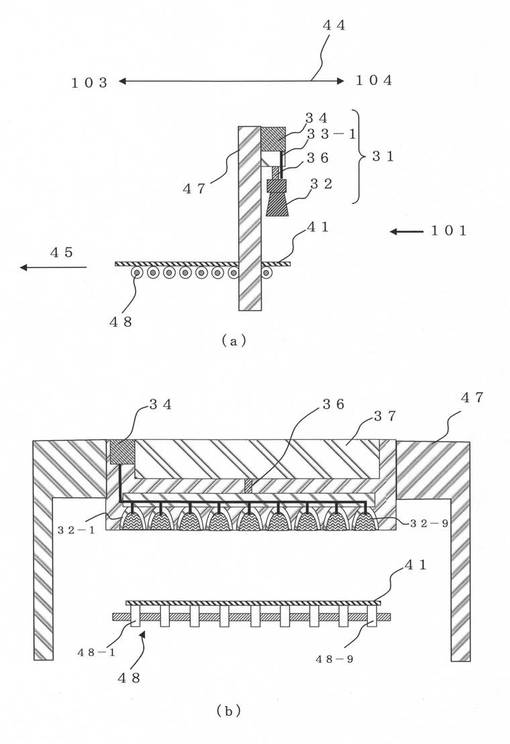
図10は処理装置間の搬送装置の搬送ローラを洗浄する場合の自動洗浄装置を示す図で、図10(a)は側面から見た図で、図10(b)は図10(a)の105で示される方向から見た図である。自動洗浄装置31はガントリー47に取り付けられる。
【0028】
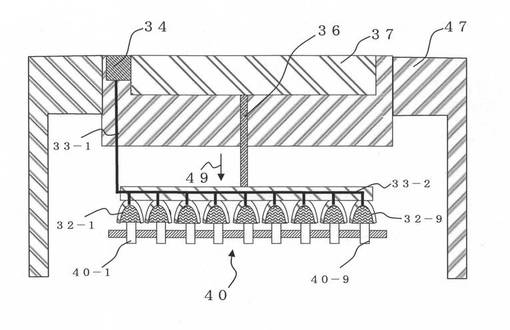
図11に示すようにガントリー47が矢印49で示す方向に移動して、自動洗浄装置31が搬送ローラ48の各ローラ48−1〜48−9を洗浄する。搬送ローラ48の各ローラ48−1〜48−9を洗浄する場合は、搬送ローラ上の基板41の有無を確認し、基板が無い場合に洗浄が行われる。基板の有無は、上記図8に示すネットワークを介して確認することが出来る。
【0029】
本発明に係る自動洗浄装置の実施形態では、搬送装置(11)121〜搬送装置(16)126や検査装置127〜129の搬送用ローラを洗浄する場合を例示したが、適用範囲及び洗浄の頻度は適宜選択すれば良い。
【0030】
以上のように、従来、欠陥検査装置で異物やキズの不良を検出した場合に、不良発生場所の特定や異物の除去を行っていたために、製造ラインの一時停止や搬送ローラの清掃のために多大な労力を必要としていたが、本発明による搬送ローラの自動洗浄装置で適宜搬送ローラを洗浄することによって、前記製造ラインの一時停止をすることなく、また搬送ローラの清掃のために多大な労力省くことが出来、その結果、基板の品質を維持することが出来る。
【符号の説明】
【0031】
1・・・カラーフィルタ
2・・・ガラス基板
3・・・ブラックマトリックス(BM)
4−1・・・赤Rの着色画素(R画素)
4−2・・・緑Gの着色画素(G画素)
4−3・・・青Bの着色画素(B画素)
5・・・透明電極
6・・・フォトスペーサー(PS)
7・・・バーテイカルアライメント(VA)
11・・・製造ライン
12・・・ストッカ装置
13・・・投入装置
14・・・洗浄装置
15・・・塗布装置
15−1、15−2・・・塗布装置
16・・・露光装置
16−1、16−2・・・露光装置
17・・・現像装置
18・・・ベーク装置
19・・・搬出装置
21〜26・・・搬送装置(1)〜搬送装置(6)
27、28・・・検査装置
29・・・搬送装置(6)の外に設けられた検査装置
30・・・搬送装置(6)の外に設けられた修正装置
31・・・自動洗浄装置
32・・・洗浄ヘッドユニット
32−1〜32−9・・・洗浄ヘッド
33−1、33−2・・・供給配管
34・・・洗浄液貯蔵タンク
35・・・洗浄ヘッドユニットを移動する方向を示す矢印
36・・・ヘッド上下移動機構
37・・・制御部
38−1〜38−9・・・洗浄ウエス
40・・・搬送用ローラ
40−1〜40−9・・・搬送ローラ
41・・・基板
42・・・撮像カメラ
43・・・ガントリー
44・・・ガントリーの移動方向
45・・・基板の搬送方向を示す矢印
46・・・洗浄ヘッドユニットが移動する方向を示す矢印
47・・・ガントリー
49・・・ガントリーの移動方向を示す矢印
48・・・搬送ローラ
48−1〜48−9・・・搬送ローラの各ローラ
50〜51・・・処理装置
52〜53・・・欠陥検査装置
54・・・制御ユニット54
55・・・Ethernet(登録商標)
111・・・製造ライン
112・・・ストッカ装置
113・・・投入装置
114・・・洗浄装置
115・・・塗布装置
116・・・露光装置
117・・・現像装置
118・・・ベーク装置
119・・・搬出装置
128・・・検査装置
121・・・搬送装置(1a)
126・・・搬送装置(6a)
129・・・検査装置
130・・・修正装置
100・・・図を見る方向
101・・・図を見る方向
104・・・ガントリーの移動方向
105・・・図を見る方向
P1・・・洗浄ヘッドユニットの各洗浄ヘッドの間隔
P2・・・搬送ローラの各ローラ間隔
【技術分野】
【0001】
本発明は、カラーフィルタ製造ラインにおける搬送用ローラの自動洗浄装置に関する。
【背景技術】
【0002】
図1は、カラーフィルタの一例を断面で示した図である。カラーフィルタ1は、ガラス基板2上にブラックマトリックス(以下、BM)3、赤Rの着色画素(以下、R画素)4−1、緑Gの着色画素(以下、G画素)4−2、青Bの着色画素(以下、B画素)4−3、透明電極5、及びフォトスペーサー(Photo Spacer)(以下、PS)6、バーテイカルアライメント(Vertical Alignment)(以下、VA)7が順次形成されたものである。
【0003】
上記構造のカラーフィルタの製造方法は、フォトリソグラフィ法、印刷法、インクジェット法が知られているが、図2は一般的に用いられているフォトリソグラフィ法の工程を示すフロー図である。カラーフィルタは、先ず、ガラス基板上にBMを形成処理する工程(C1)、ガラス基板を洗浄処理する工程(C2)、着色フォトレジストを塗布および予備乾燥処理する工程(C3)、着色フォトレジストを乾燥、硬化処理するプリベーク工程(C4)、露光処理する工程(C5)、現像処理する工程(C6)、着色フォトレジストを硬化処理する工程(C7)、透明電極を成膜処理する工程(C8)、PS、VAを形成処理する工程(C9)がこの順に行われ製造される。
【0004】
例えば、R画素、G画素、B画素の順にパターンが形成される場合には、カラーフィルタ用ガラス基板(以下、基板)を洗浄処理する工程(C2)から、着色フォトレジストを硬化処理する工程間(C7)では赤R、緑G、青Bの順に着色レジストを変更して3回繰り返されてR画素、G画素、B画素が形成される。
【0005】
図3にカラーフィルタ製造ラインの一例を示す。図3に示される製造ライン11はある特定の1色の着色パターンを形成するためのもので、ストッカ装置12と、ストッカ装置からラインに投入する投入装置13と、洗浄装置14と、塗布装置15と、露光装置16と、現像装置17と、ベーク装置18と、基板をストッカ装置に搬出する搬出装置19とを備えている。また、塗布装置15の後には着色フォトレジストの膜厚や塗布ムラを検査する欠陥検査装置27が設けられ、現像装置17の後には異物やパターンの欠けを検査する欠陥検査装置28が設けられている。上記各工程の処理を行う装置(以下、処理装置)や検査装置は搬送装置(1)21から搬送装置(6)26によって接続されている。更に、R画素、G画素、B画素の3色の画素が形成された後に、搬送装置(6)26の外に設けられた検査装置29や修正装置30によって検査や修正が行われ、その後搬出装置19を経てストッカ装置に搬出される。尚、搬入装置13からストッカ装置12へ空のカセットが回収され、また、ストッカ装置12は、空のカセットを搬出装置19に供給する。
【0006】
上記カラーフィルタ製造ラインの搬送装置(1)21〜搬送装置(6)26や、検査装置27〜29では、一般的に搬送用ローラを用いた搬送方法によって基板は搬送される。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2002−162516号公報
【特許文献2】国際公開WO2007/102321号
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記基板の搬送を行うローラが、処理装置から発生した異物や基板に付着していた異物がローラに付着し、付着した異物が基板の汚れやキズなどの不良発生の原因となる。この不良が発生した場合には、不良の発見、不良発生場所の特定、異物の除去を行う必要があるために、一時的な機械停止による生産停止ロスやローラの清掃を行うための人的ロスが発生する。
【0009】
搬送ローラが異物の付着により汚染された場合、装置の停止、異物の除去作業、異物除去後の確認作業などを実施する必要があり、装置の稼働率低下を招く。
【0010】
そこで本発明は、基板の搬送を行うローラを洗浄する洗浄装置を提供することを課題とする。
【課題を解決するための手段】
【0011】
本発明の請求項1に係る発明は、カラーフィルタ基板の製造ラインに用いられる基板の搬送用ローラを洗浄する装置であって、
搬送用ローラを洗浄する洗浄手段と、
洗浄手段に洗浄液を送液する送液手段と、
洗浄液を貯蔵する洗浄液貯蔵手段と、
洗浄手段を上下移動する上下移動手段と、
装置の動作を制御する制御手段と、を備え、かつ、
搬送用ローラ上に基板の無いことを確認した後、洗浄手段を搬送用ローラに接触させ、搬送用ローラを回転させながら洗浄することを特徴とする搬送ローラ自動洗浄装置である。
【0012】
本発明の請求項2に係る発明は、洗浄手段はウエスに洗浄液をしみこませた洗浄ヘッドを有し、該洗浄ヘッドは各搬送用ローラ間隔と等間隔に設けられたことを特徴とする請求項1記載の搬送ローラ自動洗浄装置である。
【0013】
本発明の請求項3に係る発明は、カラーフィルタ基板の製造ラインに備えられた欠陥検査装置に設けられた搬送用ローラの洗浄を行うことを特徴とする請求項1または2記載の搬送ローラ自動洗浄装置である。
【0014】
本発明の請求項4に係る発明は、カラーフィルタ基板の製造ラインに備えられた各処理装置間に設けられた搬送用ローラの洗浄を行うことを特徴とする請求項1または2記載の搬送ローラ自動洗浄装置である。
【0015】
本発明の請求項5に係る発明は、ガントリーに備えられたことを特徴とする請求項1から4のいずれかに記載の搬送ローラ自動洗浄装置である。
【発明の効果】
【0016】
本発明による搬送ローラの自動洗浄装置によれば、従来、自動検査装置によって異物やキズの不良を検出した場合に、搬送ローラに付着した異物を取除くために、製造ラインを一時停止したり、搬送ローラの清掃のために多大な労力を必要としていたが、製造ラインを一時停止することなく、また搬送ローラの清掃のために多大な労力省くことが出来、その結果、カラーフィルタ基板の生産効率の向上や、品質維持することが出来る。
【図面の簡単な説明】
【0017】
【図1】カラー液晶表示装置に用いられるカラーフィルタの一例を断面で示した図。
【図2】一般的に用いられているフォトリソグラフィ法の工程のフロー図。
【図3】カラーフィルタ製造ラインの一例を示す図。
【図4】本発明に係る搬送ローラの自動洗浄装置の概略構成を示す図。
【図5】本発明に係る自動洗浄装置が適用されるカラーフィルタ製造ラインの概略図。
【図6】本発明に係る自動洗浄装置によって欠陥検査装置に備えられた搬送ローラを洗浄する場合を示す図。
【図7】欠陥検査装置が搭載されたガントリーに本発明に係る自動洗浄装置を設けた場合を示す図。
【図8】本発明に係る自動洗浄装置が洗浄する場合の基板存在を確認するために一般的に行われているネットワークを説明するための図。
【図9】本発明に係る自動洗浄装置の上下移動機構によって洗浄ヘッドユニットが下げられ、搬送ローラに接する位置で停止することを示す図(欠陥検査装置に備えられた搬送ローラの場合)。
【図10】本発明に係る自動洗浄装置が処理装置間の搬送装置の搬送ローラを洗浄する場合を示す図。
【図11】本発明に係る自動洗浄装置が処理装置間の搬送装置の搬送ローラを洗浄する場合を示す図(処理装置間の搬送ローラの場合)。
【発明を実施するための形態】
【0018】
以下、図面を用いて本発明を実施する形態を詳細に説明する。
【0019】
図4は、本発明に係る搬送ローラの自動洗浄装置の概略構成を示したものである。図4の搬送ローラの自動洗浄装置31は洗浄手段である洗浄ヘッドユニット32と、洗浄ヘッドユニット32に洗浄液を送液する送液手段である供給配管33−1と33−2と、洗浄液を貯蔵する洗浄液貯蔵手段である洗浄液貯蔵タンク34と、洗浄ヘッドユニット32を矢印35の方向に上下移動する上下移動手段であるヘッド上下移動機構36と、洗浄装置全体の動作を制御する制御手段である制御部37と、を備えている。ヘッド上下移動機構36は、例えばボールねじを用いてもよく、エアシリンダーを用いても達成できる。洗浄ヘッドユニット32は、図4では9個の洗浄ヘッド32−1〜32−9を有しており、各洗浄ヘッドには、洗浄ウエス38−1〜38−9が備えられており、更に、洗浄ウエス38−1〜38−9には供給配管33−2を介して洗浄液が供給される。洗浄ウエス38−1〜38−9への洗浄液の供給は、ポンプまたは配管ポンプの経路の途中に設けた電磁バルブの開閉を制御して滴下させることによって達成できる。供給配管33−1はフレキシブルな配管であり、洗浄ヘッドユニット32の上下移動に対応して伸縮または曲折する。洗浄液は、例えばIPA(イソプロピルアルコール)を用いることが出来る。洗浄ヘッドユニット32の各洗浄ヘッド32−1〜32−9の間隔P1は、搬送ローラ40の各ローラ40−1〜40−9の間隔P2と同じ間隔で設けられている。
【0020】
図5は本発明に係る自動洗浄装置が適用されるカラーフィルタ製造ラインの概略図である。製造ライン111は、ストッカ装置112と、ストッカ装置からラインに投入する投入装置113と、洗浄装置114と、塗布装置115と、露光装置116と、現像装置117と、ベーク装置118と、カラーフィルタ基板(以下、基板)をストッカ装置に搬出する搬出装置119とを備えている。また、塗布装置115や現像装置117の後には着色フォトレジストの塗布ムラや異物やパターンの欠けを検査する検査装置128が設けられている。上記各工程の処理を行う装置や検査装置は搬送装置(1a)121から搬送装置(6a)126によって接続されている。更に、搬送装置(6a)126の外に設けられた検査装置129や修正装置130によって検査や修正が行われ、その後搬出装置119を経てストッカ装置に搬出される。上記カラーフィルタ製造ラインの搬送装置(1a)121〜搬送装置(6a)126や、検査装置127〜129では、搬送用ローラを用いた搬送方法によって基板は搬送され、本発明に係る自動洗浄装置は、前記搬送装置(1a)121〜搬送装置(6a)126や検査装置127〜129の搬送用ローラの洗浄に用いられる。
【0021】
次に、本発明に係る自動洗浄装置が設けられる欠陥検査装置が備えられる搬送ローラを洗浄する場合と、工程内の処理装置間の搬送装置の搬送ローラを洗浄する場合について説明する。
【0022】
図6は、欠陥検査装置に備えられた搬送ローラを洗浄する場合を示す図で、基板を検査する場合に欠陥検査装置を搭載する従来から用いられているガントリー(橋桁の両端に一定の間隔を置いて2本の走行脚を設け、車輪によりレール上を走行する構造を有する門型のクレーンを指す)を示す図である。図6(a)は側面から見た図で、図6(b)は図6(a)の100で示される方向から見た図である。近年のディスプレイの大型化に伴って、大型液晶ディスプレイ用カラーフィルタの検査は、基板41を搬送用ローラ40の上に載置し、撮像カメラ42を有する欠陥検査装置を搭載したガントリー43を矢印44で示される方向に移動させて行っている。検査が終了すると基板41は矢印45で示す方向に搬送される。
【0023】
図7は上記欠陥検査装置に備えられた搬送ローラを洗浄する場合を示す図で、欠陥検査装置が搭載されたガントリーに自動洗浄装置を設けた場合を示す図である。図7(a)は側面から見た図で、図7(b)は図7(a)の101で示される方向から見た図である。自動洗浄装置31はガントリー43に取り付けられる。ガントリー43は基板41の検査のために例えば矢印44が示す103の方向に移動し、撮像カメラ42が備えられた欠陥検査装置によって基板41は検査される。基板41の検査が終了するとガントリー43は矢印44が示す104の方向に移動して検査前と同じ位置に戻る。一方、基板41は搬送ローラ40によって矢印45で示す方向に搬送される。基板41を検査する際は、洗浄ヘッド32−1〜32−9は基板41に接触しないように、また、撮像カメラ42の視野に入らないようにヘッド上下移動機構36によって上方に位置される。
【0024】
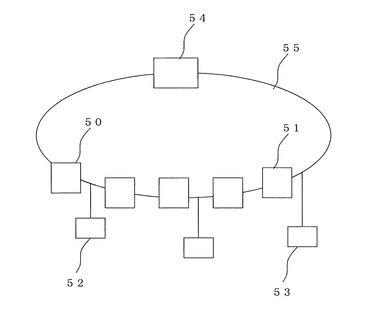
自動洗浄装置31が、搬送ローラ40を洗浄する場合は、欠陥検査装置に備えられた搬送ローラ上の基板の有無を確認し、基板が無い場合に洗浄が行われる。基板の存在は、図8に示すように、一般的に行われているネットワークを介して行うことが出来る。図8はカラーフィルタ製造に用いられる工程内の処理装置及び欠陥検査装置のネットワーク構成を示すもので、処理装置50〜51と、欠陥検査装置52〜53及び制御ユニット54がEthernet(登録商標)55、またはCC Link、または光ケーブル等により接続されており、その構成要素間は相互に通信可能となっている。処理装置50〜51や欠陥検査装置52〜53の搬入口及び搬出口には基板毎に設けられた基板IDコードを読取るIDコード読取装置によって読取られ、読取られたIDコードデータは制御ユニット内に備えられた記憶装置に記憶され、該記憶されたデータによって基板の存在位置を知ることが出来る。
【0025】
上記基板の存在位置を確認することによって、基板が自動検査を行う搬送ローラ上に存在しないことを確認した後、ガントリー43に備えられた自動洗浄装置は、図9に示すよう洗浄ヘッド32−1〜32−9がヘッド上下移動機構36によって矢印46の方向に下げられ、搬送ローラ40−1〜40−9に接する位置で停止する。この時既に洗浄ウエス38−1〜38−9には洗浄液が供給配管33−1及び33−2を介して供給されている。搬送ローラ40−1〜40−9の洗浄は、洗浄液が供給された洗浄ウエス38−1〜38−9を搬送ローラ40−1〜40−9に接したまま、搬送ローラ40−1〜40−9を回転させながら行われる。
【0026】
次に本発明による自動洗浄装置によってカラーフィルタ製造ラインの処理装置間の搬送装置の搬送ローラを洗浄する場合について説明する。
【0027】
図10は処理装置間の搬送装置の搬送ローラを洗浄する場合の自動洗浄装置を示す図で、図10(a)は側面から見た図で、図10(b)は図10(a)の105で示される方向から見た図である。自動洗浄装置31はガントリー47に取り付けられる。
【0028】
図11に示すようにガントリー47が矢印49で示す方向に移動して、自動洗浄装置31が搬送ローラ48の各ローラ48−1〜48−9を洗浄する。搬送ローラ48の各ローラ48−1〜48−9を洗浄する場合は、搬送ローラ上の基板41の有無を確認し、基板が無い場合に洗浄が行われる。基板の有無は、上記図8に示すネットワークを介して確認することが出来る。
【0029】
本発明に係る自動洗浄装置の実施形態では、搬送装置(11)121〜搬送装置(16)126や検査装置127〜129の搬送用ローラを洗浄する場合を例示したが、適用範囲及び洗浄の頻度は適宜選択すれば良い。
【0030】
以上のように、従来、欠陥検査装置で異物やキズの不良を検出した場合に、不良発生場所の特定や異物の除去を行っていたために、製造ラインの一時停止や搬送ローラの清掃のために多大な労力を必要としていたが、本発明による搬送ローラの自動洗浄装置で適宜搬送ローラを洗浄することによって、前記製造ラインの一時停止をすることなく、また搬送ローラの清掃のために多大な労力省くことが出来、その結果、基板の品質を維持することが出来る。
【符号の説明】
【0031】
1・・・カラーフィルタ
2・・・ガラス基板
3・・・ブラックマトリックス(BM)
4−1・・・赤Rの着色画素(R画素)
4−2・・・緑Gの着色画素(G画素)
4−3・・・青Bの着色画素(B画素)
5・・・透明電極
6・・・フォトスペーサー(PS)
7・・・バーテイカルアライメント(VA)
11・・・製造ライン
12・・・ストッカ装置
13・・・投入装置
14・・・洗浄装置
15・・・塗布装置
15−1、15−2・・・塗布装置
16・・・露光装置
16−1、16−2・・・露光装置
17・・・現像装置
18・・・ベーク装置
19・・・搬出装置
21〜26・・・搬送装置(1)〜搬送装置(6)
27、28・・・検査装置
29・・・搬送装置(6)の外に設けられた検査装置
30・・・搬送装置(6)の外に設けられた修正装置
31・・・自動洗浄装置
32・・・洗浄ヘッドユニット
32−1〜32−9・・・洗浄ヘッド
33−1、33−2・・・供給配管
34・・・洗浄液貯蔵タンク
35・・・洗浄ヘッドユニットを移動する方向を示す矢印
36・・・ヘッド上下移動機構
37・・・制御部
38−1〜38−9・・・洗浄ウエス
40・・・搬送用ローラ
40−1〜40−9・・・搬送ローラ
41・・・基板
42・・・撮像カメラ
43・・・ガントリー
44・・・ガントリーの移動方向
45・・・基板の搬送方向を示す矢印
46・・・洗浄ヘッドユニットが移動する方向を示す矢印
47・・・ガントリー
49・・・ガントリーの移動方向を示す矢印
48・・・搬送ローラ
48−1〜48−9・・・搬送ローラの各ローラ
50〜51・・・処理装置
52〜53・・・欠陥検査装置
54・・・制御ユニット54
55・・・Ethernet(登録商標)
111・・・製造ライン
112・・・ストッカ装置
113・・・投入装置
114・・・洗浄装置
115・・・塗布装置
116・・・露光装置
117・・・現像装置
118・・・ベーク装置
119・・・搬出装置
128・・・検査装置
121・・・搬送装置(1a)
126・・・搬送装置(6a)
129・・・検査装置
130・・・修正装置
100・・・図を見る方向
101・・・図を見る方向
104・・・ガントリーの移動方向
105・・・図を見る方向
P1・・・洗浄ヘッドユニットの各洗浄ヘッドの間隔
P2・・・搬送ローラの各ローラ間隔
【特許請求の範囲】
【請求項1】
カラーフィルタ基板の製造ラインに用いられる基板の搬送用ローラを洗浄する装置であって、
搬送用ローラを洗浄する洗浄手段と、
洗浄手段に洗浄液を送液する送液手段と、
洗浄液を貯蔵する洗浄液貯蔵手段と、
洗浄手段を上下移動する上下移動手段と、
装置の動作を制御する制御手段と、を備え、かつ、
搬送用ローラ上に基板の無いことを確認した後、洗浄手段を搬送用ローラに接触させ、搬送用ローラを回転させながら洗浄することを特徴とする搬送ローラ自動洗浄装置。
【請求項2】
洗浄手段はウエスに洗浄液をしみこませた洗浄ヘッドを有し、該洗浄ヘッドは各搬送用ローラ間隔と等間隔に設けられたことを特徴とする請求項1記載の搬送ローラ自動洗浄装置。
【請求項3】
カラーフィルタ基板の製造ラインに備えられた欠陥検査装置に設けられた搬送用ローラの洗浄を行うことを特徴とする請求項1または2記載の搬送ローラ自動洗浄装置。
【請求項4】
カラーフィルタ基板の製造ラインに備えられた各処理装置間に設けられた搬送用ローラの洗浄を行うことを特徴とする請求項1または2記載の搬送ローラ自動洗浄装置。
【請求項5】
ガントリーに備えられたことを特徴とする請求項1から4のいずれかに記載の搬送ローラ自動洗浄装置。
【請求項1】
カラーフィルタ基板の製造ラインに用いられる基板の搬送用ローラを洗浄する装置であって、
搬送用ローラを洗浄する洗浄手段と、
洗浄手段に洗浄液を送液する送液手段と、
洗浄液を貯蔵する洗浄液貯蔵手段と、
洗浄手段を上下移動する上下移動手段と、
装置の動作を制御する制御手段と、を備え、かつ、
搬送用ローラ上に基板の無いことを確認した後、洗浄手段を搬送用ローラに接触させ、搬送用ローラを回転させながら洗浄することを特徴とする搬送ローラ自動洗浄装置。
【請求項2】
洗浄手段はウエスに洗浄液をしみこませた洗浄ヘッドを有し、該洗浄ヘッドは各搬送用ローラ間隔と等間隔に設けられたことを特徴とする請求項1記載の搬送ローラ自動洗浄装置。
【請求項3】
カラーフィルタ基板の製造ラインに備えられた欠陥検査装置に設けられた搬送用ローラの洗浄を行うことを特徴とする請求項1または2記載の搬送ローラ自動洗浄装置。
【請求項4】
カラーフィルタ基板の製造ラインに備えられた各処理装置間に設けられた搬送用ローラの洗浄を行うことを特徴とする請求項1または2記載の搬送ローラ自動洗浄装置。
【請求項5】
ガントリーに備えられたことを特徴とする請求項1から4のいずれかに記載の搬送ローラ自動洗浄装置。
【図2】


【図3】
【図5】
【図8】
【図1】
【図4】
【図6】
【図7】
【図9】
【図10】
【図11】
【図3】
【図5】
【図8】
【図1】
【図4】
【図6】
【図7】
【図9】
【図10】
【図11】
【公開番号】特開2011−224512(P2011−224512A)
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願番号】特願2010−99014(P2010−99014)
【出願日】平成22年4月22日(2010.4.22)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願日】平成22年4月22日(2010.4.22)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]