
搬送処理装置
【課題】搬送台車上の定位置に積載されて搬送される複数種類の車体を自動塗装機によって自動塗装する塗装ラインなどに効果的に活用出来る搬送処理装置を提案する。
【解決手段】搬送台車1には、車種情報記憶部21と、搬送台車1の現在位置を判別する現在位置情報取得手段26と、車種情報と現在位置情報とを地上制御装置16に伝送する情報伝送手段が設けられ、地上制御装置16には、自動塗装機6を制御するときの搬送台車の現在位置が車体Bの種別毎に設定記憶される車種別スプレーノズル制御情報記憶部29と、自動塗装機6に制御信号を送信する比較演算制御部30が設けられ、この制御部30が、前記記憶部29の記憶情報と、自動塗装機6の位置を通過しようとする搬送台車1から受け取った種別情報及び現在位置情報とを照合して、前記記憶部29の記憶情報通りに、搬送台車1の現在位置に合わせて自動塗装機6を制御する構成。
【解決手段】搬送台車1には、車種情報記憶部21と、搬送台車1の現在位置を判別する現在位置情報取得手段26と、車種情報と現在位置情報とを地上制御装置16に伝送する情報伝送手段が設けられ、地上制御装置16には、自動塗装機6を制御するときの搬送台車の現在位置が車体Bの種別毎に設定記憶される車種別スプレーノズル制御情報記憶部29と、自動塗装機6に制御信号を送信する比較演算制御部30が設けられ、この制御部30が、前記記憶部29の記憶情報と、自動塗装機6の位置を通過しようとする搬送台車1から受け取った種別情報及び現在位置情報とを照合して、前記記憶部29の記憶情報通りに、搬送台車1の現在位置に合わせて自動塗装機6を制御する構成。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、搬送台車に積載されて搬送される被処理対象物(例えば自動車の車体)を、搬送台車の走行経路脇に設置された自動処理手段(例えば自動塗装機)によって自動処理する搬送処理装置に関するものである。
【背景技術】
【0002】
自動車の車体の塗装ラインにおいて、搬送台車に積載されて搬送される車体を自動塗装機によって自動塗装する場合、基本的には、特許文献1にも記載されるように、走行経路上の定位置からの搬送台車の移動量を地上側のセンサー(レーザー測長器など)で検出し、この検出された搬送台車の移動量に基づいて自動塗装機を制御し、搬送台車上の定位置に積載された車体に対する塗装を自動的に行うことが知られている。即ち、車体は搬送台車上の定位置に積載されているので、定位置からの搬送台車の移動量から当該搬送台車上の車体の前端位置や後端位置が自動塗装機による塗装開始位置や塗装終了位置に到達した時点を判別できるので、この判別結果に基づいて自動塗装機による塗装開始や塗装終了の自動化を図るものである。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−88307号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような従来の搬送処理装置では、地上側の自動処理手段の制御手段が必要とする情報、即ち、当該自動処理手段で処理される直前の被処理対象物を積載した搬送台車の定位置からの移動量情報と、当該被処理対象物の種別(サイズや形状など)情報を、全て地上側で取得する必要があった。従って、何らかの原因で、地上側に設けられた搬送台車の移動量検出手段の検出精度が低下したときや、当該移動量検出手段が故障して移動量検出が不能になったような場合、それ以降に当該移動量検出手段を備えたライン上で自動処理手段に送られる全ての搬送台車上の被処理対象物に対する自動処理の精度が低下したり、自動処理が行えなくなる。そればかりか、少量多品種の被処理対象物が1つのライン上に流される状況では、地上側の自動処理手段の制御手段には、取り扱う全ての被処理対象物の種別情報と、搬送されて来る被処理対象物の種別情報の順番を記憶させておき、1つの被処理対象物の自動処理が終了する度に記憶テーブルから次の被処理対象物の種別情報を検索し、当該種別情報に基づいて自動処理手段を制御しなければならないので、地上側の自動処理手段の制御手段における制御が複雑になる。
【課題を解決するための手段】
【0005】
本発明は、上記のような従来の問題点を解消することのできる搬送処理装置を提案するものであって、請求項1に記載の本発明に係る搬送処理装置は、後述する実施例との関係を理解し易くするために、当該実施例の説明において使用した参照符号を括弧付きで付して示すと、被処理対象物(車体B)を定位置に積載して走行経路上を搬送する搬送台車(1)と、走行する前記搬送台車(1)上の前記被処理対象物(車体B)に対する処理を行うように前記走行経路側に設置された自動処理手段(自動塗装機6)とを備えた搬送処理装置において、前記搬送台車(1)には、積載される被処理対象物(車体B)の種別情報を記憶する種別情報記憶部(21)と、前記自動処理手段(6)より一定距離手前の定位置(P0)からの走行距離に相当する現在位置(P)を判別する現在位置情報取得手段(26)と、前記種別情報記憶部(車種情報記憶部21)で記憶された種別情報(車種情報)と前記現在位置情報取得手段(26)で取得された現在位置情報とを地上制御装置(16)に伝送する情報伝送手段(22〜24)が設けられ、前記地上制御装置(16)には、前記自動処理手段(自動塗装機6)を制御するときの搬送台車の現在位置(P)が被処理対象物(車体B)の種別毎に設定記憶される種別毎制御情報記憶部(車種別スプレーノズル制御情報記憶部29)と、前記自動処理手段(6)に制御信号を送信する制御部(比較演算制御部30)が設けられ、この制御部(比較演算制御部30)が、前記種別毎制御情報記憶部(車種別スプレーノズル制御情報記憶部29)の記憶情報と、前記自動処理手段(自動塗装機6)の位置を通過しようとする搬送台車(1)の前記伝送手段(22〜24)から受け取った種別情報及び現在位置情報とを照合して、前記種別毎制御情報記憶部(車種別スプレーノズル制御情報記憶部29)の記憶情報通りに、当該搬送台車(1)の現在位置に合わせて前記自動処理手段(自動塗装機6)を制御する構成になっている。
【0006】
上記本発明を実施する場合、具体的には請求項2に記載のように、前記現在位置情報取得手段(26)は、前記自動処理手段(自動塗装機6)より一定距離手前の定位置(P0)に設置されたマーカー(17)と、このマーカー(17)を検出するように搬送台車(1)に設けられたセンサー(18)と、前記搬送台車(1)の車輪(3)と連動するパルスエンコーダー(25)と、前記センサー(18)が前記マーカー(17)を検出した時点から前記パルスエンコーダー(25)の発信パルスを計数して現在位置(P)を判別する現在位置演算部(19)から構成することが出来る。又、請求項3に記載のように、前記被処理対象物は自動車の車体(B)とし、前記自動処理手段は、通過する前記車体(B)を塗装する自動塗装機(6)とし、前記種別毎制御情報記憶部(車種別スプレーノズル制御情報記憶部29)の記憶情報は、前記車体(B)の種別毎に設定された、前記自動塗装機(6)のスプレーノズル(10,11)をON/OFFさせるときの搬送台車(1)の現在位置情報とすることが出来る。
【発明の効果】
【0007】
請求項1に記載の本発明の構成によれば、各搬送台車側で現在位置情報取得手段により取得された現在位置情報、即ち、自動処理手段より一定距離手前の定位置からの走行距離に相当する現在位置情報と、各搬送台車が積載する被処理対象物の種別情報とが、当該自動処理手段に接近する各搬送台車から送信手段を介して前記自動処理手段に与えられるのであるから、当該自動処理手段による自動処理そのものは、従来の搬送処理装置と変わりなく行わせることが出来るにもかかわらず、地上側に各搬送台車の移動量検出手段が設けられている場合の問題点、即ち、何らかの原因で、地上側に設けられた搬送台車の移動量検出手段の検出精度が低下したときや、当該移動量検出手段が故障して移動量検出が不能になったような場合、それ以降に当該移動量検出手段を備えたライン上で自動処理手段に送られる全ての搬送台車上の被処理対象物に対する自動処理の精度が低下したり、自動処理が行えなくなる、というような問題点を解消出来る。勿論、自動処理手段側には、この自動処理手段を制御するときの搬送台車現在位置を被処理対象物の種別毎に設定記憶させておけば良く、従来のように、自動処理手段に到達する順番に被処理対象物の種別情報を予め設定記憶させておく必要がないので、地上の自動処理手段側に対する設定作業や制御内容が簡単になる。
【0008】
尚、請求項2に記載の構成によれば、各搬送台車における現在位置情報取得を簡単な構成の手段で精度良く行わせることが出来る。又、本発明の搬送処理装置における自動処理手段が行う自動処理作業としては、塗装、塗装の前処理、溶接、部品取付けなど、種々の内容の作業が考えられるが、特に請求項3に記載の構成によれば、自動車製造工場における車体の塗装ラインに好適な搬送処理装置として活用出来る。
【図面の簡単な説明】
【0009】
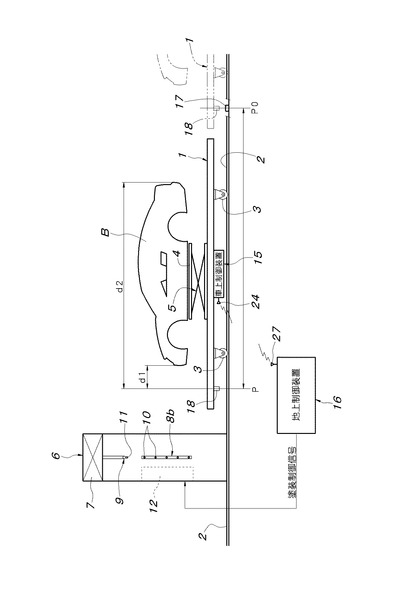
【図1】図1は、搬送台車と自動処理手段としての自動塗装機を示す側面図である。
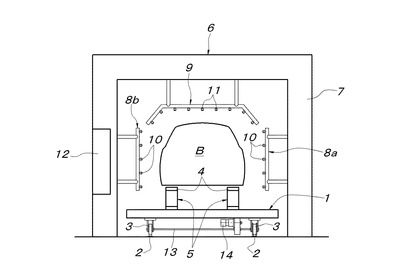
【図2】図2は、図1の正面図である。
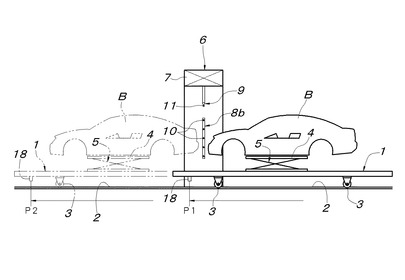
【図3】図3は、図1に示す自動塗装機における制御内容を説明する概略側面図である。
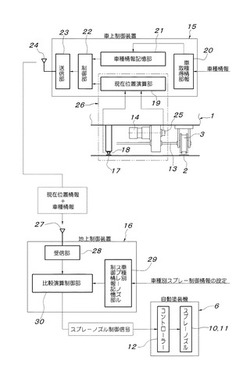
【図4】図4は、搬送処理装置における全体の制御系の構成を説明するブロック線図である。
【発明を実施するための形態】
【0010】
図1及び図2において、1は搬送台車であって、一定の走行経路に沿って敷設されたガイドレール2上に車輪3を介して走行自在に支持され、この搬送台車1上には、被処理対象物である自動車の車体Bを支持する被搬送物支持台4が昇降駆動手段5により平行昇降駆動自在に支持されていて、搬送する車体Bを作業内容に応じて変更できるように構成されている。
【0011】
前記搬送台車1の走行経路上の一定位置には、自動処理手段としての自動塗装機6が設置されている。この自動塗装機6は、ロボット方式など、如何なる構成のものでも良いが、図示の自動塗装機6は、搬送台車1とこれに支持された車体Bの移動経路に跨る門形フレーム7の内側に、車体Bの左右両側面に塗料をスプレーする左右一対の側部ノズルユニット8a,8bと、車体Bの上側面に塗料をスプレーする上部ノズルユニット9とが設けられ、これら各ノズルユニット8a〜9の各スプレーノズル10,11をON/OFF制御するコントローラー12を備えている。
【0012】
前記搬送台車1を走行経路に沿って走行させるための走行用駆動手段は、例えば、搬送台車1の全長に及ぶ摩擦駆動側面に、走行経路側の定位置に設けられたモーター駆動の摩擦駆動輪を圧接させる摩擦駆動手段や、走行経路に沿って張設されたモーター駆動のチエンと搬送台車1とを係合させるチエン駆動手段など、如何なるものであっても良いが、図示の搬送台車1では、左右一対の車輪3が両端に取り付けられた駆動軸13をモーター14により回転駆動する車輪駆動手段が採用されている。
【0013】
図1に示すように、各搬送台車1には車上制御装置15が搭載され、自動塗装機6の近くの地上側には地上制御装置16が設置されている。又、搬送台車1の走行経路上で前記自動塗装機6の一定距離手前の定位置P0には、床面上にマーカー17が設けられ、各搬送台車1には、前記マーカー17上を通過するときに当該マーカー17を検出するセンサー18が設けられている。マーカー17とセンサー18とは、磁性板と磁気センサー、反射面と反射型光電センサーなど、公知の種々の形式の組み合わせが利用出来る。前記定位置P0は、この定位置P0を通過する搬送台車1の直前の搬送台車1が既に自動塗装機6から下手側へ退出してか又は自動塗装機6を通過中であるように設定するのが望ましい。
【0014】
以下、前記車上制御装置15と地上制御装置16の構成と作用について説明すると、図4に示すように、車上制御装置15には、現在位置演算部19、車種情報取得部20、車種情報記憶部21、制御部22、送信部23、及び送信アンテナ24が設けられている。現在位置演算部19は、前記マーカー17とセンサー18及び搬送台車1の車輪3と連動するパルスエンコーダー25と共に現在位置情報取得手段26を構成するものであって、自動塗装機6に向かって走行する搬送台車1が前記定位置P0を通過した時点(マーカー17をセンサー18が検出した時点)からパルスエンコーダー25の発信パルスを計数し、その計数値を、前記定位置P0からの走行距離に相当する搬送台車1の現在位置情報として、次段の制御部22に出力するものである。尚、この実施例では、車輪3がモーター14で駆動されるので、前記パルスエンコーダー25は、モーター14の出力軸に連動連結されている。
【0015】
車種情報取得部20は、搬送台車1に付設されたキーボードなどの適当な入力インターフェース、搬送台車1に積載された車体Bなどに貼付されたバーコードの読取り手段、或いは搬送台車1上に車体Bが積載される際に送信された車種情報を受信する受信器などから構成されるもので、この車種情報取得部20で取得された積載車体Bの車種情報は、次段の車種情報記憶部21において記憶される。この記憶された車種情報は、自動塗装機6により積載車体Bに対する塗装が完了した時点、又は塗装完了の積載車体Bが搬送台車1上から降ろされた時点で消去される。制御部22は、現在位置情報取得手段26の現在位置演算部19から時々刻々出力される搬送台車1の現在位置Pと車種情報記憶部21において記憶されている積載車体Bの車種情報とをワンセットにして送信部23に送るものであり、送信部23は、制御部22から送り込まれた搬送台車1の現在位置Pと積載車体Bの車種情報とを送信アンテナ24から送信する。
【0016】
地上制御装置16は、搬送台車1の車上制御装置15における送信部23から送信アンテナ24を介して送信された当該搬送台車1の現在位置Pと積載車体Bの車種情報とを受信アンテナ27を介して受信する受信部28、車種別スプレーノズル制御情報記憶部29、及び比較演算制御部30から構成されている。車種別スプレーノズル制御情報記憶部29は、自動塗装機6のスプレーノズル10,11をON/OFF制御するときの搬送台車1の現在位置Pを車種毎に設定した、車種別スプレーノズル制御情報を記憶するもので、この車種別スプレーノズル制御情報は、適当な入力インターフェースを介して人為操作によって又は、前以て行われる学習作業時に自動的に、当該車種別スプレーノズル制御情報記憶部29に入力され、記憶保存される。比較演算制御部30は、受信部28が受信した搬送台車1側の情報(現在位置Pと積載車体Bの車種情報)を、車種別スプレーノズル制御情報記憶部29に記憶されている車種別スプレーノズル制御情報と比較照合し、その結果に基づいて、自動塗装機6のコントローラー12に対しスプレーノズルON/OFF制御信号を出力する。
【0017】
以上のように構成された搬送処理装置では、実際の運用に先だって学習作業が行われる。即ち、実際の運用時に搬送する特定車種の車体Bを被搬送物支持台4上の定位置に積載した搬送台車1を運用時の速度で走行させる。搬送台車1上の定位置に積載された車体Bは、当該搬送台車1の基準点(例えばセンサー18の位置)から前端までの距離d1と後端までの距離d2が車種毎に決まっている。而して、搬送台車1の運用時速度での走行状態において、自動塗装機6の各ノズルユニット8a〜9のスプレーノズル10,11をOFF(閉)からON(開)にする時の当該搬送台車1の位置(図3の設定位置P1)を、車体Bの前端から確実に且つ塗料の無駄なく塗装が開始されることを条件にして、スプレーノズル10,11のOFF(閉)からON(開)への人為的操作により探索する学習作業を行う。同様に、搬送台車1の運用時速度での走行状態において、自動塗装機6の各ノズルユニット8a〜9のスプレーノズル10,11をON(開)からOFF(閉)にする時の当該搬送台車1の位置(図3の設定位置P2)を、車体Bの後端において確実に且つ塗料の無駄なく塗装が完了することを条件にして、スプレーノズル10,11のON(開)からOFF(閉)への人為的操作により探索する学習作業を行う。
【0018】
上記学習作業によって探索されたスプレーノズル10,11をOFF(閉)からON(開)にする時の当該搬送台車1の設定位置P1と、スプレーノズル10,11をON(開)からOFF(閉)にする時の当該搬送台車1の設定位置P2は、搬送台車1が備えている現在位置情報取得手段26の出力信号である搬送台車1の現在位置情報又は、当該設定位置P1,P2と定位置P0との間の距離をパルスエンコーダー25の発信パルス数に置換した値に置き換えて、そのときの車体Bの車種に対するスプレーノズル制御情報を作成する。同様にして、取り扱う全ての車体Bの車種について、上記設定位置P1,P2を探索し、各車種に対するスプレーノズル制御情報を作成する。このようにして、取り扱う全ての車体Bの車種についてスプレーノズル制御情報を作成したならば、これを地上制御装置16の車種別スプレーノズル制御情報記憶部29に設定記憶させる。
【0019】
実際の運用に際しては、学習作業時と同様に、所定の車種の車体Bを被搬送物支持台4上の定位置に支持させた搬送台車1を、設定された運用速度で走行経路上を自動塗装機6に向かって走行させる。而して、各搬送台車1が自動塗装機6から手前一定距離に設定された定位置P0を通過するとき、当該定位置P0のマーカー17を搬送台車1側のセンサー18が検出し、この検出信号に基づいてパルスエンコーダー25の発信パルスの計数が現在位置演算部19において開始され、この計数値が当該搬送台車1の現在位置情報として制御部22にリアルタイムに出力される。一方、搬送台車1に積載された車体Bの車種情報は、予め車種情報記憶部21に設定記憶されているので、制御部22は、当該搬送台車1の積載車体Bの車種情報と時々刻々変化する当該搬送台車1の現在位置Pとをワンセットにして、送信部23及び送信アンテナ24を介して地上制御装置16へ送信する。
【0020】
地上制御装置16では、これから自動塗装機6を通過しようとする搬送台車1の現在位置Pと積載車体Bの車種情報とを、受信アンテナ27及び受信部28を介して比較演算制御部30が連続的に受信し、この受信情報と車種別スプレーノズル制御情報記憶部29に設定記憶されている車種別スプレーノズル制御情報とを比較演算する。即ち、受信した車種情報に該当する車種についての車種別スプレーノズル制御情報を選択すると共に、この選択した車種別スプレーノズル制御情報に設定されているスプレーノズルON/OFF制御時の搬送台車現在位置情報と、受信する現実の現在位置Pとを比較し、両者が一致したとき、即ち、搬送台車1が設定位置P1に到達したときには、スプレーノズル10,11をOFF(閉)からON(開)にするスプレーノズル制御信号を自動塗装機6のコントローラー12に送信し、搬送台車1が設定位置P2に到達したときには、スプレーノズル10,11をON(開)からOFF(閉)にするスプレーノズル制御信号を自動塗装機6のコントローラー12に送信することになる。
【0021】
従って、自動塗装機6では、車体Bを定位置に積載した搬送台車1がこの自動塗装機6の門形フレーム7内を通過するとき、その車体Bの前端から後端までの全面に対して塗料を確実に且つ無駄なくスプレーするように、コントローラー12が各スプレーノズル10,11をON/OFF制御することになる。この制御は、搬送台車1が積載する車体Bの車種が異なって、図1に示す搬送台車1上の基準位置から車体Bの前端までの距離d1や後端までの距離d2が異なっても、当該距離d1,d2に対応して自動的に行われるので、車体Bの車種(サイズや形状)に関係なく、車体Bの前端より前方又は後端より後方に無駄にスプレーされる塗料の量を最小限に抑えると共に、車体Bの前端部又は後端部に塗装されない部分が生じないように確実に塗装させることが可能になる。
【0022】
尚、上記実施例では、搬送台車1上の定位置に支持された車体Bに対する自動塗装機6を制御する構成について説明したが、被処理対象物は車体Bに限定されないし、自動処理手段は自動塗装機6に限定されない。又、被処理対象物(車体B)の搬送台車1上での前後両端の位置に合わせて自動処理手段(自動塗装機6)をON/OFF制御するように構成しているが、例えば自動処理手段が自動塗装機6であって、その側部ノズルユニット8a,8bや上部ノズルユニット9が車体Bとの間の間隔を調整可能なものである場合、車種別スプレーノズル制御情報記憶部29に記憶させる車種別スプレーノズル制御情報に、側部ノズルユニット8a,8bや上部ノズルユニット9の各スプレーノズル10,11のON/OFF制御に対応する搬送台車1の現在位置情報だけでなく、側部ノズルユニット8a,8bや上部ノズルユニット9の車体Bとの間隔の調整制御に対応する搬送台車1の現在位置情報も含ませておき、車体Bの車種に応じて側部ノズルユニット8a,8bや上部ノズルユニット9の車体Bとの間隔を最適時期に自動調整出来るように構成することも可能である。
【産業上の利用可能性】
【0023】
本発明の搬送処理装置は、搬送台車上の定位置に積載されて搬送される複数種類の車体を自動塗装機によって自動塗装する塗装ラインなどに効果的に活用出来る。
【符号の説明】
【0024】
1 搬送台車
2 ガイドレール
3 車輪
4 被搬送物支持台
5 昇降駆動手段
6 自動塗装機(自動処理手段)
8a,8b 側部ノズルユニット
9 上部ノズルユニット
10,11 スプレーノズル
12 自動塗装機コントローラー
14 車輪駆動用のモーター
15 車上制御装置
16 地上制御装置
17 マーカー
18 センサー
19 現在位置演算部
20 車種情報取得部
21 車種情報記憶部
22 制御部
23 送信部
24 送信アンテナ
25 パルスエンコーダー
26 現在位置情報取得手段
27 受信アンテナ
28 受信部
29 車種別スプレーノズル制御情報記憶部
30 比較演算制御部
B 車体(被処理対象物)
P 搬送台車の現在位置
P0 搬送台車に対する定位置
P1,P2 搬送台車に対する設定位置
【技術分野】
【0001】
本発明は、搬送台車に積載されて搬送される被処理対象物(例えば自動車の車体)を、搬送台車の走行経路脇に設置された自動処理手段(例えば自動塗装機)によって自動処理する搬送処理装置に関するものである。
【背景技術】
【0002】
自動車の車体の塗装ラインにおいて、搬送台車に積載されて搬送される車体を自動塗装機によって自動塗装する場合、基本的には、特許文献1にも記載されるように、走行経路上の定位置からの搬送台車の移動量を地上側のセンサー(レーザー測長器など)で検出し、この検出された搬送台車の移動量に基づいて自動塗装機を制御し、搬送台車上の定位置に積載された車体に対する塗装を自動的に行うことが知られている。即ち、車体は搬送台車上の定位置に積載されているので、定位置からの搬送台車の移動量から当該搬送台車上の車体の前端位置や後端位置が自動塗装機による塗装開始位置や塗装終了位置に到達した時点を判別できるので、この判別結果に基づいて自動塗装機による塗装開始や塗装終了の自動化を図るものである。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−88307号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような従来の搬送処理装置では、地上側の自動処理手段の制御手段が必要とする情報、即ち、当該自動処理手段で処理される直前の被処理対象物を積載した搬送台車の定位置からの移動量情報と、当該被処理対象物の種別(サイズや形状など)情報を、全て地上側で取得する必要があった。従って、何らかの原因で、地上側に設けられた搬送台車の移動量検出手段の検出精度が低下したときや、当該移動量検出手段が故障して移動量検出が不能になったような場合、それ以降に当該移動量検出手段を備えたライン上で自動処理手段に送られる全ての搬送台車上の被処理対象物に対する自動処理の精度が低下したり、自動処理が行えなくなる。そればかりか、少量多品種の被処理対象物が1つのライン上に流される状況では、地上側の自動処理手段の制御手段には、取り扱う全ての被処理対象物の種別情報と、搬送されて来る被処理対象物の種別情報の順番を記憶させておき、1つの被処理対象物の自動処理が終了する度に記憶テーブルから次の被処理対象物の種別情報を検索し、当該種別情報に基づいて自動処理手段を制御しなければならないので、地上側の自動処理手段の制御手段における制御が複雑になる。
【課題を解決するための手段】
【0005】
本発明は、上記のような従来の問題点を解消することのできる搬送処理装置を提案するものであって、請求項1に記載の本発明に係る搬送処理装置は、後述する実施例との関係を理解し易くするために、当該実施例の説明において使用した参照符号を括弧付きで付して示すと、被処理対象物(車体B)を定位置に積載して走行経路上を搬送する搬送台車(1)と、走行する前記搬送台車(1)上の前記被処理対象物(車体B)に対する処理を行うように前記走行経路側に設置された自動処理手段(自動塗装機6)とを備えた搬送処理装置において、前記搬送台車(1)には、積載される被処理対象物(車体B)の種別情報を記憶する種別情報記憶部(21)と、前記自動処理手段(6)より一定距離手前の定位置(P0)からの走行距離に相当する現在位置(P)を判別する現在位置情報取得手段(26)と、前記種別情報記憶部(車種情報記憶部21)で記憶された種別情報(車種情報)と前記現在位置情報取得手段(26)で取得された現在位置情報とを地上制御装置(16)に伝送する情報伝送手段(22〜24)が設けられ、前記地上制御装置(16)には、前記自動処理手段(自動塗装機6)を制御するときの搬送台車の現在位置(P)が被処理対象物(車体B)の種別毎に設定記憶される種別毎制御情報記憶部(車種別スプレーノズル制御情報記憶部29)と、前記自動処理手段(6)に制御信号を送信する制御部(比較演算制御部30)が設けられ、この制御部(比較演算制御部30)が、前記種別毎制御情報記憶部(車種別スプレーノズル制御情報記憶部29)の記憶情報と、前記自動処理手段(自動塗装機6)の位置を通過しようとする搬送台車(1)の前記伝送手段(22〜24)から受け取った種別情報及び現在位置情報とを照合して、前記種別毎制御情報記憶部(車種別スプレーノズル制御情報記憶部29)の記憶情報通りに、当該搬送台車(1)の現在位置に合わせて前記自動処理手段(自動塗装機6)を制御する構成になっている。
【0006】
上記本発明を実施する場合、具体的には請求項2に記載のように、前記現在位置情報取得手段(26)は、前記自動処理手段(自動塗装機6)より一定距離手前の定位置(P0)に設置されたマーカー(17)と、このマーカー(17)を検出するように搬送台車(1)に設けられたセンサー(18)と、前記搬送台車(1)の車輪(3)と連動するパルスエンコーダー(25)と、前記センサー(18)が前記マーカー(17)を検出した時点から前記パルスエンコーダー(25)の発信パルスを計数して現在位置(P)を判別する現在位置演算部(19)から構成することが出来る。又、請求項3に記載のように、前記被処理対象物は自動車の車体(B)とし、前記自動処理手段は、通過する前記車体(B)を塗装する自動塗装機(6)とし、前記種別毎制御情報記憶部(車種別スプレーノズル制御情報記憶部29)の記憶情報は、前記車体(B)の種別毎に設定された、前記自動塗装機(6)のスプレーノズル(10,11)をON/OFFさせるときの搬送台車(1)の現在位置情報とすることが出来る。
【発明の効果】
【0007】
請求項1に記載の本発明の構成によれば、各搬送台車側で現在位置情報取得手段により取得された現在位置情報、即ち、自動処理手段より一定距離手前の定位置からの走行距離に相当する現在位置情報と、各搬送台車が積載する被処理対象物の種別情報とが、当該自動処理手段に接近する各搬送台車から送信手段を介して前記自動処理手段に与えられるのであるから、当該自動処理手段による自動処理そのものは、従来の搬送処理装置と変わりなく行わせることが出来るにもかかわらず、地上側に各搬送台車の移動量検出手段が設けられている場合の問題点、即ち、何らかの原因で、地上側に設けられた搬送台車の移動量検出手段の検出精度が低下したときや、当該移動量検出手段が故障して移動量検出が不能になったような場合、それ以降に当該移動量検出手段を備えたライン上で自動処理手段に送られる全ての搬送台車上の被処理対象物に対する自動処理の精度が低下したり、自動処理が行えなくなる、というような問題点を解消出来る。勿論、自動処理手段側には、この自動処理手段を制御するときの搬送台車現在位置を被処理対象物の種別毎に設定記憶させておけば良く、従来のように、自動処理手段に到達する順番に被処理対象物の種別情報を予め設定記憶させておく必要がないので、地上の自動処理手段側に対する設定作業や制御内容が簡単になる。
【0008】
尚、請求項2に記載の構成によれば、各搬送台車における現在位置情報取得を簡単な構成の手段で精度良く行わせることが出来る。又、本発明の搬送処理装置における自動処理手段が行う自動処理作業としては、塗装、塗装の前処理、溶接、部品取付けなど、種々の内容の作業が考えられるが、特に請求項3に記載の構成によれば、自動車製造工場における車体の塗装ラインに好適な搬送処理装置として活用出来る。
【図面の簡単な説明】
【0009】
【図1】図1は、搬送台車と自動処理手段としての自動塗装機を示す側面図である。
【図2】図2は、図1の正面図である。
【図3】図3は、図1に示す自動塗装機における制御内容を説明する概略側面図である。
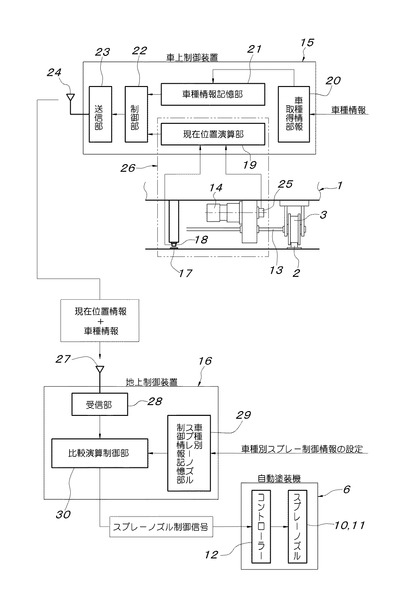
【図4】図4は、搬送処理装置における全体の制御系の構成を説明するブロック線図である。
【発明を実施するための形態】
【0010】
図1及び図2において、1は搬送台車であって、一定の走行経路に沿って敷設されたガイドレール2上に車輪3を介して走行自在に支持され、この搬送台車1上には、被処理対象物である自動車の車体Bを支持する被搬送物支持台4が昇降駆動手段5により平行昇降駆動自在に支持されていて、搬送する車体Bを作業内容に応じて変更できるように構成されている。
【0011】
前記搬送台車1の走行経路上の一定位置には、自動処理手段としての自動塗装機6が設置されている。この自動塗装機6は、ロボット方式など、如何なる構成のものでも良いが、図示の自動塗装機6は、搬送台車1とこれに支持された車体Bの移動経路に跨る門形フレーム7の内側に、車体Bの左右両側面に塗料をスプレーする左右一対の側部ノズルユニット8a,8bと、車体Bの上側面に塗料をスプレーする上部ノズルユニット9とが設けられ、これら各ノズルユニット8a〜9の各スプレーノズル10,11をON/OFF制御するコントローラー12を備えている。
【0012】
前記搬送台車1を走行経路に沿って走行させるための走行用駆動手段は、例えば、搬送台車1の全長に及ぶ摩擦駆動側面に、走行経路側の定位置に設けられたモーター駆動の摩擦駆動輪を圧接させる摩擦駆動手段や、走行経路に沿って張設されたモーター駆動のチエンと搬送台車1とを係合させるチエン駆動手段など、如何なるものであっても良いが、図示の搬送台車1では、左右一対の車輪3が両端に取り付けられた駆動軸13をモーター14により回転駆動する車輪駆動手段が採用されている。
【0013】
図1に示すように、各搬送台車1には車上制御装置15が搭載され、自動塗装機6の近くの地上側には地上制御装置16が設置されている。又、搬送台車1の走行経路上で前記自動塗装機6の一定距離手前の定位置P0には、床面上にマーカー17が設けられ、各搬送台車1には、前記マーカー17上を通過するときに当該マーカー17を検出するセンサー18が設けられている。マーカー17とセンサー18とは、磁性板と磁気センサー、反射面と反射型光電センサーなど、公知の種々の形式の組み合わせが利用出来る。前記定位置P0は、この定位置P0を通過する搬送台車1の直前の搬送台車1が既に自動塗装機6から下手側へ退出してか又は自動塗装機6を通過中であるように設定するのが望ましい。
【0014】
以下、前記車上制御装置15と地上制御装置16の構成と作用について説明すると、図4に示すように、車上制御装置15には、現在位置演算部19、車種情報取得部20、車種情報記憶部21、制御部22、送信部23、及び送信アンテナ24が設けられている。現在位置演算部19は、前記マーカー17とセンサー18及び搬送台車1の車輪3と連動するパルスエンコーダー25と共に現在位置情報取得手段26を構成するものであって、自動塗装機6に向かって走行する搬送台車1が前記定位置P0を通過した時点(マーカー17をセンサー18が検出した時点)からパルスエンコーダー25の発信パルスを計数し、その計数値を、前記定位置P0からの走行距離に相当する搬送台車1の現在位置情報として、次段の制御部22に出力するものである。尚、この実施例では、車輪3がモーター14で駆動されるので、前記パルスエンコーダー25は、モーター14の出力軸に連動連結されている。
【0015】
車種情報取得部20は、搬送台車1に付設されたキーボードなどの適当な入力インターフェース、搬送台車1に積載された車体Bなどに貼付されたバーコードの読取り手段、或いは搬送台車1上に車体Bが積載される際に送信された車種情報を受信する受信器などから構成されるもので、この車種情報取得部20で取得された積載車体Bの車種情報は、次段の車種情報記憶部21において記憶される。この記憶された車種情報は、自動塗装機6により積載車体Bに対する塗装が完了した時点、又は塗装完了の積載車体Bが搬送台車1上から降ろされた時点で消去される。制御部22は、現在位置情報取得手段26の現在位置演算部19から時々刻々出力される搬送台車1の現在位置Pと車種情報記憶部21において記憶されている積載車体Bの車種情報とをワンセットにして送信部23に送るものであり、送信部23は、制御部22から送り込まれた搬送台車1の現在位置Pと積載車体Bの車種情報とを送信アンテナ24から送信する。
【0016】
地上制御装置16は、搬送台車1の車上制御装置15における送信部23から送信アンテナ24を介して送信された当該搬送台車1の現在位置Pと積載車体Bの車種情報とを受信アンテナ27を介して受信する受信部28、車種別スプレーノズル制御情報記憶部29、及び比較演算制御部30から構成されている。車種別スプレーノズル制御情報記憶部29は、自動塗装機6のスプレーノズル10,11をON/OFF制御するときの搬送台車1の現在位置Pを車種毎に設定した、車種別スプレーノズル制御情報を記憶するもので、この車種別スプレーノズル制御情報は、適当な入力インターフェースを介して人為操作によって又は、前以て行われる学習作業時に自動的に、当該車種別スプレーノズル制御情報記憶部29に入力され、記憶保存される。比較演算制御部30は、受信部28が受信した搬送台車1側の情報(現在位置Pと積載車体Bの車種情報)を、車種別スプレーノズル制御情報記憶部29に記憶されている車種別スプレーノズル制御情報と比較照合し、その結果に基づいて、自動塗装機6のコントローラー12に対しスプレーノズルON/OFF制御信号を出力する。
【0017】
以上のように構成された搬送処理装置では、実際の運用に先だって学習作業が行われる。即ち、実際の運用時に搬送する特定車種の車体Bを被搬送物支持台4上の定位置に積載した搬送台車1を運用時の速度で走行させる。搬送台車1上の定位置に積載された車体Bは、当該搬送台車1の基準点(例えばセンサー18の位置)から前端までの距離d1と後端までの距離d2が車種毎に決まっている。而して、搬送台車1の運用時速度での走行状態において、自動塗装機6の各ノズルユニット8a〜9のスプレーノズル10,11をOFF(閉)からON(開)にする時の当該搬送台車1の位置(図3の設定位置P1)を、車体Bの前端から確実に且つ塗料の無駄なく塗装が開始されることを条件にして、スプレーノズル10,11のOFF(閉)からON(開)への人為的操作により探索する学習作業を行う。同様に、搬送台車1の運用時速度での走行状態において、自動塗装機6の各ノズルユニット8a〜9のスプレーノズル10,11をON(開)からOFF(閉)にする時の当該搬送台車1の位置(図3の設定位置P2)を、車体Bの後端において確実に且つ塗料の無駄なく塗装が完了することを条件にして、スプレーノズル10,11のON(開)からOFF(閉)への人為的操作により探索する学習作業を行う。
【0018】
上記学習作業によって探索されたスプレーノズル10,11をOFF(閉)からON(開)にする時の当該搬送台車1の設定位置P1と、スプレーノズル10,11をON(開)からOFF(閉)にする時の当該搬送台車1の設定位置P2は、搬送台車1が備えている現在位置情報取得手段26の出力信号である搬送台車1の現在位置情報又は、当該設定位置P1,P2と定位置P0との間の距離をパルスエンコーダー25の発信パルス数に置換した値に置き換えて、そのときの車体Bの車種に対するスプレーノズル制御情報を作成する。同様にして、取り扱う全ての車体Bの車種について、上記設定位置P1,P2を探索し、各車種に対するスプレーノズル制御情報を作成する。このようにして、取り扱う全ての車体Bの車種についてスプレーノズル制御情報を作成したならば、これを地上制御装置16の車種別スプレーノズル制御情報記憶部29に設定記憶させる。
【0019】
実際の運用に際しては、学習作業時と同様に、所定の車種の車体Bを被搬送物支持台4上の定位置に支持させた搬送台車1を、設定された運用速度で走行経路上を自動塗装機6に向かって走行させる。而して、各搬送台車1が自動塗装機6から手前一定距離に設定された定位置P0を通過するとき、当該定位置P0のマーカー17を搬送台車1側のセンサー18が検出し、この検出信号に基づいてパルスエンコーダー25の発信パルスの計数が現在位置演算部19において開始され、この計数値が当該搬送台車1の現在位置情報として制御部22にリアルタイムに出力される。一方、搬送台車1に積載された車体Bの車種情報は、予め車種情報記憶部21に設定記憶されているので、制御部22は、当該搬送台車1の積載車体Bの車種情報と時々刻々変化する当該搬送台車1の現在位置Pとをワンセットにして、送信部23及び送信アンテナ24を介して地上制御装置16へ送信する。
【0020】
地上制御装置16では、これから自動塗装機6を通過しようとする搬送台車1の現在位置Pと積載車体Bの車種情報とを、受信アンテナ27及び受信部28を介して比較演算制御部30が連続的に受信し、この受信情報と車種別スプレーノズル制御情報記憶部29に設定記憶されている車種別スプレーノズル制御情報とを比較演算する。即ち、受信した車種情報に該当する車種についての車種別スプレーノズル制御情報を選択すると共に、この選択した車種別スプレーノズル制御情報に設定されているスプレーノズルON/OFF制御時の搬送台車現在位置情報と、受信する現実の現在位置Pとを比較し、両者が一致したとき、即ち、搬送台車1が設定位置P1に到達したときには、スプレーノズル10,11をOFF(閉)からON(開)にするスプレーノズル制御信号を自動塗装機6のコントローラー12に送信し、搬送台車1が設定位置P2に到達したときには、スプレーノズル10,11をON(開)からOFF(閉)にするスプレーノズル制御信号を自動塗装機6のコントローラー12に送信することになる。
【0021】
従って、自動塗装機6では、車体Bを定位置に積載した搬送台車1がこの自動塗装機6の門形フレーム7内を通過するとき、その車体Bの前端から後端までの全面に対して塗料を確実に且つ無駄なくスプレーするように、コントローラー12が各スプレーノズル10,11をON/OFF制御することになる。この制御は、搬送台車1が積載する車体Bの車種が異なって、図1に示す搬送台車1上の基準位置から車体Bの前端までの距離d1や後端までの距離d2が異なっても、当該距離d1,d2に対応して自動的に行われるので、車体Bの車種(サイズや形状)に関係なく、車体Bの前端より前方又は後端より後方に無駄にスプレーされる塗料の量を最小限に抑えると共に、車体Bの前端部又は後端部に塗装されない部分が生じないように確実に塗装させることが可能になる。
【0022】
尚、上記実施例では、搬送台車1上の定位置に支持された車体Bに対する自動塗装機6を制御する構成について説明したが、被処理対象物は車体Bに限定されないし、自動処理手段は自動塗装機6に限定されない。又、被処理対象物(車体B)の搬送台車1上での前後両端の位置に合わせて自動処理手段(自動塗装機6)をON/OFF制御するように構成しているが、例えば自動処理手段が自動塗装機6であって、その側部ノズルユニット8a,8bや上部ノズルユニット9が車体Bとの間の間隔を調整可能なものである場合、車種別スプレーノズル制御情報記憶部29に記憶させる車種別スプレーノズル制御情報に、側部ノズルユニット8a,8bや上部ノズルユニット9の各スプレーノズル10,11のON/OFF制御に対応する搬送台車1の現在位置情報だけでなく、側部ノズルユニット8a,8bや上部ノズルユニット9の車体Bとの間隔の調整制御に対応する搬送台車1の現在位置情報も含ませておき、車体Bの車種に応じて側部ノズルユニット8a,8bや上部ノズルユニット9の車体Bとの間隔を最適時期に自動調整出来るように構成することも可能である。
【産業上の利用可能性】
【0023】
本発明の搬送処理装置は、搬送台車上の定位置に積載されて搬送される複数種類の車体を自動塗装機によって自動塗装する塗装ラインなどに効果的に活用出来る。
【符号の説明】
【0024】
1 搬送台車
2 ガイドレール
3 車輪
4 被搬送物支持台
5 昇降駆動手段
6 自動塗装機(自動処理手段)
8a,8b 側部ノズルユニット
9 上部ノズルユニット
10,11 スプレーノズル
12 自動塗装機コントローラー
14 車輪駆動用のモーター
15 車上制御装置
16 地上制御装置
17 マーカー
18 センサー
19 現在位置演算部
20 車種情報取得部
21 車種情報記憶部
22 制御部
23 送信部
24 送信アンテナ
25 パルスエンコーダー
26 現在位置情報取得手段
27 受信アンテナ
28 受信部
29 車種別スプレーノズル制御情報記憶部
30 比較演算制御部
B 車体(被処理対象物)
P 搬送台車の現在位置
P0 搬送台車に対する定位置
P1,P2 搬送台車に対する設定位置
【特許請求の範囲】
【請求項1】
被処理対象物を定位置に積載して走行経路上を搬送する搬送台車と、走行する前記搬送台車上の前記被処理対象物に対する処理を行うように前記走行経路側に設置された自動処理手段とを備えた搬送処理装置において、前記搬送台車には、積載される被処理対象物の種別情報を記憶する種別情報記憶手段と、前記自動処理手段より一定距離手前の定位置からの走行距離に相当する現在位置を判別する現在位置情報取得手段と、前記種別情報記憶手段で記憶された種別情報と前記現在位置情報取得手段で取得された現在位置情報とを地上側制御装置に伝送する情報伝送手段が設けられ、前記地上側制御装置には、前記自動処理手段を制御するときの搬送台車の現在位置が被処理対象物の種別毎に設定記憶される種別毎制御情報記憶部と、前記自動処理手段に制御信号を送信する制御部が設けられ、この制御部が、前記種別毎制御情報記憶部の記憶情報と、前記自動処理手段の位置を通過しようとする搬送台車の前記伝送手段から受け取った種別情報及び現在位置情報とを照合して、前記種別毎制御情報記憶部の記憶情報通りに、当該搬送台車の現在位置に合わせて前記自動処理手段を制御するように構成された、搬送処理装置。
【請求項2】
前記現在位置情報取得手段は、前記自動処理手段より一定距離手前の定位置に設置されたマーカーと、このマーカーを検出するように搬送台車に設けられたセンサーと、前記搬送台車の走行車輪と連動するパルスエンコーダーと、前記センサーが前記マーカーを検出した時点から前記パルスエンコーダーの発信パルスを計数して現在位置を判別する現在位置演算部から構成されている、請求項1に記載の搬送処理装置。
【請求項3】
前記被処理対象物は自動車の車体であり、前記自動処理手段は、通過する前記車体を塗装する自動塗装機であり、前記種別毎制御情報記憶部の記憶情報は、前記車体の種別毎に設定された、前記自動塗装機の塗料スプレーノズルをON/OFFさせるときの搬送台車の現在位置情報である、請求項1又は2に記載の搬送処理装置。
【請求項1】
被処理対象物を定位置に積載して走行経路上を搬送する搬送台車と、走行する前記搬送台車上の前記被処理対象物に対する処理を行うように前記走行経路側に設置された自動処理手段とを備えた搬送処理装置において、前記搬送台車には、積載される被処理対象物の種別情報を記憶する種別情報記憶手段と、前記自動処理手段より一定距離手前の定位置からの走行距離に相当する現在位置を判別する現在位置情報取得手段と、前記種別情報記憶手段で記憶された種別情報と前記現在位置情報取得手段で取得された現在位置情報とを地上側制御装置に伝送する情報伝送手段が設けられ、前記地上側制御装置には、前記自動処理手段を制御するときの搬送台車の現在位置が被処理対象物の種別毎に設定記憶される種別毎制御情報記憶部と、前記自動処理手段に制御信号を送信する制御部が設けられ、この制御部が、前記種別毎制御情報記憶部の記憶情報と、前記自動処理手段の位置を通過しようとする搬送台車の前記伝送手段から受け取った種別情報及び現在位置情報とを照合して、前記種別毎制御情報記憶部の記憶情報通りに、当該搬送台車の現在位置に合わせて前記自動処理手段を制御するように構成された、搬送処理装置。
【請求項2】
前記現在位置情報取得手段は、前記自動処理手段より一定距離手前の定位置に設置されたマーカーと、このマーカーを検出するように搬送台車に設けられたセンサーと、前記搬送台車の走行車輪と連動するパルスエンコーダーと、前記センサーが前記マーカーを検出した時点から前記パルスエンコーダーの発信パルスを計数して現在位置を判別する現在位置演算部から構成されている、請求項1に記載の搬送処理装置。
【請求項3】
前記被処理対象物は自動車の車体であり、前記自動処理手段は、通過する前記車体を塗装する自動塗装機であり、前記種別毎制御情報記憶部の記憶情報は、前記車体の種別毎に設定された、前記自動塗装機の塗料スプレーノズルをON/OFFさせるときの搬送台車の現在位置情報である、請求項1又は2に記載の搬送処理装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−100180(P2013−100180A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−246092(P2011−246092)
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000003643)株式会社ダイフク (1,209)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000003643)株式会社ダイフク (1,209)
【Fターム(参考)】
[ Back to top ]