
搬送用ベルト
【課題】補強布を使用せず、連結用治具の取付部分の剛軟度を上げないで、取付部分が補強された搬送用ベルトを提供すること。
【解決方法】搬送用ベルト1は、基材部2と表面繊維層3、及び裏面繊維層4を絡合一体化した平ベルト1aの両端部に、連結用治具5,5が取付けられてなる。平ベルト1a両端部の連結用治具5,5が取付けられた部分には、樹脂を含浸又は塗布・浸透させることによって補強されている。樹脂を含浸又は塗布・浸透させることにより、平ベルト1aの剛軟度を上げることなくこの部分の強度を高めることができるので、この部分の屈曲疲労を低減させ、破断を防止することができる。
【解決方法】搬送用ベルト1は、基材部2と表面繊維層3、及び裏面繊維層4を絡合一体化した平ベルト1aの両端部に、連結用治具5,5が取付けられてなる。平ベルト1a両端部の連結用治具5,5が取付けられた部分には、樹脂を含浸又は塗布・浸透させることによって補強されている。樹脂を含浸又は塗布・浸透させることにより、平ベルト1aの剛軟度を上げることなくこの部分の強度を高めることができるので、この部分の屈曲疲労を低減させ、破断を防止することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、搬送用ベルト、特に、高温の成形品を次工程に搬送するための搬送用ベルトの技術分野に属する。
【背景技術】
【0002】
一般に、高温の成形品の製造工程、例えば、アルミ成形品の製造工程では、加熱して軟化させたアルミニウムを押出プレス機の押出ダイスから押出して成形し、押出された高温(550〜600℃)の成形品を、冷却させながら、イニシアルテーブル、ランナウトテーブル、トランスファーテーブル、クーリングテーブル、ストレッチャーテーブル等の各テーブルによって、次工程に搬送している。
【0003】
従来、これらの各テーブルの駆動には、アタッチメントチェーン式とプーリー駆動式が用いられているが、いずれの場合にも、各テーブルには成形品を搬送するための搬送用ベルトが使用されている。
このような搬送用ベルトとして、ポリエステルスパン糸等で製織した帆布を接着剤により複数枚貼り合わせた基材部と、耐熱性繊維からなるニードルパンチ不織布とを熱可塑性樹脂により貼り合わせた平ベルトからなるものがある。
【0004】
また、搬送用ベルトの耐熱性を改善するために、実用新案登録第2567268号公報に記載されているように、基材部としてマルチフィラメント等からなる織布等を使用し、この基材部の上面又は上下面に耐熱繊維層を積層し、ニードルパンチングにより基材部と耐熱繊維層とを絡合一体化したものがある。
【0005】
これらの搬送用ベルトは、帯状に形成された平ベルトの長手方向両端部にクリッパーフック等の連結用治具が設けられたものであり、この連結用治具により端部同士を連結してエンドレス状にし、ロールに掛け回して使用するようになっている。
【0006】
しかし、連結用治具を基材部に直接取付けた場合、搬送用ベルトに力が掛けられて連結用治具が引張られると、基材部の緯糸がほつれて連結用治具が抜け落ちてしまうという問題がある。
そのため、従来は、基材部、表面繊維層、及び裏面繊維層からなる平ベルトの基材部に、芳香族ポリアミド繊維等の高強度繊維からなる織布に熱可塑性ウレタン樹脂等の熱可塑性樹脂を含浸させてなる補強布を、熱可塑性ウレタン樹脂等の熱可塑性樹脂により接着して補強し、このように補強した部分に連結用治具を取付けている。
【発明の概要】
【発明が解決しようとする課題】
【0007】
押出成形直後の軟化したアルミニウムは、約550〜600℃と高温のため、搬送用ベルトに高温のアルミニウムが載せられると、搬送用ベルトの内部温度は100℃以上に上昇する。
そのため、上記のような補強布を使用した搬送用ベルトを使用した場合、基材部と補強布とを接着している熱可塑性樹脂が熱によって劣化して補強布が剥離し、連結用治具が補強布と基材部の緯糸を掴んだまま抜け落ちてしまい使用不能になることがあるという問題を有する。
【0008】
また、ロール等に掛回された搬送用ベルトは、湾曲部分において屈曲変形が繰り返されることにより屈曲疲労が生じる。
この場合、剛軟度が高い程、すなわち、剛性が高い程、搬送用ベルトは屈曲疲労を起こしやすい。
連結用治具の固定部分に補強布を貼付した搬送用ベルトでは、補強部分の剛軟度が高くなるため、屈曲疲労のために補強布と基材部が剥離したり、補強布や基材部が破断するという問題もある。
【課題を解決するための手段】
【0009】
本発明は、有端状の平ベルトと、該平ベルトの長手方向両端部に取付けられた連結用治具とからなり、前記連結用治具により前記平ベルトの両端部が連結される搬送用ベルトにおいて、前記平ベルトが、前記搬送用ベルトの基材部、基材部にニードルパンチングで絡合一体化された表面繊維層及び裏面繊維層からなり、前記平ベルトの両端部において、前記表面繊維層が前記基材部の表面に沿ってスライスされることにより、剥出しになった前記基材部に前記連結用治具が固定され、前記連結用治具が固定された部分に、樹脂を含浸又は塗布・浸透させることによって、補強部分が構成され、前記表面繊維層が、前記基材部及び裏面繊維層より突出し、前記平ベルトの両端部の連結状態において前記連結用治具を覆うことを特徴とする搬送用ベルトによって、前記の課題を解決した。
【発明の効果】
【0010】
本発明によれば、連結用治具を取付けるために補強布等を使用することなく平ベルトの端部を補強することができるので、補強部分の平ベルトの剛軟性が低減され、屈曲疲労しにくくなる。
【図面の簡単な説明】
【0011】
【図1】本発明の第1実施形態の搬送用ベルトを示し、端部同士を連結していない状態の断面図。
【図2】搬送用ベルトの両端に設けられた連結用治具同士を突き合せ、芯線を挿入して連結した状態を示す断面図。
【図3】フラップを具えた搬送用ベルトの断面図。
【図4】補強部分における樹脂層の含浸の程度について説明するための図であり、搬送用ベルトの一方の端部の断面図。
【図5】補強部分における樹脂層の含浸の程度について説明するための図であり、搬送用ベルトの一方の端部の断面図。
【図6】補強部分における樹脂層の含浸の程度について説明するための図であり、搬送用ベルトの一方の端部の断面図。
【図7】屈曲性疲労の評価を行うためのS字屈曲テスターの概念図。
【図8】実施例及び比較例の評価結果を示す表。
【発明を実施するための形態】
【0012】
本発明の搬送用ベルトについて、図に基づいて説明する。
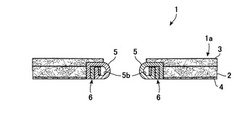
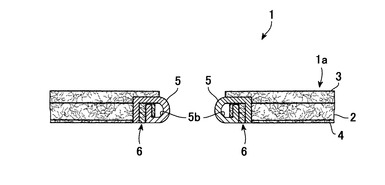
図1は、本発明の搬送用ベルト1を示し、端部同士を連結していない状態の断面図である。
図2は、後述する平ベルト1aの両端に設けられた連結用治具5,5同士を突き合せ、ループ5b,5bに芯線5aを挿入して連結した状態を示す断面図である。
図1、2に示されているように、表面繊維層3は、基材部2及び裏面繊維層4より突出しており、平ベルト1aの両端部の連結状態において、連結用治具5,5を覆う。
【0013】
搬送用ベルト1は、耐熱性繊維や汎用性繊維の糸を用いた織物、又は耐熱性繊維や汎用性繊維の糸層からなる基材部2と、耐熱性繊維等を積層させた表面繊維層3及び裏面繊維層4からなる。
なお、基材部2として、複数の織布を積層して絡合一体化させたものがあるが、この場合、各織布間に繊維層が設けられていると、各織布が剥離しにくいが、このような繊維層を配さずに織布を積層することもある。
これらの基材部2、表面繊維層3及び裏面繊維層4はニードルパンチングで絡合一体化され平ベルト1aとされる。
そして、本発明の搬送用ベルト1は、この平ベルト1aの両端部において、表面繊維層3を基材部2の表面に沿ってスライス(分離)し、これにより剥出しになった基材部2にクリッパーフック等の連結用治具5を固定した後、その部分を熱硬化性樹脂で補強し、補強部分6を構成させたものである。
なお、複数の織布からなる基材部2を表面繊維層3、及び/又は裏面繊維層4の繊維で絡合一体化してなる平ベルトの場合、スライスによって基材部2を構成する織布が分離してしまう恐れがあるため、基材部2表面に表面繊維層2が若干残るようにスライスして、基材部2の表面が剥出しにならないようにすることが好ましい。
【0014】
ここで、基材部2を構成する織物、又は糸層の経糸には、パラ系アラミド繊維、全芳香族ポリエステル、PBO繊維、ガラス繊維等の高強度・低伸度(強度:10g/d(デニール)以上、伸度:10%未満)の糸を用いるのが好ましい。
【0015】
さらに、基材部2を構成する織物、又は糸層の緯糸には、高強度・低伸度の繊維(強度:10g/d(デニール)以上、伸度:10%未満)、又はポリエステルやナイロン等の汎用性繊維を用いてもよい。
なお、基材部が複数の織布、及び各織布間の繊維層からなる場合も、織布の経糸、及び緯糸として、上記の繊維を用いることができる。
【0016】
表面繊維層3と裏面繊維層4を構成する繊維としては、メタ系アラミド繊維、パラ系アラミド繊維、PBO繊維、ガラス繊維等の耐熱性繊維を使用するのが好ましいが、高い耐熱性が要求されない工程で使用される場合には、ポリエステル繊維等の汎用性繊維でもよい。
【0017】
裏面繊維層4には、繊維の脱落及び摩滅の防止のため、シリコン樹脂等の樹脂を含浸又は塗布して補強してもよい。
【0018】
連結用治具5としては、金属製、又は樹脂製のクリッパーフックや、工業用のファスナー等を使用する。
なお、従来のものと同様に、これらの連結用治具5には、芯線5aを通すための複数のループ5bが設けられている。
【0019】
本発明で使用する補強用樹脂は、まず、熱硬化性樹脂であり、エポキシ系樹脂、フェノール系樹脂、メラミン系樹脂、不飽和ポリエステル系樹脂、尿素系樹脂等を使用し、これらの熱硬化性樹脂を基材部に含浸又は塗布することによって補強部分6が得られる。
熱硬化性樹脂を基材部に含浸させるには、まず、熱硬化性樹脂を水(樹脂の種類によっては有機溶剤)で希釈して濃度を調整したものをそのまま基材部に載せる方法があり、又は、前記のように希釈した樹脂をタンクに入れ、平ベルトをこのタンクに漬け込んだ後、一対のローラ(マングル)間を通し、余分な樹脂を搾り取る方法等がある。
平ベルトに含浸させる樹脂の量は、含浸前後の樹脂の減少量や、含浸前後の平ベルトの重量変化から把握することができる。
ローラを使用する場合、ローラ間の隙間を調整することによって、平ベルトから搾り取られる樹脂の量を調整することができる。
なお、ローラ間を通る連結用治具が潰れないように、少なくとも一方のローラはゴム製とする。
【0020】
次に、熱硬化性樹脂を基材部に塗布・浸透させる方法の具体例としては、前記のように水(又は有機溶剤)で希釈した熱硬化性樹脂をスプレー装置によって基材部に散布して浸透させる方法等がある。
熱硬化性樹脂の含浸量若しくは付着量、又は付着面積が大きい程、補強部分6の強度は高くなるが、それと同時に剛軟度が高くなり、使用中に屈曲疲労しやすくなる。
従って、熱硬化性樹脂の含浸量若しくは付着量、又は付着面積を調整することにより、補強部分6の剛軟度を低く抑え、屈曲疲労の低減を図り、耐久性を上げることが必要である。
熱硬化性樹脂の基材部への含浸量又は付着量は、熱硬化性樹脂を水(又は有機溶剤)で希釈したものにメチルセルロース等の増粘剤等を添加して、粘度を変化させることによって調整することができる。
【0021】
本発明の搬送用ベルト1では、補強部分6を構成するための樹脂として、熱硬化性樹脂だけでなく、熱可塑性樹脂も使用することができる。
搬送用ベルト1は種々の用途で使用されるが、常温で使用される場合は耐熱性は問題にならないから、使用できる熱可塑性樹脂は、特に限定されない。
しかし、耐熱性が要求される用途の場合は、熱可塑性樹脂の軟化点に留意し、要求される耐熱性を具えたものにする必要がある。
熱可塑性樹脂の「軟化点」は、樹脂を加熱して軟化したときの温度で表され、その代表的なものとしてビカット軟化点(ASTM D1525)があり、これは、一定荷重を掛けた貫入治具を、熱で軟化した測定樹脂に一定の深さまで貫入させたときの温度で示される。
補強部分6を構成する樹脂として、所定の軟化点の熱可塑性樹脂を使用した場合も、熱硬化性樹脂の場合と同一の方法で、基材部に塗布又は浸透させることができる。
【0022】
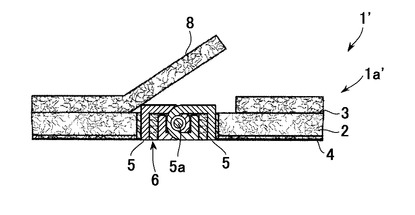
ところで、高温で軟化した状態の成形品を搬送する場合、搬送用ベルト1の連結用治具5で成形品に型が付いてしまうことがある。
そこで、搬送用ベルト連結部の連結用治具5による型付を防止するため、連結用治具を覆うフラップを設けたものがあり、図3は、このようなフラップ8を具えた搬送用ベルト1’の構造を示す断面図である。
図3に示すように、この搬送用ベルト1’の平ベルト1a’には、片方の端部にフラップ8が設けられており、このフラップ8で連結用治具5を覆うようになっている。
この場合も、その他の構成は、図1のものと同一であるので、詳細な説明は省略する。
【0023】
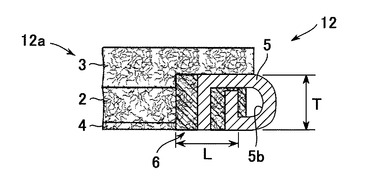
図4は、補強部分6における樹脂の含浸の程度について説明するための図であり、搬送用ベルト1の一方の端部の断面図である。
図4に示す搬送用ベルト12は、平ベルト12aの端部からLの幅で、裏面繊維層4の裏面からTの厚さまで、樹脂を含浸させている。
【0024】
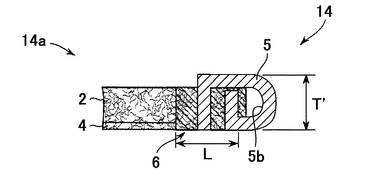
図5も、補強部分における樹脂層の含浸の程度について説明するための図であり、搬送用ベルト14の一方の端部の断面図である。
なお、この搬送用ベルト14に使用される平ベルト14aは、基材部2と裏面繊維層4からなり、表面繊維層3を具えていない。
図5に示す搬送用ベルト14は、平ベルト14aの端部からLの幅で、裏面繊維層4の裏面から基材部2の表面まで(深さT’)、樹脂を含浸させたものである。
【0025】
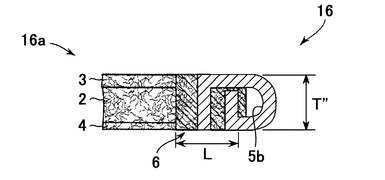
さらに、図6も、補強部分6における樹脂の含浸の程度について説明するための図であり、搬送用ベルト16の一方の端部の断面図である。
図6に示す搬送用ベルト16は、平ベルト16aの端部からLの幅で、裏面繊維層4の裏面から表面繊維層3の表面近くまで(深さT”)、樹脂を含浸させたものである。
【0026】
上記の搬送用ベルト1,1’,12,14,16の具体的な実施例について、以下に説明する。
【0027】
実施例1
基材部として、経糸にケブラー繊維、緯糸にポリエステル繊維を用い、目付け320g/m2とした織物を使用し、この基材部に、パラ系アラミド繊維と半カーボン繊維からなる短繊維をニードルパンチングして積層一体化し、厚み10mm、坪量4000g/m2の平ベルトを作製した。
【0028】
この平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度7.5%(重量%)に濃度調整したものを、樹脂付着量が150g/m2になるように、平ベルトの端部から10mmの範囲に裏面から刷毛で塗り込んで含浸させ(以下の実施例でも同様。)、120℃で1時間熱風乾燥させた。
【0029】
実施例2
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度10%(重量%)に濃度調整したものを、樹脂付着量が200g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0030】
実施例3
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0031】
実施例4
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度20%(重量%)に濃度調整したものを、樹脂付着量が400g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0032】
実施例5
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度22.5%(重量%)に濃度調整したものを、樹脂付着量が450g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0033】
実施例6
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み2mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0034】
実施例7
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み5mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0035】
実施例8
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から5mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0036】
実施例9
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から20mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0037】
実施例10
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から30mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0038】
実施例11
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から40mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0039】
上記の各実施例における本発明の搬送用ベルトと比較するため、比較例として、以下のような搬送用ベルトを作製した。
なお、比較例1は、補強布で連結用治具の固定部を補強したものであり、比較例2から比較例5は、本発明の搬送用ベルトと同様の構成であるが、連結用治具の固定部分を補強するための樹脂の含浸の程度を変化させてみたものである。
【0040】
比較例1
実施例1と同様に、基材部として、経糸にケブラー繊維、緯糸にポリエステル繊維を用い、目付け320g/m2とした織物を使用し、この基材部に、パラ系アラミド繊維と半カーボン繊維からなる短繊維をニードルパンチングして絡合一体化し、厚み10mm、坪量4000g/m2の平ベルトを作製した。
【0041】
この平ベルトの端部を裏面から厚み3mmのところでスライスした。
また、補強布として、芳香族ポリアミド繊維からなる織布に、有機溶剤に溶解した固形分濃度20%のポリウレタン系接着剤を含浸させたものを使用した。
上記のとおり、スライスされて剥出しになった平ベルトの基材部に、ポリウレタン系接着剤で補強布を接着し、補強された部分に連結用治具として金属製クリッパーフックを取付けた。
【0042】
比較例2
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具として金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度5%(重量%)に濃度調整したものを、樹脂付着量が100g/m2になるように、平ベルトの端部から10mmの範囲に裏面から刷毛で塗り込んで含浸させ(以下の比較例でも同様。)、120℃で1時間熱風乾燥させた。
【0043】
比較例3
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具として金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度25%(重量%)に濃度調整したものを、樹脂付着量が500g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0044】
比較例4
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み7mmのところでスライスし、連結用治具として金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0045】
比較例5
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具として金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から50mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0046】
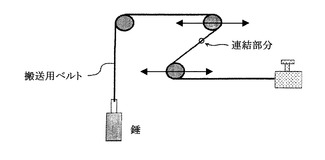
上記構成の各搬送用ベルトについて、連結部を含めて幅10cmにそれぞれ裁断し、150℃に加熱したオーブン内に100時間放置した後、図7に示すS字屈曲テスターで40000回の屈曲試験を実施し、疲労後の連結部分における切断時の強さを引張試験機で測定した。
また、上記の各搬送用ベルトについて、補強部の剛軟度をガーレ式剛軟度試験機(東洋精機(株))で測定(JIS−L−1096 6.20曲げ反発性 A法(ガーレ法))した。
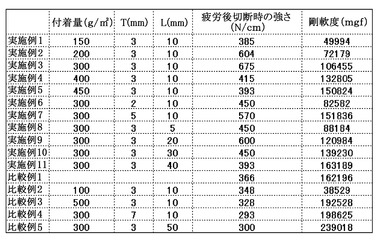
これらの測定結果を図8に示す。
この図から、本発明の搬送用ベルトは、比較例のものより疲労しにくく、且つ、剛軟度は低減されていることが分かる。
【0047】
また、上記の測定により、補強部分の樹脂の付着量は150〜450g/m2の範囲、補強部分の樹脂層は裏面から2〜5mmの範囲、端部からの5〜40mmの範囲であるとよいことが分かる。
【0048】
以上の如く、本発明の搬送用ベルトによると、連結用治具を取付けるための補強部分の剛軟度を低く抑えることが可能となるため、ロール等に掛け回されて湾曲した部分における屈曲疲労を低減させることができる。
その結果、連結部分の破断を防ぎ、搬送用ベルトの耐久性の向上を図ることが出来るという効果を奏する。
さらに、本発明の搬送用ベルトは、平ベルトの端部に連結用治具を取付けた後、連結用治具が取付けられた部分に樹脂を含浸又は塗布するという単純な工程によって補強部分を設けることを特徴としているため、搬送用ベルトの製造工程が単純化され、製造コストも低減できるという効果を奏する。
【0049】
さらに、樹脂層による補強部分を搬送用ベルトの裏面から2〜5mmの範囲にすると、補強部分の剛軟度を低く抑えることができ、屈曲疲労が低減できるという優れた効果がある。
【0050】
さらに、樹脂の付着量を150〜450g/m2の範囲にすると、補強部分の剛軟度を低く抑えることができ、屈曲疲労を低減することができるという優れた効果がある。
【0051】
さらに、樹脂による補強部分が搬送用ベルトの端部から5〜40mmの範囲であると、補強部分の剛軟度を低く抑えることができ、屈曲疲労を低減することができるという優れた効果がある。
【0052】
また、補強用樹脂として、エポキシ系、フェノール系、メラミン系、不飽和ポリエステル系、尿素系のいずれかの熱硬化性樹脂を使用すると、補強部分の耐熱性が向上する。
【符号の説明】
【0053】
1,1’,12,14,16:搬送用ベルト
1a,1a’,12a,14a,16a:平ベルト
2:基材部
3:表面繊維層
4:裏面繊維層
5:連結用治具
6:補強部分
8:フラップ
【技術分野】
【0001】
本発明は、搬送用ベルト、特に、高温の成形品を次工程に搬送するための搬送用ベルトの技術分野に属する。
【背景技術】
【0002】
一般に、高温の成形品の製造工程、例えば、アルミ成形品の製造工程では、加熱して軟化させたアルミニウムを押出プレス機の押出ダイスから押出して成形し、押出された高温(550〜600℃)の成形品を、冷却させながら、イニシアルテーブル、ランナウトテーブル、トランスファーテーブル、クーリングテーブル、ストレッチャーテーブル等の各テーブルによって、次工程に搬送している。
【0003】
従来、これらの各テーブルの駆動には、アタッチメントチェーン式とプーリー駆動式が用いられているが、いずれの場合にも、各テーブルには成形品を搬送するための搬送用ベルトが使用されている。
このような搬送用ベルトとして、ポリエステルスパン糸等で製織した帆布を接着剤により複数枚貼り合わせた基材部と、耐熱性繊維からなるニードルパンチ不織布とを熱可塑性樹脂により貼り合わせた平ベルトからなるものがある。
【0004】
また、搬送用ベルトの耐熱性を改善するために、実用新案登録第2567268号公報に記載されているように、基材部としてマルチフィラメント等からなる織布等を使用し、この基材部の上面又は上下面に耐熱繊維層を積層し、ニードルパンチングにより基材部と耐熱繊維層とを絡合一体化したものがある。
【0005】
これらの搬送用ベルトは、帯状に形成された平ベルトの長手方向両端部にクリッパーフック等の連結用治具が設けられたものであり、この連結用治具により端部同士を連結してエンドレス状にし、ロールに掛け回して使用するようになっている。
【0006】
しかし、連結用治具を基材部に直接取付けた場合、搬送用ベルトに力が掛けられて連結用治具が引張られると、基材部の緯糸がほつれて連結用治具が抜け落ちてしまうという問題がある。
そのため、従来は、基材部、表面繊維層、及び裏面繊維層からなる平ベルトの基材部に、芳香族ポリアミド繊維等の高強度繊維からなる織布に熱可塑性ウレタン樹脂等の熱可塑性樹脂を含浸させてなる補強布を、熱可塑性ウレタン樹脂等の熱可塑性樹脂により接着して補強し、このように補強した部分に連結用治具を取付けている。
【発明の概要】
【発明が解決しようとする課題】
【0007】
押出成形直後の軟化したアルミニウムは、約550〜600℃と高温のため、搬送用ベルトに高温のアルミニウムが載せられると、搬送用ベルトの内部温度は100℃以上に上昇する。
そのため、上記のような補強布を使用した搬送用ベルトを使用した場合、基材部と補強布とを接着している熱可塑性樹脂が熱によって劣化して補強布が剥離し、連結用治具が補強布と基材部の緯糸を掴んだまま抜け落ちてしまい使用不能になることがあるという問題を有する。
【0008】
また、ロール等に掛回された搬送用ベルトは、湾曲部分において屈曲変形が繰り返されることにより屈曲疲労が生じる。
この場合、剛軟度が高い程、すなわち、剛性が高い程、搬送用ベルトは屈曲疲労を起こしやすい。
連結用治具の固定部分に補強布を貼付した搬送用ベルトでは、補強部分の剛軟度が高くなるため、屈曲疲労のために補強布と基材部が剥離したり、補強布や基材部が破断するという問題もある。
【課題を解決するための手段】
【0009】
本発明は、有端状の平ベルトと、該平ベルトの長手方向両端部に取付けられた連結用治具とからなり、前記連結用治具により前記平ベルトの両端部が連結される搬送用ベルトにおいて、前記平ベルトが、前記搬送用ベルトの基材部、基材部にニードルパンチングで絡合一体化された表面繊維層及び裏面繊維層からなり、前記平ベルトの両端部において、前記表面繊維層が前記基材部の表面に沿ってスライスされることにより、剥出しになった前記基材部に前記連結用治具が固定され、前記連結用治具が固定された部分に、樹脂を含浸又は塗布・浸透させることによって、補強部分が構成され、前記表面繊維層が、前記基材部及び裏面繊維層より突出し、前記平ベルトの両端部の連結状態において前記連結用治具を覆うことを特徴とする搬送用ベルトによって、前記の課題を解決した。
【発明の効果】
【0010】
本発明によれば、連結用治具を取付けるために補強布等を使用することなく平ベルトの端部を補強することができるので、補強部分の平ベルトの剛軟性が低減され、屈曲疲労しにくくなる。
【図面の簡単な説明】
【0011】
【図1】本発明の第1実施形態の搬送用ベルトを示し、端部同士を連結していない状態の断面図。
【図2】搬送用ベルトの両端に設けられた連結用治具同士を突き合せ、芯線を挿入して連結した状態を示す断面図。
【図3】フラップを具えた搬送用ベルトの断面図。
【図4】補強部分における樹脂層の含浸の程度について説明するための図であり、搬送用ベルトの一方の端部の断面図。
【図5】補強部分における樹脂層の含浸の程度について説明するための図であり、搬送用ベルトの一方の端部の断面図。
【図6】補強部分における樹脂層の含浸の程度について説明するための図であり、搬送用ベルトの一方の端部の断面図。
【図7】屈曲性疲労の評価を行うためのS字屈曲テスターの概念図。
【図8】実施例及び比較例の評価結果を示す表。
【発明を実施するための形態】
【0012】
本発明の搬送用ベルトについて、図に基づいて説明する。
図1は、本発明の搬送用ベルト1を示し、端部同士を連結していない状態の断面図である。
図2は、後述する平ベルト1aの両端に設けられた連結用治具5,5同士を突き合せ、ループ5b,5bに芯線5aを挿入して連結した状態を示す断面図である。
図1、2に示されているように、表面繊維層3は、基材部2及び裏面繊維層4より突出しており、平ベルト1aの両端部の連結状態において、連結用治具5,5を覆う。
【0013】
搬送用ベルト1は、耐熱性繊維や汎用性繊維の糸を用いた織物、又は耐熱性繊維や汎用性繊維の糸層からなる基材部2と、耐熱性繊維等を積層させた表面繊維層3及び裏面繊維層4からなる。
なお、基材部2として、複数の織布を積層して絡合一体化させたものがあるが、この場合、各織布間に繊維層が設けられていると、各織布が剥離しにくいが、このような繊維層を配さずに織布を積層することもある。
これらの基材部2、表面繊維層3及び裏面繊維層4はニードルパンチングで絡合一体化され平ベルト1aとされる。
そして、本発明の搬送用ベルト1は、この平ベルト1aの両端部において、表面繊維層3を基材部2の表面に沿ってスライス(分離)し、これにより剥出しになった基材部2にクリッパーフック等の連結用治具5を固定した後、その部分を熱硬化性樹脂で補強し、補強部分6を構成させたものである。
なお、複数の織布からなる基材部2を表面繊維層3、及び/又は裏面繊維層4の繊維で絡合一体化してなる平ベルトの場合、スライスによって基材部2を構成する織布が分離してしまう恐れがあるため、基材部2表面に表面繊維層2が若干残るようにスライスして、基材部2の表面が剥出しにならないようにすることが好ましい。
【0014】
ここで、基材部2を構成する織物、又は糸層の経糸には、パラ系アラミド繊維、全芳香族ポリエステル、PBO繊維、ガラス繊維等の高強度・低伸度(強度:10g/d(デニール)以上、伸度:10%未満)の糸を用いるのが好ましい。
【0015】
さらに、基材部2を構成する織物、又は糸層の緯糸には、高強度・低伸度の繊維(強度:10g/d(デニール)以上、伸度:10%未満)、又はポリエステルやナイロン等の汎用性繊維を用いてもよい。
なお、基材部が複数の織布、及び各織布間の繊維層からなる場合も、織布の経糸、及び緯糸として、上記の繊維を用いることができる。
【0016】
表面繊維層3と裏面繊維層4を構成する繊維としては、メタ系アラミド繊維、パラ系アラミド繊維、PBO繊維、ガラス繊維等の耐熱性繊維を使用するのが好ましいが、高い耐熱性が要求されない工程で使用される場合には、ポリエステル繊維等の汎用性繊維でもよい。
【0017】
裏面繊維層4には、繊維の脱落及び摩滅の防止のため、シリコン樹脂等の樹脂を含浸又は塗布して補強してもよい。
【0018】
連結用治具5としては、金属製、又は樹脂製のクリッパーフックや、工業用のファスナー等を使用する。
なお、従来のものと同様に、これらの連結用治具5には、芯線5aを通すための複数のループ5bが設けられている。
【0019】
本発明で使用する補強用樹脂は、まず、熱硬化性樹脂であり、エポキシ系樹脂、フェノール系樹脂、メラミン系樹脂、不飽和ポリエステル系樹脂、尿素系樹脂等を使用し、これらの熱硬化性樹脂を基材部に含浸又は塗布することによって補強部分6が得られる。
熱硬化性樹脂を基材部に含浸させるには、まず、熱硬化性樹脂を水(樹脂の種類によっては有機溶剤)で希釈して濃度を調整したものをそのまま基材部に載せる方法があり、又は、前記のように希釈した樹脂をタンクに入れ、平ベルトをこのタンクに漬け込んだ後、一対のローラ(マングル)間を通し、余分な樹脂を搾り取る方法等がある。
平ベルトに含浸させる樹脂の量は、含浸前後の樹脂の減少量や、含浸前後の平ベルトの重量変化から把握することができる。
ローラを使用する場合、ローラ間の隙間を調整することによって、平ベルトから搾り取られる樹脂の量を調整することができる。
なお、ローラ間を通る連結用治具が潰れないように、少なくとも一方のローラはゴム製とする。
【0020】
次に、熱硬化性樹脂を基材部に塗布・浸透させる方法の具体例としては、前記のように水(又は有機溶剤)で希釈した熱硬化性樹脂をスプレー装置によって基材部に散布して浸透させる方法等がある。
熱硬化性樹脂の含浸量若しくは付着量、又は付着面積が大きい程、補強部分6の強度は高くなるが、それと同時に剛軟度が高くなり、使用中に屈曲疲労しやすくなる。
従って、熱硬化性樹脂の含浸量若しくは付着量、又は付着面積を調整することにより、補強部分6の剛軟度を低く抑え、屈曲疲労の低減を図り、耐久性を上げることが必要である。
熱硬化性樹脂の基材部への含浸量又は付着量は、熱硬化性樹脂を水(又は有機溶剤)で希釈したものにメチルセルロース等の増粘剤等を添加して、粘度を変化させることによって調整することができる。
【0021】
本発明の搬送用ベルト1では、補強部分6を構成するための樹脂として、熱硬化性樹脂だけでなく、熱可塑性樹脂も使用することができる。
搬送用ベルト1は種々の用途で使用されるが、常温で使用される場合は耐熱性は問題にならないから、使用できる熱可塑性樹脂は、特に限定されない。
しかし、耐熱性が要求される用途の場合は、熱可塑性樹脂の軟化点に留意し、要求される耐熱性を具えたものにする必要がある。
熱可塑性樹脂の「軟化点」は、樹脂を加熱して軟化したときの温度で表され、その代表的なものとしてビカット軟化点(ASTM D1525)があり、これは、一定荷重を掛けた貫入治具を、熱で軟化した測定樹脂に一定の深さまで貫入させたときの温度で示される。
補強部分6を構成する樹脂として、所定の軟化点の熱可塑性樹脂を使用した場合も、熱硬化性樹脂の場合と同一の方法で、基材部に塗布又は浸透させることができる。
【0022】
ところで、高温で軟化した状態の成形品を搬送する場合、搬送用ベルト1の連結用治具5で成形品に型が付いてしまうことがある。
そこで、搬送用ベルト連結部の連結用治具5による型付を防止するため、連結用治具を覆うフラップを設けたものがあり、図3は、このようなフラップ8を具えた搬送用ベルト1’の構造を示す断面図である。
図3に示すように、この搬送用ベルト1’の平ベルト1a’には、片方の端部にフラップ8が設けられており、このフラップ8で連結用治具5を覆うようになっている。
この場合も、その他の構成は、図1のものと同一であるので、詳細な説明は省略する。
【0023】
図4は、補強部分6における樹脂の含浸の程度について説明するための図であり、搬送用ベルト1の一方の端部の断面図である。
図4に示す搬送用ベルト12は、平ベルト12aの端部からLの幅で、裏面繊維層4の裏面からTの厚さまで、樹脂を含浸させている。
【0024】
図5も、補強部分における樹脂層の含浸の程度について説明するための図であり、搬送用ベルト14の一方の端部の断面図である。
なお、この搬送用ベルト14に使用される平ベルト14aは、基材部2と裏面繊維層4からなり、表面繊維層3を具えていない。
図5に示す搬送用ベルト14は、平ベルト14aの端部からLの幅で、裏面繊維層4の裏面から基材部2の表面まで(深さT’)、樹脂を含浸させたものである。
【0025】
さらに、図6も、補強部分6における樹脂の含浸の程度について説明するための図であり、搬送用ベルト16の一方の端部の断面図である。
図6に示す搬送用ベルト16は、平ベルト16aの端部からLの幅で、裏面繊維層4の裏面から表面繊維層3の表面近くまで(深さT”)、樹脂を含浸させたものである。
【0026】
上記の搬送用ベルト1,1’,12,14,16の具体的な実施例について、以下に説明する。
【0027】
実施例1
基材部として、経糸にケブラー繊維、緯糸にポリエステル繊維を用い、目付け320g/m2とした織物を使用し、この基材部に、パラ系アラミド繊維と半カーボン繊維からなる短繊維をニードルパンチングして積層一体化し、厚み10mm、坪量4000g/m2の平ベルトを作製した。
【0028】
この平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度7.5%(重量%)に濃度調整したものを、樹脂付着量が150g/m2になるように、平ベルトの端部から10mmの範囲に裏面から刷毛で塗り込んで含浸させ(以下の実施例でも同様。)、120℃で1時間熱風乾燥させた。
【0029】
実施例2
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度10%(重量%)に濃度調整したものを、樹脂付着量が200g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0030】
実施例3
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0031】
実施例4
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度20%(重量%)に濃度調整したものを、樹脂付着量が400g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0032】
実施例5
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度22.5%(重量%)に濃度調整したものを、樹脂付着量が450g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0033】
実施例6
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み2mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0034】
実施例7
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み5mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0035】
実施例8
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から5mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0036】
実施例9
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から20mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0037】
実施例10
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から30mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0038】
実施例11
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具である金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から40mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0039】
上記の各実施例における本発明の搬送用ベルトと比較するため、比較例として、以下のような搬送用ベルトを作製した。
なお、比較例1は、補強布で連結用治具の固定部を補強したものであり、比較例2から比較例5は、本発明の搬送用ベルトと同様の構成であるが、連結用治具の固定部分を補強するための樹脂の含浸の程度を変化させてみたものである。
【0040】
比較例1
実施例1と同様に、基材部として、経糸にケブラー繊維、緯糸にポリエステル繊維を用い、目付け320g/m2とした織物を使用し、この基材部に、パラ系アラミド繊維と半カーボン繊維からなる短繊維をニードルパンチングして絡合一体化し、厚み10mm、坪量4000g/m2の平ベルトを作製した。
【0041】
この平ベルトの端部を裏面から厚み3mmのところでスライスした。
また、補強布として、芳香族ポリアミド繊維からなる織布に、有機溶剤に溶解した固形分濃度20%のポリウレタン系接着剤を含浸させたものを使用した。
上記のとおり、スライスされて剥出しになった平ベルトの基材部に、ポリウレタン系接着剤で補強布を接着し、補強された部分に連結用治具として金属製クリッパーフックを取付けた。
【0042】
比較例2
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具として金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度5%(重量%)に濃度調整したものを、樹脂付着量が100g/m2になるように、平ベルトの端部から10mmの範囲に裏面から刷毛で塗り込んで含浸させ(以下の比較例でも同様。)、120℃で1時間熱風乾燥させた。
【0043】
比較例3
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具として金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度25%(重量%)に濃度調整したものを、樹脂付着量が500g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0044】
比較例4
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み7mmのところでスライスし、連結用治具として金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から10mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0045】
比較例5
実施例1と同一の平ベルトを作製し、平ベルトの端部を裏面から厚み3mmのところでスライスし、連結用治具として金属製クリッパーフックを固定した後、固定部分を補強するため、水系エポキシ樹脂を水で希釈して固形分濃度15%(重量%)に濃度調整したものを、樹脂付着量が300g/m2になるように、平ベルトの端部から50mmの範囲に裏面から含浸させ、120℃で1時間熱風乾燥させた。
【0046】
上記構成の各搬送用ベルトについて、連結部を含めて幅10cmにそれぞれ裁断し、150℃に加熱したオーブン内に100時間放置した後、図7に示すS字屈曲テスターで40000回の屈曲試験を実施し、疲労後の連結部分における切断時の強さを引張試験機で測定した。
また、上記の各搬送用ベルトについて、補強部の剛軟度をガーレ式剛軟度試験機(東洋精機(株))で測定(JIS−L−1096 6.20曲げ反発性 A法(ガーレ法))した。
これらの測定結果を図8に示す。
この図から、本発明の搬送用ベルトは、比較例のものより疲労しにくく、且つ、剛軟度は低減されていることが分かる。
【0047】
また、上記の測定により、補強部分の樹脂の付着量は150〜450g/m2の範囲、補強部分の樹脂層は裏面から2〜5mmの範囲、端部からの5〜40mmの範囲であるとよいことが分かる。
【0048】
以上の如く、本発明の搬送用ベルトによると、連結用治具を取付けるための補強部分の剛軟度を低く抑えることが可能となるため、ロール等に掛け回されて湾曲した部分における屈曲疲労を低減させることができる。
その結果、連結部分の破断を防ぎ、搬送用ベルトの耐久性の向上を図ることが出来るという効果を奏する。
さらに、本発明の搬送用ベルトは、平ベルトの端部に連結用治具を取付けた後、連結用治具が取付けられた部分に樹脂を含浸又は塗布するという単純な工程によって補強部分を設けることを特徴としているため、搬送用ベルトの製造工程が単純化され、製造コストも低減できるという効果を奏する。
【0049】
さらに、樹脂層による補強部分を搬送用ベルトの裏面から2〜5mmの範囲にすると、補強部分の剛軟度を低く抑えることができ、屈曲疲労が低減できるという優れた効果がある。
【0050】
さらに、樹脂の付着量を150〜450g/m2の範囲にすると、補強部分の剛軟度を低く抑えることができ、屈曲疲労を低減することができるという優れた効果がある。
【0051】
さらに、樹脂による補強部分が搬送用ベルトの端部から5〜40mmの範囲であると、補強部分の剛軟度を低く抑えることができ、屈曲疲労を低減することができるという優れた効果がある。
【0052】
また、補強用樹脂として、エポキシ系、フェノール系、メラミン系、不飽和ポリエステル系、尿素系のいずれかの熱硬化性樹脂を使用すると、補強部分の耐熱性が向上する。
【符号の説明】
【0053】
1,1’,12,14,16:搬送用ベルト
1a,1a’,12a,14a,16a:平ベルト
2:基材部
3:表面繊維層
4:裏面繊維層
5:連結用治具
6:補強部分
8:フラップ
【特許請求の範囲】
【請求項1】
有端状の平ベルトと、該平ベルトの長手方向両端部に取付けられた連結用治具とからなり、前記連結用治具により前記平ベルトの両端部が連結される搬送用ベルトにおいて、
前記平ベルトが、前記搬送用ベルトの基材部、該基材部にニードルパンチングで絡合一体化された表面繊維層及び裏面繊維層からなり、
前記平ベルトの両端部において、前記表面繊維層が前記基材部の表面に沿ってスライスされることにより、剥出しになった前記基材部に前記連結用治具が固定され、
前記連結用治具が固定された部分に、樹脂を含浸又は塗布・浸透させることによって、補強部分が構成され、
前記表面繊維層が、前記基材部及び裏面繊維層より突出し、前記平ベルトの両端部の連結状態において前記連結用治具を覆うことを特徴とする、
搬送用ベルト。
【請求項2】
前記平ベルトの片方の端部の前記表面繊維層に、前記平ベルトの両端部の連結状態において前記連結用治具を覆うフラップが設けられている、請求項1の搬送用ベルト。
【請求項3】
前記樹脂による補強部分が前記平ベルトの裏面から2〜5mmの深さである、請求項1又は2の搬送用ベルト。
【請求項4】
前記樹脂の付着量が150〜450g/m2である、請求項1から3のいずれかの搬送用ベルト。
【請求項5】
前記樹脂による補強部分が前記平ベルトの長手方向端部から5〜40mmの幅である、請求項1から4のいずれかの搬送用ベルト。
【請求項6】
前記樹脂が、エポキシ系、フェノール系、メラミン系、不飽和ポリエステル系、尿素系のいずれかの熱硬化性樹脂である、請求項1から5のいずれかの搬送用ベルト。
【請求項7】
前記樹脂が熱可塑性樹脂である、請求項1から5のいずれかの搬送用ベルト。
【請求項1】
有端状の平ベルトと、該平ベルトの長手方向両端部に取付けられた連結用治具とからなり、前記連結用治具により前記平ベルトの両端部が連結される搬送用ベルトにおいて、
前記平ベルトが、前記搬送用ベルトの基材部、該基材部にニードルパンチングで絡合一体化された表面繊維層及び裏面繊維層からなり、
前記平ベルトの両端部において、前記表面繊維層が前記基材部の表面に沿ってスライスされることにより、剥出しになった前記基材部に前記連結用治具が固定され、
前記連結用治具が固定された部分に、樹脂を含浸又は塗布・浸透させることによって、補強部分が構成され、
前記表面繊維層が、前記基材部及び裏面繊維層より突出し、前記平ベルトの両端部の連結状態において前記連結用治具を覆うことを特徴とする、
搬送用ベルト。
【請求項2】
前記平ベルトの片方の端部の前記表面繊維層に、前記平ベルトの両端部の連結状態において前記連結用治具を覆うフラップが設けられている、請求項1の搬送用ベルト。
【請求項3】
前記樹脂による補強部分が前記平ベルトの裏面から2〜5mmの深さである、請求項1又は2の搬送用ベルト。
【請求項4】
前記樹脂の付着量が150〜450g/m2である、請求項1から3のいずれかの搬送用ベルト。
【請求項5】
前記樹脂による補強部分が前記平ベルトの長手方向端部から5〜40mmの幅である、請求項1から4のいずれかの搬送用ベルト。
【請求項6】
前記樹脂が、エポキシ系、フェノール系、メラミン系、不飽和ポリエステル系、尿素系のいずれかの熱硬化性樹脂である、請求項1から5のいずれかの搬送用ベルト。
【請求項7】
前記樹脂が熱可塑性樹脂である、請求項1から5のいずれかの搬送用ベルト。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−91939(P2012−91939A)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2012−31317(P2012−31317)
【出願日】平成24年2月16日(2012.2.16)
【分割の表示】特願2001−74292(P2001−74292)の分割
【原出願日】平成13年3月15日(2001.3.15)
【出願人】(000180597)イチカワ株式会社 (99)
【Fターム(参考)】
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成24年2月16日(2012.2.16)
【分割の表示】特願2001−74292(P2001−74292)の分割
【原出願日】平成13年3月15日(2001.3.15)
【出願人】(000180597)イチカワ株式会社 (99)
【Fターム(参考)】
[ Back to top ]