
搬送用円筒型回転体用部品
【課題】実用上十分な生産性を確保しつつ、優れた搬送性及び耐久性を有する搬送用円筒型回転体用部品を提供する。
【解決手段】対向する回転体と面圧10〜1000kPaで圧接しながら、線速0.5〜10m/secで回動する搬送用円筒型回転体を具備し、最大厚みが0.05〜5mmのシート状物を、前記回動によって搬送する搬送装置を構成する前記搬送用円筒型回転体の一部又は全部である搬送用円筒型回転体用部品であって、
前記搬送用円筒型回転体用部品は、コモノマーユニットの導入量が、オキシメチレン1モル当たり0.25〜1.35モル%であるポリオキシメチレン(A)、アミン系物質(B)、 充填剤(C)を含み、かつメルトフローレートが1.8〜30g/10分であるオキシメチレン樹脂組成物により構成されている搬送用円筒型回転体用部品を提供する。
【解決手段】対向する回転体と面圧10〜1000kPaで圧接しながら、線速0.5〜10m/secで回動する搬送用円筒型回転体を具備し、最大厚みが0.05〜5mmのシート状物を、前記回動によって搬送する搬送装置を構成する前記搬送用円筒型回転体の一部又は全部である搬送用円筒型回転体用部品であって、
前記搬送用円筒型回転体用部品は、コモノマーユニットの導入量が、オキシメチレン1モル当たり0.25〜1.35モル%であるポリオキシメチレン(A)、アミン系物質(B)、 充填剤(C)を含み、かつメルトフローレートが1.8〜30g/10分であるオキシメチレン樹脂組成物により構成されている搬送用円筒型回転体用部品を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、搬送用円筒型回転体用部品に関する。
【背景技術】
【0002】
オキシメチレン樹脂は、機械物性と成形加工性とのバランスが良好であるため、機械部品、自動車部品及び電機・電子部品のような広範囲の用途に用いられている。
例えば、ローラやプーリー、軸受けなどの円筒型の回転機構部品に使用され、具体的には、当該樹脂の耐久性を活用したVベルトローラ、摺動性を活用したテープガイドやローラ軸受け、並びに耐薬品性を活用した洗浄用ローラ等に使用されている。
近年では、シャフトとの摺動性と、搬送対象物に対する耐摩耗性や耐傷性を高めるため、例えば、軸受け摺動部をオキシメチレン樹脂として、外周部分がその他の熱可塑性樹脂により構成されるローラ、及びその製造方法についての提案がなされている(例えば、特許文献1参照。)。
【0003】
また、回転機構部品の特性をさらに高めるため、オキシメチレン樹脂に所定の添加剤等が含有された成形品や部品が提案されている。
例えば、プレスローラの軸受け部にガラス繊維入りのアセタール樹脂を用いる画像形成装置及び用紙送り機構(例えば、特許文献2参照。)や、アイドラローラを導電性ポリアセタール、搬送ローラを導電性シリコンゴムで構成している画像形成装置が挙げられる(例えば、特許文献3参照。)。
【0004】
また、搬送性能を高めるためのローラの組み合わせについても、種々の提案がなされている。
例えば、従動ローラがアセタール樹脂、駆動ローラがエチレン・プロピレン・非共役ジエンのランダム共重合体ゴムによって形成されている用紙後処理装置(例えば、特許文献4参照。)や、所定の基準硬さを有する材質による第1ローラ、第1ローラよりも軟らかい材質による第2ローラ、上記第1ローラよりも硬い材質により構成された第3ローラを備える用紙カール矯正装置(例えば、特許文献5参照。)が挙げられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−157166号公報
【特許文献2】特開2008−30355号公報
【特許文献3】特開2008−254932号公報
【特許文献4】特開平11−258881号公報
【特許文献5】特開2005−41614号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1〜5に開示されている各種のオキシメチレン樹脂を用いた各種部材は、特定のシート状物を搬送する際の搬送性及び耐久性に関して、未だ改良の余地がある。
そこで本発明においては、実用上十分な生産性を確保しながら、高い搬送性及び優れた耐久性を実現可能な搬送用円筒型回転体用部品を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決するために鋭意検討を重ねた結果、シート状物を特定の条件で搬送するとき、特定のオキシメチレン樹脂組成物を含有する搬送用円筒型回転体用部品を用いることにより、高い搬送性と優れた耐久性を有していることを見出し、本発明を完成させるに至った。
すなわち、本発明は、以下の通りである。
【0008】
〔1〕
対向する回転体と面圧10〜1000kPaで圧接しながら、線速0.5〜10m/secで回動する搬送用円筒型回転体を具備し、最大厚みが0.05〜5mmのシート状物を、前記回動によって搬送する搬送装置を構成する前記搬送用円筒型回転体の一部又は全部である搬送用円筒型回転体用部品であって、
前記搬送用円筒型回転体用部品は、
コモノマーユニットの導入量が、オキシメチレン1モル当たり0.25〜1.35モル%であるポリオキシメチレン(A)、
アミン系物質(B)、
充填剤(C)、
を含み、
かつメルトフローレートが1.8〜30g/10分であるオキシメチレン樹脂組成物により構成されている搬送用円筒型回転体用部品。
【0009】
〔2〕
前記オキシメチレン樹脂組成物は、
前記ポリオキシメチレン(A)に対し、前記アミン系物質(B)を0.05〜1.0質量%含有している前記〔1〕に記載の搬送用円筒型回転体用部品。
【0010】
〔3〕
前記オキシメチレン樹脂組成物は、
前記ポリオキシメチレン(A)に対し、前記充填剤(C)を3〜25質量%含有している前記〔1〕又は〔2〕に記載の搬送用円筒型回転体用部品。
【0011】
〔4〕
前記充填剤(C)のモース硬度が1〜6である前記〔1〕乃至〔3〕のいずれか一に記載の搬送用円筒型回転体用部品。
【0012】
〔5〕
前記充填剤(C)がカーボンを含んでいる前記〔1〕乃至〔4〕のいずれか一に記載の搬送用円筒型回転体用部品。
【0013】
〔6〕
前記搬送用円筒型回転体用部品は、
押出成形、射出成形、射出圧縮成形、多色成形、金型内複合成形からなる群のうちのいずれかの方法により製造されたものである前記〔1〕乃至〔5〕のいずれか一に記載の搬送用円筒型回転体用部品。
【0014】
〔7〕
前記搬送用円筒型回転体用部品は、
軟質材よりなる部品と接触した状態で、前記シート状物の搬送に用いられる前記〔1〕乃至〔6〕のいずれか一に記載の搬送用円筒型回転体用部品。
【0015】
〔8〕
前記軟質材は、曲げ弾性率が、20〜2000MPaである前記〔7〕に記載の搬送用円筒型回転体用部品。
【0016】
〔9〕
前記シート状物が紙類である前記〔1〕乃至〔8〕のいずれか一に記載の搬送用円筒型回転体用部品。
【0017】
〔10〕
前記紙類が、紙幣、券、写真、紙葉からなる群より選ばれるいずれかである前記〔9〕に記載の搬送用円筒型回転体用部品。
【0018】
〔11〕
前記搬送用円筒型回転体用部品が、
ギア、プーリー、ローラ、コロ、リール、ボビン、シャフト、関節、軸、軸受け、ガイド、及びこれらの一部からなる群より選ばれるいずれかである前記〔1〕乃至〔10〕のいずれか一に記載の搬送用円筒型回転体用部品。
【発明の効果】
【0019】
本発明によれば、実用上十分な生産性を確保しつつ、特定条件のシート状物の搬送性、耐久性について改良が図られた搬送用円筒型回転体用部品が得られる。
【図面の簡単な説明】
【0020】
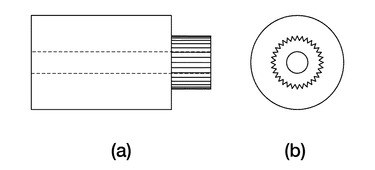
【図1】(a)本実施形態の搬送用円筒型回転体用部品の一例の概略正面図を示す。(b)本実施形態の搬送用円筒型回転体用部品の一例の概略右側面図を示す。
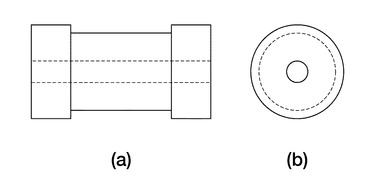
【図2】(a)本実施形態の搬送用円筒型回転体用部品の他の一例の概略正面図を示す。(b)本実施形態の搬送用円筒型回転体用部品の他の一例の概略右側面図を示す。
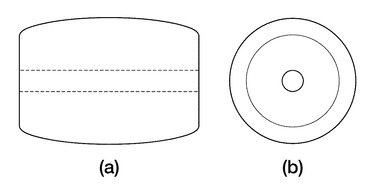
【図3】(a)本実施形態の搬送用円筒型回転体用部品の他の一例の概略正面図を示す。(b)本実施形態の搬送用円筒型回転体用部品の他の一例の概略右側面図を示す。
【図4】搬送装置の一例の要部の概略構成図を示す。
【図5】搬送装置の他の一例の要部の概略構成図を示す。
【図6】(a)実施例及び比較例の評価に用いた搬送装置の概略右側面図を示す。(b)実施例及び比較例の評価に用いた搬送装置の概略上面図を示す。(c)実施例及び比較例の評価に用いた搬送装置の概略正面図を示す。
【図7】実施例及び比較例の評価に用いた搬送装置の要部の概略構成図を示す。
【発明を実施するための形態】
【0021】
以下、本発明を実施するための形態(以下、「本実施形態」と言う。)について、図を参照して説明する。
本発明は、以下の記載に限定されるものではなく、その要旨の範囲内で種々変形して実施できる。
なお、図面中、同一の要素には同一の符号を付し、重複する説明を省略する。また、上下左右等の位置関係は、特に断らない限り、図面に示す位置関係に基づくものとし、さらに図面の寸法比率は、図示の比率に限定されるものではない。
【0022】
本実施形態の搬送用円筒型回転体用部品、当該搬送用円筒型回転体用部品の製造方法、使用態様について、順次説明する。
〔搬送用円筒型回転体用部品〕
本実施形態の搬送用円筒型回転体用部品は、
対向する回転体と面圧10〜1000kPaで圧接しながら、線速0.5〜10m/secで回動する搬送用円筒型回転体とを具備し、最大厚みが0.05〜5mmのシート状物を、前記回動によって搬送する搬送装置を構成する前記搬送用円筒型回転体の一部又は全部である。
当該搬送用円筒型回転体用部品は、
コモノマーユニットの導入量が、オキシメチレン1モル当たり0.25〜1.35モル%であるポリオキシメチレン(A)、アミン系物質(B)、充填剤(C)を含み、かつメルトフローレートが1.8〜30g/10分であるオキシメチレン樹脂組成物により構成されている。
【0023】
本実施形態の搬送用円筒型回転体用部品は、作業性や機能性の改善を目的として、異材のインサート部及び/又は異材との接合部を有していてもよい。
本実施形態の搬送用円筒型回転体用部品は、オキシメチレン樹脂組成物が優れた生産性を有し、さらには加工性にも優れていることから、複雑な形状に成形したり、後加工したりすることが容易であり、搬送性や耐久性を一層優れたものとすることができる。
また、本実施形態の搬送用円筒型回転体用部品の表面状態は、平滑なものでも、各種シボ加工を施したものであってもよい。
【0024】
本実施形態の搬送用円筒型回転体用部品の具体的な概略構成図を図1〜図3に示す。
なお、図1(a)〜図3(a)は、それぞれ搬送用円筒型回転体用部品の概略正面図を示し、図1(b)〜図3(b)は、それぞれ概略右側面図を示す。
これらの搬送用円筒型回転体用部品は、図1(a)〜図3(a)の概略正面図中の破線部に示す所定の中空部を有しており、当該中空部に例えば軸を通し、軸中心に回転可能になされる。
【0025】
(搬送用円筒型回転体用部品の組成)
本実施形態の搬送用円筒型回転体用部品は、後述するオキシメチレン樹脂組成物により構成されている。
オキシメチレン樹脂組成物は、下記のポリオキシメチレン(A)を主成分とする。
ここで、「主成分」とは、ポリオキシメチレン(A)を、前記オキシメチレン樹脂組成物中の70質量%含有することを言い、好ましくは75質量%以上含有することである。
【0026】
(オキシメチレン樹脂組成物)
オキシメチレン樹脂組成物は、コモノマーユニットの導入量が、オキシメチレン1モル当たり0.25〜1.35モル%であるポリオキシメチレン(A)、アミン系物質(B)、 充填剤(C)を含有している。
【0027】
<ポリオキシメチレン(A)>
ポリオキシメチレン(A)は、下記の(1)重合工程及び(2)末端安定化及び造粒工程により製造できる。
(1)重合工程
ポリオキシメチレン(A)とは、オキシメチレン基を主鎖に有し、分子中に炭素数2以上のオキシアルキレンユニットを有する重合体である。
重合形態は、目的とするポリオキシメチレン(A)のコモノマーユニットの導入量が、オキシメチレン1モル当たり0.25〜1.35モル%であるという条件を満たせばよく、公知の重合法(例えば、US−A−3027352、US−A−3803094、DE−C−1161421、DE−C−1495228、DE−C−1720358、DE−C−3018898、特開昭58−98322号公報、及び特開平7−70267号公報に記載)を用いることができる。かかる重合工程により、ポリオキシメチレン(A)の粗ポリマーが得られる。
【0028】
重合工程において用いるモノマー等の材料を下記に説明する。
[モノマー]
主モノマーとしては、ホルムアルデヒド又はその3量体であるトリオキサンもしくは4量体であるテトラオキサン等の環状オリゴマーを用いることが好ましい。
ここで、本明細書における「主モノマー」とは、全モノマー量に対して50質量%以上含有されているモノマー成分をいう。
【0029】
[コモノマー]
コモノマーとしては、分子中に炭素数2以上のオキシアルキレンユニットを有する環状エーテル化合物を用いることが好ましい。
かかる環状エーテル化合物としては、例えば、エチレンオキシド、プロピレンオキシド、1,3−ジオキソラン、1,3−プロパンジオールホルマール、1,4−ブタンジオールホルマール、1,5−ペンタンジオールホルマール、1,6−ヘキサンジオールホルマール、ジエチレングリコールホルマール、1,3,5−トリオキセパン、1,3,6−トリオキオカン、及び分子に分岐又は架橋構造を構成しうるモノ−又はジ−グリシジル化合物からなる群より選ばれる1種の化合物又は2種以上の混合物が、好適なものとして挙げられる。
【0030】
ポリオキシメチレン(A)を重合する際において、主モノマー及びコモノマーには、水、メタノール及び蟻酸等の重合反応中の重合停止作用及び連鎖移動作用を有する不純物を極力含まないものを用いることが好ましい。
不純物を極力含まない主モノマー及びコモノマーを用いることにより、想定していない連鎖移動反応を回避でき、これにより所望の分子量を有するポリマーが得られる。
特に、ポリマー末端基に水酸基を誘導する不純物の含有量は、全モノマー量に対して、好ましくは30質量ppm以下、より好ましくは10質量ppm以下、さらに好ましくは3質量ppm以下であるものとする。
所望の低不純物の主モノマー及びコモノマーを得るための方法としては、公知の方法(例えば、主モノマーについては、特開平3−123777号公報や特開平7−33761号公報、コモノマーについては、特開昭49−62469号公報や特開平5−271217号公報に記載)を用いることができる。
【0031】
[連鎖移動剤]
上記重合工程においては、連鎖移動剤を用いる。
連鎖移動剤としては、例えば、アルキル基がメチル、エチル、プロピル、イソプロピル及びブチル等の低級脂肪族アルキル基であるホルムアルデヒドのジアルキルアセタール及びそのオリゴマー、並びにメタノール、エタノール、プロパノール、イソプロパノール及びブタノール等の低級脂肪族アルコールを用いることが好ましい。
長鎖分岐ポリオキシメチレン(A)を得るためには、ポリエーテルポリオール、及びポリエーテルポリオールのアルキレンオキサイド付加物を用いることが好ましい。
また、連鎖移動剤は、ヒドロキシル基、カルボキシル基、アミノ基、エステル基及びアルコキシ基からなる群より選択される1種以上の基を有する重合体を用いてもよい。
さらに上記連鎖移動剤は、一種のみを用いてもよく、二種以上を使用してもよい。いずれの場合においても、不安定末端数の少ないものが好ましい。
【0032】
[重合触媒]
重合工程に用いる重合触媒としては、ルイス酸、プロトン酸、及びプロトン酸のエステル又は無水物等の、カチオン活性触媒が好ましい。
ルイス酸としては、特に限定されないが、例えば、ホウ酸、スズ、チタン、リン、ヒ素及びアンチモンのハロゲン化物が挙げられる。具体的には、三フッ化ホウ素、四塩化スズ、四塩化チタン、五フッ化リン、五塩化リン及び五フッ化アンチモン、並びにそれらの錯化合物又は塩が挙げられる。
また、プロトン酸、そのエステル又は無水物の具体例としては、特に限定されないが、パークロル酸、トリフルオロメタンスルホン酸、パークロル酸−3級ブチルエステル、アセチルパークロラート、及びトリメチルオキソニウムヘキサフルオロホスフェートが挙げられる。必要に応じて、例えば特開平05−05017号報の記載にある末端ホルメート基の生成を低減するような共触媒を併用してもよい。これらの中でも、三フッ化ホウ素;三フッ化ホウ素水和物;酸素原子又は硫黄原子を含む有機化合物と三フッ化ホウ素との配位錯化合物が好ましく、三フッ化ホウ素ジエチルエーテル、三フッ化ホウ素ジ−n−ブチルエーテルがより好ましい。
重合触媒の使用量は、例えばトリオキサンと環状エーテル及び/又は環状ホルマールを用いる場合、モノマーの合計量1モルに対して、1×10-6モル〜1×10-3モルが好ましく、5×10-6モル〜1×10-4モルがより好ましい。
重合触媒の使用量が上記範囲内であると、重合時の反応安定性や得られる成形体の熱安定性がより向上する。
【0033】
重合触媒は、重合工程後、触媒中和失活剤を含む水溶液又は有機溶剤溶液中に重合物を投入し、スラリー状態で一般的には数分〜数時間攪拌することにより失活させることができる。
触媒中和失活剤としては、特に限定されないが、例えば、アンモニア、トリエチルアミン及びトリ−n−ブチルアミン等のアミン類、並びにアルカリ金属及びアルカリ土類金属の水酸化物、無機酸塩、並びに有機酸塩からなる群より選択される1種以上が挙げられる。
また、アンモニア及びトリエチルアミン等の蒸気とポリオキシメチレン(A)とを接触させて重合触媒を失活させる方法や、ヒンダードアミン類、トリフェニルホスフィン及び水酸化カルシウムのうち少なくとも一種と混合機で接触させることにより触媒を失活させる方法も用いることができる。
【0034】
(2)末端安定化及び造粒工程
上述した(1)重合工程により得られたポリオキシメチレンの粗ポリマーに含まれる不安定末端部分を分解除去することによって、オキシメチレン樹脂組成物を構成するポリオキシメチレン(A)が得られる。
粗ポリマーに含まれる不安定末端部分の分解除去方法としては、特に限定されないが、例えば、ベント付き単軸スクリュー式押出機やベント付き2軸スクリュー式押出機等を用いて、公知の塩基性物質である後述する分解除去剤の存在下、粗ポリマーを溶融して不安定末端部分を分解除去する方法が挙げられる。
末端安定化における溶融混練を行う場合には、品質や作業環境の保持のために、不活性ガスによる置換、並びに一段及び多段ベントによる脱気をすることが好ましい。
溶融混練の際の温度は、ポリオキシメチレン(A)の融点以上260℃以下とすることが好ましい。
さらに、通常のオキシメチレン樹脂に添加することの可能な公知の安定剤を加えながら溶融混合し、造粒を行うことが好ましい。
【0035】
粗ポリマーに含まれる安定末端部分の分解除去に用いる分解除去剤としては、例えば、アンモニア、トリエチルアミン及びトリブチルアミン等の脂肪族アミン、並びに水酸化カルシウム等のアルカリ金属又はアルカリ土類金属の水酸化物、無機弱酸塩及び有機弱酸塩等の、公知の塩基性物質が挙げられる。
上記分解除去剤の中でも、下記一般式(1)で表される、少なくとも一種の第4級アンモニウム化合物が好ましい。
かかる第4級アンモニウム化合物を用いて、熱的に不安定な末端を処理する方法が好適に利用できる。
【0036】
[R1R2R3R4N+]nXn- ・・・(1)
前記式(1)中、R1、R2、R3及びR4は、各々独立して、炭素数1〜30の非置換アルキル基又は置換アルキル基;炭素数6〜20のアリール基;炭素数1〜30の非置換アルキル基又は置換アルキル基が少なくとも1個の炭素数6〜20のアリール基で置換されたアラルキル基;炭素数6〜20のアリール基が少なくとも1個の炭素数1〜30の非置換アルキル基又は置換アルキル基で置換されたアルキルアリール基からなる群より選ばれるいずれかを表す。
上記の非置換アルキル基又は置換アルキル基は、直鎖状、分岐状、環状のいずれであってもよい。
上記の非置換アルキル基、アリール基、アラルキル基、及びアルキルアリール基は、水素原子がハロゲンで置換されてもよい。
nは1〜3の整数を表す。
Xは、水酸基、又は炭素数1〜20のカルボン酸、水素酸、オキソ酸無機チオ酸、炭素数1〜20の有機チオ酸からなる群より選ばれるいずれかの酸残基を表す。
【0037】
上記第4級アンモニウム化合物としては、特に限定されないが、例えば、テトラメチルアンモニウム、テトラエチルアンモニウム、テトラプロピルアンモニウム、テトラ−n−ブチルアンモニウム、セチルトリメチルアンモニウム、テトラデシルトリメチルアンモニウム、1,6−ヘキサメチレンビス(トリメチルアンモニウム)、デカメチレン−ビス−(トリメチルアンモニウム)、トリメチル−3−クロロ−2−ヒドロキシプロピルアンモニウム、トリメチル(2−ヒドロキシエチル)アンモニウム、トリエチル(2−ヒドロキシエチル)アンモニウム、トリプロピル(2−ヒドロキシエチル)アンモニウム、トリ−n−ブチル(2−ヒドロキシエチル)アンモニウム、トリメチルベンジルアンモニウム、トリエチルベンジルアンモニウム、トリプロピルベンジルアンモニウム、トリ−n−ブチルベンジルアンモニウム、トリメチルフェニルアンモニウム、トリエチルフェニルアンモニウム、トリメチル−2−オキシエチルアンモニウム、モノメチルトリヒドロキシエチルアンモニウム、モノエチルトリヒドロキシエチルアンモニウム、オクダデシルトリ(2−ヒドロキシエチル)アンモニウム、テトラキス(ヒドロキシエチル)アンモニウム等の水酸化物が挙げられる。
【0038】
また、第4級アンモニウム化合物のその他の例としては、アジ化水素などのハロゲン化以外の水素酸塩;硫酸、硝酸、燐酸、炭酸、ホウ酸、塩素酸、よう素酸、珪酸、過塩素酸、亜塩素酸、次亜塩素酸、クロロ硫酸、アミド硫酸、二硫酸、トリポリ燐酸などのオキソ酸塩;チオ硫酸などのチオ酸塩;蟻酸、酢酸、プロピオン酸、ブタン酸、イソ酪酸、ペンタン酸、カプロン酸、カプリル酸、カプリン酸、安息香酸、シュウ酸などのカルボン酸塩も挙げられる。
これらの中でも、水酸化物(OH-)、硫酸(HSO4-、SO42-)、炭酸(HCO3-、CO32-)、ホウ酸(B(OH)4-)、及びカルボン酸の塩が好ましい。かかるカルボン酸の中でも、蟻酸、酢酸及びプロピオン酸がより好ましい。
【0039】
上記第4級アンモニウム化合物は、1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
第4級アンモニウム化合物の添加量は、粗ポリマーに対して、下記式(2)で表される第4級アンモニウム化合物由来の窒素の量に換算して、0.05〜50質量ppmであることが好ましい。
【0040】
P×14/Q ・・・(2)
(式(2)中、Pは第4級アンモニウム化合物の粗ポリマーに対する濃度(質量ppm)を表し、「14」は窒素の原子量であり、Qは第4級アンモニウム化合物の分子量を表す。)
【0041】
第4級アンモニウム化合物等の分解除去剤は、粗ポリマーを溶融する前に、予め添加してもよいし、溶融させた粗ポリマーに添加してもよい。
なお、分解除去剤は、公知の分解除去剤であるアンモニア、トリエチルアミン及びホウ酸化合物と第4級アンモニウム化合物とを併用してもよい。
【0042】
<ポリオキシメチレン(A)の組成>
ポリオキシメチレン(A)は、コモノマーユニットの導入量が、オキシメチレン1モル当たり0.25〜1.35モル%である。
より詳細には、上述した工程により得られたポリオキシメチレン(A)中において、オキシメチレン成分aに対し、コモノマー成分であるオキシメチレン成分a以外のオキシアルキレン成分bが挿入されている。
この挿入割合(b/a)が0.25〜1.35モル%であり、好ましくは0.3〜1.3モル%である。
上記挿入割合(b/a)が、上記範囲内であると、搬送用円筒型回転体用部品の生産性を損なうことなく、搬送用円筒型回転体の搬送性、及び耐久性を向上させることができる。
挿入割合(b/a)の定量については、1H−NMR法を用いる。
その手順としては、得られたポリオキシメチレン(A)を、ヘキサフルオロイソプロパノール(HFIP)により濃度1.5質量%となるように24時間かけて溶解させ、この溶解液を用いて1H−NMR解析を行い、オキシメチレン成分aとオキシメチレン成分a以外のオキシアルキレン成分bとの帰属ピ−クの積分値の比率より挿入割合(b/a)を求めることができる。
【0043】
<添加剤>
本実施形態の搬送用円筒型回転体用部品を形成するために用いるオキシメチレン樹脂組成物は、添加剤として、後述するアミン系物質(B)、充填剤(C)を含む。
また、その他の添加剤(D)を含んでいてもよい。
これにより、耐久性、生産性の向上を図ることができる。
【0044】
(B)アミン系物質
上述したポリオキシメチレン(A)に、アミン系物質(B)を添加することにより、本実施形態の搬送用円筒型回転体用部品における良好な生産性が維持できる。
アミン系物質としては、例えば、ナイロン4−6、ナイロン6、ナイロン6−6、ナイロン6−10、ナイロン6−12、ナイロン12等のポリアミド樹脂、及びこれらの重合体、例えば、ナイロン6/6−6/6−10、ナイロン6/6−12等が挙げられる。
また、アクリルアミド及びその誘導体、アクリルアミド及びその誘導体と他のビニルモノマーとの共重合体が挙げられ、例えばアクリルアミド及びその誘導体と他のビニルモノマーとを金属アルコラートの存在下で重合して得られたポリ−β−アラニン共重合体が挙げられる。
【0045】
その他、アミド化合物、アミノ置換トリアジン化合物、アミノ置換トリアジン化合物とホルムアルデヒドの付加物、アミノ置換トリアジン化合物とホルムアルデヒドの縮合物、尿素、尿素誘導体、ヒドラジン誘導体、イミダゾール化合物、イミド化合物を挙げることができる。
アミド化合物の具体例としては、イソフタル酸ジアミドなどの多価カルボン酸アミド、アントラニルアミドが挙げられる。
アミノ置換トリアジン化合物の具体例としては、2,4−ジアミノ−sym−トリアジン、2,4,6−トリアミノ−sym−トリアジン、N−ブチルメラミン、N−フェニルメラミン、N,N−ジフェニルメラミン、N,N−ジアリルメラミン、ベンゾグアナミン(2,4−ジアミノ−6−フェニル−sym−トリアジン)、アセトグアナミン(2,4−ジアミノ−6−メチル−sym−トリアジン)、2,4−ジアミノ−6−ブチル−sym−トリアジン等が挙げられる。
アミノ置換トリアジン類化合物とホルムアルデヒドとの付加物の具体例としては、N−メチロールメラミン、N,N’−ジメチロールメラミン、N,N’,N”−トリメチロールメラミンが挙げられる。
アミノ置換トリアジン類化合物とホルムアルデヒドとの縮合物の具体例としては、メラミン・ホルムアルデヒド縮合物を挙げることができる。
尿素誘導体の具体例としては、N−置換尿素、尿素縮合体、エチレン尿素、ヒダントイン化合物、ウレイド化合物を挙げることができる。
N−置換尿素の具体例としては、アルキル基等の置換基が置換したメチル尿素、アルキレンビス尿素、アリール置換尿素を挙げることができる。
尿素縮合体の具体例としては、尿素とホルムアルデヒドの縮合体等が挙げられる。
ヒダントイン化合物の具体例としては、ヒダントイン、5,5−ジメチルヒダントイン、5,5−ジフェニルヒダントイン等が挙げられる。ウレイド化合物の具体例としては、アラントイン等が挙げられる。
ヒドラジン誘導体としては、ヒドラジド化合物を挙げることができる。
ヒドラジド化合物の具体例としては、ジカルボン酸ジヒドラジドを挙げることができ、更に具体的には、マロン酸ジヒドラジド、コハク酸ジヒドラジド、グルタル酸ジヒドラジド、アジピン酸ジヒドラジド、ピメリン酸ジヒドラジド、スペリン酸ジヒドラジド、アゼライン酸ジヒドラジド、セバチン酸ジヒドラジド、ドデカン二酸ジヒドラジド、イソフタル酸ジヒドラジド、フタル酸ジヒドラジド、2,6−ナフタレンジカルボジヒドラジド等が挙げられる。
イミド化合物の具体例としては、スクシンイミド、グルタルイミド、フタルイミドが挙げられる。
アミン系物質(B)の添加量は、本実施形態の搬送用円筒型回転体用部品における良好な生産性の維持を図るために、上述したポリオキシメチレン(A)に対し0.05〜1.0質量%が好ましく、さらには0.1〜0.5質量%が好ましい。
これらのアミン系物質(B)は、1種類で用いてもよく、2種類以上を組み合わせて用いてもよい。
【0046】
(C)充填剤
オキシメチレン樹脂は、搬送用円筒型回転体用部品の耐久性を高めるため、上記ポリオキシメチレン(A)に充填剤(C)を含むものとする。
この充填剤は、無機系充填剤又は有機系充填剤又はその両方を組み合わせて含んでいてもよい。
無機系充填剤の具体例としては、金属粉(アルミニウム、ステンレス、ニッケル、銀など)、酸化物(酸化ケイ素、酸化鉄、アルミナ、酸化チタン、酸化亜鉛など)、水酸化物(水酸化アルミニウム、水酸化マグネシウム、水酸化カルシウムなど)、珪酸塩(タルク、マイカ、クレイ、ベントナイトなど)、炭酸塩(炭酸カルシウム、炭酸マグネシウム、ハイドロタルサイトなど)、カーボン系物質(カーボンブラック、黒鉛、カーボンファイバーなど)、硫酸塩、窒化ホウ素、窒化珪素等が挙げられる。
有機系充填剤の具体例としては、天然物系(リンター、木材、籾殻、絹、皮革など)や合成系(アラミド、テフロン(登録商標)、ビスコースなど)が挙げられる。
その中でも従来のオキシメチレン樹脂に添加可能な充填剤の中から選択することが好ましい。すなわち、酸性・アルカリ性が強い充填剤をポリオキシメチレン樹脂に添加すると安定性を低下させる可能性があるため、従来オキシメチレン樹脂に添加し商品として実績のある充填剤の中から選ばれることが好ましい。
充填剤の形状は、粉末状、鱗片状、板状、針状、球状、繊維状、テトラポッド状等、いずれでもよく、特に限定されるものではない。
【0047】
充填剤は、樹脂との親和性を向上させるために、公知の表面処理剤を用いてもよい。
表面処理剤としては、例えば、アミノシラン、エポキシシラン等のシランカップリング剤、チタネート系カップリング剤、さらには脂肪酸(飽和脂肪酸、不飽和脂肪酸)、脂環族カルボン酸及び樹脂酸や金属石鹸、樹脂類などが挙げられる。
表面処理剤の添加量としては、充填剤に対して3質量%以下が好ましく、2質量%以下がより好ましい。
特に、円筒型部品の搬送性及び耐久性を高めるためには、モース硬度で1〜6のものが好ましい。
モース硬度とは、基準となる物質に対し、傷をつけるか否かを基準とする硬度である。
よって、モース硬度1〜6とは、滑石は傷つけるが石英は傷つけない硬度である。
その中でもさらに搬送性を高めるために、カーボン系物質の充填剤を含むことが好ましい。
充填剤(C)の添加量は、円筒型部品の生産性を維持し、搬送性及び耐久性を高めるため、ポリオキシメチレン(A)に対し、3〜25質量%が好ましく、さらには5〜20質量%が好ましい。
充填剤(C)は、1種類で用いてもよく、2種類以上を組み合わせて用いてもよい。
【0048】
(D)その他の添加剤
オキシメチレン樹脂組成物は、本実施形態の目的を損なわない範囲で、従来公知のその他の添加剤(D)を含んでもよい。
例えば、酸化防止剤、熱安定剤、ホルムアルデヒドや蟻酸の捕捉剤、耐候(光)剤、滑剤、各種無機充填剤、他の熱可塑性樹脂、柔軟剤、結晶核剤、離型剤、顔料・染料といった外観改良剤等が挙げられる。
【0049】
(オキシメチレン樹脂組成物の製造方法)
オキシメチレン樹脂組成物は、本実施形態の搬送用円筒型回転体用部品を構成する成分であり、上述のように、ポリオキシメチレン(A)、アミン系物質(B)、充填剤(C)を含有し、さらに必要に応じて上記その他の添加剤(D)を含有するものである。
以下においては、ポリオキシメチレン(A)、アミン系物質(B)、充填剤(C)及びその他の添加剤(D)を全て含有するオキシメチレン樹脂組成物の製造方法を例示的に説明する。
上記のポリオキシメチレン(A)、アミン系物質(B)、充填剤(C)及びその他の添加剤(D)の混合は、ポリオキシメチレン(A)の造粒時に、(B)成分〜(D)成分を添加し、溶融混練することにより行ってもよい。
また、(A)成分の造粒後、新たに、ヘンシェルミキサー、タンブラーやV字型ブレンダーを用いて(A)成分〜(D)成分を混合した後、ニーダー、ロールミル、単軸押出機、二軸押出機や多軸押出機を用いて溶融混錬することにより、オキシメチレン樹脂組成物を得ることもできる。
造粒ペレットを用いる場合は、添着剤を用いて分散性を高めてもよい。
かかる添着剤として、例えば、脂肪族炭化水素及び芳香族炭化水素、並びにこれらの変性物及びこれらの混合物、並びにポリオールの脂肪酸エステルが挙げられる。
また、ポリオキシメチレン(A)に対する(B)成分〜(D)成分の分散性を高めるために、混合するポリオキシメチレン(A)のペレットの一部又は全量を粉砕して予め混合した後、溶融混合してもよい。
このときの加工温度は、180〜230℃であることが好ましい。
さらに、品質や作業環境を保持する観点から、不活性ガスによる置換や、一段及び多段ベントで脱気することが好ましい。
【0050】
(オキシメチレン樹脂組成物の物性)
オキシメチレン樹脂組成物のメルトフローレート(MFR)(ASTM1238、温度190℃)は、1.8〜30g/10分であるものとし、好ましくは2.0〜20g/10分である。
例えば、アミン系物質(B)、充填剤(C)及びその他添加剤(D)の添加によるMFRに与える影響に応じて、オキシメチレン樹脂組成物のMFRを1.8〜30g/10分となるように、上述した連鎖移動剤を、ホルムアルデヒド1モル当たりに換算して0.02〜0.10モル%として(A)ポリオキシメチレンを重合することが好ましい。
MFRを上記範囲内とすることにより、搬送用円筒型回転体用部品の生産性を維持し、耐久性を向上することができる。
また、オキシメチレン樹脂組成物の曲げ弾性率(ASTM D790)は、搬送用円筒型回転体用部品の搬送性や耐久性を高めるため、2000〜20000MPaが好ましく、さらには2500〜10000MPaが好ましい。
【0051】
〔搬送用円筒型回転体用部品の製造方法〕
本実施形態の搬送用円筒型回転体用部品の製造方法としては、材料となる従来のオキシメチレン樹脂組成物を用いた多様な公知の成形方法が挙げられる。
成形方法としては、特に制限されないが、例えば、押出成形、射出成形、真空成形、ブロー成形、射出圧縮成形、加飾成形、多色成形、ガスアシスト射出成形、発砲射出成形、低圧成形、超薄肉射出成形(超高速射出成形)、金型内複合成形(インサート成形、アウトサート成形)等の成形方法の何れかによって成形することができる。
特に、生産性の面から、押出成形・射出成形・射出圧縮成形、又は異材を組み合わせる多色成形・金型内複合成形が好ましい。
【0052】
〔搬送用円筒型回転体用部品の使用態様〕
本実施形態の搬送用円筒型回転体用部品は、最大厚みが0.05〜5mmのシート状物の搬送に使用される搬送用円筒型回転体の全部又は一部を構成する。
搬送用円筒型回転体は、面圧が10〜1000kPa、線速が0.5〜10m/secであり、好ましくは、面圧が50〜600kPaで線速が0.5〜10m/sec、より好ましくは線速が1〜8m/secであるものとする。これにより、搬送性及び耐久性のバランスが良好なものとなる。
この場合、面圧とは、対向する回転体と直接あるいは間接に圧接したときの単位面積あたりの荷重をいう。
対向する回転体とは、本実施形態の搬送用円筒型回転用部品によって適宜選択されるものであり、例えば、従動側のローラや、複数のローラ間に架橋されローラの回動により走行するベルト等が挙げられる。
【0053】
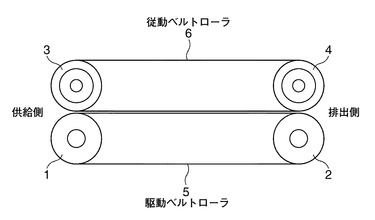
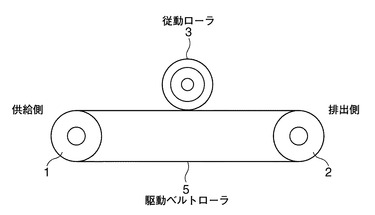
シート状物は、搬送用円筒型回転体と、これと対向する所定の回転体との間に挟んだり、あるいはベルト等の所定の回転体上を走行させたり、搬送用円筒型回転体の稼動により走行する一対のベルト間に挟んだりすることで次の工程に搬送する用途に用いられる。
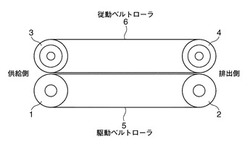
具体的な搬送形態を図4、図5に示す。
なお、搬送用円筒型回転体は、図4、図5中、駆動側のローラ1、2でもよく、従動側のローラ3、4のいずれでもよい。また、対向する所定の回転体とは、搬送用円筒型回転体によって異なり、駆動側のローラ1、2、従動側のローラ3、4、駆動ベルト5、従動ベルト6のうちの所定のものであるとする。
【0054】
搬送用円筒型回転体は、シート状物を搬送するため、所定の対になる回転体や所定のベルト等に接しているが、このとき、搬送性や耐久性を高めるため、対になる所定の回転体やベルトの表面には軟質材を用いることが好ましい。
この軟質材は、曲げ弾性率(ASTM D790)が20〜2000MPaであることが好ましく、さらには50〜1500MPaであることが好ましい。
ここで用いる軟質材の具体例としては、特に限定されないが、ポリアミド系樹脂、オレフィン系樹脂、各種の熱可塑性エラストマー、又は各種のゴムなどが挙げられる。
また、軟質材からなる部品の表面状態は、平滑なものでも、各種シボ加工を施してもかまわない。
【0055】
搬送するシート状物としては、例えば、紙類、シート・テープ、繊維束、プラスチック製のカード類が挙げられる。
紙類としては、例えば紙幣、券、写真類、紙葉類等が挙げられる。
紙質の種類としては、新聞用紙、印刷・情報用紙(非塗工印刷用紙、塗工印刷用紙、微塗工印刷用紙、特殊印刷用紙、情報用紙など)、包装用紙、雑種紙、和紙、板紙などが挙げられる。
搬送性を高めるため、搬送するシート状物の最大厚みは0.05〜5mmで使用される。さらには0.08〜4.5mmで使用されることが好ましい。
【実施例】
【0056】
以下、具体的な実施例と、これとの比較例を挙げて説明するが、本発明は、以下の実施例に限定されるものではない。
先ず、実施例及び比較例の各種評価に用いた装置について説明する。
【0057】
〔搬送評価装置〕
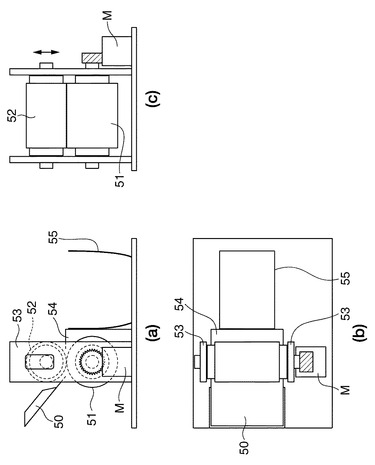
図6(a)〜(c)に、搬送性や耐久性の評価に用いた搬送評価装置の概略図を示す。
図6(a)は、搬送評価装置の右側面図、図6(b)は上面図、図6(c)は供給台を外した状態の正面図を示す。
図6(a)〜(c)に示す搬送評価装置は、所定のシート物を供給する供給台50、評価用ローラ51、従動ローラ52、当該ローラ51及び52を支持する支持体53、シート状物が搬出される搬出台54を具備している。
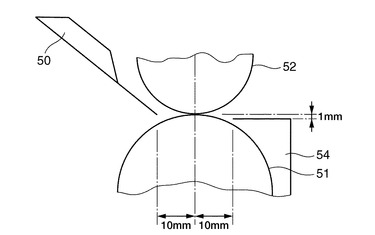
図7は、搬送評価装置を構成する評価用ローラ51と従動ローラ52近傍における要部の概略構成図を示す。
【0058】
(供給台)
シート状物を供給する供給台50は、両端が一部折り返し構造となっており、シート状物のローラ部への供給が容易になっている。
供給台50の材質は、ステンレス製(SUS304)であり、平滑面を有し、シート状物のローラ部への供給角度の調整が可能な構造を有している。
【0059】
(ローラ部)
ローラ部は、支持台53、評価用ローラ51、従動ローラ52、駆動源Mにより構成されている。
評価用ローラ51は、速度可変可能な駆動源M(モーター)が接続されており、ローラの周線速を調整可能になされている。
なお、ローラの周線速は、回転計((株)小野測機社製、ハンドタコメータHT5500)により把握した。
従動ローラ52は、軸に荷重が加えられるようになっており、これにより評価用ローラ51と圧接する部分における面圧を変化させることができる。
面圧は、既存の感圧紙(富士フイルム(株)社製、プレスケール)により把握した。
また評価用ローラ51及び従動ローラ52は、ステンレス製(SUS304)の支持台53より取り外し可能となされており、評価用ローラ51、従動ローラ52の外観確認や質量の計測ができるようになっている。
【0060】
<評価用ローラ>
評価用ローラ51は既存のインサート成形法を用いて作製した。
50℃に予熱したバックアップロールユニット(NTN(株)社製、NKZ10×24×78)を、評価用ローラ51の金型内ローラの軸の位置に設置し、後述する各樹脂組成物を用いて射出成形を行った。
射出成形は、射出成形機((株)日本精鋼所社製、J110AD−180H)を用いて、シリンダー温度200℃、射出圧力80MPa、射出時間35秒、冷却時間25秒、及び金型温度80℃を目安として実施した。
評価用ローラ51は、軸部分にバックアップロールユニットを用いたことにより抵抗の少ない回転を可能にした。
また、評価用ローラは、支持台53により、高さが一定になっている。
その評価用ローラ51の軸の先端部55には、歯車ユニットを取り付けられており、駆動源Mより動力が伝えられるようになっている。
評価用ローラ51を構成する、搬送用円筒型回転体用部品に相当する樹脂ローラ部分の寸法は、外径40mm、幅50mmである。
【0061】
<従動ローラ>
従動ローラ52は、下記(1)〜(3)の3種類を用いた。
上記評価用ローラ51の軸部分に用いた、(1)バックアップロールユニット(曲げ弾性率80000MPa)を使用し硬質材ローラとした。
評価用ローラ51を作製するのと同様に、バックアップロールユニットを従動ローラ52の金型内にインサートし(2)TPU(日本ポリウレタン工業社製、ミラクトランE995/曲げ弾性率300MPa)、又は(3)TPEE(東レ・デュポン(株)社製、ハイトレル5557/曲げ弾性率200MPa)を射出成形して、軟質材ローラを作製した。
従動ローラ52を構成する軟質材よりなる樹脂ローラ部分の寸法は、外径30mm、幅50mmである。
従動ローラ52の軸と支持台53は、図6(c)中、矢印方向に自由に動く形状となっていて、軸に荷重をかけることで、評価用ローラ51と従動ローラ52とが接する部分における圧力が制御できるようになされている。
【0062】
(搬出台)
搬出台54は、シート状物を搬出してくるローラ部近傍の、シート状物の受け台としての機能を有し、直下に備えている搬出容器55にシート状物が入るようになされている。
搬出台54は、供給台50と同様に、ステンレス製(SUS304)であり、平滑な表面を具備している。
【0063】
〔オキシメチレン樹脂組成物(P)の調製〕
(ポリオキシメチレン(A))
ポリオキシメチレン(A)は、以下のようにして調製した。
まず、下記のようにして重合工程を実施した。
熱媒を通すことのできるジャケット付セルフ・クリーニングタイプの二軸パドル型連続混合反応機(スクリュー径3インチ、径に対する長さの比(L/D)=10)を80℃に調整した。
主モノマーとしてトリオキサンを3750g/hr、コモノマーとして1,3−ジオキソラン、かつ、連鎖移動剤としてメチラール(何れも不純物低減処理済のものを用いた。)を、前記連続混合反応機に連続的にフィードした。
重合触媒として三フッ化ホウ素ジ−n−ブチルエーテラートの1質量%シクロヘキサン溶液を、当該触媒がトリオキサン1モルに対して2.0×10-5モルになるように、前記連続混合反応機に添加して重合を行い、重合フレークを得た。
なお、上記重合工程中、目的のオキシメチレン樹脂(P)を得るため、上記連鎖移動剤を2〜5g/hrの範囲、上記コモノマーを20〜250g/hrの範囲となるように調整した。
得られた重合フレークを粉砕した後、トリエチルアミン1%水溶液中に、前記粉砕物を投入して撹拌し、重合触媒を失活させた。
その後、濾過、洗浄及び乾燥を順次行い、粗ポリマーを得た。
得られた粗ポリマーは、粗ポリマー1質量部に対し第4級アンモニウム化合物としてトリエチル(2−ヒドロキシエチル)アンモニウム蟻酸塩を、下記数式(1)を用いて窒素の量に換算した場合に20ppmとなる量相当を添加し、均一に混合した後120℃で3時間乾燥し、乾燥ポリマーを得た。
【0064】
P×14/Q ・・・(1)
(式(1)中、Pは第4級アンモニウム化合物の粗ポリマーに対する濃度(質量ppm)を表し、「14」は窒素の原子量であり、Qは第4級アンモニウム化合物の分子量を表す。)
【0065】
次に、末端安定化及び造粒工程を実施した。
ベント付きスクリュー型二軸押出機(プラスチック工業社製、BT−30、L/D=44、設定温度200℃、回転数80rpm)の前段部分を用いて、得られた乾燥ポリマーを添加し、さらに当該乾燥ポリマー100質量部に対して0.5質量部の水を添加した。
平均滞留時間を1分として、ポリマー末端を安定化させつつ減圧脱気を行った。
次に、上記二軸押出機の後段部分にあるサイドフィーダーから、上記乾燥ポリマー100質量部に対し、酸化防止剤としてトリエチレングリコール−ビス−[3−(3−t−ブチル−5−メチル−4−ヒドロキシフェニル)−プロピオネート]を0.2質量部の割合で供給した。
平均滞留時間を1分として、供給した材料を溶融混合した後、造粒を行った。
造粒後、80℃で3時間乾燥し、ポリオキシメチレン(A)のペレットを得た。
なお、材料の投入からポリオキシメチレン(A)のペレットを採取するまで、酸素の混入を防止し、上記一連の操作を行った。
得られたポリオキシメチレン(A)は、溶媒であるヘキサフルオロイソプロパノール(HFIP)−d2(D化率97%、和光純薬98%assay)中に、24時間かけて溶解させることにより、ポリオキシメチレン(A)の1.5質量%溶液を調製した。
【0066】
JEOL−400核磁気共鳴分光計(1H:400MHz)を用い、55℃及び積算回数500回の条件下、上記のポリオキシメチレン(A)の1.5質量%溶液を検体として、オキシメチレン成分aと、当該成分aを除くオキシアルキレン成分bとの帰属ピークを積分した。
このようにして、導入割合(b/a)を求めた。
なお、後述する参考例で用いた市販の標準グレード(テナックC4520、旭化成ケミカルズ(株)社製)を同様の方法で測定したところ、b/aは1.35より大きかった。
【0067】
(アミン系物質(B))
アミン系物質(B)として、下記(B−1)と(B−2)を挙げる。
それぞれの物質は、粉砕・分級などを行い、100μm以下に調整した。
(B−1):ポリアミド66(旭化成ケミカルズ(株)社製、NA100)
(B−2):2、4、6−トリアミノ−1,3,5−トリアジン(日産化学工業(株)社製、メラミン)
【0068】
(充填剤(C))
充填剤(C)として、下記(C−1)〜(C−8)を使用した。
(C−1):カーボンファイバー(三菱レイヨン(株)社製、パイロフィルTR30S3L/エポキシシラン0.1%処理チョップドファイバー;モース硬度1〜6)
(C−2):PTFE(ダイキン工業(株)社製、ルブロンL−5;モース硬度1未満)
(C−3):珪石((有)竹折工業所社製、シリカフラワーM;モース硬度7以上)
(C−4):タルク(日本タルク(株)社製、MS;モース硬度1〜6)
(C−5):炭酸カルシウム(白石カルシウム社製、ライトンS−4;モース硬度1〜6)
(C−6):黒鉛(昭和電工(株)社製、UF−G30;モース硬度1〜6)
(C−7):ケッチェンブラック(ライオン(株)社製、ケッチェンブラックEC300JD;モース硬度1〜6)
(C−8):アセチレンブラック(電気化学工業(株)社製、デンカブラック;モース硬度1〜6)
【0069】
(オキシメチレン樹脂組成物(P)の製造)
上記の材料を、下記表1に示す組成に従って配合し、ヘンシェルミキサーを用いて均一に混合した。
ベント付きスクリュー型二軸押出機(プラスチック工業社製、BT−30、L/D=44、設定温度200℃、回転数80rpm)を用いて、この混合物を溶融混合し、造粒を行い、オキシメチレン樹脂組成物(P1〜P26)を得た。
造粒中にオキシメチレン樹脂組成物を、下記に示す方法により評価した。
得られたオキシメチレン樹脂組成物のペレットは、メルトインデクサ(東洋精機(株)社製、F−W01)を用いてメルトフローレート(ASTM1238、温度190℃)を測定した。
オキシメチレン樹脂組成物のメルトフローレートを下記表1に示した。
【0070】
【表1】

【0071】
〔評価項目〕
(搬送用円筒型回転体用部品の生産性の評価)
搬送用円筒型回転体用部品の生産性の評価を、上述のようにして製造したオキシメチレン樹脂組成物の生産性及び上述のようにして製造した評価用ローラ51の品質評価により行った。
<オキシメチレン樹脂組成物の生産性評価>
オキシメチレン樹脂組成物の生産性評価は、押出機のトルクを25アンペアで一定となるように調整して造粒したときの、オキシメチレン樹脂組成物の単位時間当たりの平均造粒量、ストランドの状態、並びにペレットの外観及び臭気により、総合的に行った。
評価基準としては、オキシメチレン樹脂組成物の代わりに、市販の標準グレード(テナックC4520)を、同様に押出し機に通したときの生産性の評価と比較して、以下のように規定した。
当該比較用の生産性評価に比して、同等のレベルであった場合を○、若干低下する場合を△、明らかに低下する場合を×として、オキシメチレン樹脂組成物の生産性評価を行った。
なお、上記「若干低下」とは、市販の標準グレードと比較した場合、単位時間当たりの平均造粒量の低下が20%〜40%以内でありストランドにフクレや切れがなく安定して巻き取りが可能であり、ペレットの外観は多少の切子や臭気があるものの作業性を低下させない状態を言う。
上記「明らかに低下」とは、市販の標準グレードと比較した場合、単位時間当たりの平均造粒量の低下が40%より大きい場合、又は、ストランドにフクレや切れが発生して巻き取りが不安定になることがある場合、又は、ペレットの外観(色や形状)が悪い又は臭気が強く作業性に影響を与える場合である。
【0072】
<搬送用円筒型回転体用部品の品質評価>
表1中の各オキシメチレン樹脂組成物(P1〜P26)を用いて作製した上記評価用ローラ51の品質(成形品の外観(シルバーやフローマークなど)や色差など)を目視で確認し、評価した。
外観に問題ない場合を○、若干の不良が確認された場合を△、明らかに不良が確認された場合を×として評価を行った。
評価は円筒型部品サンプル5つの平均をとることにより行った。
【0073】
(搬送性及び耐久性の評価)
搬送性及び耐久性の評価は、上記に説明したシート状物の搬送評価装置を用いて、幅30mm長さ60mmのシート状物1000枚を1枚/秒で搬送したときの効率とその推移、及び搬送前後の評価用ローラの質量変化と装置外観により行った。
評価に用いたシート状物は、下記の紙類(S−1)〜(S−5)とした。
この最大厚みは、5点(横長に配置したときの中央、右上、右下、左上、左下)をマイクロメータ((株)ミツトヨ社製、デジマチック標準外側タイプ)を用いて、厚み測定したときの最大値とした。
(S−1):トレーシングペーパー(三菱製紙(株)社製、艶消しタイプ、0.045mm)
(S−2):再生上質紙(日本製紙(株)社製、0.085mm)
(S−3):ボール紙(加賀製紙(株)社製、0.65mm)
(S−4):(S−3)を6枚のりで貼り合わせたもの(4.1mm)
(S−5):(S−3)を10枚のりで貼り合わせたもの(6.9mm)
【0074】
<搬送性>
搬送性の評価は、後述する(1)シート状物の搬送効率と、(2)搬送不良率の推移により行なった。
搬送効率と搬送不良率は、以下の式により算出した。
搬送性の評価は3回行い、その平均により評価した。
搬送効率(%)
=(搬出容器に入ったシート状物の数)/(搬送したシート状物の数)×100・・・(I)
搬送不良率(%)=100−搬送効率・・・(II)
【0075】
(I)搬送効率
各オキシメチレン樹脂を用いて評価用ローラを作製し、紙類の搬送性評価を行い、上記の式(I)より搬送効率を求めた。
この値が、98%以上の場合を◎、96%以上98%未満の場合を〇、94以上96%未満(テナックC4520と同等/テナックC4520の搬送効率は「95%」)の場合を◇、94%未満の場合を×とした。
【0076】
(II)搬送不良率推移
各オキシメチレン樹脂を用いて評価用ローラを作製し、紙類の搬送評価を行い、1〜100枚、101〜200、301〜400枚、・・・、901〜1000枚と搬送するときの、それぞれの搬送不良率(m1−m2−m3−・・・−m10)を確認し、これらの推移を調べた。
この搬送不良率を座標にプロット((50,m1)、(150,m2)、(250,m3)、・・・、(950,m10))し、この点から最小二乗法により近似線を求め、その傾きにより搬送不良率推移の評価を行った。
この傾きが0.003未満の場合を◎、0.003%以上0.007%未満の場合を〇、0.007%以上0.011%未満(テナックC4520と同等/テナックC4520の不良率は(1−2−1−2−5−7―7−8−8−7)で、搬送不良率の推移は「0.009」)の場合を◇、0.011%以上の場合を×とした。
【0077】
<耐久性>
耐久性(長期運転性)の評価は、下記の(1)評価用ローラの質量変化と、(2)状態等の観察により行った。
(1)評価用ローラの質量変化
上述した3回の搬送性評価が終了した後に、評価前後における評価用ローラの質量の変化を測定した。
搬送性評価前後における評価用ローラを構成する樹脂ローラ部分の質量変化が、20ppm未満の場合を◎、20ppm以上35ppm未満の場合を〇、35ppm以上55ppm未満(テナックC4520と同等/テナックC4520の質量変化は「45ppm」)の場合を◇、55ppm以上の場合を×とした。
【0078】
(2)状態等の観察
上記質量変化以外に、搬送性評価前後における評価用ローラの外観や作動音の変化、搬送されたシート状物の状態等の観察を行い、耐久性の評価とした。
テナックC4520(旭化成ケミカルズ(株)社製 商品名)を使用して評価用ローラを作製したときの状態等の観察結果と比較して、よいレベルであった場合を◎、同等レベルであった場合を◇、若干低下する場合を△、明らかに低下する場合を×として、評価を行った。
【0079】
〔実施例1〜5〕、〔比較例1〜6〕、〔参考例〕
実施例1〜5、比較例1〜6及び参考例の評価条件及び評価結果を下記表2に示す。
各例は、テナックC4520(旭化成ケミカルズ(株)社製 商品名)と、上記表1に記載のオキシメチレン樹脂組成物を用いて樹脂ローラ部を形成した評価用ローラを用いて、評価を実施した。なお、従動ローラには、上記<従動ローラ>の項目中に記載した(2)TPU(日本ポリウレタン工業社製、ミラクトランE995/曲げ弾性率300MPa)製の軟質材ローラを用いた。
【0080】
【表2】
【0081】
上記表2に示すように、実施例1〜3、比較例1、2及び参考例の評価結果から、本実施形態のコモノマーユニットのオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、優れた生産性を維持できることが分かった。
規定のコモノマーユニットより少なくなると、ペレットの生産性及び安定性は低下し、搬送用円筒型回転体用部品の品質は劣ることが分かった。
また、規定のコモノマーユニットより多くなると、重合反応が著しく遅くなり評価サンプルを得ることが困難であることが分かった。
実施例2、比較例3及び参考例の評価結果から、アミン系物質を含んだオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、優れた生産性を維持できることが分かった。アミン系物質を含まないと、ペレットの生産性及び安定性は低下し、搬送用円筒型回転体用部品の品質が劣ることが分かった。
実施例2、比較例4及び参考例の評価結果から、充填剤を含んだオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、優れた搬送性及び耐久性を発現することが分かった。充填剤を含まないと、搬送効率が低下し、質量変化及び状態等が劣ることが分かった。
実施例2、比較例5、6及び参考例の評価結果から、本実施形態のメルトフローレートのオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、優れた生産性と耐久性のバランスを示すことが分かった。規定のメルトフローレートより小さいと、ペレットの生産性は低下し、搬送用円筒型回転体用部品の品質が劣ることが分かった。また、規定のメルトフローレートより大きいと、搬送用円筒型回転体用部品の状態等(特に音の変化)が劣ることが分かった。
【0082】
〔実施例2、6〜11〕、〔比較例7〜12〕
実施例6〜11、比較例7〜12の評価条件及び評価結果を下記表3に示す。
各例は、上記表1に記載のオキシメチレン樹脂(P3)からなる評価用ローラを用いて、評価を実施した。
【0083】
【表3】
【0084】
上記表3に示すように、実施例2、6、7、比較例7、8及び参考例の評価結果から、本発明にあるシート状物質の搬送において、本実施形態の搬送用円筒型回転体用部品は、優れた搬送性及び耐久性を発現することが分かった。
シート状物の厚みが規定の範囲から外れると搬送効率が低下し、状態等が劣ることが分かった。
実施例2、8、9、比較例9、10及び参考例の評価結果から、本発明にあるシート状物質の搬送条件において、本実施形態の搬送用円筒型回転体用部品は優れた搬送性及び耐久性を発現することが分かった。また、面圧が規定の範囲より小さくなると、搬送効率が低下することが分かった。また規定範囲より大きくなると、質量変化及び状態等が劣ることが分かった。
実施例2、10、11、比較例11、12及び参考例の評価結果から、本発明にあるシート状物質の搬送条件において、本実施形態の搬送用円筒型回転体用部品は優れた搬送性及び耐久性を発現することが分かった。搬送用円筒型回転体用部品を具備する搬送用円筒体の線速が規定の範囲より小さいと状態等が劣ることが分かった。また規定範囲より大きくなると、搬送効率が低下し、質量変化及び状態等が劣ることが分かった。
【0085】
〔実施例2、12〜16〕、〔比較例3〕、〔参考例〕
実施例12〜16の評価条件及び評価結果を下記表4に示す。
各例は、上記表1に記載のオキシメチレン樹脂組成物を用いて樹脂ローラ部を形成した評価用ローラを用いて、評価を実施した。
これらの評価結果から、好ましい量のアミン系物質を含んだオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、優れた生産性を維持できることが分かった。また、アミン系物質を変えても性能は変らないことが分かった。
【0086】
〔実施例2、17〜26〕、〔比較例4〕、〔参考例〕
実施例17〜26の評価条件及び評価結果を下記表4に示す。
各例は、上記表1に記載のオキシメチレン樹脂組成物を用いて樹脂ローラ部を形成した評価用ローラを用いて、評価を実施した。
これらの評価結果から、好ましい量の充填剤を含んだオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、優れた生産性を維持できることが分かった。
また、好ましいモース硬度の充填剤を含んだオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、優れた耐久性を示すことが分かった。
またさらには、カーボン系の充填剤を含むオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、より優れた搬送性を示すことが分かった。
【0087】
〔実施例2、27、28〕
実施例27、28の評価条件及び評価結果を下記表4に示す。
各例は、上記表1に記載のオキシメチレン樹脂組成物(P3)を用いて樹脂ローラ部を形成した評価用ローラを用いて、評価を実施した。
また、実施例27は従動ローラに、上記<従動ローラ>の項目に記載した(3)TPEE(東レ・デュポン(株)社製ハイトレル5557/曲げ弾性率200MPa)の軟質材ローラを、実施例28は従動ローラに、上記<従動ローラ>の項目に記載した(1)バックアップロールユニット(曲げ弾性率80000MPa)の硬質材ローラを用いて行った。
実施例2、27、28の評価結果から、シート状物質の搬送において、本実施形態の搬送用円筒型回転体用部品は、対向する従動ローラとして軟質材よりなる部品を用いることにより一層優れた性能を示すことが分かった。また、相手材の軟質材の種類が変っても、搬送性や耐久性は変らないことが分かった。
【0088】
【表4】
【産業上の利用可能性】
【0089】
本発明は、ギア、プーリー、ローラ、コロ、リール、ボビン、シャフト、関節、軸、軸受け及びガイド、アウトサート成形の樹脂部品、インサート成形の樹脂部品、搬送機器、検査機器、巻取機器、分別機及び通信機器などからなる群より選択される1種以上の機器の部品、オフィスオートメーション機器、カメラ、ビデオ機器、自動販売機、券売機、ATM、自動改札機、金銭機器、手紙等を扱う紙葉機器などの周辺部品として、産業上の利用可能性を有する。
【符号の説明】
【0090】
1,2 駆動側のローラ
3,4 従動側のローラ
5 駆動ベルト
6 従動ベルト
50 供給台
51 評価用ローラ
52 従動ローラ
53 支持体
54 搬出台
55 搬出容器
【技術分野】
【0001】
本発明は、搬送用円筒型回転体用部品に関する。
【背景技術】
【0002】
オキシメチレン樹脂は、機械物性と成形加工性とのバランスが良好であるため、機械部品、自動車部品及び電機・電子部品のような広範囲の用途に用いられている。
例えば、ローラやプーリー、軸受けなどの円筒型の回転機構部品に使用され、具体的には、当該樹脂の耐久性を活用したVベルトローラ、摺動性を活用したテープガイドやローラ軸受け、並びに耐薬品性を活用した洗浄用ローラ等に使用されている。
近年では、シャフトとの摺動性と、搬送対象物に対する耐摩耗性や耐傷性を高めるため、例えば、軸受け摺動部をオキシメチレン樹脂として、外周部分がその他の熱可塑性樹脂により構成されるローラ、及びその製造方法についての提案がなされている(例えば、特許文献1参照。)。
【0003】
また、回転機構部品の特性をさらに高めるため、オキシメチレン樹脂に所定の添加剤等が含有された成形品や部品が提案されている。
例えば、プレスローラの軸受け部にガラス繊維入りのアセタール樹脂を用いる画像形成装置及び用紙送り機構(例えば、特許文献2参照。)や、アイドラローラを導電性ポリアセタール、搬送ローラを導電性シリコンゴムで構成している画像形成装置が挙げられる(例えば、特許文献3参照。)。
【0004】
また、搬送性能を高めるためのローラの組み合わせについても、種々の提案がなされている。
例えば、従動ローラがアセタール樹脂、駆動ローラがエチレン・プロピレン・非共役ジエンのランダム共重合体ゴムによって形成されている用紙後処理装置(例えば、特許文献4参照。)や、所定の基準硬さを有する材質による第1ローラ、第1ローラよりも軟らかい材質による第2ローラ、上記第1ローラよりも硬い材質により構成された第3ローラを備える用紙カール矯正装置(例えば、特許文献5参照。)が挙げられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−157166号公報
【特許文献2】特開2008−30355号公報
【特許文献3】特開2008−254932号公報
【特許文献4】特開平11−258881号公報
【特許文献5】特開2005−41614号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1〜5に開示されている各種のオキシメチレン樹脂を用いた各種部材は、特定のシート状物を搬送する際の搬送性及び耐久性に関して、未だ改良の余地がある。
そこで本発明においては、実用上十分な生産性を確保しながら、高い搬送性及び優れた耐久性を実現可能な搬送用円筒型回転体用部品を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決するために鋭意検討を重ねた結果、シート状物を特定の条件で搬送するとき、特定のオキシメチレン樹脂組成物を含有する搬送用円筒型回転体用部品を用いることにより、高い搬送性と優れた耐久性を有していることを見出し、本発明を完成させるに至った。
すなわち、本発明は、以下の通りである。
【0008】
〔1〕
対向する回転体と面圧10〜1000kPaで圧接しながら、線速0.5〜10m/secで回動する搬送用円筒型回転体を具備し、最大厚みが0.05〜5mmのシート状物を、前記回動によって搬送する搬送装置を構成する前記搬送用円筒型回転体の一部又は全部である搬送用円筒型回転体用部品であって、
前記搬送用円筒型回転体用部品は、
コモノマーユニットの導入量が、オキシメチレン1モル当たり0.25〜1.35モル%であるポリオキシメチレン(A)、
アミン系物質(B)、
充填剤(C)、
を含み、
かつメルトフローレートが1.8〜30g/10分であるオキシメチレン樹脂組成物により構成されている搬送用円筒型回転体用部品。
【0009】
〔2〕
前記オキシメチレン樹脂組成物は、
前記ポリオキシメチレン(A)に対し、前記アミン系物質(B)を0.05〜1.0質量%含有している前記〔1〕に記載の搬送用円筒型回転体用部品。
【0010】
〔3〕
前記オキシメチレン樹脂組成物は、
前記ポリオキシメチレン(A)に対し、前記充填剤(C)を3〜25質量%含有している前記〔1〕又は〔2〕に記載の搬送用円筒型回転体用部品。
【0011】
〔4〕
前記充填剤(C)のモース硬度が1〜6である前記〔1〕乃至〔3〕のいずれか一に記載の搬送用円筒型回転体用部品。
【0012】
〔5〕
前記充填剤(C)がカーボンを含んでいる前記〔1〕乃至〔4〕のいずれか一に記載の搬送用円筒型回転体用部品。
【0013】
〔6〕
前記搬送用円筒型回転体用部品は、
押出成形、射出成形、射出圧縮成形、多色成形、金型内複合成形からなる群のうちのいずれかの方法により製造されたものである前記〔1〕乃至〔5〕のいずれか一に記載の搬送用円筒型回転体用部品。
【0014】
〔7〕
前記搬送用円筒型回転体用部品は、
軟質材よりなる部品と接触した状態で、前記シート状物の搬送に用いられる前記〔1〕乃至〔6〕のいずれか一に記載の搬送用円筒型回転体用部品。
【0015】
〔8〕
前記軟質材は、曲げ弾性率が、20〜2000MPaである前記〔7〕に記載の搬送用円筒型回転体用部品。
【0016】
〔9〕
前記シート状物が紙類である前記〔1〕乃至〔8〕のいずれか一に記載の搬送用円筒型回転体用部品。
【0017】
〔10〕
前記紙類が、紙幣、券、写真、紙葉からなる群より選ばれるいずれかである前記〔9〕に記載の搬送用円筒型回転体用部品。
【0018】
〔11〕
前記搬送用円筒型回転体用部品が、
ギア、プーリー、ローラ、コロ、リール、ボビン、シャフト、関節、軸、軸受け、ガイド、及びこれらの一部からなる群より選ばれるいずれかである前記〔1〕乃至〔10〕のいずれか一に記載の搬送用円筒型回転体用部品。
【発明の効果】
【0019】
本発明によれば、実用上十分な生産性を確保しつつ、特定条件のシート状物の搬送性、耐久性について改良が図られた搬送用円筒型回転体用部品が得られる。
【図面の簡単な説明】
【0020】
【図1】(a)本実施形態の搬送用円筒型回転体用部品の一例の概略正面図を示す。(b)本実施形態の搬送用円筒型回転体用部品の一例の概略右側面図を示す。
【図2】(a)本実施形態の搬送用円筒型回転体用部品の他の一例の概略正面図を示す。(b)本実施形態の搬送用円筒型回転体用部品の他の一例の概略右側面図を示す。
【図3】(a)本実施形態の搬送用円筒型回転体用部品の他の一例の概略正面図を示す。(b)本実施形態の搬送用円筒型回転体用部品の他の一例の概略右側面図を示す。
【図4】搬送装置の一例の要部の概略構成図を示す。
【図5】搬送装置の他の一例の要部の概略構成図を示す。
【図6】(a)実施例及び比較例の評価に用いた搬送装置の概略右側面図を示す。(b)実施例及び比較例の評価に用いた搬送装置の概略上面図を示す。(c)実施例及び比較例の評価に用いた搬送装置の概略正面図を示す。
【図7】実施例及び比較例の評価に用いた搬送装置の要部の概略構成図を示す。
【発明を実施するための形態】
【0021】
以下、本発明を実施するための形態(以下、「本実施形態」と言う。)について、図を参照して説明する。
本発明は、以下の記載に限定されるものではなく、その要旨の範囲内で種々変形して実施できる。
なお、図面中、同一の要素には同一の符号を付し、重複する説明を省略する。また、上下左右等の位置関係は、特に断らない限り、図面に示す位置関係に基づくものとし、さらに図面の寸法比率は、図示の比率に限定されるものではない。
【0022】
本実施形態の搬送用円筒型回転体用部品、当該搬送用円筒型回転体用部品の製造方法、使用態様について、順次説明する。
〔搬送用円筒型回転体用部品〕
本実施形態の搬送用円筒型回転体用部品は、
対向する回転体と面圧10〜1000kPaで圧接しながら、線速0.5〜10m/secで回動する搬送用円筒型回転体とを具備し、最大厚みが0.05〜5mmのシート状物を、前記回動によって搬送する搬送装置を構成する前記搬送用円筒型回転体の一部又は全部である。
当該搬送用円筒型回転体用部品は、
コモノマーユニットの導入量が、オキシメチレン1モル当たり0.25〜1.35モル%であるポリオキシメチレン(A)、アミン系物質(B)、充填剤(C)を含み、かつメルトフローレートが1.8〜30g/10分であるオキシメチレン樹脂組成物により構成されている。
【0023】
本実施形態の搬送用円筒型回転体用部品は、作業性や機能性の改善を目的として、異材のインサート部及び/又は異材との接合部を有していてもよい。
本実施形態の搬送用円筒型回転体用部品は、オキシメチレン樹脂組成物が優れた生産性を有し、さらには加工性にも優れていることから、複雑な形状に成形したり、後加工したりすることが容易であり、搬送性や耐久性を一層優れたものとすることができる。
また、本実施形態の搬送用円筒型回転体用部品の表面状態は、平滑なものでも、各種シボ加工を施したものであってもよい。
【0024】
本実施形態の搬送用円筒型回転体用部品の具体的な概略構成図を図1〜図3に示す。
なお、図1(a)〜図3(a)は、それぞれ搬送用円筒型回転体用部品の概略正面図を示し、図1(b)〜図3(b)は、それぞれ概略右側面図を示す。
これらの搬送用円筒型回転体用部品は、図1(a)〜図3(a)の概略正面図中の破線部に示す所定の中空部を有しており、当該中空部に例えば軸を通し、軸中心に回転可能になされる。
【0025】
(搬送用円筒型回転体用部品の組成)
本実施形態の搬送用円筒型回転体用部品は、後述するオキシメチレン樹脂組成物により構成されている。
オキシメチレン樹脂組成物は、下記のポリオキシメチレン(A)を主成分とする。
ここで、「主成分」とは、ポリオキシメチレン(A)を、前記オキシメチレン樹脂組成物中の70質量%含有することを言い、好ましくは75質量%以上含有することである。
【0026】
(オキシメチレン樹脂組成物)
オキシメチレン樹脂組成物は、コモノマーユニットの導入量が、オキシメチレン1モル当たり0.25〜1.35モル%であるポリオキシメチレン(A)、アミン系物質(B)、 充填剤(C)を含有している。
【0027】
<ポリオキシメチレン(A)>
ポリオキシメチレン(A)は、下記の(1)重合工程及び(2)末端安定化及び造粒工程により製造できる。
(1)重合工程
ポリオキシメチレン(A)とは、オキシメチレン基を主鎖に有し、分子中に炭素数2以上のオキシアルキレンユニットを有する重合体である。
重合形態は、目的とするポリオキシメチレン(A)のコモノマーユニットの導入量が、オキシメチレン1モル当たり0.25〜1.35モル%であるという条件を満たせばよく、公知の重合法(例えば、US−A−3027352、US−A−3803094、DE−C−1161421、DE−C−1495228、DE−C−1720358、DE−C−3018898、特開昭58−98322号公報、及び特開平7−70267号公報に記載)を用いることができる。かかる重合工程により、ポリオキシメチレン(A)の粗ポリマーが得られる。
【0028】
重合工程において用いるモノマー等の材料を下記に説明する。
[モノマー]
主モノマーとしては、ホルムアルデヒド又はその3量体であるトリオキサンもしくは4量体であるテトラオキサン等の環状オリゴマーを用いることが好ましい。
ここで、本明細書における「主モノマー」とは、全モノマー量に対して50質量%以上含有されているモノマー成分をいう。
【0029】
[コモノマー]
コモノマーとしては、分子中に炭素数2以上のオキシアルキレンユニットを有する環状エーテル化合物を用いることが好ましい。
かかる環状エーテル化合物としては、例えば、エチレンオキシド、プロピレンオキシド、1,3−ジオキソラン、1,3−プロパンジオールホルマール、1,4−ブタンジオールホルマール、1,5−ペンタンジオールホルマール、1,6−ヘキサンジオールホルマール、ジエチレングリコールホルマール、1,3,5−トリオキセパン、1,3,6−トリオキオカン、及び分子に分岐又は架橋構造を構成しうるモノ−又はジ−グリシジル化合物からなる群より選ばれる1種の化合物又は2種以上の混合物が、好適なものとして挙げられる。
【0030】
ポリオキシメチレン(A)を重合する際において、主モノマー及びコモノマーには、水、メタノール及び蟻酸等の重合反応中の重合停止作用及び連鎖移動作用を有する不純物を極力含まないものを用いることが好ましい。
不純物を極力含まない主モノマー及びコモノマーを用いることにより、想定していない連鎖移動反応を回避でき、これにより所望の分子量を有するポリマーが得られる。
特に、ポリマー末端基に水酸基を誘導する不純物の含有量は、全モノマー量に対して、好ましくは30質量ppm以下、より好ましくは10質量ppm以下、さらに好ましくは3質量ppm以下であるものとする。
所望の低不純物の主モノマー及びコモノマーを得るための方法としては、公知の方法(例えば、主モノマーについては、特開平3−123777号公報や特開平7−33761号公報、コモノマーについては、特開昭49−62469号公報や特開平5−271217号公報に記載)を用いることができる。
【0031】
[連鎖移動剤]
上記重合工程においては、連鎖移動剤を用いる。
連鎖移動剤としては、例えば、アルキル基がメチル、エチル、プロピル、イソプロピル及びブチル等の低級脂肪族アルキル基であるホルムアルデヒドのジアルキルアセタール及びそのオリゴマー、並びにメタノール、エタノール、プロパノール、イソプロパノール及びブタノール等の低級脂肪族アルコールを用いることが好ましい。
長鎖分岐ポリオキシメチレン(A)を得るためには、ポリエーテルポリオール、及びポリエーテルポリオールのアルキレンオキサイド付加物を用いることが好ましい。
また、連鎖移動剤は、ヒドロキシル基、カルボキシル基、アミノ基、エステル基及びアルコキシ基からなる群より選択される1種以上の基を有する重合体を用いてもよい。
さらに上記連鎖移動剤は、一種のみを用いてもよく、二種以上を使用してもよい。いずれの場合においても、不安定末端数の少ないものが好ましい。
【0032】
[重合触媒]
重合工程に用いる重合触媒としては、ルイス酸、プロトン酸、及びプロトン酸のエステル又は無水物等の、カチオン活性触媒が好ましい。
ルイス酸としては、特に限定されないが、例えば、ホウ酸、スズ、チタン、リン、ヒ素及びアンチモンのハロゲン化物が挙げられる。具体的には、三フッ化ホウ素、四塩化スズ、四塩化チタン、五フッ化リン、五塩化リン及び五フッ化アンチモン、並びにそれらの錯化合物又は塩が挙げられる。
また、プロトン酸、そのエステル又は無水物の具体例としては、特に限定されないが、パークロル酸、トリフルオロメタンスルホン酸、パークロル酸−3級ブチルエステル、アセチルパークロラート、及びトリメチルオキソニウムヘキサフルオロホスフェートが挙げられる。必要に応じて、例えば特開平05−05017号報の記載にある末端ホルメート基の生成を低減するような共触媒を併用してもよい。これらの中でも、三フッ化ホウ素;三フッ化ホウ素水和物;酸素原子又は硫黄原子を含む有機化合物と三フッ化ホウ素との配位錯化合物が好ましく、三フッ化ホウ素ジエチルエーテル、三フッ化ホウ素ジ−n−ブチルエーテルがより好ましい。
重合触媒の使用量は、例えばトリオキサンと環状エーテル及び/又は環状ホルマールを用いる場合、モノマーの合計量1モルに対して、1×10-6モル〜1×10-3モルが好ましく、5×10-6モル〜1×10-4モルがより好ましい。
重合触媒の使用量が上記範囲内であると、重合時の反応安定性や得られる成形体の熱安定性がより向上する。
【0033】
重合触媒は、重合工程後、触媒中和失活剤を含む水溶液又は有機溶剤溶液中に重合物を投入し、スラリー状態で一般的には数分〜数時間攪拌することにより失活させることができる。
触媒中和失活剤としては、特に限定されないが、例えば、アンモニア、トリエチルアミン及びトリ−n−ブチルアミン等のアミン類、並びにアルカリ金属及びアルカリ土類金属の水酸化物、無機酸塩、並びに有機酸塩からなる群より選択される1種以上が挙げられる。
また、アンモニア及びトリエチルアミン等の蒸気とポリオキシメチレン(A)とを接触させて重合触媒を失活させる方法や、ヒンダードアミン類、トリフェニルホスフィン及び水酸化カルシウムのうち少なくとも一種と混合機で接触させることにより触媒を失活させる方法も用いることができる。
【0034】
(2)末端安定化及び造粒工程
上述した(1)重合工程により得られたポリオキシメチレンの粗ポリマーに含まれる不安定末端部分を分解除去することによって、オキシメチレン樹脂組成物を構成するポリオキシメチレン(A)が得られる。
粗ポリマーに含まれる不安定末端部分の分解除去方法としては、特に限定されないが、例えば、ベント付き単軸スクリュー式押出機やベント付き2軸スクリュー式押出機等を用いて、公知の塩基性物質である後述する分解除去剤の存在下、粗ポリマーを溶融して不安定末端部分を分解除去する方法が挙げられる。
末端安定化における溶融混練を行う場合には、品質や作業環境の保持のために、不活性ガスによる置換、並びに一段及び多段ベントによる脱気をすることが好ましい。
溶融混練の際の温度は、ポリオキシメチレン(A)の融点以上260℃以下とすることが好ましい。
さらに、通常のオキシメチレン樹脂に添加することの可能な公知の安定剤を加えながら溶融混合し、造粒を行うことが好ましい。
【0035】
粗ポリマーに含まれる安定末端部分の分解除去に用いる分解除去剤としては、例えば、アンモニア、トリエチルアミン及びトリブチルアミン等の脂肪族アミン、並びに水酸化カルシウム等のアルカリ金属又はアルカリ土類金属の水酸化物、無機弱酸塩及び有機弱酸塩等の、公知の塩基性物質が挙げられる。
上記分解除去剤の中でも、下記一般式(1)で表される、少なくとも一種の第4級アンモニウム化合物が好ましい。
かかる第4級アンモニウム化合物を用いて、熱的に不安定な末端を処理する方法が好適に利用できる。
【0036】
[R1R2R3R4N+]nXn- ・・・(1)
前記式(1)中、R1、R2、R3及びR4は、各々独立して、炭素数1〜30の非置換アルキル基又は置換アルキル基;炭素数6〜20のアリール基;炭素数1〜30の非置換アルキル基又は置換アルキル基が少なくとも1個の炭素数6〜20のアリール基で置換されたアラルキル基;炭素数6〜20のアリール基が少なくとも1個の炭素数1〜30の非置換アルキル基又は置換アルキル基で置換されたアルキルアリール基からなる群より選ばれるいずれかを表す。
上記の非置換アルキル基又は置換アルキル基は、直鎖状、分岐状、環状のいずれであってもよい。
上記の非置換アルキル基、アリール基、アラルキル基、及びアルキルアリール基は、水素原子がハロゲンで置換されてもよい。
nは1〜3の整数を表す。
Xは、水酸基、又は炭素数1〜20のカルボン酸、水素酸、オキソ酸無機チオ酸、炭素数1〜20の有機チオ酸からなる群より選ばれるいずれかの酸残基を表す。
【0037】
上記第4級アンモニウム化合物としては、特に限定されないが、例えば、テトラメチルアンモニウム、テトラエチルアンモニウム、テトラプロピルアンモニウム、テトラ−n−ブチルアンモニウム、セチルトリメチルアンモニウム、テトラデシルトリメチルアンモニウム、1,6−ヘキサメチレンビス(トリメチルアンモニウム)、デカメチレン−ビス−(トリメチルアンモニウム)、トリメチル−3−クロロ−2−ヒドロキシプロピルアンモニウム、トリメチル(2−ヒドロキシエチル)アンモニウム、トリエチル(2−ヒドロキシエチル)アンモニウム、トリプロピル(2−ヒドロキシエチル)アンモニウム、トリ−n−ブチル(2−ヒドロキシエチル)アンモニウム、トリメチルベンジルアンモニウム、トリエチルベンジルアンモニウム、トリプロピルベンジルアンモニウム、トリ−n−ブチルベンジルアンモニウム、トリメチルフェニルアンモニウム、トリエチルフェニルアンモニウム、トリメチル−2−オキシエチルアンモニウム、モノメチルトリヒドロキシエチルアンモニウム、モノエチルトリヒドロキシエチルアンモニウム、オクダデシルトリ(2−ヒドロキシエチル)アンモニウム、テトラキス(ヒドロキシエチル)アンモニウム等の水酸化物が挙げられる。
【0038】
また、第4級アンモニウム化合物のその他の例としては、アジ化水素などのハロゲン化以外の水素酸塩;硫酸、硝酸、燐酸、炭酸、ホウ酸、塩素酸、よう素酸、珪酸、過塩素酸、亜塩素酸、次亜塩素酸、クロロ硫酸、アミド硫酸、二硫酸、トリポリ燐酸などのオキソ酸塩;チオ硫酸などのチオ酸塩;蟻酸、酢酸、プロピオン酸、ブタン酸、イソ酪酸、ペンタン酸、カプロン酸、カプリル酸、カプリン酸、安息香酸、シュウ酸などのカルボン酸塩も挙げられる。
これらの中でも、水酸化物(OH-)、硫酸(HSO4-、SO42-)、炭酸(HCO3-、CO32-)、ホウ酸(B(OH)4-)、及びカルボン酸の塩が好ましい。かかるカルボン酸の中でも、蟻酸、酢酸及びプロピオン酸がより好ましい。
【0039】
上記第4級アンモニウム化合物は、1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
第4級アンモニウム化合物の添加量は、粗ポリマーに対して、下記式(2)で表される第4級アンモニウム化合物由来の窒素の量に換算して、0.05〜50質量ppmであることが好ましい。
【0040】
P×14/Q ・・・(2)
(式(2)中、Pは第4級アンモニウム化合物の粗ポリマーに対する濃度(質量ppm)を表し、「14」は窒素の原子量であり、Qは第4級アンモニウム化合物の分子量を表す。)
【0041】
第4級アンモニウム化合物等の分解除去剤は、粗ポリマーを溶融する前に、予め添加してもよいし、溶融させた粗ポリマーに添加してもよい。
なお、分解除去剤は、公知の分解除去剤であるアンモニア、トリエチルアミン及びホウ酸化合物と第4級アンモニウム化合物とを併用してもよい。
【0042】
<ポリオキシメチレン(A)の組成>
ポリオキシメチレン(A)は、コモノマーユニットの導入量が、オキシメチレン1モル当たり0.25〜1.35モル%である。
より詳細には、上述した工程により得られたポリオキシメチレン(A)中において、オキシメチレン成分aに対し、コモノマー成分であるオキシメチレン成分a以外のオキシアルキレン成分bが挿入されている。
この挿入割合(b/a)が0.25〜1.35モル%であり、好ましくは0.3〜1.3モル%である。
上記挿入割合(b/a)が、上記範囲内であると、搬送用円筒型回転体用部品の生産性を損なうことなく、搬送用円筒型回転体の搬送性、及び耐久性を向上させることができる。
挿入割合(b/a)の定量については、1H−NMR法を用いる。
その手順としては、得られたポリオキシメチレン(A)を、ヘキサフルオロイソプロパノール(HFIP)により濃度1.5質量%となるように24時間かけて溶解させ、この溶解液を用いて1H−NMR解析を行い、オキシメチレン成分aとオキシメチレン成分a以外のオキシアルキレン成分bとの帰属ピ−クの積分値の比率より挿入割合(b/a)を求めることができる。
【0043】
<添加剤>
本実施形態の搬送用円筒型回転体用部品を形成するために用いるオキシメチレン樹脂組成物は、添加剤として、後述するアミン系物質(B)、充填剤(C)を含む。
また、その他の添加剤(D)を含んでいてもよい。
これにより、耐久性、生産性の向上を図ることができる。
【0044】
(B)アミン系物質
上述したポリオキシメチレン(A)に、アミン系物質(B)を添加することにより、本実施形態の搬送用円筒型回転体用部品における良好な生産性が維持できる。
アミン系物質としては、例えば、ナイロン4−6、ナイロン6、ナイロン6−6、ナイロン6−10、ナイロン6−12、ナイロン12等のポリアミド樹脂、及びこれらの重合体、例えば、ナイロン6/6−6/6−10、ナイロン6/6−12等が挙げられる。
また、アクリルアミド及びその誘導体、アクリルアミド及びその誘導体と他のビニルモノマーとの共重合体が挙げられ、例えばアクリルアミド及びその誘導体と他のビニルモノマーとを金属アルコラートの存在下で重合して得られたポリ−β−アラニン共重合体が挙げられる。
【0045】
その他、アミド化合物、アミノ置換トリアジン化合物、アミノ置換トリアジン化合物とホルムアルデヒドの付加物、アミノ置換トリアジン化合物とホルムアルデヒドの縮合物、尿素、尿素誘導体、ヒドラジン誘導体、イミダゾール化合物、イミド化合物を挙げることができる。
アミド化合物の具体例としては、イソフタル酸ジアミドなどの多価カルボン酸アミド、アントラニルアミドが挙げられる。
アミノ置換トリアジン化合物の具体例としては、2,4−ジアミノ−sym−トリアジン、2,4,6−トリアミノ−sym−トリアジン、N−ブチルメラミン、N−フェニルメラミン、N,N−ジフェニルメラミン、N,N−ジアリルメラミン、ベンゾグアナミン(2,4−ジアミノ−6−フェニル−sym−トリアジン)、アセトグアナミン(2,4−ジアミノ−6−メチル−sym−トリアジン)、2,4−ジアミノ−6−ブチル−sym−トリアジン等が挙げられる。
アミノ置換トリアジン類化合物とホルムアルデヒドとの付加物の具体例としては、N−メチロールメラミン、N,N’−ジメチロールメラミン、N,N’,N”−トリメチロールメラミンが挙げられる。
アミノ置換トリアジン類化合物とホルムアルデヒドとの縮合物の具体例としては、メラミン・ホルムアルデヒド縮合物を挙げることができる。
尿素誘導体の具体例としては、N−置換尿素、尿素縮合体、エチレン尿素、ヒダントイン化合物、ウレイド化合物を挙げることができる。
N−置換尿素の具体例としては、アルキル基等の置換基が置換したメチル尿素、アルキレンビス尿素、アリール置換尿素を挙げることができる。
尿素縮合体の具体例としては、尿素とホルムアルデヒドの縮合体等が挙げられる。
ヒダントイン化合物の具体例としては、ヒダントイン、5,5−ジメチルヒダントイン、5,5−ジフェニルヒダントイン等が挙げられる。ウレイド化合物の具体例としては、アラントイン等が挙げられる。
ヒドラジン誘導体としては、ヒドラジド化合物を挙げることができる。
ヒドラジド化合物の具体例としては、ジカルボン酸ジヒドラジドを挙げることができ、更に具体的には、マロン酸ジヒドラジド、コハク酸ジヒドラジド、グルタル酸ジヒドラジド、アジピン酸ジヒドラジド、ピメリン酸ジヒドラジド、スペリン酸ジヒドラジド、アゼライン酸ジヒドラジド、セバチン酸ジヒドラジド、ドデカン二酸ジヒドラジド、イソフタル酸ジヒドラジド、フタル酸ジヒドラジド、2,6−ナフタレンジカルボジヒドラジド等が挙げられる。
イミド化合物の具体例としては、スクシンイミド、グルタルイミド、フタルイミドが挙げられる。
アミン系物質(B)の添加量は、本実施形態の搬送用円筒型回転体用部品における良好な生産性の維持を図るために、上述したポリオキシメチレン(A)に対し0.05〜1.0質量%が好ましく、さらには0.1〜0.5質量%が好ましい。
これらのアミン系物質(B)は、1種類で用いてもよく、2種類以上を組み合わせて用いてもよい。
【0046】
(C)充填剤
オキシメチレン樹脂は、搬送用円筒型回転体用部品の耐久性を高めるため、上記ポリオキシメチレン(A)に充填剤(C)を含むものとする。
この充填剤は、無機系充填剤又は有機系充填剤又はその両方を組み合わせて含んでいてもよい。
無機系充填剤の具体例としては、金属粉(アルミニウム、ステンレス、ニッケル、銀など)、酸化物(酸化ケイ素、酸化鉄、アルミナ、酸化チタン、酸化亜鉛など)、水酸化物(水酸化アルミニウム、水酸化マグネシウム、水酸化カルシウムなど)、珪酸塩(タルク、マイカ、クレイ、ベントナイトなど)、炭酸塩(炭酸カルシウム、炭酸マグネシウム、ハイドロタルサイトなど)、カーボン系物質(カーボンブラック、黒鉛、カーボンファイバーなど)、硫酸塩、窒化ホウ素、窒化珪素等が挙げられる。
有機系充填剤の具体例としては、天然物系(リンター、木材、籾殻、絹、皮革など)や合成系(アラミド、テフロン(登録商標)、ビスコースなど)が挙げられる。
その中でも従来のオキシメチレン樹脂に添加可能な充填剤の中から選択することが好ましい。すなわち、酸性・アルカリ性が強い充填剤をポリオキシメチレン樹脂に添加すると安定性を低下させる可能性があるため、従来オキシメチレン樹脂に添加し商品として実績のある充填剤の中から選ばれることが好ましい。
充填剤の形状は、粉末状、鱗片状、板状、針状、球状、繊維状、テトラポッド状等、いずれでもよく、特に限定されるものではない。
【0047】
充填剤は、樹脂との親和性を向上させるために、公知の表面処理剤を用いてもよい。
表面処理剤としては、例えば、アミノシラン、エポキシシラン等のシランカップリング剤、チタネート系カップリング剤、さらには脂肪酸(飽和脂肪酸、不飽和脂肪酸)、脂環族カルボン酸及び樹脂酸や金属石鹸、樹脂類などが挙げられる。
表面処理剤の添加量としては、充填剤に対して3質量%以下が好ましく、2質量%以下がより好ましい。
特に、円筒型部品の搬送性及び耐久性を高めるためには、モース硬度で1〜6のものが好ましい。
モース硬度とは、基準となる物質に対し、傷をつけるか否かを基準とする硬度である。
よって、モース硬度1〜6とは、滑石は傷つけるが石英は傷つけない硬度である。
その中でもさらに搬送性を高めるために、カーボン系物質の充填剤を含むことが好ましい。
充填剤(C)の添加量は、円筒型部品の生産性を維持し、搬送性及び耐久性を高めるため、ポリオキシメチレン(A)に対し、3〜25質量%が好ましく、さらには5〜20質量%が好ましい。
充填剤(C)は、1種類で用いてもよく、2種類以上を組み合わせて用いてもよい。
【0048】
(D)その他の添加剤
オキシメチレン樹脂組成物は、本実施形態の目的を損なわない範囲で、従来公知のその他の添加剤(D)を含んでもよい。
例えば、酸化防止剤、熱安定剤、ホルムアルデヒドや蟻酸の捕捉剤、耐候(光)剤、滑剤、各種無機充填剤、他の熱可塑性樹脂、柔軟剤、結晶核剤、離型剤、顔料・染料といった外観改良剤等が挙げられる。
【0049】
(オキシメチレン樹脂組成物の製造方法)
オキシメチレン樹脂組成物は、本実施形態の搬送用円筒型回転体用部品を構成する成分であり、上述のように、ポリオキシメチレン(A)、アミン系物質(B)、充填剤(C)を含有し、さらに必要に応じて上記その他の添加剤(D)を含有するものである。
以下においては、ポリオキシメチレン(A)、アミン系物質(B)、充填剤(C)及びその他の添加剤(D)を全て含有するオキシメチレン樹脂組成物の製造方法を例示的に説明する。
上記のポリオキシメチレン(A)、アミン系物質(B)、充填剤(C)及びその他の添加剤(D)の混合は、ポリオキシメチレン(A)の造粒時に、(B)成分〜(D)成分を添加し、溶融混練することにより行ってもよい。
また、(A)成分の造粒後、新たに、ヘンシェルミキサー、タンブラーやV字型ブレンダーを用いて(A)成分〜(D)成分を混合した後、ニーダー、ロールミル、単軸押出機、二軸押出機や多軸押出機を用いて溶融混錬することにより、オキシメチレン樹脂組成物を得ることもできる。
造粒ペレットを用いる場合は、添着剤を用いて分散性を高めてもよい。
かかる添着剤として、例えば、脂肪族炭化水素及び芳香族炭化水素、並びにこれらの変性物及びこれらの混合物、並びにポリオールの脂肪酸エステルが挙げられる。
また、ポリオキシメチレン(A)に対する(B)成分〜(D)成分の分散性を高めるために、混合するポリオキシメチレン(A)のペレットの一部又は全量を粉砕して予め混合した後、溶融混合してもよい。
このときの加工温度は、180〜230℃であることが好ましい。
さらに、品質や作業環境を保持する観点から、不活性ガスによる置換や、一段及び多段ベントで脱気することが好ましい。
【0050】
(オキシメチレン樹脂組成物の物性)
オキシメチレン樹脂組成物のメルトフローレート(MFR)(ASTM1238、温度190℃)は、1.8〜30g/10分であるものとし、好ましくは2.0〜20g/10分である。
例えば、アミン系物質(B)、充填剤(C)及びその他添加剤(D)の添加によるMFRに与える影響に応じて、オキシメチレン樹脂組成物のMFRを1.8〜30g/10分となるように、上述した連鎖移動剤を、ホルムアルデヒド1モル当たりに換算して0.02〜0.10モル%として(A)ポリオキシメチレンを重合することが好ましい。
MFRを上記範囲内とすることにより、搬送用円筒型回転体用部品の生産性を維持し、耐久性を向上することができる。
また、オキシメチレン樹脂組成物の曲げ弾性率(ASTM D790)は、搬送用円筒型回転体用部品の搬送性や耐久性を高めるため、2000〜20000MPaが好ましく、さらには2500〜10000MPaが好ましい。
【0051】
〔搬送用円筒型回転体用部品の製造方法〕
本実施形態の搬送用円筒型回転体用部品の製造方法としては、材料となる従来のオキシメチレン樹脂組成物を用いた多様な公知の成形方法が挙げられる。
成形方法としては、特に制限されないが、例えば、押出成形、射出成形、真空成形、ブロー成形、射出圧縮成形、加飾成形、多色成形、ガスアシスト射出成形、発砲射出成形、低圧成形、超薄肉射出成形(超高速射出成形)、金型内複合成形(インサート成形、アウトサート成形)等の成形方法の何れかによって成形することができる。
特に、生産性の面から、押出成形・射出成形・射出圧縮成形、又は異材を組み合わせる多色成形・金型内複合成形が好ましい。
【0052】
〔搬送用円筒型回転体用部品の使用態様〕
本実施形態の搬送用円筒型回転体用部品は、最大厚みが0.05〜5mmのシート状物の搬送に使用される搬送用円筒型回転体の全部又は一部を構成する。
搬送用円筒型回転体は、面圧が10〜1000kPa、線速が0.5〜10m/secであり、好ましくは、面圧が50〜600kPaで線速が0.5〜10m/sec、より好ましくは線速が1〜8m/secであるものとする。これにより、搬送性及び耐久性のバランスが良好なものとなる。
この場合、面圧とは、対向する回転体と直接あるいは間接に圧接したときの単位面積あたりの荷重をいう。
対向する回転体とは、本実施形態の搬送用円筒型回転用部品によって適宜選択されるものであり、例えば、従動側のローラや、複数のローラ間に架橋されローラの回動により走行するベルト等が挙げられる。
【0053】
シート状物は、搬送用円筒型回転体と、これと対向する所定の回転体との間に挟んだり、あるいはベルト等の所定の回転体上を走行させたり、搬送用円筒型回転体の稼動により走行する一対のベルト間に挟んだりすることで次の工程に搬送する用途に用いられる。
具体的な搬送形態を図4、図5に示す。
なお、搬送用円筒型回転体は、図4、図5中、駆動側のローラ1、2でもよく、従動側のローラ3、4のいずれでもよい。また、対向する所定の回転体とは、搬送用円筒型回転体によって異なり、駆動側のローラ1、2、従動側のローラ3、4、駆動ベルト5、従動ベルト6のうちの所定のものであるとする。
【0054】
搬送用円筒型回転体は、シート状物を搬送するため、所定の対になる回転体や所定のベルト等に接しているが、このとき、搬送性や耐久性を高めるため、対になる所定の回転体やベルトの表面には軟質材を用いることが好ましい。
この軟質材は、曲げ弾性率(ASTM D790)が20〜2000MPaであることが好ましく、さらには50〜1500MPaであることが好ましい。
ここで用いる軟質材の具体例としては、特に限定されないが、ポリアミド系樹脂、オレフィン系樹脂、各種の熱可塑性エラストマー、又は各種のゴムなどが挙げられる。
また、軟質材からなる部品の表面状態は、平滑なものでも、各種シボ加工を施してもかまわない。
【0055】
搬送するシート状物としては、例えば、紙類、シート・テープ、繊維束、プラスチック製のカード類が挙げられる。
紙類としては、例えば紙幣、券、写真類、紙葉類等が挙げられる。
紙質の種類としては、新聞用紙、印刷・情報用紙(非塗工印刷用紙、塗工印刷用紙、微塗工印刷用紙、特殊印刷用紙、情報用紙など)、包装用紙、雑種紙、和紙、板紙などが挙げられる。
搬送性を高めるため、搬送するシート状物の最大厚みは0.05〜5mmで使用される。さらには0.08〜4.5mmで使用されることが好ましい。
【実施例】
【0056】
以下、具体的な実施例と、これとの比較例を挙げて説明するが、本発明は、以下の実施例に限定されるものではない。
先ず、実施例及び比較例の各種評価に用いた装置について説明する。
【0057】
〔搬送評価装置〕
図6(a)〜(c)に、搬送性や耐久性の評価に用いた搬送評価装置の概略図を示す。
図6(a)は、搬送評価装置の右側面図、図6(b)は上面図、図6(c)は供給台を外した状態の正面図を示す。
図6(a)〜(c)に示す搬送評価装置は、所定のシート物を供給する供給台50、評価用ローラ51、従動ローラ52、当該ローラ51及び52を支持する支持体53、シート状物が搬出される搬出台54を具備している。
図7は、搬送評価装置を構成する評価用ローラ51と従動ローラ52近傍における要部の概略構成図を示す。
【0058】
(供給台)
シート状物を供給する供給台50は、両端が一部折り返し構造となっており、シート状物のローラ部への供給が容易になっている。
供給台50の材質は、ステンレス製(SUS304)であり、平滑面を有し、シート状物のローラ部への供給角度の調整が可能な構造を有している。
【0059】
(ローラ部)
ローラ部は、支持台53、評価用ローラ51、従動ローラ52、駆動源Mにより構成されている。
評価用ローラ51は、速度可変可能な駆動源M(モーター)が接続されており、ローラの周線速を調整可能になされている。
なお、ローラの周線速は、回転計((株)小野測機社製、ハンドタコメータHT5500)により把握した。
従動ローラ52は、軸に荷重が加えられるようになっており、これにより評価用ローラ51と圧接する部分における面圧を変化させることができる。
面圧は、既存の感圧紙(富士フイルム(株)社製、プレスケール)により把握した。
また評価用ローラ51及び従動ローラ52は、ステンレス製(SUS304)の支持台53より取り外し可能となされており、評価用ローラ51、従動ローラ52の外観確認や質量の計測ができるようになっている。
【0060】
<評価用ローラ>
評価用ローラ51は既存のインサート成形法を用いて作製した。
50℃に予熱したバックアップロールユニット(NTN(株)社製、NKZ10×24×78)を、評価用ローラ51の金型内ローラの軸の位置に設置し、後述する各樹脂組成物を用いて射出成形を行った。
射出成形は、射出成形機((株)日本精鋼所社製、J110AD−180H)を用いて、シリンダー温度200℃、射出圧力80MPa、射出時間35秒、冷却時間25秒、及び金型温度80℃を目安として実施した。
評価用ローラ51は、軸部分にバックアップロールユニットを用いたことにより抵抗の少ない回転を可能にした。
また、評価用ローラは、支持台53により、高さが一定になっている。
その評価用ローラ51の軸の先端部55には、歯車ユニットを取り付けられており、駆動源Mより動力が伝えられるようになっている。
評価用ローラ51を構成する、搬送用円筒型回転体用部品に相当する樹脂ローラ部分の寸法は、外径40mm、幅50mmである。
【0061】
<従動ローラ>
従動ローラ52は、下記(1)〜(3)の3種類を用いた。
上記評価用ローラ51の軸部分に用いた、(1)バックアップロールユニット(曲げ弾性率80000MPa)を使用し硬質材ローラとした。
評価用ローラ51を作製するのと同様に、バックアップロールユニットを従動ローラ52の金型内にインサートし(2)TPU(日本ポリウレタン工業社製、ミラクトランE995/曲げ弾性率300MPa)、又は(3)TPEE(東レ・デュポン(株)社製、ハイトレル5557/曲げ弾性率200MPa)を射出成形して、軟質材ローラを作製した。
従動ローラ52を構成する軟質材よりなる樹脂ローラ部分の寸法は、外径30mm、幅50mmである。
従動ローラ52の軸と支持台53は、図6(c)中、矢印方向に自由に動く形状となっていて、軸に荷重をかけることで、評価用ローラ51と従動ローラ52とが接する部分における圧力が制御できるようになされている。
【0062】
(搬出台)
搬出台54は、シート状物を搬出してくるローラ部近傍の、シート状物の受け台としての機能を有し、直下に備えている搬出容器55にシート状物が入るようになされている。
搬出台54は、供給台50と同様に、ステンレス製(SUS304)であり、平滑な表面を具備している。
【0063】
〔オキシメチレン樹脂組成物(P)の調製〕
(ポリオキシメチレン(A))
ポリオキシメチレン(A)は、以下のようにして調製した。
まず、下記のようにして重合工程を実施した。
熱媒を通すことのできるジャケット付セルフ・クリーニングタイプの二軸パドル型連続混合反応機(スクリュー径3インチ、径に対する長さの比(L/D)=10)を80℃に調整した。
主モノマーとしてトリオキサンを3750g/hr、コモノマーとして1,3−ジオキソラン、かつ、連鎖移動剤としてメチラール(何れも不純物低減処理済のものを用いた。)を、前記連続混合反応機に連続的にフィードした。
重合触媒として三フッ化ホウ素ジ−n−ブチルエーテラートの1質量%シクロヘキサン溶液を、当該触媒がトリオキサン1モルに対して2.0×10-5モルになるように、前記連続混合反応機に添加して重合を行い、重合フレークを得た。
なお、上記重合工程中、目的のオキシメチレン樹脂(P)を得るため、上記連鎖移動剤を2〜5g/hrの範囲、上記コモノマーを20〜250g/hrの範囲となるように調整した。
得られた重合フレークを粉砕した後、トリエチルアミン1%水溶液中に、前記粉砕物を投入して撹拌し、重合触媒を失活させた。
その後、濾過、洗浄及び乾燥を順次行い、粗ポリマーを得た。
得られた粗ポリマーは、粗ポリマー1質量部に対し第4級アンモニウム化合物としてトリエチル(2−ヒドロキシエチル)アンモニウム蟻酸塩を、下記数式(1)を用いて窒素の量に換算した場合に20ppmとなる量相当を添加し、均一に混合した後120℃で3時間乾燥し、乾燥ポリマーを得た。
【0064】
P×14/Q ・・・(1)
(式(1)中、Pは第4級アンモニウム化合物の粗ポリマーに対する濃度(質量ppm)を表し、「14」は窒素の原子量であり、Qは第4級アンモニウム化合物の分子量を表す。)
【0065】
次に、末端安定化及び造粒工程を実施した。
ベント付きスクリュー型二軸押出機(プラスチック工業社製、BT−30、L/D=44、設定温度200℃、回転数80rpm)の前段部分を用いて、得られた乾燥ポリマーを添加し、さらに当該乾燥ポリマー100質量部に対して0.5質量部の水を添加した。
平均滞留時間を1分として、ポリマー末端を安定化させつつ減圧脱気を行った。
次に、上記二軸押出機の後段部分にあるサイドフィーダーから、上記乾燥ポリマー100質量部に対し、酸化防止剤としてトリエチレングリコール−ビス−[3−(3−t−ブチル−5−メチル−4−ヒドロキシフェニル)−プロピオネート]を0.2質量部の割合で供給した。
平均滞留時間を1分として、供給した材料を溶融混合した後、造粒を行った。
造粒後、80℃で3時間乾燥し、ポリオキシメチレン(A)のペレットを得た。
なお、材料の投入からポリオキシメチレン(A)のペレットを採取するまで、酸素の混入を防止し、上記一連の操作を行った。
得られたポリオキシメチレン(A)は、溶媒であるヘキサフルオロイソプロパノール(HFIP)−d2(D化率97%、和光純薬98%assay)中に、24時間かけて溶解させることにより、ポリオキシメチレン(A)の1.5質量%溶液を調製した。
【0066】
JEOL−400核磁気共鳴分光計(1H:400MHz)を用い、55℃及び積算回数500回の条件下、上記のポリオキシメチレン(A)の1.5質量%溶液を検体として、オキシメチレン成分aと、当該成分aを除くオキシアルキレン成分bとの帰属ピークを積分した。
このようにして、導入割合(b/a)を求めた。
なお、後述する参考例で用いた市販の標準グレード(テナックC4520、旭化成ケミカルズ(株)社製)を同様の方法で測定したところ、b/aは1.35より大きかった。
【0067】
(アミン系物質(B))
アミン系物質(B)として、下記(B−1)と(B−2)を挙げる。
それぞれの物質は、粉砕・分級などを行い、100μm以下に調整した。
(B−1):ポリアミド66(旭化成ケミカルズ(株)社製、NA100)
(B−2):2、4、6−トリアミノ−1,3,5−トリアジン(日産化学工業(株)社製、メラミン)
【0068】
(充填剤(C))
充填剤(C)として、下記(C−1)〜(C−8)を使用した。
(C−1):カーボンファイバー(三菱レイヨン(株)社製、パイロフィルTR30S3L/エポキシシラン0.1%処理チョップドファイバー;モース硬度1〜6)
(C−2):PTFE(ダイキン工業(株)社製、ルブロンL−5;モース硬度1未満)
(C−3):珪石((有)竹折工業所社製、シリカフラワーM;モース硬度7以上)
(C−4):タルク(日本タルク(株)社製、MS;モース硬度1〜6)
(C−5):炭酸カルシウム(白石カルシウム社製、ライトンS−4;モース硬度1〜6)
(C−6):黒鉛(昭和電工(株)社製、UF−G30;モース硬度1〜6)
(C−7):ケッチェンブラック(ライオン(株)社製、ケッチェンブラックEC300JD;モース硬度1〜6)
(C−8):アセチレンブラック(電気化学工業(株)社製、デンカブラック;モース硬度1〜6)
【0069】
(オキシメチレン樹脂組成物(P)の製造)
上記の材料を、下記表1に示す組成に従って配合し、ヘンシェルミキサーを用いて均一に混合した。
ベント付きスクリュー型二軸押出機(プラスチック工業社製、BT−30、L/D=44、設定温度200℃、回転数80rpm)を用いて、この混合物を溶融混合し、造粒を行い、オキシメチレン樹脂組成物(P1〜P26)を得た。
造粒中にオキシメチレン樹脂組成物を、下記に示す方法により評価した。
得られたオキシメチレン樹脂組成物のペレットは、メルトインデクサ(東洋精機(株)社製、F−W01)を用いてメルトフローレート(ASTM1238、温度190℃)を測定した。
オキシメチレン樹脂組成物のメルトフローレートを下記表1に示した。
【0070】
【表1】
【0071】
〔評価項目〕
(搬送用円筒型回転体用部品の生産性の評価)
搬送用円筒型回転体用部品の生産性の評価を、上述のようにして製造したオキシメチレン樹脂組成物の生産性及び上述のようにして製造した評価用ローラ51の品質評価により行った。
<オキシメチレン樹脂組成物の生産性評価>
オキシメチレン樹脂組成物の生産性評価は、押出機のトルクを25アンペアで一定となるように調整して造粒したときの、オキシメチレン樹脂組成物の単位時間当たりの平均造粒量、ストランドの状態、並びにペレットの外観及び臭気により、総合的に行った。
評価基準としては、オキシメチレン樹脂組成物の代わりに、市販の標準グレード(テナックC4520)を、同様に押出し機に通したときの生産性の評価と比較して、以下のように規定した。
当該比較用の生産性評価に比して、同等のレベルであった場合を○、若干低下する場合を△、明らかに低下する場合を×として、オキシメチレン樹脂組成物の生産性評価を行った。
なお、上記「若干低下」とは、市販の標準グレードと比較した場合、単位時間当たりの平均造粒量の低下が20%〜40%以内でありストランドにフクレや切れがなく安定して巻き取りが可能であり、ペレットの外観は多少の切子や臭気があるものの作業性を低下させない状態を言う。
上記「明らかに低下」とは、市販の標準グレードと比較した場合、単位時間当たりの平均造粒量の低下が40%より大きい場合、又は、ストランドにフクレや切れが発生して巻き取りが不安定になることがある場合、又は、ペレットの外観(色や形状)が悪い又は臭気が強く作業性に影響を与える場合である。
【0072】
<搬送用円筒型回転体用部品の品質評価>
表1中の各オキシメチレン樹脂組成物(P1〜P26)を用いて作製した上記評価用ローラ51の品質(成形品の外観(シルバーやフローマークなど)や色差など)を目視で確認し、評価した。
外観に問題ない場合を○、若干の不良が確認された場合を△、明らかに不良が確認された場合を×として評価を行った。
評価は円筒型部品サンプル5つの平均をとることにより行った。
【0073】
(搬送性及び耐久性の評価)
搬送性及び耐久性の評価は、上記に説明したシート状物の搬送評価装置を用いて、幅30mm長さ60mmのシート状物1000枚を1枚/秒で搬送したときの効率とその推移、及び搬送前後の評価用ローラの質量変化と装置外観により行った。
評価に用いたシート状物は、下記の紙類(S−1)〜(S−5)とした。
この最大厚みは、5点(横長に配置したときの中央、右上、右下、左上、左下)をマイクロメータ((株)ミツトヨ社製、デジマチック標準外側タイプ)を用いて、厚み測定したときの最大値とした。
(S−1):トレーシングペーパー(三菱製紙(株)社製、艶消しタイプ、0.045mm)
(S−2):再生上質紙(日本製紙(株)社製、0.085mm)
(S−3):ボール紙(加賀製紙(株)社製、0.65mm)
(S−4):(S−3)を6枚のりで貼り合わせたもの(4.1mm)
(S−5):(S−3)を10枚のりで貼り合わせたもの(6.9mm)
【0074】
<搬送性>
搬送性の評価は、後述する(1)シート状物の搬送効率と、(2)搬送不良率の推移により行なった。
搬送効率と搬送不良率は、以下の式により算出した。
搬送性の評価は3回行い、その平均により評価した。
搬送効率(%)
=(搬出容器に入ったシート状物の数)/(搬送したシート状物の数)×100・・・(I)
搬送不良率(%)=100−搬送効率・・・(II)
【0075】
(I)搬送効率
各オキシメチレン樹脂を用いて評価用ローラを作製し、紙類の搬送性評価を行い、上記の式(I)より搬送効率を求めた。
この値が、98%以上の場合を◎、96%以上98%未満の場合を〇、94以上96%未満(テナックC4520と同等/テナックC4520の搬送効率は「95%」)の場合を◇、94%未満の場合を×とした。
【0076】
(II)搬送不良率推移
各オキシメチレン樹脂を用いて評価用ローラを作製し、紙類の搬送評価を行い、1〜100枚、101〜200、301〜400枚、・・・、901〜1000枚と搬送するときの、それぞれの搬送不良率(m1−m2−m3−・・・−m10)を確認し、これらの推移を調べた。
この搬送不良率を座標にプロット((50,m1)、(150,m2)、(250,m3)、・・・、(950,m10))し、この点から最小二乗法により近似線を求め、その傾きにより搬送不良率推移の評価を行った。
この傾きが0.003未満の場合を◎、0.003%以上0.007%未満の場合を〇、0.007%以上0.011%未満(テナックC4520と同等/テナックC4520の不良率は(1−2−1−2−5−7―7−8−8−7)で、搬送不良率の推移は「0.009」)の場合を◇、0.011%以上の場合を×とした。
【0077】
<耐久性>
耐久性(長期運転性)の評価は、下記の(1)評価用ローラの質量変化と、(2)状態等の観察により行った。
(1)評価用ローラの質量変化
上述した3回の搬送性評価が終了した後に、評価前後における評価用ローラの質量の変化を測定した。
搬送性評価前後における評価用ローラを構成する樹脂ローラ部分の質量変化が、20ppm未満の場合を◎、20ppm以上35ppm未満の場合を〇、35ppm以上55ppm未満(テナックC4520と同等/テナックC4520の質量変化は「45ppm」)の場合を◇、55ppm以上の場合を×とした。
【0078】
(2)状態等の観察
上記質量変化以外に、搬送性評価前後における評価用ローラの外観や作動音の変化、搬送されたシート状物の状態等の観察を行い、耐久性の評価とした。
テナックC4520(旭化成ケミカルズ(株)社製 商品名)を使用して評価用ローラを作製したときの状態等の観察結果と比較して、よいレベルであった場合を◎、同等レベルであった場合を◇、若干低下する場合を△、明らかに低下する場合を×として、評価を行った。
【0079】
〔実施例1〜5〕、〔比較例1〜6〕、〔参考例〕
実施例1〜5、比較例1〜6及び参考例の評価条件及び評価結果を下記表2に示す。
各例は、テナックC4520(旭化成ケミカルズ(株)社製 商品名)と、上記表1に記載のオキシメチレン樹脂組成物を用いて樹脂ローラ部を形成した評価用ローラを用いて、評価を実施した。なお、従動ローラには、上記<従動ローラ>の項目中に記載した(2)TPU(日本ポリウレタン工業社製、ミラクトランE995/曲げ弾性率300MPa)製の軟質材ローラを用いた。
【0080】
【表2】
【0081】
上記表2に示すように、実施例1〜3、比較例1、2及び参考例の評価結果から、本実施形態のコモノマーユニットのオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、優れた生産性を維持できることが分かった。
規定のコモノマーユニットより少なくなると、ペレットの生産性及び安定性は低下し、搬送用円筒型回転体用部品の品質は劣ることが分かった。
また、規定のコモノマーユニットより多くなると、重合反応が著しく遅くなり評価サンプルを得ることが困難であることが分かった。
実施例2、比較例3及び参考例の評価結果から、アミン系物質を含んだオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、優れた生産性を維持できることが分かった。アミン系物質を含まないと、ペレットの生産性及び安定性は低下し、搬送用円筒型回転体用部品の品質が劣ることが分かった。
実施例2、比較例4及び参考例の評価結果から、充填剤を含んだオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、優れた搬送性及び耐久性を発現することが分かった。充填剤を含まないと、搬送効率が低下し、質量変化及び状態等が劣ることが分かった。
実施例2、比較例5、6及び参考例の評価結果から、本実施形態のメルトフローレートのオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、優れた生産性と耐久性のバランスを示すことが分かった。規定のメルトフローレートより小さいと、ペレットの生産性は低下し、搬送用円筒型回転体用部品の品質が劣ることが分かった。また、規定のメルトフローレートより大きいと、搬送用円筒型回転体用部品の状態等(特に音の変化)が劣ることが分かった。
【0082】
〔実施例2、6〜11〕、〔比較例7〜12〕
実施例6〜11、比較例7〜12の評価条件及び評価結果を下記表3に示す。
各例は、上記表1に記載のオキシメチレン樹脂(P3)からなる評価用ローラを用いて、評価を実施した。
【0083】
【表3】
【0084】
上記表3に示すように、実施例2、6、7、比較例7、8及び参考例の評価結果から、本発明にあるシート状物質の搬送において、本実施形態の搬送用円筒型回転体用部品は、優れた搬送性及び耐久性を発現することが分かった。
シート状物の厚みが規定の範囲から外れると搬送効率が低下し、状態等が劣ることが分かった。
実施例2、8、9、比較例9、10及び参考例の評価結果から、本発明にあるシート状物質の搬送条件において、本実施形態の搬送用円筒型回転体用部品は優れた搬送性及び耐久性を発現することが分かった。また、面圧が規定の範囲より小さくなると、搬送効率が低下することが分かった。また規定範囲より大きくなると、質量変化及び状態等が劣ることが分かった。
実施例2、10、11、比較例11、12及び参考例の評価結果から、本発明にあるシート状物質の搬送条件において、本実施形態の搬送用円筒型回転体用部品は優れた搬送性及び耐久性を発現することが分かった。搬送用円筒型回転体用部品を具備する搬送用円筒体の線速が規定の範囲より小さいと状態等が劣ることが分かった。また規定範囲より大きくなると、搬送効率が低下し、質量変化及び状態等が劣ることが分かった。
【0085】
〔実施例2、12〜16〕、〔比較例3〕、〔参考例〕
実施例12〜16の評価条件及び評価結果を下記表4に示す。
各例は、上記表1に記載のオキシメチレン樹脂組成物を用いて樹脂ローラ部を形成した評価用ローラを用いて、評価を実施した。
これらの評価結果から、好ましい量のアミン系物質を含んだオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、優れた生産性を維持できることが分かった。また、アミン系物質を変えても性能は変らないことが分かった。
【0086】
〔実施例2、17〜26〕、〔比較例4〕、〔参考例〕
実施例17〜26の評価条件及び評価結果を下記表4に示す。
各例は、上記表1に記載のオキシメチレン樹脂組成物を用いて樹脂ローラ部を形成した評価用ローラを用いて、評価を実施した。
これらの評価結果から、好ましい量の充填剤を含んだオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、優れた生産性を維持できることが分かった。
また、好ましいモース硬度の充填剤を含んだオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、優れた耐久性を示すことが分かった。
またさらには、カーボン系の充填剤を含むオキシメチレン樹脂組成物からなる搬送用円筒型回転体用部品は、より優れた搬送性を示すことが分かった。
【0087】
〔実施例2、27、28〕
実施例27、28の評価条件及び評価結果を下記表4に示す。
各例は、上記表1に記載のオキシメチレン樹脂組成物(P3)を用いて樹脂ローラ部を形成した評価用ローラを用いて、評価を実施した。
また、実施例27は従動ローラに、上記<従動ローラ>の項目に記載した(3)TPEE(東レ・デュポン(株)社製ハイトレル5557/曲げ弾性率200MPa)の軟質材ローラを、実施例28は従動ローラに、上記<従動ローラ>の項目に記載した(1)バックアップロールユニット(曲げ弾性率80000MPa)の硬質材ローラを用いて行った。
実施例2、27、28の評価結果から、シート状物質の搬送において、本実施形態の搬送用円筒型回転体用部品は、対向する従動ローラとして軟質材よりなる部品を用いることにより一層優れた性能を示すことが分かった。また、相手材の軟質材の種類が変っても、搬送性や耐久性は変らないことが分かった。
【0088】
【表4】
【産業上の利用可能性】
【0089】
本発明は、ギア、プーリー、ローラ、コロ、リール、ボビン、シャフト、関節、軸、軸受け及びガイド、アウトサート成形の樹脂部品、インサート成形の樹脂部品、搬送機器、検査機器、巻取機器、分別機及び通信機器などからなる群より選択される1種以上の機器の部品、オフィスオートメーション機器、カメラ、ビデオ機器、自動販売機、券売機、ATM、自動改札機、金銭機器、手紙等を扱う紙葉機器などの周辺部品として、産業上の利用可能性を有する。
【符号の説明】
【0090】
1,2 駆動側のローラ
3,4 従動側のローラ
5 駆動ベルト
6 従動ベルト
50 供給台
51 評価用ローラ
52 従動ローラ
53 支持体
54 搬出台
55 搬出容器
【特許請求の範囲】
【請求項1】
対向する回転体と面圧10〜1000kPaで圧接しながら、線速0.5〜10m/secで回動する搬送用円筒型回転体を具備し、最大厚みが0.05〜5mmのシート状物を、前記回動によって搬送する搬送装置を構成する前記搬送用円筒型回転体の一部又は全部である搬送用円筒型回転体用部品であって、
前記搬送用円筒型回転体用部品は、
コモノマーユニットの導入量が、オキシメチレン1モル当たり0.25〜1.35モル%であるポリオキシメチレン(A)、
アミン系物質(B)、
充填剤(C)、
を含み、
かつメルトフローレートが1.8〜30g/10分であるオキシメチレン樹脂組成物により構成されている搬送用円筒型回転体用部品。
【請求項2】
前記オキシメチレン樹脂組成物は、
前記ポリオキシメチレン(A)に対し、前記アミン系物質(B)を0.05〜1.0質量%含有している請求項1に記載の搬送用円筒型回転体用部品。
【請求項3】
前記オキシメチレン樹脂組成物は、
前記ポリオキシメチレン(A)に対し、前記充填剤(C)を3〜25質量%含有している請求項1又は2に記載の搬送用円筒型回転体用部品。
【請求項4】
前記充填剤(C)のモース硬度が1〜6である請求項1乃至3のいずれか一項に記載の搬送用円筒型回転体用部品。
【請求項5】
前記充填剤(C)がカーボンを含んでいる請求項1乃至4のいずれか一項に記載の搬送用円筒型回転体用部品。
【請求項6】
前記搬送用円筒型回転体用部品は、
押出成形、射出成形、射出圧縮成形、多色成形、金型内複合成形からなる群のうちのいずれかの方法により製造されたものである請求項1乃至5のいずれか一項に記載の搬送用円筒型回転体用部品。
【請求項7】
前記搬送用円筒型回転体用部品は、
軟質材よりなる部品と接触した状態で、前記シート状物の搬送に用いられる請求項1乃至6のいずれか一項に記載の搬送用円筒型回転体用部品。
【請求項8】
前記軟質材は、曲げ弾性率が、20〜2000MPaである請求項7に記載の搬送用円筒型回転体用部品。
【請求項9】
前記シート状物が紙類である請求項1乃至8のいずれか一項に記載の搬送用円筒型回転体用部品。
【請求項10】
前記紙類が、紙幣、券、写真、紙葉からなる群より選ばれるいずれかである請求項9に記載の搬送用円筒型回転体用部品。
【請求項11】
前記搬送用円筒型回転体用部品が、
ギア、プーリー、ローラ、コロ、リール、ボビン、シャフト、関節、軸、軸受け、ガイド、及びこれらの一部からなる群より選ばれるいずれかである請求項1乃至10のいずれか一項に記載の搬送用円筒型回転体用部品。
【請求項1】
対向する回転体と面圧10〜1000kPaで圧接しながら、線速0.5〜10m/secで回動する搬送用円筒型回転体を具備し、最大厚みが0.05〜5mmのシート状物を、前記回動によって搬送する搬送装置を構成する前記搬送用円筒型回転体の一部又は全部である搬送用円筒型回転体用部品であって、
前記搬送用円筒型回転体用部品は、
コモノマーユニットの導入量が、オキシメチレン1モル当たり0.25〜1.35モル%であるポリオキシメチレン(A)、
アミン系物質(B)、
充填剤(C)、
を含み、
かつメルトフローレートが1.8〜30g/10分であるオキシメチレン樹脂組成物により構成されている搬送用円筒型回転体用部品。
【請求項2】
前記オキシメチレン樹脂組成物は、
前記ポリオキシメチレン(A)に対し、前記アミン系物質(B)を0.05〜1.0質量%含有している請求項1に記載の搬送用円筒型回転体用部品。
【請求項3】
前記オキシメチレン樹脂組成物は、
前記ポリオキシメチレン(A)に対し、前記充填剤(C)を3〜25質量%含有している請求項1又は2に記載の搬送用円筒型回転体用部品。
【請求項4】
前記充填剤(C)のモース硬度が1〜6である請求項1乃至3のいずれか一項に記載の搬送用円筒型回転体用部品。
【請求項5】
前記充填剤(C)がカーボンを含んでいる請求項1乃至4のいずれか一項に記載の搬送用円筒型回転体用部品。
【請求項6】
前記搬送用円筒型回転体用部品は、
押出成形、射出成形、射出圧縮成形、多色成形、金型内複合成形からなる群のうちのいずれかの方法により製造されたものである請求項1乃至5のいずれか一項に記載の搬送用円筒型回転体用部品。
【請求項7】
前記搬送用円筒型回転体用部品は、
軟質材よりなる部品と接触した状態で、前記シート状物の搬送に用いられる請求項1乃至6のいずれか一項に記載の搬送用円筒型回転体用部品。
【請求項8】
前記軟質材は、曲げ弾性率が、20〜2000MPaである請求項7に記載の搬送用円筒型回転体用部品。
【請求項9】
前記シート状物が紙類である請求項1乃至8のいずれか一項に記載の搬送用円筒型回転体用部品。
【請求項10】
前記紙類が、紙幣、券、写真、紙葉からなる群より選ばれるいずれかである請求項9に記載の搬送用円筒型回転体用部品。
【請求項11】
前記搬送用円筒型回転体用部品が、
ギア、プーリー、ローラ、コロ、リール、ボビン、シャフト、関節、軸、軸受け、ガイド、及びこれらの一部からなる群より選ばれるいずれかである請求項1乃至10のいずれか一項に記載の搬送用円筒型回転体用部品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−173705(P2011−173705A)
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願番号】特願2010−40249(P2010−40249)
【出願日】平成22年2月25日(2010.2.25)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願日】平成22年2月25日(2010.2.25)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]