
搬送装置及び包装機
【課題】 搬送の一時停止時等において被包装物の位置ずれが生じないようにすること
【解決手段】 被包装物13を内包する筒状フィルム21を搬送するベルトコンベア装置31と、そのコンベア装置の搬送停止時に被包装物を抑え込んで前進移動を阻止する物品抑え装置33を備える。物品抑え装置は、被包装物の搬送方向の左右両側に配置された左右一対の抑え部材36と、その左右一対の抑え部材を接近・離反させるためのシリンダ37と、を備える。ベルトコンベア装置が一時停止する際には、抑え部材を接近移動させて筒状フィルムごと被包装物を左右両側から挟み込み、移動を阻止する。
【解決手段】 被包装物13を内包する筒状フィルム21を搬送するベルトコンベア装置31と、そのコンベア装置の搬送停止時に被包装物を抑え込んで前進移動を阻止する物品抑え装置33を備える。物品抑え装置は、被包装物の搬送方向の左右両側に配置された左右一対の抑え部材36と、その左右一対の抑え部材を接近・離反させるためのシリンダ37と、を備える。ベルトコンベア装置が一時停止する際には、抑え部材を接近移動させて筒状フィルムごと被包装物を左右両側から挟み込み、移動を阻止する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、搬送装置及び包装機に関するもので、たとえば、乾麺などの細棒状の多数の物品をまとまった状態で一括して搬送する際の当該物品の搬送方向の位置ずれを防止する技術に関する。
【背景技術】
【0002】
包装機の一形態であるピロー包装機は、以下のような構成を備えている。まず、原反ロールに巻き取られた帯状フィルムを連続して製袋器に供給し、その製袋器を通過させる際に筒状に製袋された筒状フィルムを形成する。また、この製袋器の上流側には物品搬送供給装置を配置し、その物品搬送供給装置から所定間隔毎に搬送される被包装物が、製袋器内に供給される。これにより、被包装物が製袋器内を通過すると、筒状フィルム内に所定間隔毎に収納されることになり、その被包装物は筒状フィルムとともに搬送される。そして、その搬送方向に沿って、センターシール装置並びにエンドシール装置が配置されている。センターシール装置は、筒状フィルムのフィルム重合端をシールするものである。エンドシール装置は、筒状フィルムを進行方向横方向(前後の被包装物が存在していない部分)にシールするとともに、カットすることで、先端の被包装物が収納された筒状フィルムの部分を後続の筒状フィルムから分離し、包装体を製造するようになる。
【0003】
ところで、製袋器を通過後の筒状フィルム内の被包装物の位置ずれを防止する機能を付加した搬送装置として、従来特許文献1に開示された発明(包装装置における被包装物の搬送装置)がある。
【0004】
この搬送装置は、製袋器を通過したフィルムと共に移動する所定間隔で配置された複数の桟体を備えている。そして、これらの桟体によってフィルムの底部が押し上げられた状態になっている。これにより物品は、桟体の間に位置するようにフィルムに供給されるため、桟体により前後の位置が規制され位置ずれを生じにくくなっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−295615号公報
【発明の概要】
【0006】
しかしながら、上述した従来技術では、以下に示す課題を有する。上記の搬送装置の場合、シールの仕上がりなどを考慮すると、桟体の高さを低くしてフィルムへの影響を極力少なくすることが好ましいが、桟体の高さを低くすれば被包装物がバラの棒状乾麺の場合、その桟体に接触しない上側に位置する乾麺が桟体を乗り越えてしまうおそれがある。特に、搬送速度が速くなると、搬送装置の一時停止時に被包装物に加わる前方への慣性力も大きくなり、被包装物を構成する多数の棒状乾麺の一部が前方へ飛び出してしまうおそれがある。
【0007】
このように前方に飛び出すと、その移動距離が大きいとエンドシール装置におけるシール部位に被包装物が存在してしまい、そのまま搬送・運転を継続するとエンドシール装置にて被包装物ごとシールする噛み込みを発生し、不良品を生じる。係る事態の発生を未然に防止するため、ピロー包装機には、被包装物の搬送状態を監視し、噛み込みを発生するおそれのある位置に被包装物が存在していることを検知した場合、ピロー包装機を停止するシステムがある。しかし、被包装物がバラの棒状乾麺のように、一部が飛び出たような場合には、細いために物品検知センサで検出できず、そのままエンドシール装置でシール処理(噛み込み)をしてしまうおそれがある。そのため、被包装物の種類に関係無く、搬送の一時停止時に被包装物の位置ずれを生じないようにしたいという課題がある。
【課題を解決するための手段】
【0008】
上述した課題を解決するために、本発明は、(1)被包装物を搬送する搬送手段と、その搬送手段の搬送停止時に前記被包装物を抑え込んで前進移動を阻止する抑え装置を備えた。搬送停止は、一時停止と運転停止のいずれでも良い。ベルトコンベアその他の各種のコンベア等の搬送手段にて搬送される被包装物は、搬送方向(前方)に向けて慣性力が発生しているので、搬送手段が搬送停止すると、被包装物は前方に移動し続けようとする。そして、例えば搬送手段の搬送面との被包装物との間の摩擦力が慣性力に勝り大きいと、被包装物は搬送装置の停止に伴い停止するが、慣性力が大きいと被包装物はそのまま前進移動する。そこで本発明では、搬送手段が搬送停止すると、抑え装置にて被包装物を抑え込むので、被包装物は、前進移動せずにそのまま停止する。よって、前方への位置ずれ等を生じることがない。抑え装置は、被包装物に対して直接抑え込んでも良いし、間接的に抑え込んでも良い。
【0009】
(2)前記抑え装置は、停止中の搬送手段上にある前記被包装物を抑え込むと共に、搬送開始直後に前記被包装物に対する抑え込みを解除する機能を備えるとよい。なお、(1)の機能で、停止時に抑え込んだ状態のまま搬送開始まで保持しても良いし、停止時に抑え込んだ後、一旦解除し、運転開始前に再度被包装物を抑え込むようにしても良い。停止状態から起動したときに生じる慣性力により、被包装物が相対的に後退しようとする動きを抑制できる。
【0010】
(3)前記搬送手段は、前記被包装物を内包した状態の包装フィルムとともにその被包装物を搬送するものであり、前記抑え装置は、前記搬送手段の運転中は前記包装フィルムに非接触にするとよい。このようにすると、通常の包装処理のための運転時には包装フィルム(実施形態では、筒状フィルム21に対応)に抑え手段が非接触であるので、包装フィルムひいては被包装物に不必要な力がかからず、包装フィルムにしわが寄ったりシール部位がきれいにならないなどの問題を生じない。
【0011】
(4)前記抑え装置は、前記被包装物の搬送方向の左右両側に配置された左右一対の抑え部材と、その左右一対の抑え部材を接近・離反する駆動装置と、を備え、その抑え部材を接近移動させて前記被包装物を左右両側から挟み込むように構成するとよい。
【0012】
(5)前記抑え部材は、搬送方向に斜めに突出して設けられた複数の弾性体から構成されるようにするとよい。各弾性体の接触面積が大きく、被包装物に対して優しく接触し、被包装物に損傷・ダメージを与えることなく抑え込むことができる。さらに、起動時のフィルムの流れも阻害しない。
【0013】
(6)前記被包装物は、複数の細棒状物品の集合体とするとよい。実施形態でも説明したように、複数の細棒状物品がまとまった集合体の場合、搬送手段の搬送面や包装フィルム等に接触している細棒状物品は、その接触した相手との摩擦抵抗等により搬送手段の停止時に相対的に前方へ移動することが抑止される場合でも、上側中央位置に存在する細棒状物品は、抑え部材による抑え込みがないと、すぐに停止できずに前方へ移動してしまうおそれがあるが、本発明では、抑え装置により確実に抑え込まれるので、前進移動が抑止できる。よって、被包装物の種類に関係なく、確実に位置ずれを防止できる。もちろん、被包装物は、実施形態では、多数の細棒状物品をバラバラの状態で搬送しているが、複数の細棒状物品をテープ等で束ねたものを複数本重ねたものでも良いし、さらには、単体のものでも適用できる。
【0014】
(7)本発明の包装機は、一定間隔ごとに搬送される被包装物を包装処理する包装機であって、その包装機の搬送ラインの一部に上記の(1)〜(6)のいずれかに記載の搬送装置を備えるとよい。
【0015】
(8)前記包装機は、ピロー包装機であり、前記搬送装置は、帯状フィルムを筒状に製袋する製袋器の下流側に配置され、その製袋器を通過した前記被包装物を内包する筒状フィルムを搬送する搬送するものであり、前記抑え装置の上流側端部は、前記製袋器に重なるように配置されるとよい。製袋器内に存在する被包装物に対しても位置ずれを防止することができる。抑え部材は、できるだけ長い距離・区間に渡って配置すると好ましい。
【0016】
(9)前記包装機は、前記製袋器に対して前記帯状フィルムを下側から供給する逆ピロー包装機であり、前記抑え装置は、前記搬送装置を構成する搬送ベルトの搬送面を昇降させる機構と、その搬送面の上方に配置した受け部材都を備え、前記搬送面を上昇させてその搬送面と前記受け部材との間で前記被包装物を抑え込むようにするとよい。
【0017】
(10)前記包装機は、前記製袋器に対して前記帯状フィルムを上側から供給する正ピロー包装機であり、前記抑え装置は、前記搬送装置を構成する搬送ベルトの搬送面の上方に昇降可能に配置した抑え部材を備え、前記抑え部材を下降させてその抑え部材と前記搬送面との間で前記被包装物を抑え込むようにしてもよい。
【発明の効果】
【0018】
本発明は、停止時において被包装物の位置ずれが生じないため、スムーズなオンデマンド運転を行うことができる。 また、エンドシール装置での被包装物の噛み込みによる故障をなくすことができる。
【図面の簡単な説明】
【0019】
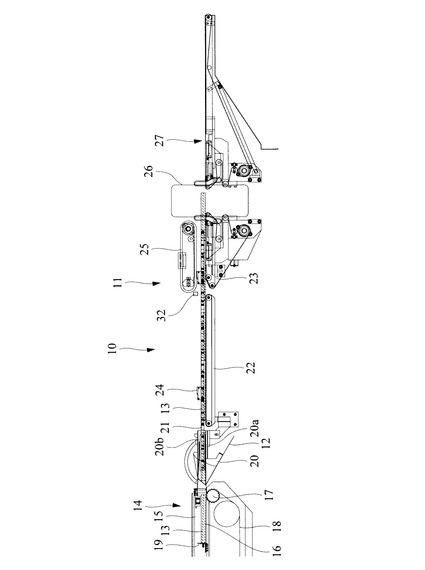
【図1】本発明の好適な一実施形態を示す正面図である。
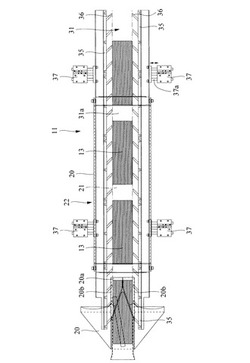
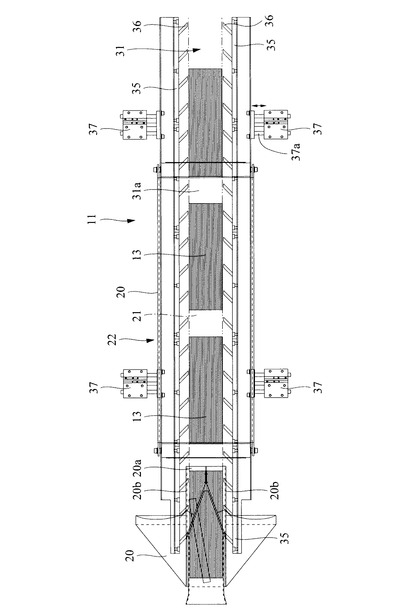
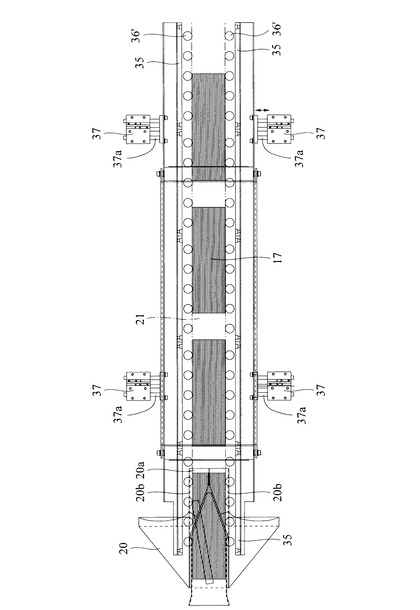
【図2】その平面図である。
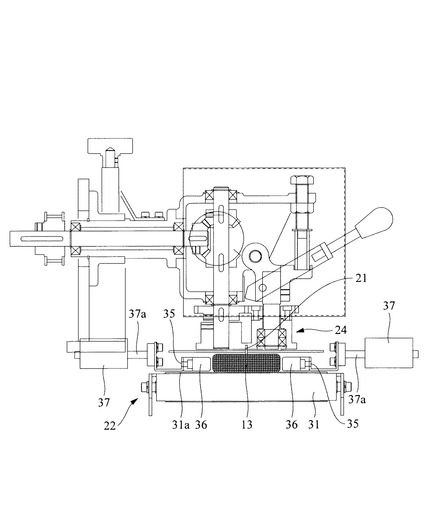
【図3】その側面図である。
【図4】別の実施形態を示す平面図である。
【発明を実施するための形態】
【0020】
図1は、本発明に係る包装機の一形態であるピロー包装機の好適な一実施形態を示している。ピロー包装機10は、包装機本体11と、その包装機本体11に対して帯状の包装フィルム12を連続して供給するフィルム供給装置(図示省略)と、包装機本体11の上流側に配置され、その包装機本体11に対して物品たる被包装物13を所定間隔毎に供給する被包装物搬送供給装置14とを備えている。この被包装物搬送供給装置14が、物品の搬送装置を構成する。本実施形態の搬送・包装対象となる被包装物13は、スパゲッティーや素麺等の多数の細棒状の物品の集合体である。
【0021】
被包装物搬送供給装置14は、搬送方向の左右両側にそれぞれ前後に配置されたスプロケット17(図では、進行方向前方のみ描画)と、その前後のスプロケット17に掛け渡された左右一対のエンドレスチェーン18と、その一対のエンドレスチェーン18間に掛け渡された搬送面を構成する多数の細幅プレート16と、エンドレスチェーン18に所定ピッチ毎に取り付けられた複数の押送フィンガー19と、搬送面の左右両側に配置される横ガイド15とを備えている。これにより、前後の押送フィンガー19間の細幅プレート16上に供給された細棒状の多数の物品は、その細幅プレート16にて支えられるとともに、横ガイド15により横に崩れるのが防止される。そして、被包装物13の後面に押送フィンガー19が突き当たることで、押送フィンガー19の移動に伴い、被包装物13も前進移動する。よって、被包装物13は、押送フィンガー19にて、所定間隔ごとに搬送され、包装機本体11に供給される。
【0022】
包装機本体11は、その搬入側に供給される帯状フィルム12を筒状フィルム21に製袋する製袋器20を備えている。製袋器20は、フィルム供給装置から連続して供給される帯状フィルム12を通過させることで、帯状フィルム12の両側端縁部同士を接触(重合)させるとともに、筒状となった筒状フィルム21に製袋するものである。また、被包装物搬送供給装置14から包装機本体11に対して順次供給される被包装物13は、製袋器20内に挿入される。これにより、製袋器20に供給された被包装物13は、筒状フィルム21内に所定間隔ごとに配置されることになる。
【0023】
そして本実施形態では、帯状フィルム12を製袋器20の下側から供給しているため、製袋器20を通過して筒状に製袋された帯状フィルム12の両側端縁は、上方中央に位置する。これに伴い、筒状フィルム21は、下方部位は切れ目がなく繋がっているので、多数の細棒状の物品かバラバラの状態でも、筒状フィルム21内に収納された状態で搬送できる。
【0024】
さらに包装機本体11は、その製袋器20の下流側に配置された筒状フィルム21を搬送する搬送装置22と、その搬送装置22の上方に配置されたセンターシール装置24と、搬送装置22の下流側に配置され、筒状フィルム21を搬送するベルトコンベア23と、ベルトコンベア23の上方に配置された上側抑えベルト25と、ベルトコンベア23の下流側に配置されたエンドシール装置26と、エンドシール装置26の下流側に配置された搬出コンベア27と、を備えている。
【0025】
センターシール装置24は、重合された帯状フィルム12の両側端縁部をシールする。このセンターシール装置24は、帯状フィルム12の両側端縁部を両側から挟み込み、熱シールする。
【0026】
上側抑えベルト25は、エンドシール装置26の上流側の直近に配置されており、筒状フィルム21内の被包装物13が上方に持ち上がるのを抑制し、水平状態を保持しながら搬送できるようにしている。
【0027】
エンドシール装置26は、筒状フィルム21に対し、進行方向と直交する方向、つまり、横断する方向にシールすると共にカットするものである。そのシール・カットするフィルム部位は、前後の被包装物13の間の所定位置である。これにより、エンドシール装置26を通過することで、筒状フィルム21の先頭部分は、後続から分離され、包装体が製造される。エンドシール装置26は、トップシーラのシール面同士が対向した状態を保持しながら所定の軌跡で公転移動するボックスモーションタイプのものとしたが、回転式のエンドシール装置もある。
【0028】
ここで本発明の要部となる搬送装置22について説明する。搬送装置22は、被包装物13を内包した状態の筒状フィルム21を搬送するベルトコンベア装置31を備えている。このベルトコンベア装置31の搬送面(ベルト面)31aは、製袋器20の底面20aと略同一面上に位置しており、製袋器20にて筒状に製袋された筒状フィルム21の下方部位がそのままスムーズにベルトコンベア装置31の搬送面に移動する。そして、
また、搬送装置22の下流・搬出側のベルトコンベア23との間には、物品検知センサ32が配置される。この物品検知センサ32は、搬送路上の物品の有無を検知するものである。すなわち、被包装物13は、筒状フィルム21内でも所定間隔ごとに配置された状態で搬送され、前後の被包装物13間には一定距離の空間(被包装物13が存在していない区間)が形成されるようになっている。そして、上述したように、エンドシール装置26は、その空間の部分を上下から挟み込んでシールすることになる。従って、エンドシール装置26にて挟み込む領域に被包装物13が存在していると、被包装物13も一緒に挟み込んでしまい、いわゆる噛み込みを生じてしまう。これは、シール不良・不良品の発生となるはかりでなく、装置の故障の原因にもなる。一方、エンドシール装置26から物品検知センサ32までの距離は既知であり、筒状フィルム21の搬送速度と、エンドシール装置26での動作タイミングから、物品検知センサ32で被包装物13が検知された場合にそれが正しいか否か(噛み込みを生じる)がわかる。よって、本来検知してはいけないタイミングで物品検知センサ32から検知信号が検出されると装置を一時停止する制御を行い、上記の噛み込みの発生を未然に防止する。
【0029】
また、搬送速度22は、上流側の被包装物搬送供給装置14からの被包装物の供給状態にあわせてその運転が制御される。すなわち、被包装物搬送供給装置14上で被包装物13が規則正しく搬送されず、前後の押送フィンカー19間で被包装物13が存在せずに途中で物品供給が抜けることがある。このような場合に、包装機本体11をそのまま運転継続すると、被包装物13が収納されていない筒状フィルム21をシール・カットし、空袋を製造してしまうことになり、資源の無駄な消費となる。そのため、被包装物搬送供給装置14からの被包装物13の供給がないときには、包装機本体11(搬送装置22)の動作を一時停止する制御を行う。
【0030】
ところで、上記の一時停止のときに、搬送装置22上の被包装物13には搬送方向前方への慣性力が働いている。そのため、被包装物13のうち筒状フィルム21に接触している細棒状の物品は、筒状フィルム21との摩擦抵抗により筒状フィルム21の停止に追従して停止するが、特に、一塊の多数の細棒状の物品の上方中央部位に位置する細棒状物品は、係る摩擦抵抗等の影響も小さく、慣性力が勝ってそのまま少し前方に移動することがある。そうすると、被包装物13のうち数本程度の少量の物品のみが相対的に前方に移動することになる。係る事態は、慣性力が大きくなる搬送速度が速い場合ほど生じやすくなる。そして、少量の物品のみが前方に移動して突出した場合には、物品検知センサ32で検知できず、エンドシール装置26にて噛み込みを生じるおそれがある。
【0031】
そこで係る事態の発生を防止するため、ベルトコンベア装置31の搬送面の上方側の左右両側に、ベルトコンベア装置31の一時停止時に被包装物13を左右から抑え込む物品抑え装置33を設けた。この物品抑え装置33は、搬送方向に沿って起立配置されるベース板35と、そのベース板35の内側、すなわちベルトコンベア装置31上の筒状フィルム21に対向する面に取り付けた多数の短冊状の抑え部材36と、ベース板35の外側に取り付けられたシリンダ37と、を備えている。
【0032】
ベース板35は、搬送装置22の全長に渡って配置される。特に本実施形態では、ベース板35の上流側端は、製袋器20の設置位置にまで至るようにしている。これに伴い、製袋器20の側壁20bには下流側から帯状の切り欠き部を設けている。そして、ベース板35は、その切り欠き部に対向させ、抑え部材36はその切り欠き部を通って製袋器20内に挿入されている。
【0033】
シリンダ37のシリンダロッド37aは、水平面上であって搬送方向と直交する方向に往復移動する。この往復移動に追従して、ベース板35ひいては抑え部材36が、搬送方向の中心に向かって前後進移動する。つまり、シリンダロッド37aが収縮した後退位置では、抑え部材36は筒状フィルム21に非接触となり、シリンダロッド37aが伸長した前進位置では、抑え部材36は筒状フィルム21に所定の圧力で接触するように設定されている。
【0034】
抑え部材36は、肉薄のゴム・軟質ウレタン等の弾性体から構成され、ベース板35との非接続側である先端側が進行方向前方に位置するように傾斜配置している。これにより、シリンダ37の動作により前進移動した抑え部材36は、その先端部位で筒状フィルム21の側面に対して面接触して、中央に付勢する。よって、筒状フィルム21は、その左右両側からそれぞれに配置された多数の抑え部材36により中央側に向けて付勢される。その結果、挟み込まれることで、その筒状フィルム21内に収納された多数の細棒状の物品も左右から中央に向けて付勢され、隣接する細棒状の物品間の摩擦抵抗も大きくなり、抑え込まれる。よって、搬送装置22が一時停止し、個々の多数の細棒状の物品に慣性力が加わったとしても、その一部または全部が筒状フィルム21に対して相対的に前進することが抑止できる。
【0035】
そして、運転再開に際し、シリンダ37を逆に動作させてベース板35ひいては抑え部材36を後退移動させてその先端部位を筒状フィルム21から離反させる。よって、被包装物13(多数の細棒状の物品)に対する保持が解除され、ベルトコンベア装置31の搬送再開に伴い、筒状フィルム21は被包装物13を内包した状態で搬送される。このとき、好ましくは、抑え部材36を後退移動させるタイミングを、ベルトコンベア装置31の始動開始直後とし、少し遅れて抑え部材36による被包装物13への抑えが解除されるようにする。すなわち、上記の停止時とは逆に、停止状態の被包装物13が、ベルトコンベア装置31の始動時にはその停止した位置に留まろうとする慣性力が働く。そこで、係る慣性力の影響力を低減するため、抑え部材36にて被包装物13を両サイドから抑え込むことで、多数の細棒状物品が一体となり、一部(数本)の細棒状物品が相対的に後退することなく前進移動する。なお、そのように抑え込んだとしても、被包装物13を直接大きな力で抑えるものではないので、被包装物13は、全体として筒状フィルム21と共に前進移動できる。なお、仮に被包装物13が、筒状フィルム21の移動速度よりはゆっくり移動して筒状フィルム21内で進行方向後方にずれたとしても、抑えている時間はごく短いので噛み込みを発生するほど位置ずれすることはないと共に、仮に移動したとしても全体での移動であるのでセンサで検知できるので問題はない。
【0036】
また、本実施形態では、通常の搬送時には抑え部材36の先端部分は筒状フィルム21に接触していないので、搬送時に筒状フィルム21が擦れたり、しわが寄ったりすることがない。なお、この実施形態では、短冊状の抑え部材36は斜めに配置したが、搬送方向と直交する方向に延びるようにしても良い。また、材質は、ゴム等に限ることはない。
【0037】
図4は、別の実施形態を示している。上述した実施形態では、抑え部材36を短冊状のゴム板から構成したが、本実施形態の抑え部材36′は、起立配置したローラから構成している。つまり、各抑え部材36′は、それぞれの軸心を中心に回転可能になっている。これにより、筒状フィルム21が前進移動していると、それに接触するローラ式の各抑え部材36′も追従して自転することで筒状フィルム21に過度なストレスを与えないと共に、被包装物13を左右から抑えることができるので、多数の細棒状物品が一体となり、その一部が相対的に移動するのを抑止できる。もちろん、この実施形態では、回転可能なローラとしたが、回転できずに固定設置したものでも良い
そして、この抑え部材36′も、通常の搬送時には筒状フィルムから離れた待機位置に位置し、ベルトコンベア装置31が一時停止する際に、シリンダ37の作用により互いに筒状フィルム21に向けて移動し、筒状フィルム21を介して被包装物13を左右から挟み込んで固定する。なお、その他の構成並びに作用効果は、上述した実施形態と同様であるので、対応する部材に同一符号を付し、その詳細な説明を省略する。
【0038】
さらに具体的な図示は省略するが、例えばベルトコンベア装置31或いはベルト面31aを昇降させる装置を設けるとともに、ベルトコンベア装置の上方に受け部材を設け、ベルトコンベア装置31の一時停止時に搬送面が上昇し、受け部材との間で被包装物13を挟み込むようにしてもよい。この受け部材は、たとえば、逆ピロー包装機(上述した実施形態に示すように、帯状フィルムを下側から製袋器へ供給し、重合された帯状フィルムの両側端縁部が上側に位置するタイプ)に通常設けられている上板とすることができる。この場合に、上板は、筒状フィルムに常時接触しているが、被包装物である多数の細棒状物品を抑えることはない。そして、搬送面が上昇することで、その搬送面と受け部材(上板)との間で被包装物13を挟み込むようになる。もちろん、通常の搬送時は、受け部材と筒状フィルムを非接触としていても良い。
【0039】
また、搬送面が上昇するのではなく、筒状フィルム21の上側に上板やコンベアベルト(抑えベルト)等の抑え部材を配置し、所定タイミングでそれらを下降移動させて搬送面との間で被包装物を挟み込んで抑えるようにしても良い。
【0040】
特に、通常の帯状フィルムを上側から製袋器へ供給し、重合された帯状フィルムの両側端縁部が下側に位置する正ピロー包装機の場合、その側端縁部をシールするセンターシール装置も下側に位置するため、筒状フィルムの上方空間は、製袋器の設置位置からエンドシール装置の直前まで、抑え部材を設置することができる。また、エンドシール装置の直前には、被包装物の持ち上がりを抑える抑えベルトが設置されることが良くあるが、係る抑えベルトを抑え部材に兼用することもできる。
【符号の説明】
【0041】
10 ピロー包装機
13 被包装物
20 製袋器
22 搬送装置
31 ベルトコンベア装置(搬送手段)
33 物品抑え装置
35 ベース板
36,36′ 抑え部材
37 シリンダ(駆動装置)
【技術分野】
【0001】
本発明は、搬送装置及び包装機に関するもので、たとえば、乾麺などの細棒状の多数の物品をまとまった状態で一括して搬送する際の当該物品の搬送方向の位置ずれを防止する技術に関する。
【背景技術】
【0002】
包装機の一形態であるピロー包装機は、以下のような構成を備えている。まず、原反ロールに巻き取られた帯状フィルムを連続して製袋器に供給し、その製袋器を通過させる際に筒状に製袋された筒状フィルムを形成する。また、この製袋器の上流側には物品搬送供給装置を配置し、その物品搬送供給装置から所定間隔毎に搬送される被包装物が、製袋器内に供給される。これにより、被包装物が製袋器内を通過すると、筒状フィルム内に所定間隔毎に収納されることになり、その被包装物は筒状フィルムとともに搬送される。そして、その搬送方向に沿って、センターシール装置並びにエンドシール装置が配置されている。センターシール装置は、筒状フィルムのフィルム重合端をシールするものである。エンドシール装置は、筒状フィルムを進行方向横方向(前後の被包装物が存在していない部分)にシールするとともに、カットすることで、先端の被包装物が収納された筒状フィルムの部分を後続の筒状フィルムから分離し、包装体を製造するようになる。
【0003】
ところで、製袋器を通過後の筒状フィルム内の被包装物の位置ずれを防止する機能を付加した搬送装置として、従来特許文献1に開示された発明(包装装置における被包装物の搬送装置)がある。
【0004】
この搬送装置は、製袋器を通過したフィルムと共に移動する所定間隔で配置された複数の桟体を備えている。そして、これらの桟体によってフィルムの底部が押し上げられた状態になっている。これにより物品は、桟体の間に位置するようにフィルムに供給されるため、桟体により前後の位置が規制され位置ずれを生じにくくなっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−295615号公報
【発明の概要】
【0006】
しかしながら、上述した従来技術では、以下に示す課題を有する。上記の搬送装置の場合、シールの仕上がりなどを考慮すると、桟体の高さを低くしてフィルムへの影響を極力少なくすることが好ましいが、桟体の高さを低くすれば被包装物がバラの棒状乾麺の場合、その桟体に接触しない上側に位置する乾麺が桟体を乗り越えてしまうおそれがある。特に、搬送速度が速くなると、搬送装置の一時停止時に被包装物に加わる前方への慣性力も大きくなり、被包装物を構成する多数の棒状乾麺の一部が前方へ飛び出してしまうおそれがある。
【0007】
このように前方に飛び出すと、その移動距離が大きいとエンドシール装置におけるシール部位に被包装物が存在してしまい、そのまま搬送・運転を継続するとエンドシール装置にて被包装物ごとシールする噛み込みを発生し、不良品を生じる。係る事態の発生を未然に防止するため、ピロー包装機には、被包装物の搬送状態を監視し、噛み込みを発生するおそれのある位置に被包装物が存在していることを検知した場合、ピロー包装機を停止するシステムがある。しかし、被包装物がバラの棒状乾麺のように、一部が飛び出たような場合には、細いために物品検知センサで検出できず、そのままエンドシール装置でシール処理(噛み込み)をしてしまうおそれがある。そのため、被包装物の種類に関係無く、搬送の一時停止時に被包装物の位置ずれを生じないようにしたいという課題がある。
【課題を解決するための手段】
【0008】
上述した課題を解決するために、本発明は、(1)被包装物を搬送する搬送手段と、その搬送手段の搬送停止時に前記被包装物を抑え込んで前進移動を阻止する抑え装置を備えた。搬送停止は、一時停止と運転停止のいずれでも良い。ベルトコンベアその他の各種のコンベア等の搬送手段にて搬送される被包装物は、搬送方向(前方)に向けて慣性力が発生しているので、搬送手段が搬送停止すると、被包装物は前方に移動し続けようとする。そして、例えば搬送手段の搬送面との被包装物との間の摩擦力が慣性力に勝り大きいと、被包装物は搬送装置の停止に伴い停止するが、慣性力が大きいと被包装物はそのまま前進移動する。そこで本発明では、搬送手段が搬送停止すると、抑え装置にて被包装物を抑え込むので、被包装物は、前進移動せずにそのまま停止する。よって、前方への位置ずれ等を生じることがない。抑え装置は、被包装物に対して直接抑え込んでも良いし、間接的に抑え込んでも良い。
【0009】
(2)前記抑え装置は、停止中の搬送手段上にある前記被包装物を抑え込むと共に、搬送開始直後に前記被包装物に対する抑え込みを解除する機能を備えるとよい。なお、(1)の機能で、停止時に抑え込んだ状態のまま搬送開始まで保持しても良いし、停止時に抑え込んだ後、一旦解除し、運転開始前に再度被包装物を抑え込むようにしても良い。停止状態から起動したときに生じる慣性力により、被包装物が相対的に後退しようとする動きを抑制できる。
【0010】
(3)前記搬送手段は、前記被包装物を内包した状態の包装フィルムとともにその被包装物を搬送するものであり、前記抑え装置は、前記搬送手段の運転中は前記包装フィルムに非接触にするとよい。このようにすると、通常の包装処理のための運転時には包装フィルム(実施形態では、筒状フィルム21に対応)に抑え手段が非接触であるので、包装フィルムひいては被包装物に不必要な力がかからず、包装フィルムにしわが寄ったりシール部位がきれいにならないなどの問題を生じない。
【0011】
(4)前記抑え装置は、前記被包装物の搬送方向の左右両側に配置された左右一対の抑え部材と、その左右一対の抑え部材を接近・離反する駆動装置と、を備え、その抑え部材を接近移動させて前記被包装物を左右両側から挟み込むように構成するとよい。
【0012】
(5)前記抑え部材は、搬送方向に斜めに突出して設けられた複数の弾性体から構成されるようにするとよい。各弾性体の接触面積が大きく、被包装物に対して優しく接触し、被包装物に損傷・ダメージを与えることなく抑え込むことができる。さらに、起動時のフィルムの流れも阻害しない。
【0013】
(6)前記被包装物は、複数の細棒状物品の集合体とするとよい。実施形態でも説明したように、複数の細棒状物品がまとまった集合体の場合、搬送手段の搬送面や包装フィルム等に接触している細棒状物品は、その接触した相手との摩擦抵抗等により搬送手段の停止時に相対的に前方へ移動することが抑止される場合でも、上側中央位置に存在する細棒状物品は、抑え部材による抑え込みがないと、すぐに停止できずに前方へ移動してしまうおそれがあるが、本発明では、抑え装置により確実に抑え込まれるので、前進移動が抑止できる。よって、被包装物の種類に関係なく、確実に位置ずれを防止できる。もちろん、被包装物は、実施形態では、多数の細棒状物品をバラバラの状態で搬送しているが、複数の細棒状物品をテープ等で束ねたものを複数本重ねたものでも良いし、さらには、単体のものでも適用できる。
【0014】
(7)本発明の包装機は、一定間隔ごとに搬送される被包装物を包装処理する包装機であって、その包装機の搬送ラインの一部に上記の(1)〜(6)のいずれかに記載の搬送装置を備えるとよい。
【0015】
(8)前記包装機は、ピロー包装機であり、前記搬送装置は、帯状フィルムを筒状に製袋する製袋器の下流側に配置され、その製袋器を通過した前記被包装物を内包する筒状フィルムを搬送する搬送するものであり、前記抑え装置の上流側端部は、前記製袋器に重なるように配置されるとよい。製袋器内に存在する被包装物に対しても位置ずれを防止することができる。抑え部材は、できるだけ長い距離・区間に渡って配置すると好ましい。
【0016】
(9)前記包装機は、前記製袋器に対して前記帯状フィルムを下側から供給する逆ピロー包装機であり、前記抑え装置は、前記搬送装置を構成する搬送ベルトの搬送面を昇降させる機構と、その搬送面の上方に配置した受け部材都を備え、前記搬送面を上昇させてその搬送面と前記受け部材との間で前記被包装物を抑え込むようにするとよい。
【0017】
(10)前記包装機は、前記製袋器に対して前記帯状フィルムを上側から供給する正ピロー包装機であり、前記抑え装置は、前記搬送装置を構成する搬送ベルトの搬送面の上方に昇降可能に配置した抑え部材を備え、前記抑え部材を下降させてその抑え部材と前記搬送面との間で前記被包装物を抑え込むようにしてもよい。
【発明の効果】
【0018】
本発明は、停止時において被包装物の位置ずれが生じないため、スムーズなオンデマンド運転を行うことができる。 また、エンドシール装置での被包装物の噛み込みによる故障をなくすことができる。
【図面の簡単な説明】
【0019】
【図1】本発明の好適な一実施形態を示す正面図である。
【図2】その平面図である。
【図3】その側面図である。
【図4】別の実施形態を示す平面図である。
【発明を実施するための形態】
【0020】
図1は、本発明に係る包装機の一形態であるピロー包装機の好適な一実施形態を示している。ピロー包装機10は、包装機本体11と、その包装機本体11に対して帯状の包装フィルム12を連続して供給するフィルム供給装置(図示省略)と、包装機本体11の上流側に配置され、その包装機本体11に対して物品たる被包装物13を所定間隔毎に供給する被包装物搬送供給装置14とを備えている。この被包装物搬送供給装置14が、物品の搬送装置を構成する。本実施形態の搬送・包装対象となる被包装物13は、スパゲッティーや素麺等の多数の細棒状の物品の集合体である。
【0021】
被包装物搬送供給装置14は、搬送方向の左右両側にそれぞれ前後に配置されたスプロケット17(図では、進行方向前方のみ描画)と、その前後のスプロケット17に掛け渡された左右一対のエンドレスチェーン18と、その一対のエンドレスチェーン18間に掛け渡された搬送面を構成する多数の細幅プレート16と、エンドレスチェーン18に所定ピッチ毎に取り付けられた複数の押送フィンガー19と、搬送面の左右両側に配置される横ガイド15とを備えている。これにより、前後の押送フィンガー19間の細幅プレート16上に供給された細棒状の多数の物品は、その細幅プレート16にて支えられるとともに、横ガイド15により横に崩れるのが防止される。そして、被包装物13の後面に押送フィンガー19が突き当たることで、押送フィンガー19の移動に伴い、被包装物13も前進移動する。よって、被包装物13は、押送フィンガー19にて、所定間隔ごとに搬送され、包装機本体11に供給される。
【0022】
包装機本体11は、その搬入側に供給される帯状フィルム12を筒状フィルム21に製袋する製袋器20を備えている。製袋器20は、フィルム供給装置から連続して供給される帯状フィルム12を通過させることで、帯状フィルム12の両側端縁部同士を接触(重合)させるとともに、筒状となった筒状フィルム21に製袋するものである。また、被包装物搬送供給装置14から包装機本体11に対して順次供給される被包装物13は、製袋器20内に挿入される。これにより、製袋器20に供給された被包装物13は、筒状フィルム21内に所定間隔ごとに配置されることになる。
【0023】
そして本実施形態では、帯状フィルム12を製袋器20の下側から供給しているため、製袋器20を通過して筒状に製袋された帯状フィルム12の両側端縁は、上方中央に位置する。これに伴い、筒状フィルム21は、下方部位は切れ目がなく繋がっているので、多数の細棒状の物品かバラバラの状態でも、筒状フィルム21内に収納された状態で搬送できる。
【0024】
さらに包装機本体11は、その製袋器20の下流側に配置された筒状フィルム21を搬送する搬送装置22と、その搬送装置22の上方に配置されたセンターシール装置24と、搬送装置22の下流側に配置され、筒状フィルム21を搬送するベルトコンベア23と、ベルトコンベア23の上方に配置された上側抑えベルト25と、ベルトコンベア23の下流側に配置されたエンドシール装置26と、エンドシール装置26の下流側に配置された搬出コンベア27と、を備えている。
【0025】
センターシール装置24は、重合された帯状フィルム12の両側端縁部をシールする。このセンターシール装置24は、帯状フィルム12の両側端縁部を両側から挟み込み、熱シールする。
【0026】
上側抑えベルト25は、エンドシール装置26の上流側の直近に配置されており、筒状フィルム21内の被包装物13が上方に持ち上がるのを抑制し、水平状態を保持しながら搬送できるようにしている。
【0027】
エンドシール装置26は、筒状フィルム21に対し、進行方向と直交する方向、つまり、横断する方向にシールすると共にカットするものである。そのシール・カットするフィルム部位は、前後の被包装物13の間の所定位置である。これにより、エンドシール装置26を通過することで、筒状フィルム21の先頭部分は、後続から分離され、包装体が製造される。エンドシール装置26は、トップシーラのシール面同士が対向した状態を保持しながら所定の軌跡で公転移動するボックスモーションタイプのものとしたが、回転式のエンドシール装置もある。
【0028】
ここで本発明の要部となる搬送装置22について説明する。搬送装置22は、被包装物13を内包した状態の筒状フィルム21を搬送するベルトコンベア装置31を備えている。このベルトコンベア装置31の搬送面(ベルト面)31aは、製袋器20の底面20aと略同一面上に位置しており、製袋器20にて筒状に製袋された筒状フィルム21の下方部位がそのままスムーズにベルトコンベア装置31の搬送面に移動する。そして、
また、搬送装置22の下流・搬出側のベルトコンベア23との間には、物品検知センサ32が配置される。この物品検知センサ32は、搬送路上の物品の有無を検知するものである。すなわち、被包装物13は、筒状フィルム21内でも所定間隔ごとに配置された状態で搬送され、前後の被包装物13間には一定距離の空間(被包装物13が存在していない区間)が形成されるようになっている。そして、上述したように、エンドシール装置26は、その空間の部分を上下から挟み込んでシールすることになる。従って、エンドシール装置26にて挟み込む領域に被包装物13が存在していると、被包装物13も一緒に挟み込んでしまい、いわゆる噛み込みを生じてしまう。これは、シール不良・不良品の発生となるはかりでなく、装置の故障の原因にもなる。一方、エンドシール装置26から物品検知センサ32までの距離は既知であり、筒状フィルム21の搬送速度と、エンドシール装置26での動作タイミングから、物品検知センサ32で被包装物13が検知された場合にそれが正しいか否か(噛み込みを生じる)がわかる。よって、本来検知してはいけないタイミングで物品検知センサ32から検知信号が検出されると装置を一時停止する制御を行い、上記の噛み込みの発生を未然に防止する。
【0029】
また、搬送速度22は、上流側の被包装物搬送供給装置14からの被包装物の供給状態にあわせてその運転が制御される。すなわち、被包装物搬送供給装置14上で被包装物13が規則正しく搬送されず、前後の押送フィンカー19間で被包装物13が存在せずに途中で物品供給が抜けることがある。このような場合に、包装機本体11をそのまま運転継続すると、被包装物13が収納されていない筒状フィルム21をシール・カットし、空袋を製造してしまうことになり、資源の無駄な消費となる。そのため、被包装物搬送供給装置14からの被包装物13の供給がないときには、包装機本体11(搬送装置22)の動作を一時停止する制御を行う。
【0030】
ところで、上記の一時停止のときに、搬送装置22上の被包装物13には搬送方向前方への慣性力が働いている。そのため、被包装物13のうち筒状フィルム21に接触している細棒状の物品は、筒状フィルム21との摩擦抵抗により筒状フィルム21の停止に追従して停止するが、特に、一塊の多数の細棒状の物品の上方中央部位に位置する細棒状物品は、係る摩擦抵抗等の影響も小さく、慣性力が勝ってそのまま少し前方に移動することがある。そうすると、被包装物13のうち数本程度の少量の物品のみが相対的に前方に移動することになる。係る事態は、慣性力が大きくなる搬送速度が速い場合ほど生じやすくなる。そして、少量の物品のみが前方に移動して突出した場合には、物品検知センサ32で検知できず、エンドシール装置26にて噛み込みを生じるおそれがある。
【0031】
そこで係る事態の発生を防止するため、ベルトコンベア装置31の搬送面の上方側の左右両側に、ベルトコンベア装置31の一時停止時に被包装物13を左右から抑え込む物品抑え装置33を設けた。この物品抑え装置33は、搬送方向に沿って起立配置されるベース板35と、そのベース板35の内側、すなわちベルトコンベア装置31上の筒状フィルム21に対向する面に取り付けた多数の短冊状の抑え部材36と、ベース板35の外側に取り付けられたシリンダ37と、を備えている。
【0032】
ベース板35は、搬送装置22の全長に渡って配置される。特に本実施形態では、ベース板35の上流側端は、製袋器20の設置位置にまで至るようにしている。これに伴い、製袋器20の側壁20bには下流側から帯状の切り欠き部を設けている。そして、ベース板35は、その切り欠き部に対向させ、抑え部材36はその切り欠き部を通って製袋器20内に挿入されている。
【0033】
シリンダ37のシリンダロッド37aは、水平面上であって搬送方向と直交する方向に往復移動する。この往復移動に追従して、ベース板35ひいては抑え部材36が、搬送方向の中心に向かって前後進移動する。つまり、シリンダロッド37aが収縮した後退位置では、抑え部材36は筒状フィルム21に非接触となり、シリンダロッド37aが伸長した前進位置では、抑え部材36は筒状フィルム21に所定の圧力で接触するように設定されている。
【0034】
抑え部材36は、肉薄のゴム・軟質ウレタン等の弾性体から構成され、ベース板35との非接続側である先端側が進行方向前方に位置するように傾斜配置している。これにより、シリンダ37の動作により前進移動した抑え部材36は、その先端部位で筒状フィルム21の側面に対して面接触して、中央に付勢する。よって、筒状フィルム21は、その左右両側からそれぞれに配置された多数の抑え部材36により中央側に向けて付勢される。その結果、挟み込まれることで、その筒状フィルム21内に収納された多数の細棒状の物品も左右から中央に向けて付勢され、隣接する細棒状の物品間の摩擦抵抗も大きくなり、抑え込まれる。よって、搬送装置22が一時停止し、個々の多数の細棒状の物品に慣性力が加わったとしても、その一部または全部が筒状フィルム21に対して相対的に前進することが抑止できる。
【0035】
そして、運転再開に際し、シリンダ37を逆に動作させてベース板35ひいては抑え部材36を後退移動させてその先端部位を筒状フィルム21から離反させる。よって、被包装物13(多数の細棒状の物品)に対する保持が解除され、ベルトコンベア装置31の搬送再開に伴い、筒状フィルム21は被包装物13を内包した状態で搬送される。このとき、好ましくは、抑え部材36を後退移動させるタイミングを、ベルトコンベア装置31の始動開始直後とし、少し遅れて抑え部材36による被包装物13への抑えが解除されるようにする。すなわち、上記の停止時とは逆に、停止状態の被包装物13が、ベルトコンベア装置31の始動時にはその停止した位置に留まろうとする慣性力が働く。そこで、係る慣性力の影響力を低減するため、抑え部材36にて被包装物13を両サイドから抑え込むことで、多数の細棒状物品が一体となり、一部(数本)の細棒状物品が相対的に後退することなく前進移動する。なお、そのように抑え込んだとしても、被包装物13を直接大きな力で抑えるものではないので、被包装物13は、全体として筒状フィルム21と共に前進移動できる。なお、仮に被包装物13が、筒状フィルム21の移動速度よりはゆっくり移動して筒状フィルム21内で進行方向後方にずれたとしても、抑えている時間はごく短いので噛み込みを発生するほど位置ずれすることはないと共に、仮に移動したとしても全体での移動であるのでセンサで検知できるので問題はない。
【0036】
また、本実施形態では、通常の搬送時には抑え部材36の先端部分は筒状フィルム21に接触していないので、搬送時に筒状フィルム21が擦れたり、しわが寄ったりすることがない。なお、この実施形態では、短冊状の抑え部材36は斜めに配置したが、搬送方向と直交する方向に延びるようにしても良い。また、材質は、ゴム等に限ることはない。
【0037】
図4は、別の実施形態を示している。上述した実施形態では、抑え部材36を短冊状のゴム板から構成したが、本実施形態の抑え部材36′は、起立配置したローラから構成している。つまり、各抑え部材36′は、それぞれの軸心を中心に回転可能になっている。これにより、筒状フィルム21が前進移動していると、それに接触するローラ式の各抑え部材36′も追従して自転することで筒状フィルム21に過度なストレスを与えないと共に、被包装物13を左右から抑えることができるので、多数の細棒状物品が一体となり、その一部が相対的に移動するのを抑止できる。もちろん、この実施形態では、回転可能なローラとしたが、回転できずに固定設置したものでも良い
そして、この抑え部材36′も、通常の搬送時には筒状フィルムから離れた待機位置に位置し、ベルトコンベア装置31が一時停止する際に、シリンダ37の作用により互いに筒状フィルム21に向けて移動し、筒状フィルム21を介して被包装物13を左右から挟み込んで固定する。なお、その他の構成並びに作用効果は、上述した実施形態と同様であるので、対応する部材に同一符号を付し、その詳細な説明を省略する。
【0038】
さらに具体的な図示は省略するが、例えばベルトコンベア装置31或いはベルト面31aを昇降させる装置を設けるとともに、ベルトコンベア装置の上方に受け部材を設け、ベルトコンベア装置31の一時停止時に搬送面が上昇し、受け部材との間で被包装物13を挟み込むようにしてもよい。この受け部材は、たとえば、逆ピロー包装機(上述した実施形態に示すように、帯状フィルムを下側から製袋器へ供給し、重合された帯状フィルムの両側端縁部が上側に位置するタイプ)に通常設けられている上板とすることができる。この場合に、上板は、筒状フィルムに常時接触しているが、被包装物である多数の細棒状物品を抑えることはない。そして、搬送面が上昇することで、その搬送面と受け部材(上板)との間で被包装物13を挟み込むようになる。もちろん、通常の搬送時は、受け部材と筒状フィルムを非接触としていても良い。
【0039】
また、搬送面が上昇するのではなく、筒状フィルム21の上側に上板やコンベアベルト(抑えベルト)等の抑え部材を配置し、所定タイミングでそれらを下降移動させて搬送面との間で被包装物を挟み込んで抑えるようにしても良い。
【0040】
特に、通常の帯状フィルムを上側から製袋器へ供給し、重合された帯状フィルムの両側端縁部が下側に位置する正ピロー包装機の場合、その側端縁部をシールするセンターシール装置も下側に位置するため、筒状フィルムの上方空間は、製袋器の設置位置からエンドシール装置の直前まで、抑え部材を設置することができる。また、エンドシール装置の直前には、被包装物の持ち上がりを抑える抑えベルトが設置されることが良くあるが、係る抑えベルトを抑え部材に兼用することもできる。
【符号の説明】
【0041】
10 ピロー包装機
13 被包装物
20 製袋器
22 搬送装置
31 ベルトコンベア装置(搬送手段)
33 物品抑え装置
35 ベース板
36,36′ 抑え部材
37 シリンダ(駆動装置)
【特許請求の範囲】
【請求項1】
被包装物を搬送する搬送手段と、
その搬送手段の搬送停止時に前記被包装物を抑え込んで前進移動を阻止する抑え装置を備えたことを特徴とする搬送装置。
【請求項2】
前記抑え装置は、停止中の搬送手段上にある前記被包装物を抑え込むと共に、搬送開始直後に前記被包装物に対する抑え込みを解除する機能を備えたことを特徴とする請求項1に記載の搬送装置。
【請求項3】
前記搬送手段は、前記被包装物を内包した状態の包装フィルムとともにその被包装物を搬送するものであり、
前記抑え装置は、前記搬送手段の運転中は前記包装フィルムに非接触にすることを特徴とする請求項1または2に記載の物品搬送供給装置。
【請求項4】
前記抑え装置は、前記被包装物の搬送方向の左右両側に配置された左右一対の抑え部材と、
その左右一対の抑え部材を接近・離反する駆動装置と、を備え、
その抑え部材を接近移動させて前記被包装物を左右両側から挟み込むように構成したことを特徴とする請求項1〜3のいずれかに記載の物品搬送供給装置。
【請求項5】
前記抑え部材は、搬送方向に斜めに突出して設けられた複数の弾性体から構成されことを特徴とする請求項1〜4のいずれか1項に記載の搬送装置。
【請求項6】
前記被包装物は、複数の細棒状物品の集合体であることを特徴とする請求項1〜5のいずれか1項に記載の搬送装置。
【請求項7】
一定間隔ごとに搬送される被包装物を包装処理する包装機であって、
その包装機の搬送ラインの一部に請求項1〜6のいずれかに記載の搬送装置を備えたことを特徴とする包装機。
【請求項8】
前記包装機は、ピロー包装機であり、
前記搬送装置は、帯状フィルムを筒状に製袋する製袋器の下流側に配置され、その製袋器を通過した前記被包装物を内包する筒状フィルムを搬送する搬送するものであり、
前記抑え装置の上流側端部は、前記製袋器に重なるように配置されることを特徴とする請求項7に記載の包装機。
【請求項9】
前記包装機は、前記製袋器に対して前記帯状フィルムを下側から供給する逆ピロー包装機であり、
前記抑え装置は、前記搬送装置を構成する搬送ベルトの搬送面を昇降させる機構と、その搬送面の上方に配置した受け部材都を備え、
前記搬送面を上昇させてその搬送面と前記受け部材との間で前記被包装物を抑え込むことを特徴とする請求項7または8に記載の包装機。
【請求項10】
前記包装機は、前記製袋器に対して前記帯状フィルムを上側から供給する正ピロー包装機であり、
前記抑え装置は、前記搬送装置を構成する搬送ベルトの搬送面の上方に昇降可能に配置した抑え部材を備え、
前記抑え部材を下降させてその抑え部材と前記搬送面との間で前記被包装物を抑え込むことを特徴とする請求項7または8に記載の包装機。
【請求項1】
被包装物を搬送する搬送手段と、
その搬送手段の搬送停止時に前記被包装物を抑え込んで前進移動を阻止する抑え装置を備えたことを特徴とする搬送装置。
【請求項2】
前記抑え装置は、停止中の搬送手段上にある前記被包装物を抑え込むと共に、搬送開始直後に前記被包装物に対する抑え込みを解除する機能を備えたことを特徴とする請求項1に記載の搬送装置。
【請求項3】
前記搬送手段は、前記被包装物を内包した状態の包装フィルムとともにその被包装物を搬送するものであり、
前記抑え装置は、前記搬送手段の運転中は前記包装フィルムに非接触にすることを特徴とする請求項1または2に記載の物品搬送供給装置。
【請求項4】
前記抑え装置は、前記被包装物の搬送方向の左右両側に配置された左右一対の抑え部材と、
その左右一対の抑え部材を接近・離反する駆動装置と、を備え、
その抑え部材を接近移動させて前記被包装物を左右両側から挟み込むように構成したことを特徴とする請求項1〜3のいずれかに記載の物品搬送供給装置。
【請求項5】
前記抑え部材は、搬送方向に斜めに突出して設けられた複数の弾性体から構成されことを特徴とする請求項1〜4のいずれか1項に記載の搬送装置。
【請求項6】
前記被包装物は、複数の細棒状物品の集合体であることを特徴とする請求項1〜5のいずれか1項に記載の搬送装置。
【請求項7】
一定間隔ごとに搬送される被包装物を包装処理する包装機であって、
その包装機の搬送ラインの一部に請求項1〜6のいずれかに記載の搬送装置を備えたことを特徴とする包装機。
【請求項8】
前記包装機は、ピロー包装機であり、
前記搬送装置は、帯状フィルムを筒状に製袋する製袋器の下流側に配置され、その製袋器を通過した前記被包装物を内包する筒状フィルムを搬送する搬送するものであり、
前記抑え装置の上流側端部は、前記製袋器に重なるように配置されることを特徴とする請求項7に記載の包装機。
【請求項9】
前記包装機は、前記製袋器に対して前記帯状フィルムを下側から供給する逆ピロー包装機であり、
前記抑え装置は、前記搬送装置を構成する搬送ベルトの搬送面を昇降させる機構と、その搬送面の上方に配置した受け部材都を備え、
前記搬送面を上昇させてその搬送面と前記受け部材との間で前記被包装物を抑え込むことを特徴とする請求項7または8に記載の包装機。
【請求項10】
前記包装機は、前記製袋器に対して前記帯状フィルムを上側から供給する正ピロー包装機であり、
前記抑え装置は、前記搬送装置を構成する搬送ベルトの搬送面の上方に昇降可能に配置した抑え部材を備え、
前記抑え部材を下降させてその抑え部材と前記搬送面との間で前記被包装物を抑え込むことを特徴とする請求項7または8に記載の包装機。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−105480(P2011−105480A)
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願番号】特願2009−263871(P2009−263871)
【出願日】平成21年11月19日(2009.11.19)
【出願人】(000206093)大森機械工業株式会社 (138)
【Fターム(参考)】
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願日】平成21年11月19日(2009.11.19)
【出願人】(000206093)大森機械工業株式会社 (138)
【Fターム(参考)】
[ Back to top ]