
搬送装置
【課題】部品を予め整列させなくても、搬送途中にサイクルタイムを悪化させることなく部品の位置または姿勢を整えることが可能な搬送装置を提供する。
【解決手段】搬送装置1は、部品を保持した状態で受渡し領域3まで移動する受入トレイ11と、受渡し領域3まで移動して受入トレイ11から部品を受け取り、他の領域まで部品を保持した状態で搬送する部品保持モジュール40と、受入トレイ11が部品と共に受渡し領域3に到着してから部品保持モジュール40が受渡し領域3に到着するまでの間に、受渡し領域3において受入トレイ11に保持された部品の位置または姿勢を整えるトレイ移動手段12および待機部品撮像手段13と、を備える。
【解決手段】搬送装置1は、部品を保持した状態で受渡し領域3まで移動する受入トレイ11と、受渡し領域3まで移動して受入トレイ11から部品を受け取り、他の領域まで部品を保持した状態で搬送する部品保持モジュール40と、受入トレイ11が部品と共に受渡し領域3に到着してから部品保持モジュール40が受渡し領域3に到着するまでの間に、受渡し領域3において受入トレイ11に保持された部品の位置または姿勢を整えるトレイ移動手段12および待機部品撮像手段13と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は部品等を搬送する搬送装置に関する。
【背景技術】
【0002】
従来、電子部品等の各種部品の搬送においては、直動式の搬送装置と共に回転式の搬送装置が用いられている。この内、回転式の搬送装置は、回転する略円盤状のターレットテーブル(ターンテーブル、インデックステーブル)等に部品を保持して搬送するものであり、部品の向きを変更する必要がある場合や、部品の加工組立または各種検査を搬送途中に行う場合に用いられている(例えば、特許文献1参照)。
また、特許文献1の搬送装置とは構造が異なるが、ターレットテーブルが電子部品を下から保持し、この回転途中に電子部品に対して、水晶片や各種要素部材を組み込んでいくような搬送装置も存在する。
【特許文献1】特開平10−152222号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、上記特許文献1に示されるような従来の搬送装置では、搬送装置に対して受け渡される部品の事前の位置決めについて、十分な配慮がなされていないという問題があった。具体的には、搬送装置に供給される部品は、受け渡し領域とは別の場所において、予め姿勢制御や位置決めがなされており、姿勢が確定した状態で搬送装置に受け渡されて、インデックステーブルが保持することが前提となっていた。
従って、この種の搬送装置に対して部品を供給する際には、搬送装置から離れた場所において、事前に姿勢制御を行う必要があることから、搬送装置への部品の供給スピードを上げることが困難となって搬送行程のサイクルタイムが長くなり、生産効率が悪化するという問題があった。また、姿勢制御を行ってから、更に供給動作(部品の移動)を行う必要があり、結局、この供給動作によって供給姿勢に誤差が発生してしまうという問題があった。
【0004】
本発明は、このような問題点に鑑みてなされたものであり、部品の姿勢制御を容易化しながらも、搬送サイクルタイムを向上させることが可能な搬送装置を提供しようとするものである。
【課題を解決するための手段】
【0005】
(1)本発明は、部品を保持した状態で受渡し領域まで移動する供給側部品保持手段と、前記受渡し領域まで移動して前記供給側部品保持手段から前記部品を受け取り、他の領域まで前記部品を保持した状態で搬送する搬送側部品保持手段と、前記供給側部品保持手段が前記部品と共に前記受渡し領域に到着してから前記搬送側部品保持手段が前記受渡し領域に到着するまでの間に、前記受渡し領域において前記供給側部品保持手段に保持された部品の位置または姿勢を整える整列手段と、を備えることを特徴とする、搬送装置である。
【0006】
(2)本発明はまた、前記搬送側部品保持手段は、回転部材に対して周方向に沿って複数配設され、前記回転部材の回転に伴って前記部品が前記回転方向に搬送されることを特徴とする、上記(1)に記載の搬送装置である。
【0007】
(3)本発明はまた、前記周方向に沿って配設される複数の搬送側部品保持手段の間に、前記整列手段との干渉を避けるための干渉回避空間部が形成されていることを特徴とする、上記(2)に記載の搬送装置である。
【0008】
(4)本発明はまた、前記整列手段は、前記受渡し領域において前記供給側部品保持手段に保持された部品を撮像する撮像部、および前記撮像部からの情報に基づいて前記部品の位置または姿勢を修正する調整部からなることを特徴とする、上記(3)に記載の搬送装置である。
【0009】
(5)本発明はまた、前記撮像部は、前記干渉回避空間部を通して前記受渡し領域にある前記部品を撮像することを特徴とする、上記(4)に記載の搬送装置である。
【0010】
(6)本発明はまた、前記供給側部品保持手段は、前記調整部を一体的に備えていることを特徴とする上記(4)または(5)に記載の搬送装置である。
【0011】
(7)本発明はまた、前記供給側部品保持手段は、バルク状態で載置された前記部品を複数保持し、前記搬送側部品保持手段は、前記部品を上方から保持し、前記干渉回避空間部は、前記回転部材に形成された切り欠きまたは開口であり、前記整列手段は、前記撮像部で撮像した複数の前記部品の中から選択された1つの部品の位置または姿勢を、前記調整部で前記供給側部品保持手段を移動させることによって整えることを特徴とする、上記(5)または(6)に記載の搬送装置である。
【0012】
(8)本発明はまた、前記供給側部品保持手段は、前記部品を上方から保持し、前記搬送側部品保持手段は、前記部品を下方から保持し、前記干渉回避空間部は、前記回転部材に形成された切り欠きまたは開口であり、前記撮像部は、前記受渡し領域にある前記部品を下方から撮像することを特徴とする、上記(5)または(6)に記載の搬送装置である。
【発明の効果】
【0013】
本発明によれば、部品を予め整列させなくても、搬送途中にサイクルタイムを悪化させることなく部品の位置または姿勢を整えることができるという優れた効果を奏し得る。
【発明を実施するための最良の形態】
【0014】
以下、図面を参照して本発明の実施の形態の例について詳細に説明する。
【0015】
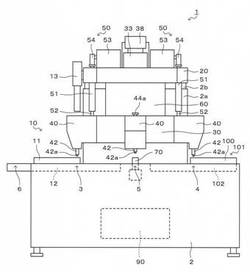
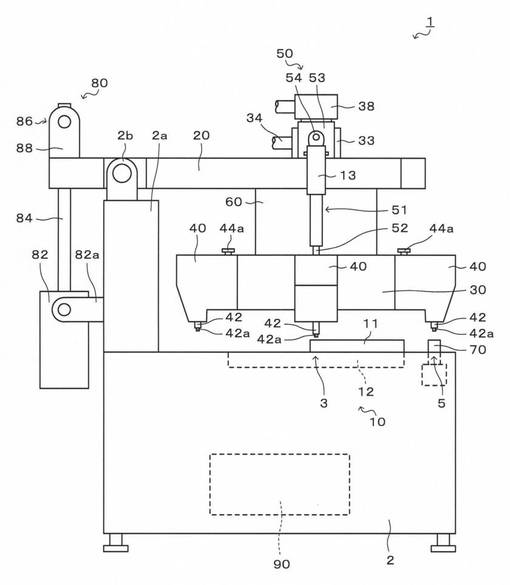
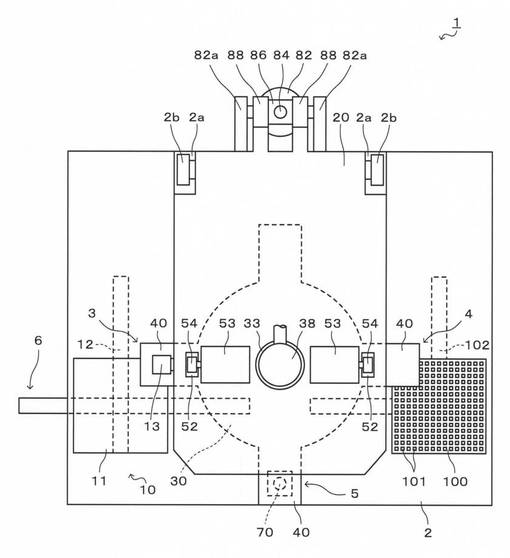
図1は本発明の第1の実施形態に係る搬送装置1の正面図であり、図2は搬送装置1の左側面図であり、図3は搬送装置1の平面図である。図1〜3は、搬送装置1が部品を搬送可能な運転可能状態である場合を示している。なお、以下の説明における各方向は、原則として運転可能状態の搬送装置1を正面から見た場合を基準としている。
【0016】
図1〜3に示されるように、搬送装置1は、基台2と、基台2上面の左側に配設された部品受入装置10と、基台2に揺動自在に配設されたアーム20と、アーム20に回転自在に配設された回転部材30と、回転部材30の外周面に周方向に沿って配設された4つの部品保持モジュール40と、アーム20に配設された2つの外部付勢装置50と、回転部材30を回転させる回転部材駆動手段60と、基台2上面の中央手前側に配設された保持姿勢撮像手段70と、アーム20を揺動させる揺動手段80と、搬送装置1全体を制御する中央制御装置90と、基台2上面の右側に配設された整列トレイ100を有して構成されている。この搬送装置1は、外部からバルク状態で部品受入装置10に供給された部品を整列トレイ100まで搬送し、部品を整列トレイ100上に整列状態で載置するものである。
【0017】
基台2は、略直方体状の部材である。基台2の内部には、中央制御装置90や、特に図示しない電源装置等が配設されている。基台2上面の奥側端部には柱部材2aが配設されており、この柱部材2aの上端にはアーム20を動作可能(揺動自在)に支持するアームブラケット2bが配設されている。本実施形態では、基台2上面の左側部分に部品受入装置10から部品保持モジュール40に部品を受け渡す受渡し領域3を、基台2上面の右側部分に部品の搬送先である搬出領域4を設定している。また、保持姿勢撮像手段70が配設された基台2上面の中央手前側部分に保持姿勢撮像領域5を設定している。
【0018】
部品受入装置10は、略四角形状の受入トレイ11と、例えばX−Yテーブルから構成されるトレイ移動手段12と、アーム20に配設された待機部品撮像手段13から構成されている。受入トレイ11は、トレイ移動手段12上に配設されており、バルク状態で供給された複数の部品を上面に載置した状態で保持するものである。本実施形態では、この受入トレイ11が本発明にかかる供給側部品保持手段を構成している。トレイ移動手段12は、図示は省略するが、モータによって駆動される直動装置を互いに直角に組み合わせて構成されている。本実施形態におけるトレイ移動手段12は、図3における上下方向および左右方向に受入トレイ11を移動可能となっている。待機部品撮像手段13は、本実施形態ではCCDカメラから構成されている。待機部品撮像手段13は、受入トレイ11上に載置された状態で受渡し領域3にある部品を上方から撮像する位置に配設されている。待機部品撮像手段13は中央制御装置90と電気的に接続されている。
【0019】
部品受入装置10は、図1および3の左側に示す供給領域6において外部からバルク状態で受入トレイ11上に載置された複数の部品を、トレイ移動手段12によって受入トレイ11を移動させることにより、受渡し領域3まで搬送する。すなわち、部品受入装置10は、複数の部品を保持して供給領域6から受渡し領域3まで搬送する搬送装置として機能するように構成されている。
【0020】
アーム20は、アームブラケット2bからベース10の上方を手前に向けて伸びる腕状の部材である。アーム20には回転部材30が回転自在に保持されると共に、回転部材駆動手段60および外部付勢装置50が配設されている。
【0021】
回転部材30は、略円盤状の部材であり、外周面に4つの部品保持モジュール40が等間隔で配設されている。図1〜3では搬送装置1は運転可能状態であり、回転部材30は部品を搬送可能な位置である運転位置にある。回転部材30は、運転位置において回転の中心軸が上下方向となるようにアーム20に保持されている。そして、回転部材30は、運転位置において回転した場合に全ての部品保持モジュール40が受渡し領域3、搬出領域4および保持姿勢撮像領域5の上方を通過するように構成されている。また、運転位置においていずれかの部品保持モジュール40が受渡し領域3に対向する位置にある場合に、他の部品保持モジュール40が搬出領域4および保持姿勢撮像領域5に対向する位置にあるように構成されている。
【0022】
図4(a)は回転部材30および部品保持モジュール40の平面図であり、同図(b)は回転部材30および部品保持モジュール40の断面図である。同図(a)に示されるように、部品保持モジュール40は、略円筒状の回転部材30の外周面に90度間隔で外側に向けて突設されている。本実施形態では、このように各部品保持モジュール40の間の部材を排除して(または切り欠いて)干渉回避空間部31を生じるようにしている。干渉回避空間部31の機能については、後述する。また、部品保持モジュール40は、特に図示しないボルト等によって容易に着脱可能に回転部材30に配設されている。
【0023】
回転部材30の上面の中心には、中空軸32が突設されている。この中空軸32は回転部材30の回転の中心となると共に、アーム20に回転自在に保持される部分となっている。また、中空軸32は、大径の外側パイプ32aと小径の内側パイプ32bが同軸的に配設された二重構造となっている。中空軸32の外側パイプ32aと内側パイプ32bの間隙は、低圧源となる真空ポンプ(図示省略)と部品保持モジュール40を繋ぐ通路の一部となっている。中空軸32の上端部には、スイベルジョイント33を介して真空ポンプに繋がるエア配管34が接続されている。
【0024】
回転部材30の内部には、外側パイプ32aと内側パイプ32bの間隙と同軸的に接続された中央気室35が中心部に形成されており、さらに、この中央気室35から各部品保持モジュール40に個別に接続された4つの吸引通路36が放射状に形成されている。各吸引通路36の途中には、部品保持モジュール40と真空ポンプの連通・遮断を切り替える切替バルブ37がそれぞれ配設されている。従って、本実施形態では、各部品保持モジュール40と真空ポンプの連通・遮断を個別に切り替えることが可能となっている。本実施形態における切替バルブ37は、ソレノイドによって弁体を移動させる電磁弁から構成されている。なお、切替バルブ37は、電気的に駆動されるものであればその他の構成のものであってもよい。
【0025】
回転部材30の内部にはさらに、切替バルブ37を制御して後述する吸着ノズル42aによる部品の吸着・解放を制御する吸着ノズル切替制御装置91、および、後述する保持部自転駆動手段43を制御する保持部自転制御装置92が配設されている。吸着ノズル切替制御装置91および保持部自転制御装置92は、CPU、ROMおよびRAM等を備えた制御装置である。吸着ノズル切替制御装置91および保持部自転制御装置92は、特に図示しない配線によって、切替バルブ37および保持部自転駆動手段43とそれぞれ電気的に接続されると共に、中央制御装置90に電気的に接続されている。中央制御装置90と吸着ノズル切替制御装置91および保持部自転制御装置92を繋ぐ配線は、中空軸32先端部に配設されたスリップリング38を介して接続されている。スリップリング38と吸着ノズル切替制御装置91および保持部自転制御装置92の間の配線は、中空軸32の内側パイプ32b内部を通されている。
【0026】
図5(a)および(b)は、部品保持モジュール40の断面構造および外部付勢装置50を示した図である。これらの図に示されるように、部品保持モジュール40は、筺体41と、筺体41に自転自在に配設された保持部42と、保持部42を自転駆動する保持部自転駆動手段43を有して構成されている。
【0027】
筺体41は、保持部42および保持部自転駆動手段43を内部に保持すると共に、回転部材30にボルト等によって着脱可能に固定された部材である。
【0028】
保持部42は、図の下方に向けられた先端に吸着ノズル42aが配設された細長い円筒状の部材である。保持部42は、中心軸周りに回転(自転)自在であると共に、中心軸(自転軸)方向に沿って往復移動自在に筺体41に保持されている。保持部42の内部は吸着ノズル42aに繋がる吸引通路42bとなっている。保持部42の吸引通路42aは、特に図示しない通路およびコネクタを介して回転部材30に配設された切替バルブ37に接続される。
【0029】
吸着ノズル42aは、運転位置においては基台2上面に対向するように設けられている。切替バルブ37は、真空ポンプと吸着ノズル42aの連通・遮断を切り替えると共に、遮断時には、吸着ノズル42aを大気開放状態とするように構成されている。すなわち、保持部42は、切替バルブ37によって真空ポンプと吸着ノズル42aが連通された場合に、吸着ノズル42aによって部品を吸引して吸着(保持)し、切替バルブ37によって真空ポンプと吸着ノズル42aが遮断された場合に、吸着ノズル122aに保持していた部品を解放するように構成されている。本実施形態では、部品保持モジュール40は、本発明に係る搬送側部品保持手段を構成している。
【0030】
保持部自転駆動手段43は、筺体41に固定されたモータ43aと、モータ43aの回転駆動力を保持部42に伝達する伝達機構43bから構成されている。本実施形態では、モータ43aはステッピングモータから構成されている。モータ43aは、特に図示しない配線およびコネクタを介して、保持部自転制御装置92と電気的に接続される。伝達機構43bは、モータ43aの出力軸に固定された駆動歯車43b1、および保持部42に同軸的に固定された従動歯車43b2からなり、モータ43aの回転数を所定の減速比で減速するように構成されている。なお、伝達機構43bを3つ以上の歯車列から構成するようにしてもよいし、ベルト伝達機構やチェーン伝達機構等により構成するようにしてもよい。
【0031】
保持部42は、この保持部自転駆動手段43に駆動されて自転する。本実施形態では、このように保持部42を自転させることによって、吸着ノズル42aに吸着保持した部品の姿勢を整えるようになっている。
【0032】
保持部42の基端部(図の上端部)には、ブラケット44が接続されている。ブラケット44は、保持部42の上端部から図の右側(回転部材30の中心側)に向けて配設されている。ブラケット44は保持部42に対して、保持部42の中心軸周りに回転自在であるが保持部42の中心軸方向には移動不可能に接続されている。すなわち、保持部42が自転した場合には、ブラケット44は回転しないが、保持部42が中心軸(自転軸)方向に往復移動した場合には、ブラケット44は保持部と共に往復移動するようになっている。
【0033】
ブラケット44は、内部付勢装置45によって筺体41から常に上方(アーム20側)に向けて付勢されており、通常は図の右側端部を、筺体41の図の右側内側面上部に設けられたストッパ46に当接させた状態で静止している。これにより、保持部42は、通常は図5(a)に示されるように、ブラケット44と共にアーム20側に引き寄せられた状態となる。すなわち、運転位置においては、保持部42は通常、基台2上面から離隔した状態となる。ブラケット44の図の右側端部上面には、受圧部材44aが上方(アーム20側)に向けて突設されている。この受圧部材44aは筺体41の外部に露出しており、外部付勢装置50は、この受圧部材44aに外力を加えて押圧するように構成されている。
【0034】
外部付勢装置50は、先端を受圧部材44aに向けてアーム20に配設された細長い円筒状のガイド部材51と、ガイド部材51の内部に挿通された細長い棒状の押圧部材52と、アーム20の上面に配設されたモータ53と、モータ53の出力軸に固定されたカム54を有して構成されている。押圧部材52は、先端を受圧部材44aに向けると共に、基端をカム54に接続されている。そして、モータ53に駆動されたカム54の回転に伴って図の上下(受圧部材44aに近接離隔する方向)に往復移動するように構成されている。カム54のカムプロファイルは、搬送装置1の搬送速度等に応じて適宜に設定すればよい。
【0035】
押圧部材52は、受圧部材44aに近接する方向への移動によって、自身の先端が受圧部材44aに当接すると共に、内部付勢装置45の付勢力に勝る外力を受圧部材44aに加える。そして、図5(b)に示されるように、ブラケット44と共に保持部42を、保持部42の自転軸に沿ってアーム20から離隔する方向に移動させる。その後、カム54の回転に伴って押圧部材52が受圧部材44aから離隔する方向へ移動すると、ブラケット44および保持部42は、内部付勢装置45の付勢力により、保持部42の自転軸に沿ってアーム20に近接する方向に移動することとなる。
【0036】
図1〜3に戻って、本実施形態では、運転可能状態において受渡し領域3および搬出領域4に対向する位置にある部品保持モジュール40の受圧部材44aを押圧する位置に、外部付勢装置50がそれぞれ配設されている。従って、外部付勢装置50は、運転可能状態において受渡し領域3または搬出領域4に近接する方向に保持部42を移動させるように配設されている。また、内部付勢装置45は、運転可能状態において受渡し領域3または搬出領域4から離隔する方向に常に保持部42を付勢し、外部付勢装置50による受圧部材44aへの外力が加わらなくなった場合には、受渡し領域3または搬出領域4から離隔する方向に保持部42を移動させるように構成されている。すなわち、本発明における保持部自転軸方向駆動手段は、内部付勢装置45および外部付勢装置50から構成されている。
【0037】
回転部材駆動手段60は、アーム20の図の下面に固定され、アーム20とターレットテーブル30の間に位置している。本実施形態では、回転部材駆動手段60は、アーム20に固定されるステータ、およびステータの外周を回転する筒状のロータから構成されるDDモータである。ステータの中心部には軸方向に貫通孔が形成されている。回転部材30は、この貫通孔内に中空軸32を挿通した状態でロータに固定されている。
【0038】
保持姿勢撮像手段70は、本実施形態ではCCDカメラから構成されている。保持姿勢撮像手段70は、保持姿勢撮像領域5において上方から来る光を検知可能なように配設されている。具体的には、保持姿勢撮像手段70は、運転可能状態において保持姿勢撮像領域5に対向する位置にある部品保持モジュール40の吸着ノズル42aに保持された部品を下方から撮像する位置に配設されている。保持姿勢撮像手段70は中央制御装置90と電気的に接続されており、撮像して得られた画像情報は中央制御装置90に送信される。
【0039】
揺動手段80は、モータ82と、モータ82の出力軸に接続されるねじ軸84と、アーム20に配設されるナット86とから構成されている。モータ82は、例えばステッピングモータであり、出力軸を上にして柱部材2aの左側面にモータブラケット82aを介して揺動可能に配設されている。ねじ軸84は、外周面におねじが形成された棒状の部材であり、モータ82の出力軸に同軸的に接続されている。ナット86は、ねじ軸84のおねじと螺合するめねじを備えており、ナットブラケット88を介してアーム20の後端上方に回動可能に配設されている。ナット86はねじ軸84と螺合しており、ねじ軸84がモータ82に駆動されて回転することにより、ねじ軸84に沿って直線移動する。ナット86は、アーム20の揺動中心よりも左側に位置している。従って、ナット86を下方に移動させることで回転部材30を上昇させ、ナット86を上方に移動させることで回転部材30を下降させることができる。
【0040】
図6は、回転部材30を退避位置まで移動させた状態を示した左側面図である。揺動手段80は、部品保持モジュール40が受渡し領域3、搬出領域4および保持姿勢撮像領域5に対向状態となる運転位置(図2参照)と、部品保持モジュール40が受渡し領域3、搬出領域4および保持姿勢撮像領域5に非対向状態となる退避位置との間を、回転部材30を移動可能に構成されている。具体的には、揺動手段80はアーム20を略90度回動させることで、回転部材30を運転位置から退避位置に移動させる。アーム20の回動に伴ってナット86およびモータ82が回動または揺動するため、揺動手段80は、シンプルな構成でありながらも、アーム20をスムーズに回動させることができる。本実施形態では、退避位置に移動させることによって、回転部材30を基台2から大きく引き離すと共に、回転部材30の下面および部品保持モジュール40の吸着ノズル42aの先端を側方に向けて開放するようにしている。このようにすることで、吸着ノズル42aのメンテナンスや、基台2に配設された部品受入装置10、整列トレイ100および保持姿勢撮像手段70等のメンテナンスを容易に行うことができる。
【0041】
図1〜3に戻って、中央制御装置90は、CPU、ROMおよびRAM等を備えた制御装置であり、部品受入装置10、外部付勢装置50、回転部材駆動手段60および保持姿勢撮像手段70等を直接制御する。また、中央制御装置90は、吸着ノズル切替制御装置91および保持部自転制御装置92に制御情報を送信して、4つの切替バルブ37および4つの保持部自転駆動手段43を個別に制御させる。
【0042】
整列トレイ100は、マトリクス状に配置された複数の凹部101が上面に形成されたトレイであり、例えばX−Yテーブルから構成された整列トレイ移動手段102上に配設されている。整列トレイ移動手段102は、図示は省略するが、モータによって駆動される直動装置を互いに直角に組み合わせて構成されている。本実施形態における整列トレイ移動手段102は、図3における上下方向および左右方向に整列トレイ100を移動可能となっている。
【0043】
整列トレイ移動手段102は、中央制御装置90に制御されて、搬出領域4にある部品保持モジュール40の吸着ノズル42aの真下に、複数の凹部101のうちの1つが順番に位置するように整列トレイ100を移動させる。すなわち、搬出領域4において吸着ノズル42aから開放された部品が凹部101に収容された後に、次に搬送される部品が収容される凹部101を、次に搬出領域4に到着する吸着ノズル42aの真下となる位置に配置するという動作を繰り返し、全ての凹部101内に部品を収容させる。全ての凹部101内に部品が収容された整列トレイ100は、例えば次の検査工程等に運ばれる。
【0044】
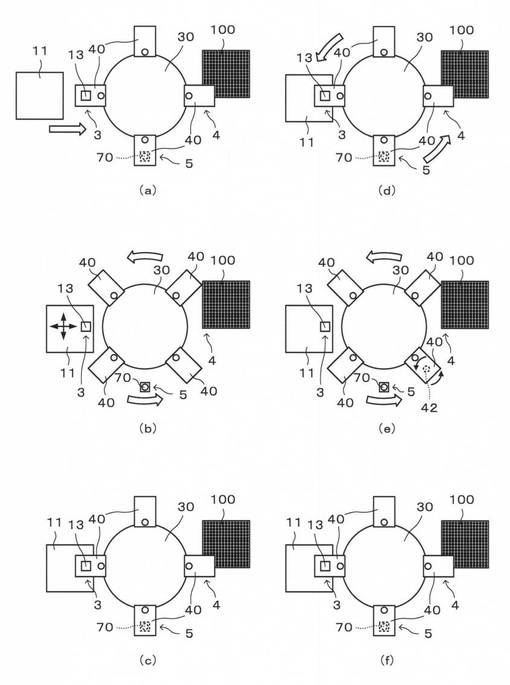
次に、搬送装置1の作動について説明する。図7(a)〜(f)は、搬送装置1の作動を示した平面図である。
【0045】
まず、同図(a)に示されるように、部品受入装置10が、供給領域6において複数の部品を載置された受入トレイ11を受渡し領域3まで移動させる。そして、同図(b)に示されるように、回転部材30が図の反時計回りに略90度回転する。このとき、回転部材30の回転中に待機部品撮像手段13が受入トレイ11上の部品を撮像し、この画像情報を基にトレイ移動手段12が受入トレイ11を移動させ、選択された受入トレイ11上の1つの部品を受渡し領域3にある部品保持手段40の吸着ノズル42aの真下となる位置に配置する。
【0046】
詳細には、待機部品撮像手段13は、受渡し領域3にある複数の部品を撮像した後に、その画像情報を中央制御装置90に送信する。中央制御装置90は、受信した画像情報を解析し、画像情報に含まれる複数の部品のうちの1つを適宜に選択する。そして、吸着ノズル42aが吸着可能な位置に選択した1つの部品を配置するようにトレイ移動手段12を制御する。トレイ移動手段12は、中央制御装置90の制御に基づいて、受入トレイ11を移動させ、選択された部品が吸着ノズル42aによって適切に吸着可能となるように、その位置を整える。すなわち、本実施形態のトレイ移動手段12および待機部品撮像手段13は本発明に係る整列手段を構成している。また、トレイ移動手段12は本発明に係る整列手段の調整部を構成し、待機部品撮像手段13は本発明に係る整列手段の撮像部を構成している。
【0047】
待機部品撮像手段13による撮像およびトレイ移動手段12による部品位置の調整は、次の部品保持モジュール40が受渡し領域3に対抗する位置に到着するまでに行われる。待機部品撮像手段13は、受渡し領域3の真上に配設されているため、受渡し領域3に対抗する位置に部品保持モジュール40がある場合には、部品保持モジュール40に遮られて受入トレイ11上の部品を撮像することができない。従って、待機部品撮像手段13は、回転部材30の回転中、すなわち、それまで受渡し領域3にあった部品保持モジュール40が移動し、次の部品保持モジュール40が受渡し領域3に到着するまでの間に撮像を行う。2つの部品保持モジュール40の間は、上述したように、大きく切り欠かれて部材が排除された干渉回避空間部31となっているため、待機部品撮像手段13は、干渉回避空間部31を通して上方から受入トレイ11上の部品を撮像することができる。
【0048】
このように、本実施形態では、部品保持モジュール40の間に干渉回避空間部31を形成することによって、受入トレイ11上に載置されて受渡し領域3にある部品を待機部品撮像手段13により撮像することを可能としている。これにより、吸着ノズル42aに対する部品の位置を微調整することができるため、バルク状態で載置された部品であっても、適切に吸着ノズル42aに吸着させて、搬送することが可能となる。すなわち、予め部品を整列状態としておかなくても、部品を吸着ノズル42aに確実に受け渡すことができる。また、部品を供給領域6から受渡し領域3まで搬送する途中に部品の位置を調整するのではなく、次に部品を吸着する部品保持モジュール40が受渡し領域3に到着するまでの間に部品の位置を調整するため、部品搬送のサイクルタイムを悪化させないようになっている。同様に、本実施形態では、受渡し領域3内における吸着ノズル42aの吸着位置において、予め同軸状態で姿勢制御を行うことができる。この結果、吸着ノズル42aに対する部品の供給姿勢を高精度で制御することが可能になり、その後の吸着ノズル42aによる搬送行程を簡潔化することができる。なお、干渉回避空間部31は、部材を排除した切り欠きに限定されるものではなく、周囲を囲まれた開口部であってもよいし、例えばガラス等の光を透過することができる部材から構成されるものであってもよい。
【0049】
回転部材30は、略90度回転した後に、同図(c)に示されるように、所定の時間静止する。回転部材30が静止している間に、外部付勢装置50が、受渡し領域3にある部品保持手段40の保持部42を下降させ、吸着ノズル42aを選択された部品に近接させる。そして、切替バルブ37が吸着ノズル42aと真空ポンプを連通させることにより、吸着ノズル42aが選択された部品を吸着して保持する。その後、外部付勢装置50による受圧部44aの押圧が解除されると共に、内部付勢装置45による付勢力によって保持部42は、吸着ノズル42aに部品を保持した状態で上昇する。
【0050】
次に、回転部材30は、再び略90度回転して、同図(d)に示されるように、再び所定の時間静止する。これにより、先程トレイ2b上から取り出された部品は、保持姿勢撮像領域5に対抗する位置に搬送される。回転部材30が静止している間に、保持姿勢撮像手段70は、吸着ノズル42aに保持されている部品を撮像する。回転部材30が回転している間には、上記同様に、待機部品撮像手段13は受入トレイ11上の部品を撮像し、トレイ移動手段12は次の部品を吸着ノズル42aの真下に配置する。そして、回転部材30が静止している間には、上記同様に、受渡し領域3に対抗する位置にある部品保持手段40の吸着ノズル42aが次の部品を吸着して保持する。
【0051】
次に、回転部材30は、同図(e)に示されるように、再び略90度回転する。回転部材30が回転している間に、保持部自転駆動手段43が、保持姿勢撮像手段70によって撮像された画像情報に基づいて保持部42を適切な角度だけ自転させ、吸着ノズル42aに保持された部品の姿勢を、整列トレイ100の凹部101内に適切に収容されるように整える。この間にも待機部品撮像手段13およびトレイ移動手段12は、上記動作を行う。
【0052】
次に、回転部材30は、同図(f)に示されるように、再び所定の時間静止する。先程姿勢を整えられた部品は、搬出領域4に到着している。回転部材30が静止している間に、外部付勢装置50が、搬出領域4にある部品保持手段40の保持部42を下降させ、吸着ノズル42aを整列トレイ100の凹部101に近接させる。そして、切替バルブ37が吸着ノズル42aと真空ポンプを遮断して吸着ノズル42aを大気開放状態とする。これにより、吸着ノズル42aが保持していた部品は開放されて落下し、凹部101に収容される。その後、外部付勢装置50による受圧部44aの押圧が解除されると共に、内部付勢装置45による付勢力によって保持部42は、吸着ノズル42aに部品を保持した状態で上昇する。保持姿勢撮像手段70は、この間に、上記同様に次の部品を撮像する。また、受渡し領域3にある部品保持モジュール40は、その次の部品を吸着ノズル42aに保持する。
【0053】
次に、回転部材30は、再び略90度回転する。回転部材30が回転している間に、整列トレイ移動手段102は、次の凹部101を吸着ノズル42aの真下に配置するように、整列トレイ100を移動させる。この間にも、待機部品撮像手段13、トレイ移動手段12および保持部自転駆動手段43は、上記動作を行う。
【0054】
搬送装置1は、上記動作を繰り返すことによって、受入トレイ11上にバルク状態で載置された部品を1つずつ取り出して搬送し、整列トレイ100上に整列状態で載置する。搬送装置1では、受入トレイ11上の部品の位置調整、および吸着ノズル42aに保持された部品の姿勢の調整を回転部材30の回転中に行うため、無駄な待ち時間が発生しないようになっている。このため、搬送装置1は、バルク状態の複数の部品の中から1つの部品を適切に取り出し、且つ姿勢を整えた上で整列トレイ100まで搬送して整列状態とする動作を高速に実行することができる。
【0055】
以上説明したように、本実施形態に係る搬送装置1は、部品を保持した状態で受渡し領域3まで移動する受入トレイ11と、受渡し領域3まで移動して受入トレイ11から部品を受け取り、他の領域まで部品を保持した状態で搬送する部品保持モジュール40と、受入トレイ11が部品と共に受渡し領域3に到着してから部品保持モジュール40が受渡し領域3に到着するまでの間に、受渡し領域3において受入トレイ11に保持された部品の位置または姿勢を整えるトレイ移動手段12および待機部品撮像手段13と、を備える。
このため、部品を予め整列させなくても、搬送途中にサイクルタイムを悪化させることなく部品の位置または姿勢を整えることができる。すなわち、部品の搬送途中に無駄な待ち時間や待機動作を生じることなく高速で部品を搬送することが可能となる。
【0056】
また、搬送装置1では、部品保持モジュール40は、回転部材30に対して周方向に沿って複数配設され、回転部材30の回転に伴って部品が回転方向に搬送される。このため、直動式の搬送装置とは異なり、部品を受渡し領域3まで取りに行く動作と部品を受渡し領域3から搬送する動作を同時に行うことができる。これにより、搬送速度をさらに向上させることができる。
【0057】
また、搬送装置1では、周方向に沿って配設される複数の部品保持モジュール40の間に、待機部品撮像手段13との干渉を避けるための干渉回避空間部31が形成されている。このため、受渡し領域3にある部品を回転部材30に遮られることなく、待機部品撮像手段13によって直接撮像することができる。これにより、受渡し領域3以外の領域に待機部品撮像手段13および整列装置等を配設して受入トレイの移動中に部品の位置または姿勢を調整する必要がなくなる。従って、受入トレイ11の移動距離を短縮することが可能となり、搬送速度をさらに向上させることができる。
【0058】
また、本発明にかかる整列手段は、受渡し領域3において受入トレイ11に保持された部品を撮像する待機部品撮像手段13、および待機部品撮像手段13からの情報に基づいて部品の位置または姿勢を修正するトレイ移動手段12からなる。このため、撮像した画像情報に基づいて部品の元の位置または姿勢を確実に把握した上で、要求される位置または姿勢に調整することができる。また、部品の外形だけでなく、部品表面に付した刻印や色彩等の目印に基づいて部品の姿勢を調整することができる。
【0059】
また、待機部品撮像手段13は、干渉回避空間部31を通して受渡し領域3にある部品を撮像する。このため、待機部品撮像手段13を受渡し領域3に近い位置に配設し、受渡し領域3にある部品を直接撮像することができる。また、部品保持モジュール40の移動中に受渡し領域3にある部品を撮像し、その位置または姿勢を調整することが可能となり、部品の搬送速度を向上させることができる。
【0060】
また、搬送装置1では、受入トレイ11は、バルク状態で載置された部品を複数保持し、部品保持モジュール40は、部品を上方から保持し、干渉回避空間部31は、回転部材30に形成された切り欠きであり、中央制御装置90は、待機部品撮像手段13で撮像した複数の前記部品の中から1つの部品を選択し、トレイ移動手段12で受入トレイ11を移動させることによって選択した部品の位置または姿勢を整える。このため、バルク状態で供給された部品を、サイクルタイムを悪化させることなく、整列状態で搬送先に搬送することができる。これにより、部品の生産や検査等の効率を向上させることができる。
【0061】
なお、本実施形態に係る搬送装置1は、4つの部品保持モジュール40を備えているが、本発明はこれに限定されるものではなく、その他の個数の部品保持モジュール40を備えるようにしてもよい。
【0062】
また、保持部42は、吸着ノズル42aを下方に向けているが、これに限定されるものではなく、吸着ノズル42aを側方や上方に向けるものであってもよい。さらに、保持部42は、吸着ノズル42aを備えるものに限定されるものではなく、例えばエア駆動により部品を把持する構造のものであってもよい。
【0063】
また、回転部材30は、運転位置において回転の中心軸が上下方向となるように配設されているが、これに限定されるものではなく、運転位置における回転の中心軸が水平方向や斜め方向となるように配設されるものであってもよい。また、回転部材30は、本実施形態に示される形状以外の形状であってもよい。
【0064】
また、切替バルブ37は、真空ポンプと吸着ノズル42aを遮断すると共に吸着ノズルを大気開放状態とするものに限定されるものではなく、例えば、真空ポンプと吸着ノズル42aを遮断すると共に吸着ノズル42aをコンプレッサ等の高圧源と連通させるものであってもよい。このようにすることで、吸着ノズル42aからの部品の解放をより高速に行うことができる場合がある。
【0065】
また、本実施形態では、切替バルブ37を電磁弁から構成しているが、本発明はこれに限定されるものではなく、切替バルブ37を機械的に動作させるバルブから構成してもよい。さらに、切替バルブ37を動作させるアクチュエータやモータ等を回転部材30の外部に備えるようにしてもよい。
【0066】
また、部品受入装置10、整列トレイ移動手段102および保持姿勢撮像手段70は、中央制御装置90によって直接制御されるものに限定されるものではなく、それぞれに専用の制御装置を設けるようにしてもよい。
【0067】
また、アーム20は、基台2に配設されるものに限定されるものではなく、他の部材に配設されるものや、独立して設置されるものであってもよい。さらに、アーム20は、揺動以外の動作を可能に構成されるものであってもよい。例えば、上方に向けて直線移動した後に揺動するように、または複数の異なる回転軸を中心に揺動もしくは回動するようにアーム20を構成してもよい。
【0068】
また、受渡し領域3、搬出領域4および保持姿勢撮像領域5の位置は、本実施形態において示した位置に限定されるものではなく、受渡し領域3、搬出領域4および保持姿勢撮像領域5をその他の位置に配置するようにしてもよい。さらに、部品の加工組立や検査等を行う領域を搬送途中に設けるようにしてもよい。
【0069】
また、回転部材30の回転は、90度回転するごとに静止する間欠回転に限定されるものではなく、部品保持モジュール40が受渡し領域3、搬出領域4および保持姿勢撮像領域5に対抗する位置にある場合にも、回転部材30を低速で回転させ続けるようにしてもよい。
【0070】
次に、本発明の第2の実施形態に係る搬送装置110について説明する。
【0071】
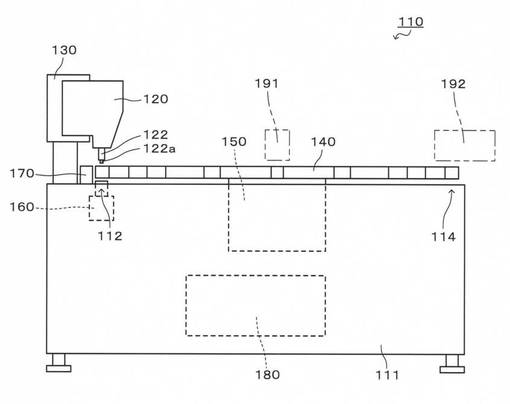
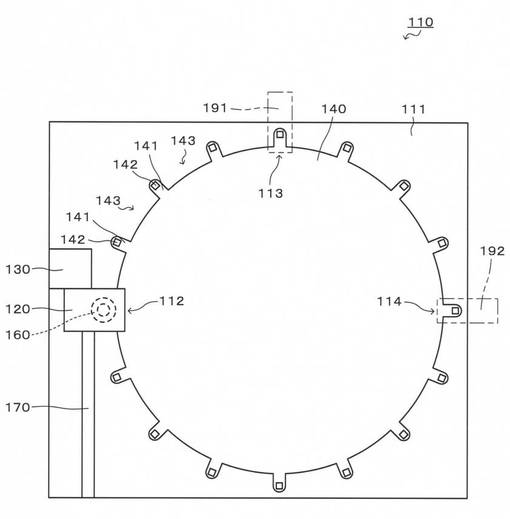
図8は本発明の第2の実施形態に係る搬送装置110の正面図であり、図9は搬送装置110の平面図である。図8および9は、搬送装置110が部品を搬送可能な運転可能状態である場合を示している。なお、以下の説明における各方向は、原則として運転可能状態の搬送装置110を正面から見た場合を基準としている。
【0072】
図8および9に示されるように、搬送装置110は、基台111と、基台111の左側に配設された部品保持ユニット120と、部品保持ユニット120を移動させる部品保持ユニット移動手段130と、基台111の略中央部に回転自在に配設される回転テーブル140と、回転テーブル140を回転させる回転テーブル駆動手段150と、基台111の左側に配設される部品撮像手段160と、部品保持ユニット120にむけて部品を供給するフィーダ170と、搬送装置110全体を制御する制御装置180を有して構成されている。この搬送装置110は、部品を搬送しながら加工、組立、検査等を行う装置である。従って、搬送装置110は部品の製造装置としての機能も有しているが、図8および9においては部品の製造に関する装置についての図示を省略している。
【0073】
本実施形態では、搬送装置110は、圧電振動子の製造に用いられるものである。搬送装置110は、外部のパッケージ供給装置191から供給されたパッケージを回転テーブル140で保持して搬送する。そして、フィーダ170から供給された水晶片を、部品保持ユニット120によって回転テーブル140に保持されたパッケージ内に収容する。その後、パッケージおよび水晶片を回転テーブル140で搬送しながらその他の処理や検査等を行う。搬送装置110における処理や検査等が完了したパッケージおよび水晶片は、外部の搬出装置192によって次の工程に搬出される。
【0074】
基台111は、略直方体上の部材である。基台111の内部には、制御装置180や特に図示しない電源装置等が配設されている。本実施形態では、水晶片を部品保持ユニット120によって回転テーブル140に保持されたパッケージ内に載置する、すなわち水晶片を部品保持ユニット120から回転テーブルに受け渡す受け渡し領域112を基台111上面の左側部分に設定している。また、パッケージ供給装置191から回転テーブル140にパッケージが供給される受入領域113を基台111上面の奥側部分に、回転テーブル140から搬出装置192によってパッケージおよび水晶片が搬出される搬出領域114を基台111上面の右側部分に設定している。
【0075】
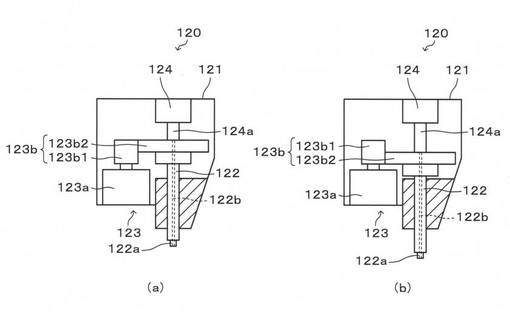
部品保持ユニット120は、フィーダ170から部品(水晶片)を取り出して保持し、部品を保持した状態で移動することで回転テーブル140まで部品を搬送するものである。図10(a)および(b)は、部品保持ユニット120の構造を示した断面図である。これらの図に示されるように、部品保持ユニット120は、筺体121と、筺体121に自転自在に配設された保持部122と、保持部122を自転駆動する保持部自転駆動手段123と、保持部122を自転軸方向に往復動させる保持部往復動手段124を有して構成されている。
【0076】
筺体121は、保持部122、保持部自転駆動手段123および保持部往復動手段124を内部に保持する部材である。保持部122は、図の下方に向けられた先端に吸着ノズル122aが配設された細長い円筒状の部材である。保持部122は、中心軸周りに回転(自転)自在であると共に、中心軸(自転軸)方向に沿って往復移動自在に筺体121に保持されている。保持部122の内部は吸着ノズル122aに繋がる吸引通路122bとなっている。保持部122の吸引通路122aは、特に図示しない通路を介して、特に図示しない切替バルブおよび低圧源である真空ポンプに接続されている。保持部122は、切替バルブによって真空ポンプと吸着ノズル122aが連通された場合に、吸着ノズル122aによって部品を吸引して吸着(保持)し、切替バルブによって真空ポンプと吸着ノズル42aが遮断された場合に、吸着ノズル122aに保持していた部品を解放するように構成されている。本実施形態では、部品保持ユニット120は、本発明に係る供給側部品保持手段を構成している。
【0077】
保持部自転駆動手段123は、筺体121に固定されたモータ123aと、モータ123aの回転駆動力を保持部122に伝達する伝達機構123bから構成されている。本実施形態では、モータ123aはステッピングモータから構成されている。モータ123aは、特に図示しない配線を介して、制御装置180と電気的に接続されている。伝達機構123bは、モータ123aの出力軸に固定された駆動歯車123b1、および保持部122に同軸的に固定された従動歯車123b2からなり、モータ123aの回転数を所定の減速比で減速するように構成されている。なお、伝達機構123bを3つ以上の歯車列から構成するようにしてもよいし、ベルト伝達機構やチェーン伝達機構等により構成するようにしてもよい。保持部122は、この保持部自転駆動手段123に駆動されて自転することで、吸着ノズル122aに吸着保持した部品の姿勢を整えるようになっている。すなわち、保持部自転駆動手段123は、本発明に係る整列手段を構成している。
【0078】
保持部122の上部の筺体121には、保持部往復動手段124が固定されている。保持部往復動手段124は、本実施形態では、エア駆動式の直動アクチュエータから構成されている。保持部往復動手段124の可動ロッド124aの先端は回転自在に保持部122の基端に接続されており、保持部122の自転を妨げないようになっている。保持部往復動手段124は、可動ロッド124aを伸縮させることで、図10(a)に示されるように保持部122を上昇(基台111上面から離隔する方項に移動)、または図10(b)に示されるように保持部122を下降(基台111上面に近接する方項に移動)させる。なお、保持部往復動手段124は、電磁式の直動アクチュエータから構成されるものであってもよいし、ラックアンドピニオン機構やカム機構とモータを組み合わせて構成されるものであってもよい。
【0079】
図8および9に戻って、部品保持ユニット移動手段130は、エア駆動式の直動アクチュエータから構成されている。部品保持ユニット移動手段130は、部品保持ユニット120を左右水平方向に移動させ、フィーダ170に対抗する位置と受渡し領域112に対抗する位置の間を往復動させる。なお、部品保持ユニット移動手段130は、電磁式の直動アクチュエータから構成されるものであってもよいし、ラックアンドピニオン機構やボールねじ伝道機構とモータを組み合わせて構成されるものであってもよい。
【0080】
回転テーブル140は、略円盤状の部材であり、外周面の16箇所に部品載置部141が周方向に等間隔で設けられている。回転テーブル140は、回転の中心軸が上下方向となるように基台111に保持されている。そして、回転テーブル140は、回転した場合に全ての部品載置部141が受渡し領域112、受入領域113および搬出領域114の上方を通過するように構成されている。また、いずれかの部品載置部141が受渡し領域112に対向する位置にある場合に、他の部品載置部141が受入領域113および搬出領域114に対向する位置にあるように構成されている。
【0081】
部品載置部141は、部品(パッケージ)を載置して保持するものであり、回転テーブル140の外周面から外側に向けて突設されている。換言すれば、各部品載置部141の間の部材を切り欠いて、何もない空間としている。すなわち、各部品載置部141の間には、本発明に係る干渉回避空間部143が形成されている。部品撮像手段160は、この干渉回避空間部を通して部品(水晶片)の撮像を行う。なお、干渉回避空間部143は、部材を排除した切り欠きに限定されるものではなく、周囲を囲まれた開口部であってもよいし、例えばガラス等の光を透過することができる部材から構成されるものであってもよい。
【0082】
部品載置部141の上面には、部品の少なくとも一部を収容して保持する凹部142が形成されている。回転テーブル140は、回転テーブル駆動手段150に駆動されて図9における反時計回りに回転することにより、凹部142に収容した部品を搬送する。本実施形態では、回転テーブル140は、受入領域113においてパッケージ供給装置191から凹部142に収容されたパッケージを、自身の回転によって受渡し領域112まで搬送する。そして、受渡し領域112において水晶片がパッケージ内に収容された後、回転テーブル140は、パッケージおよび水晶片を、搬出領域まで搬送する。パッケージおよび水晶片に対する各種の処理や検査等は、回転テーブル140による搬送中に行われる。
【0083】
本実施形態では、回転テーブル140が本発明に係る回転部材を構成し、部品載置部141が本発明に係る搬送側部品保持手段を構成している。
【0084】
回転テーブル駆動手段150は、回転テーブル140の下の基台111に固定されている。本実施形態では、回転部材駆動手段60は、基台111に固定されるステータ、およびステータの外周を回転する筒状のロータから構成されるDDモータである。回転テーブル140は、ロータに固定されている。
【0085】
部品撮像手段160は、本実施形態ではCCDカメラから構成されている。部品撮像手段160は、受渡し領域112において上方から来る光を検知可能なように配設されている。具体的には、部品撮像手段160は、受渡し領域112に対向する位置にある部品保持ユニット120の吸着ノズル122aに保持された部品を下方から撮像する位置に配設されている。部品撮像手段160は制御装置180と電気的に接続されており、撮像して得られた画像情報は制御装置180に送信される。
【0086】
フィーダ170は、部品(水晶片)を一列に並べて部品保持ユニット120に向けて供給する既存の装置である。フィーダ170が供給する水晶片は、一列に整列した状態であるが、姿勢(向き)は定まっていない。
【0087】
制御装置180は、CPU、ROMおよびRAM等を備えた制御装置であり、部品保持ユニット120、部品保持ユニット移動手段130、回転テーブル駆動手段150、部品撮像手段160およびフィーダ170等を制御する。
【0088】
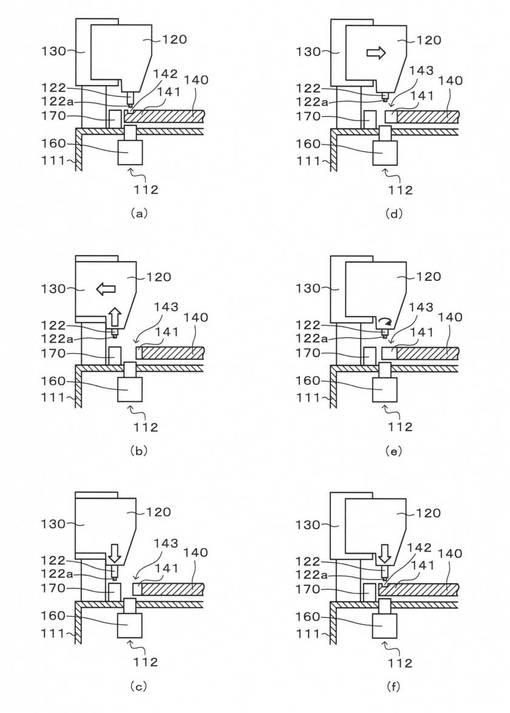
次に、搬送装置110の作動について説明する。図11(a)〜(f)は、搬送装置110の作動を示した部分断面図である。
【0089】
本実施形態では、回転テーブル140は、略1/16回転(略22.5度)ごとに間欠的に回転する。具体的には、回転中に部品載置部141が受渡し領域112、受入領域113、搬出領域114に対向する位置にある状態となったときに所定の時間静止する。そして、この静止している間に、受入領域113におけるパッケージの受け入れ、受渡し領域112における水晶片のパッケージ内への収容、および搬出領域114からのパッケージおよび水晶片の搬出が行われる。
【0090】
図11(a)は、受渡し領域112において水晶片のパッケージ内への収容が行われた直後の状態を示している。このとき、部品載置部141の1つ、および部品保持ユニット120は、受渡し領域112に対向する位置にある。この後、同図(b)に示されるように、回転テーブル140は再び回転し、これと略同時に、部品保持ユニット120は、保持部122を上昇させると共に、部品保持ユニット移動手段130によってフィーダ170に対向する位置に移動する。
【0091】
次に、部品保持ユニット120は、同図(c)に示されるように、保持部122を下降させてフィーダ170から1つの水晶片を吸引して取り出し、吸着ノズル122aに吸着する。そして、部品保持ユニット120は、同図(d)に示されるように、保持部122を上昇させて、水晶片を保持した状態で受渡し領域112に対向する位置に移動する。
【0092】
水晶片を保持した部品保持ユニット120が受渡し領域112に対向する位置に到着したら、部品撮像手段160が部品保持ユニット120に保持された水晶片を撮像する。このとき、回転テーブル140は回転中であり、受渡し領域112に対向する位置には、干渉回避空間部143が位置している。従って、部品撮像手段160は、部品載置部141に遮られることなく、この干渉回避空間部143を通して、部品保持ユニット120が保持している水晶片を撮像することができる。部品撮像手段160は、撮像して得られた画像情報を制御装置180に送信する。制御装置180は、受信した画像情報を解析し、水晶片を適切な姿勢とするために必要な保持部122の回転(自転)角度を算出する。そして、同図(e)に示されるように、保持部自転駆動手段123を制御して保持部122を自転させ、水晶片の姿勢を適切に整える。すなわち、本実施形態の保持部自転駆動手段123および部品撮像手段160は、本発明に係る整列手段を構成している。また、保持部自転駆動手段123は本発明に係る整列手段の調整部を構成し、部品撮像手段160は本発明に係る整列手段の撮像部を構成している。
【0093】
ここまでの、部品保持ユニット120、部品撮像手段160および制御装置180の動作は、次の部品載置部141が受渡し領域112に対向する位置に到着するまでの間に行われる。すなわち、回転テーブル140に無駄な待機動作等を行わせる必要がないため、部品搬送のサイクルタイムを短縮することができる。
【0094】
その後、同図(f)に示されるように、次の部品載置部141が受渡し領域112に対向する位置に到着したら、部品保持ユニット120は、保持部122を下降させると共に保持していた水晶片を解放し、凹部142に収容されたパッケージ内に水晶片を収容する。
【0095】
搬送装置110は、上記動作を繰り返すことによって、回転テーブル140が搬送しているパッケージ内に連続的に水晶片を収容する。搬送装置110では、フィーダ170からの水晶片の取り出し、および水晶片の姿勢の調整を回転テーブル140の回転中に行うため、無駄な待ち時間が発生しないようになっている。また、回転テーブル140に干渉回避空間部143を設けることにより、水晶片を撮像する部品撮像手段160を受渡し領域112に配設することが可能となっている。これにより、フィーダ170と回転テーブル140を近接させて配置し、部品保持ユニット120の移動距離を短くすることが可能となるため、搬送時間をさらに短縮することができる。
【0096】
このように、搬送装置110では、部品保持ユニット120は、保持部自転駆動手段123を一体的に備えているため、部品の位置または姿勢を調整する装置を他の場所に配設する必要がない。従って、部品保持ユニット120の移動距離を短縮する等、搬送装置110のレイアウトを効率的に構成することが可能となり、搬送速度を向上させることができる。
【0097】
また、部品保持ユニット120は、部品を上方から保持し、部品載置部141は、前記部品を下方から保持し、干渉回避空間部143は、回転テーブル140に形成された切り欠きであり、部品撮像手段160は、受渡し領域112にある部品を下方から撮像する。このため、例えば回転テーブル140上に載置された部品を搬送しながら加工組立や検査等を行うような場合に、回転テーブル上への部品の載置を、部品の位置または姿勢を整えながらも高速に行うことができる。これにより、部品の生産や検査等の効率を向上させることができる。
【0098】
なお、本実施形態における回転テーブル140は、16個の部品載置部141を備えているが、本発明はこれに限定されるものではなく、その他の個数の部品載置部141を備えるようにしてもよい。また、回転テーブル140は、本実施形態に示される形状以外の形状であってもよい。
【0099】
また、部品保持ユニット120は、吸着ノズル122aを備えるものに限定されるものではなく、例えばエア駆動により部品を把持する構造のものであってもよい。
【0100】
また、部品保持ユニット120、部品保持ユニット移動手段130、回転テーブル駆動手段150、部品撮像手段160およびフィーダ170は、制御装置180によって制御されるものに限定されるものではなく、それぞれに専用の制御装置を別に設けるようにしてもよい。
【0101】
また、受渡し領域112、受入領域113および搬出領域114の位置は、本実施形態において示した位置に限定されるものではなく、受渡し領域112、受入領域113および搬出領域114をその他の位置に配置するようにしてもよい。
【0102】
また、回転テーブル140の回転は、22.5度回転するごとに静止する間欠回転に限定されるものではなく、部品載置部141が受渡し領域112、受入領域113および搬出領域114に対抗する位置にある場合にも、回転テーブル140を低速で回転させ続けるようにしてもよい。
【0103】
また、フィーダ170の代わりに、部品(水晶片)を整列状態で載置するトレイや、部品を積み重ねて収容するカセット等を使用してもよい。
【0104】
以上、本発明の実施の形態について説明したが、本発明の搬送装置は、上記した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【産業上の利用可能性】
【0105】
本発明は、電子機器や電子部品もしくはその他の各種物品の製造、または物流の分野において利用することができる。
【図面の簡単な説明】
【0106】
【図1】本発明の第1の実施の形態に係る搬送装置1の正面図である。
【図2】搬送装置1の左側面図である。
【図3】搬送装置1の平面図である。
【図4】(a)は回転部材30および部品保持モジュール40の平面図であり、同図(b)は回転部材30および部品保持モジュール40の断面図である。
【図5】(a)および(b)部品保持モジュール40の断面構造および外部付勢装置50を示した図である。
【図6】回転部材30を退避位置まで移動させた状態を示した左側面図である。
【図7】(a)〜(f)搬送装置1の作動を示した平面図である。
【図8】本発明の第2の実施形態に係る搬送装置110の正面図である。
【図9】搬送装置110の平面図である。
【図10】(a)および(b)部品保持ユニット120の構造を示した断面図である。
【図11】(a)〜(f)搬送装置110の作動を示した部分断面図である。
【符号の説明】
【0107】
1、110・・・搬送装置
3、112・・・受渡し領域
11・・・受入トレイ
12・・・トレイ移動手段
13・・・待機部品撮像手段
30・・・回転部材
31、143・・・干渉回避空間部
40・・・部品保持モジュール
120・・・部品保持ユニット
123・・・保持部自転駆動手段
140・・・回転テーブル
141・・・部品載置部
160・・・部品撮像手段
【技術分野】
【0001】
本発明は部品等を搬送する搬送装置に関する。
【背景技術】
【0002】
従来、電子部品等の各種部品の搬送においては、直動式の搬送装置と共に回転式の搬送装置が用いられている。この内、回転式の搬送装置は、回転する略円盤状のターレットテーブル(ターンテーブル、インデックステーブル)等に部品を保持して搬送するものであり、部品の向きを変更する必要がある場合や、部品の加工組立または各種検査を搬送途中に行う場合に用いられている(例えば、特許文献1参照)。
また、特許文献1の搬送装置とは構造が異なるが、ターレットテーブルが電子部品を下から保持し、この回転途中に電子部品に対して、水晶片や各種要素部材を組み込んでいくような搬送装置も存在する。
【特許文献1】特開平10−152222号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、上記特許文献1に示されるような従来の搬送装置では、搬送装置に対して受け渡される部品の事前の位置決めについて、十分な配慮がなされていないという問題があった。具体的には、搬送装置に供給される部品は、受け渡し領域とは別の場所において、予め姿勢制御や位置決めがなされており、姿勢が確定した状態で搬送装置に受け渡されて、インデックステーブルが保持することが前提となっていた。
従って、この種の搬送装置に対して部品を供給する際には、搬送装置から離れた場所において、事前に姿勢制御を行う必要があることから、搬送装置への部品の供給スピードを上げることが困難となって搬送行程のサイクルタイムが長くなり、生産効率が悪化するという問題があった。また、姿勢制御を行ってから、更に供給動作(部品の移動)を行う必要があり、結局、この供給動作によって供給姿勢に誤差が発生してしまうという問題があった。
【0004】
本発明は、このような問題点に鑑みてなされたものであり、部品の姿勢制御を容易化しながらも、搬送サイクルタイムを向上させることが可能な搬送装置を提供しようとするものである。
【課題を解決するための手段】
【0005】
(1)本発明は、部品を保持した状態で受渡し領域まで移動する供給側部品保持手段と、前記受渡し領域まで移動して前記供給側部品保持手段から前記部品を受け取り、他の領域まで前記部品を保持した状態で搬送する搬送側部品保持手段と、前記供給側部品保持手段が前記部品と共に前記受渡し領域に到着してから前記搬送側部品保持手段が前記受渡し領域に到着するまでの間に、前記受渡し領域において前記供給側部品保持手段に保持された部品の位置または姿勢を整える整列手段と、を備えることを特徴とする、搬送装置である。
【0006】
(2)本発明はまた、前記搬送側部品保持手段は、回転部材に対して周方向に沿って複数配設され、前記回転部材の回転に伴って前記部品が前記回転方向に搬送されることを特徴とする、上記(1)に記載の搬送装置である。
【0007】
(3)本発明はまた、前記周方向に沿って配設される複数の搬送側部品保持手段の間に、前記整列手段との干渉を避けるための干渉回避空間部が形成されていることを特徴とする、上記(2)に記載の搬送装置である。
【0008】
(4)本発明はまた、前記整列手段は、前記受渡し領域において前記供給側部品保持手段に保持された部品を撮像する撮像部、および前記撮像部からの情報に基づいて前記部品の位置または姿勢を修正する調整部からなることを特徴とする、上記(3)に記載の搬送装置である。
【0009】
(5)本発明はまた、前記撮像部は、前記干渉回避空間部を通して前記受渡し領域にある前記部品を撮像することを特徴とする、上記(4)に記載の搬送装置である。
【0010】
(6)本発明はまた、前記供給側部品保持手段は、前記調整部を一体的に備えていることを特徴とする上記(4)または(5)に記載の搬送装置である。
【0011】
(7)本発明はまた、前記供給側部品保持手段は、バルク状態で載置された前記部品を複数保持し、前記搬送側部品保持手段は、前記部品を上方から保持し、前記干渉回避空間部は、前記回転部材に形成された切り欠きまたは開口であり、前記整列手段は、前記撮像部で撮像した複数の前記部品の中から選択された1つの部品の位置または姿勢を、前記調整部で前記供給側部品保持手段を移動させることによって整えることを特徴とする、上記(5)または(6)に記載の搬送装置である。
【0012】
(8)本発明はまた、前記供給側部品保持手段は、前記部品を上方から保持し、前記搬送側部品保持手段は、前記部品を下方から保持し、前記干渉回避空間部は、前記回転部材に形成された切り欠きまたは開口であり、前記撮像部は、前記受渡し領域にある前記部品を下方から撮像することを特徴とする、上記(5)または(6)に記載の搬送装置である。
【発明の効果】
【0013】
本発明によれば、部品を予め整列させなくても、搬送途中にサイクルタイムを悪化させることなく部品の位置または姿勢を整えることができるという優れた効果を奏し得る。
【発明を実施するための最良の形態】
【0014】
以下、図面を参照して本発明の実施の形態の例について詳細に説明する。
【0015】
図1は本発明の第1の実施形態に係る搬送装置1の正面図であり、図2は搬送装置1の左側面図であり、図3は搬送装置1の平面図である。図1〜3は、搬送装置1が部品を搬送可能な運転可能状態である場合を示している。なお、以下の説明における各方向は、原則として運転可能状態の搬送装置1を正面から見た場合を基準としている。
【0016】
図1〜3に示されるように、搬送装置1は、基台2と、基台2上面の左側に配設された部品受入装置10と、基台2に揺動自在に配設されたアーム20と、アーム20に回転自在に配設された回転部材30と、回転部材30の外周面に周方向に沿って配設された4つの部品保持モジュール40と、アーム20に配設された2つの外部付勢装置50と、回転部材30を回転させる回転部材駆動手段60と、基台2上面の中央手前側に配設された保持姿勢撮像手段70と、アーム20を揺動させる揺動手段80と、搬送装置1全体を制御する中央制御装置90と、基台2上面の右側に配設された整列トレイ100を有して構成されている。この搬送装置1は、外部からバルク状態で部品受入装置10に供給された部品を整列トレイ100まで搬送し、部品を整列トレイ100上に整列状態で載置するものである。
【0017】
基台2は、略直方体状の部材である。基台2の内部には、中央制御装置90や、特に図示しない電源装置等が配設されている。基台2上面の奥側端部には柱部材2aが配設されており、この柱部材2aの上端にはアーム20を動作可能(揺動自在)に支持するアームブラケット2bが配設されている。本実施形態では、基台2上面の左側部分に部品受入装置10から部品保持モジュール40に部品を受け渡す受渡し領域3を、基台2上面の右側部分に部品の搬送先である搬出領域4を設定している。また、保持姿勢撮像手段70が配設された基台2上面の中央手前側部分に保持姿勢撮像領域5を設定している。
【0018】
部品受入装置10は、略四角形状の受入トレイ11と、例えばX−Yテーブルから構成されるトレイ移動手段12と、アーム20に配設された待機部品撮像手段13から構成されている。受入トレイ11は、トレイ移動手段12上に配設されており、バルク状態で供給された複数の部品を上面に載置した状態で保持するものである。本実施形態では、この受入トレイ11が本発明にかかる供給側部品保持手段を構成している。トレイ移動手段12は、図示は省略するが、モータによって駆動される直動装置を互いに直角に組み合わせて構成されている。本実施形態におけるトレイ移動手段12は、図3における上下方向および左右方向に受入トレイ11を移動可能となっている。待機部品撮像手段13は、本実施形態ではCCDカメラから構成されている。待機部品撮像手段13は、受入トレイ11上に載置された状態で受渡し領域3にある部品を上方から撮像する位置に配設されている。待機部品撮像手段13は中央制御装置90と電気的に接続されている。
【0019】
部品受入装置10は、図1および3の左側に示す供給領域6において外部からバルク状態で受入トレイ11上に載置された複数の部品を、トレイ移動手段12によって受入トレイ11を移動させることにより、受渡し領域3まで搬送する。すなわち、部品受入装置10は、複数の部品を保持して供給領域6から受渡し領域3まで搬送する搬送装置として機能するように構成されている。
【0020】
アーム20は、アームブラケット2bからベース10の上方を手前に向けて伸びる腕状の部材である。アーム20には回転部材30が回転自在に保持されると共に、回転部材駆動手段60および外部付勢装置50が配設されている。
【0021】
回転部材30は、略円盤状の部材であり、外周面に4つの部品保持モジュール40が等間隔で配設されている。図1〜3では搬送装置1は運転可能状態であり、回転部材30は部品を搬送可能な位置である運転位置にある。回転部材30は、運転位置において回転の中心軸が上下方向となるようにアーム20に保持されている。そして、回転部材30は、運転位置において回転した場合に全ての部品保持モジュール40が受渡し領域3、搬出領域4および保持姿勢撮像領域5の上方を通過するように構成されている。また、運転位置においていずれかの部品保持モジュール40が受渡し領域3に対向する位置にある場合に、他の部品保持モジュール40が搬出領域4および保持姿勢撮像領域5に対向する位置にあるように構成されている。
【0022】
図4(a)は回転部材30および部品保持モジュール40の平面図であり、同図(b)は回転部材30および部品保持モジュール40の断面図である。同図(a)に示されるように、部品保持モジュール40は、略円筒状の回転部材30の外周面に90度間隔で外側に向けて突設されている。本実施形態では、このように各部品保持モジュール40の間の部材を排除して(または切り欠いて)干渉回避空間部31を生じるようにしている。干渉回避空間部31の機能については、後述する。また、部品保持モジュール40は、特に図示しないボルト等によって容易に着脱可能に回転部材30に配設されている。
【0023】
回転部材30の上面の中心には、中空軸32が突設されている。この中空軸32は回転部材30の回転の中心となると共に、アーム20に回転自在に保持される部分となっている。また、中空軸32は、大径の外側パイプ32aと小径の内側パイプ32bが同軸的に配設された二重構造となっている。中空軸32の外側パイプ32aと内側パイプ32bの間隙は、低圧源となる真空ポンプ(図示省略)と部品保持モジュール40を繋ぐ通路の一部となっている。中空軸32の上端部には、スイベルジョイント33を介して真空ポンプに繋がるエア配管34が接続されている。
【0024】
回転部材30の内部には、外側パイプ32aと内側パイプ32bの間隙と同軸的に接続された中央気室35が中心部に形成されており、さらに、この中央気室35から各部品保持モジュール40に個別に接続された4つの吸引通路36が放射状に形成されている。各吸引通路36の途中には、部品保持モジュール40と真空ポンプの連通・遮断を切り替える切替バルブ37がそれぞれ配設されている。従って、本実施形態では、各部品保持モジュール40と真空ポンプの連通・遮断を個別に切り替えることが可能となっている。本実施形態における切替バルブ37は、ソレノイドによって弁体を移動させる電磁弁から構成されている。なお、切替バルブ37は、電気的に駆動されるものであればその他の構成のものであってもよい。
【0025】
回転部材30の内部にはさらに、切替バルブ37を制御して後述する吸着ノズル42aによる部品の吸着・解放を制御する吸着ノズル切替制御装置91、および、後述する保持部自転駆動手段43を制御する保持部自転制御装置92が配設されている。吸着ノズル切替制御装置91および保持部自転制御装置92は、CPU、ROMおよびRAM等を備えた制御装置である。吸着ノズル切替制御装置91および保持部自転制御装置92は、特に図示しない配線によって、切替バルブ37および保持部自転駆動手段43とそれぞれ電気的に接続されると共に、中央制御装置90に電気的に接続されている。中央制御装置90と吸着ノズル切替制御装置91および保持部自転制御装置92を繋ぐ配線は、中空軸32先端部に配設されたスリップリング38を介して接続されている。スリップリング38と吸着ノズル切替制御装置91および保持部自転制御装置92の間の配線は、中空軸32の内側パイプ32b内部を通されている。
【0026】
図5(a)および(b)は、部品保持モジュール40の断面構造および外部付勢装置50を示した図である。これらの図に示されるように、部品保持モジュール40は、筺体41と、筺体41に自転自在に配設された保持部42と、保持部42を自転駆動する保持部自転駆動手段43を有して構成されている。
【0027】
筺体41は、保持部42および保持部自転駆動手段43を内部に保持すると共に、回転部材30にボルト等によって着脱可能に固定された部材である。
【0028】
保持部42は、図の下方に向けられた先端に吸着ノズル42aが配設された細長い円筒状の部材である。保持部42は、中心軸周りに回転(自転)自在であると共に、中心軸(自転軸)方向に沿って往復移動自在に筺体41に保持されている。保持部42の内部は吸着ノズル42aに繋がる吸引通路42bとなっている。保持部42の吸引通路42aは、特に図示しない通路およびコネクタを介して回転部材30に配設された切替バルブ37に接続される。
【0029】
吸着ノズル42aは、運転位置においては基台2上面に対向するように設けられている。切替バルブ37は、真空ポンプと吸着ノズル42aの連通・遮断を切り替えると共に、遮断時には、吸着ノズル42aを大気開放状態とするように構成されている。すなわち、保持部42は、切替バルブ37によって真空ポンプと吸着ノズル42aが連通された場合に、吸着ノズル42aによって部品を吸引して吸着(保持)し、切替バルブ37によって真空ポンプと吸着ノズル42aが遮断された場合に、吸着ノズル122aに保持していた部品を解放するように構成されている。本実施形態では、部品保持モジュール40は、本発明に係る搬送側部品保持手段を構成している。
【0030】
保持部自転駆動手段43は、筺体41に固定されたモータ43aと、モータ43aの回転駆動力を保持部42に伝達する伝達機構43bから構成されている。本実施形態では、モータ43aはステッピングモータから構成されている。モータ43aは、特に図示しない配線およびコネクタを介して、保持部自転制御装置92と電気的に接続される。伝達機構43bは、モータ43aの出力軸に固定された駆動歯車43b1、および保持部42に同軸的に固定された従動歯車43b2からなり、モータ43aの回転数を所定の減速比で減速するように構成されている。なお、伝達機構43bを3つ以上の歯車列から構成するようにしてもよいし、ベルト伝達機構やチェーン伝達機構等により構成するようにしてもよい。
【0031】
保持部42は、この保持部自転駆動手段43に駆動されて自転する。本実施形態では、このように保持部42を自転させることによって、吸着ノズル42aに吸着保持した部品の姿勢を整えるようになっている。
【0032】
保持部42の基端部(図の上端部)には、ブラケット44が接続されている。ブラケット44は、保持部42の上端部から図の右側(回転部材30の中心側)に向けて配設されている。ブラケット44は保持部42に対して、保持部42の中心軸周りに回転自在であるが保持部42の中心軸方向には移動不可能に接続されている。すなわち、保持部42が自転した場合には、ブラケット44は回転しないが、保持部42が中心軸(自転軸)方向に往復移動した場合には、ブラケット44は保持部と共に往復移動するようになっている。
【0033】
ブラケット44は、内部付勢装置45によって筺体41から常に上方(アーム20側)に向けて付勢されており、通常は図の右側端部を、筺体41の図の右側内側面上部に設けられたストッパ46に当接させた状態で静止している。これにより、保持部42は、通常は図5(a)に示されるように、ブラケット44と共にアーム20側に引き寄せられた状態となる。すなわち、運転位置においては、保持部42は通常、基台2上面から離隔した状態となる。ブラケット44の図の右側端部上面には、受圧部材44aが上方(アーム20側)に向けて突設されている。この受圧部材44aは筺体41の外部に露出しており、外部付勢装置50は、この受圧部材44aに外力を加えて押圧するように構成されている。
【0034】
外部付勢装置50は、先端を受圧部材44aに向けてアーム20に配設された細長い円筒状のガイド部材51と、ガイド部材51の内部に挿通された細長い棒状の押圧部材52と、アーム20の上面に配設されたモータ53と、モータ53の出力軸に固定されたカム54を有して構成されている。押圧部材52は、先端を受圧部材44aに向けると共に、基端をカム54に接続されている。そして、モータ53に駆動されたカム54の回転に伴って図の上下(受圧部材44aに近接離隔する方向)に往復移動するように構成されている。カム54のカムプロファイルは、搬送装置1の搬送速度等に応じて適宜に設定すればよい。
【0035】
押圧部材52は、受圧部材44aに近接する方向への移動によって、自身の先端が受圧部材44aに当接すると共に、内部付勢装置45の付勢力に勝る外力を受圧部材44aに加える。そして、図5(b)に示されるように、ブラケット44と共に保持部42を、保持部42の自転軸に沿ってアーム20から離隔する方向に移動させる。その後、カム54の回転に伴って押圧部材52が受圧部材44aから離隔する方向へ移動すると、ブラケット44および保持部42は、内部付勢装置45の付勢力により、保持部42の自転軸に沿ってアーム20に近接する方向に移動することとなる。
【0036】
図1〜3に戻って、本実施形態では、運転可能状態において受渡し領域3および搬出領域4に対向する位置にある部品保持モジュール40の受圧部材44aを押圧する位置に、外部付勢装置50がそれぞれ配設されている。従って、外部付勢装置50は、運転可能状態において受渡し領域3または搬出領域4に近接する方向に保持部42を移動させるように配設されている。また、内部付勢装置45は、運転可能状態において受渡し領域3または搬出領域4から離隔する方向に常に保持部42を付勢し、外部付勢装置50による受圧部材44aへの外力が加わらなくなった場合には、受渡し領域3または搬出領域4から離隔する方向に保持部42を移動させるように構成されている。すなわち、本発明における保持部自転軸方向駆動手段は、内部付勢装置45および外部付勢装置50から構成されている。
【0037】
回転部材駆動手段60は、アーム20の図の下面に固定され、アーム20とターレットテーブル30の間に位置している。本実施形態では、回転部材駆動手段60は、アーム20に固定されるステータ、およびステータの外周を回転する筒状のロータから構成されるDDモータである。ステータの中心部には軸方向に貫通孔が形成されている。回転部材30は、この貫通孔内に中空軸32を挿通した状態でロータに固定されている。
【0038】
保持姿勢撮像手段70は、本実施形態ではCCDカメラから構成されている。保持姿勢撮像手段70は、保持姿勢撮像領域5において上方から来る光を検知可能なように配設されている。具体的には、保持姿勢撮像手段70は、運転可能状態において保持姿勢撮像領域5に対向する位置にある部品保持モジュール40の吸着ノズル42aに保持された部品を下方から撮像する位置に配設されている。保持姿勢撮像手段70は中央制御装置90と電気的に接続されており、撮像して得られた画像情報は中央制御装置90に送信される。
【0039】
揺動手段80は、モータ82と、モータ82の出力軸に接続されるねじ軸84と、アーム20に配設されるナット86とから構成されている。モータ82は、例えばステッピングモータであり、出力軸を上にして柱部材2aの左側面にモータブラケット82aを介して揺動可能に配設されている。ねじ軸84は、外周面におねじが形成された棒状の部材であり、モータ82の出力軸に同軸的に接続されている。ナット86は、ねじ軸84のおねじと螺合するめねじを備えており、ナットブラケット88を介してアーム20の後端上方に回動可能に配設されている。ナット86はねじ軸84と螺合しており、ねじ軸84がモータ82に駆動されて回転することにより、ねじ軸84に沿って直線移動する。ナット86は、アーム20の揺動中心よりも左側に位置している。従って、ナット86を下方に移動させることで回転部材30を上昇させ、ナット86を上方に移動させることで回転部材30を下降させることができる。
【0040】
図6は、回転部材30を退避位置まで移動させた状態を示した左側面図である。揺動手段80は、部品保持モジュール40が受渡し領域3、搬出領域4および保持姿勢撮像領域5に対向状態となる運転位置(図2参照)と、部品保持モジュール40が受渡し領域3、搬出領域4および保持姿勢撮像領域5に非対向状態となる退避位置との間を、回転部材30を移動可能に構成されている。具体的には、揺動手段80はアーム20を略90度回動させることで、回転部材30を運転位置から退避位置に移動させる。アーム20の回動に伴ってナット86およびモータ82が回動または揺動するため、揺動手段80は、シンプルな構成でありながらも、アーム20をスムーズに回動させることができる。本実施形態では、退避位置に移動させることによって、回転部材30を基台2から大きく引き離すと共に、回転部材30の下面および部品保持モジュール40の吸着ノズル42aの先端を側方に向けて開放するようにしている。このようにすることで、吸着ノズル42aのメンテナンスや、基台2に配設された部品受入装置10、整列トレイ100および保持姿勢撮像手段70等のメンテナンスを容易に行うことができる。
【0041】
図1〜3に戻って、中央制御装置90は、CPU、ROMおよびRAM等を備えた制御装置であり、部品受入装置10、外部付勢装置50、回転部材駆動手段60および保持姿勢撮像手段70等を直接制御する。また、中央制御装置90は、吸着ノズル切替制御装置91および保持部自転制御装置92に制御情報を送信して、4つの切替バルブ37および4つの保持部自転駆動手段43を個別に制御させる。
【0042】
整列トレイ100は、マトリクス状に配置された複数の凹部101が上面に形成されたトレイであり、例えばX−Yテーブルから構成された整列トレイ移動手段102上に配設されている。整列トレイ移動手段102は、図示は省略するが、モータによって駆動される直動装置を互いに直角に組み合わせて構成されている。本実施形態における整列トレイ移動手段102は、図3における上下方向および左右方向に整列トレイ100を移動可能となっている。
【0043】
整列トレイ移動手段102は、中央制御装置90に制御されて、搬出領域4にある部品保持モジュール40の吸着ノズル42aの真下に、複数の凹部101のうちの1つが順番に位置するように整列トレイ100を移動させる。すなわち、搬出領域4において吸着ノズル42aから開放された部品が凹部101に収容された後に、次に搬送される部品が収容される凹部101を、次に搬出領域4に到着する吸着ノズル42aの真下となる位置に配置するという動作を繰り返し、全ての凹部101内に部品を収容させる。全ての凹部101内に部品が収容された整列トレイ100は、例えば次の検査工程等に運ばれる。
【0044】
次に、搬送装置1の作動について説明する。図7(a)〜(f)は、搬送装置1の作動を示した平面図である。
【0045】
まず、同図(a)に示されるように、部品受入装置10が、供給領域6において複数の部品を載置された受入トレイ11を受渡し領域3まで移動させる。そして、同図(b)に示されるように、回転部材30が図の反時計回りに略90度回転する。このとき、回転部材30の回転中に待機部品撮像手段13が受入トレイ11上の部品を撮像し、この画像情報を基にトレイ移動手段12が受入トレイ11を移動させ、選択された受入トレイ11上の1つの部品を受渡し領域3にある部品保持手段40の吸着ノズル42aの真下となる位置に配置する。
【0046】
詳細には、待機部品撮像手段13は、受渡し領域3にある複数の部品を撮像した後に、その画像情報を中央制御装置90に送信する。中央制御装置90は、受信した画像情報を解析し、画像情報に含まれる複数の部品のうちの1つを適宜に選択する。そして、吸着ノズル42aが吸着可能な位置に選択した1つの部品を配置するようにトレイ移動手段12を制御する。トレイ移動手段12は、中央制御装置90の制御に基づいて、受入トレイ11を移動させ、選択された部品が吸着ノズル42aによって適切に吸着可能となるように、その位置を整える。すなわち、本実施形態のトレイ移動手段12および待機部品撮像手段13は本発明に係る整列手段を構成している。また、トレイ移動手段12は本発明に係る整列手段の調整部を構成し、待機部品撮像手段13は本発明に係る整列手段の撮像部を構成している。
【0047】
待機部品撮像手段13による撮像およびトレイ移動手段12による部品位置の調整は、次の部品保持モジュール40が受渡し領域3に対抗する位置に到着するまでに行われる。待機部品撮像手段13は、受渡し領域3の真上に配設されているため、受渡し領域3に対抗する位置に部品保持モジュール40がある場合には、部品保持モジュール40に遮られて受入トレイ11上の部品を撮像することができない。従って、待機部品撮像手段13は、回転部材30の回転中、すなわち、それまで受渡し領域3にあった部品保持モジュール40が移動し、次の部品保持モジュール40が受渡し領域3に到着するまでの間に撮像を行う。2つの部品保持モジュール40の間は、上述したように、大きく切り欠かれて部材が排除された干渉回避空間部31となっているため、待機部品撮像手段13は、干渉回避空間部31を通して上方から受入トレイ11上の部品を撮像することができる。
【0048】
このように、本実施形態では、部品保持モジュール40の間に干渉回避空間部31を形成することによって、受入トレイ11上に載置されて受渡し領域3にある部品を待機部品撮像手段13により撮像することを可能としている。これにより、吸着ノズル42aに対する部品の位置を微調整することができるため、バルク状態で載置された部品であっても、適切に吸着ノズル42aに吸着させて、搬送することが可能となる。すなわち、予め部品を整列状態としておかなくても、部品を吸着ノズル42aに確実に受け渡すことができる。また、部品を供給領域6から受渡し領域3まで搬送する途中に部品の位置を調整するのではなく、次に部品を吸着する部品保持モジュール40が受渡し領域3に到着するまでの間に部品の位置を調整するため、部品搬送のサイクルタイムを悪化させないようになっている。同様に、本実施形態では、受渡し領域3内における吸着ノズル42aの吸着位置において、予め同軸状態で姿勢制御を行うことができる。この結果、吸着ノズル42aに対する部品の供給姿勢を高精度で制御することが可能になり、その後の吸着ノズル42aによる搬送行程を簡潔化することができる。なお、干渉回避空間部31は、部材を排除した切り欠きに限定されるものではなく、周囲を囲まれた開口部であってもよいし、例えばガラス等の光を透過することができる部材から構成されるものであってもよい。
【0049】
回転部材30は、略90度回転した後に、同図(c)に示されるように、所定の時間静止する。回転部材30が静止している間に、外部付勢装置50が、受渡し領域3にある部品保持手段40の保持部42を下降させ、吸着ノズル42aを選択された部品に近接させる。そして、切替バルブ37が吸着ノズル42aと真空ポンプを連通させることにより、吸着ノズル42aが選択された部品を吸着して保持する。その後、外部付勢装置50による受圧部44aの押圧が解除されると共に、内部付勢装置45による付勢力によって保持部42は、吸着ノズル42aに部品を保持した状態で上昇する。
【0050】
次に、回転部材30は、再び略90度回転して、同図(d)に示されるように、再び所定の時間静止する。これにより、先程トレイ2b上から取り出された部品は、保持姿勢撮像領域5に対抗する位置に搬送される。回転部材30が静止している間に、保持姿勢撮像手段70は、吸着ノズル42aに保持されている部品を撮像する。回転部材30が回転している間には、上記同様に、待機部品撮像手段13は受入トレイ11上の部品を撮像し、トレイ移動手段12は次の部品を吸着ノズル42aの真下に配置する。そして、回転部材30が静止している間には、上記同様に、受渡し領域3に対抗する位置にある部品保持手段40の吸着ノズル42aが次の部品を吸着して保持する。
【0051】
次に、回転部材30は、同図(e)に示されるように、再び略90度回転する。回転部材30が回転している間に、保持部自転駆動手段43が、保持姿勢撮像手段70によって撮像された画像情報に基づいて保持部42を適切な角度だけ自転させ、吸着ノズル42aに保持された部品の姿勢を、整列トレイ100の凹部101内に適切に収容されるように整える。この間にも待機部品撮像手段13およびトレイ移動手段12は、上記動作を行う。
【0052】
次に、回転部材30は、同図(f)に示されるように、再び所定の時間静止する。先程姿勢を整えられた部品は、搬出領域4に到着している。回転部材30が静止している間に、外部付勢装置50が、搬出領域4にある部品保持手段40の保持部42を下降させ、吸着ノズル42aを整列トレイ100の凹部101に近接させる。そして、切替バルブ37が吸着ノズル42aと真空ポンプを遮断して吸着ノズル42aを大気開放状態とする。これにより、吸着ノズル42aが保持していた部品は開放されて落下し、凹部101に収容される。その後、外部付勢装置50による受圧部44aの押圧が解除されると共に、内部付勢装置45による付勢力によって保持部42は、吸着ノズル42aに部品を保持した状態で上昇する。保持姿勢撮像手段70は、この間に、上記同様に次の部品を撮像する。また、受渡し領域3にある部品保持モジュール40は、その次の部品を吸着ノズル42aに保持する。
【0053】
次に、回転部材30は、再び略90度回転する。回転部材30が回転している間に、整列トレイ移動手段102は、次の凹部101を吸着ノズル42aの真下に配置するように、整列トレイ100を移動させる。この間にも、待機部品撮像手段13、トレイ移動手段12および保持部自転駆動手段43は、上記動作を行う。
【0054】
搬送装置1は、上記動作を繰り返すことによって、受入トレイ11上にバルク状態で載置された部品を1つずつ取り出して搬送し、整列トレイ100上に整列状態で載置する。搬送装置1では、受入トレイ11上の部品の位置調整、および吸着ノズル42aに保持された部品の姿勢の調整を回転部材30の回転中に行うため、無駄な待ち時間が発生しないようになっている。このため、搬送装置1は、バルク状態の複数の部品の中から1つの部品を適切に取り出し、且つ姿勢を整えた上で整列トレイ100まで搬送して整列状態とする動作を高速に実行することができる。
【0055】
以上説明したように、本実施形態に係る搬送装置1は、部品を保持した状態で受渡し領域3まで移動する受入トレイ11と、受渡し領域3まで移動して受入トレイ11から部品を受け取り、他の領域まで部品を保持した状態で搬送する部品保持モジュール40と、受入トレイ11が部品と共に受渡し領域3に到着してから部品保持モジュール40が受渡し領域3に到着するまでの間に、受渡し領域3において受入トレイ11に保持された部品の位置または姿勢を整えるトレイ移動手段12および待機部品撮像手段13と、を備える。
このため、部品を予め整列させなくても、搬送途中にサイクルタイムを悪化させることなく部品の位置または姿勢を整えることができる。すなわち、部品の搬送途中に無駄な待ち時間や待機動作を生じることなく高速で部品を搬送することが可能となる。
【0056】
また、搬送装置1では、部品保持モジュール40は、回転部材30に対して周方向に沿って複数配設され、回転部材30の回転に伴って部品が回転方向に搬送される。このため、直動式の搬送装置とは異なり、部品を受渡し領域3まで取りに行く動作と部品を受渡し領域3から搬送する動作を同時に行うことができる。これにより、搬送速度をさらに向上させることができる。
【0057】
また、搬送装置1では、周方向に沿って配設される複数の部品保持モジュール40の間に、待機部品撮像手段13との干渉を避けるための干渉回避空間部31が形成されている。このため、受渡し領域3にある部品を回転部材30に遮られることなく、待機部品撮像手段13によって直接撮像することができる。これにより、受渡し領域3以外の領域に待機部品撮像手段13および整列装置等を配設して受入トレイの移動中に部品の位置または姿勢を調整する必要がなくなる。従って、受入トレイ11の移動距離を短縮することが可能となり、搬送速度をさらに向上させることができる。
【0058】
また、本発明にかかる整列手段は、受渡し領域3において受入トレイ11に保持された部品を撮像する待機部品撮像手段13、および待機部品撮像手段13からの情報に基づいて部品の位置または姿勢を修正するトレイ移動手段12からなる。このため、撮像した画像情報に基づいて部品の元の位置または姿勢を確実に把握した上で、要求される位置または姿勢に調整することができる。また、部品の外形だけでなく、部品表面に付した刻印や色彩等の目印に基づいて部品の姿勢を調整することができる。
【0059】
また、待機部品撮像手段13は、干渉回避空間部31を通して受渡し領域3にある部品を撮像する。このため、待機部品撮像手段13を受渡し領域3に近い位置に配設し、受渡し領域3にある部品を直接撮像することができる。また、部品保持モジュール40の移動中に受渡し領域3にある部品を撮像し、その位置または姿勢を調整することが可能となり、部品の搬送速度を向上させることができる。
【0060】
また、搬送装置1では、受入トレイ11は、バルク状態で載置された部品を複数保持し、部品保持モジュール40は、部品を上方から保持し、干渉回避空間部31は、回転部材30に形成された切り欠きであり、中央制御装置90は、待機部品撮像手段13で撮像した複数の前記部品の中から1つの部品を選択し、トレイ移動手段12で受入トレイ11を移動させることによって選択した部品の位置または姿勢を整える。このため、バルク状態で供給された部品を、サイクルタイムを悪化させることなく、整列状態で搬送先に搬送することができる。これにより、部品の生産や検査等の効率を向上させることができる。
【0061】
なお、本実施形態に係る搬送装置1は、4つの部品保持モジュール40を備えているが、本発明はこれに限定されるものではなく、その他の個数の部品保持モジュール40を備えるようにしてもよい。
【0062】
また、保持部42は、吸着ノズル42aを下方に向けているが、これに限定されるものではなく、吸着ノズル42aを側方や上方に向けるものであってもよい。さらに、保持部42は、吸着ノズル42aを備えるものに限定されるものではなく、例えばエア駆動により部品を把持する構造のものであってもよい。
【0063】
また、回転部材30は、運転位置において回転の中心軸が上下方向となるように配設されているが、これに限定されるものではなく、運転位置における回転の中心軸が水平方向や斜め方向となるように配設されるものであってもよい。また、回転部材30は、本実施形態に示される形状以外の形状であってもよい。
【0064】
また、切替バルブ37は、真空ポンプと吸着ノズル42aを遮断すると共に吸着ノズルを大気開放状態とするものに限定されるものではなく、例えば、真空ポンプと吸着ノズル42aを遮断すると共に吸着ノズル42aをコンプレッサ等の高圧源と連通させるものであってもよい。このようにすることで、吸着ノズル42aからの部品の解放をより高速に行うことができる場合がある。
【0065】
また、本実施形態では、切替バルブ37を電磁弁から構成しているが、本発明はこれに限定されるものではなく、切替バルブ37を機械的に動作させるバルブから構成してもよい。さらに、切替バルブ37を動作させるアクチュエータやモータ等を回転部材30の外部に備えるようにしてもよい。
【0066】
また、部品受入装置10、整列トレイ移動手段102および保持姿勢撮像手段70は、中央制御装置90によって直接制御されるものに限定されるものではなく、それぞれに専用の制御装置を設けるようにしてもよい。
【0067】
また、アーム20は、基台2に配設されるものに限定されるものではなく、他の部材に配設されるものや、独立して設置されるものであってもよい。さらに、アーム20は、揺動以外の動作を可能に構成されるものであってもよい。例えば、上方に向けて直線移動した後に揺動するように、または複数の異なる回転軸を中心に揺動もしくは回動するようにアーム20を構成してもよい。
【0068】
また、受渡し領域3、搬出領域4および保持姿勢撮像領域5の位置は、本実施形態において示した位置に限定されるものではなく、受渡し領域3、搬出領域4および保持姿勢撮像領域5をその他の位置に配置するようにしてもよい。さらに、部品の加工組立や検査等を行う領域を搬送途中に設けるようにしてもよい。
【0069】
また、回転部材30の回転は、90度回転するごとに静止する間欠回転に限定されるものではなく、部品保持モジュール40が受渡し領域3、搬出領域4および保持姿勢撮像領域5に対抗する位置にある場合にも、回転部材30を低速で回転させ続けるようにしてもよい。
【0070】
次に、本発明の第2の実施形態に係る搬送装置110について説明する。
【0071】
図8は本発明の第2の実施形態に係る搬送装置110の正面図であり、図9は搬送装置110の平面図である。図8および9は、搬送装置110が部品を搬送可能な運転可能状態である場合を示している。なお、以下の説明における各方向は、原則として運転可能状態の搬送装置110を正面から見た場合を基準としている。
【0072】
図8および9に示されるように、搬送装置110は、基台111と、基台111の左側に配設された部品保持ユニット120と、部品保持ユニット120を移動させる部品保持ユニット移動手段130と、基台111の略中央部に回転自在に配設される回転テーブル140と、回転テーブル140を回転させる回転テーブル駆動手段150と、基台111の左側に配設される部品撮像手段160と、部品保持ユニット120にむけて部品を供給するフィーダ170と、搬送装置110全体を制御する制御装置180を有して構成されている。この搬送装置110は、部品を搬送しながら加工、組立、検査等を行う装置である。従って、搬送装置110は部品の製造装置としての機能も有しているが、図8および9においては部品の製造に関する装置についての図示を省略している。
【0073】
本実施形態では、搬送装置110は、圧電振動子の製造に用いられるものである。搬送装置110は、外部のパッケージ供給装置191から供給されたパッケージを回転テーブル140で保持して搬送する。そして、フィーダ170から供給された水晶片を、部品保持ユニット120によって回転テーブル140に保持されたパッケージ内に収容する。その後、パッケージおよび水晶片を回転テーブル140で搬送しながらその他の処理や検査等を行う。搬送装置110における処理や検査等が完了したパッケージおよび水晶片は、外部の搬出装置192によって次の工程に搬出される。
【0074】
基台111は、略直方体上の部材である。基台111の内部には、制御装置180や特に図示しない電源装置等が配設されている。本実施形態では、水晶片を部品保持ユニット120によって回転テーブル140に保持されたパッケージ内に載置する、すなわち水晶片を部品保持ユニット120から回転テーブルに受け渡す受け渡し領域112を基台111上面の左側部分に設定している。また、パッケージ供給装置191から回転テーブル140にパッケージが供給される受入領域113を基台111上面の奥側部分に、回転テーブル140から搬出装置192によってパッケージおよび水晶片が搬出される搬出領域114を基台111上面の右側部分に設定している。
【0075】
部品保持ユニット120は、フィーダ170から部品(水晶片)を取り出して保持し、部品を保持した状態で移動することで回転テーブル140まで部品を搬送するものである。図10(a)および(b)は、部品保持ユニット120の構造を示した断面図である。これらの図に示されるように、部品保持ユニット120は、筺体121と、筺体121に自転自在に配設された保持部122と、保持部122を自転駆動する保持部自転駆動手段123と、保持部122を自転軸方向に往復動させる保持部往復動手段124を有して構成されている。
【0076】
筺体121は、保持部122、保持部自転駆動手段123および保持部往復動手段124を内部に保持する部材である。保持部122は、図の下方に向けられた先端に吸着ノズル122aが配設された細長い円筒状の部材である。保持部122は、中心軸周りに回転(自転)自在であると共に、中心軸(自転軸)方向に沿って往復移動自在に筺体121に保持されている。保持部122の内部は吸着ノズル122aに繋がる吸引通路122bとなっている。保持部122の吸引通路122aは、特に図示しない通路を介して、特に図示しない切替バルブおよび低圧源である真空ポンプに接続されている。保持部122は、切替バルブによって真空ポンプと吸着ノズル122aが連通された場合に、吸着ノズル122aによって部品を吸引して吸着(保持)し、切替バルブによって真空ポンプと吸着ノズル42aが遮断された場合に、吸着ノズル122aに保持していた部品を解放するように構成されている。本実施形態では、部品保持ユニット120は、本発明に係る供給側部品保持手段を構成している。
【0077】
保持部自転駆動手段123は、筺体121に固定されたモータ123aと、モータ123aの回転駆動力を保持部122に伝達する伝達機構123bから構成されている。本実施形態では、モータ123aはステッピングモータから構成されている。モータ123aは、特に図示しない配線を介して、制御装置180と電気的に接続されている。伝達機構123bは、モータ123aの出力軸に固定された駆動歯車123b1、および保持部122に同軸的に固定された従動歯車123b2からなり、モータ123aの回転数を所定の減速比で減速するように構成されている。なお、伝達機構123bを3つ以上の歯車列から構成するようにしてもよいし、ベルト伝達機構やチェーン伝達機構等により構成するようにしてもよい。保持部122は、この保持部自転駆動手段123に駆動されて自転することで、吸着ノズル122aに吸着保持した部品の姿勢を整えるようになっている。すなわち、保持部自転駆動手段123は、本発明に係る整列手段を構成している。
【0078】
保持部122の上部の筺体121には、保持部往復動手段124が固定されている。保持部往復動手段124は、本実施形態では、エア駆動式の直動アクチュエータから構成されている。保持部往復動手段124の可動ロッド124aの先端は回転自在に保持部122の基端に接続されており、保持部122の自転を妨げないようになっている。保持部往復動手段124は、可動ロッド124aを伸縮させることで、図10(a)に示されるように保持部122を上昇(基台111上面から離隔する方項に移動)、または図10(b)に示されるように保持部122を下降(基台111上面に近接する方項に移動)させる。なお、保持部往復動手段124は、電磁式の直動アクチュエータから構成されるものであってもよいし、ラックアンドピニオン機構やカム機構とモータを組み合わせて構成されるものであってもよい。
【0079】
図8および9に戻って、部品保持ユニット移動手段130は、エア駆動式の直動アクチュエータから構成されている。部品保持ユニット移動手段130は、部品保持ユニット120を左右水平方向に移動させ、フィーダ170に対抗する位置と受渡し領域112に対抗する位置の間を往復動させる。なお、部品保持ユニット移動手段130は、電磁式の直動アクチュエータから構成されるものであってもよいし、ラックアンドピニオン機構やボールねじ伝道機構とモータを組み合わせて構成されるものであってもよい。
【0080】
回転テーブル140は、略円盤状の部材であり、外周面の16箇所に部品載置部141が周方向に等間隔で設けられている。回転テーブル140は、回転の中心軸が上下方向となるように基台111に保持されている。そして、回転テーブル140は、回転した場合に全ての部品載置部141が受渡し領域112、受入領域113および搬出領域114の上方を通過するように構成されている。また、いずれかの部品載置部141が受渡し領域112に対向する位置にある場合に、他の部品載置部141が受入領域113および搬出領域114に対向する位置にあるように構成されている。
【0081】
部品載置部141は、部品(パッケージ)を載置して保持するものであり、回転テーブル140の外周面から外側に向けて突設されている。換言すれば、各部品載置部141の間の部材を切り欠いて、何もない空間としている。すなわち、各部品載置部141の間には、本発明に係る干渉回避空間部143が形成されている。部品撮像手段160は、この干渉回避空間部を通して部品(水晶片)の撮像を行う。なお、干渉回避空間部143は、部材を排除した切り欠きに限定されるものではなく、周囲を囲まれた開口部であってもよいし、例えばガラス等の光を透過することができる部材から構成されるものであってもよい。
【0082】
部品載置部141の上面には、部品の少なくとも一部を収容して保持する凹部142が形成されている。回転テーブル140は、回転テーブル駆動手段150に駆動されて図9における反時計回りに回転することにより、凹部142に収容した部品を搬送する。本実施形態では、回転テーブル140は、受入領域113においてパッケージ供給装置191から凹部142に収容されたパッケージを、自身の回転によって受渡し領域112まで搬送する。そして、受渡し領域112において水晶片がパッケージ内に収容された後、回転テーブル140は、パッケージおよび水晶片を、搬出領域まで搬送する。パッケージおよび水晶片に対する各種の処理や検査等は、回転テーブル140による搬送中に行われる。
【0083】
本実施形態では、回転テーブル140が本発明に係る回転部材を構成し、部品載置部141が本発明に係る搬送側部品保持手段を構成している。
【0084】
回転テーブル駆動手段150は、回転テーブル140の下の基台111に固定されている。本実施形態では、回転部材駆動手段60は、基台111に固定されるステータ、およびステータの外周を回転する筒状のロータから構成されるDDモータである。回転テーブル140は、ロータに固定されている。
【0085】
部品撮像手段160は、本実施形態ではCCDカメラから構成されている。部品撮像手段160は、受渡し領域112において上方から来る光を検知可能なように配設されている。具体的には、部品撮像手段160は、受渡し領域112に対向する位置にある部品保持ユニット120の吸着ノズル122aに保持された部品を下方から撮像する位置に配設されている。部品撮像手段160は制御装置180と電気的に接続されており、撮像して得られた画像情報は制御装置180に送信される。
【0086】
フィーダ170は、部品(水晶片)を一列に並べて部品保持ユニット120に向けて供給する既存の装置である。フィーダ170が供給する水晶片は、一列に整列した状態であるが、姿勢(向き)は定まっていない。
【0087】
制御装置180は、CPU、ROMおよびRAM等を備えた制御装置であり、部品保持ユニット120、部品保持ユニット移動手段130、回転テーブル駆動手段150、部品撮像手段160およびフィーダ170等を制御する。
【0088】
次に、搬送装置110の作動について説明する。図11(a)〜(f)は、搬送装置110の作動を示した部分断面図である。
【0089】
本実施形態では、回転テーブル140は、略1/16回転(略22.5度)ごとに間欠的に回転する。具体的には、回転中に部品載置部141が受渡し領域112、受入領域113、搬出領域114に対向する位置にある状態となったときに所定の時間静止する。そして、この静止している間に、受入領域113におけるパッケージの受け入れ、受渡し領域112における水晶片のパッケージ内への収容、および搬出領域114からのパッケージおよび水晶片の搬出が行われる。
【0090】
図11(a)は、受渡し領域112において水晶片のパッケージ内への収容が行われた直後の状態を示している。このとき、部品載置部141の1つ、および部品保持ユニット120は、受渡し領域112に対向する位置にある。この後、同図(b)に示されるように、回転テーブル140は再び回転し、これと略同時に、部品保持ユニット120は、保持部122を上昇させると共に、部品保持ユニット移動手段130によってフィーダ170に対向する位置に移動する。
【0091】
次に、部品保持ユニット120は、同図(c)に示されるように、保持部122を下降させてフィーダ170から1つの水晶片を吸引して取り出し、吸着ノズル122aに吸着する。そして、部品保持ユニット120は、同図(d)に示されるように、保持部122を上昇させて、水晶片を保持した状態で受渡し領域112に対向する位置に移動する。
【0092】
水晶片を保持した部品保持ユニット120が受渡し領域112に対向する位置に到着したら、部品撮像手段160が部品保持ユニット120に保持された水晶片を撮像する。このとき、回転テーブル140は回転中であり、受渡し領域112に対向する位置には、干渉回避空間部143が位置している。従って、部品撮像手段160は、部品載置部141に遮られることなく、この干渉回避空間部143を通して、部品保持ユニット120が保持している水晶片を撮像することができる。部品撮像手段160は、撮像して得られた画像情報を制御装置180に送信する。制御装置180は、受信した画像情報を解析し、水晶片を適切な姿勢とするために必要な保持部122の回転(自転)角度を算出する。そして、同図(e)に示されるように、保持部自転駆動手段123を制御して保持部122を自転させ、水晶片の姿勢を適切に整える。すなわち、本実施形態の保持部自転駆動手段123および部品撮像手段160は、本発明に係る整列手段を構成している。また、保持部自転駆動手段123は本発明に係る整列手段の調整部を構成し、部品撮像手段160は本発明に係る整列手段の撮像部を構成している。
【0093】
ここまでの、部品保持ユニット120、部品撮像手段160および制御装置180の動作は、次の部品載置部141が受渡し領域112に対向する位置に到着するまでの間に行われる。すなわち、回転テーブル140に無駄な待機動作等を行わせる必要がないため、部品搬送のサイクルタイムを短縮することができる。
【0094】
その後、同図(f)に示されるように、次の部品載置部141が受渡し領域112に対向する位置に到着したら、部品保持ユニット120は、保持部122を下降させると共に保持していた水晶片を解放し、凹部142に収容されたパッケージ内に水晶片を収容する。
【0095】
搬送装置110は、上記動作を繰り返すことによって、回転テーブル140が搬送しているパッケージ内に連続的に水晶片を収容する。搬送装置110では、フィーダ170からの水晶片の取り出し、および水晶片の姿勢の調整を回転テーブル140の回転中に行うため、無駄な待ち時間が発生しないようになっている。また、回転テーブル140に干渉回避空間部143を設けることにより、水晶片を撮像する部品撮像手段160を受渡し領域112に配設することが可能となっている。これにより、フィーダ170と回転テーブル140を近接させて配置し、部品保持ユニット120の移動距離を短くすることが可能となるため、搬送時間をさらに短縮することができる。
【0096】
このように、搬送装置110では、部品保持ユニット120は、保持部自転駆動手段123を一体的に備えているため、部品の位置または姿勢を調整する装置を他の場所に配設する必要がない。従って、部品保持ユニット120の移動距離を短縮する等、搬送装置110のレイアウトを効率的に構成することが可能となり、搬送速度を向上させることができる。
【0097】
また、部品保持ユニット120は、部品を上方から保持し、部品載置部141は、前記部品を下方から保持し、干渉回避空間部143は、回転テーブル140に形成された切り欠きであり、部品撮像手段160は、受渡し領域112にある部品を下方から撮像する。このため、例えば回転テーブル140上に載置された部品を搬送しながら加工組立や検査等を行うような場合に、回転テーブル上への部品の載置を、部品の位置または姿勢を整えながらも高速に行うことができる。これにより、部品の生産や検査等の効率を向上させることができる。
【0098】
なお、本実施形態における回転テーブル140は、16個の部品載置部141を備えているが、本発明はこれに限定されるものではなく、その他の個数の部品載置部141を備えるようにしてもよい。また、回転テーブル140は、本実施形態に示される形状以外の形状であってもよい。
【0099】
また、部品保持ユニット120は、吸着ノズル122aを備えるものに限定されるものではなく、例えばエア駆動により部品を把持する構造のものであってもよい。
【0100】
また、部品保持ユニット120、部品保持ユニット移動手段130、回転テーブル駆動手段150、部品撮像手段160およびフィーダ170は、制御装置180によって制御されるものに限定されるものではなく、それぞれに専用の制御装置を別に設けるようにしてもよい。
【0101】
また、受渡し領域112、受入領域113および搬出領域114の位置は、本実施形態において示した位置に限定されるものではなく、受渡し領域112、受入領域113および搬出領域114をその他の位置に配置するようにしてもよい。
【0102】
また、回転テーブル140の回転は、22.5度回転するごとに静止する間欠回転に限定されるものではなく、部品載置部141が受渡し領域112、受入領域113および搬出領域114に対抗する位置にある場合にも、回転テーブル140を低速で回転させ続けるようにしてもよい。
【0103】
また、フィーダ170の代わりに、部品(水晶片)を整列状態で載置するトレイや、部品を積み重ねて収容するカセット等を使用してもよい。
【0104】
以上、本発明の実施の形態について説明したが、本発明の搬送装置は、上記した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【産業上の利用可能性】
【0105】
本発明は、電子機器や電子部品もしくはその他の各種物品の製造、または物流の分野において利用することができる。
【図面の簡単な説明】
【0106】
【図1】本発明の第1の実施の形態に係る搬送装置1の正面図である。
【図2】搬送装置1の左側面図である。
【図3】搬送装置1の平面図である。
【図4】(a)は回転部材30および部品保持モジュール40の平面図であり、同図(b)は回転部材30および部品保持モジュール40の断面図である。
【図5】(a)および(b)部品保持モジュール40の断面構造および外部付勢装置50を示した図である。
【図6】回転部材30を退避位置まで移動させた状態を示した左側面図である。
【図7】(a)〜(f)搬送装置1の作動を示した平面図である。
【図8】本発明の第2の実施形態に係る搬送装置110の正面図である。
【図9】搬送装置110の平面図である。
【図10】(a)および(b)部品保持ユニット120の構造を示した断面図である。
【図11】(a)〜(f)搬送装置110の作動を示した部分断面図である。
【符号の説明】
【0107】
1、110・・・搬送装置
3、112・・・受渡し領域
11・・・受入トレイ
12・・・トレイ移動手段
13・・・待機部品撮像手段
30・・・回転部材
31、143・・・干渉回避空間部
40・・・部品保持モジュール
120・・・部品保持ユニット
123・・・保持部自転駆動手段
140・・・回転テーブル
141・・・部品載置部
160・・・部品撮像手段
【特許請求の範囲】
【請求項1】
部品を保持した状態で受渡し領域まで移動する供給側部品保持手段と、
前記受渡し領域まで移動して前記供給側部品保持手段から前記部品を受け取り、他の領域まで前記部品を保持した状態で搬送する搬送側部品保持手段と、
前記供給側部品保持手段が前記部品と共に前記受渡し領域に到着してから前記搬送側部品保持手段が前記受渡し領域に到着するまでの間に、前記受渡し領域において前記供給側部品保持手段に保持された部品の位置または姿勢を整える整列手段と、を備えることを特徴とする、搬送装置。
【請求項2】
前記搬送側部品保持手段は、回転部材に対して周方向に沿って複数配設され、前記回転部材の回転に伴って前記部品が前記回転方向に搬送されることを特徴とする、
請求項1に記載の搬送装置。
【請求項3】
前記周方向に沿って配設される複数の搬送側部品保持手段の間に、前記整列手段との干渉を避けるための干渉回避空間部が形成されていることを特徴とする、
請求項2に記載の搬送装置。
【請求項4】
前記整列手段は、前記受渡し領域において前記供給側部品保持手段に保持された部品を撮像する撮像部、および前記撮像部からの情報に基づいて前記部品の位置または姿勢を修正する調整部からなることを特徴とする、
請求項3に記載の搬送装置。
【請求項5】
前記撮像部は、前記干渉回避空間部を通して前記受渡し領域にある前記部品を撮像することを特徴とする、
請求項4に記載の搬送装置。
【請求項6】
前記供給側部品保持手段は、前記調整部を一体的に備えていることを特徴とする
請求項4または5に記載の搬送装置。
【請求項7】
前記供給側部品保持手段は、バルク状態で載置された前記部品を複数保持し、
前記搬送側部品保持手段は、前記部品を上方から保持し、
前記干渉回避空間部は、前記回転部材に形成された切り欠きまたは開口であり、
前記整列手段は、前記撮像部で撮像した複数の前記部品の中から選択された1つの部品の位置または姿勢を、前記調整部で前記供給側部品保持手段を移動させることによって整えることを特徴とする、
請求項5または6に記載の搬送装置。
【請求項8】
前記供給側部品保持手段は、前記部品を上方から保持し、
前記搬送側部品保持手段は、前記部品を下方から保持し、
前記干渉回避空間部は、前記回転部材に形成された切り欠きまたは開口であり、
前記撮像部は、前記受渡し領域にある前記部品を下方から撮像することを特徴とする、
請求項5または6に記載の搬送装置。
【請求項1】
部品を保持した状態で受渡し領域まで移動する供給側部品保持手段と、
前記受渡し領域まで移動して前記供給側部品保持手段から前記部品を受け取り、他の領域まで前記部品を保持した状態で搬送する搬送側部品保持手段と、
前記供給側部品保持手段が前記部品と共に前記受渡し領域に到着してから前記搬送側部品保持手段が前記受渡し領域に到着するまでの間に、前記受渡し領域において前記供給側部品保持手段に保持された部品の位置または姿勢を整える整列手段と、を備えることを特徴とする、搬送装置。
【請求項2】
前記搬送側部品保持手段は、回転部材に対して周方向に沿って複数配設され、前記回転部材の回転に伴って前記部品が前記回転方向に搬送されることを特徴とする、
請求項1に記載の搬送装置。
【請求項3】
前記周方向に沿って配設される複数の搬送側部品保持手段の間に、前記整列手段との干渉を避けるための干渉回避空間部が形成されていることを特徴とする、
請求項2に記載の搬送装置。
【請求項4】
前記整列手段は、前記受渡し領域において前記供給側部品保持手段に保持された部品を撮像する撮像部、および前記撮像部からの情報に基づいて前記部品の位置または姿勢を修正する調整部からなることを特徴とする、
請求項3に記載の搬送装置。
【請求項5】
前記撮像部は、前記干渉回避空間部を通して前記受渡し領域にある前記部品を撮像することを特徴とする、
請求項4に記載の搬送装置。
【請求項6】
前記供給側部品保持手段は、前記調整部を一体的に備えていることを特徴とする
請求項4または5に記載の搬送装置。
【請求項7】
前記供給側部品保持手段は、バルク状態で載置された前記部品を複数保持し、
前記搬送側部品保持手段は、前記部品を上方から保持し、
前記干渉回避空間部は、前記回転部材に形成された切り欠きまたは開口であり、
前記整列手段は、前記撮像部で撮像した複数の前記部品の中から選択された1つの部品の位置または姿勢を、前記調整部で前記供給側部品保持手段を移動させることによって整えることを特徴とする、
請求項5または6に記載の搬送装置。
【請求項8】
前記供給側部品保持手段は、前記部品を上方から保持し、
前記搬送側部品保持手段は、前記部品を下方から保持し、
前記干渉回避空間部は、前記回転部材に形成された切り欠きまたは開口であり、
前記撮像部は、前記受渡し領域にある前記部品を下方から撮像することを特徴とする、
請求項5または6に記載の搬送装置。
【図1】



【図2】
【図3】
【図4】

【図5】

【図6】

【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2009−196740(P2009−196740A)
【公開日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願番号】特願2008−38114(P2008−38114)
【出願日】平成20年2月20日(2008.2.20)
【出願人】(501410137)アキム株式会社 (49)
【Fターム(参考)】
【公開日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願日】平成20年2月20日(2008.2.20)
【出願人】(501410137)アキム株式会社 (49)
【Fターム(参考)】
[ Back to top ]