
搬送装置
【課題】簡単な機構で、複数のパレットを等ピッチで保持することができる搬送装置を提供する。
【解決手段】ピッチ保持コンベア20の送り手段23の搬送速度をフリーフローコンベア10によるパレットPの搬送速度よりも遅くすることで、フリーフローコンベア10で搬送されるパレットPが、ピッチ保持コンベア20の第1係止部21Aに上流側から接近する。そして、第1の係止部21AがパレットPに下流側から当接することで、パレットPがピッチ保持コンベア20に対して位置決めされ、複数のパレットPのピッチが第1係止部21Aのピッチと等しくなる。
【解決手段】ピッチ保持コンベア20の送り手段23の搬送速度をフリーフローコンベア10によるパレットPの搬送速度よりも遅くすることで、フリーフローコンベア10で搬送されるパレットPが、ピッチ保持コンベア20の第1係止部21Aに上流側から接近する。そして、第1の係止部21AがパレットPに下流側から当接することで、パレットPがピッチ保持コンベア20に対して位置決めされ、複数のパレットPのピッチが第1係止部21Aのピッチと等しくなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ワークを載せたパレットを搬送する搬送装置に関する。
【背景技術】
【0002】
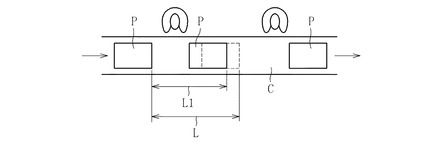
例えばエンジンの組立工程では、図9に示すように、ワークとなるエンジンブロック(図示省略)を載せたパレットPをコンベアCで搬送しながら、ワークに対して各部品を組み付けることがある。この場合、一つのパレットPが正規の位置(図中に点線で示す)から搬送方向で上流側にずれてしまうと、その後のパレットPとのピッチL1が正規のピッチLよりも短くなってしまい、このパレットPに乗せたワークに対する作業時間が短くなってしまう。また、各作業エリアには、ワークに付されたIDタグの情報を読み取るIDリーダーが設けられているが、パレットPが所定ピッチで搬送されないと、IDタグとIDリーダーとの位置がずれて読取不良が生じる恐れがある。従って、ワークを搬送しながら組付を行う場合、パレットを等ピッチで搬送することが重要となる。
【0003】
上記のようなワークの搬送は、例えばフリーフローコンベアで行われる。フリーフローコンベアは、ローラやベルト、あるいはチェーン等(以下、ローラ等)の上にパレットを載置し、ローラ等を駆動モータで回転させることによりパレットを前方に搬送するものである。このようなフリーフローコンベアで搬送されるパレット上のワークに対して部品を組み付ける際、ワークに強い加圧力が加わると、パレットがローラ等に強い力で押し付けられて駆動モータに大きな負荷が加わるため、駆動モータが損傷する恐れがある。従って、通常、フリーフローコンベアでは、駆動モータの損傷を回避するために、所定以上の負荷が加わるとローラ等が空回りする機構となっている。従って、強い加圧力が加わる組付工程では、ローラ等が空回りすることでワーク及びパレットが一瞬止まる(あるいは速度が落ちる)ため、パレット間のピッチがずれる恐れがある。
【0004】
例えば特許文献1の搬送装置は、パレットの下面に歯型を形成し、この歯型と噛合する歯型を有するベルト間歇駆動機構をフリーフローコンベアの一部に設けている。このベルト間歇駆動機構で搬送されている間は、パレットの歯型とベルト間歇駆動機構の歯型とが噛合しているため、パレットの位置ずれを防止できる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−97516号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記特許文献1の搬送装置により、複数のパレットを所定のピッチで配するためには、ベルト間歇駆動機構の歯型とパレットの歯型とを所定の箇所で噛合させる必要がある。また、正規の位置と異なる箇所で歯車同士が噛合すると、その場所でパレットがベルト間歇駆動機構に対して位置決めされるため、複数のパレットが誤ったピッチのまま搬送される。かかる不具合を回避するためには、ベルト間歇駆動装置の歯車とパレットの歯車とを所定の箇所で正確に噛合させるように、パレットの搬入速度やタイミングを高精度に制御する必要があるが、かかる高精度な制御はコスト高を招く。
【0007】
本発明の解決すべき課題は、簡単な機構で、複数のパレットを等ピッチで保持することができる搬送装置を提供することにある。
【課題を解決するための手段】
【0008】
前記課題を解決するためになされた本発明は、複数のパレットを搬送するフリーフローコンベアと、フリーフローコンベアの搬送経路上に設けられたピッチ保持コンベアとを備えた搬送装置であって、ピッチ保持コンベアが、搬送方向等間隔に設けられ、複数のパレットに下流側から当接する複数の第1係止部と、複数の第1係止部をフリーフローコンベアの搬送方向と同じ方向に送る送り手段とを有し、送り手段の送り速度をフリーフローコンベアによるパレットの搬送速度よりも遅くしたことを特徴とするものである。
【0009】
このように、本発明の搬送装置では、ピッチ保持コンベアの送り手段の送り速度をフリーフローコンベアによるパレットの搬送速度よりも遅くしている。従って、フリーフローコンベアで搬送されるパレットは、ピッチ保持コンベアの第1係止部に上流側から接近する。そして、第1の係止部がパレットに下流側から当接することで、パレットがピッチ保持コンベアに対して位置決めされ、複数のパレットのピッチが第1係止部のピッチと等しくなる。従って、第1係止部を搬送方向等間隔に設けることで、複数のパレットを等ピッチで保持することができる。
【0010】
また、本発明は、複数のパレットを搬送するフリーフローコンベアと、フリーフローコンベアの搬送経路上に設けられたピッチ保持コンベアとを備えた搬送装置であって、ピッチ保持コンベアが、搬送方向等間隔に設けられ、複数のパレットに上流側から当接可能な複数の第1係止部と、複数の第1係止部をフリーフローコンベアの搬送方向と同じ方向に送る送り手段とを有し、送り手段の送り速度をフリーフローコンベアによるパレットの搬送速度よりも速くしたことを特徴とする搬送装置として特徴づけることもできる。
【0011】
この場合、ピッチ保持コンベアの第1係止部が、フリーフローコンベアで搬送されるパレットに上流側から接近する。そして、第1係止部がパレットに上流側から当接することで、パレットがピッチ保持コンベアに対して位置決めされ、複数のパレットが等ピッチで保持される。
【0012】
上記の搬送装置に、第1係止部が当接する側と搬送方向反対側からパレットに当接する第2係止部を設ければ、パレットを搬送方向両側から位置決めすることができるため、複数のパレットを確実に等ピッチで保持することができる。
【0013】
上記のようにフリーフローコンベアによるパレットの搬送速度とピッチ保持コンベアの送り手段の送り速度との差を利用して、パレットを第1係止部に当接させる際、パレットと第2係止部とが干渉する恐れがある。そこで、第2係止部を、フリーフローコンベアの搬送面から上方に出没可能とすれば、第2係止部をフリーフローコンベアの搬送面よりも下方に配置することにより、パレットと第2係止部との干渉を回避できる。そして、パレットが第1係止部に当接したら、第2係止部をフリーフローコンベアの搬送面から上方に突出させることで、パレットを位置決めすることができる。
【0014】
この場合、第2係止部をフリーフローコンベアの搬送面から上方に突出した状態で保持する弾性部材を設け、この弾性部材を圧縮することにより第2係止部をフリーフローコンベアの搬送面より下方に配置可能とすれば、簡単な機構で第2係止部を上下動させることができる。
【発明の効果】
【0015】
以上のように、本発明に係る搬送装置によれば、簡単な機構で、複数のパレットを等ピッチで保持することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施形態に係る搬送装置の平面図である。
【図2】上記搬送装置を拡大して示す平面図である。
【図3】上記搬送装置の移動組付エリアA1における断面図である。
【図4】上記搬送装置のピッチ保持コンベアの側面図である。
【図5】上記ピッチ保持コンベアの係止部を示す(a)断面図、(b)平面図、及び(c)係止部材を押し下げた状態の断面図である。
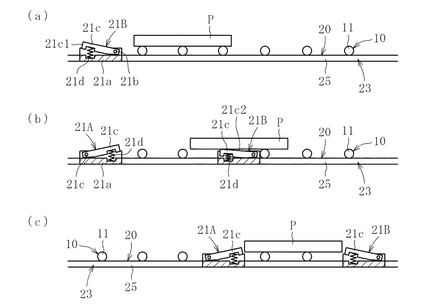
【図6】(a)〜(c)は上記搬送装置による搬送方法を示す側面図である。
【図7】他の実施形態に係る搬送装置の側面から見た部分断面図である。
【図8】(a)〜(c)は他の実施形態に係る搬送装置による搬送方法を示す側面図である。
【図9】複数のパレットをコンベアで搬送する様子を示す平面図である。
【発明を実施するための形態】
【0017】
以下、本発明の一実施形態を図面に基づいて説明する。
【0018】
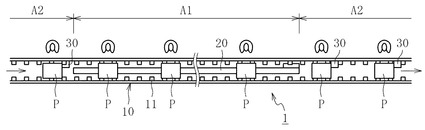
図1に、本発明の一実施形態に係る搬送装置1を示す。この搬送装置1は、ワーク(図示省略)を載せた複数のパレットPを搬送するフリーフローコンベア10と、フリーフローコンベア10の搬送経路上に設けられたピッチ保持コンベア20とを備える。図示例では、パレットPを搬送しながらワークに対して部品の組付作業を行う移動組付エリアA1と、移動組付エリアA1の上流側(図中左側)及び下流側(図中右側)に設けられ、パレットPをストッパ30で停止させた状態でワークに対して部品の組付作業を行う停止組付エリアA2とが設けられる。移動組付エリアA2で搬送される複数のパレットPは、ピッチ保持コンベア20により等ピッチで保持される。尚、以下では、パレットPの搬送方向(図1の左右方向)と直交する水平方向を幅方向(図1の上下方向)と言う。
【0019】
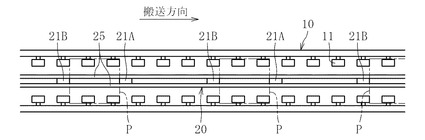
フリーフローコンベア10は、載置された複数のパレットPを搬送するものであり、本実施形態では、図2及び図3に示すように、パレットPの幅方向両端部を下方から支持する複数のローラ11でフリーフローコンベア10が構成される。各ローラ11は、幅方向の回転軸を有し、搬送方向等間隔に並べられる。ローラ11は、駆動モータ(図示省略)で駆動され、例えばベルト及びプーリ(図示省略)を介して全てのローラ11が同期して回転駆動される。尚、フリーフローコンベア10は、ローラ11に限らず、無端状のベルトやチェーンで構成することもできる。
【0020】
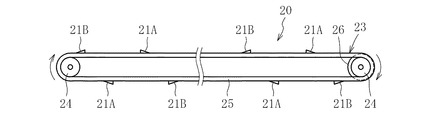
ピッチ保持コンベア20は、図2に示すように、パレットPに下流側から当接可能な複数の第1係止部21Aと、パレットPに上流側から当接可能な複数の第2係止部21Bと、第1係止部21A及び第2係止部21Bを下流側に送る送り手段23とを有する。本実施形態の送り手段23は、図4に示すように、搬送方向に離隔して配された一対のプーリ24と、一対のプーリ24に幅方向に並べて掛け渡された一対の無端状チェーン25と、一方のプーリ24を回転駆動する駆動モータ26とで構成される。送り手段23の送り速度(すなわち、第1係止部21A及び第2係止部21Bの移動速度)は、フリーフローコンベア10によるパレットPの搬送速度よりも遅く設定される。
【0021】
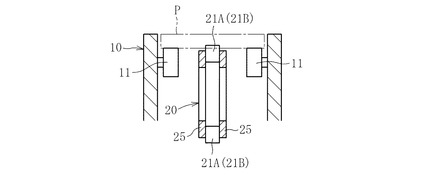
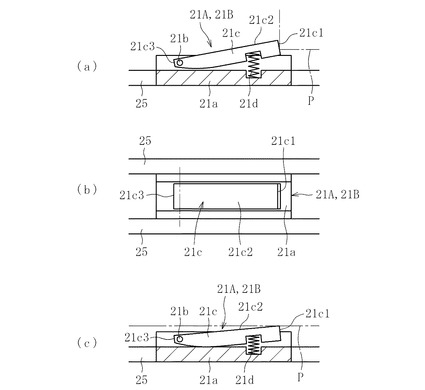
複数の第1係止部21A及び第2係止部21Bは、それぞれ搬送方向で等ピッチに配される(図2参照)。一対の第1係止部21A及び第2係止部21Bは、パレットPの搬送方向寸法と等しい間隔で配され、下流側に第1係止部21Aが、上流側に第2係止部21Bが配置される。第1係止部21A及び第2係止部21Bは同様の構成からなり、具体的には、図5(a)及び(b)に示すように、一対の無端状チェーン25の間に固定された基部21aと、基部21aにピン21bを介して回転可能に固定された係止部材21cと、基部21aと係止部材21cとの間に配され、係止部材21cを上向きに付勢する弾性部材21d(図示例ではバネ)とを有する。図5(a)に示すように、常時は、係止部材21cの一方の端部21c1(図示例では右側端部)がパレットPの下面(すなわちフリーフローコンベア10の搬送面)の高さよりも上方に突出している。また、係止部材21cの上面21c2は、一方の端部21c1側がパレットPの下面よりも高く、他方の端部21c3側がパレットPの下面よりも低い傾斜面となっている。図5(c)に示すように、係止部材21cの一方の端部21c1を下向きに押さえると、弾性部材21dが圧縮され、係止部材21cの一方の端部21c1がパレットPの下面よりも下方に配される。第1係止部21Aは、係止部材21cの上下動可能な一方の端部21c1が上流側となるように配され、第2係止部21Bは、係止部材21cの上下動可能な一方の端部21c1が下流側となるように配される。
【0022】
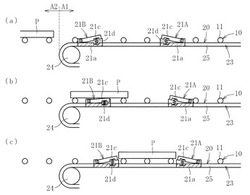
次に、図6を用いて、移動組付エリアA2に入ってきたパレットPが、第1係止部21A及び第2係止部21Bで位置決めされる様子を説明する。
【0023】
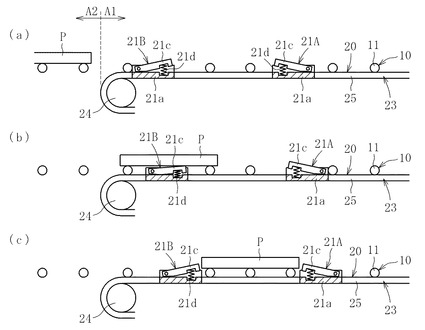
まず、図6(a)に示すように、パレットPが移動組付エリアA2に進入する前は、第1係止部21A及び第2係止部21Bの係止部材21cが、何れもフリーフローコンベア10の搬送面(パレットPの下面の高さ)から上方に突出している。
【0024】
そして、フリーフローコンベア10によりパレットPを搬送し、パレットPを移動組付エリアA1に搬入する。このとき、フリーフローコンベア10によるパレットPの搬送速度は、ピッチ保持コンベア20の送り手段23の送り速度よりも速いため、図6(b)に示すように、フリーフローコンベア10で搬送されるパレットPが第2係止部21Bに追いつき、第2係止部21Bの係止部材21cに乗り上げる。このとき、第2係止部21Bの係止部材21cの上面21c2が、上流側をパレットPの下面よりも低くした傾斜面であるため、パレットPが係止部材21cの上面21c2にスムーズに乗り上げられる。これにより、弾性部材21dを圧縮しながら係止部材21cが下方に押し下げられ、第2係止部21BがパレットPの下方に潜り込む。
【0025】
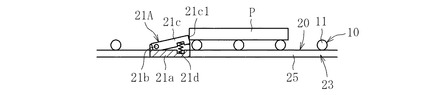
さらにパレットPを下流側に搬送すると、図6(c)に示すようにパレットPが第2係止部21Bを乗り越えて、第1係止部21Aと第2係止部21Bとの間に配される。これにより、第2係止部21Bの係止部材21cが弾性部材21dの弾性反力でフリーフローコンベア10の搬送面から上方に突出し、パレットPと当接可能な高さとなる。このとき、パレットPは、フリーフローコンベア10の搬送力により下流側に進もうとするが、第1係止部21Aの係止部材21cが下流側から当接することで第1係止部21Aより前方には進めない。こうして、複数のパレットPを、等ピッチに配された第1係止部21Aに押し付けながら第1係止部21Aと同速度で搬送することにより、複数のパレットPが等ピッチで保持される。このように、フリーフローコンベア10によるパレットPの搬送が第1係止部21Aにより規制されたとき、ローラ11を空回りさせることで過剰な負荷が駆動モータに伝わることが防止され、駆動モータの損傷を防止できる。
【0026】
また、パレットPに載置されたワークへの部品の組付により高い加圧力が加わった場合でも、第2係止部21Bの係止部材21cがパレットPの上流側から当接することで、パレットPが第2係止部21Bよりも上流側に後退することはない。これにより、パレットPを等ピッチで確実に保持することができる。
【0027】
上記のように、ピッチ保持コンベア20の送り速度をフリーフローコンベア10の搬送速度よりも遅くし、パレットPを第1係止部21Aに当接させて位置決めすることで、たとえパレットPを移動組付エリアA1に搬入するタイミングが多少ずれた場合でも、パレットPが第1係止部21Aに追いついて当接することで、複数のパレットPを等ピッチに配することができる。特に、パレットPを第1係止部21Aと第2係止部21Bとで搬送方向両側から位置決めする場合は、これらの間にパレットPを配置することが必要であるが、上記のようにパレットPが第2係止部21Bを乗り越えて第1係止部21Aと第2係止部21Bとの間に配されることで、パレットPを搬送するタイミング等を厳密に制御することなく、簡単な機構で所定の位置に配することができる。
【0028】
その後、パレットPが移動組付エリアA2の下流側端部に達したら、第1係止部21Aが下流側のプーリ24に沿って下方に回転することにより、第1係止部21AによるパレットPの規制が解除される(図示省略)。そして、フリーフローコンベア10により移動組付エリアA2からパレットPが排出される。
【0029】
尚、ピッチ保持コンベア20で複数のパレットPを等ピッチで保持する工程(図6参照)において、第1係止部21AにはパレットPが乗り上げないため、必ずしも第1係止部21Aの係止部材21cを上下動可能な構成とする必要はないが、かかる構成とすることで、メンテナンス時等にパレットPを簡単に移動させることができる。
【0030】
本発明は上記の実施形態に限られない。尚、上記の実施形態と同一の機能を有する箇所には同一の符号を付して重複説明を省略する。
【0031】
上記実施形態では、パレットPの搬送方向両側から当接する第1係止部21A及び第2係止部21Bを設けた場合を示したが、これに限らず、第2係止部21Bを省略することもできる(図示省略)。この場合、ピッチ保持コンベア20に対するパレットPの上流側への移動が規制されないため、移動組付エリアA2において高い加圧力で組付が行われると、パレットPがピッチ保持コンベア20に対して後退し、第1係止部21AとパレットPとが離れることがある。この場合でも、ワークへの高い加圧力が解除された後、フリーフローコンベア10によりパレットPが相対的に速い速度で前方に搬送されることにより、パレットPが再び第1係止部21Aに当接し、パレットPが所定の位置に復帰する。これにより、複数のパレットPが等ピッチで保持される。
【0032】
また、上記実施形態では、ピッチ保持コンベア20の送り速度をフリーフローコンベア10の搬送速度よりも遅くしているが、これとは逆に、ピッチ保持コンベア20の送り速度をフリーフローコンベア10の搬送速度よりも速くしてもよい。この場合、図7に示すように、第1係止部21Aを、係止部材21cの上下動可能な一方の端部21c1が下流側となるように配する。そして、相対的に送り速度の速い係止部材21cを、上流側からパレットPに当接させることにより、複数のパレットPを、等ピッチに配された第1係止部21Aに押し付けながら第1係止部21Aと同速度で搬送し、これにより複数のパレットPが等ピッチで保持される。
【0033】
また、図7に示す構成の搬送装置に、さらに、下流側からパレットPに当接する第2係止部21Bを設けても良い(図8参照)。この場合、第2係止部21Bは、上下動可能な一方の端部21c1が上流側となるように配される。この搬送装置では、まず、図8(a)に示すように、移動組付エリアA2に搬入されたパレットPの上流側から第2係止部21Bが接近する。そして、図8(b)に示すように、第2係止部21Bの係止部材21cの上面21c2にパレットPが乗り上げ、弾性部材21dを圧縮しながら第2係止部21BがパレットPの下方に潜り込む。その後、第2係止部21BがパレットPを追い越すと、弾性部材21dの弾性反力により係止部材21cがフリーフローコンベア10の搬送面から上方に突出し、パレットPに当接可能な高さとなる。以上により、第1係止部21Aと第2係止部21Bとの間にパレットPが配され、複数のパレットPが等ピッチで保持される。
【符号の説明】
【0034】
1 搬送装置
10 フリーフローコンベア
11 ローラ
20 ピッチ保持コンベア
21A 第1係止部
21B 第2係止部
21a 基部
21b ピン
21c 係止部材
21d 弾性部材
23 送り手段
24 プーリ
25 無端状チェーン
26 駆動モータ
30 ストッパ
A1 移動組付エリア
A2 移動組付エリア
P パレット
【技術分野】
【0001】
本発明は、ワークを載せたパレットを搬送する搬送装置に関する。
【背景技術】
【0002】
例えばエンジンの組立工程では、図9に示すように、ワークとなるエンジンブロック(図示省略)を載せたパレットPをコンベアCで搬送しながら、ワークに対して各部品を組み付けることがある。この場合、一つのパレットPが正規の位置(図中に点線で示す)から搬送方向で上流側にずれてしまうと、その後のパレットPとのピッチL1が正規のピッチLよりも短くなってしまい、このパレットPに乗せたワークに対する作業時間が短くなってしまう。また、各作業エリアには、ワークに付されたIDタグの情報を読み取るIDリーダーが設けられているが、パレットPが所定ピッチで搬送されないと、IDタグとIDリーダーとの位置がずれて読取不良が生じる恐れがある。従って、ワークを搬送しながら組付を行う場合、パレットを等ピッチで搬送することが重要となる。
【0003】
上記のようなワークの搬送は、例えばフリーフローコンベアで行われる。フリーフローコンベアは、ローラやベルト、あるいはチェーン等(以下、ローラ等)の上にパレットを載置し、ローラ等を駆動モータで回転させることによりパレットを前方に搬送するものである。このようなフリーフローコンベアで搬送されるパレット上のワークに対して部品を組み付ける際、ワークに強い加圧力が加わると、パレットがローラ等に強い力で押し付けられて駆動モータに大きな負荷が加わるため、駆動モータが損傷する恐れがある。従って、通常、フリーフローコンベアでは、駆動モータの損傷を回避するために、所定以上の負荷が加わるとローラ等が空回りする機構となっている。従って、強い加圧力が加わる組付工程では、ローラ等が空回りすることでワーク及びパレットが一瞬止まる(あるいは速度が落ちる)ため、パレット間のピッチがずれる恐れがある。
【0004】
例えば特許文献1の搬送装置は、パレットの下面に歯型を形成し、この歯型と噛合する歯型を有するベルト間歇駆動機構をフリーフローコンベアの一部に設けている。このベルト間歇駆動機構で搬送されている間は、パレットの歯型とベルト間歇駆動機構の歯型とが噛合しているため、パレットの位置ずれを防止できる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−97516号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記特許文献1の搬送装置により、複数のパレットを所定のピッチで配するためには、ベルト間歇駆動機構の歯型とパレットの歯型とを所定の箇所で噛合させる必要がある。また、正規の位置と異なる箇所で歯車同士が噛合すると、その場所でパレットがベルト間歇駆動機構に対して位置決めされるため、複数のパレットが誤ったピッチのまま搬送される。かかる不具合を回避するためには、ベルト間歇駆動装置の歯車とパレットの歯車とを所定の箇所で正確に噛合させるように、パレットの搬入速度やタイミングを高精度に制御する必要があるが、かかる高精度な制御はコスト高を招く。
【0007】
本発明の解決すべき課題は、簡単な機構で、複数のパレットを等ピッチで保持することができる搬送装置を提供することにある。
【課題を解決するための手段】
【0008】
前記課題を解決するためになされた本発明は、複数のパレットを搬送するフリーフローコンベアと、フリーフローコンベアの搬送経路上に設けられたピッチ保持コンベアとを備えた搬送装置であって、ピッチ保持コンベアが、搬送方向等間隔に設けられ、複数のパレットに下流側から当接する複数の第1係止部と、複数の第1係止部をフリーフローコンベアの搬送方向と同じ方向に送る送り手段とを有し、送り手段の送り速度をフリーフローコンベアによるパレットの搬送速度よりも遅くしたことを特徴とするものである。
【0009】
このように、本発明の搬送装置では、ピッチ保持コンベアの送り手段の送り速度をフリーフローコンベアによるパレットの搬送速度よりも遅くしている。従って、フリーフローコンベアで搬送されるパレットは、ピッチ保持コンベアの第1係止部に上流側から接近する。そして、第1の係止部がパレットに下流側から当接することで、パレットがピッチ保持コンベアに対して位置決めされ、複数のパレットのピッチが第1係止部のピッチと等しくなる。従って、第1係止部を搬送方向等間隔に設けることで、複数のパレットを等ピッチで保持することができる。
【0010】
また、本発明は、複数のパレットを搬送するフリーフローコンベアと、フリーフローコンベアの搬送経路上に設けられたピッチ保持コンベアとを備えた搬送装置であって、ピッチ保持コンベアが、搬送方向等間隔に設けられ、複数のパレットに上流側から当接可能な複数の第1係止部と、複数の第1係止部をフリーフローコンベアの搬送方向と同じ方向に送る送り手段とを有し、送り手段の送り速度をフリーフローコンベアによるパレットの搬送速度よりも速くしたことを特徴とする搬送装置として特徴づけることもできる。
【0011】
この場合、ピッチ保持コンベアの第1係止部が、フリーフローコンベアで搬送されるパレットに上流側から接近する。そして、第1係止部がパレットに上流側から当接することで、パレットがピッチ保持コンベアに対して位置決めされ、複数のパレットが等ピッチで保持される。
【0012】
上記の搬送装置に、第1係止部が当接する側と搬送方向反対側からパレットに当接する第2係止部を設ければ、パレットを搬送方向両側から位置決めすることができるため、複数のパレットを確実に等ピッチで保持することができる。
【0013】
上記のようにフリーフローコンベアによるパレットの搬送速度とピッチ保持コンベアの送り手段の送り速度との差を利用して、パレットを第1係止部に当接させる際、パレットと第2係止部とが干渉する恐れがある。そこで、第2係止部を、フリーフローコンベアの搬送面から上方に出没可能とすれば、第2係止部をフリーフローコンベアの搬送面よりも下方に配置することにより、パレットと第2係止部との干渉を回避できる。そして、パレットが第1係止部に当接したら、第2係止部をフリーフローコンベアの搬送面から上方に突出させることで、パレットを位置決めすることができる。
【0014】
この場合、第2係止部をフリーフローコンベアの搬送面から上方に突出した状態で保持する弾性部材を設け、この弾性部材を圧縮することにより第2係止部をフリーフローコンベアの搬送面より下方に配置可能とすれば、簡単な機構で第2係止部を上下動させることができる。
【発明の効果】
【0015】
以上のように、本発明に係る搬送装置によれば、簡単な機構で、複数のパレットを等ピッチで保持することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施形態に係る搬送装置の平面図である。
【図2】上記搬送装置を拡大して示す平面図である。
【図3】上記搬送装置の移動組付エリアA1における断面図である。
【図4】上記搬送装置のピッチ保持コンベアの側面図である。
【図5】上記ピッチ保持コンベアの係止部を示す(a)断面図、(b)平面図、及び(c)係止部材を押し下げた状態の断面図である。
【図6】(a)〜(c)は上記搬送装置による搬送方法を示す側面図である。
【図7】他の実施形態に係る搬送装置の側面から見た部分断面図である。
【図8】(a)〜(c)は他の実施形態に係る搬送装置による搬送方法を示す側面図である。
【図9】複数のパレットをコンベアで搬送する様子を示す平面図である。
【発明を実施するための形態】
【0017】
以下、本発明の一実施形態を図面に基づいて説明する。
【0018】
図1に、本発明の一実施形態に係る搬送装置1を示す。この搬送装置1は、ワーク(図示省略)を載せた複数のパレットPを搬送するフリーフローコンベア10と、フリーフローコンベア10の搬送経路上に設けられたピッチ保持コンベア20とを備える。図示例では、パレットPを搬送しながらワークに対して部品の組付作業を行う移動組付エリアA1と、移動組付エリアA1の上流側(図中左側)及び下流側(図中右側)に設けられ、パレットPをストッパ30で停止させた状態でワークに対して部品の組付作業を行う停止組付エリアA2とが設けられる。移動組付エリアA2で搬送される複数のパレットPは、ピッチ保持コンベア20により等ピッチで保持される。尚、以下では、パレットPの搬送方向(図1の左右方向)と直交する水平方向を幅方向(図1の上下方向)と言う。
【0019】
フリーフローコンベア10は、載置された複数のパレットPを搬送するものであり、本実施形態では、図2及び図3に示すように、パレットPの幅方向両端部を下方から支持する複数のローラ11でフリーフローコンベア10が構成される。各ローラ11は、幅方向の回転軸を有し、搬送方向等間隔に並べられる。ローラ11は、駆動モータ(図示省略)で駆動され、例えばベルト及びプーリ(図示省略)を介して全てのローラ11が同期して回転駆動される。尚、フリーフローコンベア10は、ローラ11に限らず、無端状のベルトやチェーンで構成することもできる。
【0020】
ピッチ保持コンベア20は、図2に示すように、パレットPに下流側から当接可能な複数の第1係止部21Aと、パレットPに上流側から当接可能な複数の第2係止部21Bと、第1係止部21A及び第2係止部21Bを下流側に送る送り手段23とを有する。本実施形態の送り手段23は、図4に示すように、搬送方向に離隔して配された一対のプーリ24と、一対のプーリ24に幅方向に並べて掛け渡された一対の無端状チェーン25と、一方のプーリ24を回転駆動する駆動モータ26とで構成される。送り手段23の送り速度(すなわち、第1係止部21A及び第2係止部21Bの移動速度)は、フリーフローコンベア10によるパレットPの搬送速度よりも遅く設定される。
【0021】
複数の第1係止部21A及び第2係止部21Bは、それぞれ搬送方向で等ピッチに配される(図2参照)。一対の第1係止部21A及び第2係止部21Bは、パレットPの搬送方向寸法と等しい間隔で配され、下流側に第1係止部21Aが、上流側に第2係止部21Bが配置される。第1係止部21A及び第2係止部21Bは同様の構成からなり、具体的には、図5(a)及び(b)に示すように、一対の無端状チェーン25の間に固定された基部21aと、基部21aにピン21bを介して回転可能に固定された係止部材21cと、基部21aと係止部材21cとの間に配され、係止部材21cを上向きに付勢する弾性部材21d(図示例ではバネ)とを有する。図5(a)に示すように、常時は、係止部材21cの一方の端部21c1(図示例では右側端部)がパレットPの下面(すなわちフリーフローコンベア10の搬送面)の高さよりも上方に突出している。また、係止部材21cの上面21c2は、一方の端部21c1側がパレットPの下面よりも高く、他方の端部21c3側がパレットPの下面よりも低い傾斜面となっている。図5(c)に示すように、係止部材21cの一方の端部21c1を下向きに押さえると、弾性部材21dが圧縮され、係止部材21cの一方の端部21c1がパレットPの下面よりも下方に配される。第1係止部21Aは、係止部材21cの上下動可能な一方の端部21c1が上流側となるように配され、第2係止部21Bは、係止部材21cの上下動可能な一方の端部21c1が下流側となるように配される。
【0022】
次に、図6を用いて、移動組付エリアA2に入ってきたパレットPが、第1係止部21A及び第2係止部21Bで位置決めされる様子を説明する。
【0023】
まず、図6(a)に示すように、パレットPが移動組付エリアA2に進入する前は、第1係止部21A及び第2係止部21Bの係止部材21cが、何れもフリーフローコンベア10の搬送面(パレットPの下面の高さ)から上方に突出している。
【0024】
そして、フリーフローコンベア10によりパレットPを搬送し、パレットPを移動組付エリアA1に搬入する。このとき、フリーフローコンベア10によるパレットPの搬送速度は、ピッチ保持コンベア20の送り手段23の送り速度よりも速いため、図6(b)に示すように、フリーフローコンベア10で搬送されるパレットPが第2係止部21Bに追いつき、第2係止部21Bの係止部材21cに乗り上げる。このとき、第2係止部21Bの係止部材21cの上面21c2が、上流側をパレットPの下面よりも低くした傾斜面であるため、パレットPが係止部材21cの上面21c2にスムーズに乗り上げられる。これにより、弾性部材21dを圧縮しながら係止部材21cが下方に押し下げられ、第2係止部21BがパレットPの下方に潜り込む。
【0025】
さらにパレットPを下流側に搬送すると、図6(c)に示すようにパレットPが第2係止部21Bを乗り越えて、第1係止部21Aと第2係止部21Bとの間に配される。これにより、第2係止部21Bの係止部材21cが弾性部材21dの弾性反力でフリーフローコンベア10の搬送面から上方に突出し、パレットPと当接可能な高さとなる。このとき、パレットPは、フリーフローコンベア10の搬送力により下流側に進もうとするが、第1係止部21Aの係止部材21cが下流側から当接することで第1係止部21Aより前方には進めない。こうして、複数のパレットPを、等ピッチに配された第1係止部21Aに押し付けながら第1係止部21Aと同速度で搬送することにより、複数のパレットPが等ピッチで保持される。このように、フリーフローコンベア10によるパレットPの搬送が第1係止部21Aにより規制されたとき、ローラ11を空回りさせることで過剰な負荷が駆動モータに伝わることが防止され、駆動モータの損傷を防止できる。
【0026】
また、パレットPに載置されたワークへの部品の組付により高い加圧力が加わった場合でも、第2係止部21Bの係止部材21cがパレットPの上流側から当接することで、パレットPが第2係止部21Bよりも上流側に後退することはない。これにより、パレットPを等ピッチで確実に保持することができる。
【0027】
上記のように、ピッチ保持コンベア20の送り速度をフリーフローコンベア10の搬送速度よりも遅くし、パレットPを第1係止部21Aに当接させて位置決めすることで、たとえパレットPを移動組付エリアA1に搬入するタイミングが多少ずれた場合でも、パレットPが第1係止部21Aに追いついて当接することで、複数のパレットPを等ピッチに配することができる。特に、パレットPを第1係止部21Aと第2係止部21Bとで搬送方向両側から位置決めする場合は、これらの間にパレットPを配置することが必要であるが、上記のようにパレットPが第2係止部21Bを乗り越えて第1係止部21Aと第2係止部21Bとの間に配されることで、パレットPを搬送するタイミング等を厳密に制御することなく、簡単な機構で所定の位置に配することができる。
【0028】
その後、パレットPが移動組付エリアA2の下流側端部に達したら、第1係止部21Aが下流側のプーリ24に沿って下方に回転することにより、第1係止部21AによるパレットPの規制が解除される(図示省略)。そして、フリーフローコンベア10により移動組付エリアA2からパレットPが排出される。
【0029】
尚、ピッチ保持コンベア20で複数のパレットPを等ピッチで保持する工程(図6参照)において、第1係止部21AにはパレットPが乗り上げないため、必ずしも第1係止部21Aの係止部材21cを上下動可能な構成とする必要はないが、かかる構成とすることで、メンテナンス時等にパレットPを簡単に移動させることができる。
【0030】
本発明は上記の実施形態に限られない。尚、上記の実施形態と同一の機能を有する箇所には同一の符号を付して重複説明を省略する。
【0031】
上記実施形態では、パレットPの搬送方向両側から当接する第1係止部21A及び第2係止部21Bを設けた場合を示したが、これに限らず、第2係止部21Bを省略することもできる(図示省略)。この場合、ピッチ保持コンベア20に対するパレットPの上流側への移動が規制されないため、移動組付エリアA2において高い加圧力で組付が行われると、パレットPがピッチ保持コンベア20に対して後退し、第1係止部21AとパレットPとが離れることがある。この場合でも、ワークへの高い加圧力が解除された後、フリーフローコンベア10によりパレットPが相対的に速い速度で前方に搬送されることにより、パレットPが再び第1係止部21Aに当接し、パレットPが所定の位置に復帰する。これにより、複数のパレットPが等ピッチで保持される。
【0032】
また、上記実施形態では、ピッチ保持コンベア20の送り速度をフリーフローコンベア10の搬送速度よりも遅くしているが、これとは逆に、ピッチ保持コンベア20の送り速度をフリーフローコンベア10の搬送速度よりも速くしてもよい。この場合、図7に示すように、第1係止部21Aを、係止部材21cの上下動可能な一方の端部21c1が下流側となるように配する。そして、相対的に送り速度の速い係止部材21cを、上流側からパレットPに当接させることにより、複数のパレットPを、等ピッチに配された第1係止部21Aに押し付けながら第1係止部21Aと同速度で搬送し、これにより複数のパレットPが等ピッチで保持される。
【0033】
また、図7に示す構成の搬送装置に、さらに、下流側からパレットPに当接する第2係止部21Bを設けても良い(図8参照)。この場合、第2係止部21Bは、上下動可能な一方の端部21c1が上流側となるように配される。この搬送装置では、まず、図8(a)に示すように、移動組付エリアA2に搬入されたパレットPの上流側から第2係止部21Bが接近する。そして、図8(b)に示すように、第2係止部21Bの係止部材21cの上面21c2にパレットPが乗り上げ、弾性部材21dを圧縮しながら第2係止部21BがパレットPの下方に潜り込む。その後、第2係止部21BがパレットPを追い越すと、弾性部材21dの弾性反力により係止部材21cがフリーフローコンベア10の搬送面から上方に突出し、パレットPに当接可能な高さとなる。以上により、第1係止部21Aと第2係止部21Bとの間にパレットPが配され、複数のパレットPが等ピッチで保持される。
【符号の説明】
【0034】
1 搬送装置
10 フリーフローコンベア
11 ローラ
20 ピッチ保持コンベア
21A 第1係止部
21B 第2係止部
21a 基部
21b ピン
21c 係止部材
21d 弾性部材
23 送り手段
24 プーリ
25 無端状チェーン
26 駆動モータ
30 ストッパ
A1 移動組付エリア
A2 移動組付エリア
P パレット
【特許請求の範囲】
【請求項1】
複数のパレットを搬送するフリーフローコンベアと、前記フリーフローコンベアの搬送経路上に設けられたピッチ保持コンベアとを備えた搬送装置であって、
前記ピッチ保持コンベアが、搬送方向等間隔に設けられ、前記複数のパレットに下流側から当接可能な複数の第1係止部と、前記複数の第1係止部を前記フリーフローコンベアの搬送方向と同じ方向に送る送り手段とを有し、前記送り手段の送り速度を前記フリーフローコンベアによるパレットの搬送速度よりも遅くしたことを特徴とする搬送装置。
【請求項2】
複数のパレットを搬送するフリーフローコンベアと、前記フリーフローコンベアの搬送経路上に設けられたピッチ保持コンベアとを備えた搬送装置であって、
前記ピッチ保持コンベアが、搬送方向等間隔に設けられ、前記複数のパレットに上流側から当接可能な複数の第1係止部と、前記複数の第1係止部を前記フリーフローコンベアの搬送方向と同じ方向に送る送り手段とを有し、前記送り手段の送り速度を前記フリーフローコンベアによるパレットの搬送速度よりも速くしたことを特徴とする搬送装置。
【請求項3】
前記第1係止部が当接する側と搬送方向反対側から前記パレットに当接する第2係止部を設け、前記第2係止部を、前記フリーフローコンベアの搬送面から上方に出没可能とした請求項1又は2の搬送装置。
【請求項1】
複数のパレットを搬送するフリーフローコンベアと、前記フリーフローコンベアの搬送経路上に設けられたピッチ保持コンベアとを備えた搬送装置であって、
前記ピッチ保持コンベアが、搬送方向等間隔に設けられ、前記複数のパレットに下流側から当接可能な複数の第1係止部と、前記複数の第1係止部を前記フリーフローコンベアの搬送方向と同じ方向に送る送り手段とを有し、前記送り手段の送り速度を前記フリーフローコンベアによるパレットの搬送速度よりも遅くしたことを特徴とする搬送装置。
【請求項2】
複数のパレットを搬送するフリーフローコンベアと、前記フリーフローコンベアの搬送経路上に設けられたピッチ保持コンベアとを備えた搬送装置であって、
前記ピッチ保持コンベアが、搬送方向等間隔に設けられ、前記複数のパレットに上流側から当接可能な複数の第1係止部と、前記複数の第1係止部を前記フリーフローコンベアの搬送方向と同じ方向に送る送り手段とを有し、前記送り手段の送り速度を前記フリーフローコンベアによるパレットの搬送速度よりも速くしたことを特徴とする搬送装置。
【請求項3】
前記第1係止部が当接する側と搬送方向反対側から前記パレットに当接する第2係止部を設け、前記第2係止部を、前記フリーフローコンベアの搬送面から上方に出没可能とした請求項1又は2の搬送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−176851(P2012−176851A)
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願番号】特願2011−41878(P2011−41878)
【出願日】平成23年2月28日(2011.2.28)
【出願人】(000002967)ダイハツ工業株式会社 (2,560)
【Fターム(参考)】
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願日】平成23年2月28日(2011.2.28)
【出願人】(000002967)ダイハツ工業株式会社 (2,560)
【Fターム(参考)】
[ Back to top ]