
搬送装置
【課題】物品の損傷と転倒とを防止し、容易に物品のグループ化を行なう搬送装置を提供する。
【解決手段】ボトルWを第一速度V1で搬送可能な第一コンベア10と、第一コンベア10の搬送方向の下流側に間隙Dを介して配置され、第一速度V1よりも大きい第二速度V2にて搬送可能な第二コンベア20と、第一コンベア10によって搬送される複数のボトルWから、単位ボトル群Uを分離するグループ化手段25とを備える搬送装置1において、グループ化手段25を、間隙Dから第二コンベア20の上面にわたって配されボトルWが第一コンベア10から順次移載されるシート状部材30と、第二コンベア20上のシート状部材30を下流側に向かって第一速度V1で送り出す一方でシート状部材30を間隙D内に引き込み、該シート状部材30上の所定個数のボトルWを単位ボトル群Uとして第二コンベア20上に移載させる往復動機構40とから構成する。
【解決手段】ボトルWを第一速度V1で搬送可能な第一コンベア10と、第一コンベア10の搬送方向の下流側に間隙Dを介して配置され、第一速度V1よりも大きい第二速度V2にて搬送可能な第二コンベア20と、第一コンベア10によって搬送される複数のボトルWから、単位ボトル群Uを分離するグループ化手段25とを備える搬送装置1において、グループ化手段25を、間隙Dから第二コンベア20の上面にわたって配されボトルWが第一コンベア10から順次移載されるシート状部材30と、第二コンベア20上のシート状部材30を下流側に向かって第一速度V1で送り出す一方でシート状部材30を間隙D内に引き込み、該シート状部材30上の所定個数のボトルWを単位ボトル群Uとして第二コンベア20上に移載させる往復動機構40とから構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、連続的に供給される複数の物品を所定個数毎に分離してグループ化するグループ化手段を備えた搬送装置に関するものである。
【背景技術】
【0002】
従来より、搬送コンベアによって連続的に搬送される例えば飲料水用のペットボトル等の複数の物品を、包装装置の前工程において所定個数毎に分離しグループ化する搬送装置が知られている。
【0003】
ここでこの搬送装置における物品のグループ化手段としては、種々の装置が存在する。
例えば特許文献1には、搬送コンベア上の複数のペットボトルに対し、フィンガーと呼ばれるピン状の部材を隣接するペットボトル同士の間の隙間へ下方から挿入し、このフィンガーよりも上流側のペットボトルの流れを堰き止める装置が開示されている。これによって、フィンガーを挟んで上流側の下流側のペットボトルの間を切り分け、グループ化を行なうこととしている。
また特許文献2には、速度の異なる二つの搬送コンベアを用い、速度の遅い搬送コンベアから速度の速い搬送コンベアへペットボトルを移載することによって、ペットボトル同士の間に供給方向に一定間隔の隙間を形成した後、所定個数のペットボトル同士の隙間を狭くすることによってグループ化を行う装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平8−48311号公報
【特許文献2】特開2010−168212号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1におけるグループ化手段は、フィンガーがペットボトルに接触することでグループ化を行っているため、このフィンガーからの押圧によってペットボトルが変形してしまう場合があった。
このようにペットボトルに変形が生じると、フィンガーを挿入する位置とペットボトル同士の隙間の位置とがずれてしまう。その結果、フィンガーとペットボトルとの間で予期せぬ接触が起こり、ペットボトルを破損させてしまう恐れがあった。
そして、特許文献2においては上記二つの搬送コンベアに大きな速度差を設ける必要があり、また、速度の速い搬送コンベアへペットボトルが移載された後には、供給方向に隣り合う全てのペットボトル同士に対し隙間が形成されるため、ペットボトルが転倒する恐れがあった。
【0006】
本発明はこのような事情を考慮してなされたものであって、物品に損傷を与えることなく、しかも転倒を防止し、容易にグループ化を図ることのできる搬送装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明は以下の手段を採用している。
即ち本発明に係る搬送装置は、物品を第一速度で搬送可能な第一コンベアと、前記第一コンベアの搬送方向の下流側に間隙を介して配置され、前記第一速度よりも大きい第二速度で前記物品を搬送可能な第二コンベアと、前記第一コンベアによって連続的に搬送される複数の前記物品によって構成される物品群から、所定個数の前記物品によって構成される単位物品群を分離するグループ化手段とを備える搬送装置において、前記グループ化手段は、前記間隙から前記第二コンベアの上面にわたって配置され、前記第一コンベアによって搬送された前記物品群が順次移載されるシート状部材と、前記シート状部材を下流側に向かって前記第一速度で送り出す一方、前記シート状部材を前記間隙内に引き込むことによって該シート状部材上の所定個数の前記物品を前記単位物品群として前記第二コンベア上に移載させる往復動機構とを有することを特徴とする。
【0008】
このような搬送装置においては、第一コンベア上からシート状部材上へと移載された複数の物品は、往復動機構によるシート状部材の第一速度での送り込みによって第一コンベア上と同様、第一速度で下流側に搬送される。次いで、往復動機構によりシート状部材が引き込まれると、シート状部材上にある所定個数の物品が単位物品群としてまとめて第二コンベア上に移載される。即ち、シート状部材が引き込まれようとも、該シート状部材上の所定個数の物品はその慣性や後続する物品からの押し込みによって第一速度で下流側に進行しようとするため、これら複数の物品はシート状部材から第二コンベア上へと滑り落ちるようにして移載される。そして、第二コンベア上に移載された所定個数の物品からなる単位物品群は第二速度で下流側へと搬送される。この際、第二コンベア上に一度にまとめて載置された単位物品群と第一コンベア上の後続する物品群とでは、第二速度及び第一速度の差分だけ速度差が生じている。この速度差によって、第二コンベア上の単位物品群が第一コンベア上の後続する物品群から分離させられる。
【0009】
また、本発明に係る搬送装置において、前記グループ化手段は、前記シート状部材が引き込まれる際に、該シート状部材上の前記物品を支持する転倒防止手段をさらに備えることが好ましい。
【0010】
ここで、シート状部材が引き込まれる際には、該シート状部材上の物品の慣性や物品とシート状部材との間での摩擦力によって物品が下流側に転倒してしまうおそれがある。
これに対して本発明では、シート状部材が引き込まれる際に該シート状部材上の物品が転倒防止手段によって支持されるため、物品の転倒を防止することができる。
【0011】
さらに、本発明に係る搬送装置において、前記転倒防止手段は、前記第二コンベアの幅方向に延びる支持部材と、前記シート状部材が引き込まれる際に前記シート状部材上の最下流側の前記物品に対して前記支持部材を下流側から当接させるとともに、前記シート状部材の所定個数の前記物品が前記単位物品群として前記第二コンベア上に移載された後に前記支持部材を該単位物品群から退避させる移動機構とを備えることが好ましい。
【0012】
支持部材がシート状部材上の最下流側に位置する物品を下流側から支持することで、シート状部材を引き込む際に物品の転倒を確実に防止することができる。また、物品が第二コンベア上に移載された後は支持部材がこれら物品からなる単位物品群から退避されるため、該支持部材が単位物品群の搬送の妨げになることを回避できる。
【0013】
また本発明に係る搬送装置において、前記往復動機構は、一端が前記第二コンベア上の前記シート状部材に接続されるとともに、他端が前記間隙の下方の前記シート状部材に接続され、これら一端と他端との間に配された回動軸回りに回動可能とされた回動レバーと、該回動レバーを前記回動軸回りに往復回動させる回転駆動部とを有することが好ましい。
【0014】
回転駆動部によって回動レバーが往復回動されることにより、該回動レバーの一端及び他端に接続されたシート状部材の送り出し及び引き込みを容易に行うことができる。これによって、簡易な構成でもって物品群から単位物品群を容易に分離させることができる。
また、回動レバーの一端と他端とがそれぞれシート状部材に接続されているため、該シート状部材にたるみを生じさせることなく、シート状部材の送り出しと引き込みとを行うことができる。
【発明の効果】
【0015】
本発明の搬送装置によれば、シート状部材から第二コンベア上に移載された所定個数の物品を単位物品群として、後続する物品群から分離させることができる。また、この際、物品に対して直接的に押圧力が作用することはない。さらに、第一コンベアと第二コンベアとの速度差を大きくする必要がなく、第二コンベア上の物品は単位物品群として物品同士接した状態で搬送される。したがって、物品に損傷を与えることなく、しかも物品の転倒を防止でき、容易にグループ化を図ることが可能となる。
【図面の簡単な説明】
【0016】
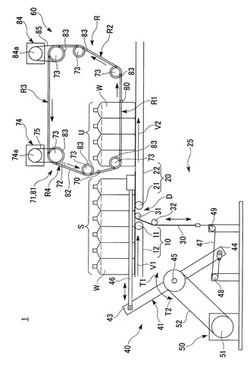
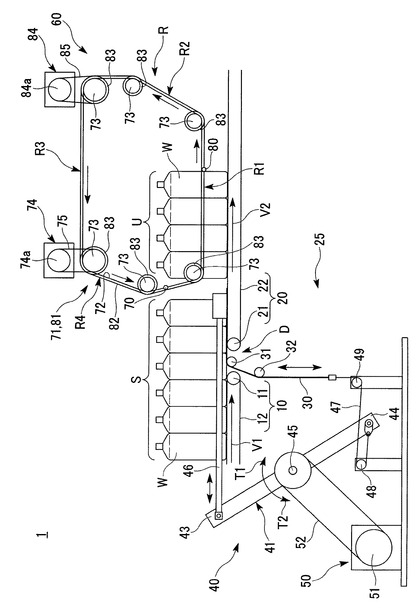
【図1】本発明の実施形態に係る搬送装置の概略構成を示す側面図である。
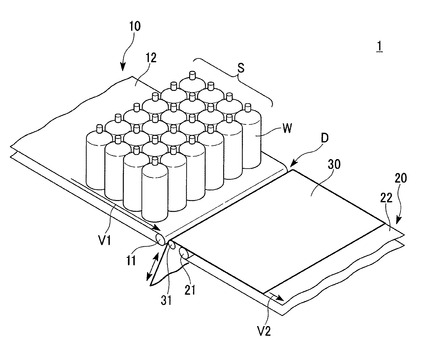
【図2】本発明の実施形態に係る搬送装置における第一コンベア、第二コンベア及びシート状部材の斜視図ある。
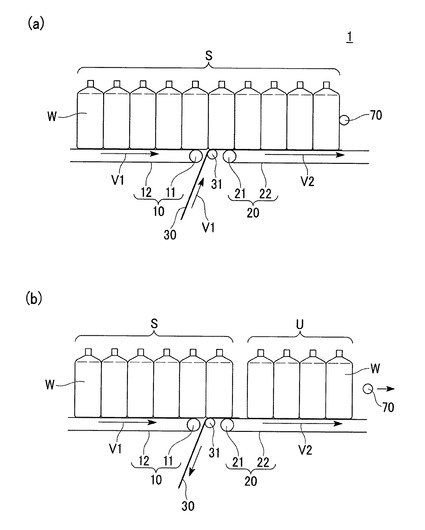
【図3】本発明の実施形態に係る搬送装置の側面図あって、グループ化手段及び転倒防止手段の作用を説明する図である。
【発明を実施するための形態】
【0017】
以下図1から図3を参照し、本発明の第一実施形態に係る搬送装置1について説明する。
図1に示すように、搬送装置1は、例えば飲料水等が充填されたボトル(物品)Wを包装装置等の下流工程へ連続的に供給する際に用いられる。なお、ボトルWとしてはペットボトルであってもよいし、ボトル缶やボトル瓶等であってもよい。
この搬送装置1は、ボトルWをそれぞれ搬送可能な第一コンベア10及び第二コンベア20と、複数のボトルWによって構成されるボトル群Sから所定個数のボトルWによって構成される単位ボトル群Uをグループ化して分離させるグループ化手段25とを備える。
【0018】
第一コンベア10は、図1及び図2に示すように搬送装置1におけるボトルWの搬送経路の中で最も上流側(図1における左側)に設置されたベルトコンベア装置である。この第一コンベア10は、ボトルWの搬送経路に直交する水平方向(以下、単に幅方向と称する)に延びて該搬送方向に間隔をあけて配置された少なくとも一対の第一ローラ11(図1〜図2では1つのみ図示)に無端状の第一ベルト12が巻き掛けられることで構成されている。この第一コンベア10では、第一ローラ11が幅方向に延びる軸線回りに回転駆動されることによって第一ベルト12の上面がボトルWの搬送経路の上流側から下流側(図1における右側)に向かって順次周回移動されるようになっている。これによって、第一ベルト12の上面に載置されたボトルWが搬送経路の上流側から下流側に向かって搬送される。
【0019】
第二コンベア20は、第一コンベア10の搬送方向の下流側に設置されたベルトコンベア装置である。この第二コンベア20は、幅方向に延びて搬送方向に間隔をあけて配置された少なくとも一対の第二ローラ21(図1〜図2では1つのみ図示)を備えている。第二ローラ21は第一ローラ11と同一の高さにおける該第一ローラ11の下流側に設けられており、これら複数の第二ローラ21に無端状の第二ベルト22が巻き掛けられることで第二コンベア20が構成されている。この第二コンベア20では、第二ローラ21が幅方向に延びる軸線回りに回転することによって第二ベルト22の上面がボトルWの搬送経路の上流側から下流側に向かって順次周回移動されるようになっている。これによって、第二ベルト22の上面に載置されたボトルWは搬送経路の上流側から下流側に向かって搬送される。なお、第一ベルト12の上面と第二ベルト22の上面とは同一の平面上に配置されている。
【0020】
また、第二コンベア20における最上流側の第二ローラ21と第一コンベア10における最下流側の第一ローラ11とは搬送方向に離間しており、これによって第一コンベア10の下流側の端部と第二コンベア20の上流側の端部との間には、これら第一コンベア10と第二コンベア20とを搬送方向に隔てる間隙Dが形成されている。
【0021】
ここで、第一コンベア10の上面の移動速度、即ち、第一コンベア10によるボトルWの搬送速度を第一速度V1とし、第二コンベア20の上面の移動速度、即ち、第二コンベア20によるボトルWの搬送速度を第二速度V2とした場合、本実施形態では第二速度V2の方が第一速度V1よりも大きく設定されている。なお、これら第一速度V1及び第二速度V2の設定は、それぞれ第一ローラ11及び第二ローラ21の回転速度の制御によって施される。
【0022】
なお、第一コンベア10には図示しない多列ガイドが設けられていることが好ましい。この多列ガイドによってそれぞれボトルWを幅方向から両側を挟み込むように規制することで、これらボトルWを幅方向に整列させ搬送することができる。
【0023】
グループ化手段25は例えば樹脂等から成形された屈曲自在なシートからなるシート状部材30と、このシート状部材30を駆動する往復動機構40と、ボトルWの転倒を防止する転倒防止手段60とを有している
【0024】
シート状部材30は、第一コンベア10と第二コンベア20との間隙Dの下方から該間隙Dを介して第二コンベア20の上面における上流側の部分にわたるように配置されている。このシート状部材30は、第一ベルト12及び第二ベルト22と略同一の搬送方向の幅方向の寸法を有しており、これによって第二コンベア20の上面における上流側の部分を幅方向全域にわたって覆っている。
【0025】
また、シート状部材30の裏面、即ち、第二コンベア20の上面と接する面は面粗さの小さい低摩擦面とされており、シート状部材30の裏面は第二コンベア20の上面との間で少なくとも搬送方向に摺動可能とされている。さらに、シート状部材30の裏面の反対側の表面も面粗さの小さい低摩擦面とされており、ボトルWの底面との間で摺動可能とされている。
なお、このシート状部材30の材料としては、耐摩耗性の高いものが好ましく、例えば超硬ポリエチレン材やケブラー繊維にポリウレタンコーティングを施したものが用いられる。
【0026】
また、第一コンベア10と第二コンベア20との間隙D内には幅方向に延びる軸線回りに回転可能とされた第一シート用ローラ31が設けられている。さらに、間隙Dの下方には第一シート用ローラ31と同様、幅方向に延びる軸線回りに回転可能とされた第二シート用ローラ32が設けられている。なお、第二シート用ローラ32は第一シート用ローラ31よりも上流側に配置されている。シート状部材30は、これら第一シート用ローラ31及び第二シート用ローラ32に対して上流側から巻き掛けられている。
【0027】
より詳細には、間隙Dの下方から上方に向かって延びるシート状部材30は、間隙Dの下方に設けられた第二シート用ローラ32に上流側から巻き掛けられることで、下流側かつ上方に向かって、即ち、第一シート用ローラ31に向かって傾斜するように屈曲している。そして、このように第一シート用ローラ31に向かって延びるシート状部材30は、上流側から第一シート用ローラ31に巻き掛けられることによって下流側に向けて水平方向に屈曲しており、これによってシート状部材30の一部が第二コンベア20の上面にわたっている。
【0028】
なお、シート状部材30の厚みはできる限り小さく設定されていることが好ましく、これによって第二コンベア20上のシート状部材30の表面と第一コンベア10の上面とが同一平面上に配置されていることが好ましい。
【0029】
往復動機構40は第二コンベア20上のシート状部材30を搬送方向に往復動させる機構である。
この往復動機構40は、第一コンベア10の下方において幅方向に延びる回動軸45回りに回動可能に設けられた回動レバー41を備えている。この回動レバー41は、回動軸45の直径方向を長手方向として延在する棒状をなしており、この長手方向の略中央に回動軸45が一体に設けられている。この回動レバー41の両端のうち一端43は回動軸45の上方に位置しており、他端44は回動軸45の下方に位置している。
【0030】
回動レバー41の一端43は第一コンベア10の上面よりも上方に配置されており、該一端43には上流側に向かって略水平に延びる連結棒46が回動軸45と平行な軸線回りに回動可能に連結されている。この連結棒46における回動レバー41と連結される側の反対側の端部は、第二コンベア20上のシート状部材30と連結されている。このようにして、回動レバー41の一端43は連結棒46を介して第二コンベア20上のシート状部材30と接続されている。なお、連結棒46はシート状部材30の下流側の端部と接続されていることが好ましい。
【0031】
以下では、回動レバー41の一端43が下流側に向かって移動する際における回動レバー41の回動軸45回りの回動方向を第一回動方向T1と称する。また、これとは逆に、回動レバー41の一端43が上流側に向かって移動する際における回動レバー41の回動軸45回りの回動方向を第二回動方向T2と称する。
【0032】
回動レバー41の他端44には、連結チェーン47が連結されている。この連結チェーン47は、回動レバー41の他端44から上流側に向かって延びて、該他端44よりも上流側に位置する上流側スプロケット48に上流側から巻き掛けられることで下流側に向かって屈曲されている。さらに、この上流側スプロケット48から下流側に向かって延びる連結チェーン47は、回動レバー41の他端44の下流側に位置する下流側スプロケット49に下方から巻き掛けられることで上方に向かって屈曲されている。そして、この下流側スプロケット49から上方に向かって延びる連結チェーン47は、間隙Dの下方において上下に延在するシート状部材30の下端に接続されている。このようにして、回動レバー41の他端44は、間隙Dの下方の前記シート状部材30に対して連結チェーン47を介して接続されている。
【0033】
この回動レバー41は、回転駆動部50によって回動軸45回りに往復回動される。回転駆動部50は、その出力軸51の回転方向及び回転速度を制御可能な例えばサーボモータ等の電動機であって、該出力軸51と回動軸45との間に巻き掛けられた駆動用ベルト52を介して出力軸51の回転を回動軸45に伝達するようになっている。これによって、回転駆動部50の出力軸51が正方向に回転した際には、該回動軸45に一体に設けられた回動レバー41が第一回動方向T1に回動する。一方、回転駆動部50の出力軸51が逆方向に回転した際には、回動レバー41は第二回動方向T2に回動する。
【0034】
この回転駆動部50はその出力軸51の周方向一定範囲において順次正逆回転を繰り返すことによって、回動レバー41を第一回動方向T1及び第二回動方向T2に往復回動させる。ここで、回転駆動部50の正方向への回転速度は、回動レバー41の一端43の上流側に向かっての回動速度が第一速度V1となるように制御されている。また、回転駆動部50の逆方向への回転速度は、任意の速度に設定されており、例えば第一速度V1や第二速度V2よりも大きく設定することが好ましい。
【0035】
転倒防止手段60は第二コンベア20の上方に設置されており、ボトルWに当接する第一支持棒(支持部材)70及び第二支持棒(支持部材)80と、これら第一支持棒70及び第二支持棒80を移動させる第一移動機構(移動機構)71及び第二移動機構(移動機構)81とを有している。
【0036】
第一支持棒70及び第二支持棒80は、それぞれ幅方向に延在する棒状をなしており、例えば幅方向の寸法が第二コンベア20の幅方向の寸法と略同一に設定されていることが好ましい。これら第一支持棒70及び第二支持棒80は、所定の移動経路Rを第一移動機構71及び第二移動機構81による駆動に基づいて繰り返し移動する。
【0037】
移動経路Rは、第二コンベア20の上方を下流側に向かう第一経路R1と、第一経路R1の下流側の端部から上方に向かう第二経路R2と、第二経路R2の上端から上流側に向かう第三経路R3と、第三経路R3の上流側の端部から下方に向かい第一経路R1の上流側の端部に接続される第四経路R4とを有するループ状をなしている。なお、第二コンベア20の上面からの第一経路R1の高さは、第二コンベア20上に載置されるボトルWの高さ以下とされている。
【0038】
第一移動機構71は、移動経路Rに沿って配置された無端状の第一チェーン72と、該第一チェーン72を駆動する第一駆動部74とから構成されている。
また、第二移動機構81は、移動経路Rに沿って配置された無端状の第二チェーン82と、該第二チェーン82を駆動する第二駆動部84とから構成されている。
【0039】
第一チェーン72及び第二チェーン82は、第二コンベア20の両側における搬送方向を含む鉛直面上にそれぞれ一対が配置されている。一対の第一チェーン72には第一支持棒70の延在方向の端部、即ち、搬送経路の幅方向の端部がそれぞれ連結されおり、これによって第一支持棒70が一対の第一チェーン72にわたるようにして移動経路R上に支持されている。また、一対の第二チェーン82には第二支持棒80の延在方向の端部、即ち、搬送経路の幅方向の端部がそれぞれ連結されおり、これによって第二支持棒80が一対の第二チェーン82にわたるようにして移動経路R上に支持されている。
【0040】
第一チェーン72は、該第一チェーン72の内側に当たる箇所に固定設置された複数の第一スプロケット73と噛み合って支持されることで移動経路Rに沿うように配置されている。また、第二チェーン82は、該第二チェーン82の内側に当たる箇所に固定設置された複数の第二スプロケット83と噛み合って支持されることで移動経路Rに沿うように配置されている。なお、これら第一スプロケット73および第二スプロケット83は第一経路R1と第二経路R2との境界、第二経路R2と第三経路R3との境界、第三経路R3と第四経路R4との境界、第四経路R4と第一経路R1との境界、第二経路R2の中途、第四経路R4の中途の計6箇所に設けられている。
【0041】
第一駆動部74及び第二駆動部84は、それぞれ少なくとも出力軸の回転速度を制御可能な例えばサーボモータ等の電動機である。
複数の第一スプロケット73のうちの一の第一スプロケット73、即ち、本実施形態では第三経路R3と第四経路R4との間のスプロケットは、第一連動チェーン75を介して第一駆動部74の出力軸74aと連結されている。
また、複数の第二スプロケット83のうちの一の第二スプロケット83、即ち、本実施形態では第二経路R2と第三経路R3との間のスプロケットは、第二連動チェーン85を介して第二駆動部84の出力軸84aと連結されている。
【0042】
これによって、第一駆動部74及び第二駆動部84の出力軸74a,出力軸84aが正回転すると、第一チェーン72及び第二チェーン82が移動経路Rに沿って周回駆動し、これら第一チェーン72及び第二チェーン82に支持された第一支持棒70及び第二支持棒80が、第一経路R1、第二経路R2、第三経路R3、第四経路R4の順に繰り返し周回移動される。
なお、第一駆動部74及び第二駆動部84は、往復動機構40における回転駆動部50と同期して駆動され、回転駆動部50が回動レバー41を二往復させる際に、第一駆動部74及び第二駆動部84によって第一支持棒70及び第二支持棒80が移動経路Rを一順させられる。
【0043】
次に上記構成の搬送装置1の作用について説明する。
まず、第一コンベア10上には前工程を終えた複数のボトルWがボトル群Sとして供給される。このボトル群Sは、図1及び図2に示すように、幅方向に整列された複数のボトルWにより形成された列が、搬送方向に互いに隙間無く当接するように順次整列されることによって構成されている。このような複数のボトルWからなるボトル群Sは第一コンベア10上を上流側から下流側に向かって第一速度V1で連続的に搬送される。
【0044】
第一コンベア10上を搬送されるボトル群Sが該第一コンベア10の下流側の端部に到達すると、ボトル群Sの最下流側の列のボトルWから順次シート状部材30上に移載されていく。この際、シート状部材30が第一速度V1にて第二コンベア20上を下流側へと送り出されることで、図3(a)に示すように、該シート状部材30に移載されたボトル群Sは第一コンベア10上と同じく第一速度V1にて下流側へと搬送されていく。
【0045】
即ち、往復動機構40における回転駆動部50の出力軸51の正回転に伴って回動レバー41が第一回動方向T1に回動することで、この回動レバー41の回動が連結棒46を介してシート状部材30に下流側への送り出し力として伝達される。この際、回転駆動部50の回転速度が制御されることで、シート状部材30は下流側へと第一速度V1で送り出される。
【0046】
そして、ボトルWが順次移載されるシート状部材30が第二コンベア20上を下流側に向かって送り出された結果、該第二コンベア20上のシート状部材30に所定個数のボトルWが存在する状態となった段階で、シート状部材30が第一コンベア10と第二コンベア20との間隙D内に引き込まれる。
即ち、往復動機構40の出力軸51の回転が正回転から逆回転に転換することで回動レバー41が第二回動方向T2に回動し、この回動レバー41の回動が連結チェーン47を介してシート状部材30に下方への引き込み力として伝達される。これによって、第二コンベア20上のシート状部材30が間隙Dの下方に引き込まれる。
【0047】
このシート状部材30の引き込みによって、シート状部材30上にあった所定個数のボトルWが単位ボトル群Uとしてまとめて第二コンベア20上に移載される。即ち、シート状部材30が間隙D内に引き込まれようとも、該シート状部材30上の所定個数のボトルWはその慣性や後続するボトルWからの押し込みによって第一速度V1で下流側に進行しようする。さらにボトルWの底面に対してシート状部材30の表面が摺動可能であるため、シート状部材30のみが第二コンベア20上から間隙D内へと消失する。これによって、シート状部材30上にあった所定個数のボトルWは該シート状部材30上から第二コンベア20上へと滑り落ちるようにして移載される。
【0048】
そして、第二コンベア20上に移載された所定個数のボトルWからなる単位ボトル群Uは第二速度V2で下流側へと搬送される。この際、第二コンベア20上に一度にまとめて載置された単位ボトル群Uと第一コンベア10上の後続するボトル群Sとでは、第二速度V2及び第一速度V1の差分だけ速度差が生じている。この速度差によって、図3(b)に示すように、第二コンベア20上の単位ボトル群Uが第一コンベア10上の後続するボトル群Sから分離させられる。
【0049】
その後、シート状部材30は、回転駆動部50の出力軸51の回転が正回転から逆回転に転換することで第一回動方向T1へ回動し、これに伴ってシート状部材30が下流側に送り出されることにより、後続するボトル群Sが第一速度V1を維持したまま順次載置されていく。そして、上記同様、シート状部材30が再度間隙D内に引き込まれると該シート状部材30の所定個数のボトルWが第二コンベア20上に移載され単位ボトル群Uとして分離される。
以上のように、本実施形態ではシート状部材30が往復動機構40によって第二コンベア20上を搬送方向に往復動することによって、複数のボトルWからなるボトル群Sから所定個数のボトルWからなる単位ボトル群Uを分離してグループ化することができる。
【0050】
ここで、シート状部材30が間隙D内に引き込まれる際には、該シート状部材30上のボトルWの慣性やボトルWとシート状部材30との間での摩擦力によってボトルWが下流側に転倒してしまうおそれがある。
これに対して本実施形態では、シート状部材30上が引き込まれる際に該シート状部材30上のボトルWが転倒防止手段60によって支持されるため、ボトルWの転倒を防止することができる。
【0051】
即ち、グループ化手段25によって単位ボトル群Uが後続するボトル群Sから分離させられた際には、図1に示すように、転倒防止手段60の第一支持棒70が第一移動機構71によって第四経路R4を下方に向かって移動されることで、第一支持棒70がこれらボトル群Sと単位ボトル群Uとの間に入り込む。これによって、第一支持棒70は第四経路R4と第一経路R1との境界まで移動し、この境界で待機する。
【0052】
そして、シート状部材30が下流側に送り出されることで後続のボトル群Sが搬送され、シート状部材30が最下流まで送り出された時点、即ち、シート状部材30が間隙D内に引き込まれる時点において、図3(a)に示すように、ボトル群Sの最下流側の列のボトルWが第四経路R4と第一経路R1との境界に位置する第一支持棒70に当接する。このように、第一移動機構71による第一支持棒70の移動によって、シート状部材30が引き込まれる際にシート状部材30上の最下流側のボトルWに対して第一支持棒70が下流側から当接させられる。これによって、シート状部材30上の最下流側のボトルWが下流側から支持されることになるため、所定個数のボトルWが単位ボトル群Uとして第二コンベア20上に移載される際にこれらボトルWの転倒を防止することができる。
【0053】
そして、シート状部材30が間隙Dに引き込まれて第二コンベア20上の単位ボトル群Uが第二速度V2で搬送される際には、図3(b)に示すように、第一駆動部74の出力軸の速度制御に伴って第一支持棒70は第二速度V2以上の速度で第一経路R1から第二経路R2へと搬送される。このように、シート状部材30の所定個数のボトルWが単位ボトル群Uとして第二コンベア20上に移載された後には、第一移動機構71によって第一支持部材が該単位ボトル群Uから退避させられる。したがって、第一支持棒70が単位ボトル群Uの搬送の妨げになってしまうことを回避できる。
【0054】
また、第一支持棒70によって支持された単位ボトル群Uと該単位ボトル群Uに後続するボトル群Sとの間には、第二移動機構81の駆動によって第二支持棒80が入り込む。その後、第一支持棒70と同様に、シート状部材30が引き込まれる際にシート状部材30上の最下流側のボトルWに対して支持部材を下流側から当接させられボトルWの転倒を防止し、その後、搬送の妨げとならないよう退避する。
【0055】
そして、第二支持棒80によって支持された単位ボトル群Uと該単位ボトル群Uに後続するボトル群Sとの間には上記のように第一支持棒70が入り込む。このようにして、第一支持棒70と第二支持棒80とが交互にボトルWを支持していくことにより、順次グループ化されるボトルWの転倒が防止されていく。
なお、このような第一支持棒70及び第二支持棒80の動作は、これら第一支持棒70及び第二支持棒80の駆動源となる第一駆動部74及び第二駆動部84の駆動が往復動手段の回転駆動部50の駆動に同期しているため実現される。即ち、回転駆動部50の駆動によるシート状部材30の往復動のタイミングに応じて第一支持棒70及び第二支持棒80が順次駆動されることで、グループ化されるボトルWの転倒を防止しているのである。
【0056】
なお、シート状部材30上には、ボトル群Sを構成する複数のボトルWが搬送方向に当接しながら連続して供給されるため、所定個数のボトルWが第二コンベア20上に移載される際には、これらボトルWが後続するボトルWによって支持される。そのため、ボトルWが上流側に向かって転倒することはない。
【0057】
ここで、仮に上記シート状部材30及び往復動機構40を用いず、第一コンベア10から第二コンベア20へボトルWを直接移載した場合、移載時に搬送方向に連続するボトルW同士の間に一定の間隔が形成されてしまう。その後、例えば転倒防止手段60における第一支持棒70及び第二支持棒80の駆動速度を調整して、ボトルWを搬送方向または搬送方向と逆方向に押し込み、この間隔を再度狭くすることによって所定個数のボトルWのグループ化を行うことは可能である。しかしこの場合、第一コンベア10から第二コンベア20への移載と同時にグループ化を達成することはできず、またグループ化されるまでの間、ボトルWが搬送方向に各々接しない状態で搬送されることとなり、搬送時に転倒する恐れがある。さらに、このような手法でグループ化を行なう場合、本実施形態のグループ化の場合と同程度の上記間隔をボトルW同士の間に形成し、この間隔に第一支持棒70及び上記第二支持棒80が入り込むためには、第一コンベア10と第二コンベア20との速度差をさらに大きくする必要がある。このため、搬送時のボトルWがより転倒し易くなってしまう。この点、本実施形態のグループ化の手法は、ボトルWの転倒の可能性を低減する。
【0058】
以上のように本実施形態の搬送装置1によれば、シート状部材30が第一コンベア10の上面の移動方向と同一の方向へ第一速度V1で送り出された後に、第一コンベア10と第二コンベア20との間隙Dに引き込まれるという往復動作を繰り返す。これによって、複数のボトルWからなるボトル群Sから所定個数のボトルWからなる単位ボトル群Uを第二コンベア20上にまとめて落下させて移載させることができる。そして、このように第二コンベア20に移載された単位ボトル群Uは第一コンベア10と第二コンベア20の速度差によって後続するボトル群Sから分離することができ、これによってボトルWのグループ化を実現することができる。そしてこの時、第一コンベア10と第二コンベア20との間には大きな速度差が不要となり、第二コンベア20上においては所定個数のボトルW同士が接した状態の単位ボトル群Uとして搬送される。したがって、本実施形態のグループ化手段25においては、ボトルWに対して直接的に押圧力が作用しないことによるボトルWの損傷回避と、ボトルWの転倒防止とを共に達成しながら、容易にグループ化を図ることが可能となる。
【0059】
さらに、シート状部材30はボトルWの底面に対して摺動可能とされており該ボトルWはシート状部材30を滑るように第二コンベア20上に移載されるため、ボトルWに外力が作用することはなく、ボトルWの損傷を防止することができる。さらに、グループ化手段25は、シート状部材30を往復動作させるという簡易な機構を採用しているため、容易にメンテナンスを行うことができる。また、往復動作の周期や速度を変化させることによって、形状や大きさの異なる種々のボトルWのグループ化に対応することができるとともに単位ボトル群Uの個数の変更にも容易に対応することができる。
【0060】
また、回動レバー41の一端と他端とがそれぞれシート状部材30に接続されているため、該シート状部材30にたるみを生じさせることなく、シート状部材30の送り出しと引き込みとを行うことができる。従って、例えば第一コンベア10によって搬送されるボトル群Sをシート状部材30上に確実に移載することができる。
【0061】
さらに、搬送装置1は転倒防止手段60を備えているため、所定個数のボトルWが単位ボトル群Uとして第二コンベア20に移載される際に、これらボトルWが転倒してしまうことを防止できる。
また、この転倒防止手段60は、支持部材がシート状部材30上の最下流側となるボトルWを下流側から支持する構成のため、シート状部材30を引き込む際のボトルWの転倒を確実に防止することができる。さらに、ボトルWが第二コンベア20上に移載された後は支持部材がこれらボトルWからなる単位ボトル群Uから退避されるため、支持部材が単位ボトル群Uの搬送の妨げになることを回避できる。
【0062】
また、転倒防止手段60は、第一駆動部74及び第二駆動部84の駆動パターンを変化させることによって第一支持棒70及び第二支持のボトルWへの当接タイミングを自在に変化させることが可能となるため、ボトルWの形状及びサイズや、グループ化対象となる個数や、搬送速度の差異等のグループ化の条件に柔軟に対応することができる。
【0063】
さらに転倒防止手段60では、単位ボトル群Uとこれに後続するボトル群Sとの間に第一支持棒70あるいは第二支持棒80を挿入し、これらを下流側からボトルWに対して当接させる構成のため、ボトルWを破損する可能性を低減しながら該ボトルWの転倒を防止することができる。
【0064】
以上、本発明の実施形態について詳細を説明したが、本発明の技術的思想を逸脱しない範囲内において多少の設計変更も可能である。
例えば実施形態における転倒防止手段60は、第一支持棒70及び第二支持棒80の二つの支持部材を備えた例について説明したが、例えば三つ以上の支持部材を設けてもよい。この場合、支持部材の個数に応じて移動機構の数も変更される。この場合、ボトルWのグループ化速度の向上を図ることができる。
【0065】
また、実施形態においては、物品としてボトルWを用い、物品群としてのボトル群Sから単位物品群としての単位ボトル群Uを分離させる例について説明したが、物品としてはボトルWに限定されることはなく、箱体や筒体、柱体等の他の物品であってもよい。即ち、グループ化を施すことが必要な物品ならばいかなる物品にでも本発明を適用することは可能である。
【0066】
さらに、往復動機構40や転倒防止手段60における駆動力の伝達系としてはチェーンとスプロケットとを用いたものに限定されず、この伝達系を例えばプーリーとベルトとによって構成してもよい。
【符号の説明】
【0067】
1…搬送装置、10…第一コンベア、11…第一ローラ、12…第一ベルト、20…第二コンベア、21…第二ローラ、22…第二ベルト、25…グループ化手段、30…シート状部材、31…第一シート用ローラ、32…第二シート用ローラ、40…往復動機構、41…回動レバー、43…一端、44…他端、45…回動軸、46…連結棒、47…連結チェーン、48…上流側スプロケット、49…下流側スプロケット、50…回転駆動部、51…出力軸、52…駆動用ベルト、60…転倒防止手段、70…第一支持棒、71…第一移動機構71、72…第一チェーン、73…第一スプロケット、74…第一駆動部、74a…出力軸、75…第一連動チェーン、80…第二支持棒、81…第二移動機構、82…第二チェーン、83…第二スプロケット、84…第二駆動部、84a…出力軸、85…第二連動チェーン、D…間隙、W…ボトル(物品)、S…ボトル群(物品群)、U…単位ボトル群(単位物品群)、T1…第一回動方向、T2…第二回動方向、V1…第一速度、V2…第二速度、R…移動経路、R1…第一経路、R2…第二経路、R3…第三経路、R4…第四経路
【技術分野】
【0001】
本発明は、連続的に供給される複数の物品を所定個数毎に分離してグループ化するグループ化手段を備えた搬送装置に関するものである。
【背景技術】
【0002】
従来より、搬送コンベアによって連続的に搬送される例えば飲料水用のペットボトル等の複数の物品を、包装装置の前工程において所定個数毎に分離しグループ化する搬送装置が知られている。
【0003】
ここでこの搬送装置における物品のグループ化手段としては、種々の装置が存在する。
例えば特許文献1には、搬送コンベア上の複数のペットボトルに対し、フィンガーと呼ばれるピン状の部材を隣接するペットボトル同士の間の隙間へ下方から挿入し、このフィンガーよりも上流側のペットボトルの流れを堰き止める装置が開示されている。これによって、フィンガーを挟んで上流側の下流側のペットボトルの間を切り分け、グループ化を行なうこととしている。
また特許文献2には、速度の異なる二つの搬送コンベアを用い、速度の遅い搬送コンベアから速度の速い搬送コンベアへペットボトルを移載することによって、ペットボトル同士の間に供給方向に一定間隔の隙間を形成した後、所定個数のペットボトル同士の隙間を狭くすることによってグループ化を行う装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平8−48311号公報
【特許文献2】特開2010−168212号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1におけるグループ化手段は、フィンガーがペットボトルに接触することでグループ化を行っているため、このフィンガーからの押圧によってペットボトルが変形してしまう場合があった。
このようにペットボトルに変形が生じると、フィンガーを挿入する位置とペットボトル同士の隙間の位置とがずれてしまう。その結果、フィンガーとペットボトルとの間で予期せぬ接触が起こり、ペットボトルを破損させてしまう恐れがあった。
そして、特許文献2においては上記二つの搬送コンベアに大きな速度差を設ける必要があり、また、速度の速い搬送コンベアへペットボトルが移載された後には、供給方向に隣り合う全てのペットボトル同士に対し隙間が形成されるため、ペットボトルが転倒する恐れがあった。
【0006】
本発明はこのような事情を考慮してなされたものであって、物品に損傷を与えることなく、しかも転倒を防止し、容易にグループ化を図ることのできる搬送装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明は以下の手段を採用している。
即ち本発明に係る搬送装置は、物品を第一速度で搬送可能な第一コンベアと、前記第一コンベアの搬送方向の下流側に間隙を介して配置され、前記第一速度よりも大きい第二速度で前記物品を搬送可能な第二コンベアと、前記第一コンベアによって連続的に搬送される複数の前記物品によって構成される物品群から、所定個数の前記物品によって構成される単位物品群を分離するグループ化手段とを備える搬送装置において、前記グループ化手段は、前記間隙から前記第二コンベアの上面にわたって配置され、前記第一コンベアによって搬送された前記物品群が順次移載されるシート状部材と、前記シート状部材を下流側に向かって前記第一速度で送り出す一方、前記シート状部材を前記間隙内に引き込むことによって該シート状部材上の所定個数の前記物品を前記単位物品群として前記第二コンベア上に移載させる往復動機構とを有することを特徴とする。
【0008】
このような搬送装置においては、第一コンベア上からシート状部材上へと移載された複数の物品は、往復動機構によるシート状部材の第一速度での送り込みによって第一コンベア上と同様、第一速度で下流側に搬送される。次いで、往復動機構によりシート状部材が引き込まれると、シート状部材上にある所定個数の物品が単位物品群としてまとめて第二コンベア上に移載される。即ち、シート状部材が引き込まれようとも、該シート状部材上の所定個数の物品はその慣性や後続する物品からの押し込みによって第一速度で下流側に進行しようとするため、これら複数の物品はシート状部材から第二コンベア上へと滑り落ちるようにして移載される。そして、第二コンベア上に移載された所定個数の物品からなる単位物品群は第二速度で下流側へと搬送される。この際、第二コンベア上に一度にまとめて載置された単位物品群と第一コンベア上の後続する物品群とでは、第二速度及び第一速度の差分だけ速度差が生じている。この速度差によって、第二コンベア上の単位物品群が第一コンベア上の後続する物品群から分離させられる。
【0009】
また、本発明に係る搬送装置において、前記グループ化手段は、前記シート状部材が引き込まれる際に、該シート状部材上の前記物品を支持する転倒防止手段をさらに備えることが好ましい。
【0010】
ここで、シート状部材が引き込まれる際には、該シート状部材上の物品の慣性や物品とシート状部材との間での摩擦力によって物品が下流側に転倒してしまうおそれがある。
これに対して本発明では、シート状部材が引き込まれる際に該シート状部材上の物品が転倒防止手段によって支持されるため、物品の転倒を防止することができる。
【0011】
さらに、本発明に係る搬送装置において、前記転倒防止手段は、前記第二コンベアの幅方向に延びる支持部材と、前記シート状部材が引き込まれる際に前記シート状部材上の最下流側の前記物品に対して前記支持部材を下流側から当接させるとともに、前記シート状部材の所定個数の前記物品が前記単位物品群として前記第二コンベア上に移載された後に前記支持部材を該単位物品群から退避させる移動機構とを備えることが好ましい。
【0012】
支持部材がシート状部材上の最下流側に位置する物品を下流側から支持することで、シート状部材を引き込む際に物品の転倒を確実に防止することができる。また、物品が第二コンベア上に移載された後は支持部材がこれら物品からなる単位物品群から退避されるため、該支持部材が単位物品群の搬送の妨げになることを回避できる。
【0013】
また本発明に係る搬送装置において、前記往復動機構は、一端が前記第二コンベア上の前記シート状部材に接続されるとともに、他端が前記間隙の下方の前記シート状部材に接続され、これら一端と他端との間に配された回動軸回りに回動可能とされた回動レバーと、該回動レバーを前記回動軸回りに往復回動させる回転駆動部とを有することが好ましい。
【0014】
回転駆動部によって回動レバーが往復回動されることにより、該回動レバーの一端及び他端に接続されたシート状部材の送り出し及び引き込みを容易に行うことができる。これによって、簡易な構成でもって物品群から単位物品群を容易に分離させることができる。
また、回動レバーの一端と他端とがそれぞれシート状部材に接続されているため、該シート状部材にたるみを生じさせることなく、シート状部材の送り出しと引き込みとを行うことができる。
【発明の効果】
【0015】
本発明の搬送装置によれば、シート状部材から第二コンベア上に移載された所定個数の物品を単位物品群として、後続する物品群から分離させることができる。また、この際、物品に対して直接的に押圧力が作用することはない。さらに、第一コンベアと第二コンベアとの速度差を大きくする必要がなく、第二コンベア上の物品は単位物品群として物品同士接した状態で搬送される。したがって、物品に損傷を与えることなく、しかも物品の転倒を防止でき、容易にグループ化を図ることが可能となる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態に係る搬送装置の概略構成を示す側面図である。
【図2】本発明の実施形態に係る搬送装置における第一コンベア、第二コンベア及びシート状部材の斜視図ある。
【図3】本発明の実施形態に係る搬送装置の側面図あって、グループ化手段及び転倒防止手段の作用を説明する図である。
【発明を実施するための形態】
【0017】
以下図1から図3を参照し、本発明の第一実施形態に係る搬送装置1について説明する。
図1に示すように、搬送装置1は、例えば飲料水等が充填されたボトル(物品)Wを包装装置等の下流工程へ連続的に供給する際に用いられる。なお、ボトルWとしてはペットボトルであってもよいし、ボトル缶やボトル瓶等であってもよい。
この搬送装置1は、ボトルWをそれぞれ搬送可能な第一コンベア10及び第二コンベア20と、複数のボトルWによって構成されるボトル群Sから所定個数のボトルWによって構成される単位ボトル群Uをグループ化して分離させるグループ化手段25とを備える。
【0018】
第一コンベア10は、図1及び図2に示すように搬送装置1におけるボトルWの搬送経路の中で最も上流側(図1における左側)に設置されたベルトコンベア装置である。この第一コンベア10は、ボトルWの搬送経路に直交する水平方向(以下、単に幅方向と称する)に延びて該搬送方向に間隔をあけて配置された少なくとも一対の第一ローラ11(図1〜図2では1つのみ図示)に無端状の第一ベルト12が巻き掛けられることで構成されている。この第一コンベア10では、第一ローラ11が幅方向に延びる軸線回りに回転駆動されることによって第一ベルト12の上面がボトルWの搬送経路の上流側から下流側(図1における右側)に向かって順次周回移動されるようになっている。これによって、第一ベルト12の上面に載置されたボトルWが搬送経路の上流側から下流側に向かって搬送される。
【0019】
第二コンベア20は、第一コンベア10の搬送方向の下流側に設置されたベルトコンベア装置である。この第二コンベア20は、幅方向に延びて搬送方向に間隔をあけて配置された少なくとも一対の第二ローラ21(図1〜図2では1つのみ図示)を備えている。第二ローラ21は第一ローラ11と同一の高さにおける該第一ローラ11の下流側に設けられており、これら複数の第二ローラ21に無端状の第二ベルト22が巻き掛けられることで第二コンベア20が構成されている。この第二コンベア20では、第二ローラ21が幅方向に延びる軸線回りに回転することによって第二ベルト22の上面がボトルWの搬送経路の上流側から下流側に向かって順次周回移動されるようになっている。これによって、第二ベルト22の上面に載置されたボトルWは搬送経路の上流側から下流側に向かって搬送される。なお、第一ベルト12の上面と第二ベルト22の上面とは同一の平面上に配置されている。
【0020】
また、第二コンベア20における最上流側の第二ローラ21と第一コンベア10における最下流側の第一ローラ11とは搬送方向に離間しており、これによって第一コンベア10の下流側の端部と第二コンベア20の上流側の端部との間には、これら第一コンベア10と第二コンベア20とを搬送方向に隔てる間隙Dが形成されている。
【0021】
ここで、第一コンベア10の上面の移動速度、即ち、第一コンベア10によるボトルWの搬送速度を第一速度V1とし、第二コンベア20の上面の移動速度、即ち、第二コンベア20によるボトルWの搬送速度を第二速度V2とした場合、本実施形態では第二速度V2の方が第一速度V1よりも大きく設定されている。なお、これら第一速度V1及び第二速度V2の設定は、それぞれ第一ローラ11及び第二ローラ21の回転速度の制御によって施される。
【0022】
なお、第一コンベア10には図示しない多列ガイドが設けられていることが好ましい。この多列ガイドによってそれぞれボトルWを幅方向から両側を挟み込むように規制することで、これらボトルWを幅方向に整列させ搬送することができる。
【0023】
グループ化手段25は例えば樹脂等から成形された屈曲自在なシートからなるシート状部材30と、このシート状部材30を駆動する往復動機構40と、ボトルWの転倒を防止する転倒防止手段60とを有している
【0024】
シート状部材30は、第一コンベア10と第二コンベア20との間隙Dの下方から該間隙Dを介して第二コンベア20の上面における上流側の部分にわたるように配置されている。このシート状部材30は、第一ベルト12及び第二ベルト22と略同一の搬送方向の幅方向の寸法を有しており、これによって第二コンベア20の上面における上流側の部分を幅方向全域にわたって覆っている。
【0025】
また、シート状部材30の裏面、即ち、第二コンベア20の上面と接する面は面粗さの小さい低摩擦面とされており、シート状部材30の裏面は第二コンベア20の上面との間で少なくとも搬送方向に摺動可能とされている。さらに、シート状部材30の裏面の反対側の表面も面粗さの小さい低摩擦面とされており、ボトルWの底面との間で摺動可能とされている。
なお、このシート状部材30の材料としては、耐摩耗性の高いものが好ましく、例えば超硬ポリエチレン材やケブラー繊維にポリウレタンコーティングを施したものが用いられる。
【0026】
また、第一コンベア10と第二コンベア20との間隙D内には幅方向に延びる軸線回りに回転可能とされた第一シート用ローラ31が設けられている。さらに、間隙Dの下方には第一シート用ローラ31と同様、幅方向に延びる軸線回りに回転可能とされた第二シート用ローラ32が設けられている。なお、第二シート用ローラ32は第一シート用ローラ31よりも上流側に配置されている。シート状部材30は、これら第一シート用ローラ31及び第二シート用ローラ32に対して上流側から巻き掛けられている。
【0027】
より詳細には、間隙Dの下方から上方に向かって延びるシート状部材30は、間隙Dの下方に設けられた第二シート用ローラ32に上流側から巻き掛けられることで、下流側かつ上方に向かって、即ち、第一シート用ローラ31に向かって傾斜するように屈曲している。そして、このように第一シート用ローラ31に向かって延びるシート状部材30は、上流側から第一シート用ローラ31に巻き掛けられることによって下流側に向けて水平方向に屈曲しており、これによってシート状部材30の一部が第二コンベア20の上面にわたっている。
【0028】
なお、シート状部材30の厚みはできる限り小さく設定されていることが好ましく、これによって第二コンベア20上のシート状部材30の表面と第一コンベア10の上面とが同一平面上に配置されていることが好ましい。
【0029】
往復動機構40は第二コンベア20上のシート状部材30を搬送方向に往復動させる機構である。
この往復動機構40は、第一コンベア10の下方において幅方向に延びる回動軸45回りに回動可能に設けられた回動レバー41を備えている。この回動レバー41は、回動軸45の直径方向を長手方向として延在する棒状をなしており、この長手方向の略中央に回動軸45が一体に設けられている。この回動レバー41の両端のうち一端43は回動軸45の上方に位置しており、他端44は回動軸45の下方に位置している。
【0030】
回動レバー41の一端43は第一コンベア10の上面よりも上方に配置されており、該一端43には上流側に向かって略水平に延びる連結棒46が回動軸45と平行な軸線回りに回動可能に連結されている。この連結棒46における回動レバー41と連結される側の反対側の端部は、第二コンベア20上のシート状部材30と連結されている。このようにして、回動レバー41の一端43は連結棒46を介して第二コンベア20上のシート状部材30と接続されている。なお、連結棒46はシート状部材30の下流側の端部と接続されていることが好ましい。
【0031】
以下では、回動レバー41の一端43が下流側に向かって移動する際における回動レバー41の回動軸45回りの回動方向を第一回動方向T1と称する。また、これとは逆に、回動レバー41の一端43が上流側に向かって移動する際における回動レバー41の回動軸45回りの回動方向を第二回動方向T2と称する。
【0032】
回動レバー41の他端44には、連結チェーン47が連結されている。この連結チェーン47は、回動レバー41の他端44から上流側に向かって延びて、該他端44よりも上流側に位置する上流側スプロケット48に上流側から巻き掛けられることで下流側に向かって屈曲されている。さらに、この上流側スプロケット48から下流側に向かって延びる連結チェーン47は、回動レバー41の他端44の下流側に位置する下流側スプロケット49に下方から巻き掛けられることで上方に向かって屈曲されている。そして、この下流側スプロケット49から上方に向かって延びる連結チェーン47は、間隙Dの下方において上下に延在するシート状部材30の下端に接続されている。このようにして、回動レバー41の他端44は、間隙Dの下方の前記シート状部材30に対して連結チェーン47を介して接続されている。
【0033】
この回動レバー41は、回転駆動部50によって回動軸45回りに往復回動される。回転駆動部50は、その出力軸51の回転方向及び回転速度を制御可能な例えばサーボモータ等の電動機であって、該出力軸51と回動軸45との間に巻き掛けられた駆動用ベルト52を介して出力軸51の回転を回動軸45に伝達するようになっている。これによって、回転駆動部50の出力軸51が正方向に回転した際には、該回動軸45に一体に設けられた回動レバー41が第一回動方向T1に回動する。一方、回転駆動部50の出力軸51が逆方向に回転した際には、回動レバー41は第二回動方向T2に回動する。
【0034】
この回転駆動部50はその出力軸51の周方向一定範囲において順次正逆回転を繰り返すことによって、回動レバー41を第一回動方向T1及び第二回動方向T2に往復回動させる。ここで、回転駆動部50の正方向への回転速度は、回動レバー41の一端43の上流側に向かっての回動速度が第一速度V1となるように制御されている。また、回転駆動部50の逆方向への回転速度は、任意の速度に設定されており、例えば第一速度V1や第二速度V2よりも大きく設定することが好ましい。
【0035】
転倒防止手段60は第二コンベア20の上方に設置されており、ボトルWに当接する第一支持棒(支持部材)70及び第二支持棒(支持部材)80と、これら第一支持棒70及び第二支持棒80を移動させる第一移動機構(移動機構)71及び第二移動機構(移動機構)81とを有している。
【0036】
第一支持棒70及び第二支持棒80は、それぞれ幅方向に延在する棒状をなしており、例えば幅方向の寸法が第二コンベア20の幅方向の寸法と略同一に設定されていることが好ましい。これら第一支持棒70及び第二支持棒80は、所定の移動経路Rを第一移動機構71及び第二移動機構81による駆動に基づいて繰り返し移動する。
【0037】
移動経路Rは、第二コンベア20の上方を下流側に向かう第一経路R1と、第一経路R1の下流側の端部から上方に向かう第二経路R2と、第二経路R2の上端から上流側に向かう第三経路R3と、第三経路R3の上流側の端部から下方に向かい第一経路R1の上流側の端部に接続される第四経路R4とを有するループ状をなしている。なお、第二コンベア20の上面からの第一経路R1の高さは、第二コンベア20上に載置されるボトルWの高さ以下とされている。
【0038】
第一移動機構71は、移動経路Rに沿って配置された無端状の第一チェーン72と、該第一チェーン72を駆動する第一駆動部74とから構成されている。
また、第二移動機構81は、移動経路Rに沿って配置された無端状の第二チェーン82と、該第二チェーン82を駆動する第二駆動部84とから構成されている。
【0039】
第一チェーン72及び第二チェーン82は、第二コンベア20の両側における搬送方向を含む鉛直面上にそれぞれ一対が配置されている。一対の第一チェーン72には第一支持棒70の延在方向の端部、即ち、搬送経路の幅方向の端部がそれぞれ連結されおり、これによって第一支持棒70が一対の第一チェーン72にわたるようにして移動経路R上に支持されている。また、一対の第二チェーン82には第二支持棒80の延在方向の端部、即ち、搬送経路の幅方向の端部がそれぞれ連結されおり、これによって第二支持棒80が一対の第二チェーン82にわたるようにして移動経路R上に支持されている。
【0040】
第一チェーン72は、該第一チェーン72の内側に当たる箇所に固定設置された複数の第一スプロケット73と噛み合って支持されることで移動経路Rに沿うように配置されている。また、第二チェーン82は、該第二チェーン82の内側に当たる箇所に固定設置された複数の第二スプロケット83と噛み合って支持されることで移動経路Rに沿うように配置されている。なお、これら第一スプロケット73および第二スプロケット83は第一経路R1と第二経路R2との境界、第二経路R2と第三経路R3との境界、第三経路R3と第四経路R4との境界、第四経路R4と第一経路R1との境界、第二経路R2の中途、第四経路R4の中途の計6箇所に設けられている。
【0041】
第一駆動部74及び第二駆動部84は、それぞれ少なくとも出力軸の回転速度を制御可能な例えばサーボモータ等の電動機である。
複数の第一スプロケット73のうちの一の第一スプロケット73、即ち、本実施形態では第三経路R3と第四経路R4との間のスプロケットは、第一連動チェーン75を介して第一駆動部74の出力軸74aと連結されている。
また、複数の第二スプロケット83のうちの一の第二スプロケット83、即ち、本実施形態では第二経路R2と第三経路R3との間のスプロケットは、第二連動チェーン85を介して第二駆動部84の出力軸84aと連結されている。
【0042】
これによって、第一駆動部74及び第二駆動部84の出力軸74a,出力軸84aが正回転すると、第一チェーン72及び第二チェーン82が移動経路Rに沿って周回駆動し、これら第一チェーン72及び第二チェーン82に支持された第一支持棒70及び第二支持棒80が、第一経路R1、第二経路R2、第三経路R3、第四経路R4の順に繰り返し周回移動される。
なお、第一駆動部74及び第二駆動部84は、往復動機構40における回転駆動部50と同期して駆動され、回転駆動部50が回動レバー41を二往復させる際に、第一駆動部74及び第二駆動部84によって第一支持棒70及び第二支持棒80が移動経路Rを一順させられる。
【0043】
次に上記構成の搬送装置1の作用について説明する。
まず、第一コンベア10上には前工程を終えた複数のボトルWがボトル群Sとして供給される。このボトル群Sは、図1及び図2に示すように、幅方向に整列された複数のボトルWにより形成された列が、搬送方向に互いに隙間無く当接するように順次整列されることによって構成されている。このような複数のボトルWからなるボトル群Sは第一コンベア10上を上流側から下流側に向かって第一速度V1で連続的に搬送される。
【0044】
第一コンベア10上を搬送されるボトル群Sが該第一コンベア10の下流側の端部に到達すると、ボトル群Sの最下流側の列のボトルWから順次シート状部材30上に移載されていく。この際、シート状部材30が第一速度V1にて第二コンベア20上を下流側へと送り出されることで、図3(a)に示すように、該シート状部材30に移載されたボトル群Sは第一コンベア10上と同じく第一速度V1にて下流側へと搬送されていく。
【0045】
即ち、往復動機構40における回転駆動部50の出力軸51の正回転に伴って回動レバー41が第一回動方向T1に回動することで、この回動レバー41の回動が連結棒46を介してシート状部材30に下流側への送り出し力として伝達される。この際、回転駆動部50の回転速度が制御されることで、シート状部材30は下流側へと第一速度V1で送り出される。
【0046】
そして、ボトルWが順次移載されるシート状部材30が第二コンベア20上を下流側に向かって送り出された結果、該第二コンベア20上のシート状部材30に所定個数のボトルWが存在する状態となった段階で、シート状部材30が第一コンベア10と第二コンベア20との間隙D内に引き込まれる。
即ち、往復動機構40の出力軸51の回転が正回転から逆回転に転換することで回動レバー41が第二回動方向T2に回動し、この回動レバー41の回動が連結チェーン47を介してシート状部材30に下方への引き込み力として伝達される。これによって、第二コンベア20上のシート状部材30が間隙Dの下方に引き込まれる。
【0047】
このシート状部材30の引き込みによって、シート状部材30上にあった所定個数のボトルWが単位ボトル群Uとしてまとめて第二コンベア20上に移載される。即ち、シート状部材30が間隙D内に引き込まれようとも、該シート状部材30上の所定個数のボトルWはその慣性や後続するボトルWからの押し込みによって第一速度V1で下流側に進行しようする。さらにボトルWの底面に対してシート状部材30の表面が摺動可能であるため、シート状部材30のみが第二コンベア20上から間隙D内へと消失する。これによって、シート状部材30上にあった所定個数のボトルWは該シート状部材30上から第二コンベア20上へと滑り落ちるようにして移載される。
【0048】
そして、第二コンベア20上に移載された所定個数のボトルWからなる単位ボトル群Uは第二速度V2で下流側へと搬送される。この際、第二コンベア20上に一度にまとめて載置された単位ボトル群Uと第一コンベア10上の後続するボトル群Sとでは、第二速度V2及び第一速度V1の差分だけ速度差が生じている。この速度差によって、図3(b)に示すように、第二コンベア20上の単位ボトル群Uが第一コンベア10上の後続するボトル群Sから分離させられる。
【0049】
その後、シート状部材30は、回転駆動部50の出力軸51の回転が正回転から逆回転に転換することで第一回動方向T1へ回動し、これに伴ってシート状部材30が下流側に送り出されることにより、後続するボトル群Sが第一速度V1を維持したまま順次載置されていく。そして、上記同様、シート状部材30が再度間隙D内に引き込まれると該シート状部材30の所定個数のボトルWが第二コンベア20上に移載され単位ボトル群Uとして分離される。
以上のように、本実施形態ではシート状部材30が往復動機構40によって第二コンベア20上を搬送方向に往復動することによって、複数のボトルWからなるボトル群Sから所定個数のボトルWからなる単位ボトル群Uを分離してグループ化することができる。
【0050】
ここで、シート状部材30が間隙D内に引き込まれる際には、該シート状部材30上のボトルWの慣性やボトルWとシート状部材30との間での摩擦力によってボトルWが下流側に転倒してしまうおそれがある。
これに対して本実施形態では、シート状部材30上が引き込まれる際に該シート状部材30上のボトルWが転倒防止手段60によって支持されるため、ボトルWの転倒を防止することができる。
【0051】
即ち、グループ化手段25によって単位ボトル群Uが後続するボトル群Sから分離させられた際には、図1に示すように、転倒防止手段60の第一支持棒70が第一移動機構71によって第四経路R4を下方に向かって移動されることで、第一支持棒70がこれらボトル群Sと単位ボトル群Uとの間に入り込む。これによって、第一支持棒70は第四経路R4と第一経路R1との境界まで移動し、この境界で待機する。
【0052】
そして、シート状部材30が下流側に送り出されることで後続のボトル群Sが搬送され、シート状部材30が最下流まで送り出された時点、即ち、シート状部材30が間隙D内に引き込まれる時点において、図3(a)に示すように、ボトル群Sの最下流側の列のボトルWが第四経路R4と第一経路R1との境界に位置する第一支持棒70に当接する。このように、第一移動機構71による第一支持棒70の移動によって、シート状部材30が引き込まれる際にシート状部材30上の最下流側のボトルWに対して第一支持棒70が下流側から当接させられる。これによって、シート状部材30上の最下流側のボトルWが下流側から支持されることになるため、所定個数のボトルWが単位ボトル群Uとして第二コンベア20上に移載される際にこれらボトルWの転倒を防止することができる。
【0053】
そして、シート状部材30が間隙Dに引き込まれて第二コンベア20上の単位ボトル群Uが第二速度V2で搬送される際には、図3(b)に示すように、第一駆動部74の出力軸の速度制御に伴って第一支持棒70は第二速度V2以上の速度で第一経路R1から第二経路R2へと搬送される。このように、シート状部材30の所定個数のボトルWが単位ボトル群Uとして第二コンベア20上に移載された後には、第一移動機構71によって第一支持部材が該単位ボトル群Uから退避させられる。したがって、第一支持棒70が単位ボトル群Uの搬送の妨げになってしまうことを回避できる。
【0054】
また、第一支持棒70によって支持された単位ボトル群Uと該単位ボトル群Uに後続するボトル群Sとの間には、第二移動機構81の駆動によって第二支持棒80が入り込む。その後、第一支持棒70と同様に、シート状部材30が引き込まれる際にシート状部材30上の最下流側のボトルWに対して支持部材を下流側から当接させられボトルWの転倒を防止し、その後、搬送の妨げとならないよう退避する。
【0055】
そして、第二支持棒80によって支持された単位ボトル群Uと該単位ボトル群Uに後続するボトル群Sとの間には上記のように第一支持棒70が入り込む。このようにして、第一支持棒70と第二支持棒80とが交互にボトルWを支持していくことにより、順次グループ化されるボトルWの転倒が防止されていく。
なお、このような第一支持棒70及び第二支持棒80の動作は、これら第一支持棒70及び第二支持棒80の駆動源となる第一駆動部74及び第二駆動部84の駆動が往復動手段の回転駆動部50の駆動に同期しているため実現される。即ち、回転駆動部50の駆動によるシート状部材30の往復動のタイミングに応じて第一支持棒70及び第二支持棒80が順次駆動されることで、グループ化されるボトルWの転倒を防止しているのである。
【0056】
なお、シート状部材30上には、ボトル群Sを構成する複数のボトルWが搬送方向に当接しながら連続して供給されるため、所定個数のボトルWが第二コンベア20上に移載される際には、これらボトルWが後続するボトルWによって支持される。そのため、ボトルWが上流側に向かって転倒することはない。
【0057】
ここで、仮に上記シート状部材30及び往復動機構40を用いず、第一コンベア10から第二コンベア20へボトルWを直接移載した場合、移載時に搬送方向に連続するボトルW同士の間に一定の間隔が形成されてしまう。その後、例えば転倒防止手段60における第一支持棒70及び第二支持棒80の駆動速度を調整して、ボトルWを搬送方向または搬送方向と逆方向に押し込み、この間隔を再度狭くすることによって所定個数のボトルWのグループ化を行うことは可能である。しかしこの場合、第一コンベア10から第二コンベア20への移載と同時にグループ化を達成することはできず、またグループ化されるまでの間、ボトルWが搬送方向に各々接しない状態で搬送されることとなり、搬送時に転倒する恐れがある。さらに、このような手法でグループ化を行なう場合、本実施形態のグループ化の場合と同程度の上記間隔をボトルW同士の間に形成し、この間隔に第一支持棒70及び上記第二支持棒80が入り込むためには、第一コンベア10と第二コンベア20との速度差をさらに大きくする必要がある。このため、搬送時のボトルWがより転倒し易くなってしまう。この点、本実施形態のグループ化の手法は、ボトルWの転倒の可能性を低減する。
【0058】
以上のように本実施形態の搬送装置1によれば、シート状部材30が第一コンベア10の上面の移動方向と同一の方向へ第一速度V1で送り出された後に、第一コンベア10と第二コンベア20との間隙Dに引き込まれるという往復動作を繰り返す。これによって、複数のボトルWからなるボトル群Sから所定個数のボトルWからなる単位ボトル群Uを第二コンベア20上にまとめて落下させて移載させることができる。そして、このように第二コンベア20に移載された単位ボトル群Uは第一コンベア10と第二コンベア20の速度差によって後続するボトル群Sから分離することができ、これによってボトルWのグループ化を実現することができる。そしてこの時、第一コンベア10と第二コンベア20との間には大きな速度差が不要となり、第二コンベア20上においては所定個数のボトルW同士が接した状態の単位ボトル群Uとして搬送される。したがって、本実施形態のグループ化手段25においては、ボトルWに対して直接的に押圧力が作用しないことによるボトルWの損傷回避と、ボトルWの転倒防止とを共に達成しながら、容易にグループ化を図ることが可能となる。
【0059】
さらに、シート状部材30はボトルWの底面に対して摺動可能とされており該ボトルWはシート状部材30を滑るように第二コンベア20上に移載されるため、ボトルWに外力が作用することはなく、ボトルWの損傷を防止することができる。さらに、グループ化手段25は、シート状部材30を往復動作させるという簡易な機構を採用しているため、容易にメンテナンスを行うことができる。また、往復動作の周期や速度を変化させることによって、形状や大きさの異なる種々のボトルWのグループ化に対応することができるとともに単位ボトル群Uの個数の変更にも容易に対応することができる。
【0060】
また、回動レバー41の一端と他端とがそれぞれシート状部材30に接続されているため、該シート状部材30にたるみを生じさせることなく、シート状部材30の送り出しと引き込みとを行うことができる。従って、例えば第一コンベア10によって搬送されるボトル群Sをシート状部材30上に確実に移載することができる。
【0061】
さらに、搬送装置1は転倒防止手段60を備えているため、所定個数のボトルWが単位ボトル群Uとして第二コンベア20に移載される際に、これらボトルWが転倒してしまうことを防止できる。
また、この転倒防止手段60は、支持部材がシート状部材30上の最下流側となるボトルWを下流側から支持する構成のため、シート状部材30を引き込む際のボトルWの転倒を確実に防止することができる。さらに、ボトルWが第二コンベア20上に移載された後は支持部材がこれらボトルWからなる単位ボトル群Uから退避されるため、支持部材が単位ボトル群Uの搬送の妨げになることを回避できる。
【0062】
また、転倒防止手段60は、第一駆動部74及び第二駆動部84の駆動パターンを変化させることによって第一支持棒70及び第二支持のボトルWへの当接タイミングを自在に変化させることが可能となるため、ボトルWの形状及びサイズや、グループ化対象となる個数や、搬送速度の差異等のグループ化の条件に柔軟に対応することができる。
【0063】
さらに転倒防止手段60では、単位ボトル群Uとこれに後続するボトル群Sとの間に第一支持棒70あるいは第二支持棒80を挿入し、これらを下流側からボトルWに対して当接させる構成のため、ボトルWを破損する可能性を低減しながら該ボトルWの転倒を防止することができる。
【0064】
以上、本発明の実施形態について詳細を説明したが、本発明の技術的思想を逸脱しない範囲内において多少の設計変更も可能である。
例えば実施形態における転倒防止手段60は、第一支持棒70及び第二支持棒80の二つの支持部材を備えた例について説明したが、例えば三つ以上の支持部材を設けてもよい。この場合、支持部材の個数に応じて移動機構の数も変更される。この場合、ボトルWのグループ化速度の向上を図ることができる。
【0065】
また、実施形態においては、物品としてボトルWを用い、物品群としてのボトル群Sから単位物品群としての単位ボトル群Uを分離させる例について説明したが、物品としてはボトルWに限定されることはなく、箱体や筒体、柱体等の他の物品であってもよい。即ち、グループ化を施すことが必要な物品ならばいかなる物品にでも本発明を適用することは可能である。
【0066】
さらに、往復動機構40や転倒防止手段60における駆動力の伝達系としてはチェーンとスプロケットとを用いたものに限定されず、この伝達系を例えばプーリーとベルトとによって構成してもよい。
【符号の説明】
【0067】
1…搬送装置、10…第一コンベア、11…第一ローラ、12…第一ベルト、20…第二コンベア、21…第二ローラ、22…第二ベルト、25…グループ化手段、30…シート状部材、31…第一シート用ローラ、32…第二シート用ローラ、40…往復動機構、41…回動レバー、43…一端、44…他端、45…回動軸、46…連結棒、47…連結チェーン、48…上流側スプロケット、49…下流側スプロケット、50…回転駆動部、51…出力軸、52…駆動用ベルト、60…転倒防止手段、70…第一支持棒、71…第一移動機構71、72…第一チェーン、73…第一スプロケット、74…第一駆動部、74a…出力軸、75…第一連動チェーン、80…第二支持棒、81…第二移動機構、82…第二チェーン、83…第二スプロケット、84…第二駆動部、84a…出力軸、85…第二連動チェーン、D…間隙、W…ボトル(物品)、S…ボトル群(物品群)、U…単位ボトル群(単位物品群)、T1…第一回動方向、T2…第二回動方向、V1…第一速度、V2…第二速度、R…移動経路、R1…第一経路、R2…第二経路、R3…第三経路、R4…第四経路
【特許請求の範囲】
【請求項1】
物品を第一速度で搬送可能な第一コンベアと、
前記第一コンベアの搬送方向の下流側に間隙を介して配置され、前記第一速度よりも大きい第二速度で前記物品を搬送可能な第二コンベアと、
前記第一コンベアによって連続的に搬送される複数の前記物品によって構成される物品群から、所定個数の前記物品によって構成される単位物品群を分離するグループ化手段とを備える搬送装置において、
前記グループ化手段は、
前記間隙から前記第二コンベアの上面にわたって配置され、前記第一コンベアによって搬送された前記物品群が順次移載されるシート状部材と、
前記シート状部材を下流側に向かって前記第一速度で送り出す一方、前記シート状部材を前記間隙内に引き込むことによって該シート状部材上の所定個数の前記物品を前記単位物品群として前記第二コンベア上に移載させる往復動機構とを有することを特徴とする搬送装置。
【請求項2】
前記グループ化手段は、
前記シート状部材が引き込まれる際に、該シート状部材上の前記物品を支持する転倒防止手段をさらに備えることを特徴とする請求項1に記載の搬送装置。
【請求項3】
前記転倒防止手段は、
前記第二コンベアの幅方向に延びる支持部材と、
前記シート状部材が引き込まれる際に前記シート状部材上の最下流側の前記物品に対して前記支持部材を下流側から当接させるとともに、前記シート状部材の所定個数の前記物品が前記単位物品群として前記第二コンベア上に移載された後に前記支持部材を該単位物品群から退避させる移動機構とを備えることを特徴とする請求項2に記載の搬送装置。
【請求項4】
前記往復動機構は、
一端が前記第二コンベア上の前記シート状部材に接続されるとともに、他端が前記間隙の下方の前記シート状部材に接続され、これら一端と他端との間に配された回動軸回りに回動可能とされた回動レバーと、
該回動レバーを前記回動軸回りに往復回動させる回転駆動部とを有することを特徴とする請求項1から3のいずれか一項に記載の搬送装置。
【請求項1】
物品を第一速度で搬送可能な第一コンベアと、
前記第一コンベアの搬送方向の下流側に間隙を介して配置され、前記第一速度よりも大きい第二速度で前記物品を搬送可能な第二コンベアと、
前記第一コンベアによって連続的に搬送される複数の前記物品によって構成される物品群から、所定個数の前記物品によって構成される単位物品群を分離するグループ化手段とを備える搬送装置において、
前記グループ化手段は、
前記間隙から前記第二コンベアの上面にわたって配置され、前記第一コンベアによって搬送された前記物品群が順次移載されるシート状部材と、
前記シート状部材を下流側に向かって前記第一速度で送り出す一方、前記シート状部材を前記間隙内に引き込むことによって該シート状部材上の所定個数の前記物品を前記単位物品群として前記第二コンベア上に移載させる往復動機構とを有することを特徴とする搬送装置。
【請求項2】
前記グループ化手段は、
前記シート状部材が引き込まれる際に、該シート状部材上の前記物品を支持する転倒防止手段をさらに備えることを特徴とする請求項1に記載の搬送装置。
【請求項3】
前記転倒防止手段は、
前記第二コンベアの幅方向に延びる支持部材と、
前記シート状部材が引き込まれる際に前記シート状部材上の最下流側の前記物品に対して前記支持部材を下流側から当接させるとともに、前記シート状部材の所定個数の前記物品が前記単位物品群として前記第二コンベア上に移載された後に前記支持部材を該単位物品群から退避させる移動機構とを備えることを特徴とする請求項2に記載の搬送装置。
【請求項4】
前記往復動機構は、
一端が前記第二コンベア上の前記シート状部材に接続されるとともに、他端が前記間隙の下方の前記シート状部材に接続され、これら一端と他端との間に配された回動軸回りに回動可能とされた回動レバーと、
該回動レバーを前記回動軸回りに往復回動させる回転駆動部とを有することを特徴とする請求項1から3のいずれか一項に記載の搬送装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−214273(P2012−214273A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2011−80134(P2011−80134)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(505193313)三菱重工食品包装機械株式会社 (146)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(505193313)三菱重工食品包装機械株式会社 (146)
【Fターム(参考)】
[ Back to top ]