
搬送装置
【課題】検査工程により電子部品が一部抜き取られた状態で供給された場合であっても、並設された搬出部の少なくとも二箇所以上に同一個数の電子部品を安定して移し替える。
【解決手段】供給部から搬出部の収納部へ移設するためのピックアッププレイス部を備え、前記ピックアッププレイス部は、同軸に設けられて第一の外形と第二の外形を有する複数のカムと、支軸を有し、この支軸を挟んで一端にカムフォロワを、他端に着磁板を有する複数のレバーと、前記着磁板を吸着、解放することで前記レバーの他端を前記カムの外縁部に当接、離脱させるための電磁ホルダと、一端に前記電子部品を吸着保持するための吸着部を有し、他端を前記カムフォロワに当接させることで、前記カムの回動運動を水平運動へ変換して前記吸着部を供給部から各収納部へ移動させるための動力切り替え部と、から構成される。
【解決手段】供給部から搬出部の収納部へ移設するためのピックアッププレイス部を備え、前記ピックアッププレイス部は、同軸に設けられて第一の外形と第二の外形を有する複数のカムと、支軸を有し、この支軸を挟んで一端にカムフォロワを、他端に着磁板を有する複数のレバーと、前記着磁板を吸着、解放することで前記レバーの他端を前記カムの外縁部に当接、離脱させるための電磁ホルダと、一端に前記電子部品を吸着保持するための吸着部を有し、他端を前記カムフォロワに当接させることで、前記カムの回動運動を水平運動へ変換して前記吸着部を供給部から各収納部へ移動させるための動力切り替え部と、から構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、チップ部品や薄片状の部品を検査結果に応じて空きを設けることなく連続で複数列に振り分ける搬送装置に関する。
【背景技術】
【0002】
抵抗器やコンデンサ、インダクタなどに代表されるチップ部品や、薄片状に形成される医療用の検査部品などは、高速で外観検査を実施した後、良品のみを取り出して一定個数をリールやケースに梱包してユーザへ供給される。
【0003】
図6は、上述した部品の外観検査と梱包に用いられる搬送装置の一例である。吸引ノズル1によって吸引される検査済みのチップ部品を、ステッピングモータ2によって回転するように構成された円盤状回転体3に環状に配置された収容孔内に順次貯留し、この円盤状回転体3の収容孔の回転移動経路に沿って設けた良品排出口、不良品排出口を、画像処理による検査結果に応じて選択的に作動させることにより、最終的に良品、不良品を振り分ける。
【0004】
なお、この出願の発明に関する先行技術文献情報としては、例えば特許文献1が知られている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−028578号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述した搬送装置では、円盤状回転体3の収容孔にチップ部品を順次貯留し、回転経路のどこかで検査結果に応じてチップ部品を良品排出口、不良品排出口へ振り分ける。そのため、良品排出口から排出される良品は、不良品と判定された個数により不連続に排出されるという課題があった。
【0007】
本発明は、このような従来の課題を解決するものであり、外観検査で不良が発生した場合であっても、梱包装置への搬送経路に空きを設けることなく連続的に良品を供給することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために本発明は、電子部品を一定の間隔で搬送供給するための供給部と、前記電子部品を収納して搬出するための一定間隔で二列に設けられた収納部を有し、前記供給部に並設された搬出部と、前記供給部上の電子部品の有無を検出するためのセンサ部と、これら供給部または搬出部に並設されるとともに、前記センサ部の信号に応じて前記電子部品を前記供給部から前記搬出部の収納部へ移設するためのピックアッププレイス部と、からなり、前記ピックアッププレイス部は、同軸に設けられて第一の外形と第二の外形を有する複数のカムと、支軸を有し、この支軸を挟んで一端にカムフォロワと着磁板を有する複数のレバーと、前記着磁板を吸着、解放することで前記レバーの他端を前記カムの外縁部に当接、離脱させるための電磁ホルダと、一端に前記電子部品を吸着保持するための吸着パッドを有し、他端を前記カムフォロワに当接させることで、前記カムの回動運動を水平運動へ変換して前記吸着パッドを供給部から各収納部へ移動させるためのスライド部と、から構成され、前記センサ部からの出力信号に応じて前記レバーのいずれかを選択して着磁板を吸着、解放することで、前記収納部に空きを設けることなく前記電子部品を供給部から搬出部に移し替える。
【発明の効果】
【0009】
以上のように本発明によれば、不良品の発生個数に左右されず、梱包機の供給部へ空きを設けることなく連続的に良品を供給することができるので、一定個数の梱包を効率的に実施することができる。
【図面の簡単な説明】
【0010】
【図1】本実施の形態における搬送装置の主要部を説明する斜視図
【図2】本実施の形態における搬送装置のピックアッププレイス部を説明するための一部拡大斜視図
【図3】本実施の形態における搬送装置のピックアッププレイス部の詳細を説明するための一部拡大斜視図
【図4】(a)本実施の形態におけるカムの動作を説明するための模式図、(b)本実施の形態におけるカムの動作を説明するための模式図、(c)本実施の形態におけるカムの動作を説明するための模式図
【図5】(a)本実施の形態におけるカムの動作を説明するためのチャート、(b)本実施の形態におけるカムの動作を説明するためのチャート
【図6】従来の搬送装置を説明するための模式図
【発明を実施するための形態】
【0011】
以下、本発明の一実施の形態の搬送装置について説明する。
【0012】
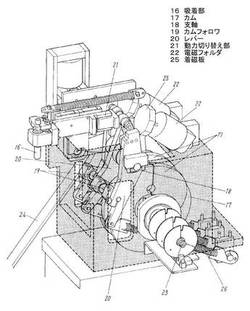
図1は本実施の形態における搬送装置の主要部を示す斜視図である。
【0013】
本実施の形態の搬送装置4は、大きく二つの機構により構成されている。一つは、検査装置(図示せず)から供給された良品の電子部品を搬送するための供給部5と、本発明のポイントであり、供給部5から搬送された電子部品をピックアップして、供給部5に並設した搬出部(図示せず)に移し替えて振り分けるためのピックアッププレイス部6である。
【0014】
供給部5は、第一のプーリー7と、第二のプーリー8と、これら第一、第二のプーリー7,8に一定の張力で掛け渡された搬送ベルト9と、この搬送ベルト9の裏面を支持し、ピックアッププレイス部6へ直線状に電子部品を供給するためのストレートガイド10とから構成されている。このストレートガイド10上の搬送ベルト9へ、検査装置により良品とされた電子部品が順次供給され、第一のプーリー7または第二のプーリー8に直接、あるいは間接的に接続されたモータ11などにより、間欠的に電子部品をピックアッププレイス部6へ搬送する。モータ11による駆動は、タイミングベルト等を介して搬送装置本体に内包するインデックス部(図示せず)に伝えられ、間欠動作出力に変換される。そして第一、第二のプーリー7,8を間欠駆動させることで搬送ベルト9により電子部品をピックアッププレイス部6へ間欠搬送する。また、インデックス部とピックアッププレイス部6は連結されており、前述の搬送ベルト9の間欠動作と、ピックアッププレイス部6の間欠動作とは互いに同期されているものである。本実施の形態では、一つのモータ11を用いてインデックス部を介して搬送ベルト9とピックアッププレイス部6との同期を取っているが、間欠動作の速度に応じて、搬送ベルト9の駆動源と、ピックアッププレイス部6の駆動源を個別に設けて互いに同期させてもよい。ストレートガイド10の一部、ピックアッププレイス部6の上流側近傍には、搬送ベルト9上の電子部品の有無を検出するためのフォトセンサなどからなるセンサ部12が配設されている。このセンサ部12により、不良と判断されて取り除かれた電子部品の有無を検出し、後述するピックアッププレイス部6の動作を制御するものである。なお、本実施の形態では、搬送装置4に並設して検査装置を配設しているが、ストレートガイド10の一部に検査部と取り出し機構を設けることにより、搬送ベルト9上の電子部品を直接検査し、不良品を取り出し機構により取り除いてもよい。また、ピックアッププレイス部6の下流側、第二のプーリー8の一部にかかるように排出部13を設けている。ピックアッププレイス部6で吸着ミスによりそのまま第二のプーリー8側へ送り出された電子部品は、この排出部13で第二のプーリー8上の搬送ベルト9から取り外され、除かれるものである。
【0015】
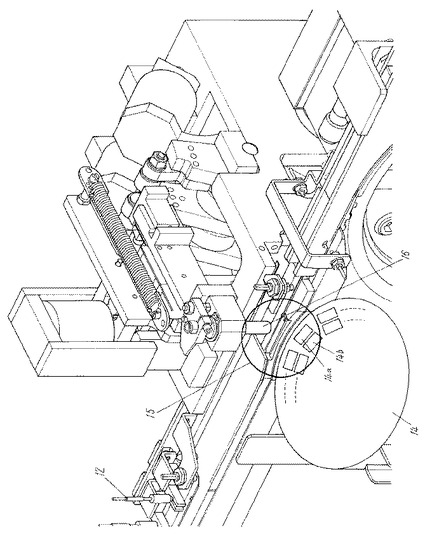
図2は、図1のピックアッププレイス部6の一部拡大斜視図である。搬出部14は、例えばターンテーブル方式で、ピックアッププレイス部6近傍に並設して配設されている。供給部5から供給された電子部品は、受け渡し部15で吸着部16に拾い上げられて、搬出部14上の収納部14a,14bへ空きを設けることなく移し替えられる。この収納部14a,14bは、搬出部14上に一定の中心角で二列並列して設けられている。
【0016】
そして搬出部14の下流側には梱包装置(図示せず)が配設されており、収納部14a,14bで搬送された良品の電子部品を一定量ずつ袋やケースなどの梱包材に梱包する。上記は搬出部14をターンテーブルで構成した一例であるが、ストレートガイド10と並列してもうひとつのストレートガイドを設けても良い。この場合は、ストレートガイドに一定の間隔で二列の収納部を設けるものである。
【0017】
なお、上記は電子部品を一個ずつ移し替えて梱包するものであるが、電子部品が薄片状の場合は、搬出部14の収納部14a,14bの同一箇所に複数枚積み上げた後に梱包装置に搬送して梱包してもよい。このように並列して二列に積み上げることにより、同一枚数を積み上げた際の積み上げ高さを低くすることができるので、幅に対して高さに余裕のないケースであっても確実に一定枚数の電子部品を効率よく梱包することができる。
【0018】
次に、本発明のポイントであるピックアッププレイス部の詳細を説明する。
【0019】
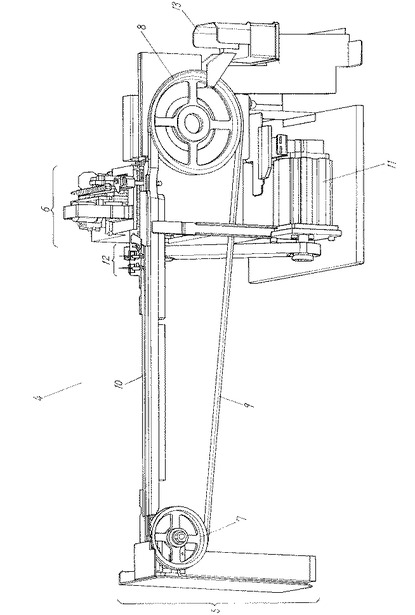
図3は、本実施の形態の搬送装置の、ピックアッププレイス部6の詳細を説明するための一部拡大斜視図である。内部構造を説明するため、筐体の一部を半透明としている。このピックアッププレイス部6は、同軸上に設けられた複数のカム17と、支軸18を有し、この支軸18を挟んで一端側にカム17の外形に当接させるカムフォロワ19を備え、他端がカム17の外形に沿って移動する複数のレバー20と、このレバー20の他端と当接し、水平または垂直方向に変換するための動力切り替え部21と、レバー20の他端側に配設された電磁ホルダ22と、この動力切り替え部21の一端(レバー20の他端と当接する側の反対側)側に設けた電子部品をピックアップするための吸着部16とから構成されている。
【0020】
上述した複数のカム17を同軸上に支持する回動軸23は、その一端にプーリーを備え、搬送装置4の基台部分などに設けたモータ11(図1)とインデックス部を介してタイミングベルト24で接続され、供給部5の間欠動作と同期した回転運動が与えられる。上述した回動軸23を駆動させるためのモータ11は、図示していない制御部に接続されており、それらの動作を制御されている。また、各カム17とそれらに対応したカムフォロワ19の当接は、電磁ホルダ22によって制御される。すなわち、センサ部12で電子部品の有無を検出した結果に基づいて電磁ホルダ22をON/OFFし、それぞれの電磁ホルダ22に対応する着磁板25を吸着または脱離させることで、カムフォロワ19の当接を制御するものである。
【0021】
吸着部16は、例えば真空吸着やメカニカルクランプなど、電子部品のサイズや材料、外形などを考慮して適宜選択するものである。
【0022】
動力切り替え部21は、例えばリニアガイドなどで構成するものであり、カムフォロワ19によってレバー20の他端が支軸18を中心に一定の中心角で回動した際、その回動運動を水平または垂直方向に変換するものである。
【0023】
本実施の形態では、それぞれ位相をずらして三枚のカム17を同軸上に並列に配置している。
【0024】
複数のカム17は、同軸上に設けられて、少なくとも二つの異なる極大変位をもつ第一の外形を有する二枚の水平移動用のカム17と、第二の外形を有する垂直移動用の一枚のカム17の計三枚から構成されている。水平移動用の二枚のカム17は、外形は等しく、それぞれ異なる極大変位を二つ有している。これら水平移動用の二枚のカム17は、異なる極大変位がそれぞれ逆位相となるように同軸上に配設されている。
【0025】
複数のレバー20の一端は、コイルスプリング26により常に一定方向に付勢されており、この付勢力によりカムフォロワ19はカム17の外形に当接している。なお、水平移動用の二枚のカム17に当接させる二本のレバー20は、支軸18を挟んでカムフォロワ19と反対側の他端に着磁板25が設けられている。この着磁板25を電磁ホルダ22に吸着させることで、カムフォロワ19をカム17から離脱させることが可能となる。
【0026】
ピックアッププレイス部6の上流側より供給される電子部品は、ストレートガイド10に設けたセンサ部12により、搬送ベルト9上の有無を検出し、その結果を制御部へ出力する。制御部では、センサ部12の出力に応じて電磁ホルダ22を制御し、水平移動用のカム17を適宜切り替えるものである。次にカム17を切り替えた際の吸着部16の動作について説明する。
【0027】
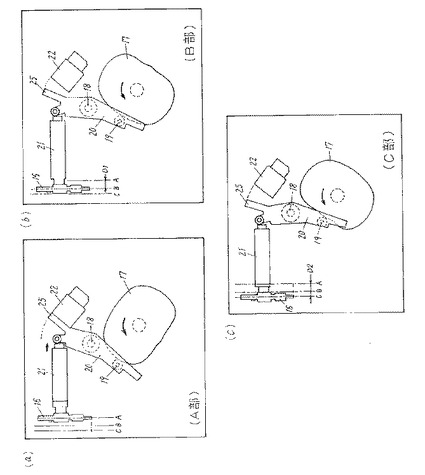
図4(a)〜(c)は、水平移動用の二枚のカム17による吸着部16の動作を説明するための模式図を示している。説明をわかりやすくするため、カム17を中心とした主要な動作部(カム17、カムフォロワ19、レバー20、動力切り替え部21、吸着部16等)のみとして簡略化している。
【0028】
図4(a)は、本発明の搬送装置4における電子部品を吸着してピックアップするための基準位置(A)である。この図に示すカム17の回転角を基準となる0度と規定する。この基準位置(A)が、供給部5からリニアガイド10を介してピックアッププレイス部6へ供給される電子部品を、吸着部16で吸着するための位置となる。また、回転角0度の位置で、カム17の軌跡は最大変位となる。その際、カムフォロワ19を介してレバー20の一端は最大変位となり、支軸18を挟んで変位は反転されて、レバー20の他端と動力切り替え部21とは最大に離間することとなる。
【0029】
なお、一端に吸着部16を配設した動力切り替え部21は、他端にレバー20の他端が当接しない限り、ストッパーとコイルスプリング26により最右端側となる。上述したカム17の回転角0度の位置では、レバー20の他端が動力切り替え部21を移動させない程度に軽く当接するよう、予めストッパーの位置を調整するものである。また、レバー20の他端側に設けた着磁板25は、電磁ホルダ22に完全に当接しないように位置を調整する。こうすることにより、着磁板25を電磁ホルダ22に吸着させた際、レバー20の他端は動力切り替え部21の最右端より一定の間隔で離間するため、吸着部16を基準位置(A)に戻すことができる。
【0030】
図4(b)および図4(c)は、カム17の回転角を、図4(a)に示した基準の0度から反時計回りに90度または270度回転させた状態である。本発明の水平移動用のカム17は、基準の回転角度から、90度と270度の位置にそれぞれ異なる極大変位を持つように外形形状を設計している。図4(b)では、第一の極大変位により、レバー20の他端は動力切り替え部21に当接してさらに水平方向に押圧することで、動力切り替え部21の一端に設けた吸着部16は、基準位置(A)から水平方向にD1離れた移し替え位置(B)に移動する。この移し替え位置(B)が、搬出部14に設けた収納部14aに相当する。さらにカム17を回転させると、回転角度180度で一旦基準位置(A)に戻った吸着部16は、回転角度270度において第二の極大変位となり、吸着部16は基準位置(A)から水平方向にD2離れた第二の移し替え位置(C)に移動する。この移し替え位置(C)が搬出部14に設けた収納部14bに相当する。このようにすることで、基準位置(A)からピックアップした電子部品は、移し替え位置(B)と移し替え位置(C)に、順番に移設されることになる。
【0031】
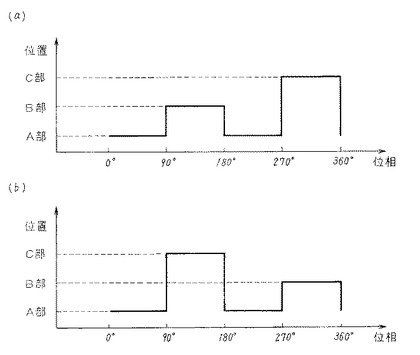
図5(a)および図5(b)は、二枚の水平移動用のカム17のタイミングチャートである。図5(a)は第一の水平移動用のカムを、図5(b)は第二の水平移動用のカムの動作をそれぞれ示している。
【0032】
まず図5(a)において、第一の水平移動用のカム17により、位相0〜90度、180〜270度で吸着部16は基準位置(A)の位置となり、供給部5から供給される電子部品を吸着する。そして、位相90〜180度で第一の極大変位となり移し替え位置(B)へ、位相270〜360度で第二の極大変位となり移し替え位置(C)へ吸着した電子部品を移動させて移し替える動作を繰り返す。この第一の水平移動用のカム17のみで搬送装置を構成した場合、供給部から供給される電子部品は、基準位置(A)から順に移し替え位置(B)、移し替え位置(C)に順に移し替えられる。この際、検査不良等で欠品が生じた場合、その欠品部分は本来の移し替え位置に移し替えられないため、移し替え位置(B)と移し替え位置(C)で電子部品の個数や枚数が異なることとなる。そのため、本発明では第二の水平移動用のカム17を第一の水平移動用のカム17に並設して設ける。
【0033】
図5(b)に示すように、第二の水平移動用のカム17は、第一の水平移動用のカムと同形状であるが、第一、第二の極大変位が互いに逆となるように配置されている。このように、第一、第二の極大変位が逆となるように二枚の水平移動用のカム17を配置することにより、供給部5から供給された電子部品が、検査不良等で取り除かれ欠品となった場合であっても、電磁ホルダ22を適宜切り替えることで、移し替え位置(B)および移し替え位置(C)への移し替え量(個数、枚数)を常に同一とすることができる。
【0034】
また、品種切り替え等により、移し替え位置が例えば移し替え位置(B)あるいは移し替え位置(C)のみとなった場合であっても、電磁ホルダ22を、位相180〜270度、または0〜90度の間で常に切り替えることで、同一の移し替え位置に、繰り返し移し替えることが可能となる。
【0035】
上述した実施の形態は、水平移動用のカム17を二枚並設した一例であるが、移し替え位置を増やす場合には、第一、第二、第三の極大変位を持つように三枚のカムを設計してそれぞれの極大変位の位相が互いにずれるように同軸に設ければよい。このように、カムの形状、枚数は、移し替え位置の数に応じて適宜増減させることで同一の効果を得ることができる。
【産業上の利用可能性】
【0036】
本発明を用いることにより、空きを設けることなく連続的に良品を振り分けて移し替えることができるので、一定量を安定かつ効率的に梱包する梱包機に部品を供給する搬送装置に有用である。
【符号の説明】
【0037】
4 搬送装置
5 供給部
6 ピックアッププレイス部
12 センサ部
14 搬出部
14a,14b 収納部
16 吸着部
17 カム
18 支軸
19 カムフォロワ
20 レバー
21 動力切り替え部
22 電磁ホルダ
25 着磁板
【技術分野】
【0001】
本発明は、チップ部品や薄片状の部品を検査結果に応じて空きを設けることなく連続で複数列に振り分ける搬送装置に関する。
【背景技術】
【0002】
抵抗器やコンデンサ、インダクタなどに代表されるチップ部品や、薄片状に形成される医療用の検査部品などは、高速で外観検査を実施した後、良品のみを取り出して一定個数をリールやケースに梱包してユーザへ供給される。
【0003】
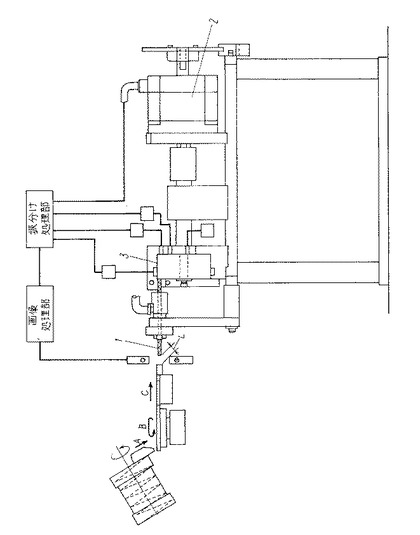
図6は、上述した部品の外観検査と梱包に用いられる搬送装置の一例である。吸引ノズル1によって吸引される検査済みのチップ部品を、ステッピングモータ2によって回転するように構成された円盤状回転体3に環状に配置された収容孔内に順次貯留し、この円盤状回転体3の収容孔の回転移動経路に沿って設けた良品排出口、不良品排出口を、画像処理による検査結果に応じて選択的に作動させることにより、最終的に良品、不良品を振り分ける。
【0004】
なお、この出願の発明に関する先行技術文献情報としては、例えば特許文献1が知られている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−028578号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述した搬送装置では、円盤状回転体3の収容孔にチップ部品を順次貯留し、回転経路のどこかで検査結果に応じてチップ部品を良品排出口、不良品排出口へ振り分ける。そのため、良品排出口から排出される良品は、不良品と判定された個数により不連続に排出されるという課題があった。
【0007】
本発明は、このような従来の課題を解決するものであり、外観検査で不良が発生した場合であっても、梱包装置への搬送経路に空きを設けることなく連続的に良品を供給することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために本発明は、電子部品を一定の間隔で搬送供給するための供給部と、前記電子部品を収納して搬出するための一定間隔で二列に設けられた収納部を有し、前記供給部に並設された搬出部と、前記供給部上の電子部品の有無を検出するためのセンサ部と、これら供給部または搬出部に並設されるとともに、前記センサ部の信号に応じて前記電子部品を前記供給部から前記搬出部の収納部へ移設するためのピックアッププレイス部と、からなり、前記ピックアッププレイス部は、同軸に設けられて第一の外形と第二の外形を有する複数のカムと、支軸を有し、この支軸を挟んで一端にカムフォロワと着磁板を有する複数のレバーと、前記着磁板を吸着、解放することで前記レバーの他端を前記カムの外縁部に当接、離脱させるための電磁ホルダと、一端に前記電子部品を吸着保持するための吸着パッドを有し、他端を前記カムフォロワに当接させることで、前記カムの回動運動を水平運動へ変換して前記吸着パッドを供給部から各収納部へ移動させるためのスライド部と、から構成され、前記センサ部からの出力信号に応じて前記レバーのいずれかを選択して着磁板を吸着、解放することで、前記収納部に空きを設けることなく前記電子部品を供給部から搬出部に移し替える。
【発明の効果】
【0009】
以上のように本発明によれば、不良品の発生個数に左右されず、梱包機の供給部へ空きを設けることなく連続的に良品を供給することができるので、一定個数の梱包を効率的に実施することができる。
【図面の簡単な説明】
【0010】
【図1】本実施の形態における搬送装置の主要部を説明する斜視図
【図2】本実施の形態における搬送装置のピックアッププレイス部を説明するための一部拡大斜視図
【図3】本実施の形態における搬送装置のピックアッププレイス部の詳細を説明するための一部拡大斜視図
【図4】(a)本実施の形態におけるカムの動作を説明するための模式図、(b)本実施の形態におけるカムの動作を説明するための模式図、(c)本実施の形態におけるカムの動作を説明するための模式図
【図5】(a)本実施の形態におけるカムの動作を説明するためのチャート、(b)本実施の形態におけるカムの動作を説明するためのチャート
【図6】従来の搬送装置を説明するための模式図
【発明を実施するための形態】
【0011】
以下、本発明の一実施の形態の搬送装置について説明する。
【0012】
図1は本実施の形態における搬送装置の主要部を示す斜視図である。
【0013】
本実施の形態の搬送装置4は、大きく二つの機構により構成されている。一つは、検査装置(図示せず)から供給された良品の電子部品を搬送するための供給部5と、本発明のポイントであり、供給部5から搬送された電子部品をピックアップして、供給部5に並設した搬出部(図示せず)に移し替えて振り分けるためのピックアッププレイス部6である。
【0014】
供給部5は、第一のプーリー7と、第二のプーリー8と、これら第一、第二のプーリー7,8に一定の張力で掛け渡された搬送ベルト9と、この搬送ベルト9の裏面を支持し、ピックアッププレイス部6へ直線状に電子部品を供給するためのストレートガイド10とから構成されている。このストレートガイド10上の搬送ベルト9へ、検査装置により良品とされた電子部品が順次供給され、第一のプーリー7または第二のプーリー8に直接、あるいは間接的に接続されたモータ11などにより、間欠的に電子部品をピックアッププレイス部6へ搬送する。モータ11による駆動は、タイミングベルト等を介して搬送装置本体に内包するインデックス部(図示せず)に伝えられ、間欠動作出力に変換される。そして第一、第二のプーリー7,8を間欠駆動させることで搬送ベルト9により電子部品をピックアッププレイス部6へ間欠搬送する。また、インデックス部とピックアッププレイス部6は連結されており、前述の搬送ベルト9の間欠動作と、ピックアッププレイス部6の間欠動作とは互いに同期されているものである。本実施の形態では、一つのモータ11を用いてインデックス部を介して搬送ベルト9とピックアッププレイス部6との同期を取っているが、間欠動作の速度に応じて、搬送ベルト9の駆動源と、ピックアッププレイス部6の駆動源を個別に設けて互いに同期させてもよい。ストレートガイド10の一部、ピックアッププレイス部6の上流側近傍には、搬送ベルト9上の電子部品の有無を検出するためのフォトセンサなどからなるセンサ部12が配設されている。このセンサ部12により、不良と判断されて取り除かれた電子部品の有無を検出し、後述するピックアッププレイス部6の動作を制御するものである。なお、本実施の形態では、搬送装置4に並設して検査装置を配設しているが、ストレートガイド10の一部に検査部と取り出し機構を設けることにより、搬送ベルト9上の電子部品を直接検査し、不良品を取り出し機構により取り除いてもよい。また、ピックアッププレイス部6の下流側、第二のプーリー8の一部にかかるように排出部13を設けている。ピックアッププレイス部6で吸着ミスによりそのまま第二のプーリー8側へ送り出された電子部品は、この排出部13で第二のプーリー8上の搬送ベルト9から取り外され、除かれるものである。
【0015】
図2は、図1のピックアッププレイス部6の一部拡大斜視図である。搬出部14は、例えばターンテーブル方式で、ピックアッププレイス部6近傍に並設して配設されている。供給部5から供給された電子部品は、受け渡し部15で吸着部16に拾い上げられて、搬出部14上の収納部14a,14bへ空きを設けることなく移し替えられる。この収納部14a,14bは、搬出部14上に一定の中心角で二列並列して設けられている。
【0016】
そして搬出部14の下流側には梱包装置(図示せず)が配設されており、収納部14a,14bで搬送された良品の電子部品を一定量ずつ袋やケースなどの梱包材に梱包する。上記は搬出部14をターンテーブルで構成した一例であるが、ストレートガイド10と並列してもうひとつのストレートガイドを設けても良い。この場合は、ストレートガイドに一定の間隔で二列の収納部を設けるものである。
【0017】
なお、上記は電子部品を一個ずつ移し替えて梱包するものであるが、電子部品が薄片状の場合は、搬出部14の収納部14a,14bの同一箇所に複数枚積み上げた後に梱包装置に搬送して梱包してもよい。このように並列して二列に積み上げることにより、同一枚数を積み上げた際の積み上げ高さを低くすることができるので、幅に対して高さに余裕のないケースであっても確実に一定枚数の電子部品を効率よく梱包することができる。
【0018】
次に、本発明のポイントであるピックアッププレイス部の詳細を説明する。
【0019】
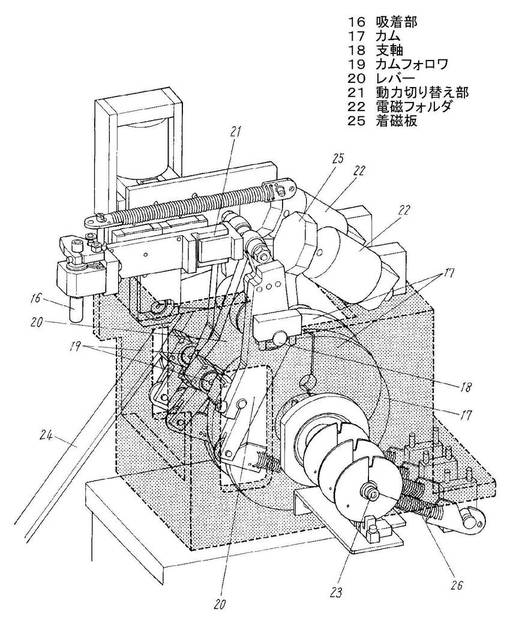
図3は、本実施の形態の搬送装置の、ピックアッププレイス部6の詳細を説明するための一部拡大斜視図である。内部構造を説明するため、筐体の一部を半透明としている。このピックアッププレイス部6は、同軸上に設けられた複数のカム17と、支軸18を有し、この支軸18を挟んで一端側にカム17の外形に当接させるカムフォロワ19を備え、他端がカム17の外形に沿って移動する複数のレバー20と、このレバー20の他端と当接し、水平または垂直方向に変換するための動力切り替え部21と、レバー20の他端側に配設された電磁ホルダ22と、この動力切り替え部21の一端(レバー20の他端と当接する側の反対側)側に設けた電子部品をピックアップするための吸着部16とから構成されている。
【0020】
上述した複数のカム17を同軸上に支持する回動軸23は、その一端にプーリーを備え、搬送装置4の基台部分などに設けたモータ11(図1)とインデックス部を介してタイミングベルト24で接続され、供給部5の間欠動作と同期した回転運動が与えられる。上述した回動軸23を駆動させるためのモータ11は、図示していない制御部に接続されており、それらの動作を制御されている。また、各カム17とそれらに対応したカムフォロワ19の当接は、電磁ホルダ22によって制御される。すなわち、センサ部12で電子部品の有無を検出した結果に基づいて電磁ホルダ22をON/OFFし、それぞれの電磁ホルダ22に対応する着磁板25を吸着または脱離させることで、カムフォロワ19の当接を制御するものである。
【0021】
吸着部16は、例えば真空吸着やメカニカルクランプなど、電子部品のサイズや材料、外形などを考慮して適宜選択するものである。
【0022】
動力切り替え部21は、例えばリニアガイドなどで構成するものであり、カムフォロワ19によってレバー20の他端が支軸18を中心に一定の中心角で回動した際、その回動運動を水平または垂直方向に変換するものである。
【0023】
本実施の形態では、それぞれ位相をずらして三枚のカム17を同軸上に並列に配置している。
【0024】
複数のカム17は、同軸上に設けられて、少なくとも二つの異なる極大変位をもつ第一の外形を有する二枚の水平移動用のカム17と、第二の外形を有する垂直移動用の一枚のカム17の計三枚から構成されている。水平移動用の二枚のカム17は、外形は等しく、それぞれ異なる極大変位を二つ有している。これら水平移動用の二枚のカム17は、異なる極大変位がそれぞれ逆位相となるように同軸上に配設されている。
【0025】
複数のレバー20の一端は、コイルスプリング26により常に一定方向に付勢されており、この付勢力によりカムフォロワ19はカム17の外形に当接している。なお、水平移動用の二枚のカム17に当接させる二本のレバー20は、支軸18を挟んでカムフォロワ19と反対側の他端に着磁板25が設けられている。この着磁板25を電磁ホルダ22に吸着させることで、カムフォロワ19をカム17から離脱させることが可能となる。
【0026】
ピックアッププレイス部6の上流側より供給される電子部品は、ストレートガイド10に設けたセンサ部12により、搬送ベルト9上の有無を検出し、その結果を制御部へ出力する。制御部では、センサ部12の出力に応じて電磁ホルダ22を制御し、水平移動用のカム17を適宜切り替えるものである。次にカム17を切り替えた際の吸着部16の動作について説明する。
【0027】
図4(a)〜(c)は、水平移動用の二枚のカム17による吸着部16の動作を説明するための模式図を示している。説明をわかりやすくするため、カム17を中心とした主要な動作部(カム17、カムフォロワ19、レバー20、動力切り替え部21、吸着部16等)のみとして簡略化している。
【0028】
図4(a)は、本発明の搬送装置4における電子部品を吸着してピックアップするための基準位置(A)である。この図に示すカム17の回転角を基準となる0度と規定する。この基準位置(A)が、供給部5からリニアガイド10を介してピックアッププレイス部6へ供給される電子部品を、吸着部16で吸着するための位置となる。また、回転角0度の位置で、カム17の軌跡は最大変位となる。その際、カムフォロワ19を介してレバー20の一端は最大変位となり、支軸18を挟んで変位は反転されて、レバー20の他端と動力切り替え部21とは最大に離間することとなる。
【0029】
なお、一端に吸着部16を配設した動力切り替え部21は、他端にレバー20の他端が当接しない限り、ストッパーとコイルスプリング26により最右端側となる。上述したカム17の回転角0度の位置では、レバー20の他端が動力切り替え部21を移動させない程度に軽く当接するよう、予めストッパーの位置を調整するものである。また、レバー20の他端側に設けた着磁板25は、電磁ホルダ22に完全に当接しないように位置を調整する。こうすることにより、着磁板25を電磁ホルダ22に吸着させた際、レバー20の他端は動力切り替え部21の最右端より一定の間隔で離間するため、吸着部16を基準位置(A)に戻すことができる。
【0030】
図4(b)および図4(c)は、カム17の回転角を、図4(a)に示した基準の0度から反時計回りに90度または270度回転させた状態である。本発明の水平移動用のカム17は、基準の回転角度から、90度と270度の位置にそれぞれ異なる極大変位を持つように外形形状を設計している。図4(b)では、第一の極大変位により、レバー20の他端は動力切り替え部21に当接してさらに水平方向に押圧することで、動力切り替え部21の一端に設けた吸着部16は、基準位置(A)から水平方向にD1離れた移し替え位置(B)に移動する。この移し替え位置(B)が、搬出部14に設けた収納部14aに相当する。さらにカム17を回転させると、回転角度180度で一旦基準位置(A)に戻った吸着部16は、回転角度270度において第二の極大変位となり、吸着部16は基準位置(A)から水平方向にD2離れた第二の移し替え位置(C)に移動する。この移し替え位置(C)が搬出部14に設けた収納部14bに相当する。このようにすることで、基準位置(A)からピックアップした電子部品は、移し替え位置(B)と移し替え位置(C)に、順番に移設されることになる。
【0031】
図5(a)および図5(b)は、二枚の水平移動用のカム17のタイミングチャートである。図5(a)は第一の水平移動用のカムを、図5(b)は第二の水平移動用のカムの動作をそれぞれ示している。
【0032】
まず図5(a)において、第一の水平移動用のカム17により、位相0〜90度、180〜270度で吸着部16は基準位置(A)の位置となり、供給部5から供給される電子部品を吸着する。そして、位相90〜180度で第一の極大変位となり移し替え位置(B)へ、位相270〜360度で第二の極大変位となり移し替え位置(C)へ吸着した電子部品を移動させて移し替える動作を繰り返す。この第一の水平移動用のカム17のみで搬送装置を構成した場合、供給部から供給される電子部品は、基準位置(A)から順に移し替え位置(B)、移し替え位置(C)に順に移し替えられる。この際、検査不良等で欠品が生じた場合、その欠品部分は本来の移し替え位置に移し替えられないため、移し替え位置(B)と移し替え位置(C)で電子部品の個数や枚数が異なることとなる。そのため、本発明では第二の水平移動用のカム17を第一の水平移動用のカム17に並設して設ける。
【0033】
図5(b)に示すように、第二の水平移動用のカム17は、第一の水平移動用のカムと同形状であるが、第一、第二の極大変位が互いに逆となるように配置されている。このように、第一、第二の極大変位が逆となるように二枚の水平移動用のカム17を配置することにより、供給部5から供給された電子部品が、検査不良等で取り除かれ欠品となった場合であっても、電磁ホルダ22を適宜切り替えることで、移し替え位置(B)および移し替え位置(C)への移し替え量(個数、枚数)を常に同一とすることができる。
【0034】
また、品種切り替え等により、移し替え位置が例えば移し替え位置(B)あるいは移し替え位置(C)のみとなった場合であっても、電磁ホルダ22を、位相180〜270度、または0〜90度の間で常に切り替えることで、同一の移し替え位置に、繰り返し移し替えることが可能となる。
【0035】
上述した実施の形態は、水平移動用のカム17を二枚並設した一例であるが、移し替え位置を増やす場合には、第一、第二、第三の極大変位を持つように三枚のカムを設計してそれぞれの極大変位の位相が互いにずれるように同軸に設ければよい。このように、カムの形状、枚数は、移し替え位置の数に応じて適宜増減させることで同一の効果を得ることができる。
【産業上の利用可能性】
【0036】
本発明を用いることにより、空きを設けることなく連続的に良品を振り分けて移し替えることができるので、一定量を安定かつ効率的に梱包する梱包機に部品を供給する搬送装置に有用である。
【符号の説明】
【0037】
4 搬送装置
5 供給部
6 ピックアッププレイス部
12 センサ部
14 搬出部
14a,14b 収納部
16 吸着部
17 カム
18 支軸
19 カムフォロワ
20 レバー
21 動力切り替え部
22 電磁ホルダ
25 着磁板
【特許請求の範囲】
【請求項1】
電子部品を一定の間隔で搬送供給するための供給部と、
この供給部から前記電子部品を移し替えて搬出するために一定間隔で二列に設けられた収納部を有し、前記供給部に並設された搬出部と、
前記供給部上の電子部品の有無を検出するためのセンサ部と、
これら供給部または搬出部に並設されるとともに、前記センサ部の信号に応じて前記電子部品を前記供給部から前記搬出部の収納部へ移設するためのピックアッププレイス部と、からなり、
前記ピックアッププレイス部は、
同軸に設けられて第一の外形と第二の外形を有する複数のカムと、
支軸を有し、この支軸を挟んで一端にカムフォロワを、他端に着磁板を有する複数のレバーと、
前記着磁板を吸着、脱離することで前記レバーの他端を前記カムの外縁部に当接、離脱させるための電磁ホルダと、
一端に前記電子部品を吸着保持するための吸着部を有し、他端を前記カムフォロワに当接させることで、前記カムの回動運動を水平運動へ変換して前記吸着部を供給部から各収納部へ移動させるための動力切り替え部と、から構成され、
前記センサ部からの出力信号に応じて前記レバーのいずれかを選択して着磁板を吸着、脱離させて前記カムを切り替えることで、前記収納部に空きを設けることなく前記電子部品を供給部から搬出部に移し替えることを特徴とした搬送装置。
【請求項2】
それぞれのカムは第一の外形と第二の外形を備え、これら第一の外形と第二の外形が互いに逆位相となるように同軸に複数のカムを設けた請求項1に記載の搬送装置。
【請求項1】
電子部品を一定の間隔で搬送供給するための供給部と、
この供給部から前記電子部品を移し替えて搬出するために一定間隔で二列に設けられた収納部を有し、前記供給部に並設された搬出部と、
前記供給部上の電子部品の有無を検出するためのセンサ部と、
これら供給部または搬出部に並設されるとともに、前記センサ部の信号に応じて前記電子部品を前記供給部から前記搬出部の収納部へ移設するためのピックアッププレイス部と、からなり、
前記ピックアッププレイス部は、
同軸に設けられて第一の外形と第二の外形を有する複数のカムと、
支軸を有し、この支軸を挟んで一端にカムフォロワを、他端に着磁板を有する複数のレバーと、
前記着磁板を吸着、脱離することで前記レバーの他端を前記カムの外縁部に当接、離脱させるための電磁ホルダと、
一端に前記電子部品を吸着保持するための吸着部を有し、他端を前記カムフォロワに当接させることで、前記カムの回動運動を水平運動へ変換して前記吸着部を供給部から各収納部へ移動させるための動力切り替え部と、から構成され、
前記センサ部からの出力信号に応じて前記レバーのいずれかを選択して着磁板を吸着、脱離させて前記カムを切り替えることで、前記収納部に空きを設けることなく前記電子部品を供給部から搬出部に移し替えることを特徴とした搬送装置。
【請求項2】
それぞれのカムは第一の外形と第二の外形を備え、これら第一の外形と第二の外形が互いに逆位相となるように同軸に複数のカムを設けた請求項1に記載の搬送装置。
【図1】


【図2】
【図4】
【図5】
【図6】
【図3】
【図2】
【図4】
【図5】
【図6】
【図3】
【公開番号】特開2013−84699(P2013−84699A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−222484(P2011−222484)
【出願日】平成23年10月7日(2011.10.7)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月7日(2011.10.7)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]