
携帯端末用カバーガラス及びその製造方法、並びに携帯端末装置

【課題】板厚が薄い状態で高い強度を示し、機器に装着した際に機器の薄型化を図ることが可能である携帯端末用カバーガラスを提供すること。
【解決手段】本発明の携帯端末用カバーガラス1は、板状のガラス基板の主表面にレジストパターンを形成した後、前記レジストパターンをマスクとして、エッチャントで前記ガラス基板をエッチングすることにより所望の形状に切り抜かれてなる、携帯端末の表示画面を保護するカバーガラス1であって、前記カバーガラス1の端面は、溶解ガラス面で構成されてなり、且つ、前記端面の表面粗さは、算術平均粗さRaが10nm以下であることを特徴とする。
【解決手段】本発明の携帯端末用カバーガラス1は、板状のガラス基板の主表面にレジストパターンを形成した後、前記レジストパターンをマスクとして、エッチャントで前記ガラス基板をエッチングすることにより所望の形状に切り抜かれてなる、携帯端末の表示画面を保護するカバーガラス1であって、前記カバーガラス1の端面は、溶解ガラス面で構成されてなり、且つ、前記端面の表面粗さは、算術平均粗さRaが10nm以下であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば携帯電話やPDA(Personal Digital Assistant)などの携帯端末装置の表示画面の保護に用いられるカバーガラス及びその製造方法、並びに、携帯端末装置に関する。
【背景技術】
【0002】
携帯電話やPDAなどの携帯端末装置においては、ディスプレイに衝撃や外力が加わることを防止するために、プラスティック製の保護板、例えば透明性の高いアクリル樹脂製の保護板がディスプレイの外側に一定の間隔をおいて配設されている(例えば、特許文献1)。
【0003】
しかしながら、アクリル樹脂製の保護板は外力によって撓み易いので、保護板とディスプレイとの間隔を、その撓みを吸収できる程度に広く設定する必要がある。また、アクリル樹脂製の保護板にある程度の強度を持たせるためには厚くする必要がある。このため、携帯端末装置の薄型化を実現することが難しくなっている。
【0004】
そこで、携帯端末装置の薄型化を実現するために、撓みを抑えつつ、しかも薄板であっても強度のある化学強化ガラスを使った保護板が提案されている(例えば、特許文献2)。特許文献2には、特定のガラス組成からなる板ガラスを所定形状に切断し、端面を面取り加工し、両面を鏡面研磨加工した後、化学強化して表面に圧縮応力層を形成することで、撓みを抑え、また破損しにくい携帯端末用のカバーガラスとその製造方法が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−299199号公報
【特許文献2】特開2007−99557号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
一方、近年において、携帯電話やPDAなどの携帯端末装置において、装置メーカーの競争が激化し、携帯端末装置の薄型化や高機能性に加え、高級感のある高ファッション性の携帯端末装置が求められている。高ファッション性は、カバーガラスにおいても求められ、カバーガラスの外形形状として従来の単純な四角様形状から、機器の表示画面の形状に合わせた形状(例えば、カバーガラスを構成するある辺において内側に大きく凹んだ負の曲率を持った形状)や、カバーガラスの主表面にホールを形成した形状など、複雑な形状のカバーガラスが求められている。
【0007】
しかしながら、特許文献2に記載された従来の加工方法では、カバーガラス端面の表面粗さが粗く、カバーガラス端面の面取り加工した面に数十μm〜数百μm程度のマイクロクラックが存在することによって、携帯端末用のカバーガラスに求められる機械的強度が得られないという問題がある。また、特許文献2に記載された従来の加工方法では、上述のような複雑な形状のカバーガラスが得られないか、得られたとしても機械的強度は非常に低く、また、加工コストが高くなるため、実用化されていないのが現状である。
【0008】
本発明はかかる問題点に鑑みてなされたものであり、複雑な形状であっても、携帯端末用カバーガラスに求められる高い機械的強度を満足したカバーガラス及びその製造方法、並びに表示画面が高い機械的強度を有する携帯端末装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の携帯端末用カバーガラスは、板状のガラス基板をエッチングすることにより所望の形状に切り抜かれてなる、携帯端末の表示画面を保護するカバーガラスであって、前記カバーガラスの端面は、溶解ガラス面で構成されてなり、且つ、前記端面の表面粗さは、算術平均粗さRaが10nm以下であることを特徴とする。
【0010】
この構成に係る携帯端末用カバーガラスは、機械加工を行わず板状のガラス基板からエッチングにより所望の形状に切り抜かれてなるので、機械加工により外形形成したものに比べてカバーガラスの端面の表面粗さが10nm以下というナノメートルオーダーの高い平滑性を有し、かつ機械加工により外形形成する際に必ず形成されるマイクロクラックのない極めて平滑性が高い表面状態を有する。このため、携帯端末用カバーガラスの外形形状が複雑な形状であっても、携帯端末用カバーガラスに求められる高い機械的強度を満足することができる。
【0011】
本発明の携帯端末用カバーガラスにおいては、前記カバーガラスの主表面は、ダウンドロー法により成形された熔解ガラス面で構成されてなり、且つ、前記主表面の表面粗さは、算術平均粗さRaが0.5nm以下であることが好ましい。この構成によれば、さらに機械的強度が優れたカバーガラスとなる。
【0012】
本発明の携帯端末用カバーガラスにおいては、前記所望の形状は、カバーガラスを構成する輪郭の一部に負の曲率を持つ部分を含む形状であることが好ましい。
【0013】
本発明の携帯端末用カバーガラスにおいては、前記カバーガラスの板厚は、0.5mm以下であることが好ましい。
【0014】
本発明の携帯端末用カバーガラスにおいては、前記カバーガラスは、SiO2、Al2O3、Li2O及びNa2Oからなる群から選ばれた少なくとも一つを含有したアルミノシリケートガラスであることが好ましい。この構成によれば、板状のガラス基板をダウンドロー法(フュージョン法)により成形することが可能となるので、ガラス基板の主表面をキズがなく、ナノメートルオーダーの極めて高い平滑性を有する熔解ガラス面とすることができる。したがって、カバーガラスの作製時に主表面の鏡面研磨加工が不要となり、主表面においてもマイクロクラックのないカバーガラスが得られ、機械的強度が優れたカバーガラスとなる。また、イオン交換による化学強化が可能となるので、機械的強度をさらに向上させることができる。
【0015】
本発明の携帯端末用カバーガラスにおいては、前記アルミノシリケートガラスは、62重量%〜75重量%のSiO2、5重量%〜15重量%のAl2O3、4重量%〜10重量%のLi2O、4重量%〜12重量%のNa2O、及び5.5重量%〜15重量%のZrO2を含有することが好ましい。この構成によれば、安定したガラス製造が可能であり、機械的強度に優れたガラスが得られる。また、携帯端末用カバーガラスは、人肌に触れたり、水や雨水などが接触したりするなど非常に厳しい環境下で使用されるが、このような環境化においても十分な化学的耐久性を有することができる。
【0016】
本発明の携帯端末用カバーガラスにおいては、前記カバーガラスは、イオン交換処理により化学強化されたガラスであることが好ましい。さらに、前記カバーガラスは、前記主表面及び前記端面に圧縮応力層を有することが好ましい。この構成によれば、カバーガラスの表面が化学強化され、更には表面(主表面及び端面)に圧縮応力層が形成されるので、機械的強度を一層高めることができる。
【0017】
本発明の携帯端末用カバーガラスにおいては、前記カバーガラスの端面は、中央部が突出し、当該中央部から両主表面側に向かって傾斜した傾斜面を有することが好ましい。この構成によれば、携帯端末装置のフレーム等に当該カバーガラスを装着する際、カジリや欠けが生じることなく容易に装着することができる。
【0018】
本発明の携帯端末用カバーガラスの製造方法は、携帯端末の表示画面を保護する携帯端末用カバーガラスの製造方法であって、板状のガラス基板の主表面にレジストパターンを形成した後、前記レジストパターンをマスクとして、フッ酸と、硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも1種の酸とを含む混酸水溶液のエッチャントで前記ガラス基板をエッチングすることにより所望の形状に切り抜くことを特徴とする。
【0019】
この方法によれば、機械加工を行わず板状のガラス基板からエッチングにより所望の形状に切り抜く際に、エッチャントとしてフッ酸と、硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも1種の酸とを含む混酸水溶液を使用するので、所望の形状に切り抜かれたカバーガラスの端面の表面粗さがナノメートルオーダーの高い平滑性を有し、かつ機械加工により外形形成する際に必ず形成されるマイクロクラックのない極めて高い表面状態を有するカバーガラスが得られる。また、レジストパターンを形成する際にフォトリソグラフィを採用することができるので、切り抜かれたカバーガラスの寸法精度も良い。したがって、携帯端末用カバーガラスの外形形状が複雑な形状であっても、寸法精度の良いカバーガラスが得られ、かつ、携帯端末用カバーガラスに求められる高い機械的強度を得ることができる。
【0020】
本発明の携帯端末用カバーガラスの製造方法においては、前記板状のガラス基板は、ダウンドロー法により成形したものであることが好ましい。ダウンドロー法により成形した板状のガラス基板の両主表面は、熱間形成により形成された表面を有するので、ナノメートルオーダーの極めて高い平滑性を有し、マイクロクラックのない表面状態を有するからである。さらに、ガラス基板の両主表面に形成されたレジストパターンをマスクにして、ガラス基板を両主表面からエッチングする際に、両主表面から均等にエッチングすることができるので、寸法精度もよく、カバーガラスの端面の断面形状も良好となるので好ましい。
【0021】
本発明の携帯端末用カバーガラスの製造方法においては、前記所望の形状は、カバーガラスを構成する輪郭の一部に負の曲率を持つ部分を含む形状であることが好ましい。
【0022】
本発明の携帯端末用カバーガラスの製造方法においては、前記カバーガラスは、SiO2、Al2O3、Li2O及びNa2Oからなる群から選ばれた少なくとも一つを含有したアルミノシリケートガラスであることが好ましい。この方法によれば、板状のガラス基板をダウンドロー法による形成が可能となるので、ガラス基板の主表面にキズがなく、ナノメートルオーダーの極めて高い平滑性を有する表面状態が得られる。したがって、カバーガラスの作製時に主表面の鏡面研磨加工が不要となり、主表面においてもマイクロクラックのないカバーガラスが得られ、機械的強度が優れたカバーガラスとなる。また、イオン交換による化学強化が可能となるので、機械的強度を更に向上させることができる。
【0023】
本発明の携帯端末用カバーガラスの製造方法においては、前記所望の形状に切り抜いた後、切り抜いたガラス基板をイオン交換処理により化学強化することが好ましい。この方法によれば、カバーガラスを構成する表面(主表面及び端面)全体に圧縮応力層が形成されるので、さらに機械的強度を高めることができる。
【0024】
本発明の携帯端末装置は、表示画面を有する装置本体と、前記表示画面上に設けられ、上記携帯端末用カバーガラスと、を具備することを特徴とする。この構成によれば、表示画面が高い機械的強度を有する携帯端末装置を提供することができる。
【発明の効果】
【0025】
本発明の携帯端末用カバーガラスは、複雑な形状であっても、携帯端末用カバーガラスに求められる高い機械的強度を得ることができる。また、本発明の携帯端末装置は、表示画面を保護するカバーガラスが複雑な形状であっても、表示画面が高い機械的強度を有する携帯端末装置を得ることができる。
【図面の簡単な説明】
【0026】
【図1】本発明の実施の形態に係る携帯端末用カバーガラスを装着した携帯端末の一部を示す断面図である。
【図2】(a)は、図1に示すカバーガラスの外形を説明するための図であり、(b)は、負の曲率を説明するための図であり、(c)は、負の曲率、正の曲率を説明するための図である。
【図3】図2に示すカバーガラスの端面形状を示す図である。
【図4】(a)〜(c)は、ガラス基材のエッチングによる形状加工を説明するための図である。
【図5】実施例3のカバーガラスの形状を説明するための図である。
【図6】(a)〜(c)は、図2(a)に示すカバーガラスを、比較例の製造方法により作製するための製造工程を説明するための図である。
【発明を実施するための形態】
【0027】
以下、本発明の実施の形態について添付図面を参照して詳細に説明する。
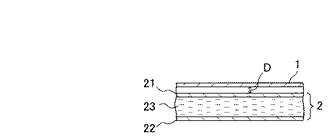
図1は、本発明の実施の形態に係る携帯端末用のカバーガラスを装着した携帯端末装置の一部を示す断面図である。図1に示す携帯端末装置においては、液晶表示パネル2の上方に間隔Dをおいてカバーガラス1が配設されている。この液晶表示パネル2は、一対のガラス基板21,22が液晶層23を挟持して構成されている。なお、図1では、液晶表示パネルに通常用いられる他の部材は省略している。
【0028】
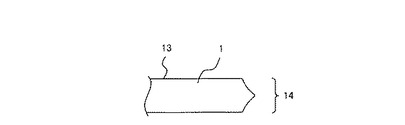
本発明の実施の形態におけるカバーガラスは、板状のガラス基板の主表面にレジストパターンを形成した後、前記レジストパターンをマスクとして、エッチャントで前記ガラス基板をエッチングすることにより所望の形状に切り抜かれたものであり、かつ、図3に示すカバーガラス1の端面14は、溶解ガラス面で構成されてなり、該端面14における表面粗さ(算術平均粗さRa)が10nm以下としている。このように、本発明に係るカバーガラスは、エッチングにより外形を形成しているので、このエッチングにより形成された端面14は、非常に高い平滑性を有し、溶解ガラス面で構成されているので、機械加工で形成された端面に必ず存在するマイクロクラックのない状態となる。このような構成のカバーガラスは、携帯端末用カバーガラスの外形形状が複雑な形状であっても、容易に所望形状に外形加工することができ、かつ携帯端末用カバーガラスに求められる高い機械的強度を得ることができる。
【0029】
また、例えば0.5mm以下のように板厚が薄い場合であっても高い機械的強度を維持することができる。このような板厚が薄いカバーガラスを機器に装着する場合、高い機械的強度のためカバーガラスが外力によって撓み難いので、カバーガラスとディスプレイとの間隔を狭く設定することができる。その結果、機器の薄型化を図ることが可能となる。
【0030】
なお、ガラス基板をエッチングするエッチング方法は、湿式エッチング(ウェットエッチング)、乾式エッチング(ドライエッチング)どちらでも構わない。加工コストを低くする点からは、ウェットエッチングが好ましい。ウェットエッチングに使用するエッチャントは、ガラス基板を食刻できるものであれば、何でも良い。例えば、フッ酸を主成分とする酸性溶液や、フッ酸に、硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも一つの酸を含む混酸などを用いることができる。また、ドライエッチングに使用するエッチャントは、ガラス基板を食刻できるものであれば何でも良いが、例えばフッ素系ガスを使用することができる。
【0031】
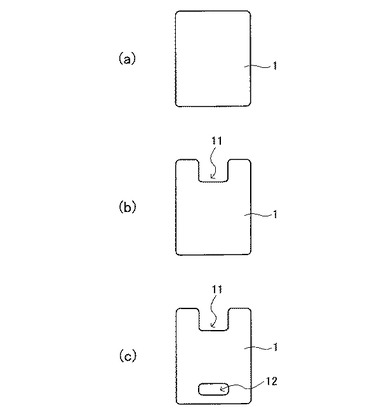
また、本発明のカバーガラス1は、図2(a)に示すような、カバーガラスを構成する輪郭の一部に負の曲率を持つ部分を含む形状とすることができる。ここで正の曲率と負の曲率を定義する。カバーガラスを構成する輪郭が図2(b)に示すような曲線C1と曲線C2によって表され、カバーガラスが領域Aで表されるとする。このとき、領域Aの内部を常に左側に見ながらカバーガラスを構成する輪郭をなぞるとき、進むにつれて左に曲がっていく輪郭の部分を正の曲率と定義し、進むにつれて右に曲がっていく輪郭の部分を負の曲率と定義する。進んでも右にも左にも曲がらず真っ直ぐな部分の曲率は0と定義する。したがって、図2(b)に示す曲線C1は正の曲率、曲線C2は負の曲率を有する曲線となる。さらにカバーガラスを構成する輪郭が複雑になり、図2(c)に示すような形状になった場合でも、上述の定義により線分C+は正の曲率、線分C−は負の曲率、線分C0は曲率が0、となる。
【0032】
上述のように負の曲率を定義する時、図2(a)に示すカバーガラス1における負の曲率を持つ部分とは、カバーガラス1の主表面内に形成された穴部12の角部121、凹部11の角部111などを意味する。
【0033】
このような負の曲率を持つ部分を含む形状は、通常のガラス基板の製造工程における外形加工である機械加工では加工が難しい形状である。このような形状については、後述するフォトリソグラフィ及びエッチングを用いることにより容易に実現することができる。なお、ここでいう、穴部12の角部121、凹部11の角部111には、ガラスの欠けにより生じたものや、カバーガラス表面に形成された微小な凸部や凹部によって構成される表面粗さや表面うねりは含まない。すなわち、正の曲率を持つ部分におけるガラスの欠けにより生じた凹部、表面粗さや表面うねりにおける凹部などは含まない。
【0034】
カバーガラス1としては、ダウンドロー法で成形された板状のガラス基板(シートガラス)を用いて作製することができる。ダウンドロー法によるガラス板成形が可能なガラスとしては、SiO2、Al2O3、Li2O及び/又はNa2Oを含有したアルミノシリケートガラスが挙げられる。特に、アルミノシリケートガラスは、62重量%〜75重量%のSiO2、5重量%〜15重量%のAl2O3、4重量%〜10重量%のLi2O、4重量%〜12重量%のNa2O、及び5.5重量%〜15重量%のZrO2を含有することが好ましく、さらに、Na2O/ZrO2の重量比が0.5〜2.0であり、さらにAl2O3/ZrO2の重量比が0.4〜2.5である組成とすることが好ましい。
【0035】
SiO2は、ガラス骨格を形成する主要成分である。携帯端末装置、特に携帯電話用カバーガラスは、人肌に触れたり、水や雨水などが接触したりするなど非常に厳しい環境下で使用されるが、このような環境化においても十分な化学的耐久性を要する必要がある。SiO2の割合は、前記化学的耐久性や、溶融温度を考慮すると、62重量%〜75重量%であることが好ましい。
【0036】
Al2O3は、ガラス表面のイオン交換性能を向上させるため含有される。また、携帯端末用カバーガラスは、視認性、つまり透明性が必要とされる。Al2O3の割合は、化学的耐久性や、耐透性を考慮して、5重量%〜15重量%であることが好ましい。
【0037】
Li2Oは、ガラス表層部でイオン交換処理浴中の主としてNaイオンとイオン交換されることにより、ガラスを化学強化する際の必須成分である。Li2Oの割合は、イオン交換性能や、耐失透性と化学的耐久性を考慮して、4重量%〜10重量%であることが好ましい。
【0038】
Na2Oは、ガラス表層部でイオン交換処理浴中のKイオンとイオン交換されることにより、ガラスを化学強化する際の必須成分である。携帯端末装置は落下したり、表示画面を繰り返し押さえたり、また開閉式の携帯端末装置の場合は開閉することにより表示画面に衝撃や外力が加わる状況下で使用されたりするが、このような使用環境化においても十分な機械的強度を要する必要がある。Na2Oの割合は、前記機械的強度や、耐失透性、化学的耐久性を考慮して、4重量%〜12重量%であることが好ましい。
【0039】
ZrO2は、機械的強度を高める効果がある。ZrO2の割合は、化学的耐久性や、均質なガラスを安定して製造することを考慮して、5.5重量%〜15重量%であることが好ましい。
【0040】
また、上述のアルミノシリケートガラスは、イオン交換処理により化学強化してガラス表面に圧縮応力層を形成することで機械的強度をさらに高めることが可能である。なお、アルミノシリケートガラスの代わりに、他の多成分系ガラスを用いても良い。また、携帯端末用カバーガラスとして必要な透明性が確保されるのであれば、結晶化ガラスを用いても良い。
【0041】
本発明においては、カバーガラス1の厚さが0.5mm以下である場合に特に効果を発揮する。また、カバーガラス1を構成するガラスとしては、上述のようにイオン交換処理により化学強化されたガラスを用いることが好ましい。化学強化されたガラスとは、ガラスを構成するアルカリ金属イオンを、それよりもサイズが大きいアルカリ金属イオンで、イオン交換により置換することで強化されたガラスをいう。このように化学強化されたガラスの表面には圧縮応力層が形成される。
【0042】
次に、本発明の携帯端末用カバーガラスの製造方法について説明する。
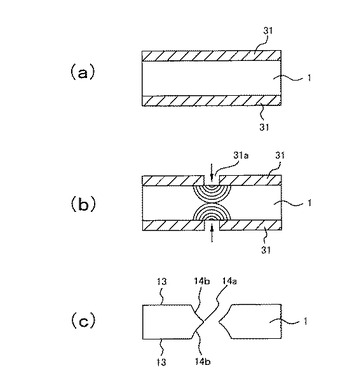
カバーガラスの製造における形状加工工程においては、ガラス基板に対してフォトリソグラフィ及びエッチングを行うことにより、外形加工を行う。エッチング工程においては、図4(a)に示すように、ガラス基板1の両主表面上にレジスト材料31をコーティングする。次に、所望の外形形状を有する(例えば、負の曲率を持つ部分を含む外形の)パターンを有するフォトマスクを介して前記レジスト材料を露光する。次に、図4(b)に示すように、露光後のレジスト材料を現像して、前記ガラス基板の被エッチング領域以外の領域にレジストパターンを形成し(開口部31aを形成し)、前記ガラス基板の前記被エッチング領域をエッチングする。このとき、エッチャントとしてウェットエッチャントを使用した場合、ガラスは、図4(b)に示すように、等方的にエッチングされ、これにより、端面14は、図4(c)に示すような形状となる。すなわち、端面14は、中央部14aが外方に向かって最も突出し、その中央部14aから両方の主表面13側に向かって緩やかに湾曲した傾斜面14b,14bが形成されている。なお、傾斜面14bと主表面13との境界、および傾斜面14b同士の境界(中央部14a)は、半径数十μmの丸みを帯びた形状にすることが好ましい。このような端面形状とすることで、携帯端末装置のフレーム等に当該カバーガラスを装着する際、カジリや欠けが生じることなく容易に装着することができる。
【0043】
エッチング工程において用いるレジスト材料としては、レジストパターンをマスクにしてガラスをエッチングする際に使用するエッチャントに対して耐性を有する材料であればよい。ガラスは大抵、フッ酸を含む水溶液のウェットエッチングや、フッ素系ガスのドライエッチングにより食刻されるので、例えば、フッ酸耐性に優れたレジスト材料などを用いることができる。
【0044】
エッチング工程において用いられるエッチャントとしては、フッ酸に、硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも一つの酸を含む混酸などを用いることができる。エッチャントとして上述の混酸水溶液を使用することにより、所望の形状に切り抜かれたカバーガラスの端面の表面粗さが10nm以下というナノメートルオーダーの高い平滑性を有し、かつ機械加工により外形形成される際に必ず形成されるマイクロクラックのない極めて高い表面状態を有するカバーガラスが得られる。また、外形形成にフォトリソグラフィを採用しているので、切り抜かれたカバーガラスの寸法精度も良い。したがって、携帯端末用カバーガラスの外形形状が複雑な形状であっても、寸法精度の良いカバーガラスが得られ、かつ、携帯端末用カバーガラスに求められる高い機械的強度を得ることが可能となる。また、このフォトリソグラフィ及びエッチングによる外形加工により生産性も向上させ、加工コストも低減することができる。また、レジスト材をガラス基材から剥離するための剥離液としては、KOHやNaOHなどのアルカリ溶液を用いることが好ましい。なお、レジスト材、エッチャント、剥離液の種類は、被エッチング材料であるガラス基板の材料に応じて適宜選択することができる。
【0045】
また、エッチング工程により外形加工を行うので、カバーガラスに負の曲率の部分を含む凹部11や穴部12を容易に形成することができる。また、同様に、エッチング工程を用いるので、マスクパターンを調整することにより、ロゴマークなどのデザイン(種々の外形形状など)をカバーガラスに付与することが可能である。これにより、今後カバーガラスに要求される、機械加工では実現できない複雑なデザインについても容易に実現することが可能となる。
【0046】
また、板状のガラス基板は、溶融ガラスから直接シート状に成形したもの、あるいは、ある厚さに成形されたガラス体を所定の厚さに切り出し、主表面を研磨して所定の厚さに仕上げたものなどを使用することができる。好ましくは、溶融ガラスから直接シート状に成形したものを使用することが好ましい。なぜなら、溶融ガラスから直接シート状に成形したガラス基板の主表面は、熱間成形された表面であり、極めて高い平滑性を有し、マイクロクラックのない表面状態を有するからである。溶融ガラスから直接シート状に成形する方法としては、ダウンドロー法、フロート法などが挙げられる。中でも、ダウンドロー法が好ましい。上述の高平滑性等の効果に加え、エッチング工程による外形加工を行う場合、ガラス基板の両主表面に形成されたレジストパターンをマスクにして、ガラス基板を両主表面からエッチングする際に、両主表面から均等にエッチングすることができるので、寸法精度もよく、カバーガラスの端面の断面形状も良好となるからである。
【0047】
また、本発明のカバーガラスの製造方法におけるガラスは、上述と同じ理由で、SiO2、Al2O3、Li2O及び/又はNa2Oを含有したアルミノシリケートガラスであることが好ましい。
【0048】
また、エッチングによる形状加工工程の後に、カバーガラスにイオン交換処理により化学強化を行うことにより、カバーガラス表面に圧縮応力層が形成され、カバーガラスの機械的強度をさらに高めることができる。上述の板状のガラス基板をダウンドロー法のような溶融ガラスから直接シート状に成形したものを使用する場合、そのガラス基板の主表面は、熱間成形された表面であることから、機械加工により外形形成する際に必ず形成されるマイクロクラックのない極めて平滑性が高い表面状態を有するので、化学強化により形成する圧縮応力層は5μm以上あればよい。好ましくは、圧縮応力層の厚みは、50μm以上、さらに好ましくは100μmが望ましい。携帯端末の表示画面を保護するカバーガラスは、表示画面を覆うように設けられているので、取り扱い時にキズが入りやすく、また、表示画面を繰り返し押さえたり、また開閉式の携帯端末装置の場合は開閉することによる衝撃や外力が加わる点を考慮すると、圧縮応力層は深く形成されていることが望ましい。
【0049】
また、上述のカバーガラスの製造方法により作製したカバーガラス1は、図3に示すように、主表面13及び端面14を有しており、この端面14の断面形状は、図2に示す外形におけるすべての端面14でほぼ同じである。本発明に係るカバーガラスは、上述のようにエッチングにより外形を形成しているので、得られた外形の端面14はすべて同じ条件で形成されることとなる。このため、ウェットエッチングにより外形形成をした場合、ガラスに対して等方的にエッチングされるので、外形全部にわたって端面14が図3に示すような形状となる。
【0050】
次に、本発明の効果を明確にするために行った実施例について説明する。
以下、携帯電話の表示画面を保護する携帯電話用カバーガラスを例にとり説明する。
(実施例1)
まず、SiO2を63.5重量%、Al2O3を8.2重量%、Li2Oを8.0重量%、Na2Oを10.4重量%、ZrO2を11.9重量%含むアルミノシリケートガラスをダウンドロー法により、板厚0.5mmの板状のガラス基板(シート状ガラス)に成形した。このダウンドロー法により形成されたシート状ガラスの主表面の表面粗さ(算術平均粗さRa)を、原子間力顕微鏡により調べたところ0.2nmであった。
【0051】
次いで、シート状ガラスの両主表面上にネガ型の耐フッ酸性レジストを厚さ30μmでコーティングし、この耐フッ酸性レジストに対して150℃で30分のベーキング処理を施した。次いで、図2(a)に示すような負の曲率を持つ部分を含む外形のパターンを有するフォトマスクを介して耐フッ酸性レジストに対し両面から露光し、露光後の耐フッ酸性レジストを現像液(Na2CO3溶液)を用いて現像してシート状ガラス上の被エッチング領域以外の領域に耐フッ酸性レジストを残存させたレジストパターンを形成した。
【0052】
次いで、エッチャントとしてフッ酸と塩酸の混酸水溶液を用いて、レジストパターンをマスクにして、シート状ガラスを両主表面側から被エッチング領域をエッチングして、図2(a)に示すような負の曲率を持つ部分を含む外形形状に切り抜いた。その後、NaOH溶液を用いてガラス上に残存した耐フッ酸性レジストを膨潤させてガラスから剥離し、リンス処理を行った。このようにして、図2(a)に示すような外形を有する実施例の携帯電話用カバーガラスを得た。
【0053】
このようにして得られたカバーガラス(実施例)の外形に沿って端面の断面形状を光学顕微鏡により調べたところ、図4(c)に示す形状で全外形にわたってほぼ同じであることが確認された。また、得られたカバーガラスの主表面の表面粗さ(算術平均粗さRa)を原子間力顕微鏡で測定したところ、0.2nmであり、ダウンドロー法で形成した直後の表面状態と変わらず、高い平滑性を有していた。また、カバーガラスの端面の表面粗さ(算術平均粗さRa)を原子間力顕微鏡で測定したところ、外形全体にわたって1.2〜1.3nmであった。このように、端面の表面粗さが小さかったのは、形状加工の際に機械加工を行わず、シートガラス上に形成したレジストパターンをマスクにして、エッチャントでガラス基板をエッチングすることにより所望の形状に切り抜くエッチング工程を採用しているので、研磨砥粒や研削砥石などによる機械加工の際に発生するはけ目やマイクロクラックがないからであると考えられる。
【0054】
また、カバーガラスの端面のマイクロクラックの有無を、走査型電子顕微鏡で確認したところ、マイクロクラックは発見されなかった。
【0055】
(実施例2)
上述の実施例1において、エッチングにより切り抜かれ、レジストを除去したガラスに対して、385〜405℃に保った硝酸カリウム(KNO3)60%と硝酸ナトリウム(NaNO3)40%の混塩の処理浴中に4時間浸漬して、イオン交換処理し、ガラス表面に150μmの圧縮応力層を形成した化学強化された携帯電話用カバーガラスを作製した。
【0056】
実施例1と同様にカバーガラスの主表面、及び端面の表面粗さを測定したところ、それぞれ、0.3nm、1.4〜1.5nmであった。また、端面のマイクロクラックについて確認したところ、マイクロクラックはないことを確認した。
【0057】
(実施例3)
上述の実施例1において、カバーガラスの外形形状を、図5に示す四角形状(大きさ50mm×40mm、厚さ0.5mm)にした以外は、実施例1と同様にして携帯電話用カバーガラスを作製した。実施例1と同様にカバーガラスの主表面、及び端面の表面粗さ、マイクロクラックについて確認したところ、実施例1と同様の表面粗さであることが確認でき、また、マイクロクラックがないことを確認した。
【0058】
(実施例4)
上述の実施例1において、エッチャントとしてフッ酸と硝酸の混酸水溶液を用いて、レジストパターンをマスクにして、シート状ガラスを両主表面側から被エッチング領域をエッチングして、図2(a)に示すような負の曲率を持つ部分を含む外形形状に切り抜いて、携帯電話用カバーガラスを作製した。実施例1と同様にカバーガラスの主表面、及び端面の表面粗さ、マイクロクラックについて確認したところ、主表面の表面粗さは0.2nm、端面の表面粗さは10nmであり、また、マイクロクラックがないことを確認した。
【0059】
(比較例1)
上述の実施例1と同様のアルミノシリケートガラスを、ダウンドロー法により板状のガラス基板(シート状ガラス)に成形した。次いで、成形したシートガラスに対しスクライバーで若干仕上がり寸法より大きめの長方形に切断し、ダイヤモンド砥粒を埋め込んだ回転砥石を用いて所望の形状に芯取り加工して、図6(a)に示す形状に加工した。
【0060】
次いで、外周端部のみについては、ダイヤモンド砥石によって研削し、所定の面取り加工を施した。その後、図6(a)に示す形状の100枚の板状ガラスを重ね合わせて、負の曲率を持つ部分(凹部11)を、ダイヤモンド砥石を用いて機械加工して形成した(図6(b))。
【0061】
その後、図6(b)に示す形状の5枚の板状ガラスを重ね合わせて、負の曲率を持つ部分(穴部12)を、ダイヤモンド砥石を用いて機械加工して形成し、図6(c)に示す形状に加工した。そして、最後に主表面両面を、酸化セリウムを用いて鏡面に研磨して板厚0.5mmに調整した。このようにして、図2(a)に示す形状を有する比較例1の携帯電話用カバーガラスを得た。
【0062】
このようにして得られたカバーガラス(比較例1)の主表面及び端面の表面粗さRaを実施例と同様にして測定した。主表面の表面粗さは0.3nmと実施例1とあまり変わらなかったが、端面の表面粗さは、0.2μmと非常に大きい値であった。また、カバーガラスの端面の、マイクロクラックの有無を調べたところ、深さ数十μm〜数百μmのマイクロクラックが多数確認された。このように表面粗さRaが大きかったり、マイクロクラックが多数存在していたりしたのは、形状加工の際に機械加工を採用しているためであると考えられる。
【0063】
(比較例2)
上述の比較例1のカバーガラスについて、実施例2と同じ条件でイオン交換処理し、ガラス表面に圧縮応力層を形成した化学強化された携帯電話用カバーガラスを作製した。比較例1と同様にカバーガラスの主表面、及び単面の表面粗さ、マイクロクラックについて確認したところ、比較例1と同様の表面粗さであることが確認でき、また、マイクロクラックも多数存在していた。
【0064】
(比較例3)
上述の比較例1において、カバーガラスの外形形状を、実施例3に示す形状と同じにした以外は、比較例2と同様にして携帯電話用カバーガラスを作製した。比較例1と同様にカバーガラスの主表面、及び端面の表面粗さ、マイクロクラックについて確認したところ、比較例1と同様の表面粗さであることが確認でき、また、マイクロクラックも多数存在していた。
【0065】
(実施例1〜4、比較例1〜3のカバーガラスの機械的強度の評価試験)
カバーガラスの主表面における外周縁部3mmで当接する支持台にカバーガラスをセットし、支持台に当接した反対側の主表面側から、カバーガラスの中心部に対して加圧部材で押圧させて静圧強度試験を行った。加圧部材は、先端がφ5mmのステンレス合金からなるものを使用した。
【0066】
その結果、実施例1〜4のカバーガラスの場合、破壊された時点の破壊加重は、50kgfを超え、非常に高い機械的強度を有していた。一方、比較例1、2、3のカバーガラスは、5kgf、14kgf、17kgfと非常に低い強度であった。特に、比較例1は機械的強度が非常に弱いカバーガラスであった。比較例1のカバーガラスの割れの状態を確認したところ、負の曲率を持つ部分を含む箇所に存在していたマイクロクラックから割れが進行しているのが確認された。
【0067】
上述した本発明の携帯端末用カバーガラスは、表示画面を有する装置本体の表示画面上に設けられることにより、携帯電話などの携帯端末装置に適用することができる。実施例1〜4のカバーガラスを携帯電話の表示画面上に設けて、携帯電話を繰り返しの落下試験に供したが、いずれも高い機械的強度を有しており、割れなどはまったくみられなかった。
【0068】
本発明は上記実施の形態に限定されず、適宜変更して実施することができる。例えば、上記実施の形態における外形の形状、部材の個数、サイズ、処理手順などは一例であり、本発明の効果を発揮する範囲内において種々変更して実施することが可能である。その他、本発明の目的の範囲を逸脱しない限りにおいて適宜変更して実施することが可能である。
【符号の説明】
【0069】
1 カバーガラス
2 液晶表示パネル
11 凹部
12 穴部
13 主表面
14 端面
21,22 ガラス基板
23 液晶層
31 レジスト材料
31a 開口部
【技術分野】
【0001】
本発明は、例えば携帯電話やPDA(Personal Digital Assistant)などの携帯端末装置の表示画面の保護に用いられるカバーガラス及びその製造方法、並びに、携帯端末装置に関する。
【背景技術】
【0002】
携帯電話やPDAなどの携帯端末装置においては、ディスプレイに衝撃や外力が加わることを防止するために、プラスティック製の保護板、例えば透明性の高いアクリル樹脂製の保護板がディスプレイの外側に一定の間隔をおいて配設されている(例えば、特許文献1)。
【0003】
しかしながら、アクリル樹脂製の保護板は外力によって撓み易いので、保護板とディスプレイとの間隔を、その撓みを吸収できる程度に広く設定する必要がある。また、アクリル樹脂製の保護板にある程度の強度を持たせるためには厚くする必要がある。このため、携帯端末装置の薄型化を実現することが難しくなっている。
【0004】
そこで、携帯端末装置の薄型化を実現するために、撓みを抑えつつ、しかも薄板であっても強度のある化学強化ガラスを使った保護板が提案されている(例えば、特許文献2)。特許文献2には、特定のガラス組成からなる板ガラスを所定形状に切断し、端面を面取り加工し、両面を鏡面研磨加工した後、化学強化して表面に圧縮応力層を形成することで、撓みを抑え、また破損しにくい携帯端末用のカバーガラスとその製造方法が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−299199号公報
【特許文献2】特開2007−99557号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
一方、近年において、携帯電話やPDAなどの携帯端末装置において、装置メーカーの競争が激化し、携帯端末装置の薄型化や高機能性に加え、高級感のある高ファッション性の携帯端末装置が求められている。高ファッション性は、カバーガラスにおいても求められ、カバーガラスの外形形状として従来の単純な四角様形状から、機器の表示画面の形状に合わせた形状(例えば、カバーガラスを構成するある辺において内側に大きく凹んだ負の曲率を持った形状)や、カバーガラスの主表面にホールを形成した形状など、複雑な形状のカバーガラスが求められている。
【0007】
しかしながら、特許文献2に記載された従来の加工方法では、カバーガラス端面の表面粗さが粗く、カバーガラス端面の面取り加工した面に数十μm〜数百μm程度のマイクロクラックが存在することによって、携帯端末用のカバーガラスに求められる機械的強度が得られないという問題がある。また、特許文献2に記載された従来の加工方法では、上述のような複雑な形状のカバーガラスが得られないか、得られたとしても機械的強度は非常に低く、また、加工コストが高くなるため、実用化されていないのが現状である。
【0008】
本発明はかかる問題点に鑑みてなされたものであり、複雑な形状であっても、携帯端末用カバーガラスに求められる高い機械的強度を満足したカバーガラス及びその製造方法、並びに表示画面が高い機械的強度を有する携帯端末装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の携帯端末用カバーガラスは、板状のガラス基板をエッチングすることにより所望の形状に切り抜かれてなる、携帯端末の表示画面を保護するカバーガラスであって、前記カバーガラスの端面は、溶解ガラス面で構成されてなり、且つ、前記端面の表面粗さは、算術平均粗さRaが10nm以下であることを特徴とする。
【0010】
この構成に係る携帯端末用カバーガラスは、機械加工を行わず板状のガラス基板からエッチングにより所望の形状に切り抜かれてなるので、機械加工により外形形成したものに比べてカバーガラスの端面の表面粗さが10nm以下というナノメートルオーダーの高い平滑性を有し、かつ機械加工により外形形成する際に必ず形成されるマイクロクラックのない極めて平滑性が高い表面状態を有する。このため、携帯端末用カバーガラスの外形形状が複雑な形状であっても、携帯端末用カバーガラスに求められる高い機械的強度を満足することができる。
【0011】
本発明の携帯端末用カバーガラスにおいては、前記カバーガラスの主表面は、ダウンドロー法により成形された熔解ガラス面で構成されてなり、且つ、前記主表面の表面粗さは、算術平均粗さRaが0.5nm以下であることが好ましい。この構成によれば、さらに機械的強度が優れたカバーガラスとなる。
【0012】
本発明の携帯端末用カバーガラスにおいては、前記所望の形状は、カバーガラスを構成する輪郭の一部に負の曲率を持つ部分を含む形状であることが好ましい。
【0013】
本発明の携帯端末用カバーガラスにおいては、前記カバーガラスの板厚は、0.5mm以下であることが好ましい。
【0014】
本発明の携帯端末用カバーガラスにおいては、前記カバーガラスは、SiO2、Al2O3、Li2O及びNa2Oからなる群から選ばれた少なくとも一つを含有したアルミノシリケートガラスであることが好ましい。この構成によれば、板状のガラス基板をダウンドロー法(フュージョン法)により成形することが可能となるので、ガラス基板の主表面をキズがなく、ナノメートルオーダーの極めて高い平滑性を有する熔解ガラス面とすることができる。したがって、カバーガラスの作製時に主表面の鏡面研磨加工が不要となり、主表面においてもマイクロクラックのないカバーガラスが得られ、機械的強度が優れたカバーガラスとなる。また、イオン交換による化学強化が可能となるので、機械的強度をさらに向上させることができる。
【0015】
本発明の携帯端末用カバーガラスにおいては、前記アルミノシリケートガラスは、62重量%〜75重量%のSiO2、5重量%〜15重量%のAl2O3、4重量%〜10重量%のLi2O、4重量%〜12重量%のNa2O、及び5.5重量%〜15重量%のZrO2を含有することが好ましい。この構成によれば、安定したガラス製造が可能であり、機械的強度に優れたガラスが得られる。また、携帯端末用カバーガラスは、人肌に触れたり、水や雨水などが接触したりするなど非常に厳しい環境下で使用されるが、このような環境化においても十分な化学的耐久性を有することができる。
【0016】
本発明の携帯端末用カバーガラスにおいては、前記カバーガラスは、イオン交換処理により化学強化されたガラスであることが好ましい。さらに、前記カバーガラスは、前記主表面及び前記端面に圧縮応力層を有することが好ましい。この構成によれば、カバーガラスの表面が化学強化され、更には表面(主表面及び端面)に圧縮応力層が形成されるので、機械的強度を一層高めることができる。
【0017】
本発明の携帯端末用カバーガラスにおいては、前記カバーガラスの端面は、中央部が突出し、当該中央部から両主表面側に向かって傾斜した傾斜面を有することが好ましい。この構成によれば、携帯端末装置のフレーム等に当該カバーガラスを装着する際、カジリや欠けが生じることなく容易に装着することができる。
【0018】
本発明の携帯端末用カバーガラスの製造方法は、携帯端末の表示画面を保護する携帯端末用カバーガラスの製造方法であって、板状のガラス基板の主表面にレジストパターンを形成した後、前記レジストパターンをマスクとして、フッ酸と、硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも1種の酸とを含む混酸水溶液のエッチャントで前記ガラス基板をエッチングすることにより所望の形状に切り抜くことを特徴とする。
【0019】
この方法によれば、機械加工を行わず板状のガラス基板からエッチングにより所望の形状に切り抜く際に、エッチャントとしてフッ酸と、硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも1種の酸とを含む混酸水溶液を使用するので、所望の形状に切り抜かれたカバーガラスの端面の表面粗さがナノメートルオーダーの高い平滑性を有し、かつ機械加工により外形形成する際に必ず形成されるマイクロクラックのない極めて高い表面状態を有するカバーガラスが得られる。また、レジストパターンを形成する際にフォトリソグラフィを採用することができるので、切り抜かれたカバーガラスの寸法精度も良い。したがって、携帯端末用カバーガラスの外形形状が複雑な形状であっても、寸法精度の良いカバーガラスが得られ、かつ、携帯端末用カバーガラスに求められる高い機械的強度を得ることができる。
【0020】
本発明の携帯端末用カバーガラスの製造方法においては、前記板状のガラス基板は、ダウンドロー法により成形したものであることが好ましい。ダウンドロー法により成形した板状のガラス基板の両主表面は、熱間形成により形成された表面を有するので、ナノメートルオーダーの極めて高い平滑性を有し、マイクロクラックのない表面状態を有するからである。さらに、ガラス基板の両主表面に形成されたレジストパターンをマスクにして、ガラス基板を両主表面からエッチングする際に、両主表面から均等にエッチングすることができるので、寸法精度もよく、カバーガラスの端面の断面形状も良好となるので好ましい。
【0021】
本発明の携帯端末用カバーガラスの製造方法においては、前記所望の形状は、カバーガラスを構成する輪郭の一部に負の曲率を持つ部分を含む形状であることが好ましい。
【0022】
本発明の携帯端末用カバーガラスの製造方法においては、前記カバーガラスは、SiO2、Al2O3、Li2O及びNa2Oからなる群から選ばれた少なくとも一つを含有したアルミノシリケートガラスであることが好ましい。この方法によれば、板状のガラス基板をダウンドロー法による形成が可能となるので、ガラス基板の主表面にキズがなく、ナノメートルオーダーの極めて高い平滑性を有する表面状態が得られる。したがって、カバーガラスの作製時に主表面の鏡面研磨加工が不要となり、主表面においてもマイクロクラックのないカバーガラスが得られ、機械的強度が優れたカバーガラスとなる。また、イオン交換による化学強化が可能となるので、機械的強度を更に向上させることができる。
【0023】
本発明の携帯端末用カバーガラスの製造方法においては、前記所望の形状に切り抜いた後、切り抜いたガラス基板をイオン交換処理により化学強化することが好ましい。この方法によれば、カバーガラスを構成する表面(主表面及び端面)全体に圧縮応力層が形成されるので、さらに機械的強度を高めることができる。
【0024】
本発明の携帯端末装置は、表示画面を有する装置本体と、前記表示画面上に設けられ、上記携帯端末用カバーガラスと、を具備することを特徴とする。この構成によれば、表示画面が高い機械的強度を有する携帯端末装置を提供することができる。
【発明の効果】
【0025】
本発明の携帯端末用カバーガラスは、複雑な形状であっても、携帯端末用カバーガラスに求められる高い機械的強度を得ることができる。また、本発明の携帯端末装置は、表示画面を保護するカバーガラスが複雑な形状であっても、表示画面が高い機械的強度を有する携帯端末装置を得ることができる。
【図面の簡単な説明】
【0026】
【図1】本発明の実施の形態に係る携帯端末用カバーガラスを装着した携帯端末の一部を示す断面図である。
【図2】(a)は、図1に示すカバーガラスの外形を説明するための図であり、(b)は、負の曲率を説明するための図であり、(c)は、負の曲率、正の曲率を説明するための図である。
【図3】図2に示すカバーガラスの端面形状を示す図である。
【図4】(a)〜(c)は、ガラス基材のエッチングによる形状加工を説明するための図である。
【図5】実施例3のカバーガラスの形状を説明するための図である。
【図6】(a)〜(c)は、図2(a)に示すカバーガラスを、比較例の製造方法により作製するための製造工程を説明するための図である。
【発明を実施するための形態】
【0027】
以下、本発明の実施の形態について添付図面を参照して詳細に説明する。
図1は、本発明の実施の形態に係る携帯端末用のカバーガラスを装着した携帯端末装置の一部を示す断面図である。図1に示す携帯端末装置においては、液晶表示パネル2の上方に間隔Dをおいてカバーガラス1が配設されている。この液晶表示パネル2は、一対のガラス基板21,22が液晶層23を挟持して構成されている。なお、図1では、液晶表示パネルに通常用いられる他の部材は省略している。
【0028】
本発明の実施の形態におけるカバーガラスは、板状のガラス基板の主表面にレジストパターンを形成した後、前記レジストパターンをマスクとして、エッチャントで前記ガラス基板をエッチングすることにより所望の形状に切り抜かれたものであり、かつ、図3に示すカバーガラス1の端面14は、溶解ガラス面で構成されてなり、該端面14における表面粗さ(算術平均粗さRa)が10nm以下としている。このように、本発明に係るカバーガラスは、エッチングにより外形を形成しているので、このエッチングにより形成された端面14は、非常に高い平滑性を有し、溶解ガラス面で構成されているので、機械加工で形成された端面に必ず存在するマイクロクラックのない状態となる。このような構成のカバーガラスは、携帯端末用カバーガラスの外形形状が複雑な形状であっても、容易に所望形状に外形加工することができ、かつ携帯端末用カバーガラスに求められる高い機械的強度を得ることができる。
【0029】
また、例えば0.5mm以下のように板厚が薄い場合であっても高い機械的強度を維持することができる。このような板厚が薄いカバーガラスを機器に装着する場合、高い機械的強度のためカバーガラスが外力によって撓み難いので、カバーガラスとディスプレイとの間隔を狭く設定することができる。その結果、機器の薄型化を図ることが可能となる。
【0030】
なお、ガラス基板をエッチングするエッチング方法は、湿式エッチング(ウェットエッチング)、乾式エッチング(ドライエッチング)どちらでも構わない。加工コストを低くする点からは、ウェットエッチングが好ましい。ウェットエッチングに使用するエッチャントは、ガラス基板を食刻できるものであれば、何でも良い。例えば、フッ酸を主成分とする酸性溶液や、フッ酸に、硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも一つの酸を含む混酸などを用いることができる。また、ドライエッチングに使用するエッチャントは、ガラス基板を食刻できるものであれば何でも良いが、例えばフッ素系ガスを使用することができる。
【0031】
また、本発明のカバーガラス1は、図2(a)に示すような、カバーガラスを構成する輪郭の一部に負の曲率を持つ部分を含む形状とすることができる。ここで正の曲率と負の曲率を定義する。カバーガラスを構成する輪郭が図2(b)に示すような曲線C1と曲線C2によって表され、カバーガラスが領域Aで表されるとする。このとき、領域Aの内部を常に左側に見ながらカバーガラスを構成する輪郭をなぞるとき、進むにつれて左に曲がっていく輪郭の部分を正の曲率と定義し、進むにつれて右に曲がっていく輪郭の部分を負の曲率と定義する。進んでも右にも左にも曲がらず真っ直ぐな部分の曲率は0と定義する。したがって、図2(b)に示す曲線C1は正の曲率、曲線C2は負の曲率を有する曲線となる。さらにカバーガラスを構成する輪郭が複雑になり、図2(c)に示すような形状になった場合でも、上述の定義により線分C+は正の曲率、線分C−は負の曲率、線分C0は曲率が0、となる。
【0032】
上述のように負の曲率を定義する時、図2(a)に示すカバーガラス1における負の曲率を持つ部分とは、カバーガラス1の主表面内に形成された穴部12の角部121、凹部11の角部111などを意味する。
【0033】
このような負の曲率を持つ部分を含む形状は、通常のガラス基板の製造工程における外形加工である機械加工では加工が難しい形状である。このような形状については、後述するフォトリソグラフィ及びエッチングを用いることにより容易に実現することができる。なお、ここでいう、穴部12の角部121、凹部11の角部111には、ガラスの欠けにより生じたものや、カバーガラス表面に形成された微小な凸部や凹部によって構成される表面粗さや表面うねりは含まない。すなわち、正の曲率を持つ部分におけるガラスの欠けにより生じた凹部、表面粗さや表面うねりにおける凹部などは含まない。
【0034】
カバーガラス1としては、ダウンドロー法で成形された板状のガラス基板(シートガラス)を用いて作製することができる。ダウンドロー法によるガラス板成形が可能なガラスとしては、SiO2、Al2O3、Li2O及び/又はNa2Oを含有したアルミノシリケートガラスが挙げられる。特に、アルミノシリケートガラスは、62重量%〜75重量%のSiO2、5重量%〜15重量%のAl2O3、4重量%〜10重量%のLi2O、4重量%〜12重量%のNa2O、及び5.5重量%〜15重量%のZrO2を含有することが好ましく、さらに、Na2O/ZrO2の重量比が0.5〜2.0であり、さらにAl2O3/ZrO2の重量比が0.4〜2.5である組成とすることが好ましい。
【0035】
SiO2は、ガラス骨格を形成する主要成分である。携帯端末装置、特に携帯電話用カバーガラスは、人肌に触れたり、水や雨水などが接触したりするなど非常に厳しい環境下で使用されるが、このような環境化においても十分な化学的耐久性を要する必要がある。SiO2の割合は、前記化学的耐久性や、溶融温度を考慮すると、62重量%〜75重量%であることが好ましい。
【0036】
Al2O3は、ガラス表面のイオン交換性能を向上させるため含有される。また、携帯端末用カバーガラスは、視認性、つまり透明性が必要とされる。Al2O3の割合は、化学的耐久性や、耐透性を考慮して、5重量%〜15重量%であることが好ましい。
【0037】
Li2Oは、ガラス表層部でイオン交換処理浴中の主としてNaイオンとイオン交換されることにより、ガラスを化学強化する際の必須成分である。Li2Oの割合は、イオン交換性能や、耐失透性と化学的耐久性を考慮して、4重量%〜10重量%であることが好ましい。
【0038】
Na2Oは、ガラス表層部でイオン交換処理浴中のKイオンとイオン交換されることにより、ガラスを化学強化する際の必須成分である。携帯端末装置は落下したり、表示画面を繰り返し押さえたり、また開閉式の携帯端末装置の場合は開閉することにより表示画面に衝撃や外力が加わる状況下で使用されたりするが、このような使用環境化においても十分な機械的強度を要する必要がある。Na2Oの割合は、前記機械的強度や、耐失透性、化学的耐久性を考慮して、4重量%〜12重量%であることが好ましい。
【0039】
ZrO2は、機械的強度を高める効果がある。ZrO2の割合は、化学的耐久性や、均質なガラスを安定して製造することを考慮して、5.5重量%〜15重量%であることが好ましい。
【0040】
また、上述のアルミノシリケートガラスは、イオン交換処理により化学強化してガラス表面に圧縮応力層を形成することで機械的強度をさらに高めることが可能である。なお、アルミノシリケートガラスの代わりに、他の多成分系ガラスを用いても良い。また、携帯端末用カバーガラスとして必要な透明性が確保されるのであれば、結晶化ガラスを用いても良い。
【0041】
本発明においては、カバーガラス1の厚さが0.5mm以下である場合に特に効果を発揮する。また、カバーガラス1を構成するガラスとしては、上述のようにイオン交換処理により化学強化されたガラスを用いることが好ましい。化学強化されたガラスとは、ガラスを構成するアルカリ金属イオンを、それよりもサイズが大きいアルカリ金属イオンで、イオン交換により置換することで強化されたガラスをいう。このように化学強化されたガラスの表面には圧縮応力層が形成される。
【0042】
次に、本発明の携帯端末用カバーガラスの製造方法について説明する。
カバーガラスの製造における形状加工工程においては、ガラス基板に対してフォトリソグラフィ及びエッチングを行うことにより、外形加工を行う。エッチング工程においては、図4(a)に示すように、ガラス基板1の両主表面上にレジスト材料31をコーティングする。次に、所望の外形形状を有する(例えば、負の曲率を持つ部分を含む外形の)パターンを有するフォトマスクを介して前記レジスト材料を露光する。次に、図4(b)に示すように、露光後のレジスト材料を現像して、前記ガラス基板の被エッチング領域以外の領域にレジストパターンを形成し(開口部31aを形成し)、前記ガラス基板の前記被エッチング領域をエッチングする。このとき、エッチャントとしてウェットエッチャントを使用した場合、ガラスは、図4(b)に示すように、等方的にエッチングされ、これにより、端面14は、図4(c)に示すような形状となる。すなわち、端面14は、中央部14aが外方に向かって最も突出し、その中央部14aから両方の主表面13側に向かって緩やかに湾曲した傾斜面14b,14bが形成されている。なお、傾斜面14bと主表面13との境界、および傾斜面14b同士の境界(中央部14a)は、半径数十μmの丸みを帯びた形状にすることが好ましい。このような端面形状とすることで、携帯端末装置のフレーム等に当該カバーガラスを装着する際、カジリや欠けが生じることなく容易に装着することができる。
【0043】
エッチング工程において用いるレジスト材料としては、レジストパターンをマスクにしてガラスをエッチングする際に使用するエッチャントに対して耐性を有する材料であればよい。ガラスは大抵、フッ酸を含む水溶液のウェットエッチングや、フッ素系ガスのドライエッチングにより食刻されるので、例えば、フッ酸耐性に優れたレジスト材料などを用いることができる。
【0044】
エッチング工程において用いられるエッチャントとしては、フッ酸に、硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも一つの酸を含む混酸などを用いることができる。エッチャントとして上述の混酸水溶液を使用することにより、所望の形状に切り抜かれたカバーガラスの端面の表面粗さが10nm以下というナノメートルオーダーの高い平滑性を有し、かつ機械加工により外形形成される際に必ず形成されるマイクロクラックのない極めて高い表面状態を有するカバーガラスが得られる。また、外形形成にフォトリソグラフィを採用しているので、切り抜かれたカバーガラスの寸法精度も良い。したがって、携帯端末用カバーガラスの外形形状が複雑な形状であっても、寸法精度の良いカバーガラスが得られ、かつ、携帯端末用カバーガラスに求められる高い機械的強度を得ることが可能となる。また、このフォトリソグラフィ及びエッチングによる外形加工により生産性も向上させ、加工コストも低減することができる。また、レジスト材をガラス基材から剥離するための剥離液としては、KOHやNaOHなどのアルカリ溶液を用いることが好ましい。なお、レジスト材、エッチャント、剥離液の種類は、被エッチング材料であるガラス基板の材料に応じて適宜選択することができる。
【0045】
また、エッチング工程により外形加工を行うので、カバーガラスに負の曲率の部分を含む凹部11や穴部12を容易に形成することができる。また、同様に、エッチング工程を用いるので、マスクパターンを調整することにより、ロゴマークなどのデザイン(種々の外形形状など)をカバーガラスに付与することが可能である。これにより、今後カバーガラスに要求される、機械加工では実現できない複雑なデザインについても容易に実現することが可能となる。
【0046】
また、板状のガラス基板は、溶融ガラスから直接シート状に成形したもの、あるいは、ある厚さに成形されたガラス体を所定の厚さに切り出し、主表面を研磨して所定の厚さに仕上げたものなどを使用することができる。好ましくは、溶融ガラスから直接シート状に成形したものを使用することが好ましい。なぜなら、溶融ガラスから直接シート状に成形したガラス基板の主表面は、熱間成形された表面であり、極めて高い平滑性を有し、マイクロクラックのない表面状態を有するからである。溶融ガラスから直接シート状に成形する方法としては、ダウンドロー法、フロート法などが挙げられる。中でも、ダウンドロー法が好ましい。上述の高平滑性等の効果に加え、エッチング工程による外形加工を行う場合、ガラス基板の両主表面に形成されたレジストパターンをマスクにして、ガラス基板を両主表面からエッチングする際に、両主表面から均等にエッチングすることができるので、寸法精度もよく、カバーガラスの端面の断面形状も良好となるからである。
【0047】
また、本発明のカバーガラスの製造方法におけるガラスは、上述と同じ理由で、SiO2、Al2O3、Li2O及び/又はNa2Oを含有したアルミノシリケートガラスであることが好ましい。
【0048】
また、エッチングによる形状加工工程の後に、カバーガラスにイオン交換処理により化学強化を行うことにより、カバーガラス表面に圧縮応力層が形成され、カバーガラスの機械的強度をさらに高めることができる。上述の板状のガラス基板をダウンドロー法のような溶融ガラスから直接シート状に成形したものを使用する場合、そのガラス基板の主表面は、熱間成形された表面であることから、機械加工により外形形成する際に必ず形成されるマイクロクラックのない極めて平滑性が高い表面状態を有するので、化学強化により形成する圧縮応力層は5μm以上あればよい。好ましくは、圧縮応力層の厚みは、50μm以上、さらに好ましくは100μmが望ましい。携帯端末の表示画面を保護するカバーガラスは、表示画面を覆うように設けられているので、取り扱い時にキズが入りやすく、また、表示画面を繰り返し押さえたり、また開閉式の携帯端末装置の場合は開閉することによる衝撃や外力が加わる点を考慮すると、圧縮応力層は深く形成されていることが望ましい。
【0049】
また、上述のカバーガラスの製造方法により作製したカバーガラス1は、図3に示すように、主表面13及び端面14を有しており、この端面14の断面形状は、図2に示す外形におけるすべての端面14でほぼ同じである。本発明に係るカバーガラスは、上述のようにエッチングにより外形を形成しているので、得られた外形の端面14はすべて同じ条件で形成されることとなる。このため、ウェットエッチングにより外形形成をした場合、ガラスに対して等方的にエッチングされるので、外形全部にわたって端面14が図3に示すような形状となる。
【0050】
次に、本発明の効果を明確にするために行った実施例について説明する。
以下、携帯電話の表示画面を保護する携帯電話用カバーガラスを例にとり説明する。
(実施例1)
まず、SiO2を63.5重量%、Al2O3を8.2重量%、Li2Oを8.0重量%、Na2Oを10.4重量%、ZrO2を11.9重量%含むアルミノシリケートガラスをダウンドロー法により、板厚0.5mmの板状のガラス基板(シート状ガラス)に成形した。このダウンドロー法により形成されたシート状ガラスの主表面の表面粗さ(算術平均粗さRa)を、原子間力顕微鏡により調べたところ0.2nmであった。
【0051】
次いで、シート状ガラスの両主表面上にネガ型の耐フッ酸性レジストを厚さ30μmでコーティングし、この耐フッ酸性レジストに対して150℃で30分のベーキング処理を施した。次いで、図2(a)に示すような負の曲率を持つ部分を含む外形のパターンを有するフォトマスクを介して耐フッ酸性レジストに対し両面から露光し、露光後の耐フッ酸性レジストを現像液(Na2CO3溶液)を用いて現像してシート状ガラス上の被エッチング領域以外の領域に耐フッ酸性レジストを残存させたレジストパターンを形成した。
【0052】
次いで、エッチャントとしてフッ酸と塩酸の混酸水溶液を用いて、レジストパターンをマスクにして、シート状ガラスを両主表面側から被エッチング領域をエッチングして、図2(a)に示すような負の曲率を持つ部分を含む外形形状に切り抜いた。その後、NaOH溶液を用いてガラス上に残存した耐フッ酸性レジストを膨潤させてガラスから剥離し、リンス処理を行った。このようにして、図2(a)に示すような外形を有する実施例の携帯電話用カバーガラスを得た。
【0053】
このようにして得られたカバーガラス(実施例)の外形に沿って端面の断面形状を光学顕微鏡により調べたところ、図4(c)に示す形状で全外形にわたってほぼ同じであることが確認された。また、得られたカバーガラスの主表面の表面粗さ(算術平均粗さRa)を原子間力顕微鏡で測定したところ、0.2nmであり、ダウンドロー法で形成した直後の表面状態と変わらず、高い平滑性を有していた。また、カバーガラスの端面の表面粗さ(算術平均粗さRa)を原子間力顕微鏡で測定したところ、外形全体にわたって1.2〜1.3nmであった。このように、端面の表面粗さが小さかったのは、形状加工の際に機械加工を行わず、シートガラス上に形成したレジストパターンをマスクにして、エッチャントでガラス基板をエッチングすることにより所望の形状に切り抜くエッチング工程を採用しているので、研磨砥粒や研削砥石などによる機械加工の際に発生するはけ目やマイクロクラックがないからであると考えられる。
【0054】
また、カバーガラスの端面のマイクロクラックの有無を、走査型電子顕微鏡で確認したところ、マイクロクラックは発見されなかった。
【0055】
(実施例2)
上述の実施例1において、エッチングにより切り抜かれ、レジストを除去したガラスに対して、385〜405℃に保った硝酸カリウム(KNO3)60%と硝酸ナトリウム(NaNO3)40%の混塩の処理浴中に4時間浸漬して、イオン交換処理し、ガラス表面に150μmの圧縮応力層を形成した化学強化された携帯電話用カバーガラスを作製した。
【0056】
実施例1と同様にカバーガラスの主表面、及び端面の表面粗さを測定したところ、それぞれ、0.3nm、1.4〜1.5nmであった。また、端面のマイクロクラックについて確認したところ、マイクロクラックはないことを確認した。
【0057】
(実施例3)
上述の実施例1において、カバーガラスの外形形状を、図5に示す四角形状(大きさ50mm×40mm、厚さ0.5mm)にした以外は、実施例1と同様にして携帯電話用カバーガラスを作製した。実施例1と同様にカバーガラスの主表面、及び端面の表面粗さ、マイクロクラックについて確認したところ、実施例1と同様の表面粗さであることが確認でき、また、マイクロクラックがないことを確認した。
【0058】
(実施例4)
上述の実施例1において、エッチャントとしてフッ酸と硝酸の混酸水溶液を用いて、レジストパターンをマスクにして、シート状ガラスを両主表面側から被エッチング領域をエッチングして、図2(a)に示すような負の曲率を持つ部分を含む外形形状に切り抜いて、携帯電話用カバーガラスを作製した。実施例1と同様にカバーガラスの主表面、及び端面の表面粗さ、マイクロクラックについて確認したところ、主表面の表面粗さは0.2nm、端面の表面粗さは10nmであり、また、マイクロクラックがないことを確認した。
【0059】
(比較例1)
上述の実施例1と同様のアルミノシリケートガラスを、ダウンドロー法により板状のガラス基板(シート状ガラス)に成形した。次いで、成形したシートガラスに対しスクライバーで若干仕上がり寸法より大きめの長方形に切断し、ダイヤモンド砥粒を埋め込んだ回転砥石を用いて所望の形状に芯取り加工して、図6(a)に示す形状に加工した。
【0060】
次いで、外周端部のみについては、ダイヤモンド砥石によって研削し、所定の面取り加工を施した。その後、図6(a)に示す形状の100枚の板状ガラスを重ね合わせて、負の曲率を持つ部分(凹部11)を、ダイヤモンド砥石を用いて機械加工して形成した(図6(b))。
【0061】
その後、図6(b)に示す形状の5枚の板状ガラスを重ね合わせて、負の曲率を持つ部分(穴部12)を、ダイヤモンド砥石を用いて機械加工して形成し、図6(c)に示す形状に加工した。そして、最後に主表面両面を、酸化セリウムを用いて鏡面に研磨して板厚0.5mmに調整した。このようにして、図2(a)に示す形状を有する比較例1の携帯電話用カバーガラスを得た。
【0062】
このようにして得られたカバーガラス(比較例1)の主表面及び端面の表面粗さRaを実施例と同様にして測定した。主表面の表面粗さは0.3nmと実施例1とあまり変わらなかったが、端面の表面粗さは、0.2μmと非常に大きい値であった。また、カバーガラスの端面の、マイクロクラックの有無を調べたところ、深さ数十μm〜数百μmのマイクロクラックが多数確認された。このように表面粗さRaが大きかったり、マイクロクラックが多数存在していたりしたのは、形状加工の際に機械加工を採用しているためであると考えられる。
【0063】
(比較例2)
上述の比較例1のカバーガラスについて、実施例2と同じ条件でイオン交換処理し、ガラス表面に圧縮応力層を形成した化学強化された携帯電話用カバーガラスを作製した。比較例1と同様にカバーガラスの主表面、及び単面の表面粗さ、マイクロクラックについて確認したところ、比較例1と同様の表面粗さであることが確認でき、また、マイクロクラックも多数存在していた。
【0064】
(比較例3)
上述の比較例1において、カバーガラスの外形形状を、実施例3に示す形状と同じにした以外は、比較例2と同様にして携帯電話用カバーガラスを作製した。比較例1と同様にカバーガラスの主表面、及び端面の表面粗さ、マイクロクラックについて確認したところ、比較例1と同様の表面粗さであることが確認でき、また、マイクロクラックも多数存在していた。
【0065】
(実施例1〜4、比較例1〜3のカバーガラスの機械的強度の評価試験)
カバーガラスの主表面における外周縁部3mmで当接する支持台にカバーガラスをセットし、支持台に当接した反対側の主表面側から、カバーガラスの中心部に対して加圧部材で押圧させて静圧強度試験を行った。加圧部材は、先端がφ5mmのステンレス合金からなるものを使用した。
【0066】
その結果、実施例1〜4のカバーガラスの場合、破壊された時点の破壊加重は、50kgfを超え、非常に高い機械的強度を有していた。一方、比較例1、2、3のカバーガラスは、5kgf、14kgf、17kgfと非常に低い強度であった。特に、比較例1は機械的強度が非常に弱いカバーガラスであった。比較例1のカバーガラスの割れの状態を確認したところ、負の曲率を持つ部分を含む箇所に存在していたマイクロクラックから割れが進行しているのが確認された。
【0067】
上述した本発明の携帯端末用カバーガラスは、表示画面を有する装置本体の表示画面上に設けられることにより、携帯電話などの携帯端末装置に適用することができる。実施例1〜4のカバーガラスを携帯電話の表示画面上に設けて、携帯電話を繰り返しの落下試験に供したが、いずれも高い機械的強度を有しており、割れなどはまったくみられなかった。
【0068】
本発明は上記実施の形態に限定されず、適宜変更して実施することができる。例えば、上記実施の形態における外形の形状、部材の個数、サイズ、処理手順などは一例であり、本発明の効果を発揮する範囲内において種々変更して実施することが可能である。その他、本発明の目的の範囲を逸脱しない限りにおいて適宜変更して実施することが可能である。
【符号の説明】
【0069】
1 カバーガラス
2 液晶表示パネル
11 凹部
12 穴部
13 主表面
14 端面
21,22 ガラス基板
23 液晶層
31 レジスト材料
31a 開口部
【特許請求の範囲】
【請求項1】
板状のガラス基板をエッチングすることにより所望の形状に切り抜かれてなる、携帯端末の表示画面を保護するカバーガラスであって、前記カバーガラスの端面は、溶解ガラス面で構成されてなり、且つ、前記端面の表面粗さは、算術平均粗さRaが10nm以下であることを特徴とする携帯端末用カバーガラス。
【請求項2】
前記カバーガラスの主表面は、ダウンドロー法により成形された熔解ガラス面で構成されてなり、且つ、前記主表面の表面粗さは、算術平均粗さRaが0.5nm以下であることを特徴とする請求項1記載の携帯端末用カバーガラス。
【請求項3】
前記所望の形状は、カバーガラスを構成する輪郭の一部に負の曲率を持つ部分を含む形状であることを特徴とする請求項1又は請求項2記載の携帯端末用カバーガラス。
【請求項4】
前記カバーガラスの板厚は、0.5mm以下であることを特徴とする請求項1から請求項3のいずれかに記載の携帯端末用カバーガラス。
【請求項5】
前記カバーガラスは、SiO2、Al2O3、Li2O及びNa2Oからなる群から選ばれた少なくとも一つを含有したアルミノシリケートガラスであることを特徴とする請求項1から請求項4のいずれかに記載の携帯端末用カバーガラス。
【請求項6】
前記アルミノシリケートガラスは、62重量%〜75重量%のSiO2、5重量%〜15重量%のAl2O3、4重量%〜10重量%のLi2O、4重量%〜12重量%のNa2O、及び5.5重量%〜15重量%のZrO2を含有することを特徴とする請求項5記載の携帯端末用カバーガラス。
【請求項7】
前記カバーガラスは、イオン交換処理により化学強化されたガラスであることを特徴とする請求項1から請求項6のいずれかに記載の携帯端末用カバーガラス。
【請求項8】
前記カバーガラスは、前記主表面及び前記端面に圧縮応力層を有することを特徴とする請求項7に記載の携帯端末用カバーガラス。
【請求項9】
前記カバーガラスの端面は、中央部が突出し、当該中央部から両主表面側に向かって傾斜した傾斜面を有することを特徴とする請求項1から請求項8のいずれかに記載の携帯端末用カバーガラス。
【請求項10】
携帯端末の表示画面を保護する携帯端末用カバーガラスの製造方法であって、板状のガラス基板の主表面にレジストパターンを形成した後、前記レジストパターンをマスクとして、フッ酸と、硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも1種の酸とを含む混酸水溶液のエッチャントで前記ガラス基板をエッチングすることにより所望の形状に切り抜くことを特徴とする携帯端末用カバーガラスの製造方法。
【請求項11】
前記板状のガラス基板は、ダウンドロー法により成形したものであることを特徴とする請求項10記載の携帯端末用カバーガラスの製造方法。
【請求項12】
前記所望の形状は、カバーガラスを構成する輪郭の一部に負の曲率を持つ部分を含む形状であることを特徴とする請求項10又は請求項11記載の携帯端末用カバーガラスの製造方法。
【請求項13】
前記カバーガラスは、SiO2、Al2O3、Li2O及びNa2Oからなる群から選ばれた少なくとも一つを含有したアルミノシリケートガラスであることを特徴とする請求項10から請求項12のいずれかに記載の携帯端末用カバーガラスの製造方法。
【請求項14】
前記所望の形状に切り抜いた後、切り抜いたガラス基板をイオン交換処理により化学強化することを特徴とする請求項13記載の携帯端末用カバーガラスの製造方法。
【請求項15】
表示画面を有する装置本体と、前記表示画面上に設けられ、請求項1から請求項9のいずれかに記載の携帯端末用カバーガラスと、を具備することを特徴とする携帯端末装置。
【請求項1】
板状のガラス基板をエッチングすることにより所望の形状に切り抜かれてなる、携帯端末の表示画面を保護するカバーガラスであって、前記カバーガラスの端面は、溶解ガラス面で構成されてなり、且つ、前記端面の表面粗さは、算術平均粗さRaが10nm以下であることを特徴とする携帯端末用カバーガラス。
【請求項2】
前記カバーガラスの主表面は、ダウンドロー法により成形された熔解ガラス面で構成されてなり、且つ、前記主表面の表面粗さは、算術平均粗さRaが0.5nm以下であることを特徴とする請求項1記載の携帯端末用カバーガラス。
【請求項3】
前記所望の形状は、カバーガラスを構成する輪郭の一部に負の曲率を持つ部分を含む形状であることを特徴とする請求項1又は請求項2記載の携帯端末用カバーガラス。
【請求項4】
前記カバーガラスの板厚は、0.5mm以下であることを特徴とする請求項1から請求項3のいずれかに記載の携帯端末用カバーガラス。
【請求項5】
前記カバーガラスは、SiO2、Al2O3、Li2O及びNa2Oからなる群から選ばれた少なくとも一つを含有したアルミノシリケートガラスであることを特徴とする請求項1から請求項4のいずれかに記載の携帯端末用カバーガラス。
【請求項6】
前記アルミノシリケートガラスは、62重量%〜75重量%のSiO2、5重量%〜15重量%のAl2O3、4重量%〜10重量%のLi2O、4重量%〜12重量%のNa2O、及び5.5重量%〜15重量%のZrO2を含有することを特徴とする請求項5記載の携帯端末用カバーガラス。
【請求項7】
前記カバーガラスは、イオン交換処理により化学強化されたガラスであることを特徴とする請求項1から請求項6のいずれかに記載の携帯端末用カバーガラス。
【請求項8】
前記カバーガラスは、前記主表面及び前記端面に圧縮応力層を有することを特徴とする請求項7に記載の携帯端末用カバーガラス。
【請求項9】
前記カバーガラスの端面は、中央部が突出し、当該中央部から両主表面側に向かって傾斜した傾斜面を有することを特徴とする請求項1から請求項8のいずれかに記載の携帯端末用カバーガラス。
【請求項10】
携帯端末の表示画面を保護する携帯端末用カバーガラスの製造方法であって、板状のガラス基板の主表面にレジストパターンを形成した後、前記レジストパターンをマスクとして、フッ酸と、硫酸、硝酸、塩酸、ケイフッ酸のうち少なくとも1種の酸とを含む混酸水溶液のエッチャントで前記ガラス基板をエッチングすることにより所望の形状に切り抜くことを特徴とする携帯端末用カバーガラスの製造方法。
【請求項11】
前記板状のガラス基板は、ダウンドロー法により成形したものであることを特徴とする請求項10記載の携帯端末用カバーガラスの製造方法。
【請求項12】
前記所望の形状は、カバーガラスを構成する輪郭の一部に負の曲率を持つ部分を含む形状であることを特徴とする請求項10又は請求項11記載の携帯端末用カバーガラスの製造方法。
【請求項13】
前記カバーガラスは、SiO2、Al2O3、Li2O及びNa2Oからなる群から選ばれた少なくとも一つを含有したアルミノシリケートガラスであることを特徴とする請求項10から請求項12のいずれかに記載の携帯端末用カバーガラスの製造方法。
【請求項14】
前記所望の形状に切り抜いた後、切り抜いたガラス基板をイオン交換処理により化学強化することを特徴とする請求項13記載の携帯端末用カバーガラスの製造方法。
【請求項15】
表示画面を有する装置本体と、前記表示画面上に設けられ、請求項1から請求項9のいずれかに記載の携帯端末用カバーガラスと、を具備することを特徴とする携帯端末装置。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−197224(P2012−197224A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2012−115413(P2012−115413)
【出願日】平成24年5月21日(2012.5.21)
【分割の表示】特願2008−319768(P2008−319768)の分割
【原出願日】平成20年12月16日(2008.12.16)
【出願人】(000113263)HOYA株式会社 (3,820)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成24年5月21日(2012.5.21)
【分割の表示】特願2008−319768(P2008−319768)の分割
【原出願日】平成20年12月16日(2008.12.16)
【出願人】(000113263)HOYA株式会社 (3,820)
【Fターム(参考)】
[ Back to top ]