
摩擦攪拌接合方法
【課題】中空な被接合部材の成型性を損なうことなく、ツール荷重による変形を抑制可能であり、接合強度および接合品質の良好な摩擦攪拌接合方法を提案する。
【解決手段】摩擦攪拌接合方法は、中空形状に形成され少なくとも1つの平板状の面板5と面板5の内端部に形成された突出片7とを有する金属製の被接合部材3と、中空形状に形成され少なくとも1つの平板状の面板8と面板8に対向させて中空部10に配置され突出片7を嵌入可能な凹所12を形成する突出片支持片14とを有する金属製の被接合部材4と、を準備する工程と、凹所12に突出片7を嵌め込み面板5の端面と面板8の端面とを突き合わせて接合予定部23を構成する工程と、接合予定部23に沿って摩擦攪拌接合を行い被接合部材3と被接合部材4と接合する工程と、を有する。
【解決手段】摩擦攪拌接合方法は、中空形状に形成され少なくとも1つの平板状の面板5と面板5の内端部に形成された突出片7とを有する金属製の被接合部材3と、中空形状に形成され少なくとも1つの平板状の面板8と面板8に対向させて中空部10に配置され突出片7を嵌入可能な凹所12を形成する突出片支持片14とを有する金属製の被接合部材4と、を準備する工程と、凹所12に突出片7を嵌め込み面板5の端面と面板8の端面とを突き合わせて接合予定部23を構成する工程と、接合予定部23に沿って摩擦攪拌接合を行い被接合部材3と被接合部材4と接合する工程と、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属製の中空材、特に管材の摩擦攪拌接合方法に関する。
【背景技術】
【0002】
近年、金属製の被接合部材の接合方法として溶接やろう接に代わる新しい接合方法として摩擦攪拌接合が開発され実用化されている。摩擦攪拌接合は、固相接合であり、溶接(溶融接合)やろう接(液相−固相反応接合)よりも低温で被接合部材を接合できるため、接合時の熱変形や接合部の酸化による接合不良が少ないなどの利点がある。
【0003】
この摩擦攪拌接合は、ツールと呼ばれる円柱形状の接合工具を高速で回転させながら被接合部材に押し付け、接合工具と被接合部材との摩擦熱を利用し被接合部材を塑性流動させて接合を行う接合方法である。接合工具は、外径の大きい円柱状の回転子と、回転子の先端面に形成されたプローブと呼ばれる外径の小さい突起と、を備える。回転子と突起とは、同軸である。接合を行う際、接合工具は、ショルダと呼ばれる回転子の先端面を被接合部材に押し当てられるとともに、プローブを被接合部材中に押し入れられ、突合せ面に沿って移動させられる。被接合部材は、接合工具と被接合部材との摩擦熱によって軟化されるとともに、プローブによって攪拌され接合される。
【0004】
ところで、摩擦攪拌接合は、被接合部材に接合工具を大きな力(以下、「ツール荷重」という。)で押し付ける接合方法である。例えば、いわゆる6000系アルミニウム合金(Al−Mg−Si系合金)の場合、ツール荷重は、約3kNから約10kNにもなる。
【0005】
このツール荷重のために、摩擦攪拌接合は、中空な被接合部材を接合する場合、突合せ部を変形させてしまい、良好な接合が得られなかったり、接合品の寸法精度が得られなかったりするという問題がある。
【0006】
そこで、被接合部材の中空部に中子を詰めてツール荷重による突合せ部の変形を抑制した摩擦攪拌接合方法が知られている(例えば、特許文献1参照。)。
【0007】
また、中空な被接合部材の開口を閉じるリブを設けてツール荷重による突合せ部の変形を抑制した摩擦攪拌接合方法が知られている(例えば、特許文献2参照。)。
【0008】
さらに、接合工具を差し込み可能な孔を有するスリーブで円筒形状の被接合部材の突合せ部を覆い、接合工具の移動に追従させてスリーブを回転させることによってツール荷重による突合せ部の変形を抑制した摩擦攪拌接合方法が知られている(例えば、特許文献3参照。)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平10−76375号公報
【特許文献2】特開2000−681号公報
【特許文献3】特開2001−191183号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1に記載の摩擦攪拌接合方法は、被接合部材の中空部に中子を詰めるため、接合品の重量の増加が避けられない。
【0011】
また、特許文献2に記載の摩擦攪拌接合方法は、中空な被接合部材の開口を閉じるリブを有するため、被接合部材の成型性を損なう。例えば、曲管状の被接合部材を鋳造する場合、中子を取り出すことが困難になる虞がある。
【0012】
さらに、特許文献3に記載の摩擦攪拌接合方法は、被接合部材の変形を抑制するスリーブを回転させるため、被接合部材の軸直交方向の断面形状に自由度がない(円形である必要がある。)。すなわち、この方法は、軸直交方向の断面形状が多角形状の被接合部材を接合できない。
【0013】
そこで、本発明は、中空な被接合部材の成型性を損なうことなく、ツール荷重による変形を抑制可能であり、接合強度および接合品質の良好な摩擦攪拌接合方法を提案する。
【課題を解決するための手段】
【0014】
前記の課題を解決するため本発明に係る摩擦攪拌接合方法は、中空形状に形成され少なくとも1つの平板状の第一面板と前記第一面板の内端部に形成された突出片とを有する金属製の第一被接合部材と、中空形状に形成され少なくとも1つの平板状の第二面板と前記第二面板に対向させて中空部に配置され前記突出片を嵌入可能な凹所を形成する内突片とを有する金属製の第二被接合部材と、を準備する工程と、前記凹所に前記突出片を嵌め込み前記第一面板の端面と前記第二面板の端面とを突き合わせて接合予定部を構成する工程と、前記接合予定部に沿って摩擦攪拌接合を行い第一被接合部材と第二被接合部材と接合する工程と、を有することを特徴とする。
【発明の効果】
【0015】
本発明によれば、中空な被接合部材の成型性を損なうことなく、ツール荷重による変形を抑制可能であり、接合強度および接合品質の良好な摩擦攪拌接合方法を提供できる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態に係る摩擦攪拌接合方法を示したフローチャート。
【図2】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の一例を部分的に示した断面図。
【図3】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の一例を部分的に示した断面図。
【図4】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図。
【図5】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図。
【図6】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図。
【図7】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図。
【図8】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図。
【図9】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図。
【図10】本発明の実施形態に係る摩擦攪拌接合方法の摩擦攪拌接合工程を示した概略図。
【図11】本発明の実施形態に係る摩擦攪拌接合方法によって接合された構造物の一例を示した斜視図。
【図12】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の一例を部分的に示した断面図。
【図13】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の一例を部分的に示した断面図。
【図14】本発明の実施形態に係る摩擦攪拌接合方法によって接合された構造物の強度試験の様子を示した概略図。
【図15】本発明の実施形態に係る摩擦攪拌接合方法によって接合された構造物の接合強度の一例を示した図。
【発明を実施するための形態】
【0017】
以下、本発明に係る摩擦攪拌接合方法の実施の形態について、図1から図15を参照して説明する。
【0018】
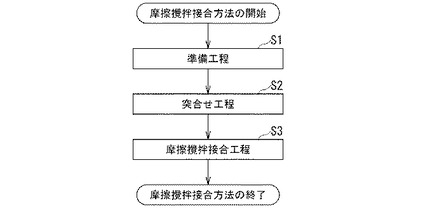
図1は、本発明の実施形態に係る摩擦攪拌接合方法を示したフローチャートである。
【0019】
図1に示すように、本実施形態に係る摩擦攪拌接合方法は、準備工程S1と、突合せ工程S2と、摩擦攪拌接合工程S3と、を有する。
【0020】
準備工程S1は、本実施形態に係る摩擦攪拌接合方法によって接合される一対の被接合部材を準備する工程である。
【0021】
突合せ工程S2は、本実施形態に係る摩擦攪拌接合方法によって接合される一対の被接合部材を突き合わせて接合予定部を構成する工程である。それぞれの被接合部材は、例えばアルミニウム合金を含む金属製の中空部材であり、摩擦攪拌接合によって接合できるものであれば良い。接合予定部は、それぞれの被接合部材が相互に接する継手部分によって構成される。具体的には、接合予定部は、一対の被接合部材によって構成された突き合わせ継手、重ね継手であり、摩擦攪拌接合工程S3で接合される領域である。
【0022】
摩擦攪拌接合工程S3は、接合予定部に沿って接合工具を移動し、摩擦攪拌によって被接合部材を本接合した構造物を得る工程である。
【0023】
なお、本実施形態に係る摩擦攪拌接合方法は、被接合部材が相互に接する継手部分のうち、摩擦攪拌接合によって接合が困難な部分、例えば、曲面部分や角部分、段差部分などの非平面形状部分について、溶接によって接合することができる。溶接方法は、アークを熱源とするアーク溶接(ティグ溶接やミグ溶接を含むガスシールドアーク溶接やセルフシールドアーク溶接などを含む)やガス溶接、レーザ溶接、電子ビーム溶接などの既知の溶接方法を用いることが可能である。
【0024】
次に、準備工程S1において準備される被接合部材について説明する。
【0025】
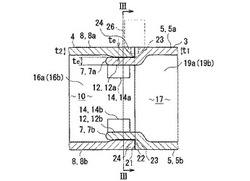
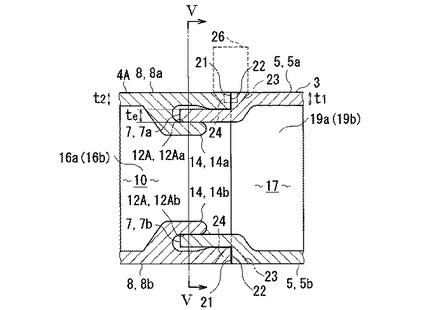
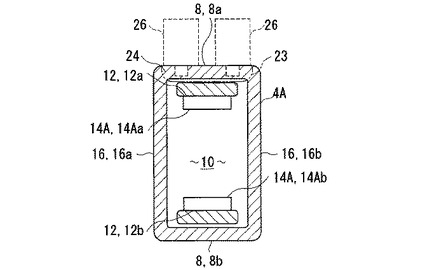
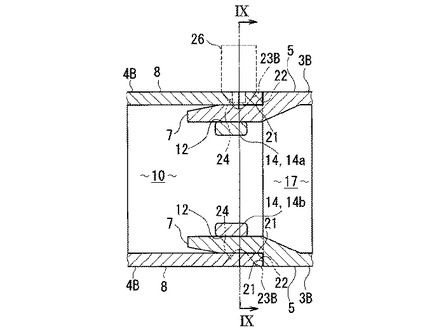
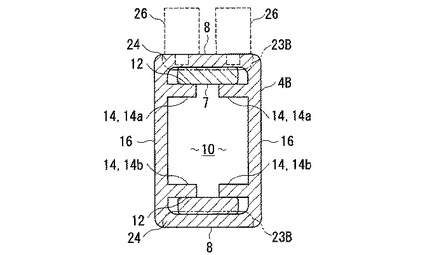
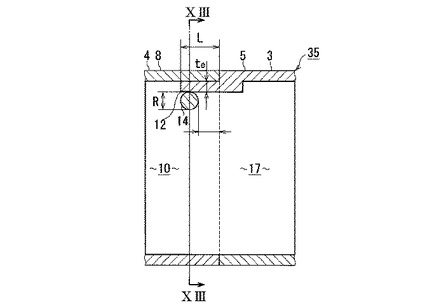
図2および図3は、本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の一例を部分的に示した断面図である。なお、図2は、被接合部材の長手軸方向断面を示した図であり、図3は、被接合部材の長手軸直交方向断面を示した図である。
【0026】
図2および図3に示すように、本実施形態に係る摩擦攪拌接合によって接合される被接合部材3(第一被接合部材)および被接合部材4(第二被接合部材)は、金属製の中空部材である。具体的には、被接合部材3および被接合部材4は直管でも曲管でも良い。
【0027】
被接合部材3は、少なくとも1つの平板状の面板5(第一面板)と、面板5の内端部に形成された突出片7と、を備える。
【0028】
突出片7は、面板5に対し略平行に延在される。また、突出片7は、面板5に一体に形成される。なお、突出片7は、面板5に一体的に固定された別部材で構成しても良い。
【0029】
他方、被接合部材4は、少なくとも1つの平板状の面板8(第二面板)と、面板8に対向させて中空部10に配置され、面板8とともに突出片7を嵌入可能な凹所12を形成する突出片支持片14と、を備える。
【0030】
突出片支持片14は、面板8に隣り合う面板16の内面から互いに対向させて突出された一対の円柱形状または四角柱等の多角形柱形状の突起である。また、突出片支持片14は、面板8に対し略平行に延在される。突出片支持片14は、面板16に一体に形成される。なお、突出片支持片14は、面板16に一体的に固定された別部材で構成しても良い。
【0031】
より詳しくは、被接合部材3は、断面方形状の管材であり、中空部17を囲む4つの平板状の面板5a、5b、面板19a、19bと、面板5aの内端部に形成された突出片7aと、面板5bの内端部に形成された突出片7bと、を備える。面板5aと面板5bとは互いに対向させて配置される。面板19aと面板19bとも互いに対向させて配置される。
【0032】
他方、被接合部材4は、被接合部材3に対応させた断面方形状の管材であり、中空部10を囲む4つの平板状の面板8a、8b、面板16a、16bと、面板8aに対向させて中空部10に配置され、面板8aとともに突出片7aを嵌入可能な凹所12aを形成する突出片支持片14aと、面板8bに対向させて中空部10に配置され、面板8bとともに突出片7bを嵌入可能な凹所12bを形成する突出片支持片14bと、を備える。
【0033】
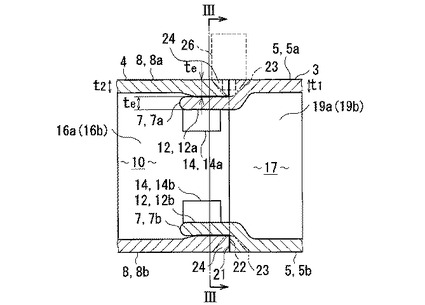
被接合部材3および被接合部材4は、突合せ工程S2において凹所12に突出片7を嵌め込まれ、面板5の端面21と面板8の端面22とを突き合わされる。この面板5の端面21と面板8の端面22との突合せ面は、摩擦攪拌接合工程S3において接合される接合予定部23である。
【0034】
このような構造によって、被接合部材3および被接合部材4は、面板8の内面側に両端支持された突出片7を有するので、接合予定部23に高い剛性を備える。なお、面板5aおよび面板8の内面とは、被接合部材3および被接合部材4の中空部側の面であり、面板5および面板8の外面とは、被接合部材3および被接合部材4の外側の面である。
【0035】
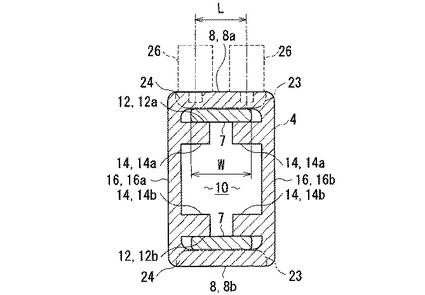
面板8は、中空部10の開口近傍にあたる内端部に、厚肉部24を備える。厚肉部24は、摩擦攪拌接合における最軟化部が攪拌部周辺に生じる場合の補強として設けられる。厚肉部24の板厚tcは、面板8の一般部の板厚t2の2倍以下の厚みを有する。
【0036】
なお、突出片7の板厚teは、面板5の板厚t1または面板8の板厚t2のいずれか薄い方よりも厚く構成されことが好ましい。突出片7の幅Wは、摩擦攪拌接合工程S3における接合工具26の送り量Lよりも広く構成されることが好ましい。このように構成することによって、突出片7は、ツール荷重に対する接合予定部23の剛性を確実に向上させる。
【0037】
このように構成された被接合部材3および被接合部材4は、ツール荷重による面板5および面板8の変形を大幅に低減させる。
【0038】
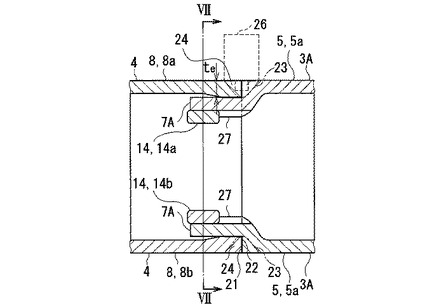
図4および図5は、本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図である。なお、図4は、被接合部材の長手軸方向断面を示した図であり、図5は、被接合部材の長手軸直交方向断面を示した図である。
【0039】
図4および図5に示すように、本実施形態に係る摩擦攪拌接合によって接合される被接合部材3および被接合部材4A(第二被接合部材)は、金属製の中空部材である。
【0040】
なお、被接合部材4Aについて、被接合部材4と同じ構成には同一の符号を付し、重複する説明は省略する。
【0041】
他方、被接合部材4Aは、少なくとも1つの平板状の面板8(第二面板)と、面板8に対向させて中空部10に配置され、面板8とともに突出片7を嵌入可能な凹所12Aを形成する突出片支持片14Aと、を備える。
【0042】
より詳しくは、被接合部材4Aは、被接合部材3に対応させた断面方形状の管材であり、中空部10を囲む4つの平板状の面板8a、8b、面板16a、16bと、面板8aに対向させて中空部10に配置され、面板8aとともに突出片7を嵌入可能な凹所12Aaを形成する突出片支持片14Aaと、面板8bに対向させて中空部10に配置され、面板8bとともに突出片7bを嵌入可能な凹所12Abを形成する突出片支持片14Abと、を備える。
【0043】
突出片支持片14Aは、面板8の内面から突出させて形成され、被接合部材4Aの開口方向に先端を指向させたL字形状の断面を有する。突出片支持片14AのL字形状の先端部分は、面板8に対し略平行に延在される。さらに、突出片支持片14Aは、面板8に一体に形成される。なお、突出片支持片14Aは、面板8に一体的に固定された別部材で構成しても良い。
【0044】
このように構成された被接合部材3および被接合部材4Aは、ツール荷重による面板5および面板8の変形を大幅に低減させる。
【0045】
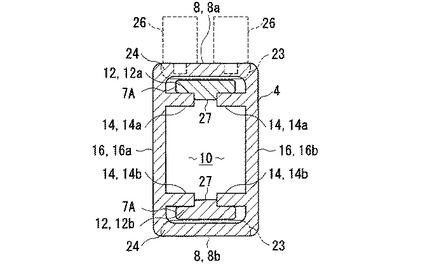
図6および図7は、本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図である。なお、図6は、被接合部材の長手軸方向断面を示した図であり、図7は、被接合部材の長手軸直交方向断面を示した図である。
【0046】
図6および図7に示すように、本実施形態に係る摩擦攪拌接合によって接合される被接合部材3A(第一被接合部材)および被接合部材4は、金属製の中空部材である。
【0047】
なお、被接合部材3Aについて、被接合部材3と同じ構成には同一の符号を付し、重複する説明は省略する。
【0048】
被接合部材3Aは、少なくとも1つの平板状の面板5(第一面板)と、面板5の内端部に形成された突出片7Aと、を備える。
【0049】
突出片7Aは、面板5に対し略平行に延在される。また、突出片7Aは、中空部17側に張り出された膨出部27を備える。さらに、突出片7Aは、面板5に一体に形成される。なお、突出片7Aは、面板5に一体的に固定された別部材で構成しても良い。
【0050】
膨出部27は、突出片7Aが凹所12に嵌め込まれると、面板8の内面から互いに対向させて突出された一対の突起から構成された突出片支持片14によって挟み込まれる。これによって、被接合部材3Aおよび被接合部材4は、長手軸直交方向の位置決めを確実に行われ、摩擦攪拌接合の際に接合予定部23を移動する接合工具26によっても突合せ面がずれることがない。
【0051】
図8および図9は、本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図である。なお、図8は、被接合部材の長手軸方向断面を示した図であり、図9は、被接合部材の長手軸直交方向断面を示した図である。
【0052】
図8および図9に示すように、本実施形態に係る摩擦攪拌接合によって接合される被接合部材3B(第一被接合部材)および被接合部材4B(第二被接合部材)は、金属製の中空部材である。
【0053】
なお、被接合部材3Bおよび被接合部材4Bについて、被接合部材3および被接合部材4と同じ構成には同一の符号を付し、重複する説明は省略する。
【0054】
被接合部材3Bおよび被接合部材4Bは、突合せ工程S2において凹所12に突出片7を嵌め込まれ、面板5の端面21と面板8の端面22とを突き合わされる。このとき、突出片7と面板8とが重なる部分は、摩擦攪拌接合工程S3において接合される接合予定部23Bである。
【0055】
このような構造によって、被接合部材3Bおよび被接合部材4Bは、面板8の内面側に両端支持された突出片7を有しているので、接合予定部23Bに高い剛性を備える。
【0056】
このように構成された被接合部材3Bおよび被接合部材4Bは、ツール荷重による面板5および面板8の変形を大幅に低減させる。
【0057】
被接合部材3、4、被接合部材3、4A、被接合部材3A、4および被接合部材3B、4Bは、面板19a、19bにも突出片7を設け、面板16a、16bにも突出片支持片14を設けることもできる。特に、被接合部材3、4Aは、各面板の略全幅に渡って剛性を向上させ、摩擦攪拌接合の接合強度、接合品質を向上できる。
【0058】
次に、摩擦攪拌接合工程S3について詳述する。
【0059】
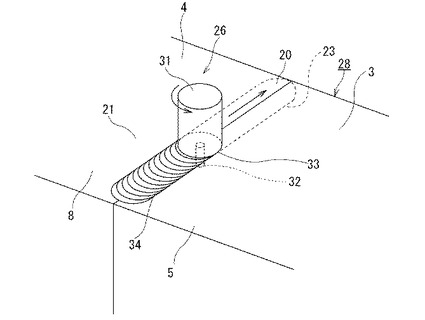
図10は、本発明の実施形態に係る摩擦攪拌接合方法の摩擦攪拌接合工程を示した概略図である。
【0060】
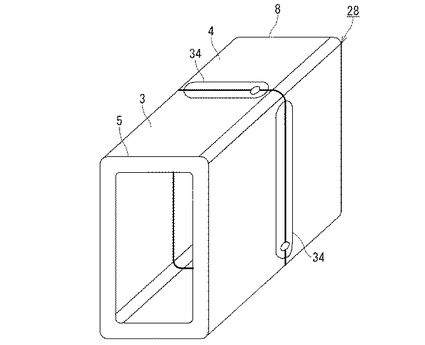
図11は、本発明の実施形態に係る摩擦攪拌接合方法によって接合された構造物の一例を示した斜視図である。
【0061】
図10および図11に示すように、摩擦攪拌接合方法の摩擦攪拌接合工程S3は、被接合部材3、4の接合予定部23を接合した構造物28を得る工程である。
【0062】
なお、摩擦攪拌接合工程S3は、被接合部材3、4の他に被接合部材3、4A、被接合部材3A、4、被接合部材3B、4Bの各接合予定部23、23Bの接合を行うこともできる。
【0063】
摩擦攪拌接合工程S3に用いられる接合工具26は、例えば、回転駆動装置(図示省略)の駆動部に結合された円柱形状の回転体31と、回転体31の先端に突出させて一体に形成された円柱形状のプローブ32と、を備える。回転体31の端面はショルダ33と呼ばれる。プローブ32は、回転体31のショルダ33から被接合部材3、4の接合予定部23の厚さ(すなわち、被接合部材3の面板5または被接合部材4の面板8)に相当する長さに突出される。またプローブ32は、接合予定部23の攪拌を効率よく行うなどのため、ねじ溝が設けられたり、回転軸直交方向の断面形状を非円形状(例えば、楕円や太鼓型)に形成されたりする。
【0064】
摩擦攪拌接合工程S3は、回転駆動装置によって接合工具26を高速で回転(図10中、実線矢R)させながら接合予定部23に押圧し、接合工具26と被接合部材3、4との摩擦熱によって接合予定部23を軟化させ、この軟化した部分を接合工具26の回転によって攪拌、塑性流動させ、被接合部材3、4を接合部分34で一体化された構造物28を製作する。
【0065】
次に、摩擦攪拌接合方法の具体例についてさらに詳述する。
【0066】
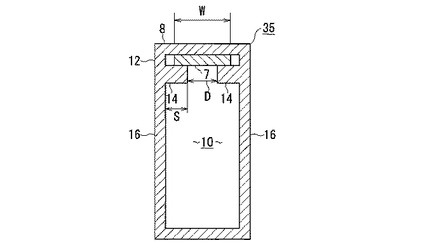
図12および図13は、本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の一例を部分的に示した断面図である。なお、図12は、被接合部材の長手軸方向断面を示した図であり、図13は、被接合部材の長手軸直交方向断面を示した図である。
【0067】
構造物としての接合管35は、アルミニウム合金(JIS H 5202:AC4CH−T6)を材料とする幅約40mm、高さ約100mm、板厚約4mmの角管材である被接合部材3、4を本実施形態に係る接合方法によって接合した構造物である。
【0068】
被接合部材3は、板厚te=約4mm、幅W=約24mm、突合せ面からの突出距離L=約16mmの形状寸法を有する突出片7を備える。
【0069】
被接合部材4は、直径R=約8mmのアルミニウム合金(JIS H 4100:6061−T6)を材料とする丸棒を面板16に穿孔された孔に圧入させた突出片支持片14を備える。突出片支持片14は、面板16の内面からの突出量S=約10mm、凹所12の間隔D=約4mm、突合せ面から丸棒中心までの距離約12mmの形状寸法を有する。
【0070】
摩擦攪拌接合工程S3に用いる接合工具26は、ショルダ33の直径約12mm、プローブ32の直径約5mm、プローブ32の突出長さ約3.5mmの形状を有する。摩擦攪拌接合工程S3の接合条件は、接合工具26の回転数約1500rpm、接合工具26の接合速度約300mm/分、接合工具26の前進角約3°、被接合部材に対するプローブ32の挿入量約3.7mm、接合工具26を被接合部材に挿入してから接合工具26の移動を開始するまでの待機時間約2秒、接合工具26の移動を終了してから接合工具26を被接合部材から引き抜くまでの待機時間約1秒、ツール荷重約3kNとした。
【0071】
この接合管35の接合強度について説明する。なお、接合管35の強度評価のために、突出片支持片14を備えていない被接合部材と被接合部材3とを接合した比較用構造物(図示省略)を製作した。この比較用構造物は、突出片支持片14を備えていないので突出片7は片持ち状態で被接合部材4に挿入されている。
【0072】
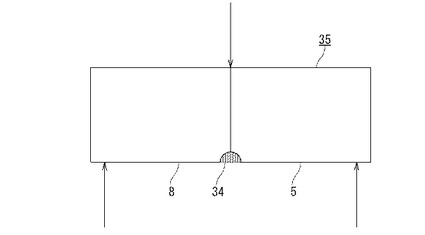
図14は、本発明の実施形態に係る摩擦攪拌接合方法によって接合された構造物の強度試験の様子を示した概略図である。
【0073】
図14に示すように、接合管35の接合強度を評価するために、接合管35および比較用構造物の三点曲げ試験を行った。評価対象の接合強度は、接合管35および比較用構造物の三点曲げ試験における破断時の曲げ強さである。
【0074】
なお、三点曲げ試験における負荷荷重は、摩擦攪拌接合による接合部分34に引っ張り力が生じる方向へ負荷した。
【0075】
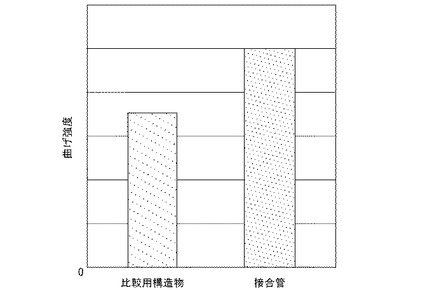
図15は、本発明の実施形態に係る摩擦攪拌接合方法によって接合された構造物の接合強度の一例を示した図である。
【0076】
図15に示すように、接合管35は、比較用構造物に比べて約1.4倍の接合強度の向上が見られた。この結果から、接合管35は、摩擦攪拌接合による接合部分に十分な剛性を有するため、摩擦攪拌接合におけるツール荷重による変形が抑制され、接合強度の高い接合が得られることが分かる。
【0077】
このように構成された本実施形態に係る摩擦攪拌接合は、被接合部材3の突出片7および被接合部材4の突出片支持片14によって接合予定部23の剛性を高め、摩擦攪拌接合におけるツール荷重による面板5の変形を抑制できるので、接合された構造物の接合部分に十分な接合強度と接合品質を得ることができる。
【0078】
また、本実施形態に係る摩擦攪拌接合は、被接合部材3、4、被接合部材3A、4、被接合部材3、4Aおよび被接合部材3B、4Bの中空部10、17に中子を詰める必要が無く、中空部10、17を塞ぐリブを有しないので、接合された構造物を軽量化できる。
【0079】
さらに、本実施形態に係る摩擦攪拌接合は、中空部10、17を塞ぐリブを有しないので、被接合部材3、4、被接合部材3A、4、被接合部材3、4Aおよび被接合部材3B、4Bの成型を容易化できる。
【0080】
さらにまた、本実施形態に係る摩擦攪拌接合は、軸直交方向の断面形状が多角形状の被接合部材3、4、被接合部材3A、4、被接合部材3、4Aおよび被接合部材3B、4Bを容易に接合できる。
【0081】
なお、実施形態に係る摩擦攪拌接合方法によって接合される構造物は、接合管35に限られず、中空押し出し材、角パイプ材、各種フレーム材、プレス成形品、鋳造品、鍛造品、焼結品などの被接合部材を接合する場合にも適用可能であり、特に自動二輪車の車体フレームを構成する中空部材を接合する場合に好適である。
【0082】
したがって、本実施形態に係る摩擦攪拌接合方法によれば、中空な被接合部材3、4、被接合部材3A、4、被接合部材3、4Aおよび被接合部材3B、4Bの成型性を損なうことなく、ツール荷重による変形を抑制可能であり、接合強度および接合品質を良好に保つことができる。
【符号の説明】
【0083】
3、3A、3B 被接合部材
4、4A、4B 被接合部材
5、5a、5b 面板
7、7a、7b、7A 突出片
8、8a、8b 面板
10 中空部
12、12a、12b、12A 凹所
14、14a、14b、14A 突出片支持片
16、16a、16b 面板
17 中空部
19a、19b 面板
21 端面
22 端面
23、23B 接合予定部
24 厚肉部
26 接合工具
27 膨出部
28 構造物
31 回転体
32 プローブ
33 ショルダ
34 接合部分
35 接合管
【技術分野】
【0001】
本発明は、金属製の中空材、特に管材の摩擦攪拌接合方法に関する。
【背景技術】
【0002】
近年、金属製の被接合部材の接合方法として溶接やろう接に代わる新しい接合方法として摩擦攪拌接合が開発され実用化されている。摩擦攪拌接合は、固相接合であり、溶接(溶融接合)やろう接(液相−固相反応接合)よりも低温で被接合部材を接合できるため、接合時の熱変形や接合部の酸化による接合不良が少ないなどの利点がある。
【0003】
この摩擦攪拌接合は、ツールと呼ばれる円柱形状の接合工具を高速で回転させながら被接合部材に押し付け、接合工具と被接合部材との摩擦熱を利用し被接合部材を塑性流動させて接合を行う接合方法である。接合工具は、外径の大きい円柱状の回転子と、回転子の先端面に形成されたプローブと呼ばれる外径の小さい突起と、を備える。回転子と突起とは、同軸である。接合を行う際、接合工具は、ショルダと呼ばれる回転子の先端面を被接合部材に押し当てられるとともに、プローブを被接合部材中に押し入れられ、突合せ面に沿って移動させられる。被接合部材は、接合工具と被接合部材との摩擦熱によって軟化されるとともに、プローブによって攪拌され接合される。
【0004】
ところで、摩擦攪拌接合は、被接合部材に接合工具を大きな力(以下、「ツール荷重」という。)で押し付ける接合方法である。例えば、いわゆる6000系アルミニウム合金(Al−Mg−Si系合金)の場合、ツール荷重は、約3kNから約10kNにもなる。
【0005】
このツール荷重のために、摩擦攪拌接合は、中空な被接合部材を接合する場合、突合せ部を変形させてしまい、良好な接合が得られなかったり、接合品の寸法精度が得られなかったりするという問題がある。
【0006】
そこで、被接合部材の中空部に中子を詰めてツール荷重による突合せ部の変形を抑制した摩擦攪拌接合方法が知られている(例えば、特許文献1参照。)。
【0007】
また、中空な被接合部材の開口を閉じるリブを設けてツール荷重による突合せ部の変形を抑制した摩擦攪拌接合方法が知られている(例えば、特許文献2参照。)。
【0008】
さらに、接合工具を差し込み可能な孔を有するスリーブで円筒形状の被接合部材の突合せ部を覆い、接合工具の移動に追従させてスリーブを回転させることによってツール荷重による突合せ部の変形を抑制した摩擦攪拌接合方法が知られている(例えば、特許文献3参照。)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平10−76375号公報
【特許文献2】特開2000−681号公報
【特許文献3】特開2001−191183号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1に記載の摩擦攪拌接合方法は、被接合部材の中空部に中子を詰めるため、接合品の重量の増加が避けられない。
【0011】
また、特許文献2に記載の摩擦攪拌接合方法は、中空な被接合部材の開口を閉じるリブを有するため、被接合部材の成型性を損なう。例えば、曲管状の被接合部材を鋳造する場合、中子を取り出すことが困難になる虞がある。
【0012】
さらに、特許文献3に記載の摩擦攪拌接合方法は、被接合部材の変形を抑制するスリーブを回転させるため、被接合部材の軸直交方向の断面形状に自由度がない(円形である必要がある。)。すなわち、この方法は、軸直交方向の断面形状が多角形状の被接合部材を接合できない。
【0013】
そこで、本発明は、中空な被接合部材の成型性を損なうことなく、ツール荷重による変形を抑制可能であり、接合強度および接合品質の良好な摩擦攪拌接合方法を提案する。
【課題を解決するための手段】
【0014】
前記の課題を解決するため本発明に係る摩擦攪拌接合方法は、中空形状に形成され少なくとも1つの平板状の第一面板と前記第一面板の内端部に形成された突出片とを有する金属製の第一被接合部材と、中空形状に形成され少なくとも1つの平板状の第二面板と前記第二面板に対向させて中空部に配置され前記突出片を嵌入可能な凹所を形成する内突片とを有する金属製の第二被接合部材と、を準備する工程と、前記凹所に前記突出片を嵌め込み前記第一面板の端面と前記第二面板の端面とを突き合わせて接合予定部を構成する工程と、前記接合予定部に沿って摩擦攪拌接合を行い第一被接合部材と第二被接合部材と接合する工程と、を有することを特徴とする。
【発明の効果】
【0015】
本発明によれば、中空な被接合部材の成型性を損なうことなく、ツール荷重による変形を抑制可能であり、接合強度および接合品質の良好な摩擦攪拌接合方法を提供できる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態に係る摩擦攪拌接合方法を示したフローチャート。
【図2】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の一例を部分的に示した断面図。
【図3】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の一例を部分的に示した断面図。
【図4】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図。
【図5】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図。
【図6】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図。
【図7】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図。
【図8】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図。
【図9】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図。
【図10】本発明の実施形態に係る摩擦攪拌接合方法の摩擦攪拌接合工程を示した概略図。
【図11】本発明の実施形態に係る摩擦攪拌接合方法によって接合された構造物の一例を示した斜視図。
【図12】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の一例を部分的に示した断面図。
【図13】本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の一例を部分的に示した断面図。
【図14】本発明の実施形態に係る摩擦攪拌接合方法によって接合された構造物の強度試験の様子を示した概略図。
【図15】本発明の実施形態に係る摩擦攪拌接合方法によって接合された構造物の接合強度の一例を示した図。
【発明を実施するための形態】
【0017】
以下、本発明に係る摩擦攪拌接合方法の実施の形態について、図1から図15を参照して説明する。
【0018】
図1は、本発明の実施形態に係る摩擦攪拌接合方法を示したフローチャートである。
【0019】
図1に示すように、本実施形態に係る摩擦攪拌接合方法は、準備工程S1と、突合せ工程S2と、摩擦攪拌接合工程S3と、を有する。
【0020】
準備工程S1は、本実施形態に係る摩擦攪拌接合方法によって接合される一対の被接合部材を準備する工程である。
【0021】
突合せ工程S2は、本実施形態に係る摩擦攪拌接合方法によって接合される一対の被接合部材を突き合わせて接合予定部を構成する工程である。それぞれの被接合部材は、例えばアルミニウム合金を含む金属製の中空部材であり、摩擦攪拌接合によって接合できるものであれば良い。接合予定部は、それぞれの被接合部材が相互に接する継手部分によって構成される。具体的には、接合予定部は、一対の被接合部材によって構成された突き合わせ継手、重ね継手であり、摩擦攪拌接合工程S3で接合される領域である。
【0022】
摩擦攪拌接合工程S3は、接合予定部に沿って接合工具を移動し、摩擦攪拌によって被接合部材を本接合した構造物を得る工程である。
【0023】
なお、本実施形態に係る摩擦攪拌接合方法は、被接合部材が相互に接する継手部分のうち、摩擦攪拌接合によって接合が困難な部分、例えば、曲面部分や角部分、段差部分などの非平面形状部分について、溶接によって接合することができる。溶接方法は、アークを熱源とするアーク溶接(ティグ溶接やミグ溶接を含むガスシールドアーク溶接やセルフシールドアーク溶接などを含む)やガス溶接、レーザ溶接、電子ビーム溶接などの既知の溶接方法を用いることが可能である。
【0024】
次に、準備工程S1において準備される被接合部材について説明する。
【0025】
図2および図3は、本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の一例を部分的に示した断面図である。なお、図2は、被接合部材の長手軸方向断面を示した図であり、図3は、被接合部材の長手軸直交方向断面を示した図である。
【0026】
図2および図3に示すように、本実施形態に係る摩擦攪拌接合によって接合される被接合部材3(第一被接合部材)および被接合部材4(第二被接合部材)は、金属製の中空部材である。具体的には、被接合部材3および被接合部材4は直管でも曲管でも良い。
【0027】
被接合部材3は、少なくとも1つの平板状の面板5(第一面板)と、面板5の内端部に形成された突出片7と、を備える。
【0028】
突出片7は、面板5に対し略平行に延在される。また、突出片7は、面板5に一体に形成される。なお、突出片7は、面板5に一体的に固定された別部材で構成しても良い。
【0029】
他方、被接合部材4は、少なくとも1つの平板状の面板8(第二面板)と、面板8に対向させて中空部10に配置され、面板8とともに突出片7を嵌入可能な凹所12を形成する突出片支持片14と、を備える。
【0030】
突出片支持片14は、面板8に隣り合う面板16の内面から互いに対向させて突出された一対の円柱形状または四角柱等の多角形柱形状の突起である。また、突出片支持片14は、面板8に対し略平行に延在される。突出片支持片14は、面板16に一体に形成される。なお、突出片支持片14は、面板16に一体的に固定された別部材で構成しても良い。
【0031】
より詳しくは、被接合部材3は、断面方形状の管材であり、中空部17を囲む4つの平板状の面板5a、5b、面板19a、19bと、面板5aの内端部に形成された突出片7aと、面板5bの内端部に形成された突出片7bと、を備える。面板5aと面板5bとは互いに対向させて配置される。面板19aと面板19bとも互いに対向させて配置される。
【0032】
他方、被接合部材4は、被接合部材3に対応させた断面方形状の管材であり、中空部10を囲む4つの平板状の面板8a、8b、面板16a、16bと、面板8aに対向させて中空部10に配置され、面板8aとともに突出片7aを嵌入可能な凹所12aを形成する突出片支持片14aと、面板8bに対向させて中空部10に配置され、面板8bとともに突出片7bを嵌入可能な凹所12bを形成する突出片支持片14bと、を備える。
【0033】
被接合部材3および被接合部材4は、突合せ工程S2において凹所12に突出片7を嵌め込まれ、面板5の端面21と面板8の端面22とを突き合わされる。この面板5の端面21と面板8の端面22との突合せ面は、摩擦攪拌接合工程S3において接合される接合予定部23である。
【0034】
このような構造によって、被接合部材3および被接合部材4は、面板8の内面側に両端支持された突出片7を有するので、接合予定部23に高い剛性を備える。なお、面板5aおよび面板8の内面とは、被接合部材3および被接合部材4の中空部側の面であり、面板5および面板8の外面とは、被接合部材3および被接合部材4の外側の面である。
【0035】
面板8は、中空部10の開口近傍にあたる内端部に、厚肉部24を備える。厚肉部24は、摩擦攪拌接合における最軟化部が攪拌部周辺に生じる場合の補強として設けられる。厚肉部24の板厚tcは、面板8の一般部の板厚t2の2倍以下の厚みを有する。
【0036】
なお、突出片7の板厚teは、面板5の板厚t1または面板8の板厚t2のいずれか薄い方よりも厚く構成されことが好ましい。突出片7の幅Wは、摩擦攪拌接合工程S3における接合工具26の送り量Lよりも広く構成されることが好ましい。このように構成することによって、突出片7は、ツール荷重に対する接合予定部23の剛性を確実に向上させる。
【0037】
このように構成された被接合部材3および被接合部材4は、ツール荷重による面板5および面板8の変形を大幅に低減させる。
【0038】
図4および図5は、本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図である。なお、図4は、被接合部材の長手軸方向断面を示した図であり、図5は、被接合部材の長手軸直交方向断面を示した図である。
【0039】
図4および図5に示すように、本実施形態に係る摩擦攪拌接合によって接合される被接合部材3および被接合部材4A(第二被接合部材)は、金属製の中空部材である。
【0040】
なお、被接合部材4Aについて、被接合部材4と同じ構成には同一の符号を付し、重複する説明は省略する。
【0041】
他方、被接合部材4Aは、少なくとも1つの平板状の面板8(第二面板)と、面板8に対向させて中空部10に配置され、面板8とともに突出片7を嵌入可能な凹所12Aを形成する突出片支持片14Aと、を備える。
【0042】
より詳しくは、被接合部材4Aは、被接合部材3に対応させた断面方形状の管材であり、中空部10を囲む4つの平板状の面板8a、8b、面板16a、16bと、面板8aに対向させて中空部10に配置され、面板8aとともに突出片7を嵌入可能な凹所12Aaを形成する突出片支持片14Aaと、面板8bに対向させて中空部10に配置され、面板8bとともに突出片7bを嵌入可能な凹所12Abを形成する突出片支持片14Abと、を備える。
【0043】
突出片支持片14Aは、面板8の内面から突出させて形成され、被接合部材4Aの開口方向に先端を指向させたL字形状の断面を有する。突出片支持片14AのL字形状の先端部分は、面板8に対し略平行に延在される。さらに、突出片支持片14Aは、面板8に一体に形成される。なお、突出片支持片14Aは、面板8に一体的に固定された別部材で構成しても良い。
【0044】
このように構成された被接合部材3および被接合部材4Aは、ツール荷重による面板5および面板8の変形を大幅に低減させる。
【0045】
図6および図7は、本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図である。なお、図6は、被接合部材の長手軸方向断面を示した図であり、図7は、被接合部材の長手軸直交方向断面を示した図である。
【0046】
図6および図7に示すように、本実施形態に係る摩擦攪拌接合によって接合される被接合部材3A(第一被接合部材)および被接合部材4は、金属製の中空部材である。
【0047】
なお、被接合部材3Aについて、被接合部材3と同じ構成には同一の符号を付し、重複する説明は省略する。
【0048】
被接合部材3Aは、少なくとも1つの平板状の面板5(第一面板)と、面板5の内端部に形成された突出片7Aと、を備える。
【0049】
突出片7Aは、面板5に対し略平行に延在される。また、突出片7Aは、中空部17側に張り出された膨出部27を備える。さらに、突出片7Aは、面板5に一体に形成される。なお、突出片7Aは、面板5に一体的に固定された別部材で構成しても良い。
【0050】
膨出部27は、突出片7Aが凹所12に嵌め込まれると、面板8の内面から互いに対向させて突出された一対の突起から構成された突出片支持片14によって挟み込まれる。これによって、被接合部材3Aおよび被接合部材4は、長手軸直交方向の位置決めを確実に行われ、摩擦攪拌接合の際に接合予定部23を移動する接合工具26によっても突合せ面がずれることがない。
【0051】
図8および図9は、本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の他の例を部分的に示した断面図である。なお、図8は、被接合部材の長手軸方向断面を示した図であり、図9は、被接合部材の長手軸直交方向断面を示した図である。
【0052】
図8および図9に示すように、本実施形態に係る摩擦攪拌接合によって接合される被接合部材3B(第一被接合部材)および被接合部材4B(第二被接合部材)は、金属製の中空部材である。
【0053】
なお、被接合部材3Bおよび被接合部材4Bについて、被接合部材3および被接合部材4と同じ構成には同一の符号を付し、重複する説明は省略する。
【0054】
被接合部材3Bおよび被接合部材4Bは、突合せ工程S2において凹所12に突出片7を嵌め込まれ、面板5の端面21と面板8の端面22とを突き合わされる。このとき、突出片7と面板8とが重なる部分は、摩擦攪拌接合工程S3において接合される接合予定部23Bである。
【0055】
このような構造によって、被接合部材3Bおよび被接合部材4Bは、面板8の内面側に両端支持された突出片7を有しているので、接合予定部23Bに高い剛性を備える。
【0056】
このように構成された被接合部材3Bおよび被接合部材4Bは、ツール荷重による面板5および面板8の変形を大幅に低減させる。
【0057】
被接合部材3、4、被接合部材3、4A、被接合部材3A、4および被接合部材3B、4Bは、面板19a、19bにも突出片7を設け、面板16a、16bにも突出片支持片14を設けることもできる。特に、被接合部材3、4Aは、各面板の略全幅に渡って剛性を向上させ、摩擦攪拌接合の接合強度、接合品質を向上できる。
【0058】
次に、摩擦攪拌接合工程S3について詳述する。
【0059】
図10は、本発明の実施形態に係る摩擦攪拌接合方法の摩擦攪拌接合工程を示した概略図である。
【0060】
図11は、本発明の実施形態に係る摩擦攪拌接合方法によって接合された構造物の一例を示した斜視図である。
【0061】
図10および図11に示すように、摩擦攪拌接合方法の摩擦攪拌接合工程S3は、被接合部材3、4の接合予定部23を接合した構造物28を得る工程である。
【0062】
なお、摩擦攪拌接合工程S3は、被接合部材3、4の他に被接合部材3、4A、被接合部材3A、4、被接合部材3B、4Bの各接合予定部23、23Bの接合を行うこともできる。
【0063】
摩擦攪拌接合工程S3に用いられる接合工具26は、例えば、回転駆動装置(図示省略)の駆動部に結合された円柱形状の回転体31と、回転体31の先端に突出させて一体に形成された円柱形状のプローブ32と、を備える。回転体31の端面はショルダ33と呼ばれる。プローブ32は、回転体31のショルダ33から被接合部材3、4の接合予定部23の厚さ(すなわち、被接合部材3の面板5または被接合部材4の面板8)に相当する長さに突出される。またプローブ32は、接合予定部23の攪拌を効率よく行うなどのため、ねじ溝が設けられたり、回転軸直交方向の断面形状を非円形状(例えば、楕円や太鼓型)に形成されたりする。
【0064】
摩擦攪拌接合工程S3は、回転駆動装置によって接合工具26を高速で回転(図10中、実線矢R)させながら接合予定部23に押圧し、接合工具26と被接合部材3、4との摩擦熱によって接合予定部23を軟化させ、この軟化した部分を接合工具26の回転によって攪拌、塑性流動させ、被接合部材3、4を接合部分34で一体化された構造物28を製作する。
【0065】
次に、摩擦攪拌接合方法の具体例についてさらに詳述する。
【0066】
図12および図13は、本発明の実施形態に係る摩擦攪拌接合方法によって接合される被接合部材の一例を部分的に示した断面図である。なお、図12は、被接合部材の長手軸方向断面を示した図であり、図13は、被接合部材の長手軸直交方向断面を示した図である。
【0067】
構造物としての接合管35は、アルミニウム合金(JIS H 5202:AC4CH−T6)を材料とする幅約40mm、高さ約100mm、板厚約4mmの角管材である被接合部材3、4を本実施形態に係る接合方法によって接合した構造物である。
【0068】
被接合部材3は、板厚te=約4mm、幅W=約24mm、突合せ面からの突出距離L=約16mmの形状寸法を有する突出片7を備える。
【0069】
被接合部材4は、直径R=約8mmのアルミニウム合金(JIS H 4100:6061−T6)を材料とする丸棒を面板16に穿孔された孔に圧入させた突出片支持片14を備える。突出片支持片14は、面板16の内面からの突出量S=約10mm、凹所12の間隔D=約4mm、突合せ面から丸棒中心までの距離約12mmの形状寸法を有する。
【0070】
摩擦攪拌接合工程S3に用いる接合工具26は、ショルダ33の直径約12mm、プローブ32の直径約5mm、プローブ32の突出長さ約3.5mmの形状を有する。摩擦攪拌接合工程S3の接合条件は、接合工具26の回転数約1500rpm、接合工具26の接合速度約300mm/分、接合工具26の前進角約3°、被接合部材に対するプローブ32の挿入量約3.7mm、接合工具26を被接合部材に挿入してから接合工具26の移動を開始するまでの待機時間約2秒、接合工具26の移動を終了してから接合工具26を被接合部材から引き抜くまでの待機時間約1秒、ツール荷重約3kNとした。
【0071】
この接合管35の接合強度について説明する。なお、接合管35の強度評価のために、突出片支持片14を備えていない被接合部材と被接合部材3とを接合した比較用構造物(図示省略)を製作した。この比較用構造物は、突出片支持片14を備えていないので突出片7は片持ち状態で被接合部材4に挿入されている。
【0072】
図14は、本発明の実施形態に係る摩擦攪拌接合方法によって接合された構造物の強度試験の様子を示した概略図である。
【0073】
図14に示すように、接合管35の接合強度を評価するために、接合管35および比較用構造物の三点曲げ試験を行った。評価対象の接合強度は、接合管35および比較用構造物の三点曲げ試験における破断時の曲げ強さである。
【0074】
なお、三点曲げ試験における負荷荷重は、摩擦攪拌接合による接合部分34に引っ張り力が生じる方向へ負荷した。
【0075】
図15は、本発明の実施形態に係る摩擦攪拌接合方法によって接合された構造物の接合強度の一例を示した図である。
【0076】
図15に示すように、接合管35は、比較用構造物に比べて約1.4倍の接合強度の向上が見られた。この結果から、接合管35は、摩擦攪拌接合による接合部分に十分な剛性を有するため、摩擦攪拌接合におけるツール荷重による変形が抑制され、接合強度の高い接合が得られることが分かる。
【0077】
このように構成された本実施形態に係る摩擦攪拌接合は、被接合部材3の突出片7および被接合部材4の突出片支持片14によって接合予定部23の剛性を高め、摩擦攪拌接合におけるツール荷重による面板5の変形を抑制できるので、接合された構造物の接合部分に十分な接合強度と接合品質を得ることができる。
【0078】
また、本実施形態に係る摩擦攪拌接合は、被接合部材3、4、被接合部材3A、4、被接合部材3、4Aおよび被接合部材3B、4Bの中空部10、17に中子を詰める必要が無く、中空部10、17を塞ぐリブを有しないので、接合された構造物を軽量化できる。
【0079】
さらに、本実施形態に係る摩擦攪拌接合は、中空部10、17を塞ぐリブを有しないので、被接合部材3、4、被接合部材3A、4、被接合部材3、4Aおよび被接合部材3B、4Bの成型を容易化できる。
【0080】
さらにまた、本実施形態に係る摩擦攪拌接合は、軸直交方向の断面形状が多角形状の被接合部材3、4、被接合部材3A、4、被接合部材3、4Aおよび被接合部材3B、4Bを容易に接合できる。
【0081】
なお、実施形態に係る摩擦攪拌接合方法によって接合される構造物は、接合管35に限られず、中空押し出し材、角パイプ材、各種フレーム材、プレス成形品、鋳造品、鍛造品、焼結品などの被接合部材を接合する場合にも適用可能であり、特に自動二輪車の車体フレームを構成する中空部材を接合する場合に好適である。
【0082】
したがって、本実施形態に係る摩擦攪拌接合方法によれば、中空な被接合部材3、4、被接合部材3A、4、被接合部材3、4Aおよび被接合部材3B、4Bの成型性を損なうことなく、ツール荷重による変形を抑制可能であり、接合強度および接合品質を良好に保つことができる。
【符号の説明】
【0083】
3、3A、3B 被接合部材
4、4A、4B 被接合部材
5、5a、5b 面板
7、7a、7b、7A 突出片
8、8a、8b 面板
10 中空部
12、12a、12b、12A 凹所
14、14a、14b、14A 突出片支持片
16、16a、16b 面板
17 中空部
19a、19b 面板
21 端面
22 端面
23、23B 接合予定部
24 厚肉部
26 接合工具
27 膨出部
28 構造物
31 回転体
32 プローブ
33 ショルダ
34 接合部分
35 接合管
【特許請求の範囲】
【請求項1】
中空形状に形成され少なくとも1つの平板状の第一面板と前記第一面板の内端部に形成された突出片とを有する金属製の第一被接合部材と、中空形状に形成され少なくとも1つの平板状の第二面板と前記第二面板に対向させて中空部に配置され前記突出片を嵌入可能な凹所を形成する内突片とを有する金属製の第二被接合部材と、を準備する工程と、
前記凹所に前記突出片を嵌め込み前記第一面板の端面と前記第二面板の端面とを突き合わせて接合予定部を構成する工程と、
前記接合予定部に沿って摩擦攪拌接合を行い第一被接合部材と第二被接合部材と接合する工程と、を有することを特徴とする摩擦攪拌接合方法。
【請求項2】
前記突出片は、前記第一面板に対し略平行に延在されたことを特徴とする請求項1に記載の摩擦攪拌接合方法。
【請求項3】
前記内突片は、前記第二面板に対し略平行に延在されたことを特徴とする請求項1または2に記載の摩擦攪拌接合方法。
【請求項4】
前記内突片は、前記第二面板の内面に設けられたことを特徴とする請求項1から3のいずれか1項に記載の摩擦攪拌接合方法。
【請求項5】
前記内突片は、前記第二面板に隣り合う面板の内面に設けられたことを特徴とする請求項1から3のいずれか1項に記載の摩擦攪拌接合方法。
【請求項6】
前記内突片は、前記第二被接合部材に一体に形成されたことを特徴とする請求項5に記載の摩擦攪拌接合方法。
【請求項7】
前記内突片は、前記第二被接合部材に一体的に固定された別部材で形成されたことを特徴とする請求項5に記載の摩擦攪拌接合方法。
【請求項8】
前記摩擦攪拌接合は、前記第一面板の端面と前記第二面板の端面との突合せ面に行うことを特徴とする請求項1から7のいずれか1項に記載の摩擦攪拌接合方法。
【請求項9】
前記摩擦攪拌接合は、前記第二面板と前記突出片とが重なる部分に行うことを特徴とする請求項1から7のいずれか1項に記載の摩擦攪拌接合方法。
【請求項1】
中空形状に形成され少なくとも1つの平板状の第一面板と前記第一面板の内端部に形成された突出片とを有する金属製の第一被接合部材と、中空形状に形成され少なくとも1つの平板状の第二面板と前記第二面板に対向させて中空部に配置され前記突出片を嵌入可能な凹所を形成する内突片とを有する金属製の第二被接合部材と、を準備する工程と、
前記凹所に前記突出片を嵌め込み前記第一面板の端面と前記第二面板の端面とを突き合わせて接合予定部を構成する工程と、
前記接合予定部に沿って摩擦攪拌接合を行い第一被接合部材と第二被接合部材と接合する工程と、を有することを特徴とする摩擦攪拌接合方法。
【請求項2】
前記突出片は、前記第一面板に対し略平行に延在されたことを特徴とする請求項1に記載の摩擦攪拌接合方法。
【請求項3】
前記内突片は、前記第二面板に対し略平行に延在されたことを特徴とする請求項1または2に記載の摩擦攪拌接合方法。
【請求項4】
前記内突片は、前記第二面板の内面に設けられたことを特徴とする請求項1から3のいずれか1項に記載の摩擦攪拌接合方法。
【請求項5】
前記内突片は、前記第二面板に隣り合う面板の内面に設けられたことを特徴とする請求項1から3のいずれか1項に記載の摩擦攪拌接合方法。
【請求項6】
前記内突片は、前記第二被接合部材に一体に形成されたことを特徴とする請求項5に記載の摩擦攪拌接合方法。
【請求項7】
前記内突片は、前記第二被接合部材に一体的に固定された別部材で形成されたことを特徴とする請求項5に記載の摩擦攪拌接合方法。
【請求項8】
前記摩擦攪拌接合は、前記第一面板の端面と前記第二面板の端面との突合せ面に行うことを特徴とする請求項1から7のいずれか1項に記載の摩擦攪拌接合方法。
【請求項9】
前記摩擦攪拌接合は、前記第二面板と前記突出片とが重なる部分に行うことを特徴とする請求項1から7のいずれか1項に記載の摩擦攪拌接合方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2011−121090(P2011−121090A)
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願番号】特願2009−280616(P2009−280616)
【出願日】平成21年12月10日(2009.12.10)
【出願人】(000002082)スズキ株式会社 (3,196)
【Fターム(参考)】
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願日】平成21年12月10日(2009.12.10)
【出願人】(000002082)スズキ株式会社 (3,196)
【Fターム(参考)】
[ Back to top ]