
摩擦材
【課題】環境汚染などの不具合を招かず、また、摩擦材の基本性能も従来品と比べて遜色なく確保しながら摩擦材の加工粉を構成成分として利用できるようにして廃棄物の削減や摩擦材のコスト低減を図ることを課題としている。
【解決手段】繊維基材、摩擦調整材、結合材、および無機充填材よりなる摩擦材に、摩擦材の加工粉をゴムでバインドした、好ましくはふるいの16メッシュの網目を通過する大きさのランダム形状のゴムチップ6を構成成分として含ませた。
【解決手段】繊維基材、摩擦調整材、結合材、および無機充填材よりなる摩擦材に、摩擦材の加工粉をゴムでバインドした、好ましくはふるいの16メッシュの網目を通過する大きさのランダム形状のゴムチップ6を構成成分として含ませた。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、ブレーキパッド、ブレーキライニングなどの摩擦材、特に、従来品と比べて遜色の無い性能を確保しながら、製造時などに発生する摩擦材の加工粉を原料として活用して廃棄物の削減やコスト低減を図った摩擦材に関する。なお、この発明で言う加工粉は、研磨、研削、切削、粉砕などによって発生する摩擦材の微細な粉を指す。
【背景技術】
【0002】
自動車用ブレーキなどに採用される摩擦材(ディスクブレーキのブレーキパッドやドラムブレーキのブレーキライニングなど)は、フェノール樹脂などの結合材を含ませた原料混合粉を加熱加圧成形した後、熱処理して結合材を硬化させ、その後、養生、仕上げなどの工程を経て製造される。仕上げ工程では、摩擦面を研磨して所定の寸法を出す。また、ブレーキパッドについては、ノイズ対策や熱対策として、エッジを除去するチャンファや摩擦面を複数に分割するスリットを切削加工して設けている。これらの加工で摩擦材の加工粉が日々多量に発生しており、その多くは産業廃棄物として処理業者に引き取られ、埋め立てやセメント原料などとして処理されているのが現状である。
【0003】
しかしながら、産業廃棄物としての取り扱いでは資源の有効利用が図れない。そこで、製造過程などで発生した摩擦材の加工粉を新しい摩擦材の原料として再利用することが要望され、その要求に応える技術が既にいくつか提案されている。
【0004】
例えば、特許文献1は、摩擦材の研磨代に研磨粉を含む材料を積層して成型し、その後、研磨代層を研磨仕上げする摩擦材の製造方法を提案しており、また、特許文献2は、廃摩擦材を粉砕して得られる複合材粒子(これもこの発明で言う加工粉)を構成成分として摩擦材に含有させる技術を提案している。なお、特許文献2の複合材粒子は、高温で熱処理した摩擦材を粉砕して得られるものが好ましいとしている。
このほかにも、類似の技術が下記特許文献3〜6に開示されている。
【特許文献1】特開平10−087848号公報
【特許文献2】特開2005−200569号公報
【特許文献3】特開平05−078649号公報
【特許文献4】特許第991970号公報
【特許文献5】特開平11−101284号公報
【特許文献6】特開2005−233214号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
摩擦材の加工粉は非常に細かい粒子(一般的な研磨粉は平均粒径が10μm程度)であることから、取り扱いが困難であり、特許文献1が開示している摩擦材の製造方法では加工粉が粉塵となって環境を汚染することが考えられる。
【0006】
また、本来得ようとしている摩擦材層と研磨代となす層の構成成分が異なるので、摩擦材の製造時に成形型に対する原料混合粉の投入を2回に分けて行う必要があり、加えて、各層の原料混合粉の投入量の制御も必要になり、生産性が低下することも避けられない。
【0007】
特許文献2が開示している摩擦材も、粉砕した複合材粒子をそのまま原料混合粉に添加するので、複合材粒子が粉塵となって環境汚染を招くことが考えられる。また、特許文献2が好ましいと述べている熱処理した摩擦材を粉砕して得られる複合材粒子は、熱処理によって有機成分が除去されてポーラスな組織になっており、これを構成成分として添加した摩擦材は、気孔率が高くなって摩擦係数やフェード性能が低下する。
特許文献3〜6が開示している技術も、同様の問題点を有しており、まだ満足のいくものではなかった。
【0008】
この発明は、環境汚染などの不具合を招かず、また、ブレーキの効き特性に優れ、鳴き・異音などのノイズも発生させないと言う摩擦材の基本性能も従来品と比べて遜色なく確保しながら摩擦材の加工粉を構成成分として利用できるようにして廃棄物の削減や摩擦材のコスト低減を図ることを課題としている。
【課題を解決するための手段】
【0009】
上記の課題を解決するため、この発明においては、繊維基材、摩擦調整材、結合材、および無機充填材よりなる摩擦材に、摩擦材の加工粉をゴムでバインドしたランダム形状のゴムチップ(加工粉とゴムの複合チップ)を構成成分として含ませた。
【0010】
前記ゴムチップのサイズは、ふるいの16メッシュの網目(約1mm)を通過できる大きさが好ましく、また、このゴムチップは、ゴムと摩擦材の加工粉(以下、単に加工粉とも言う)を重量比で50/50〜5/95、より好ましくは10/90〜25/75の割合で混合したものがよく、このゴムチップを摩擦材中に占めるゴムの総量が3wt%以下となるように含有させると好ましい。より好ましくは0.5wt%以上、3wt%以下がよい。
【発明の効果】
【0011】
摩擦材の微細な加工粉は、上述したように取り扱いが困難であり、環境汚染の原因にもなる。そこで、この発明においては、加工粉をそのまま取り扱うのではなく、一旦ゴムに練り込み、混練後の材料をチップ化して添加することでその問題を解決した。
【0012】
また、摩擦材の加工粉をゴムでバインドした材料のチップ化は、加工粉とゴムを混練後、造粒する方法でも行えるが、造粒して製造されるゴムチップは、小さくても平均粒径が1mm程度になる(造粒法で平均粒径をこれ以上小さくするのは製法上困難)ため、その造粒チップを添加した摩擦材は、ゴムチップが偏在して摩擦係数や耐熱性(フェード性能)などの性能に悪影響がでる。
これに対し、この発明では、使用するゴムチップをランダム形状の、好ましくは16メッシュの網目を通過できるぐらいの大きさのものに制限したので、組織中でのゴムチップの均一分散性が良くなって摩擦係数が安定し、ゴムチップが添加されていない従来の摩擦材と比べて遜色のない性能が得られる。
【0013】
なお、均一分散性と取り扱い性の両面を考えると、ゴムチップのサイズは、16メッシュ(約1mm)以上の大きさのものが1%未満であることがよい。摩擦材に通常添加されているカシューダストとほぼ同等の粒子径であり、従来通りの作業で取り扱うことができる。ゴムチップのサイズが大きくなると、摩擦材の製造時にゴムチップの偏析が生じ、均一な組成の摩擦材が製造できない。ゴムチップが多くなった摩擦材は、その部分の摩擦材強度低下によるクラック、欠け、剥離などが生じる可能性がある。また、ブレーキ性能においても、耐熱性低下によるフェード性能の悪化が予測され好ましくない。
【0014】
その他の好ましいとした構成の作用・効果は、次項で説明する。
【発明を実施するための最良の形態】
【0015】
以下、この発明の摩擦材の実施の形態について説明する。この発明の摩擦材は、繊維基材として、アラミド繊維、スチール繊維、銅繊維、ロックウールなどの有機、無機の繊維を使用する。また、摩擦調整材及び充填材として、カシューダスト、グラファイト、水酸化カルシウムなどを使用し、マイカ、酸化ジルコニウム、硫酸バリウムなどのその他の無機充填材も使用する。さらに、フェノール樹脂に代表される熱硬化性樹脂などの結合材も勿論使用する。このほかに、この発明を特徴づける摩擦材の加工粉をゴムでバインドしたゴムチップを含ませる。
【0016】
その加工粉を含んだゴムチップ(以下では単にゴムチップと言う)に使用するゴムは、NBR(ニトリルゴム)、HNBR(水素化ニトリルゴム)、SBR(スチレンゴム)、EPDM(エチレン・プロピレン・ジエンゴム)、ブチルゴム、アクリルゴム、シリコーンゴムなど、工業的に一般に使用されているものを使用できる。加硫剤は含んでも含まなくてもよい。これらのゴムは、経済性の観点からはNBRが最も優れており、次いで、SBR、EPDMなどとなる。HNBRは高価である。シリコーンゴムも耐熱性に優れるが高価であるので、NBRなどで対応できない性能が要求されたときに利用するとよい。
【0017】
ゴムチップに加える摩擦材の加工粉は、同一摩擦材の製造工程で発生するものが同一成分であるので好ましいが、成分管理ができる加工粉であればよく、廃摩擦材などから生成したものや成分が若干異なっているものなども使用できる。
【0018】
そのゴムチップは、平均サイズが250〜500μmの範囲にあるものが特に好ましい。また、ゴムと加工粉を重量比で50/50〜5/95の割合で混合したものがよく、この発明の摩擦材は、そのゴムチップを摩擦材中に占めるゴムの割合(総量)が3wt%以下となるように含有させたものが好ましい。
【0019】
ゴムチップに占めるゴムの比率が5wt%より少ないとゴムが少なすぎて加工粉を十分にバインドできず、その後のチップ化ができない。また、ゴムの量が50wt%よりも多いと加工粉の使用量(ゴムチップの添加量を適正範囲に規制したときの使用量)が少なくなってその加工粉のリサイクル率が悪くなる。より好ましくは、ゴムと加工粉の比率は10/90〜25/75である。
【0020】
ただし、加工粉をバインドしたゴムチップを摩擦材に配合した際のゴムの総量(摩擦材に占める割合)は3wt%以下に抑えるのがよい。ゴムチップの含有量が多すぎてゴムの総量が3wt%を越えると、摩擦材の強度低下、耐熱性低下などが避けられなくなって従来の摩擦材と同等の性能を得ることが困難になる。一方、摩擦材中のゴムの総量が少なすぎると廃摩擦材のリサイクル率が低くなるため、そのゴムの総量が0.5wt%以上となるようにゴムチップの添加量を制御するのが好ましい。ゴムと加工粉を好ましいとした割合で混合したゴムチップは、5〜30vol%程度添加することで上記の要求に応えることができる。
【0021】
上記のゴムチップは、摩擦材の加工粉とバインダになるゴムを所定の割合で混練して得た材料をチップ化して得る。ゴムと加工粉の混練は、加圧ニーダ、オープンロール、バンバリーミキサ、エクストルーダなどの一般に利用されているゴム用設備で行える。また、混練した材料のチップ化は、ゴムの粉砕、解砕に利用されているラバーミルで行う。ラバーミルは、相対回転する2枚の円盤を有しており、その2枚の円盤の対向面に設けられた無数の小さな刃でゴムをランダムに細かく分断して粉砕する。
【0022】
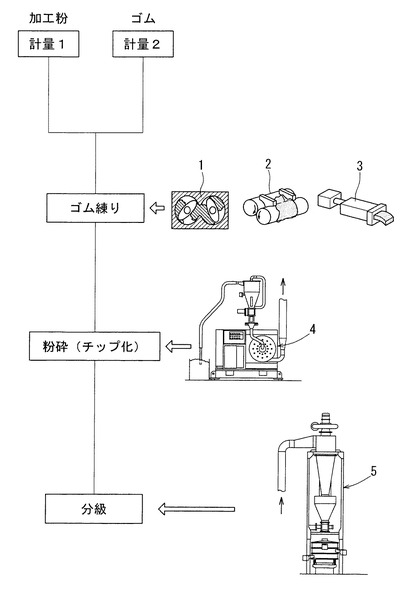
そのラバーミルを使用すると、造粒では困難であった平均サイズが1mm以下の大きさのゴムチップは勿論、平均サイズが好ましいとした250〜500μmの範囲にあるゴムチップも簡単に製造することができる。このゴムチップの製造フロー図を図1に示す。
【0023】
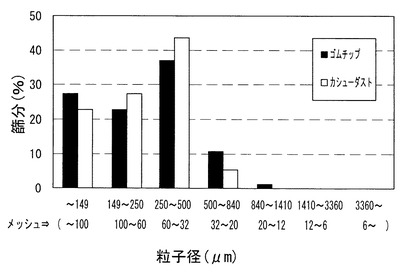
図1の1は加圧ニーダ、2はオープンロール、3はエクストルーダであり、これらの設備で計量後の研磨粉とゴムを練り合わせる。次に、混練した材料をシート化するなどした後、ラバーミル4で粉砕して所望サイズのランダム形状のゴムチップを作り、このゴムチップを分級機(図のそれは気流分級機)5で分級する。図2は、分級したゴムチップの粒径分布をカシューダストの粒径分布と比較して示したものである。これからわかるように、ラバーミルで粉砕して得られるゴムチップは、充填材として摩擦材に通常添加されているカシューダストとほぼ同等の粒子径であり、作業面での特別な取り扱いは不要である。
【0024】
分級後のゴムチップを、摩擦材の原料(繊維基材、摩擦調整材、結合材、および無機充填材)に規定量添加する。そのゴムチップを含ませた原料を混合し、得られた原料混合粉を成形金型のセットされたプレス機を用いて予備成形し、次いで予備成形体を成形金型のセットされたプレス機を用いて加熱加圧して成形体を得る。その後、結合材を硬化させるための熱処理、養生、仕上げの工程を経て所望の摩擦材を得る。
【0025】
この摩擦材の製造プロセスにおける成形体の成形は、一般的には温度130〜200℃、成形圧力10〜100MPa程度の条件でなされている。また、結合材を硬化させるための成形体の熱処理は、温度140〜300℃、処理時間2〜48時間程度の条件でなされており、この発明の摩擦材もその一般的な条件で製造することができる。
【0026】
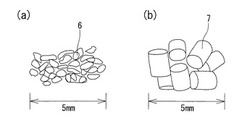
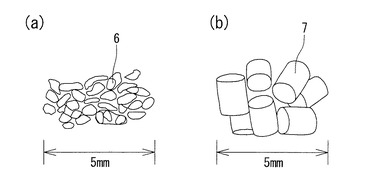
図3に、ラバーミルで粉砕したゴムチップと造粒したゴムチップを示す。図3(a)の6はラバーミルで粉砕したゴムチップ、図3(b)の7は造粒したゴムチップである。この図からわかるように、両者の大きさには歴然とした違いがある。
【0027】
−第1実施例−
表1に示す材料を表1に示す割合で配合してこれを基本配合の原料とした。また、構成成分が同じ摩擦材から得られた研磨粉90wt%に、NBR(JSR社製、商品名JSRN 230SH)を10wt%混合した材料をオープンロールで混練してシートに成形し、得られたゴムシート(研磨粉がバインドされたシート)を適当なサイズに裁断後、ラバーミル(シグマ精機製、品番OMS−1000)で粉砕してランダム形状のゴムチップを得た。そのゴムチップは、現行ブレーキパッドに採用されているカシューダストの粒径とほぼ同サイズにした。図2にそのゴムチップを気流分級機で分級した結果を示す。このゴムチップは、16メッシュ(約1mm)以上の大きさのもの含有率が1%未満であった。得られたゴムチップの粒径分布がカシューダストの粒径分布に近似していることがこの図2からわかる。
【0028】
次に、上記のゴムチップを、基本配合原料にその原料を薄める形で15vol%配合し、従来通りの製造方法でブレーキパッドを製造した。そして、そのブレーキパッドの性能を評価した。
【0029】
性能の評価は、パッドのライニング(摩擦材)の剪断強度、平均摩擦係数(平均μ)、フェード時摩擦係数(フェードμ)、摩耗量、およびノイズ発生の有無を調べてゴムチップを配合していないオリジナル品と比較する方法で行った。
【0030】
性能評価の試験結果を表2及び図4、図5に示す。表2における摩擦材の剪断強度は、JIS D4415に準じて測定した。
また、摩擦係数と摩擦材の摩耗量は、JASO{自動車技術(者協)会規格} C406−87に従いフルサイズダイナモテスタを用いて測定した。評価のための試験条件は、PE57−14″25V、タイヤ有効半径:293mm、ロータ有効半径:100mm、イナーシャ:6kgm/s2とした。
試験条件のPE57−14″25Vは、試験に用いたブレーキの種類を表すもので、車体重量1.3トン程度、2000cc乗用車クラス用浮動型1ポットディスクブレーキ、ピストン径φ57mm、ロータ径14インチ、ロータはベンチレーテッドタイプのブレーキである。
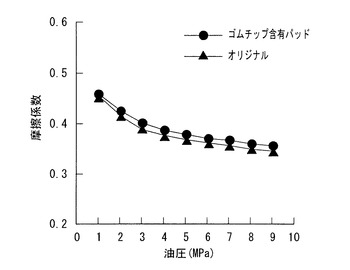
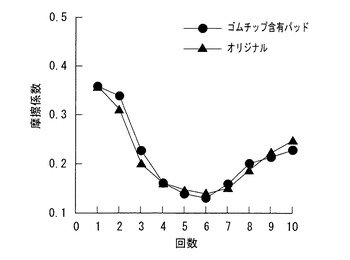
摩擦係数は、第二効力の制動前速度50km/hでの平均摩擦係数を平均μとして記し、さらに、フェードパターンの最低μをフェードμとして記した。平均μは0.4±0.05、フェードμは0.10以上あればよい。また、摩耗量は試験前後のパッド厚みから求めた。さらに、ノイズ発生の有無は、実車にて様々なロータ温度やペダル踏力でブレーキを掛ける試験を一定回数行なって運転者が聴覚で確認した。
【0031】
【表1】

【0032】
【表2】
【0033】
この試験結果から、摩擦材の加工粉を練り込んだゴムチップがラバーミルでランダム形状に粉砕された微細なチップであれば、そのゴムチップをブレーキパッドなどの摩擦材に含有させても従来のオリジナル品の摩擦材と遜色のない性能が得られることがわかる。
【0034】
これにより、摩擦材の製造で日々発生する加工粉を再利用することが可能になり、産業廃棄物の削減、摩擦材のコスト低減が図れるようになる。また、摩擦材の加工粉をゴムでバインドしたことによって取り扱い時の加工粉の飛散が防止されるので環境汚染を招かない。
さらに、ゴムチップのハンドリング性については摩擦材の添加成分であるカシューダストと同様の扱いが可能であり、摩擦材の製造を従来通りの方法で行えるため、生産性の低下も起こらない。
【0035】
−第2実施例−
第1実施例と同じ方法で製造したランダム形状のゴムチップ(研磨粉は、構成成分が同じ摩擦材から得られたもの、ゴムは第1実施例と同じNBR。粒径は、現行ブレーキパッドに採用されているカシューダストの粒径とほぼ同サイズ)を、第1実施例で採用した表1の基本配合原料にその基本配合原料を薄める形で15vol%配合し、このときのゴムチップのゴム/研磨粉の比率と、パッド中に占めるゴムの総量を表3に示すように変化させた原料でブレーキパッドを従来通りの製造方法で製造した。そして、それぞれの試料(ブレーキパッド)の性能を評価し、さらに、各試料について摩擦材研磨粉のリサイクル率の良否判定も行なった。
【0036】
評価項目、評価試験の方法および評価条件は第1実施例と同じにした。この評価試験の結果と研磨粉リサイクル率の良否判定結果を表3示す。なお、表3の研磨粉リサイクル率の表記で、○は研磨粉のリサイクル率(パッドのライニングに占める割合)が10wt%以上、△は5〜10wt%、×は5wt%未満であることを示す。
【0037】
【表3】
【0038】
この第2実施例の結果から、摩擦材の研磨粉を含んだランダム形状のゴムチップを含有する発明品の摩擦材(パッド)は、摩擦性能に関してはゴムチップを含んでいない比較例(オリジナル品)と比べて遜色の無い性能が得られることがわかる。上述したように、平均μは0.4±0.05、フェードμは0.10以上あればよく、各実施例がその要求を満たしている。
一方、ライニングの剪断強度に関しては、摩擦材(ライニング)中に占めるゴムの総量を適切に定める必要があることがわかった。ゴムの総量が3wt%を超えると、ライニングの剪断強度の低下が著しくなる(実施例10,17,22)。前述のPE57−14″25Vのブレーキに採用されるパッドの場合、ライニング剪断強度の保証値は12kN以上とされており、適用するブレーキによっては、ライニング剪断強度の保証値を確保できないケースが生じてくる。
また、このゴムの総量は、摩擦材の性能面では0.5wt%未満でも特に問題はないが、ゴムの総量が0.5wt%未満では、研磨粉をはじめとした加工粉のリサイクル率が低くなる(実施例1,6,11,12,18)ので、0.5wt%以上となるようにするのがよい。重量比でのゴム量が50%を超えた場合も、リサイクル率が低くなるので好ましくない(実施例25)。
このほか、この発明で使用した研磨粉含有ランダム形状ゴムチップのハンドリング性については、カシューダストと同等の扱いが可能であった。
【0039】
なお、この発明の摩擦材は、ブレーキ用に限定されず、クラッチフェーシングなどにも利用できる。
【図面の簡単な説明】
【0040】
【図1】この発明の摩擦材の製造フロー図
【図2】分級したゴムチップの粒径分布をカシューダストの粒径分布と比較して示す図表
【図3】ラバーミルで粉砕したゴムチップと造粒したゴムチップの大きさの違いを示す図
【図4】摩擦材の加工粉を練り込んだゴムチップを含有する摩擦材と含有していないオリジナル品の摩擦材の第二効力の摩擦係数を比較して示す図
【図5】摩擦材の加工粉を練り込んだゴムチップを含有する摩擦材と含有していないオリジナル品の摩擦材のフェード発生時の摩擦係数を比較して示す図
【符号の説明】
【0041】
1 加圧ニーダ
2 オープンロール
3 エクストルーダ
4 ラバーミル
5 分級機
6 ラバーミルで粉砕したゴムチップ
7 造粒したゴムチップ
【技術分野】
【0001】
この発明は、ブレーキパッド、ブレーキライニングなどの摩擦材、特に、従来品と比べて遜色の無い性能を確保しながら、製造時などに発生する摩擦材の加工粉を原料として活用して廃棄物の削減やコスト低減を図った摩擦材に関する。なお、この発明で言う加工粉は、研磨、研削、切削、粉砕などによって発生する摩擦材の微細な粉を指す。
【背景技術】
【0002】
自動車用ブレーキなどに採用される摩擦材(ディスクブレーキのブレーキパッドやドラムブレーキのブレーキライニングなど)は、フェノール樹脂などの結合材を含ませた原料混合粉を加熱加圧成形した後、熱処理して結合材を硬化させ、その後、養生、仕上げなどの工程を経て製造される。仕上げ工程では、摩擦面を研磨して所定の寸法を出す。また、ブレーキパッドについては、ノイズ対策や熱対策として、エッジを除去するチャンファや摩擦面を複数に分割するスリットを切削加工して設けている。これらの加工で摩擦材の加工粉が日々多量に発生しており、その多くは産業廃棄物として処理業者に引き取られ、埋め立てやセメント原料などとして処理されているのが現状である。
【0003】
しかしながら、産業廃棄物としての取り扱いでは資源の有効利用が図れない。そこで、製造過程などで発生した摩擦材の加工粉を新しい摩擦材の原料として再利用することが要望され、その要求に応える技術が既にいくつか提案されている。
【0004】
例えば、特許文献1は、摩擦材の研磨代に研磨粉を含む材料を積層して成型し、その後、研磨代層を研磨仕上げする摩擦材の製造方法を提案しており、また、特許文献2は、廃摩擦材を粉砕して得られる複合材粒子(これもこの発明で言う加工粉)を構成成分として摩擦材に含有させる技術を提案している。なお、特許文献2の複合材粒子は、高温で熱処理した摩擦材を粉砕して得られるものが好ましいとしている。
このほかにも、類似の技術が下記特許文献3〜6に開示されている。
【特許文献1】特開平10−087848号公報
【特許文献2】特開2005−200569号公報
【特許文献3】特開平05−078649号公報
【特許文献4】特許第991970号公報
【特許文献5】特開平11−101284号公報
【特許文献6】特開2005−233214号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
摩擦材の加工粉は非常に細かい粒子(一般的な研磨粉は平均粒径が10μm程度)であることから、取り扱いが困難であり、特許文献1が開示している摩擦材の製造方法では加工粉が粉塵となって環境を汚染することが考えられる。
【0006】
また、本来得ようとしている摩擦材層と研磨代となす層の構成成分が異なるので、摩擦材の製造時に成形型に対する原料混合粉の投入を2回に分けて行う必要があり、加えて、各層の原料混合粉の投入量の制御も必要になり、生産性が低下することも避けられない。
【0007】
特許文献2が開示している摩擦材も、粉砕した複合材粒子をそのまま原料混合粉に添加するので、複合材粒子が粉塵となって環境汚染を招くことが考えられる。また、特許文献2が好ましいと述べている熱処理した摩擦材を粉砕して得られる複合材粒子は、熱処理によって有機成分が除去されてポーラスな組織になっており、これを構成成分として添加した摩擦材は、気孔率が高くなって摩擦係数やフェード性能が低下する。
特許文献3〜6が開示している技術も、同様の問題点を有しており、まだ満足のいくものではなかった。
【0008】
この発明は、環境汚染などの不具合を招かず、また、ブレーキの効き特性に優れ、鳴き・異音などのノイズも発生させないと言う摩擦材の基本性能も従来品と比べて遜色なく確保しながら摩擦材の加工粉を構成成分として利用できるようにして廃棄物の削減や摩擦材のコスト低減を図ることを課題としている。
【課題を解決するための手段】
【0009】
上記の課題を解決するため、この発明においては、繊維基材、摩擦調整材、結合材、および無機充填材よりなる摩擦材に、摩擦材の加工粉をゴムでバインドしたランダム形状のゴムチップ(加工粉とゴムの複合チップ)を構成成分として含ませた。
【0010】
前記ゴムチップのサイズは、ふるいの16メッシュの網目(約1mm)を通過できる大きさが好ましく、また、このゴムチップは、ゴムと摩擦材の加工粉(以下、単に加工粉とも言う)を重量比で50/50〜5/95、より好ましくは10/90〜25/75の割合で混合したものがよく、このゴムチップを摩擦材中に占めるゴムの総量が3wt%以下となるように含有させると好ましい。より好ましくは0.5wt%以上、3wt%以下がよい。
【発明の効果】
【0011】
摩擦材の微細な加工粉は、上述したように取り扱いが困難であり、環境汚染の原因にもなる。そこで、この発明においては、加工粉をそのまま取り扱うのではなく、一旦ゴムに練り込み、混練後の材料をチップ化して添加することでその問題を解決した。
【0012】
また、摩擦材の加工粉をゴムでバインドした材料のチップ化は、加工粉とゴムを混練後、造粒する方法でも行えるが、造粒して製造されるゴムチップは、小さくても平均粒径が1mm程度になる(造粒法で平均粒径をこれ以上小さくするのは製法上困難)ため、その造粒チップを添加した摩擦材は、ゴムチップが偏在して摩擦係数や耐熱性(フェード性能)などの性能に悪影響がでる。
これに対し、この発明では、使用するゴムチップをランダム形状の、好ましくは16メッシュの網目を通過できるぐらいの大きさのものに制限したので、組織中でのゴムチップの均一分散性が良くなって摩擦係数が安定し、ゴムチップが添加されていない従来の摩擦材と比べて遜色のない性能が得られる。
【0013】
なお、均一分散性と取り扱い性の両面を考えると、ゴムチップのサイズは、16メッシュ(約1mm)以上の大きさのものが1%未満であることがよい。摩擦材に通常添加されているカシューダストとほぼ同等の粒子径であり、従来通りの作業で取り扱うことができる。ゴムチップのサイズが大きくなると、摩擦材の製造時にゴムチップの偏析が生じ、均一な組成の摩擦材が製造できない。ゴムチップが多くなった摩擦材は、その部分の摩擦材強度低下によるクラック、欠け、剥離などが生じる可能性がある。また、ブレーキ性能においても、耐熱性低下によるフェード性能の悪化が予測され好ましくない。
【0014】
その他の好ましいとした構成の作用・効果は、次項で説明する。
【発明を実施するための最良の形態】
【0015】
以下、この発明の摩擦材の実施の形態について説明する。この発明の摩擦材は、繊維基材として、アラミド繊維、スチール繊維、銅繊維、ロックウールなどの有機、無機の繊維を使用する。また、摩擦調整材及び充填材として、カシューダスト、グラファイト、水酸化カルシウムなどを使用し、マイカ、酸化ジルコニウム、硫酸バリウムなどのその他の無機充填材も使用する。さらに、フェノール樹脂に代表される熱硬化性樹脂などの結合材も勿論使用する。このほかに、この発明を特徴づける摩擦材の加工粉をゴムでバインドしたゴムチップを含ませる。
【0016】
その加工粉を含んだゴムチップ(以下では単にゴムチップと言う)に使用するゴムは、NBR(ニトリルゴム)、HNBR(水素化ニトリルゴム)、SBR(スチレンゴム)、EPDM(エチレン・プロピレン・ジエンゴム)、ブチルゴム、アクリルゴム、シリコーンゴムなど、工業的に一般に使用されているものを使用できる。加硫剤は含んでも含まなくてもよい。これらのゴムは、経済性の観点からはNBRが最も優れており、次いで、SBR、EPDMなどとなる。HNBRは高価である。シリコーンゴムも耐熱性に優れるが高価であるので、NBRなどで対応できない性能が要求されたときに利用するとよい。
【0017】
ゴムチップに加える摩擦材の加工粉は、同一摩擦材の製造工程で発生するものが同一成分であるので好ましいが、成分管理ができる加工粉であればよく、廃摩擦材などから生成したものや成分が若干異なっているものなども使用できる。
【0018】
そのゴムチップは、平均サイズが250〜500μmの範囲にあるものが特に好ましい。また、ゴムと加工粉を重量比で50/50〜5/95の割合で混合したものがよく、この発明の摩擦材は、そのゴムチップを摩擦材中に占めるゴムの割合(総量)が3wt%以下となるように含有させたものが好ましい。
【0019】
ゴムチップに占めるゴムの比率が5wt%より少ないとゴムが少なすぎて加工粉を十分にバインドできず、その後のチップ化ができない。また、ゴムの量が50wt%よりも多いと加工粉の使用量(ゴムチップの添加量を適正範囲に規制したときの使用量)が少なくなってその加工粉のリサイクル率が悪くなる。より好ましくは、ゴムと加工粉の比率は10/90〜25/75である。
【0020】
ただし、加工粉をバインドしたゴムチップを摩擦材に配合した際のゴムの総量(摩擦材に占める割合)は3wt%以下に抑えるのがよい。ゴムチップの含有量が多すぎてゴムの総量が3wt%を越えると、摩擦材の強度低下、耐熱性低下などが避けられなくなって従来の摩擦材と同等の性能を得ることが困難になる。一方、摩擦材中のゴムの総量が少なすぎると廃摩擦材のリサイクル率が低くなるため、そのゴムの総量が0.5wt%以上となるようにゴムチップの添加量を制御するのが好ましい。ゴムと加工粉を好ましいとした割合で混合したゴムチップは、5〜30vol%程度添加することで上記の要求に応えることができる。
【0021】
上記のゴムチップは、摩擦材の加工粉とバインダになるゴムを所定の割合で混練して得た材料をチップ化して得る。ゴムと加工粉の混練は、加圧ニーダ、オープンロール、バンバリーミキサ、エクストルーダなどの一般に利用されているゴム用設備で行える。また、混練した材料のチップ化は、ゴムの粉砕、解砕に利用されているラバーミルで行う。ラバーミルは、相対回転する2枚の円盤を有しており、その2枚の円盤の対向面に設けられた無数の小さな刃でゴムをランダムに細かく分断して粉砕する。
【0022】
そのラバーミルを使用すると、造粒では困難であった平均サイズが1mm以下の大きさのゴムチップは勿論、平均サイズが好ましいとした250〜500μmの範囲にあるゴムチップも簡単に製造することができる。このゴムチップの製造フロー図を図1に示す。
【0023】
図1の1は加圧ニーダ、2はオープンロール、3はエクストルーダであり、これらの設備で計量後の研磨粉とゴムを練り合わせる。次に、混練した材料をシート化するなどした後、ラバーミル4で粉砕して所望サイズのランダム形状のゴムチップを作り、このゴムチップを分級機(図のそれは気流分級機)5で分級する。図2は、分級したゴムチップの粒径分布をカシューダストの粒径分布と比較して示したものである。これからわかるように、ラバーミルで粉砕して得られるゴムチップは、充填材として摩擦材に通常添加されているカシューダストとほぼ同等の粒子径であり、作業面での特別な取り扱いは不要である。
【0024】
分級後のゴムチップを、摩擦材の原料(繊維基材、摩擦調整材、結合材、および無機充填材)に規定量添加する。そのゴムチップを含ませた原料を混合し、得られた原料混合粉を成形金型のセットされたプレス機を用いて予備成形し、次いで予備成形体を成形金型のセットされたプレス機を用いて加熱加圧して成形体を得る。その後、結合材を硬化させるための熱処理、養生、仕上げの工程を経て所望の摩擦材を得る。
【0025】
この摩擦材の製造プロセスにおける成形体の成形は、一般的には温度130〜200℃、成形圧力10〜100MPa程度の条件でなされている。また、結合材を硬化させるための成形体の熱処理は、温度140〜300℃、処理時間2〜48時間程度の条件でなされており、この発明の摩擦材もその一般的な条件で製造することができる。
【0026】
図3に、ラバーミルで粉砕したゴムチップと造粒したゴムチップを示す。図3(a)の6はラバーミルで粉砕したゴムチップ、図3(b)の7は造粒したゴムチップである。この図からわかるように、両者の大きさには歴然とした違いがある。
【0027】
−第1実施例−
表1に示す材料を表1に示す割合で配合してこれを基本配合の原料とした。また、構成成分が同じ摩擦材から得られた研磨粉90wt%に、NBR(JSR社製、商品名JSRN 230SH)を10wt%混合した材料をオープンロールで混練してシートに成形し、得られたゴムシート(研磨粉がバインドされたシート)を適当なサイズに裁断後、ラバーミル(シグマ精機製、品番OMS−1000)で粉砕してランダム形状のゴムチップを得た。そのゴムチップは、現行ブレーキパッドに採用されているカシューダストの粒径とほぼ同サイズにした。図2にそのゴムチップを気流分級機で分級した結果を示す。このゴムチップは、16メッシュ(約1mm)以上の大きさのもの含有率が1%未満であった。得られたゴムチップの粒径分布がカシューダストの粒径分布に近似していることがこの図2からわかる。
【0028】
次に、上記のゴムチップを、基本配合原料にその原料を薄める形で15vol%配合し、従来通りの製造方法でブレーキパッドを製造した。そして、そのブレーキパッドの性能を評価した。
【0029】
性能の評価は、パッドのライニング(摩擦材)の剪断強度、平均摩擦係数(平均μ)、フェード時摩擦係数(フェードμ)、摩耗量、およびノイズ発生の有無を調べてゴムチップを配合していないオリジナル品と比較する方法で行った。
【0030】
性能評価の試験結果を表2及び図4、図5に示す。表2における摩擦材の剪断強度は、JIS D4415に準じて測定した。
また、摩擦係数と摩擦材の摩耗量は、JASO{自動車技術(者協)会規格} C406−87に従いフルサイズダイナモテスタを用いて測定した。評価のための試験条件は、PE57−14″25V、タイヤ有効半径:293mm、ロータ有効半径:100mm、イナーシャ:6kgm/s2とした。
試験条件のPE57−14″25Vは、試験に用いたブレーキの種類を表すもので、車体重量1.3トン程度、2000cc乗用車クラス用浮動型1ポットディスクブレーキ、ピストン径φ57mm、ロータ径14インチ、ロータはベンチレーテッドタイプのブレーキである。
摩擦係数は、第二効力の制動前速度50km/hでの平均摩擦係数を平均μとして記し、さらに、フェードパターンの最低μをフェードμとして記した。平均μは0.4±0.05、フェードμは0.10以上あればよい。また、摩耗量は試験前後のパッド厚みから求めた。さらに、ノイズ発生の有無は、実車にて様々なロータ温度やペダル踏力でブレーキを掛ける試験を一定回数行なって運転者が聴覚で確認した。
【0031】
【表1】
【0032】
【表2】
【0033】
この試験結果から、摩擦材の加工粉を練り込んだゴムチップがラバーミルでランダム形状に粉砕された微細なチップであれば、そのゴムチップをブレーキパッドなどの摩擦材に含有させても従来のオリジナル品の摩擦材と遜色のない性能が得られることがわかる。
【0034】
これにより、摩擦材の製造で日々発生する加工粉を再利用することが可能になり、産業廃棄物の削減、摩擦材のコスト低減が図れるようになる。また、摩擦材の加工粉をゴムでバインドしたことによって取り扱い時の加工粉の飛散が防止されるので環境汚染を招かない。
さらに、ゴムチップのハンドリング性については摩擦材の添加成分であるカシューダストと同様の扱いが可能であり、摩擦材の製造を従来通りの方法で行えるため、生産性の低下も起こらない。
【0035】
−第2実施例−
第1実施例と同じ方法で製造したランダム形状のゴムチップ(研磨粉は、構成成分が同じ摩擦材から得られたもの、ゴムは第1実施例と同じNBR。粒径は、現行ブレーキパッドに採用されているカシューダストの粒径とほぼ同サイズ)を、第1実施例で採用した表1の基本配合原料にその基本配合原料を薄める形で15vol%配合し、このときのゴムチップのゴム/研磨粉の比率と、パッド中に占めるゴムの総量を表3に示すように変化させた原料でブレーキパッドを従来通りの製造方法で製造した。そして、それぞれの試料(ブレーキパッド)の性能を評価し、さらに、各試料について摩擦材研磨粉のリサイクル率の良否判定も行なった。
【0036】
評価項目、評価試験の方法および評価条件は第1実施例と同じにした。この評価試験の結果と研磨粉リサイクル率の良否判定結果を表3示す。なお、表3の研磨粉リサイクル率の表記で、○は研磨粉のリサイクル率(パッドのライニングに占める割合)が10wt%以上、△は5〜10wt%、×は5wt%未満であることを示す。
【0037】
【表3】
【0038】
この第2実施例の結果から、摩擦材の研磨粉を含んだランダム形状のゴムチップを含有する発明品の摩擦材(パッド)は、摩擦性能に関してはゴムチップを含んでいない比較例(オリジナル品)と比べて遜色の無い性能が得られることがわかる。上述したように、平均μは0.4±0.05、フェードμは0.10以上あればよく、各実施例がその要求を満たしている。
一方、ライニングの剪断強度に関しては、摩擦材(ライニング)中に占めるゴムの総量を適切に定める必要があることがわかった。ゴムの総量が3wt%を超えると、ライニングの剪断強度の低下が著しくなる(実施例10,17,22)。前述のPE57−14″25Vのブレーキに採用されるパッドの場合、ライニング剪断強度の保証値は12kN以上とされており、適用するブレーキによっては、ライニング剪断強度の保証値を確保できないケースが生じてくる。
また、このゴムの総量は、摩擦材の性能面では0.5wt%未満でも特に問題はないが、ゴムの総量が0.5wt%未満では、研磨粉をはじめとした加工粉のリサイクル率が低くなる(実施例1,6,11,12,18)ので、0.5wt%以上となるようにするのがよい。重量比でのゴム量が50%を超えた場合も、リサイクル率が低くなるので好ましくない(実施例25)。
このほか、この発明で使用した研磨粉含有ランダム形状ゴムチップのハンドリング性については、カシューダストと同等の扱いが可能であった。
【0039】
なお、この発明の摩擦材は、ブレーキ用に限定されず、クラッチフェーシングなどにも利用できる。
【図面の簡単な説明】
【0040】
【図1】この発明の摩擦材の製造フロー図
【図2】分級したゴムチップの粒径分布をカシューダストの粒径分布と比較して示す図表
【図3】ラバーミルで粉砕したゴムチップと造粒したゴムチップの大きさの違いを示す図
【図4】摩擦材の加工粉を練り込んだゴムチップを含有する摩擦材と含有していないオリジナル品の摩擦材の第二効力の摩擦係数を比較して示す図
【図5】摩擦材の加工粉を練り込んだゴムチップを含有する摩擦材と含有していないオリジナル品の摩擦材のフェード発生時の摩擦係数を比較して示す図
【符号の説明】
【0041】
1 加圧ニーダ
2 オープンロール
3 エクストルーダ
4 ラバーミル
5 分級機
6 ラバーミルで粉砕したゴムチップ
7 造粒したゴムチップ
【特許請求の範囲】
【請求項1】
繊維基材、摩擦調整材、結合材、および無機充填材よりなる摩擦材であって、摩擦材の加工粉をゴムでバインドしたランダム形状のゴムチップを構成成分として含むことを特徴とする摩擦材。
【請求項2】
前記ゴムチップのサイズは、ふるいの16メッシュの網目を通過する大きさであることを特徴とする請求項1に記載の摩擦材。
【請求項3】
前記ゴムチップを、摩擦材中に占めるゴムの総量が3wt%以下となるように含有させたことを特徴とする請求項1又は2に記載の摩擦材。
【請求項4】
前記ゴムチップのゴムと摩擦材の加工粉の混合割合を重量比で50/50〜5/95にしたことを特徴とする請求項1〜3のいずれかに記載の摩擦材。
【請求項1】
繊維基材、摩擦調整材、結合材、および無機充填材よりなる摩擦材であって、摩擦材の加工粉をゴムでバインドしたランダム形状のゴムチップを構成成分として含むことを特徴とする摩擦材。
【請求項2】
前記ゴムチップのサイズは、ふるいの16メッシュの網目を通過する大きさであることを特徴とする請求項1に記載の摩擦材。
【請求項3】
前記ゴムチップを、摩擦材中に占めるゴムの総量が3wt%以下となるように含有させたことを特徴とする請求項1又は2に記載の摩擦材。
【請求項4】
前記ゴムチップのゴムと摩擦材の加工粉の混合割合を重量比で50/50〜5/95にしたことを特徴とする請求項1〜3のいずれかに記載の摩擦材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−280510(P2008−280510A)
【公開日】平成20年11月20日(2008.11.20)
【国際特許分類】
【出願番号】特願2007−318117(P2007−318117)
【出願日】平成19年12月10日(2007.12.10)
【出願人】(301065892)株式会社アドヴィックス (1,291)
【Fターム(参考)】
【公開日】平成20年11月20日(2008.11.20)
【国際特許分類】
【出願日】平成19年12月10日(2007.12.10)
【出願人】(301065892)株式会社アドヴィックス (1,291)
【Fターム(参考)】
[ Back to top ]