
摩擦材
【課題】
ガラス繊維を含み、摩擦面を研磨する工程を有する摩擦材であって、摩擦材と金属製の相手材の間に水等が浸入したとき、相手材に錆を発生させにくい摩擦材を提供する。
【解決手段】
主材となるゴムと、ガラス繊維とを有した組成物を、加熱・加圧して成形した成形品の表面を研磨して摩擦面とする摩擦材において、分散しやすいガラス繊維を使用することで組成物中に略均一に分散させた後成形することで、前記摩擦面へ前記ガラス繊維を略均一に露出させる。
ガラス繊維を含み、摩擦面を研磨する工程を有する摩擦材であって、摩擦材と金属製の相手材の間に水等が浸入したとき、相手材に錆を発生させにくい摩擦材を提供する。
【解決手段】
主材となるゴムと、ガラス繊維とを有した組成物を、加熱・加圧して成形した成形品の表面を研磨して摩擦面とする摩擦材において、分散しやすいガラス繊維を使用することで組成物中に略均一に分散させた後成形することで、前記摩擦面へ前記ガラス繊維を略均一に露出させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガラス繊維を有し、摩擦面を研磨する工程を有する摩擦材の相手材に対する錆抑制に関する。
【背景技術】
【0002】
ガラス繊維を有する摩擦材として、例えば特許文献1および特許文献2が提示されている。特許文献1は、繊維と少なくとも1種の結合剤と少なくとも1種の充填剤を含み、前記繊維(ロービング)が連続性玄武岩繊維を含み、この連続性玄武岩繊維以外の繊維にアクリル繊維、ガラス繊維および銅繊維を含んだ摩擦ライニング(摩擦材)であり、特許文献2は、銅系金属線を含むガラス長繊維と、アラミドパルプ、炭素繊維、セルロース繊維等の軽量な短繊維を併用した繊維基材、結合材、ゴム組成物、摩擦調整剤を含有する組成物を成形、硬化してなる摩擦材において、摩擦調整剤としてメラミン粉とメラミンダストを併用する摩擦材である。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−99902号公報
【特許文献2】特開2005−232204号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1および特許文献2に示される摩擦材は加熱・加圧して成形するが、成形後に反りが発生したとき、必要な平面度を確保するため成形後の表面に研磨を施す。この表面が鉄等の金属製の相手材と接触する摩擦面になり、相手材と適切な摺動を行う。この際、摩擦面には表面が研磨されることにより摩擦材に含有している各種繊維が表面に露出している。この各種繊維が表面に露出した摩擦面と相手材が接触した状態で、摩擦面と相手材との間に水等が浸入し、摩擦面が相手材に対し長時間摺動しないと、金属製の相手材に腐食による錆が発生する場合がある。一端錆が発生すると摩擦面と相手材はこの発生した錆によって固着させられ、摩擦材は相手材に対し適切な摺動ができにくくなるという問題が生ずる。
【0005】
錆の発生は摩擦材に含有している繊維の種類によって異なり、特にガラス繊維は水等を付着し保持しやすい性質を備えているため錆を発生し易くしている。ここで、特許文献1および特許文献2のガラス繊維はガラス長繊維(ガラスロービング)を使用しているため、ガラス繊維は絡み合いが生じやすい状態で成形され、その結果成形後の研磨された摩擦面にはガラス繊維の絡み合いによる重なり部分(塊)が露出する。この状態で水等が浸入するとガラス繊維が露出した塊部分には長期間水等が付着した状態が保たれるため錆が容易に発生する。
本発明は上記問題点に鑑みてなされたものであり、ガラス繊維を含んだ摩擦材であっても錆を発生しにくい摩擦材を提供するものである。
【課題を解決するための手段】
【0006】
上記課題を解決するために講じた手段は、主材となるゴムと、ガラス繊維とを有した組成物を、加熱・加圧して成形した成形品の表面を研磨して摩擦面とする摩擦材において、前記ガラス繊維が前記組成物中に略均一に分散し、かつ前記摩擦面に前記ガラス繊維が略均一に露出していることにある。
また、前期ガラス繊維が短繊維であると良い。
さらに、前記ガラス繊維の繊維長が約10mm以下であると良い。
以上のような前記摩擦材は、所定以上のトルクが前記摩擦材に入力したとき、前記摩擦面が摺動することで所定のトルクを出力するトルク変動吸収手段として働くと良い。
【発明の効果】
【0007】
上記構成の摩擦材では、ゴムを主材とする組成物中にガラス繊維を略均一に分散させて成形した成形品を研磨して作製した摩擦面にガラス繊維が略均一に露出しているため、ガラス繊維に付着して保持される水等は摩擦面に略均一に分散して存在することになる。従って摩擦面に保持される水等の各々の部分が小さくなるため水等の乾燥が早くなり錆は発生しにくくなる。そしてガラス繊維の組成物中への分散は短繊維ほど分散しやすくなり、特に約10mm以下のものが好ましい。
【0008】
以上のような摩擦材は、所定以上のトルクが摩擦材に入力されたとき、摩擦材の摩擦面が摺動することで所定のトルクを出力するトルク変動吸収手段に使用した場合、錆による固着の影響が少ないため摩擦面が効率的に摺動して所定以上のトルクを有効に吸収することができる。
【図面の簡単な説明】
【0009】
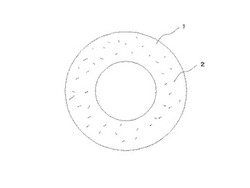
【図1】本実施形態の摩擦面(研磨面)である。
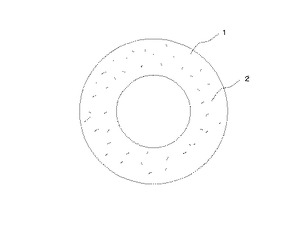
【図2】比較品による摩擦面(研磨面)である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について説明する。
本発明によれば、ゴムを主材とする組成物に分散しやすいガラス繊維を配して分散させている。このように分散しやすいガラス繊維を略均一に分散させた組成物を加熱・加圧して成形した成形品(摩擦材)は成形品中にガラス繊維が略均一に分散している。従って、この成形品が反り等により所望する平面度が得られないとき、成形品の表面を研磨して所望の平面度を得るが、研磨した後の成形品の表面にはガラス繊維が略均一に露出することになる。この研磨した面を摩擦面として回転させたとき、回転自在の鉄等の金属(相手材)と接触させることで摩擦材の回転力が相手材に伝達される。つまりトルク伝達が可能となる。この際、所定以上のトルクが摩擦材に入力されたとき、摩擦材の摩擦面は相手材に対し滑りが生ずることで(摺動することで)、相手材は所定のトルクを出力することができ、トルクの変動を吸収することが可能となる。
【0011】
ここで、ガラス繊維は摩擦材の母材強度を増すために、さらに詳しく言えば、摩擦材の回転による破壊強度(バースト強度)を向上させるために組成物中に配しているが、ガラス繊維にはシラノール(−SiOH)が存在し、このシラノールによってガラス繊維の表面は親水性を示し、水酸基(−OH)を持った水等となじみ易く、また電気的な引き合いによる結合(水素結合)を生ずる。
【0012】
本発明の摩擦材を、例えば車両用のトルク変動吸収機構(以下トルクリミッタと言う)に使用したとき、さらに詳細には、エンジンとモータを動力とするハイブリット車のトルクリミッタに使用したとき、ハイブリット車には雨水や泥水またはウインドウォッシャ液等の水等がトルクリミッタに浸入することがある。このトルクリミッタに浸入した水等は摩擦面と摩擦面に接する鋳鉄製の相手材との隙間に入り込み、摩擦面のガラス繊維が露出した部分と露出していない部分を濡らすが、ガラス繊維が露出した部分はガラス繊維が露出していない部分に比べて親水性が高くなっているため濡れやすい。
【0013】
通常ハイブリット車のトルクリミッタは、摩擦材と相手材が一体で回転し、摩擦面と相手材の間に浸入した水等は浸入したときの状態に保たれ易い。この状態に保たれた水等が蒸発することで摩擦面および摩擦面に対向した相手材の表面(相手面)は乾燥するが、ガラス繊維が露出した部分とガラス繊維の露出がない部分では乾燥時間が異なる。すなわち、ガラス繊維が露出した部分の水等はガラス繊維のシラノールと水素結合により結びついているためガラス繊維が露出していない部分に比べて摩擦面との結合力が強く蒸発しにくい。その結果、ガラス繊維が露出した摩擦面は、ガラス繊維が露出していない摩擦面より乾燥が遅く水等が長く保持された状態が続くためガラス繊維が露出した摩擦面に接する鋳鉄製の相手面は錆が発生しやすい。
【0014】
長繊維またはロービングのガラス繊維を使用した摩擦材は、ガラス繊維を組成物中に含浸させた後巻き取って成形しているため摩擦面にはガラス繊維の絡み合いによる重なり部分(塊)ができやすい。これに対し本発明の摩擦材は、ガラス繊維を組成物中に略均一に分散させているため、摩擦面に露出するガラス繊維が略均一に分散し、重なり部分はできにくい。従って、摩擦面へのガラス繊維の露出部は長繊維またはロービングのガラス繊維を巻き取って作製した摩擦材に比べて均一に分散しやすく重なり部分が少なくなるため露出した各々の部分は小さくなり、その結果、乾燥は早くなり錆の発生が抑制される。ここで、ガラス繊維は、組成物中に分散させやすいことから、繊維長が短いガラス繊維が適し、特に短繊維が適し、さらには繊維長が約10mm以下の短繊維が好ましい。
【実施例】
【0015】
以下本発明の摩擦材の作製方法について説明する。
トルクを伝達させる摩擦を生じさせるための摩擦材の主材となるアクリロニトリル−ブタジエンゴム(NBR)およびスチレン−ブタジエンゴム(SBR)、カーボンブラック等の顔料、炭酸カルシュウム等の充填材、摩擦材を補強するためのガラス繊維を加圧ニーダにて回転数30rpmで10分から15分混練を行う第1分散操作を実施し、その後さらにフェノール樹脂、レジンダスト、硫黄、加硫促進剤を加えて加圧ニーダを用いて回転数15rpm〜30rpmで約10分間混練する第2分散操作を実施して摩擦材の成形材料となる組成物を得た。本実施形態では第1分散操作と第2分散操作を同じ加圧ニーダを用いて実施しているが、ゴムの練り込みができる装置であれば例えばアイリッヒミキサーやヘンシェルミキサー等の使用も有り得る。また、第1分散操作と第2分散操作を別々の装置で行うことも有り得る。ここで、本実施形態の摩擦材は、ゴムはアクリロニトリル−ブタジエンゴム(NBR)とスチレン−ブタジエンゴム(SBR)の合成ゴムを併用して用いているが、摩擦材に要求される性能や仕様によっては他の合成ゴムや天然ゴムの使用も有り得る。
また、炭酸カルシュウム等の充填材は、摩擦力を調整するための摩擦調整剤として用いている。
【0016】
また、本実施形態の摩擦材ではガラス繊維をゴム中に顔料や充填材と一緒に一端分散させる第1分散操作を行った後、フェノール樹脂、レジンダスト、硫黄、加硫促進剤の残りの材料を加えてさらに分散させる第2分散操作を行う複数の分散操作を行っている。その理由は、第1分散操作では、ガラス繊維の表面とゴムを馴染ませてガラス繊維を粗方ゴム中に分散させることにあり、第2分散操作では、さらに分散を促進しガラス繊維を組成物中に略均一に分散させることにある。このようにガラス繊維の分散操作を複数(本実施形態では2度)行うことで、ガラス繊維は組成物中に良好な分散状態を得る。ここで、分散操作は主材となるゴムの種類によっては2度を超える複数の分散操作や一度だけの単分散操作も有り得る。
【0017】
また、ガラス繊維の繊維長が短くなるほど組成物中への分散はよくなり、特に約10mm以下では略均一に分散し、成形後の研磨された摩擦面には略均一に露出させることができることが鋭意研究した結果判明した。ガラス繊維の繊維長の最大値は前述したように組成物中への分散状態から約10mm以下が好ましいが、繊維長が短くなるほど摩擦材の回転による破壊強度(バースト強度)が弱くなることから、約1mmが最小値となる。ガラス繊維の繊維長が約1mm以下であると摩擦材への補強効果が少なくなり、摩擦材の回転により摩擦材自身が破壊され易くなる。
【0018】
また、ガラス繊維の組成物中への添加量は摩擦材への補強効果から10重量%〜60重量%が好ましい。10重量%未満では補強効果が弱く、60重量%を超えると組成物の母材強度の低下するため好ましくない。
【0019】
次に上記組成物を摩擦材に成形する成形方法について説明する。
2度の分散操作によって略均一に分散させられたガラス繊維を含有する組成物を環状の凹部を有する金型(下型)内に投入した後、金型(下型)の凹部に係合する環状の凸部を有する金型(上型)の凸部を金型(下型)の凹部に挿入し面圧15MPa、温度165℃で数回のガス抜きを行って2分間加熱・加圧して成形した後、金型から取り出してドーナツ状の成形品(摩擦材)を得る。このドーナツ状の成形品を240℃で10時間熱処理を行い、常温まで冷却した後成形品の表裏両面を研磨機にて研磨して摩擦材の平面度を所望の値にする。この研磨した表裏面の一面が摩擦面になる。
【0020】
図1に本実施形態によるガラス短繊維を用いた摩擦材の研磨後の摩擦面を、図2にガラス長繊維(ガラスロービング)を用いた比較品の研磨後の摩擦面を示す。図1と図2との比較から分かるように、図1の摩擦面1に露出しているガラス短繊維2は、図2の摩擦面3に露出しているガラス長繊維(ガラスロービング)4に比べて一つ一つのガラス繊維の露出部分が細かくて小さく分布している。つまり、水等が摩擦面に付着したときは、図1の摩擦面1はガラス短繊維2の分布状態が細かくて小さいため、水等がガラス繊維によって保持される保持部分が細かくて小さくなる。これに対し、図2の摩擦面3はガラス長繊維(ガラスロービング)4が重なり合うことで個々のガラス繊維の露出部分が拡がり、水等の保持部分が大きい。従って、図1の摩擦面1は図2の摩擦面3より乾燥し易くなり、金属製の相手面に対して錆の発生が抑えられる。
【0021】
以上本発明の実施形態によると、ゴムを主材とする組成物中に繊維長が約10mm以下の分散し易い短繊維のガラス繊維を使用して複数の分散操作により略均一に分散させ、このガラス繊維を略均一に分散させた組成物から成形した成形品を研磨して摩擦面を作製しているので、摩擦面にはガラス繊維が略均一に露出している。このため、摩擦面にはガラス繊維に付着して水等を保持する部分が略均一に細かく分散して存在することになる。従って、ガラス繊維よって摩擦面に保持される水等の部分が小さく乾燥が早いため摩擦面と接する金属製の相手材は錆が発生しにくい。また、摩擦材はガラス繊維によって補強され所望する破壊強度が確保される。
以上、本発明を上記実施の態様に則して説明したが、本発明は上記態様にのみ限定されるものではなく、本発明の原理に準ずる各種態様を含むものである。
【産業上の利用可能性】
【0022】
本発明は、例えばハイブリット車のトルクリミッタの摩擦材等に利用することができる。
【符号の説明】
【0023】
1 本実施形態の摩擦面(研磨面)
2 ガラス短繊維
3 比較品の摩擦面(研磨面)
4 ガラス長繊維(ガラスロービング)
【技術分野】
【0001】
本発明は、ガラス繊維を有し、摩擦面を研磨する工程を有する摩擦材の相手材に対する錆抑制に関する。
【背景技術】
【0002】
ガラス繊維を有する摩擦材として、例えば特許文献1および特許文献2が提示されている。特許文献1は、繊維と少なくとも1種の結合剤と少なくとも1種の充填剤を含み、前記繊維(ロービング)が連続性玄武岩繊維を含み、この連続性玄武岩繊維以外の繊維にアクリル繊維、ガラス繊維および銅繊維を含んだ摩擦ライニング(摩擦材)であり、特許文献2は、銅系金属線を含むガラス長繊維と、アラミドパルプ、炭素繊維、セルロース繊維等の軽量な短繊維を併用した繊維基材、結合材、ゴム組成物、摩擦調整剤を含有する組成物を成形、硬化してなる摩擦材において、摩擦調整剤としてメラミン粉とメラミンダストを併用する摩擦材である。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−99902号公報
【特許文献2】特開2005−232204号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1および特許文献2に示される摩擦材は加熱・加圧して成形するが、成形後に反りが発生したとき、必要な平面度を確保するため成形後の表面に研磨を施す。この表面が鉄等の金属製の相手材と接触する摩擦面になり、相手材と適切な摺動を行う。この際、摩擦面には表面が研磨されることにより摩擦材に含有している各種繊維が表面に露出している。この各種繊維が表面に露出した摩擦面と相手材が接触した状態で、摩擦面と相手材との間に水等が浸入し、摩擦面が相手材に対し長時間摺動しないと、金属製の相手材に腐食による錆が発生する場合がある。一端錆が発生すると摩擦面と相手材はこの発生した錆によって固着させられ、摩擦材は相手材に対し適切な摺動ができにくくなるという問題が生ずる。
【0005】
錆の発生は摩擦材に含有している繊維の種類によって異なり、特にガラス繊維は水等を付着し保持しやすい性質を備えているため錆を発生し易くしている。ここで、特許文献1および特許文献2のガラス繊維はガラス長繊維(ガラスロービング)を使用しているため、ガラス繊維は絡み合いが生じやすい状態で成形され、その結果成形後の研磨された摩擦面にはガラス繊維の絡み合いによる重なり部分(塊)が露出する。この状態で水等が浸入するとガラス繊維が露出した塊部分には長期間水等が付着した状態が保たれるため錆が容易に発生する。
本発明は上記問題点に鑑みてなされたものであり、ガラス繊維を含んだ摩擦材であっても錆を発生しにくい摩擦材を提供するものである。
【課題を解決するための手段】
【0006】
上記課題を解決するために講じた手段は、主材となるゴムと、ガラス繊維とを有した組成物を、加熱・加圧して成形した成形品の表面を研磨して摩擦面とする摩擦材において、前記ガラス繊維が前記組成物中に略均一に分散し、かつ前記摩擦面に前記ガラス繊維が略均一に露出していることにある。
また、前期ガラス繊維が短繊維であると良い。
さらに、前記ガラス繊維の繊維長が約10mm以下であると良い。
以上のような前記摩擦材は、所定以上のトルクが前記摩擦材に入力したとき、前記摩擦面が摺動することで所定のトルクを出力するトルク変動吸収手段として働くと良い。
【発明の効果】
【0007】
上記構成の摩擦材では、ゴムを主材とする組成物中にガラス繊維を略均一に分散させて成形した成形品を研磨して作製した摩擦面にガラス繊維が略均一に露出しているため、ガラス繊維に付着して保持される水等は摩擦面に略均一に分散して存在することになる。従って摩擦面に保持される水等の各々の部分が小さくなるため水等の乾燥が早くなり錆は発生しにくくなる。そしてガラス繊維の組成物中への分散は短繊維ほど分散しやすくなり、特に約10mm以下のものが好ましい。
【0008】
以上のような摩擦材は、所定以上のトルクが摩擦材に入力されたとき、摩擦材の摩擦面が摺動することで所定のトルクを出力するトルク変動吸収手段に使用した場合、錆による固着の影響が少ないため摩擦面が効率的に摺動して所定以上のトルクを有効に吸収することができる。
【図面の簡単な説明】
【0009】
【図1】本実施形態の摩擦面(研磨面)である。
【図2】比較品による摩擦面(研磨面)である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について説明する。
本発明によれば、ゴムを主材とする組成物に分散しやすいガラス繊維を配して分散させている。このように分散しやすいガラス繊維を略均一に分散させた組成物を加熱・加圧して成形した成形品(摩擦材)は成形品中にガラス繊維が略均一に分散している。従って、この成形品が反り等により所望する平面度が得られないとき、成形品の表面を研磨して所望の平面度を得るが、研磨した後の成形品の表面にはガラス繊維が略均一に露出することになる。この研磨した面を摩擦面として回転させたとき、回転自在の鉄等の金属(相手材)と接触させることで摩擦材の回転力が相手材に伝達される。つまりトルク伝達が可能となる。この際、所定以上のトルクが摩擦材に入力されたとき、摩擦材の摩擦面は相手材に対し滑りが生ずることで(摺動することで)、相手材は所定のトルクを出力することができ、トルクの変動を吸収することが可能となる。
【0011】
ここで、ガラス繊維は摩擦材の母材強度を増すために、さらに詳しく言えば、摩擦材の回転による破壊強度(バースト強度)を向上させるために組成物中に配しているが、ガラス繊維にはシラノール(−SiOH)が存在し、このシラノールによってガラス繊維の表面は親水性を示し、水酸基(−OH)を持った水等となじみ易く、また電気的な引き合いによる結合(水素結合)を生ずる。
【0012】
本発明の摩擦材を、例えば車両用のトルク変動吸収機構(以下トルクリミッタと言う)に使用したとき、さらに詳細には、エンジンとモータを動力とするハイブリット車のトルクリミッタに使用したとき、ハイブリット車には雨水や泥水またはウインドウォッシャ液等の水等がトルクリミッタに浸入することがある。このトルクリミッタに浸入した水等は摩擦面と摩擦面に接する鋳鉄製の相手材との隙間に入り込み、摩擦面のガラス繊維が露出した部分と露出していない部分を濡らすが、ガラス繊維が露出した部分はガラス繊維が露出していない部分に比べて親水性が高くなっているため濡れやすい。
【0013】
通常ハイブリット車のトルクリミッタは、摩擦材と相手材が一体で回転し、摩擦面と相手材の間に浸入した水等は浸入したときの状態に保たれ易い。この状態に保たれた水等が蒸発することで摩擦面および摩擦面に対向した相手材の表面(相手面)は乾燥するが、ガラス繊維が露出した部分とガラス繊維の露出がない部分では乾燥時間が異なる。すなわち、ガラス繊維が露出した部分の水等はガラス繊維のシラノールと水素結合により結びついているためガラス繊維が露出していない部分に比べて摩擦面との結合力が強く蒸発しにくい。その結果、ガラス繊維が露出した摩擦面は、ガラス繊維が露出していない摩擦面より乾燥が遅く水等が長く保持された状態が続くためガラス繊維が露出した摩擦面に接する鋳鉄製の相手面は錆が発生しやすい。
【0014】
長繊維またはロービングのガラス繊維を使用した摩擦材は、ガラス繊維を組成物中に含浸させた後巻き取って成形しているため摩擦面にはガラス繊維の絡み合いによる重なり部分(塊)ができやすい。これに対し本発明の摩擦材は、ガラス繊維を組成物中に略均一に分散させているため、摩擦面に露出するガラス繊維が略均一に分散し、重なり部分はできにくい。従って、摩擦面へのガラス繊維の露出部は長繊維またはロービングのガラス繊維を巻き取って作製した摩擦材に比べて均一に分散しやすく重なり部分が少なくなるため露出した各々の部分は小さくなり、その結果、乾燥は早くなり錆の発生が抑制される。ここで、ガラス繊維は、組成物中に分散させやすいことから、繊維長が短いガラス繊維が適し、特に短繊維が適し、さらには繊維長が約10mm以下の短繊維が好ましい。
【実施例】
【0015】
以下本発明の摩擦材の作製方法について説明する。
トルクを伝達させる摩擦を生じさせるための摩擦材の主材となるアクリロニトリル−ブタジエンゴム(NBR)およびスチレン−ブタジエンゴム(SBR)、カーボンブラック等の顔料、炭酸カルシュウム等の充填材、摩擦材を補強するためのガラス繊維を加圧ニーダにて回転数30rpmで10分から15分混練を行う第1分散操作を実施し、その後さらにフェノール樹脂、レジンダスト、硫黄、加硫促進剤を加えて加圧ニーダを用いて回転数15rpm〜30rpmで約10分間混練する第2分散操作を実施して摩擦材の成形材料となる組成物を得た。本実施形態では第1分散操作と第2分散操作を同じ加圧ニーダを用いて実施しているが、ゴムの練り込みができる装置であれば例えばアイリッヒミキサーやヘンシェルミキサー等の使用も有り得る。また、第1分散操作と第2分散操作を別々の装置で行うことも有り得る。ここで、本実施形態の摩擦材は、ゴムはアクリロニトリル−ブタジエンゴム(NBR)とスチレン−ブタジエンゴム(SBR)の合成ゴムを併用して用いているが、摩擦材に要求される性能や仕様によっては他の合成ゴムや天然ゴムの使用も有り得る。
また、炭酸カルシュウム等の充填材は、摩擦力を調整するための摩擦調整剤として用いている。
【0016】
また、本実施形態の摩擦材ではガラス繊維をゴム中に顔料や充填材と一緒に一端分散させる第1分散操作を行った後、フェノール樹脂、レジンダスト、硫黄、加硫促進剤の残りの材料を加えてさらに分散させる第2分散操作を行う複数の分散操作を行っている。その理由は、第1分散操作では、ガラス繊維の表面とゴムを馴染ませてガラス繊維を粗方ゴム中に分散させることにあり、第2分散操作では、さらに分散を促進しガラス繊維を組成物中に略均一に分散させることにある。このようにガラス繊維の分散操作を複数(本実施形態では2度)行うことで、ガラス繊維は組成物中に良好な分散状態を得る。ここで、分散操作は主材となるゴムの種類によっては2度を超える複数の分散操作や一度だけの単分散操作も有り得る。
【0017】
また、ガラス繊維の繊維長が短くなるほど組成物中への分散はよくなり、特に約10mm以下では略均一に分散し、成形後の研磨された摩擦面には略均一に露出させることができることが鋭意研究した結果判明した。ガラス繊維の繊維長の最大値は前述したように組成物中への分散状態から約10mm以下が好ましいが、繊維長が短くなるほど摩擦材の回転による破壊強度(バースト強度)が弱くなることから、約1mmが最小値となる。ガラス繊維の繊維長が約1mm以下であると摩擦材への補強効果が少なくなり、摩擦材の回転により摩擦材自身が破壊され易くなる。
【0018】
また、ガラス繊維の組成物中への添加量は摩擦材への補強効果から10重量%〜60重量%が好ましい。10重量%未満では補強効果が弱く、60重量%を超えると組成物の母材強度の低下するため好ましくない。
【0019】
次に上記組成物を摩擦材に成形する成形方法について説明する。
2度の分散操作によって略均一に分散させられたガラス繊維を含有する組成物を環状の凹部を有する金型(下型)内に投入した後、金型(下型)の凹部に係合する環状の凸部を有する金型(上型)の凸部を金型(下型)の凹部に挿入し面圧15MPa、温度165℃で数回のガス抜きを行って2分間加熱・加圧して成形した後、金型から取り出してドーナツ状の成形品(摩擦材)を得る。このドーナツ状の成形品を240℃で10時間熱処理を行い、常温まで冷却した後成形品の表裏両面を研磨機にて研磨して摩擦材の平面度を所望の値にする。この研磨した表裏面の一面が摩擦面になる。
【0020】
図1に本実施形態によるガラス短繊維を用いた摩擦材の研磨後の摩擦面を、図2にガラス長繊維(ガラスロービング)を用いた比較品の研磨後の摩擦面を示す。図1と図2との比較から分かるように、図1の摩擦面1に露出しているガラス短繊維2は、図2の摩擦面3に露出しているガラス長繊維(ガラスロービング)4に比べて一つ一つのガラス繊維の露出部分が細かくて小さく分布している。つまり、水等が摩擦面に付着したときは、図1の摩擦面1はガラス短繊維2の分布状態が細かくて小さいため、水等がガラス繊維によって保持される保持部分が細かくて小さくなる。これに対し、図2の摩擦面3はガラス長繊維(ガラスロービング)4が重なり合うことで個々のガラス繊維の露出部分が拡がり、水等の保持部分が大きい。従って、図1の摩擦面1は図2の摩擦面3より乾燥し易くなり、金属製の相手面に対して錆の発生が抑えられる。
【0021】
以上本発明の実施形態によると、ゴムを主材とする組成物中に繊維長が約10mm以下の分散し易い短繊維のガラス繊維を使用して複数の分散操作により略均一に分散させ、このガラス繊維を略均一に分散させた組成物から成形した成形品を研磨して摩擦面を作製しているので、摩擦面にはガラス繊維が略均一に露出している。このため、摩擦面にはガラス繊維に付着して水等を保持する部分が略均一に細かく分散して存在することになる。従って、ガラス繊維よって摩擦面に保持される水等の部分が小さく乾燥が早いため摩擦面と接する金属製の相手材は錆が発生しにくい。また、摩擦材はガラス繊維によって補強され所望する破壊強度が確保される。
以上、本発明を上記実施の態様に則して説明したが、本発明は上記態様にのみ限定されるものではなく、本発明の原理に準ずる各種態様を含むものである。
【産業上の利用可能性】
【0022】
本発明は、例えばハイブリット車のトルクリミッタの摩擦材等に利用することができる。
【符号の説明】
【0023】
1 本実施形態の摩擦面(研磨面)
2 ガラス短繊維
3 比較品の摩擦面(研磨面)
4 ガラス長繊維(ガラスロービング)
【特許請求の範囲】
【請求項1】
主材となるゴムと、ガラス繊維とを有した組成物を、加熱・加圧して成形した成形品の表面を研磨して摩擦面とする摩擦材において、????
前記ガラス繊維が前記組成物中に略均一に分散し、かつ前記摩擦面に前記ガラス繊維が略均一に露出していることを特徴とする摩擦材。
【請求項2】
前期ガラス繊維が短繊維であることを特徴とする請求項1に記載の摩擦材。
【請求項3】
前記ガラス繊維の繊維長が約10mm以下であることを特徴とする請求項1または請求項2に記載の摩擦材。
【請求項4】
所定以上のトルクが前記摩擦材に入力されたとき、前記摩擦面が摺動することで所定のトルクを出力するトルク変動吸収手段として働くことを特徴とする請求項1乃至請求項3に記載の摩擦材。
【請求項1】
主材となるゴムと、ガラス繊維とを有した組成物を、加熱・加圧して成形した成形品の表面を研磨して摩擦面とする摩擦材において、????
前記ガラス繊維が前記組成物中に略均一に分散し、かつ前記摩擦面に前記ガラス繊維が略均一に露出していることを特徴とする摩擦材。
【請求項2】
前期ガラス繊維が短繊維であることを特徴とする請求項1に記載の摩擦材。
【請求項3】
前記ガラス繊維の繊維長が約10mm以下であることを特徴とする請求項1または請求項2に記載の摩擦材。
【請求項4】
所定以上のトルクが前記摩擦材に入力されたとき、前記摩擦面が摺動することで所定のトルクを出力するトルク変動吸収手段として働くことを特徴とする請求項1乃至請求項3に記載の摩擦材。
【図1】


【図2】

【図2】
【公開番号】特開2010−180321(P2010−180321A)
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願番号】特願2009−24863(P2009−24863)
【出願日】平成21年2月5日(2009.2.5)
【出願人】(000100780)アイシン化工株式会社 (171)
【Fターム(参考)】
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願日】平成21年2月5日(2009.2.5)
【出願人】(000100780)アイシン化工株式会社 (171)
【Fターム(参考)】
[ Back to top ]