
摩擦点接合方法
【課題】金属材料の熱変形をより確実に抑制しつつ金属材料同士を接合することのできる摩擦点接合方法を提供する。
【解決手段】第一金属部材20として、被接合部分P1を囲む位置に当該被接合部分P1近傍の剛性を高めるための剛性部24が設けられた金属部材を用い、当該第一金属部材20と第二金属部材30の間に絶縁性の接着剤40を介在させた状態で両金属部材20,30を重ね合わせる準備工程と、第一金属部材20の被接合部分P1に回転ツール16を当接させ、この回転ツール16の回転動作および加圧動作により発生する摩擦熱で前記第一金属部材20を軟化および塑性流動させることにより前記両金属部材20,30を固相状態で接合する接合工程と、前記両金属部材20,30の接合部分P以外の部分を前記接着剤40により接着する接着工程とを実施する。
【解決手段】第一金属部材20として、被接合部分P1を囲む位置に当該被接合部分P1近傍の剛性を高めるための剛性部24が設けられた金属部材を用い、当該第一金属部材20と第二金属部材30の間に絶縁性の接着剤40を介在させた状態で両金属部材20,30を重ね合わせる準備工程と、第一金属部材20の被接合部分P1に回転ツール16を当接させ、この回転ツール16の回転動作および加圧動作により発生する摩擦熱で前記第一金属部材20を軟化および塑性流動させることにより前記両金属部材20,30を固相状態で接合する接合工程と、前記両金属部材20,30の接合部分P以外の部分を前記接着剤40により接着する接着工程とを実施する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、重ね合わされた複数の金属部材のうちの一方側から回転ツールを押し込み、それによって発生する摩擦熱で前記金属部材どうしを接合する方法に関する。
【背景技術】
【0002】
従来から、自動車の燃費改善等の目的で軽量化を図るため、自動車等のボディ材料としてアルミニウム合金材料が多用されつつある。それに伴い、例えばアルミニウム合金等からなる部材と鉄材料等からなる部材とを接合する機会が多くなってきている。
【0003】
しかしながら、このような異種材料からなる金属部材同士をアーク溶接などの溶融溶接で接合すると、脆弱な金属間化合物が生成されて接合強度が低下する等の問題点があった。このため、従来からリベット等を用いた機械的接合法が多く用いられてきたが、このような方法では、リベット等の副資材が必要なことなどからコスト高になるという問題がある。
【0004】
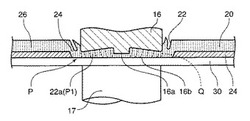
そこで、異種材料からなる金属部材同士を低コストで接合する方法として、摩擦点接合と呼ばれる接合方法が開発されている。この接合方法は、例えば下記特許文献1に開示されており、図1に示すように、アルミニウム合金板10と鋼板12とを重ね合わせて、この重ね合わせ部分に回転ツール16の先端部を押し込み、この回転ツール16の回転動作および加圧動作により発生する摩擦熱で前記アルミニウム合金板10を軟化および塑性流動させることにより、当該アルミニウム合金板10と前記鋼板12とを融点以下の温度で固相接合するものである。
【0005】
ここで、特に、前記のように異種材料からなる金属部材を接合する場合には、この金属部材間に水等が混入するとこれら部材間の電位差により少なくとも一方の金属部材が腐食してしまう可能性がある。そこで、このように異種材料の金属部材を接合する場合には、前記電食を回避するためにこれら部材間に流動性を有する絶縁材14を介在させる方法が考えられている。
【特許文献1】特開2005−34879号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、図1に示すように、単純に前記金属部材10,12の間に前記絶縁材14を介在させこれに回転ツール16を押し込んだだけでは、この回転ツール16の加圧動作により前記絶縁材14が接合部分Pから外側に押出されるとともに、この回転ツール16によって前記アルミニウム合金板10に摩擦熱が加えられることで当該アルミニウム合金板10が熱変形することで、図2に示すように、両金属部材10,12の間に前記絶縁材14が介在せず当該金属部材10,12同士が十分に絶縁されない隙間Sが形成されてしまう可能性がある。
【0007】
本発明は、前記のような事情に鑑みてなされたものであり、金属材料の熱変形をより確実に抑制しつつ金属材料同士を接合することのできる摩擦点接合方法の提供を目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するための請求項1に係る発明は、第一金属部材と第二金属部材とを重ね合わせて当該両金属部材を固相状態で接合する方法であって、前記第一金属部材として、前記第二金属部材と固相状態で接合される被接合部分を囲む位置に当該被接合部分近傍の剛性を高めるための剛性部が設けられた金属部材を用い、当該剛性部を有する第一金属部材と前記第二金属部材との間に絶縁性の接着剤を介在させた状態で当該両金属部材を重ね合わせる準備工程と、前記第一金属部材の被接合部分に回転ツールを当接させ、この回転ツールの回転動作および加圧動作により発生する摩擦熱で前記第一金属部材の被接合部分を軟化および塑性流動させることにより前記両金属部材を固相状態で接合する接合工程と、前記両金属部材の固相状態での接合部分以外の部分を前記接着剤により接着する接着工程とを含むとともに、前記接合工程にて、前記摩擦熱による前記第一金属部材の変形を前記剛性部により抑制しつつ前記両金属部材を接合することを特徴とする摩擦点接合方法を提供する(請求項1)。
【0009】
本発明によれば、前記第一金属部材と第二金属部材とを前記回転ツールの摩擦熱によって固相接合させるとともに、前記第一金属部材と第二金属部材との間に接着剤を介在させることで、前記固相状態での接合部分以外の部分を当該接着剤によって接着しているので、この第一の金属部材と第二金属部材との接合強度を確保することができる。しかも、前記第一金属部材として、剛性部を有し当該剛性部によって前記回転ツールが当接される被接合部分の周囲の剛性が高められた金属部材を用いているので、この被接合部分近傍が前記回転ツールにより発生する摩擦熱によって大きく熱変形してしまうのを抑制することができる。この結果、前記両金属間に接着剤が介在しない隙間が形成されるのを有効に回避することができ、前記固相状態での接合部分を除く両金属部材間全体に前記接着剤を介在させることができるので、これら金属部材の接合強度を確保することができる。特に、この第一金属部材と第二金属部材とを異種材料で構成した場合には、前記隙間に水等が浸入することにより金属部材が電食してしまうのをより確実に抑制することが可能になる。
【0010】
また本発明において、前記剛性部は、前記第一金属部材を構成する金属部材を変形させることによって形成されたものであるのが好ましい(請求項2)。
【0011】
この構成によれば、前記剛性部をより容易に前記第一金属部材に形成することが可能となる。
【0012】
また本発明において、前記第一金属部材として、当該第一金属部材の表面から前記第二金属部材に向かって凹み、所定の方向に延びる第一底面部と当該第一底面部の外周から前記表面に向かって延びる第一外周壁とを有する第一凹部を備えた金属部材を用い、前記第一外周壁を前記剛性部として構成し、前記接合工程にて、前記摩擦熱による前記第一金属部材の変形を前記第一外周壁により抑制しつつ前記第一凹部の第一底面部と前記第二金属部材とを固相状態で接合するのが好ましい(請求項3)。
【0013】
このようにすれば、前記摩擦熱による前記被接合部分近傍の熱変形を前記第一凹部の第一外周壁によってこの第一凹部内にとどめることができるので、前記第二金属部材と固相接合されるこの第一凹部の第一底面部以外の部分に、その全体にわたって前記接着剤を介在させることが可能となり、両金属部材の接合強度をより高めることが可能となる。そして、第一金属部材と第二金属部材とを異種材料で構成した場合には、これらの部材間の電位差による電食を有効に回避することが可能となる。
【0014】
特に、前記第二金属部材として、その表面から前記第一金属部材と離間する方向に凹み、所定の方向に延びる第二底面部と、当該第二底面部の外周から前記第二金属部材の表面に向かって延びるとともに前記第一凹部の第一外周壁の周囲を囲むような位置に設けられた第二外周壁とを有する第二凹部を備えた金属部材を用い、前記準備工程にて、前記第一凹部の第一外周壁と前記第二凹部の第二外周壁との間に前記接着剤を介在させた状態で前記両金属部材を重ね合わせるとともに、前記接合工程にて、前記第一凹部の第一底面部と前記第二凹部の第二底面部とを固相状態で接合すれば、前記第一凹部の周囲の接着剤がこの第一凹部の第一外周壁と第二凹部の第二外周壁との間に挟持されることになるので、この接着剤が前記第一凹部の周囲から外側に押出されるのを抑制することができ、両金属部材間の固相接合される部分以外の部分全体にわたってより確実に前記接着剤を介在させることが可能となる(請求項4)。
【0015】
また本発明において、前記第一金属部材の被接合部分を囲む位置にビード部を形成することで、この被接合部分近傍の剛性を高めるようにしてもよい(請求項5)。
【0016】
また、アルミニウム合金製の板材である第一金属部材と鋼製の板材である第二金属部材とを接合する際に本発明を用いれば、これら異種材料間の電位差による電食を抑制しつつ両金属部材をより確実に接合することができ効果的である(請求項6)。
【0017】
また本発明は、前記準備工程にて、前記接着剤を、前記第一金属部材のうち前記被接合部分以外の部分と前記第二金属部材のうち前記該被接合部分と接合される接合部分以外の部分との間に介在させるのが好ましい(請求項7)。
【0018】
このようにすれば、前記回転ツールによって前記第一金属部材に摩擦熱を加える際に、当該摩擦熱が前記接着剤によって奪われてしまうのを抑制することができ、両金属部材を固相接合するために投入するエネルギーを小さくすることが可能となるので、コスト面で有利となる。
【発明の効果】
【0019】
以上のように、本発明によれば、複数の金属部材を接合する摩擦点接合方法において、金属部材の熱変形を抑制して接合強度を確保することができる。
【発明を実施するための最良の形態】
【0020】
以下、本発明の好ましい実施形態について図面を参照しながら説明する。まず、本発明にかかる摩擦点接合方法を実施するために用いられる摩擦点接合装置1の概要を説明する。
【0021】
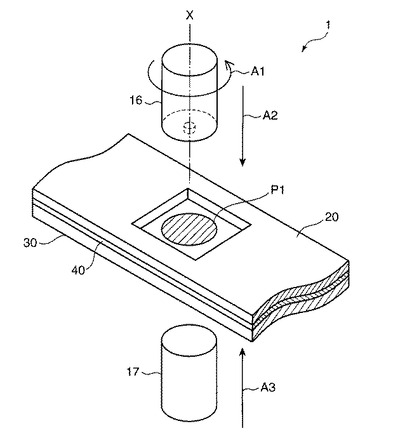
図3は、前記摩擦点接合装置1の一例を模式的に示す図である。この図3に示される摩擦点接合装置1は、アルミニウム合金板20(第一金属部材)と鋼板30(第二金属部材に相当)等を接合するための装置であり、前記アルミニウム合金板20と鋼板30とが図示のように重ね合わされた状態でアルミニウム合金板20の被接合部分P1に押し付けられる回転ツール16を有している。前記回転ツール16は中心軸線X回りに回転駆動される略円筒状の部材からなり、前記アルミニウム合金板20と鋼板30のうち融点の低いアルミニウム合金板20の前記被接合部分P1に押し付けられる。前記摩擦点接合装置1は、この回転ツール16を高速で回転させながら被接合部分P1に押し込むことによって摩擦熱を生じさせ、この摩擦熱で前記両金属部材22,30を互いに接合するように構成されている。なお、以下では、アルミニウム合金板20のことを単にアルミ板20と略称する。
【0022】
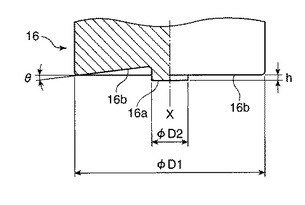
図4に、前記回転ツール16の先端部を拡大して示す。なお、この図4において、左半分は回転ツール16の断面、右半分はその外形を示している。この図4に示すように、回転ツール16の先端部(図では下端部)は、その中心部に突設された小径円筒状のピン部16aと、このピン部16aよりも径方向外側の部分を構成するとともに外側に至るほど底面の高さが低くなるように形成されたショルダ部16bとを有している。前記ピン部16aは、その下端部が前記ショルダ部16bの周縁部の高さよりも所定距離下方に突出するように形成されている。
【0023】
このような回転ツール16の具体的寸法は、前記アルミ板20や鋼板30の厚さ等によって適宜決定されるが、その好適な値の一例として、ショルダ部16bの直径D1が10mm、ピン部16aの直径D2が2mm、ショルダ部16bの周縁部に対するピン部16aの突出長さhが0.3〜0.35mm、ショルダ部16bの底面の傾斜角θ(ショルダ傾斜角)が5°〜7°とされる。
【0024】
前記アルミ板20および鋼板30を挟んで回転ツール16の反対側には、この回転ツール16と略同径ないしはそれより大径の受け具17が同軸配置されている。この受け具17は、アルミ板20および鋼板30を挟んで回転ツール16に接近する方向(矢印A3)に移動し、少なくとも回転ツール16による押圧が開始されるまでにその先端が鋼板30に当接する。そして回転ツール16による押圧時に、その押圧力に抗してアルミ板20および鋼板30を支持するように構成されている。
【0025】
以上のような回転ツール16や受け具17は、多関節ロボット等からなる図外の駆動制御装置に装着され、その回転速度、押圧位置、加圧力、加圧時間等が適宜制御されるように構成されている。なお図3では省略しているが、予めアルミ板20および鋼板30を固定し、また回転ツール16を押圧したときのアルミ板20の浮き上がりを防止するため、スペーサや浮き上がり防止板等の治具が適宜用いられる。
【0026】
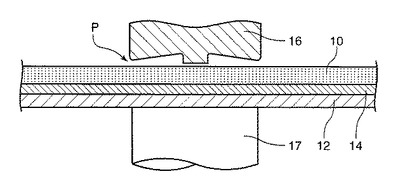
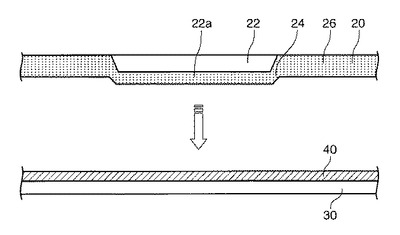
次に、以上のような摩擦点接合装置1を用いて行われる本発明の摩擦点接合方法に係る第一の実施形態について説明する。この実施形態では、図3および図5に示すように、アルミ板20として、その表面26から所定の方向に凹む第一凹部22を有する板材を用いる。この第一凹部22は、アルミ板20の表面26をプレス加工することにより形成されている。具体的には、この第一凹部22は、前記アルミ板20の表面26とほぼ平行な方向に延びる第一底面部22aと、この第一底面部22aの外周から前記アルミ板20の表面26に向かって延びる第一外周壁24とを有している。
【0027】
このようなアルミ板20と鋼板30とを接合するには、まず、図5に示すように、前記鋼板30の表面に絶縁性の接着剤40を塗布する。この接着剤40としては、鋼板30に容易に塗布できるような流動性を有するもので、かつ、常温以上の温度で硬化するものが用いられる。例えば、エポキシ樹脂からなり硬化条件が150℃/20minの熱硬化型の接着剤で、170Pa・s程度の粘度を有し、17.8MPa程度の引っ張りせん断接着強さを有するものが挙げられる。
【0028】
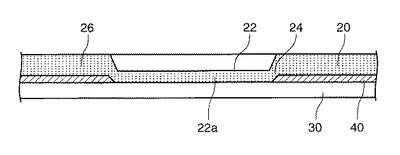
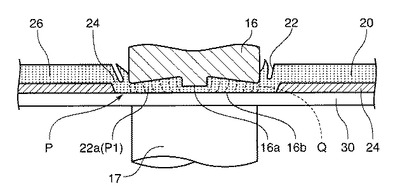
次に、図6に示すように、前記接着剤40が塗布された鋼板30に前記アルミ板20を重ね合わせる。このとき、アルミ板20を、前記第一凹部22がアルミ板20の表面26から鋼板30側に向かって凹むように載置する。また、アルミ板20を鋼板30側に押圧して、第一凹部22の第一底面部22a(被接合部分P1)と鋼板30との間の接着剤40を外側に押出し、この第一底面部22aが直接鋼板30に接触するように重ね合わせる。これにより、前記アルミ板20のうち前記第一凹部22の第一底面部22a以外の部分と鋼板30との間には、接着剤40が介在した状態となる(準備工程)。
【0029】
次に、図3に示すように、前記回転ツール16を軸周り(矢印A1方向)に回転させつつ、矢印A2のように前記アルミ板20に接近させ、この回転ツール16の下端部を前記アルミ板20の第一凹部22の第一底面部22aに当接させる。また、これに合わせて、前記受け具17を矢印A3のように鋼板30に接近させ、アルミ板20および鋼板30を前記回転ツールとの間で挟むようにして支持する。
【0030】
そして、前記のように回転ツール16と受け具17との間でアルミ板20および鋼板30を挟んだ状態で、高速で回転する回転ツール16を前記第一凹部22の第一底面部22aに対し所定深さまで押し込み、これに応じて発生する摩擦熱によってこの第一底面部22aと鋼板30とを接合させる(接合工程)。この接合工程は、より詳しくは、以下に説明する第一押圧工程、第二押圧工程、第三押圧工手の3つの工程に分けられる。
【0031】
まず、第一押圧工程では、図7に示すように、回転ツール16を、予め設定された第一回転速度で回転させながら、第一加圧時間の間、第一加圧力でアルミ板20の第一凹部22の第一底面部22aに対し押圧接触させる。これら第一回転速度、第一加圧時間、および第一加圧力の各値は、この第一凹部22の第一底面部22aに対する回転ツール16の押し込み深さが、そのピン部16aの先端部およびショルダ部16bの周縁部が前記第一凹部22の第一底面部22aに接触する一方でショルダ部16bの径方向内側領域がこの第一底面部22aに接触しない程度の深さとなるように決定される。具体的には、例えば第一回転速度が1500rpm以上3500rpm以下、第一加圧時間が0.2秒以上2.0秒以下、第一加圧力が2.45kN以上3.43kN以下にそれぞれ設定されることが好ましい。
【0032】
前記のように回転ツール16が中心軸線X回りに回転しながら第一凹部22の第一底面部22aに対し押圧接触すると、この回転ツール16におけるピン部16aの下端部およびショルダ部16bの周縁部の2箇所の接触部位と前記第一凹部22の第一底面部22aとの間で摩擦熱が発生する。そして、この摩擦熱は、前記2箇所の接触部位の間の部分(ショルダ部16bの底面が接触していない部分)を含んだ第一凹部22の第一底面部22a全体に速やかに拡散され、この第一底面部22a全体を速やかに軟化させる。ここで、前記第一底面部22aと前記鋼板30との間には前記接着剤40が介在していないので、前記摩擦熱が接着剤40によって奪われてしまうのを回避される。従って、摩擦熱を効果的に第一底面部22aに加えることができ、より少ないエネルギーで第一底面部22aのアルミニウム合金を軟化させることができる。また、前記第一回転速度、第一加圧時間、および第一加圧力を前記のような値に設定しておけば、アルミ板20をせん断破壊することなく良好に軟化させることができる。
【0033】
さらに、この第一押圧工程の初期段階において、ショルダ部16bの周縁部よりも所定長さhだけ突出した細径のピン部16aが、ショルダ部16bよりも先に前記第一凹部22の第一底面部22aに当接することにより、小さな摩擦抵抗で回転ツール16の位置決めがなされ、中心軸線Xに垂直な方向の回転振れが抑制される。
【0034】
続く第二押圧工程では、図8に示すように、回転ツール16を、第二回転速度で回転させながら、第二加圧時間の間、前記第一加圧力よりも大きい第二加圧力で前記第一凹部22の第一底面部22aに押し込む。この第二押圧工程では、前記第一押圧工程のときよりも加圧力が増大されることで、回転ツール16のピン部16aおよびショルダ部16bが前記第一凹部22の第一底面部22aに対し徐々に深く入り込み、これらピン部16aやショルダ部16bの面全体が第一凹部22の第一底面部22aに接触する。これに伴い、この第一底面部22aにてアルミニウム合金の軟化に加えて塑性流動が生じる(図では模式的にこの塑性流動を破線Qで示している)。
【0035】
このとき、径方向外側に至るほど高さが低くなるように傾斜したショルダ部16bの底面により、軟化したアルミニウム合金が回転ツール16の直下部分である第一凹部22の第一底面部22aから外側へ流出することが抑制されるため、前記塑性流動Qはこの第一底面部22aにおいて集中的に発生することになる。なお、アルミ板20の表面には不図示の酸化膜が形成されているが、この酸化膜は前記塑性流動Qが生じる部分において破壊されるため、前記第一底面部22aではアルミニウム合金の新生面が露出する。
【0036】
前記第二回転速度、第二加圧時間、および第二加圧力の各値は、前記第一凹部22の第一底面部22aに対する回転ツール16の押し込み深さが、そのピン部16aおよびショルダ部16bの面全体が前記第一底面部22aに接触し得る程度でかつこの第一底面部22aが過度に薄くなって引きちぎられることがない程度の深さとなるように決定される。具体的には、例えば第二回転速度が2000rpm以上3000rpm以下、第二加圧時間が1.0秒以上2.0秒以下、第二加圧力が3.92kN以上5.88kN以下にそれぞれ設定されることが好ましい。
【0037】
続く第三押圧工程では、図9に示すように、回転ツール16を、第3回転速度で回転させながら、第3加圧時間の間、前記第二加圧力よりも小さい第3加圧力で前記第一凹部22の第一底面部22aに対し押圧接触させる。この第三押圧工程では、前記第二押圧工程のときよりも加圧力が低減されることで、回転ツール16が前記第二押圧工程完了時の深さよりも深く押し込まれず、そのときと同じ位置で前記第一凹部22の第一底面部22aを押圧し続けることとなる。これにより、この第一底面部22aが過度に薄くなって引きちぎられることが回避されるとともに、回転ツール16の押圧力を受ける前記第一凹部22の第一底面部22aの温度が前記第二押圧工程のときと同程度に維持され、良好な塑性流動が長時間に亘って行われる。
【0038】
前記第3回転速度、第3加圧時間、および第3加圧力の各値の具体例としては、第3回転速度が1500rpm以上3500rpm以下、第3加圧時間が0.5秒以上2.5秒以下、第3加圧力が0.49kN以上1.47kN以下にそれぞれ設定されることが好ましい。
【0039】
前記第二押圧工程および第三押圧工程では、前記鋼板30とアルミ板20の前記第一凹部22の第一底面部22aの新生面(塑性流動時に酸化被膜が破壊されることにより形成された新生面)とが接触することにより、これらアルミ板20と鋼板30との合わせ面どうしが強固に固相接合される。このように、本実施形態では、前記アルミ板20の第一凹部22の第一底面部22aが被接合部分P1として前記鋼板30と固相接合される。
【0040】
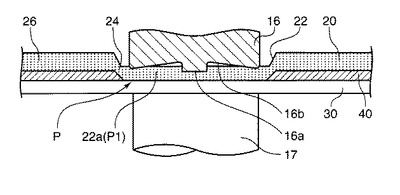
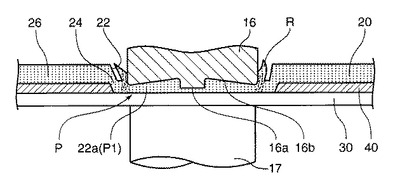
ここで、前記第一押圧工程から第三押圧工程の間、アルミ板20には回転ツール16による摩擦熱が加えられる。特に、回転ツール16が押圧される第一凹部22の第一底面部22aの周囲には比較的大きな摩擦熱が伝達されるため、この周囲のアルミ板20は熱変形しようとする。しかしながら、前記のように、第一凹部22の第一底面部22aの周囲にはアルミ板20の表面26に向かって延びる第一外周壁24が形成されており、この第一外周壁24によって第一底面部22aの周囲の剛性が十分に高められている。従って、この第一底面部22aの周囲の部分は、前記摩擦熱が加えられた際にもその熱変形が十分に抑制されることになる。
【0041】
また、前記第二押圧工程等では第一凹部22の第一底面部22aに回転ツール16により高い押圧力が加えられ、この第一底面部22aの周囲はこの押圧力を受けて前記接着剤40を押出しながら変形しようとする。しかしながら、前記のように、この第一底面部22aの周囲は十分な剛性を有しているので、この押圧力による変形が抑制され前記接着剤40の外側への押出しも抑制されることになる。このように、本実施形態では、前記回転ツール16によって摩擦熱および押圧力が加えられた際にも、前記第一凹部22の周囲のアルミ板20はほとんど変形することなく前記鋼板30との間に接着剤40を介在させた状態を維持する。
【0042】
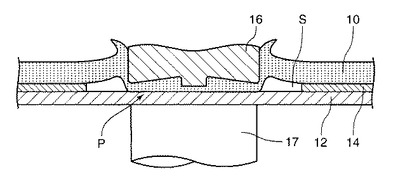
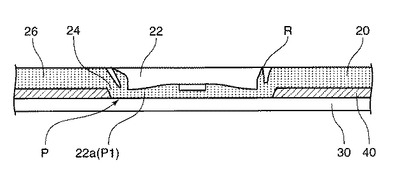
前記第三押圧工程が完了してアルミ板20と鋼板30との固相状態での接合が終了すると、回転ツール16と受け具17とがアルミ板20および鋼板30から離される。ここで、図9に示すように、アルミ板20の第一凹部22には、その第一底面部22aにショルダ部16bおよびピン部16aの痕が残るとともに上方に突出するバリRが形成されている。このバリRは、アルミ板20と鋼板30との間に適正な接合が行われたとき、適度な径方向厚みをもって全周に亘り略均一に形成されることになる。
【0043】
次に、前記アルミ板20と鋼板30とを、その間に接着剤40を介在させた状態で所定の容器に搬入し、当該接着剤40に熱風をあてる。そして、前記接着剤40を硬化させて前記固相状態での接合部分P以外の部分のアルミ板20と鋼板30とを接着する(接着工程)。
【0044】
以上のようにして、アルミ板20と鋼板30とを接合部分Pにて固相接合するとともに、この接合部分P以外の部分を接着剤40により接着することで、これらアルミ板20と鋼板30とを一体に接合する。
【0045】
このように、本実施形態によれば、前記アルミ板20と鋼板30とを前記回転ツール16によって固相接合させるとともに、この固相状態での接合部分P以外の部分を接着剤40によって接着しているので、アルミ板20と鋼板30との接合強度を確保することができる。しかも、前記アルミ板20は、鋼板30と固相接合される被接合部分P1を囲む位置に、この被接合部分P1の周囲の剛性を高めるための剛性部24を有しているので、この被接合部分P1近傍が前記回転ツール16により発生する摩擦熱によって大きく熱変形してしまうのが抑制される。すなわち、前記アルミ板20と鋼板30との間に隙間が形成されるのを有効に回避することができ、前記固相接合される部分を除くアルミ板20と鋼板30との間全体に前記絶縁材である接着剤40を介在させることができるので、このアルミ板20と鋼板30との接合強度を確保することが可能となる。特に、前記実施形態のように材質の異なるアルミ板20と鋼板30とを接合する場合には、前記隙間に水等が浸入するのを回避することができ、これらアルミ板20および鋼板30等の電食を効果的に抑制することが可能となる。
【0046】
また、前記実施形態のように、アルミ板20の形状変化により前記剛性部24を形成するようにすれば、この剛性部24を容易にアルミ板20に設けることが可能となる。
【0047】
また、アルミ板20として、鋼板30側に凹む第一凹部22を有するアルミ板20を用い、この第一凹部22の第一底面部22aを鋼板30と固相接合する被接合部分P1として、この被接合部分P1と鋼板30とを固相接合すれば、この第一凹部22の第一底面部22aからアルミ板20の表面26に延びる第一外周壁24を剛性部として機能させることができ、前記被接合部分P1の周囲の剛性を容易に高めることが可能となる。そして、前記回転ツール16による摩擦熱を第一凹部22の内にとどめることができるので、この第一凹部22の周囲の熱変形をより確実に抑制することが可能となる。
【0048】
また、接着剤40をアルミ板20と鋼板30のうち前記接合部分P以外の部分に介在するよう鋼板30に塗布すれば、この接合部分Pにおいてアルミ板20と鋼板30とを直接接触させた状態で固相接合することができるので、前記回転ツール16の摩擦熱が、前記接着剤40に奪われるのを回避して、より少ないエネルギーで効率よくアルミ板20と鋼板30とを固相接合することができる。
【0049】
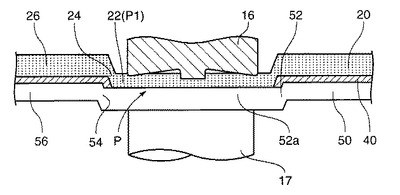
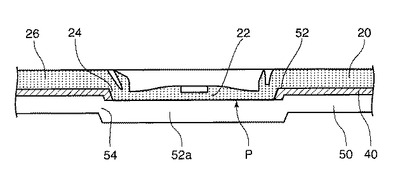
次に、本発明の第二の実施形態について説明する。本実施形態では、図11に示すように、鋼板として、第二凹部52を有する鋼板50を用いる。この第二凹部52は、鋼板50の表面56から前記アルミ板20と離間する方向に凹み、鋼板50の表面56とほぼ平行な方向に延びる第二底面部52aと、この第二底面部52aの外周から前記鋼板50の表面56に向かって延びる第二外周壁54とを有している。この第二外周壁54は、前記アルミ板20の第一凹部22の第一外周壁24を囲むような位置に設けられている。
【0050】
本実施形態では、前記準備工程にて、前記鋼板50の第二凹部52の第二底面部52aと前記アルミ板20の第一凹部22の第一底面部22aとを接触させ、この接触部分以外の部分に前記接着剤40を介在させるように接着剤40を塗布する。具体的には、アルミ板20の表面26と鋼板50の表面56との間および前記第一凹部22の第一外周壁24と前記第二凹部52の第二外周壁54との間に接着剤40を介在させる。
【0051】
そして、前記接合工程にて、前記第一凹部22の第一底面部22aを回転ツール16によって押圧し、この第一凹部22の第一底面部22aと前記鋼板50の第二凹部52の第二底面部52aとを固相接合する。このとき、第一凹部22の周囲の接着剤40は、図12に示すように、前記第一凹部22の第一外周壁24と前記第二凹部52の第二外周壁54とで挟持されることで、前記回転ツール16の押圧力を受けた際にも外側に押出されることなくこの第一凹部22の周囲に残留することになる。
【0052】
このように、本実施形態によれば、前記第一凹部22の第一外周壁24の周囲を第二凹部52の第二外周壁54で囲むことで、この周囲におけるアルミ板20と鋼板50との間に接着剤40をより確実に介在させることができるので、アルミ板20と鋼板50との接合強度をより確実に確保することができる。さらに、接合する金属材料が前記のように異なる場合には、前記第一凹部22の第一外周壁24の周囲に水等が浸入にして電食してしまうのをより確実に回避することが可能となる。
【0053】
ここで、前記アルミ板の形状としては、前記に限らず、鋼板と固相接合される被接合部分P1を囲む位置に、この被接合部分P1の周囲の剛性を高めるための剛性部が設けられたものであればどのようなものであってもよい。
【0054】
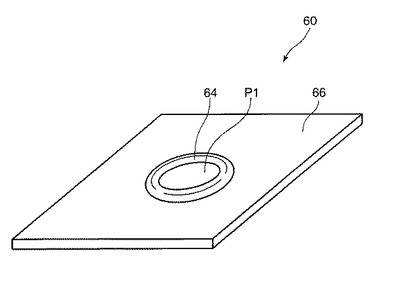
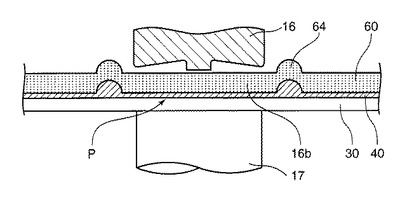
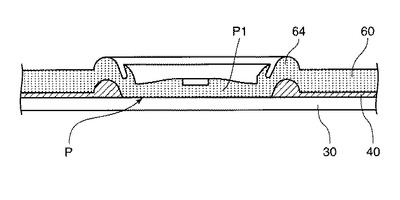
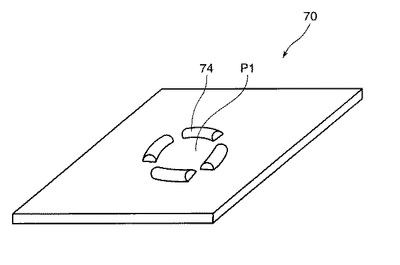
例えば、図13および図14に示すように、その表面66から鋼板30と離間する方向に突出するビード部64が剛性部として形成されたアルミ板60を用いてもよい。このビード部64は、例えば、被接合部分P1の全周を囲むような形状とすればよい。このような場合には、このビード部64に囲まれた被接合部分P1に回転ツール16を押圧して摩擦熱を加えることで、図15に示すように、このビード部64によってアルミ板60の変形を抑制しつつ鋼板30と固相接合させることができる。また、図16に示すように、被接合部分P1を囲む位置に、互いに離間した状態で複数のビード部74が形成されたアルミ板70を用いてもよい。
【0055】
また、前記接着剤40の種類は前記に限らず、常温で硬化するものを用いてもよい。例えば、室温/24hで硬化するエポキシ樹脂からなるものであって、80Pa・s(27℃)程度の粘度を有し、29.4MPa程度の引っ張りせん断接着強さを有するものを用いてもよい。このように常温硬化型の接着剤を用いる場合には、前記接着工程において接着剤40に熱風等を当てる工程を省略することができる。また、このように比較的粘度が低い接着剤を用いた場合には、この接着剤が前記回転ツール16による押圧力によって接合部分Pから外側に押出される可能性が高くなるため、前記のように接着剤が押出されるのを抑制することのできる本発明に係る摩擦点接合方法が特に有効となる。
【0056】
また、前記実施形態では、アルミ板と鋼板とを接合する例を示したが、本発明の摩擦点接合方法は、金属部材どうしであれば前記のような金属部材の組み合わせに限らず適用可能である。例えば、回転ツール16が押し込まれる側の金属部材(第一金属部材)としてマグネシウム合金を使用することが可能である。
【図面の簡単な説明】
【0057】
【図1】従来の摩擦点接合方法を説明するための説明図である。
【図2】従来の摩擦点接合方法による接合状態を示す断面図である。
【図3】本発明にかかる摩擦点接合方法に好適な装置の一例を模式的に示す図である。
【図4】図3に示す装置の回転ツールの先端部を拡大して示す図である。
【図5】本発明の第一の実施形態に係る摩擦点接合方法の準備工程において、鋼板の表面の接着剤を塗布した状況を示す断面図である。
【図6】本発明の第一の実施形態に係る摩擦点接合方法の準備工程において、鋼板とアルミ板とを重ね合わせた状況を示す断面図である。
【図7】摩擦点接合方法における第一押圧工程を説明するための断面図である。
【図8】摩擦点接合方法における第二押圧工程を説明するための断面図である。
【図9】摩擦点接合方法における第三押圧工程を説明するための断面図である。
【図10】摩擦点接合方法における固相状体での接合が完了したときの状況を説明するための断面図である。
【図11】本発明の第二の実施形態に係る摩擦点接合方法を説明するための断面図である。
【図12】本発明の第二の実施形態に係る摩擦点接合方法による固相状態での接合が完了したときの状況を説明するための断面図である。
【図13】本発明の他の実施形態に係る摩擦点接合方法を説明するための概略斜視図である。
【図14】図13に示す本発明の他の実施形態に係る摩擦点接合方法を説明するための断面図である。
【図15】図13に示す本発明の他の実施形態に係る摩擦点接合方法による固相状態での接合が完了したときの状況を説明するための断面図である。
【図16】本発明の他の実施形態に係る摩擦点接合方法を説明するための概略斜視図である。
【符号の説明】
【0058】
1 摩擦点接合装置
16 回転ツール
20 アルミニウム合金板(第一金属部材)
22 第一凹部
22a 第一底面部
24 第一外周壁
26 表面
30 鋼板(第一の実施形態に係る第二金属部材)
40 接着剤
50 鋼板(第二の実施形態に係る第二金属部材)
52 第二凹部
52a 第二底面部
54 第二外周壁
56 表面
60 アルミニウム合金板の他の例(第一金属部材)
64 ビード部
P1 被接合部分
P 接合部分
【技術分野】
【0001】
本発明は、重ね合わされた複数の金属部材のうちの一方側から回転ツールを押し込み、それによって発生する摩擦熱で前記金属部材どうしを接合する方法に関する。
【背景技術】
【0002】
従来から、自動車の燃費改善等の目的で軽量化を図るため、自動車等のボディ材料としてアルミニウム合金材料が多用されつつある。それに伴い、例えばアルミニウム合金等からなる部材と鉄材料等からなる部材とを接合する機会が多くなってきている。
【0003】
しかしながら、このような異種材料からなる金属部材同士をアーク溶接などの溶融溶接で接合すると、脆弱な金属間化合物が生成されて接合強度が低下する等の問題点があった。このため、従来からリベット等を用いた機械的接合法が多く用いられてきたが、このような方法では、リベット等の副資材が必要なことなどからコスト高になるという問題がある。
【0004】
そこで、異種材料からなる金属部材同士を低コストで接合する方法として、摩擦点接合と呼ばれる接合方法が開発されている。この接合方法は、例えば下記特許文献1に開示されており、図1に示すように、アルミニウム合金板10と鋼板12とを重ね合わせて、この重ね合わせ部分に回転ツール16の先端部を押し込み、この回転ツール16の回転動作および加圧動作により発生する摩擦熱で前記アルミニウム合金板10を軟化および塑性流動させることにより、当該アルミニウム合金板10と前記鋼板12とを融点以下の温度で固相接合するものである。
【0005】
ここで、特に、前記のように異種材料からなる金属部材を接合する場合には、この金属部材間に水等が混入するとこれら部材間の電位差により少なくとも一方の金属部材が腐食してしまう可能性がある。そこで、このように異種材料の金属部材を接合する場合には、前記電食を回避するためにこれら部材間に流動性を有する絶縁材14を介在させる方法が考えられている。
【特許文献1】特開2005−34879号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、図1に示すように、単純に前記金属部材10,12の間に前記絶縁材14を介在させこれに回転ツール16を押し込んだだけでは、この回転ツール16の加圧動作により前記絶縁材14が接合部分Pから外側に押出されるとともに、この回転ツール16によって前記アルミニウム合金板10に摩擦熱が加えられることで当該アルミニウム合金板10が熱変形することで、図2に示すように、両金属部材10,12の間に前記絶縁材14が介在せず当該金属部材10,12同士が十分に絶縁されない隙間Sが形成されてしまう可能性がある。
【0007】
本発明は、前記のような事情に鑑みてなされたものであり、金属材料の熱変形をより確実に抑制しつつ金属材料同士を接合することのできる摩擦点接合方法の提供を目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するための請求項1に係る発明は、第一金属部材と第二金属部材とを重ね合わせて当該両金属部材を固相状態で接合する方法であって、前記第一金属部材として、前記第二金属部材と固相状態で接合される被接合部分を囲む位置に当該被接合部分近傍の剛性を高めるための剛性部が設けられた金属部材を用い、当該剛性部を有する第一金属部材と前記第二金属部材との間に絶縁性の接着剤を介在させた状態で当該両金属部材を重ね合わせる準備工程と、前記第一金属部材の被接合部分に回転ツールを当接させ、この回転ツールの回転動作および加圧動作により発生する摩擦熱で前記第一金属部材の被接合部分を軟化および塑性流動させることにより前記両金属部材を固相状態で接合する接合工程と、前記両金属部材の固相状態での接合部分以外の部分を前記接着剤により接着する接着工程とを含むとともに、前記接合工程にて、前記摩擦熱による前記第一金属部材の変形を前記剛性部により抑制しつつ前記両金属部材を接合することを特徴とする摩擦点接合方法を提供する(請求項1)。
【0009】
本発明によれば、前記第一金属部材と第二金属部材とを前記回転ツールの摩擦熱によって固相接合させるとともに、前記第一金属部材と第二金属部材との間に接着剤を介在させることで、前記固相状態での接合部分以外の部分を当該接着剤によって接着しているので、この第一の金属部材と第二金属部材との接合強度を確保することができる。しかも、前記第一金属部材として、剛性部を有し当該剛性部によって前記回転ツールが当接される被接合部分の周囲の剛性が高められた金属部材を用いているので、この被接合部分近傍が前記回転ツールにより発生する摩擦熱によって大きく熱変形してしまうのを抑制することができる。この結果、前記両金属間に接着剤が介在しない隙間が形成されるのを有効に回避することができ、前記固相状態での接合部分を除く両金属部材間全体に前記接着剤を介在させることができるので、これら金属部材の接合強度を確保することができる。特に、この第一金属部材と第二金属部材とを異種材料で構成した場合には、前記隙間に水等が浸入することにより金属部材が電食してしまうのをより確実に抑制することが可能になる。
【0010】
また本発明において、前記剛性部は、前記第一金属部材を構成する金属部材を変形させることによって形成されたものであるのが好ましい(請求項2)。
【0011】
この構成によれば、前記剛性部をより容易に前記第一金属部材に形成することが可能となる。
【0012】
また本発明において、前記第一金属部材として、当該第一金属部材の表面から前記第二金属部材に向かって凹み、所定の方向に延びる第一底面部と当該第一底面部の外周から前記表面に向かって延びる第一外周壁とを有する第一凹部を備えた金属部材を用い、前記第一外周壁を前記剛性部として構成し、前記接合工程にて、前記摩擦熱による前記第一金属部材の変形を前記第一外周壁により抑制しつつ前記第一凹部の第一底面部と前記第二金属部材とを固相状態で接合するのが好ましい(請求項3)。
【0013】
このようにすれば、前記摩擦熱による前記被接合部分近傍の熱変形を前記第一凹部の第一外周壁によってこの第一凹部内にとどめることができるので、前記第二金属部材と固相接合されるこの第一凹部の第一底面部以外の部分に、その全体にわたって前記接着剤を介在させることが可能となり、両金属部材の接合強度をより高めることが可能となる。そして、第一金属部材と第二金属部材とを異種材料で構成した場合には、これらの部材間の電位差による電食を有効に回避することが可能となる。
【0014】
特に、前記第二金属部材として、その表面から前記第一金属部材と離間する方向に凹み、所定の方向に延びる第二底面部と、当該第二底面部の外周から前記第二金属部材の表面に向かって延びるとともに前記第一凹部の第一外周壁の周囲を囲むような位置に設けられた第二外周壁とを有する第二凹部を備えた金属部材を用い、前記準備工程にて、前記第一凹部の第一外周壁と前記第二凹部の第二外周壁との間に前記接着剤を介在させた状態で前記両金属部材を重ね合わせるとともに、前記接合工程にて、前記第一凹部の第一底面部と前記第二凹部の第二底面部とを固相状態で接合すれば、前記第一凹部の周囲の接着剤がこの第一凹部の第一外周壁と第二凹部の第二外周壁との間に挟持されることになるので、この接着剤が前記第一凹部の周囲から外側に押出されるのを抑制することができ、両金属部材間の固相接合される部分以外の部分全体にわたってより確実に前記接着剤を介在させることが可能となる(請求項4)。
【0015】
また本発明において、前記第一金属部材の被接合部分を囲む位置にビード部を形成することで、この被接合部分近傍の剛性を高めるようにしてもよい(請求項5)。
【0016】
また、アルミニウム合金製の板材である第一金属部材と鋼製の板材である第二金属部材とを接合する際に本発明を用いれば、これら異種材料間の電位差による電食を抑制しつつ両金属部材をより確実に接合することができ効果的である(請求項6)。
【0017】
また本発明は、前記準備工程にて、前記接着剤を、前記第一金属部材のうち前記被接合部分以外の部分と前記第二金属部材のうち前記該被接合部分と接合される接合部分以外の部分との間に介在させるのが好ましい(請求項7)。
【0018】
このようにすれば、前記回転ツールによって前記第一金属部材に摩擦熱を加える際に、当該摩擦熱が前記接着剤によって奪われてしまうのを抑制することができ、両金属部材を固相接合するために投入するエネルギーを小さくすることが可能となるので、コスト面で有利となる。
【発明の効果】
【0019】
以上のように、本発明によれば、複数の金属部材を接合する摩擦点接合方法において、金属部材の熱変形を抑制して接合強度を確保することができる。
【発明を実施するための最良の形態】
【0020】
以下、本発明の好ましい実施形態について図面を参照しながら説明する。まず、本発明にかかる摩擦点接合方法を実施するために用いられる摩擦点接合装置1の概要を説明する。
【0021】
図3は、前記摩擦点接合装置1の一例を模式的に示す図である。この図3に示される摩擦点接合装置1は、アルミニウム合金板20(第一金属部材)と鋼板30(第二金属部材に相当)等を接合するための装置であり、前記アルミニウム合金板20と鋼板30とが図示のように重ね合わされた状態でアルミニウム合金板20の被接合部分P1に押し付けられる回転ツール16を有している。前記回転ツール16は中心軸線X回りに回転駆動される略円筒状の部材からなり、前記アルミニウム合金板20と鋼板30のうち融点の低いアルミニウム合金板20の前記被接合部分P1に押し付けられる。前記摩擦点接合装置1は、この回転ツール16を高速で回転させながら被接合部分P1に押し込むことによって摩擦熱を生じさせ、この摩擦熱で前記両金属部材22,30を互いに接合するように構成されている。なお、以下では、アルミニウム合金板20のことを単にアルミ板20と略称する。
【0022】
図4に、前記回転ツール16の先端部を拡大して示す。なお、この図4において、左半分は回転ツール16の断面、右半分はその外形を示している。この図4に示すように、回転ツール16の先端部(図では下端部)は、その中心部に突設された小径円筒状のピン部16aと、このピン部16aよりも径方向外側の部分を構成するとともに外側に至るほど底面の高さが低くなるように形成されたショルダ部16bとを有している。前記ピン部16aは、その下端部が前記ショルダ部16bの周縁部の高さよりも所定距離下方に突出するように形成されている。
【0023】
このような回転ツール16の具体的寸法は、前記アルミ板20や鋼板30の厚さ等によって適宜決定されるが、その好適な値の一例として、ショルダ部16bの直径D1が10mm、ピン部16aの直径D2が2mm、ショルダ部16bの周縁部に対するピン部16aの突出長さhが0.3〜0.35mm、ショルダ部16bの底面の傾斜角θ(ショルダ傾斜角)が5°〜7°とされる。
【0024】
前記アルミ板20および鋼板30を挟んで回転ツール16の反対側には、この回転ツール16と略同径ないしはそれより大径の受け具17が同軸配置されている。この受け具17は、アルミ板20および鋼板30を挟んで回転ツール16に接近する方向(矢印A3)に移動し、少なくとも回転ツール16による押圧が開始されるまでにその先端が鋼板30に当接する。そして回転ツール16による押圧時に、その押圧力に抗してアルミ板20および鋼板30を支持するように構成されている。
【0025】
以上のような回転ツール16や受け具17は、多関節ロボット等からなる図外の駆動制御装置に装着され、その回転速度、押圧位置、加圧力、加圧時間等が適宜制御されるように構成されている。なお図3では省略しているが、予めアルミ板20および鋼板30を固定し、また回転ツール16を押圧したときのアルミ板20の浮き上がりを防止するため、スペーサや浮き上がり防止板等の治具が適宜用いられる。
【0026】
次に、以上のような摩擦点接合装置1を用いて行われる本発明の摩擦点接合方法に係る第一の実施形態について説明する。この実施形態では、図3および図5に示すように、アルミ板20として、その表面26から所定の方向に凹む第一凹部22を有する板材を用いる。この第一凹部22は、アルミ板20の表面26をプレス加工することにより形成されている。具体的には、この第一凹部22は、前記アルミ板20の表面26とほぼ平行な方向に延びる第一底面部22aと、この第一底面部22aの外周から前記アルミ板20の表面26に向かって延びる第一外周壁24とを有している。
【0027】
このようなアルミ板20と鋼板30とを接合するには、まず、図5に示すように、前記鋼板30の表面に絶縁性の接着剤40を塗布する。この接着剤40としては、鋼板30に容易に塗布できるような流動性を有するもので、かつ、常温以上の温度で硬化するものが用いられる。例えば、エポキシ樹脂からなり硬化条件が150℃/20minの熱硬化型の接着剤で、170Pa・s程度の粘度を有し、17.8MPa程度の引っ張りせん断接着強さを有するものが挙げられる。
【0028】
次に、図6に示すように、前記接着剤40が塗布された鋼板30に前記アルミ板20を重ね合わせる。このとき、アルミ板20を、前記第一凹部22がアルミ板20の表面26から鋼板30側に向かって凹むように載置する。また、アルミ板20を鋼板30側に押圧して、第一凹部22の第一底面部22a(被接合部分P1)と鋼板30との間の接着剤40を外側に押出し、この第一底面部22aが直接鋼板30に接触するように重ね合わせる。これにより、前記アルミ板20のうち前記第一凹部22の第一底面部22a以外の部分と鋼板30との間には、接着剤40が介在した状態となる(準備工程)。
【0029】
次に、図3に示すように、前記回転ツール16を軸周り(矢印A1方向)に回転させつつ、矢印A2のように前記アルミ板20に接近させ、この回転ツール16の下端部を前記アルミ板20の第一凹部22の第一底面部22aに当接させる。また、これに合わせて、前記受け具17を矢印A3のように鋼板30に接近させ、アルミ板20および鋼板30を前記回転ツールとの間で挟むようにして支持する。
【0030】
そして、前記のように回転ツール16と受け具17との間でアルミ板20および鋼板30を挟んだ状態で、高速で回転する回転ツール16を前記第一凹部22の第一底面部22aに対し所定深さまで押し込み、これに応じて発生する摩擦熱によってこの第一底面部22aと鋼板30とを接合させる(接合工程)。この接合工程は、より詳しくは、以下に説明する第一押圧工程、第二押圧工程、第三押圧工手の3つの工程に分けられる。
【0031】
まず、第一押圧工程では、図7に示すように、回転ツール16を、予め設定された第一回転速度で回転させながら、第一加圧時間の間、第一加圧力でアルミ板20の第一凹部22の第一底面部22aに対し押圧接触させる。これら第一回転速度、第一加圧時間、および第一加圧力の各値は、この第一凹部22の第一底面部22aに対する回転ツール16の押し込み深さが、そのピン部16aの先端部およびショルダ部16bの周縁部が前記第一凹部22の第一底面部22aに接触する一方でショルダ部16bの径方向内側領域がこの第一底面部22aに接触しない程度の深さとなるように決定される。具体的には、例えば第一回転速度が1500rpm以上3500rpm以下、第一加圧時間が0.2秒以上2.0秒以下、第一加圧力が2.45kN以上3.43kN以下にそれぞれ設定されることが好ましい。
【0032】
前記のように回転ツール16が中心軸線X回りに回転しながら第一凹部22の第一底面部22aに対し押圧接触すると、この回転ツール16におけるピン部16aの下端部およびショルダ部16bの周縁部の2箇所の接触部位と前記第一凹部22の第一底面部22aとの間で摩擦熱が発生する。そして、この摩擦熱は、前記2箇所の接触部位の間の部分(ショルダ部16bの底面が接触していない部分)を含んだ第一凹部22の第一底面部22a全体に速やかに拡散され、この第一底面部22a全体を速やかに軟化させる。ここで、前記第一底面部22aと前記鋼板30との間には前記接着剤40が介在していないので、前記摩擦熱が接着剤40によって奪われてしまうのを回避される。従って、摩擦熱を効果的に第一底面部22aに加えることができ、より少ないエネルギーで第一底面部22aのアルミニウム合金を軟化させることができる。また、前記第一回転速度、第一加圧時間、および第一加圧力を前記のような値に設定しておけば、アルミ板20をせん断破壊することなく良好に軟化させることができる。
【0033】
さらに、この第一押圧工程の初期段階において、ショルダ部16bの周縁部よりも所定長さhだけ突出した細径のピン部16aが、ショルダ部16bよりも先に前記第一凹部22の第一底面部22aに当接することにより、小さな摩擦抵抗で回転ツール16の位置決めがなされ、中心軸線Xに垂直な方向の回転振れが抑制される。
【0034】
続く第二押圧工程では、図8に示すように、回転ツール16を、第二回転速度で回転させながら、第二加圧時間の間、前記第一加圧力よりも大きい第二加圧力で前記第一凹部22の第一底面部22aに押し込む。この第二押圧工程では、前記第一押圧工程のときよりも加圧力が増大されることで、回転ツール16のピン部16aおよびショルダ部16bが前記第一凹部22の第一底面部22aに対し徐々に深く入り込み、これらピン部16aやショルダ部16bの面全体が第一凹部22の第一底面部22aに接触する。これに伴い、この第一底面部22aにてアルミニウム合金の軟化に加えて塑性流動が生じる(図では模式的にこの塑性流動を破線Qで示している)。
【0035】
このとき、径方向外側に至るほど高さが低くなるように傾斜したショルダ部16bの底面により、軟化したアルミニウム合金が回転ツール16の直下部分である第一凹部22の第一底面部22aから外側へ流出することが抑制されるため、前記塑性流動Qはこの第一底面部22aにおいて集中的に発生することになる。なお、アルミ板20の表面には不図示の酸化膜が形成されているが、この酸化膜は前記塑性流動Qが生じる部分において破壊されるため、前記第一底面部22aではアルミニウム合金の新生面が露出する。
【0036】
前記第二回転速度、第二加圧時間、および第二加圧力の各値は、前記第一凹部22の第一底面部22aに対する回転ツール16の押し込み深さが、そのピン部16aおよびショルダ部16bの面全体が前記第一底面部22aに接触し得る程度でかつこの第一底面部22aが過度に薄くなって引きちぎられることがない程度の深さとなるように決定される。具体的には、例えば第二回転速度が2000rpm以上3000rpm以下、第二加圧時間が1.0秒以上2.0秒以下、第二加圧力が3.92kN以上5.88kN以下にそれぞれ設定されることが好ましい。
【0037】
続く第三押圧工程では、図9に示すように、回転ツール16を、第3回転速度で回転させながら、第3加圧時間の間、前記第二加圧力よりも小さい第3加圧力で前記第一凹部22の第一底面部22aに対し押圧接触させる。この第三押圧工程では、前記第二押圧工程のときよりも加圧力が低減されることで、回転ツール16が前記第二押圧工程完了時の深さよりも深く押し込まれず、そのときと同じ位置で前記第一凹部22の第一底面部22aを押圧し続けることとなる。これにより、この第一底面部22aが過度に薄くなって引きちぎられることが回避されるとともに、回転ツール16の押圧力を受ける前記第一凹部22の第一底面部22aの温度が前記第二押圧工程のときと同程度に維持され、良好な塑性流動が長時間に亘って行われる。
【0038】
前記第3回転速度、第3加圧時間、および第3加圧力の各値の具体例としては、第3回転速度が1500rpm以上3500rpm以下、第3加圧時間が0.5秒以上2.5秒以下、第3加圧力が0.49kN以上1.47kN以下にそれぞれ設定されることが好ましい。
【0039】
前記第二押圧工程および第三押圧工程では、前記鋼板30とアルミ板20の前記第一凹部22の第一底面部22aの新生面(塑性流動時に酸化被膜が破壊されることにより形成された新生面)とが接触することにより、これらアルミ板20と鋼板30との合わせ面どうしが強固に固相接合される。このように、本実施形態では、前記アルミ板20の第一凹部22の第一底面部22aが被接合部分P1として前記鋼板30と固相接合される。
【0040】
ここで、前記第一押圧工程から第三押圧工程の間、アルミ板20には回転ツール16による摩擦熱が加えられる。特に、回転ツール16が押圧される第一凹部22の第一底面部22aの周囲には比較的大きな摩擦熱が伝達されるため、この周囲のアルミ板20は熱変形しようとする。しかしながら、前記のように、第一凹部22の第一底面部22aの周囲にはアルミ板20の表面26に向かって延びる第一外周壁24が形成されており、この第一外周壁24によって第一底面部22aの周囲の剛性が十分に高められている。従って、この第一底面部22aの周囲の部分は、前記摩擦熱が加えられた際にもその熱変形が十分に抑制されることになる。
【0041】
また、前記第二押圧工程等では第一凹部22の第一底面部22aに回転ツール16により高い押圧力が加えられ、この第一底面部22aの周囲はこの押圧力を受けて前記接着剤40を押出しながら変形しようとする。しかしながら、前記のように、この第一底面部22aの周囲は十分な剛性を有しているので、この押圧力による変形が抑制され前記接着剤40の外側への押出しも抑制されることになる。このように、本実施形態では、前記回転ツール16によって摩擦熱および押圧力が加えられた際にも、前記第一凹部22の周囲のアルミ板20はほとんど変形することなく前記鋼板30との間に接着剤40を介在させた状態を維持する。
【0042】
前記第三押圧工程が完了してアルミ板20と鋼板30との固相状態での接合が終了すると、回転ツール16と受け具17とがアルミ板20および鋼板30から離される。ここで、図9に示すように、アルミ板20の第一凹部22には、その第一底面部22aにショルダ部16bおよびピン部16aの痕が残るとともに上方に突出するバリRが形成されている。このバリRは、アルミ板20と鋼板30との間に適正な接合が行われたとき、適度な径方向厚みをもって全周に亘り略均一に形成されることになる。
【0043】
次に、前記アルミ板20と鋼板30とを、その間に接着剤40を介在させた状態で所定の容器に搬入し、当該接着剤40に熱風をあてる。そして、前記接着剤40を硬化させて前記固相状態での接合部分P以外の部分のアルミ板20と鋼板30とを接着する(接着工程)。
【0044】
以上のようにして、アルミ板20と鋼板30とを接合部分Pにて固相接合するとともに、この接合部分P以外の部分を接着剤40により接着することで、これらアルミ板20と鋼板30とを一体に接合する。
【0045】
このように、本実施形態によれば、前記アルミ板20と鋼板30とを前記回転ツール16によって固相接合させるとともに、この固相状態での接合部分P以外の部分を接着剤40によって接着しているので、アルミ板20と鋼板30との接合強度を確保することができる。しかも、前記アルミ板20は、鋼板30と固相接合される被接合部分P1を囲む位置に、この被接合部分P1の周囲の剛性を高めるための剛性部24を有しているので、この被接合部分P1近傍が前記回転ツール16により発生する摩擦熱によって大きく熱変形してしまうのが抑制される。すなわち、前記アルミ板20と鋼板30との間に隙間が形成されるのを有効に回避することができ、前記固相接合される部分を除くアルミ板20と鋼板30との間全体に前記絶縁材である接着剤40を介在させることができるので、このアルミ板20と鋼板30との接合強度を確保することが可能となる。特に、前記実施形態のように材質の異なるアルミ板20と鋼板30とを接合する場合には、前記隙間に水等が浸入するのを回避することができ、これらアルミ板20および鋼板30等の電食を効果的に抑制することが可能となる。
【0046】
また、前記実施形態のように、アルミ板20の形状変化により前記剛性部24を形成するようにすれば、この剛性部24を容易にアルミ板20に設けることが可能となる。
【0047】
また、アルミ板20として、鋼板30側に凹む第一凹部22を有するアルミ板20を用い、この第一凹部22の第一底面部22aを鋼板30と固相接合する被接合部分P1として、この被接合部分P1と鋼板30とを固相接合すれば、この第一凹部22の第一底面部22aからアルミ板20の表面26に延びる第一外周壁24を剛性部として機能させることができ、前記被接合部分P1の周囲の剛性を容易に高めることが可能となる。そして、前記回転ツール16による摩擦熱を第一凹部22の内にとどめることができるので、この第一凹部22の周囲の熱変形をより確実に抑制することが可能となる。
【0048】
また、接着剤40をアルミ板20と鋼板30のうち前記接合部分P以外の部分に介在するよう鋼板30に塗布すれば、この接合部分Pにおいてアルミ板20と鋼板30とを直接接触させた状態で固相接合することができるので、前記回転ツール16の摩擦熱が、前記接着剤40に奪われるのを回避して、より少ないエネルギーで効率よくアルミ板20と鋼板30とを固相接合することができる。
【0049】
次に、本発明の第二の実施形態について説明する。本実施形態では、図11に示すように、鋼板として、第二凹部52を有する鋼板50を用いる。この第二凹部52は、鋼板50の表面56から前記アルミ板20と離間する方向に凹み、鋼板50の表面56とほぼ平行な方向に延びる第二底面部52aと、この第二底面部52aの外周から前記鋼板50の表面56に向かって延びる第二外周壁54とを有している。この第二外周壁54は、前記アルミ板20の第一凹部22の第一外周壁24を囲むような位置に設けられている。
【0050】
本実施形態では、前記準備工程にて、前記鋼板50の第二凹部52の第二底面部52aと前記アルミ板20の第一凹部22の第一底面部22aとを接触させ、この接触部分以外の部分に前記接着剤40を介在させるように接着剤40を塗布する。具体的には、アルミ板20の表面26と鋼板50の表面56との間および前記第一凹部22の第一外周壁24と前記第二凹部52の第二外周壁54との間に接着剤40を介在させる。
【0051】
そして、前記接合工程にて、前記第一凹部22の第一底面部22aを回転ツール16によって押圧し、この第一凹部22の第一底面部22aと前記鋼板50の第二凹部52の第二底面部52aとを固相接合する。このとき、第一凹部22の周囲の接着剤40は、図12に示すように、前記第一凹部22の第一外周壁24と前記第二凹部52の第二外周壁54とで挟持されることで、前記回転ツール16の押圧力を受けた際にも外側に押出されることなくこの第一凹部22の周囲に残留することになる。
【0052】
このように、本実施形態によれば、前記第一凹部22の第一外周壁24の周囲を第二凹部52の第二外周壁54で囲むことで、この周囲におけるアルミ板20と鋼板50との間に接着剤40をより確実に介在させることができるので、アルミ板20と鋼板50との接合強度をより確実に確保することができる。さらに、接合する金属材料が前記のように異なる場合には、前記第一凹部22の第一外周壁24の周囲に水等が浸入にして電食してしまうのをより確実に回避することが可能となる。
【0053】
ここで、前記アルミ板の形状としては、前記に限らず、鋼板と固相接合される被接合部分P1を囲む位置に、この被接合部分P1の周囲の剛性を高めるための剛性部が設けられたものであればどのようなものであってもよい。
【0054】
例えば、図13および図14に示すように、その表面66から鋼板30と離間する方向に突出するビード部64が剛性部として形成されたアルミ板60を用いてもよい。このビード部64は、例えば、被接合部分P1の全周を囲むような形状とすればよい。このような場合には、このビード部64に囲まれた被接合部分P1に回転ツール16を押圧して摩擦熱を加えることで、図15に示すように、このビード部64によってアルミ板60の変形を抑制しつつ鋼板30と固相接合させることができる。また、図16に示すように、被接合部分P1を囲む位置に、互いに離間した状態で複数のビード部74が形成されたアルミ板70を用いてもよい。
【0055】
また、前記接着剤40の種類は前記に限らず、常温で硬化するものを用いてもよい。例えば、室温/24hで硬化するエポキシ樹脂からなるものであって、80Pa・s(27℃)程度の粘度を有し、29.4MPa程度の引っ張りせん断接着強さを有するものを用いてもよい。このように常温硬化型の接着剤を用いる場合には、前記接着工程において接着剤40に熱風等を当てる工程を省略することができる。また、このように比較的粘度が低い接着剤を用いた場合には、この接着剤が前記回転ツール16による押圧力によって接合部分Pから外側に押出される可能性が高くなるため、前記のように接着剤が押出されるのを抑制することのできる本発明に係る摩擦点接合方法が特に有効となる。
【0056】
また、前記実施形態では、アルミ板と鋼板とを接合する例を示したが、本発明の摩擦点接合方法は、金属部材どうしであれば前記のような金属部材の組み合わせに限らず適用可能である。例えば、回転ツール16が押し込まれる側の金属部材(第一金属部材)としてマグネシウム合金を使用することが可能である。
【図面の簡単な説明】
【0057】
【図1】従来の摩擦点接合方法を説明するための説明図である。
【図2】従来の摩擦点接合方法による接合状態を示す断面図である。
【図3】本発明にかかる摩擦点接合方法に好適な装置の一例を模式的に示す図である。
【図4】図3に示す装置の回転ツールの先端部を拡大して示す図である。
【図5】本発明の第一の実施形態に係る摩擦点接合方法の準備工程において、鋼板の表面の接着剤を塗布した状況を示す断面図である。
【図6】本発明の第一の実施形態に係る摩擦点接合方法の準備工程において、鋼板とアルミ板とを重ね合わせた状況を示す断面図である。
【図7】摩擦点接合方法における第一押圧工程を説明するための断面図である。
【図8】摩擦点接合方法における第二押圧工程を説明するための断面図である。
【図9】摩擦点接合方法における第三押圧工程を説明するための断面図である。
【図10】摩擦点接合方法における固相状体での接合が完了したときの状況を説明するための断面図である。
【図11】本発明の第二の実施形態に係る摩擦点接合方法を説明するための断面図である。
【図12】本発明の第二の実施形態に係る摩擦点接合方法による固相状態での接合が完了したときの状況を説明するための断面図である。
【図13】本発明の他の実施形態に係る摩擦点接合方法を説明するための概略斜視図である。
【図14】図13に示す本発明の他の実施形態に係る摩擦点接合方法を説明するための断面図である。
【図15】図13に示す本発明の他の実施形態に係る摩擦点接合方法による固相状態での接合が完了したときの状況を説明するための断面図である。
【図16】本発明の他の実施形態に係る摩擦点接合方法を説明するための概略斜視図である。
【符号の説明】
【0058】
1 摩擦点接合装置
16 回転ツール
20 アルミニウム合金板(第一金属部材)
22 第一凹部
22a 第一底面部
24 第一外周壁
26 表面
30 鋼板(第一の実施形態に係る第二金属部材)
40 接着剤
50 鋼板(第二の実施形態に係る第二金属部材)
52 第二凹部
52a 第二底面部
54 第二外周壁
56 表面
60 アルミニウム合金板の他の例(第一金属部材)
64 ビード部
P1 被接合部分
P 接合部分
【特許請求の範囲】
【請求項1】
第一金属部材と第二金属部材とを重ね合わせて当該両金属部材を固相状態で接合する方法であって、
前記第一金属部材として、前記第二金属部材と固相状態で接合される被接合部分を囲む位置に当該被接合部分近傍の剛性を高めるための剛性部が設けられた金属部材を用い、
当該剛性部を有する第一金属部材と前記第二金属部材との間に絶縁性の接着剤を介在させた状態で当該両金属部材を重ね合わせる準備工程と、
前記第一金属部材の被接合部分に回転ツールを当接させ、この回転ツールの回転動作および加圧動作により発生する摩擦熱で前記第一金属部材の被接合部分を軟化および塑性流動させることにより前記両金属部材を固相状態で接合する接合工程と、
前記両金属部材の固相状態での接合部分以外の部分を前記接着剤により接着する接着工程とを含むとともに、
前記接合工程にて、前記摩擦熱による前記第一金属部材の変形を前記剛性部により抑制しつつ前記両金属部材を接合することを特徴とする摩擦点接合方法。
【請求項2】
請求項1に記載の摩擦点接合方法において、
前記剛性部は、前記第一金属部材を構成する金属部材を変形させることによって当該第一金属部材に形成されたものであることを特徴とする摩擦点接合方法。
【請求項3】
請求項2に記載の摩擦点接合方法において、
前記第一金属部材として、当該第一金属部材の表面から前記第二金属部材に向かって凹み、所定の方向に延びる第一底面部と当該第一底面部の外周から前記表面に向かって延びる第一外周壁とを有する第一凹部を備えた金属部材を用い、
前記第一外周壁を前記剛性部として構成し、
前記接合工程にて、前記摩擦熱による前記第一金属部材の変形を前記第一外周壁により抑制しつつ前記第一凹部の第一底面部と前記第二金属部材とを固相状態で接合することを特徴とする摩擦点接合方法。
【請求項4】
請求項3に記載の摩擦点接合方法において、
前記第二金属部材として、その表面から前記第一金属部材と離間する方向に凹み、所定の方向に延びる第二底面部と、当該第二底面部の外周から前記第二金属部材の表面に向かって延びるとともに前記第一凹部の第一外周壁の周囲を囲むような位置に設けられた第二外周壁とを有する第二凹部を備えた金属部材を用い、
前記準備工程にて、前記第一凹部の第一外周壁と前記第二凹部の第二外周壁との間に前記接着剤を介在させた状態で前記両金属部材を重ね合わせるとともに、
前記接合工程にて、前記第一凹部の第一底面部と前記第二凹部の第二底面部とを固相状態で接合することを特徴とする摩擦点接合方法。
【請求項5】
請求項1または2に記載の摩擦点接合方法において、
前記第一金属部材として、前記被接合部分を囲む位置に当該第一金属部材の表面から前記第二金属部材と離間する方向に突出するビード部が形成された金属部材を用い、
当該ビード部によって前記剛性部を構成し、
前記接合工程にて、前記摩擦熱による前記第一金属部材の変形を前記ビード部により抑制しつつ前記第一金属部材の被接合部分と前記第二金属部材とを固相状態で接合することを特徴とする摩擦点接合方法。
【請求項6】
請求項1〜5のいずれかに記載の摩擦点接合方法において、
前記第一金属部材としてアルミニウム合金製の板材を用い、前記第二金属部材として鋼製の板材を用いることを特徴とする摩擦点接合方法。
【請求項7】
請求項1〜6のいずれかに記載の摩擦点接合方法において、
前記準備工程にて、前記接着剤を、前記第一金属部材のうち前記被接合部分以外の部分と前記第二金属部材のうち前記被接合部分と接合される部分以外の部分との間に介在させることを特徴とする摩擦点接合方法。
【請求項1】
第一金属部材と第二金属部材とを重ね合わせて当該両金属部材を固相状態で接合する方法であって、
前記第一金属部材として、前記第二金属部材と固相状態で接合される被接合部分を囲む位置に当該被接合部分近傍の剛性を高めるための剛性部が設けられた金属部材を用い、
当該剛性部を有する第一金属部材と前記第二金属部材との間に絶縁性の接着剤を介在させた状態で当該両金属部材を重ね合わせる準備工程と、
前記第一金属部材の被接合部分に回転ツールを当接させ、この回転ツールの回転動作および加圧動作により発生する摩擦熱で前記第一金属部材の被接合部分を軟化および塑性流動させることにより前記両金属部材を固相状態で接合する接合工程と、
前記両金属部材の固相状態での接合部分以外の部分を前記接着剤により接着する接着工程とを含むとともに、
前記接合工程にて、前記摩擦熱による前記第一金属部材の変形を前記剛性部により抑制しつつ前記両金属部材を接合することを特徴とする摩擦点接合方法。
【請求項2】
請求項1に記載の摩擦点接合方法において、
前記剛性部は、前記第一金属部材を構成する金属部材を変形させることによって当該第一金属部材に形成されたものであることを特徴とする摩擦点接合方法。
【請求項3】
請求項2に記載の摩擦点接合方法において、
前記第一金属部材として、当該第一金属部材の表面から前記第二金属部材に向かって凹み、所定の方向に延びる第一底面部と当該第一底面部の外周から前記表面に向かって延びる第一外周壁とを有する第一凹部を備えた金属部材を用い、
前記第一外周壁を前記剛性部として構成し、
前記接合工程にて、前記摩擦熱による前記第一金属部材の変形を前記第一外周壁により抑制しつつ前記第一凹部の第一底面部と前記第二金属部材とを固相状態で接合することを特徴とする摩擦点接合方法。
【請求項4】
請求項3に記載の摩擦点接合方法において、
前記第二金属部材として、その表面から前記第一金属部材と離間する方向に凹み、所定の方向に延びる第二底面部と、当該第二底面部の外周から前記第二金属部材の表面に向かって延びるとともに前記第一凹部の第一外周壁の周囲を囲むような位置に設けられた第二外周壁とを有する第二凹部を備えた金属部材を用い、
前記準備工程にて、前記第一凹部の第一外周壁と前記第二凹部の第二外周壁との間に前記接着剤を介在させた状態で前記両金属部材を重ね合わせるとともに、
前記接合工程にて、前記第一凹部の第一底面部と前記第二凹部の第二底面部とを固相状態で接合することを特徴とする摩擦点接合方法。
【請求項5】
請求項1または2に記載の摩擦点接合方法において、
前記第一金属部材として、前記被接合部分を囲む位置に当該第一金属部材の表面から前記第二金属部材と離間する方向に突出するビード部が形成された金属部材を用い、
当該ビード部によって前記剛性部を構成し、
前記接合工程にて、前記摩擦熱による前記第一金属部材の変形を前記ビード部により抑制しつつ前記第一金属部材の被接合部分と前記第二金属部材とを固相状態で接合することを特徴とする摩擦点接合方法。
【請求項6】
請求項1〜5のいずれかに記載の摩擦点接合方法において、
前記第一金属部材としてアルミニウム合金製の板材を用い、前記第二金属部材として鋼製の板材を用いることを特徴とする摩擦点接合方法。
【請求項7】
請求項1〜6のいずれかに記載の摩擦点接合方法において、
前記準備工程にて、前記接着剤を、前記第一金属部材のうち前記被接合部分以外の部分と前記第二金属部材のうち前記被接合部分と接合される部分以外の部分との間に介在させることを特徴とする摩擦点接合方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2008−221321(P2008−221321A)
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願番号】特願2007−66989(P2007−66989)
【出願日】平成19年3月15日(2007.3.15)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願日】平成19年3月15日(2007.3.15)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
[ Back to top ]