
摺動部品及びその製造方法

【課題】凹凸のある部品の表面や部品内部孔の表面であっても摺動抵抗が低くかつ表面の硬度の高い摺動面を形成し、高性能な摺動部品およびガイド部品を安価に製造できるようにする。
【解決手段】構造母材101の摺動部表面にめっき膜102を成膜しその最表面に分散したダイヤモンド微粒子103を共析させることにより、凹凸のある表面や部品内部孔の表面にあっても摺動抵抗の低い摺動面を形成するとともに、めっき面の熱処理によってめっき膜の硬度を高めることができる。
【解決手段】構造母材101の摺動部表面にめっき膜102を成膜しその最表面に分散したダイヤモンド微粒子103を共析させることにより、凹凸のある表面や部品内部孔の表面にあっても摺動抵抗の低い摺動面を形成するとともに、めっき面の熱処理によってめっき膜の硬度を高めることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、摺動部を有する対向部品であるところの摺動部品、物品移送機構のガイド部品、および摺動部が電気的接点となる摺動電極に関する。
【背景技術】
【0002】
動力機械や内燃機関を始めとして多くの可動機械には、対向部品同士で摺動しあう部分が存在する。これらの摺動部品には、互いが互いを攻撃せず、摺動抵抗が低く、摩耗しない事が求められる。物品移送機構部のガイド部品は搬送材が低摩擦で移送される様に摺動抵抗が低く、またガイド部品が摩耗しないような高い硬度が求められる。
【0003】
また携帯電話等の携帯情報端末には回転機構を有する1軸もしくは2軸の回転ヒンジが多く用いられ、ヒンジ自体の摺動性および固定トルクが求められるほか、上部表示パネル部分と下部ボタン操作部分との間の電気的接続をヒンジに装備したスリップリングを介してとるため、該スリップリングには摺動接点の構造的微細加工精度と、摺動抵抗(摩擦)の低さと、電気抵抗の低さなどが同時に求められている。
【0004】
一方、金属等の構造母材の外部に別の材料を表面修飾する事によって構造母材にはない新たな機能や特性を付与する事が工業的に多用され、そのような技術としてめっきやPVD、CVD、塗布などがあり、多様な方法が用途に応じて適用されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−232026号公報
【特許文献2】特開2003−197340号公報
【特許文献3】特開2001−211610号公報
【特許文献4】特開2009−9718号公報
【特許文献5】特開2007−39720号公報
【特許文献6】特開2006−225730号公報
【非特許文献】
【0006】
【非特許文献1】松原浩、めっき膜中へのナノダイヤモンドの複合化による新材料作製、表面科学、vol.30,no.5,pp.279−286,2009.
【発明の概要】
【発明が解決しようとする課題】
【0007】
内燃機関や電動機を始めとして連続的に回転運動あるいは往復運動を行う原動機類には対向する摺動部品が存在し、お互いが相手を攻撃せず、摺動抵抗が低く、摩耗しないことが求められ、そのような目的の為に潤滑剤を用いたり、部品の表面修飾を行うことが行われている。
【0008】
たとえば、内燃機関の内部でピストンとシリンダ内壁の間の気密を維持したりシリンダ内壁に油膜を形成するためのピストンリングと呼ばれる円環状部品においても、さまざまな摩耗損失を低減する策が取られていることが特許文献1などに示されている。ピストンリングの外周摺動面上に非結晶硬質炭素被膜を形成して摩擦損失を低減する事は一般に高価な気相成膜装置を必要とし、生産性等の面でも課題が残る。
【0009】
また、さまざまな装置や回路で用いられる電極のうち摺動型や極多頻度で開閉を行う用途向けなど多くの電極が、電気抵抗の低さと、摺動抵抗の低さあるいは硬度の高さという特性の両立が求められている。しかし、電気抵抗が低く導体としては好ましい金、銀、銅、アルミニウムなどは硬度が低く摩擦係数が大きいので、電極材として用いた場合に繰り返しの接触や摺動によって激しく摩耗するという欠点を有している。そのため、電気的特性を犠牲にしてより硬度の高いか潤滑性の高い性質を持つクロムやモリブデンあるいはタングステンなどの金属やその化合物を電極材として利用するかあるいは良導体の電極材に添加するといったことが行われている。しかしながら電気的特性の低さはすなわち装置自体の性能低下や電力利用効率の低下を招くため、硬度や潤滑性を維持しながら電気伝導度の高い電極材料が求められている。
【0010】
スリップリングやロータリージョイント等の回転摺動電極では摩耗を防ぐために電極を逐次移動したり(たとえば特許文献2参照)不要時に離脱させたり(たとえば特許文献3参照)するなどの対策が取られる事があるが、構造が複雑になったり大型化したりということで小型携帯機器の部品には適用できないという課題がある。
【0011】
一方、電極の表面にCVD法やPVD法などの気相堆積処理によってDLC(ダイヤモンド・ライク・カーボン)やその類型を製膜し、摺動抵抗の低さと硬度の高さとを両立できることが知られているが、電気抵抗が高いために電極材の表面処理としてはそのままでは適用できないため後処理で電極母材を露出させることで導電性を維持するなどの必要がある(たとえば特許文献4参照)。またDLC同様にCVD法やPVD法などによって導電性のダイヤモンド層を金属表面に成膜する事で課題を解決する方法(たとえば特許文献5)もあるが、いずれにおいてもDLCやダイヤモンド薄膜の成膜を行う気相処理では凹凸のある表面の場合に均一な膜を成膜するのが困難であるという技術的課題や、気相処理の為の装置が高額であるなどの経済的課題がある。
【0012】
本発明はこれらの問題を効率的かつ効果的に解決すべくなされたもので、その目的は、摺動性能の優れた摺動部品を提供することとその効率的な製造方法を提供することにある。
【課題を解決するための手段】
【0013】
本発明は、摺動部品の摺動部表面部分に高い硬度と潤滑度を有する被膜をめっき法と熱処理によって生成するものであり、きわめて効率的に前述の課題を解決する事が出来る。また金属マトリックス材料を金や銀、銅などから選択した場合には硬度と潤滑度が高く電気伝導性の高い被膜を生成できるので、摺動接点の外表面に該被膜を生成することできわめて効率的に前述の課題を解決する事が出来る。
【0014】
本発明者の一人である松原は、14vol%にもおよぶ大量のダイヤモンド微粒子を金属マトリックス中に分散した複合めっき膜を形成する方法を考案した(特許文献6参照)。その後の分析により該めっき膜に含有されるダイヤモンド粒子は分散して表層に吸着していることや、潤滑油を用いずに摩擦係数0.03程度が得られることなどを実証した(非特許文献1参照)。
【0015】
図1に本発明の複合めっき膜の模式図を示す。基材101の摺動部表面にめっき膜102が成膜され、該めっき膜の外表部側に分散したダイヤモンド微粒子103が共析している様子を表している。表面に共析した該ダイヤモンド微粒子が硬度と潤滑性をめっき膜に付与すると考えられる。
【0016】
さらに通常の非複合めっき処理の場合、その後に熱処理を行って該めっき膜をより硬化させることが行われる。他方、複合めっきで熱処理を行った場合にも硬化現象が発生するかどうかはこれまで定かではなかったが、本発明では複合めっきの後処理として熱処理を施すことによって通常の非複合めっき膜と同様にめっき膜の硬化を行うことができることを確認している。たとえばニッケルリンめっきにおいてめっき膜単体ではHv=550程度であるところ約400℃で熱処理を行うことでHv=900程度に硬化する。
【0017】
また本発明では、複合めっき膜に加えてブラスト処理を施すことによってより効果的に課題を解決する事が出来る。ブラスト処理には、たとえばサンドブラストやドライアイスブラストに代表される乾式処理とウォーターブラストに代表される湿式処理があり、目的に応じて様々な媒体や圧力、流量が選定される。実施例では酸化亜鉛や酸化アルミニウムの粒径が数10μm程度の微粒子を水中に懸濁させたスラリーを用いた湿粒ブラストを適用したが、それ以外のブラスト方法やブラスト条件も有効であることは言うまでもない。
【0018】
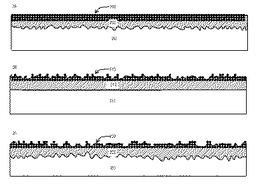
図2に、本発明の複合めっきにブラスト処理を適用した場合の模式図を示す。
【0019】
図2の2Aには、基材201の摺動部表面をブラスト処理によって表面を粗化したのちに複合めっき膜202を成膜し、該めっき膜の表層にダイヤモンド微粒子203が共析している様子を示している。基材のブラスト処理によって該めっき膜の剥離耐性が向上する。
【0020】
図2の2Bには、基材211に複合めっき膜212を成膜し、該めっき膜の表層にダイヤモンド微粒子213が共析している様子を示している。めっき膜のブラスト処理によって生じた凹凸が点接触によって、より一層の潤滑性の向上をもたらす。
【0021】
図2の2Cには、基材221の摺動部表面をブラスト処理によってよって粗化したのちに複合めっき膜222を成膜することで該めっき膜の剥離耐性を向上し、該めっき膜の表層にダイヤモンド微粒子223が共析したものに対して表面をブラスト処理する事によって表面に微細な凹凸を生じ、より一層潤滑性を向上させることが出来る。
【発明の効果】
【0022】
以上説明したように本発明によってダイヤモンド微粒子を含有する複合めっきを施すことによって、摺動部品もしくはガイド部品の硬度と潤滑性を両立させることができるという効果がある。
【0023】
また基材の表面にブラスト処理を施したのちにめっき処理を行うことによって該めっき膜の剥離耐性を強化することができるという効果がある。
【0024】
さらに該めっき膜の表面にブラスト処理を施すことによって該めっき膜の潤滑性を一層向上させることができるという効果がある。
【発明を実施するための最良の形態】
【0025】
以下、本発明を実施するための最良の形態を図3〜図8に基づいて説明する。
【実施例1】
【0026】
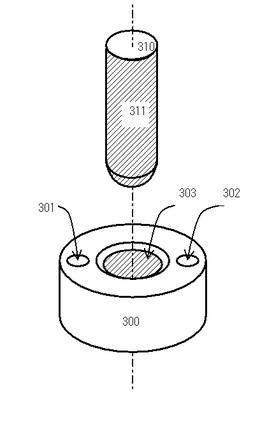
図3は請求項1ないし3の実施例として金型等に用いられるガイドポスト1300とガイドピン310を図示したものである。
【0027】
ガイドポストとガイドピン自体は金型による塑性加工には直接寄与しないが、金型同士の嵌合を確実にし、ズレを生じないようにするために重要な機構の一つである。複数のガイドポストが型の一方に装備され、他方の型の対応位置にガイドピンが装備される。従ってガイド同士はガタツキが無く潤滑性の高いことが求められる。図3の301および302はガイドポスト自体を型に固定するためのネジ穴であり、303がガイドピンを挿入するガイド穴である。
【0028】
このガイド穴表面303およびガイドピン310の対向表面311を本発明によって製造する事によって効果的に摺動性能を高めることができる。またガイドポストとガイドピンに限らず、ガイドレールやガイドローラーなどの摺動面に対して同様に処理することで効果的に摺動性能を高められることは言うまでもない。
【0029】
請求項1ないし3に掛かる本実施例で特徴的なのはガイド穴303のごとき内面であっても複合めっき膜を施すことが容易にできる点である。
【0030】
続いてめっき方法の詳細について記載する。ダイヤモンド微粒子を分散(懸濁)しためっき浴を酸素を含有する気体で攪拌しながら基材を浸漬することによって、めっき膜を構成する金属マトリックス中にダイヤモンド微粒子を分散させることを可能としたものである。酸素を含有する気体としては、純粋な酸素のほか、酸素と窒素等の他の不活性気体との混合物を使用することができ、実用上は空気を使用することが好ましい。
【0031】
無電解めっきに使用するめっき浴としては特に制限はなく、通常無電解めっきに使用されるめっき浴はいずれも使用することができ、例えばホスフィン酸又はその塩を含有するホスフィン酸系無電解めっき浴、ホルムアルデヒドを含む無電解めっき浴、ジメチルアミンボランを含む無電解めっき浴等が挙げられる。
【0032】
これらのめっき浴中には、通常錯化剤が添加される。このような錯化剤としては、例えば乳酸、酒石酸、クエン酸、グリシン、イミノ酢酸、コハク酸、リンゴ酸、グルコン酸のような炭素数が3〜6のカルボン酸及びその金属塩、もしくはアンモニア等が挙げられ、好ましい錯化剤としてはクエン酸及びその金属塩が用いられる。これらの錯化剤は、単独で又は2種以上を組合せて使用することができる。めっき浴中の錯化剤の含有量は、目的とするめっき膜の種類や膜厚等に応じて適宜選択することができるが、通常は0.05〜2.0M程度、特に0.1〜1.0M程度とすることが好ましい。
【0033】
金属マトリックス中にナノダイヤモンド粒子を分散させためっき膜を有する材料は、電解めっきによっても製造することができる。電解めっきのめっき浴としては特に制限はなく、通常電解めっきに使用される浴はいずれも使用することができ、例えばクエン酸・ニッケル錯体系電解めっき浴、錯化剤を用いない電解めっき浴、アンミン錯体系電解めっき浴等が挙げられる。
【0034】
無電解めっき浴又は電解めっき浴中に分散させるダイヤモンド微粒子の量は、目的とするめっき膜の性状に応じて適宜選択することができるが、通常は0.01〜30g/L程度、特に0.5〜20g/L程度とすることが好ましい。
【0035】
めっき浴中に導入する酸素を含有する気体の量は、100mL〜1Lのめっき浴を用いる場合は、通常は10〜2,000mL/min程度、特に100〜500mL/min程度とすることが好ましい。これより大きいめっき浴の場合は、概ね体積に比例した導入量が好ましい。
【0036】
なお、めっき方法、熱処理方法、およびブラスト方法の詳細については以降の実施例でも同様である。
【実施例2】
【0037】
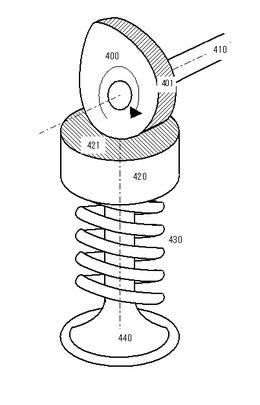
図4は請求項5の実施例として内燃機関の動弁機構に用いられる摺動部品の一例を模式的に図示したものである。
【0038】
カム400はカムシャフト410によって回転され、カムリフタ420を介して、バネ430で押しつけられているバルブ440を開閉する。
【0039】
その際に該カムシャフトの回転摺動面401と該カムリフタ420の摺動面421は毎分数千回転にもおよぶ高速度で摩擦され続けている。従ってこの間の摩擦抵抗を低減することは内燃機関の抵抗損失を減らすとともに該摺動部品の摩耗を防ぐ観点から極めて重要な課題である。
【0040】
本発明ではカム摺動面401およびバルブリフタ摺動面421の少なくとも一方を複合めっき膜で表面修飾することによって効果的にその目的を達成することができる。
【実施例3】
【0041】
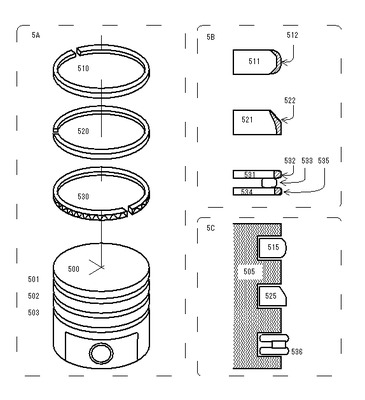
図5は請求項6の実施例としてピストンリングとして用いられる摺動部品を模式的に図示したものである。
【0042】
図5の5Aにはピストン500、トップリング510、セカンドリング520およびオイルリング530が分解して描いてある。ピストンに設けられた溝501,502,503にそれぞれトップリング510、セカンドリング520、オイルリング530が装着されて使用される。
【0043】
図5の5Bには各ピストンリングの外周断面を図示した。トップリング断面511の最外周部表面に施した摺動性を高めるための本発明による複合めっき部512をハッチングで示している。同様にセカンドリング断面521の下部最外周面522には摺動性を高めるための本発明による処理を施しハッチングで示している。またオイルリング530がトップレール531、スペーサ533、ボトムレール534の積層3層構造になっていて、2本のサイドレールの外周部に複合めっきを施したことをハッチングで図示している。
【0044】
図5の5Cにはピストン上部にリングを嵌合した様子の片側断面を示している。溝部505に上方からトップリング515、セカンドリング525、オイルリング536が嵌め込まれている様子を示している。
【0045】
トップリングは高速で油膜を形成するために用いられ、その外周は従来おもにPVD法などで窒化クロム硬質皮膜等が施されたり、硬質クロムめっきなどが施されて硬質化が図られてきたが、摩耗を防ぐため一層の摺動抵抗の低減が求められていた。
【0046】
セカンドリングはガスシールおよびオイル掻き下げのために用いられ、その外周は目的に合致するように下部に切り欠きが設けられている。摺動面は切り込み上部のエッジ部分の細い領域になる。
【0047】
オイルリングは上下二枚のサイドレールによって波型のスペーサを挟み込んだ形状になっている。サイドレールの外周はシリンダ内壁と摺動するため従来は窒化クロム膜あるいはクロムめっき膜などによって硬質化が図られていた。
【0048】
このように各ピストンリングの外周摺動部を本発明による複合めっき処理およびブラスト処理することによって効果的に摺動抵抗の低減を図ることができる。またクロムめっきを忌避する場合にもダイヤモンド複合ニッケル燐めっきなどを適用することができ、その場合でもビッカース硬度でHV=700〜1000程度を得ることができるため従来と遜色のない硬度を達成できる。
【実施例4】
【0049】
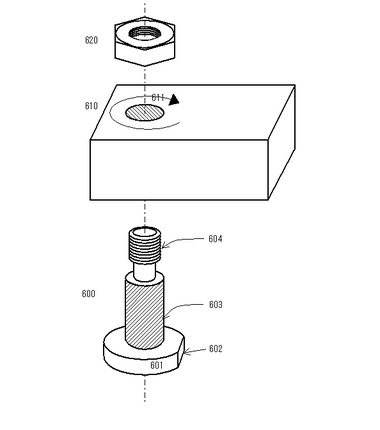
図6は請求項7記載の回転ヒンジとして用いられる摺動部品の実施例を図示したものである。
【0050】
回転軸部分のヒンジピン600と回転用部品610およびネジ620の分解図を同軸で図示している。該ヒンジピンの台座部601は切り欠き602によって固定部品側に回転しないように固定される。摺動部外周603は本発明によって表面処理したことをハッチングによって示している。この部分を該回転部品の回転摺動穴611を差し込み、ナット620によって上下に固定して使用する。
【0051】
ヒンジピン摺動外周603および該摺動部品の回転摺動穴611の一方ないし双方が本発明によって表面処理されていることによって回転抵抗少なく、双方の摩耗が少ない状態で使用することができる。
【0052】
微小な固定部品および回転部品である場合にはスペースが限られるため回転部品の回転摺動部にベアリング等の摺動機構を設けることが不可能であるため、本発明によって効果的に目的を達成できる。
【0053】
なお、回転ヒンジの形状や固定方法および回転部品の形状が図6の例に限らないことは言うまでもない。
【実施例5】
【0054】
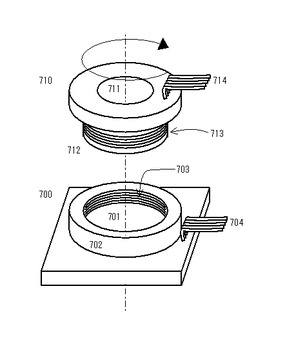
図7は請求項8記載のスリップリングとして用いられる摺動部品の実施例を図示したものである。
【0055】
スリップリングは回転体と固定体の間で電気信号線や電力線の接続を行うための素子であり、回転体と固定体の間の摺動面に摺動電極を配置することで無限回転を可能にしている。
【0056】
図7には固定体700と回転体710を分離した様子を図示している。該固定体に設けられた円状嵌合部702の内部穴701の内周面には固定体側電極703が1端子ないし複数端子パターニングされている。また該回転体に設けられた円状嵌合部712の外周面には回転体側電極713が1端子ないし複数端子パターニングされている。また回転体には貫通孔711を設けてあり、例えばここに図6に示したごとき回転ヒンジを収納することができる。
【0057】
該固定体および該回転体のいずれも電極部の周囲は絶縁体であってそれぞれの信号線及び電力線が電気的に隔離されている。そして摺動部端子から絶縁体内部を経由して固定部外部端子704および回転部外部端子714へそれぞれ接続される。
【0058】
回転摺動部電極であるところの703および713は電気抵抗および摺動抵抗が低くかつ硬度が高いことが望まれるため、金、銀、銅などの良導体を母材とした上にダイヤモンド微粒子複合めっきおよびブラスト処理を施すことによってその目的を効果的に達成することができる。
【0059】
なおスリップリングの外形状、電極の形態や線数、外部電極の形態や端子数などについては本実施例の形態に限るものではない。
【実施例6】
【0060】
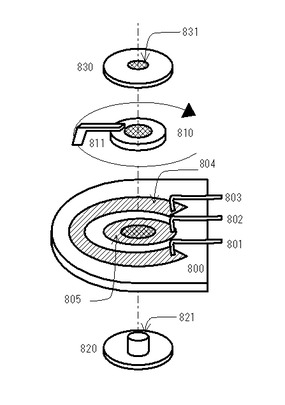
図8は請求項9記載のポテンショメータとして用いられる摺動部品の実施例を図示したものである。
【0061】
ポテンショメータには回転角度を検出するロータリーポテンショメータと、直線状の位置を検出するリニアポテンショメータがあり、ここではロータリーポテンショメータの一例を示す。なおロータリーポテンショメータとは内部的に円環状に配置された可変抵抗器であり、両端端子の間に電圧を印加し、中間端子の電位を測って角度とする素子である。
【0062】
基板800の片側表面に端子801,803および中間電極802が装備され、該端子同士は可変抵抗被膜804で電気的に接続されている。また該中間電極は良導製の回転子対向面805と接続されている。
【0063】
回転子810は良導体であり、その中央部に貫通孔を、外郭部に回転擦動子811を有している。
【0064】
該基板および該回転子同士は、固定ピン台座820および留具830に挟まれて留められている。
【0065】
該回転擦動子は、該可変抵抗被膜と接触し、該端子対の中間電位を取り出す。該回転子の角度によって取り出される電位が異なることを利用して回転角度を検出することができる。
【0066】
該回転子と回転子対向面の間および該回転擦動子と可変抵抗被膜の間は、電気的に接続されている必要があり、かつ摩擦が低く摩耗が少ないことが求められる。従って該回転子と回転子対向面の間の対向する接触面の一方もしくは双方、および該回転擦動子が該可変抵抗被膜と接触する面に本発明の表面処理技法を適用することで回転子、回転擦動子の摩耗を防ぐことができる。
【0067】
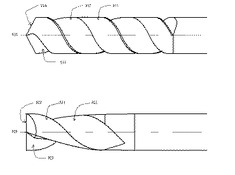
図9は請求項10記載の回転切削工具として用いられる褶動部品の実施例を図示したものである。
【0068】
回転切削工具にはドリル910やエンドミル920などがあり回転する棒状体の先端部分914、924にはダイヤモンド、タングステンカーバイドなどの超硬材が用いられる。また外周部分911、921やポケット部913、923から連なる溝部分912、922には切削対象物体あるいは切削屑による摩耗を避けるためにDLC(ダイヤモンドライクカーボン)やTiN(窒化チタン)、TiAlN(窒化チタンアルミ)などのコーティングが施されることが多い。
【0069】
本発明では、それらの気相コーティングに変えてナノダイヤモンド微粒子複合めっきを施したものである。めっきの特徴により凹んだ部分に対しても良好にコーティングが施され耐摩耗性を高めることができる。
【産業上の利用可能性】
【0070】
本発明が産業上利用可能であることは前述の実施例の通りである。
【図面の簡単な説明】
【0071】
【図1】ダイヤモンド微粒子複合めっきの断面構造例
【図2】ブラスト処理ダイヤモンド微粒子複合めっきの断面構造例
【図3】ガイドポストおよびガイドピンの外観例
【図4】内燃機関の動弁機構例
【図5】ピストンリングの構造例
【図6】回転ヒンジの構造例
【図7】スリップリングの構造例
【図8】ポテンショメータの構造例
【図9】ドリル、エンドミルの構造例
【符号の説明】
【0072】
101 構造母材
102 金属マトリクス
103 ダイヤモンド微粒子層
201 構造母材
202 金属マトリクス
203 ダイヤモンド微粒子層
211 構造母材
212 金属マトリクス
213 ダイヤモンド微粒子層
221 構造母材
222 金属マトリクス
223 ダイヤモンド微粒子層
300 ガイドポスト
301 ガイドポスト固定ネジ穴
302 ガイドポスト固定ネジ穴
303 ガイド孔
310 ガイドピン
311 ガイドピン外周摺動面
400 カム
401 カム外周摺動面
410 カムシャフト
420 カムリフタ
421 カムリフタ摺動面
430 バネ
440 バルブ
5A ピストン全容外観
5B リング断面
5C ピストンとリング嵌合断面
500 ピストン
501 トップリング溝
502 セカンドリング溝
503 オイルリング溝
510 トップリング
511 トップリング断面
512 トップリング外周めっき層
515 トップリング嵌合断面
520 セカンドリング
521 セカンドリング
522 セカンドリング外周めっき層
523 セカンドリング切り欠き
525 セカンドリング嵌合断面
530 オイルリング
531 オイルリングトップレール
532 トップレール外周めっき層
533 オイルリングスペーサ
534 オイルリングボトムレール
535 ボトムレール外周めっき層
536 オイルリング嵌合断面
600 ヒンジピン
601 ヒンジピン台座
602 ヒンジピン台座切り欠き
603 ヒンジピン摺動面
604 ヒンジピンボルト部
610 回転部品
611 回転部摺動内面
620 ナット
700 スリップリング固定部
701 固定部挿入孔
702 固定部円状嵌合部
703 固定部摺動電極
704 固定部外部電極
710 スリップリング回転部
711 回転部貫通孔
712 回転部円状嵌合部
713 回転部摺動電極
714 回転部外部電極
800 ポテンショメータ基板
801 端子1
802 中間端子
803 端子2
804 可変抵抗被膜
805 回転子対向面
810 回転子
811 回転擦動子
820 回転子固定ピン台座
821 固定ピン
830 回転子固定ピン留具
831 固定ピン貫通孔
910 ドリル
911 ドリル外周部
912 ドリル溝部
913 ドリルポケット部
914 ドリル先端部
920 エンドミル
921 エンドミル外周部
922 エンドミル溝部
923 エンドミルポケット部
924 エンドミル先端部
【技術分野】
【0001】
本発明は、摺動部を有する対向部品であるところの摺動部品、物品移送機構のガイド部品、および摺動部が電気的接点となる摺動電極に関する。
【背景技術】
【0002】
動力機械や内燃機関を始めとして多くの可動機械には、対向部品同士で摺動しあう部分が存在する。これらの摺動部品には、互いが互いを攻撃せず、摺動抵抗が低く、摩耗しない事が求められる。物品移送機構部のガイド部品は搬送材が低摩擦で移送される様に摺動抵抗が低く、またガイド部品が摩耗しないような高い硬度が求められる。
【0003】
また携帯電話等の携帯情報端末には回転機構を有する1軸もしくは2軸の回転ヒンジが多く用いられ、ヒンジ自体の摺動性および固定トルクが求められるほか、上部表示パネル部分と下部ボタン操作部分との間の電気的接続をヒンジに装備したスリップリングを介してとるため、該スリップリングには摺動接点の構造的微細加工精度と、摺動抵抗(摩擦)の低さと、電気抵抗の低さなどが同時に求められている。
【0004】
一方、金属等の構造母材の外部に別の材料を表面修飾する事によって構造母材にはない新たな機能や特性を付与する事が工業的に多用され、そのような技術としてめっきやPVD、CVD、塗布などがあり、多様な方法が用途に応じて適用されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−232026号公報
【特許文献2】特開2003−197340号公報
【特許文献3】特開2001−211610号公報
【特許文献4】特開2009−9718号公報
【特許文献5】特開2007−39720号公報
【特許文献6】特開2006−225730号公報
【非特許文献】
【0006】
【非特許文献1】松原浩、めっき膜中へのナノダイヤモンドの複合化による新材料作製、表面科学、vol.30,no.5,pp.279−286,2009.
【発明の概要】
【発明が解決しようとする課題】
【0007】
内燃機関や電動機を始めとして連続的に回転運動あるいは往復運動を行う原動機類には対向する摺動部品が存在し、お互いが相手を攻撃せず、摺動抵抗が低く、摩耗しないことが求められ、そのような目的の為に潤滑剤を用いたり、部品の表面修飾を行うことが行われている。
【0008】
たとえば、内燃機関の内部でピストンとシリンダ内壁の間の気密を維持したりシリンダ内壁に油膜を形成するためのピストンリングと呼ばれる円環状部品においても、さまざまな摩耗損失を低減する策が取られていることが特許文献1などに示されている。ピストンリングの外周摺動面上に非結晶硬質炭素被膜を形成して摩擦損失を低減する事は一般に高価な気相成膜装置を必要とし、生産性等の面でも課題が残る。
【0009】
また、さまざまな装置や回路で用いられる電極のうち摺動型や極多頻度で開閉を行う用途向けなど多くの電極が、電気抵抗の低さと、摺動抵抗の低さあるいは硬度の高さという特性の両立が求められている。しかし、電気抵抗が低く導体としては好ましい金、銀、銅、アルミニウムなどは硬度が低く摩擦係数が大きいので、電極材として用いた場合に繰り返しの接触や摺動によって激しく摩耗するという欠点を有している。そのため、電気的特性を犠牲にしてより硬度の高いか潤滑性の高い性質を持つクロムやモリブデンあるいはタングステンなどの金属やその化合物を電極材として利用するかあるいは良導体の電極材に添加するといったことが行われている。しかしながら電気的特性の低さはすなわち装置自体の性能低下や電力利用効率の低下を招くため、硬度や潤滑性を維持しながら電気伝導度の高い電極材料が求められている。
【0010】
スリップリングやロータリージョイント等の回転摺動電極では摩耗を防ぐために電極を逐次移動したり(たとえば特許文献2参照)不要時に離脱させたり(たとえば特許文献3参照)するなどの対策が取られる事があるが、構造が複雑になったり大型化したりということで小型携帯機器の部品には適用できないという課題がある。
【0011】
一方、電極の表面にCVD法やPVD法などの気相堆積処理によってDLC(ダイヤモンド・ライク・カーボン)やその類型を製膜し、摺動抵抗の低さと硬度の高さとを両立できることが知られているが、電気抵抗が高いために電極材の表面処理としてはそのままでは適用できないため後処理で電極母材を露出させることで導電性を維持するなどの必要がある(たとえば特許文献4参照)。またDLC同様にCVD法やPVD法などによって導電性のダイヤモンド層を金属表面に成膜する事で課題を解決する方法(たとえば特許文献5)もあるが、いずれにおいてもDLCやダイヤモンド薄膜の成膜を行う気相処理では凹凸のある表面の場合に均一な膜を成膜するのが困難であるという技術的課題や、気相処理の為の装置が高額であるなどの経済的課題がある。
【0012】
本発明はこれらの問題を効率的かつ効果的に解決すべくなされたもので、その目的は、摺動性能の優れた摺動部品を提供することとその効率的な製造方法を提供することにある。
【課題を解決するための手段】
【0013】
本発明は、摺動部品の摺動部表面部分に高い硬度と潤滑度を有する被膜をめっき法と熱処理によって生成するものであり、きわめて効率的に前述の課題を解決する事が出来る。また金属マトリックス材料を金や銀、銅などから選択した場合には硬度と潤滑度が高く電気伝導性の高い被膜を生成できるので、摺動接点の外表面に該被膜を生成することできわめて効率的に前述の課題を解決する事が出来る。
【0014】
本発明者の一人である松原は、14vol%にもおよぶ大量のダイヤモンド微粒子を金属マトリックス中に分散した複合めっき膜を形成する方法を考案した(特許文献6参照)。その後の分析により該めっき膜に含有されるダイヤモンド粒子は分散して表層に吸着していることや、潤滑油を用いずに摩擦係数0.03程度が得られることなどを実証した(非特許文献1参照)。
【0015】
図1に本発明の複合めっき膜の模式図を示す。基材101の摺動部表面にめっき膜102が成膜され、該めっき膜の外表部側に分散したダイヤモンド微粒子103が共析している様子を表している。表面に共析した該ダイヤモンド微粒子が硬度と潤滑性をめっき膜に付与すると考えられる。
【0016】
さらに通常の非複合めっき処理の場合、その後に熱処理を行って該めっき膜をより硬化させることが行われる。他方、複合めっきで熱処理を行った場合にも硬化現象が発生するかどうかはこれまで定かではなかったが、本発明では複合めっきの後処理として熱処理を施すことによって通常の非複合めっき膜と同様にめっき膜の硬化を行うことができることを確認している。たとえばニッケルリンめっきにおいてめっき膜単体ではHv=550程度であるところ約400℃で熱処理を行うことでHv=900程度に硬化する。
【0017】
また本発明では、複合めっき膜に加えてブラスト処理を施すことによってより効果的に課題を解決する事が出来る。ブラスト処理には、たとえばサンドブラストやドライアイスブラストに代表される乾式処理とウォーターブラストに代表される湿式処理があり、目的に応じて様々な媒体や圧力、流量が選定される。実施例では酸化亜鉛や酸化アルミニウムの粒径が数10μm程度の微粒子を水中に懸濁させたスラリーを用いた湿粒ブラストを適用したが、それ以外のブラスト方法やブラスト条件も有効であることは言うまでもない。
【0018】
図2に、本発明の複合めっきにブラスト処理を適用した場合の模式図を示す。
【0019】
図2の2Aには、基材201の摺動部表面をブラスト処理によって表面を粗化したのちに複合めっき膜202を成膜し、該めっき膜の表層にダイヤモンド微粒子203が共析している様子を示している。基材のブラスト処理によって該めっき膜の剥離耐性が向上する。
【0020】
図2の2Bには、基材211に複合めっき膜212を成膜し、該めっき膜の表層にダイヤモンド微粒子213が共析している様子を示している。めっき膜のブラスト処理によって生じた凹凸が点接触によって、より一層の潤滑性の向上をもたらす。
【0021】
図2の2Cには、基材221の摺動部表面をブラスト処理によってよって粗化したのちに複合めっき膜222を成膜することで該めっき膜の剥離耐性を向上し、該めっき膜の表層にダイヤモンド微粒子223が共析したものに対して表面をブラスト処理する事によって表面に微細な凹凸を生じ、より一層潤滑性を向上させることが出来る。
【発明の効果】
【0022】
以上説明したように本発明によってダイヤモンド微粒子を含有する複合めっきを施すことによって、摺動部品もしくはガイド部品の硬度と潤滑性を両立させることができるという効果がある。
【0023】
また基材の表面にブラスト処理を施したのちにめっき処理を行うことによって該めっき膜の剥離耐性を強化することができるという効果がある。
【0024】
さらに該めっき膜の表面にブラスト処理を施すことによって該めっき膜の潤滑性を一層向上させることができるという効果がある。
【発明を実施するための最良の形態】
【0025】
以下、本発明を実施するための最良の形態を図3〜図8に基づいて説明する。
【実施例1】
【0026】
図3は請求項1ないし3の実施例として金型等に用いられるガイドポスト1300とガイドピン310を図示したものである。
【0027】
ガイドポストとガイドピン自体は金型による塑性加工には直接寄与しないが、金型同士の嵌合を確実にし、ズレを生じないようにするために重要な機構の一つである。複数のガイドポストが型の一方に装備され、他方の型の対応位置にガイドピンが装備される。従ってガイド同士はガタツキが無く潤滑性の高いことが求められる。図3の301および302はガイドポスト自体を型に固定するためのネジ穴であり、303がガイドピンを挿入するガイド穴である。
【0028】
このガイド穴表面303およびガイドピン310の対向表面311を本発明によって製造する事によって効果的に摺動性能を高めることができる。またガイドポストとガイドピンに限らず、ガイドレールやガイドローラーなどの摺動面に対して同様に処理することで効果的に摺動性能を高められることは言うまでもない。
【0029】
請求項1ないし3に掛かる本実施例で特徴的なのはガイド穴303のごとき内面であっても複合めっき膜を施すことが容易にできる点である。
【0030】
続いてめっき方法の詳細について記載する。ダイヤモンド微粒子を分散(懸濁)しためっき浴を酸素を含有する気体で攪拌しながら基材を浸漬することによって、めっき膜を構成する金属マトリックス中にダイヤモンド微粒子を分散させることを可能としたものである。酸素を含有する気体としては、純粋な酸素のほか、酸素と窒素等の他の不活性気体との混合物を使用することができ、実用上は空気を使用することが好ましい。
【0031】
無電解めっきに使用するめっき浴としては特に制限はなく、通常無電解めっきに使用されるめっき浴はいずれも使用することができ、例えばホスフィン酸又はその塩を含有するホスフィン酸系無電解めっき浴、ホルムアルデヒドを含む無電解めっき浴、ジメチルアミンボランを含む無電解めっき浴等が挙げられる。
【0032】
これらのめっき浴中には、通常錯化剤が添加される。このような錯化剤としては、例えば乳酸、酒石酸、クエン酸、グリシン、イミノ酢酸、コハク酸、リンゴ酸、グルコン酸のような炭素数が3〜6のカルボン酸及びその金属塩、もしくはアンモニア等が挙げられ、好ましい錯化剤としてはクエン酸及びその金属塩が用いられる。これらの錯化剤は、単独で又は2種以上を組合せて使用することができる。めっき浴中の錯化剤の含有量は、目的とするめっき膜の種類や膜厚等に応じて適宜選択することができるが、通常は0.05〜2.0M程度、特に0.1〜1.0M程度とすることが好ましい。
【0033】
金属マトリックス中にナノダイヤモンド粒子を分散させためっき膜を有する材料は、電解めっきによっても製造することができる。電解めっきのめっき浴としては特に制限はなく、通常電解めっきに使用される浴はいずれも使用することができ、例えばクエン酸・ニッケル錯体系電解めっき浴、錯化剤を用いない電解めっき浴、アンミン錯体系電解めっき浴等が挙げられる。
【0034】
無電解めっき浴又は電解めっき浴中に分散させるダイヤモンド微粒子の量は、目的とするめっき膜の性状に応じて適宜選択することができるが、通常は0.01〜30g/L程度、特に0.5〜20g/L程度とすることが好ましい。
【0035】
めっき浴中に導入する酸素を含有する気体の量は、100mL〜1Lのめっき浴を用いる場合は、通常は10〜2,000mL/min程度、特に100〜500mL/min程度とすることが好ましい。これより大きいめっき浴の場合は、概ね体積に比例した導入量が好ましい。
【0036】
なお、めっき方法、熱処理方法、およびブラスト方法の詳細については以降の実施例でも同様である。
【実施例2】
【0037】
図4は請求項5の実施例として内燃機関の動弁機構に用いられる摺動部品の一例を模式的に図示したものである。
【0038】
カム400はカムシャフト410によって回転され、カムリフタ420を介して、バネ430で押しつけられているバルブ440を開閉する。
【0039】
その際に該カムシャフトの回転摺動面401と該カムリフタ420の摺動面421は毎分数千回転にもおよぶ高速度で摩擦され続けている。従ってこの間の摩擦抵抗を低減することは内燃機関の抵抗損失を減らすとともに該摺動部品の摩耗を防ぐ観点から極めて重要な課題である。
【0040】
本発明ではカム摺動面401およびバルブリフタ摺動面421の少なくとも一方を複合めっき膜で表面修飾することによって効果的にその目的を達成することができる。
【実施例3】
【0041】
図5は請求項6の実施例としてピストンリングとして用いられる摺動部品を模式的に図示したものである。
【0042】
図5の5Aにはピストン500、トップリング510、セカンドリング520およびオイルリング530が分解して描いてある。ピストンに設けられた溝501,502,503にそれぞれトップリング510、セカンドリング520、オイルリング530が装着されて使用される。
【0043】
図5の5Bには各ピストンリングの外周断面を図示した。トップリング断面511の最外周部表面に施した摺動性を高めるための本発明による複合めっき部512をハッチングで示している。同様にセカンドリング断面521の下部最外周面522には摺動性を高めるための本発明による処理を施しハッチングで示している。またオイルリング530がトップレール531、スペーサ533、ボトムレール534の積層3層構造になっていて、2本のサイドレールの外周部に複合めっきを施したことをハッチングで図示している。
【0044】
図5の5Cにはピストン上部にリングを嵌合した様子の片側断面を示している。溝部505に上方からトップリング515、セカンドリング525、オイルリング536が嵌め込まれている様子を示している。
【0045】
トップリングは高速で油膜を形成するために用いられ、その外周は従来おもにPVD法などで窒化クロム硬質皮膜等が施されたり、硬質クロムめっきなどが施されて硬質化が図られてきたが、摩耗を防ぐため一層の摺動抵抗の低減が求められていた。
【0046】
セカンドリングはガスシールおよびオイル掻き下げのために用いられ、その外周は目的に合致するように下部に切り欠きが設けられている。摺動面は切り込み上部のエッジ部分の細い領域になる。
【0047】
オイルリングは上下二枚のサイドレールによって波型のスペーサを挟み込んだ形状になっている。サイドレールの外周はシリンダ内壁と摺動するため従来は窒化クロム膜あるいはクロムめっき膜などによって硬質化が図られていた。
【0048】
このように各ピストンリングの外周摺動部を本発明による複合めっき処理およびブラスト処理することによって効果的に摺動抵抗の低減を図ることができる。またクロムめっきを忌避する場合にもダイヤモンド複合ニッケル燐めっきなどを適用することができ、その場合でもビッカース硬度でHV=700〜1000程度を得ることができるため従来と遜色のない硬度を達成できる。
【実施例4】
【0049】
図6は請求項7記載の回転ヒンジとして用いられる摺動部品の実施例を図示したものである。
【0050】
回転軸部分のヒンジピン600と回転用部品610およびネジ620の分解図を同軸で図示している。該ヒンジピンの台座部601は切り欠き602によって固定部品側に回転しないように固定される。摺動部外周603は本発明によって表面処理したことをハッチングによって示している。この部分を該回転部品の回転摺動穴611を差し込み、ナット620によって上下に固定して使用する。
【0051】
ヒンジピン摺動外周603および該摺動部品の回転摺動穴611の一方ないし双方が本発明によって表面処理されていることによって回転抵抗少なく、双方の摩耗が少ない状態で使用することができる。
【0052】
微小な固定部品および回転部品である場合にはスペースが限られるため回転部品の回転摺動部にベアリング等の摺動機構を設けることが不可能であるため、本発明によって効果的に目的を達成できる。
【0053】
なお、回転ヒンジの形状や固定方法および回転部品の形状が図6の例に限らないことは言うまでもない。
【実施例5】
【0054】
図7は請求項8記載のスリップリングとして用いられる摺動部品の実施例を図示したものである。
【0055】
スリップリングは回転体と固定体の間で電気信号線や電力線の接続を行うための素子であり、回転体と固定体の間の摺動面に摺動電極を配置することで無限回転を可能にしている。
【0056】
図7には固定体700と回転体710を分離した様子を図示している。該固定体に設けられた円状嵌合部702の内部穴701の内周面には固定体側電極703が1端子ないし複数端子パターニングされている。また該回転体に設けられた円状嵌合部712の外周面には回転体側電極713が1端子ないし複数端子パターニングされている。また回転体には貫通孔711を設けてあり、例えばここに図6に示したごとき回転ヒンジを収納することができる。
【0057】
該固定体および該回転体のいずれも電極部の周囲は絶縁体であってそれぞれの信号線及び電力線が電気的に隔離されている。そして摺動部端子から絶縁体内部を経由して固定部外部端子704および回転部外部端子714へそれぞれ接続される。
【0058】
回転摺動部電極であるところの703および713は電気抵抗および摺動抵抗が低くかつ硬度が高いことが望まれるため、金、銀、銅などの良導体を母材とした上にダイヤモンド微粒子複合めっきおよびブラスト処理を施すことによってその目的を効果的に達成することができる。
【0059】
なおスリップリングの外形状、電極の形態や線数、外部電極の形態や端子数などについては本実施例の形態に限るものではない。
【実施例6】
【0060】
図8は請求項9記載のポテンショメータとして用いられる摺動部品の実施例を図示したものである。
【0061】
ポテンショメータには回転角度を検出するロータリーポテンショメータと、直線状の位置を検出するリニアポテンショメータがあり、ここではロータリーポテンショメータの一例を示す。なおロータリーポテンショメータとは内部的に円環状に配置された可変抵抗器であり、両端端子の間に電圧を印加し、中間端子の電位を測って角度とする素子である。
【0062】
基板800の片側表面に端子801,803および中間電極802が装備され、該端子同士は可変抵抗被膜804で電気的に接続されている。また該中間電極は良導製の回転子対向面805と接続されている。
【0063】
回転子810は良導体であり、その中央部に貫通孔を、外郭部に回転擦動子811を有している。
【0064】
該基板および該回転子同士は、固定ピン台座820および留具830に挟まれて留められている。
【0065】
該回転擦動子は、該可変抵抗被膜と接触し、該端子対の中間電位を取り出す。該回転子の角度によって取り出される電位が異なることを利用して回転角度を検出することができる。
【0066】
該回転子と回転子対向面の間および該回転擦動子と可変抵抗被膜の間は、電気的に接続されている必要があり、かつ摩擦が低く摩耗が少ないことが求められる。従って該回転子と回転子対向面の間の対向する接触面の一方もしくは双方、および該回転擦動子が該可変抵抗被膜と接触する面に本発明の表面処理技法を適用することで回転子、回転擦動子の摩耗を防ぐことができる。
【0067】
図9は請求項10記載の回転切削工具として用いられる褶動部品の実施例を図示したものである。
【0068】
回転切削工具にはドリル910やエンドミル920などがあり回転する棒状体の先端部分914、924にはダイヤモンド、タングステンカーバイドなどの超硬材が用いられる。また外周部分911、921やポケット部913、923から連なる溝部分912、922には切削対象物体あるいは切削屑による摩耗を避けるためにDLC(ダイヤモンドライクカーボン)やTiN(窒化チタン)、TiAlN(窒化チタンアルミ)などのコーティングが施されることが多い。
【0069】
本発明では、それらの気相コーティングに変えてナノダイヤモンド微粒子複合めっきを施したものである。めっきの特徴により凹んだ部分に対しても良好にコーティングが施され耐摩耗性を高めることができる。
【産業上の利用可能性】
【0070】
本発明が産業上利用可能であることは前述の実施例の通りである。
【図面の簡単な説明】
【0071】
【図1】ダイヤモンド微粒子複合めっきの断面構造例
【図2】ブラスト処理ダイヤモンド微粒子複合めっきの断面構造例
【図3】ガイドポストおよびガイドピンの外観例
【図4】内燃機関の動弁機構例
【図5】ピストンリングの構造例
【図6】回転ヒンジの構造例
【図7】スリップリングの構造例
【図8】ポテンショメータの構造例
【図9】ドリル、エンドミルの構造例
【符号の説明】
【0072】
101 構造母材
102 金属マトリクス
103 ダイヤモンド微粒子層
201 構造母材
202 金属マトリクス
203 ダイヤモンド微粒子層
211 構造母材
212 金属マトリクス
213 ダイヤモンド微粒子層
221 構造母材
222 金属マトリクス
223 ダイヤモンド微粒子層
300 ガイドポスト
301 ガイドポスト固定ネジ穴
302 ガイドポスト固定ネジ穴
303 ガイド孔
310 ガイドピン
311 ガイドピン外周摺動面
400 カム
401 カム外周摺動面
410 カムシャフト
420 カムリフタ
421 カムリフタ摺動面
430 バネ
440 バルブ
5A ピストン全容外観
5B リング断面
5C ピストンとリング嵌合断面
500 ピストン
501 トップリング溝
502 セカンドリング溝
503 オイルリング溝
510 トップリング
511 トップリング断面
512 トップリング外周めっき層
515 トップリング嵌合断面
520 セカンドリング
521 セカンドリング
522 セカンドリング外周めっき層
523 セカンドリング切り欠き
525 セカンドリング嵌合断面
530 オイルリング
531 オイルリングトップレール
532 トップレール外周めっき層
533 オイルリングスペーサ
534 オイルリングボトムレール
535 ボトムレール外周めっき層
536 オイルリング嵌合断面
600 ヒンジピン
601 ヒンジピン台座
602 ヒンジピン台座切り欠き
603 ヒンジピン摺動面
604 ヒンジピンボルト部
610 回転部品
611 回転部摺動内面
620 ナット
700 スリップリング固定部
701 固定部挿入孔
702 固定部円状嵌合部
703 固定部摺動電極
704 固定部外部電極
710 スリップリング回転部
711 回転部貫通孔
712 回転部円状嵌合部
713 回転部摺動電極
714 回転部外部電極
800 ポテンショメータ基板
801 端子1
802 中間端子
803 端子2
804 可変抵抗被膜
805 回転子対向面
810 回転子
811 回転擦動子
820 回転子固定ピン台座
821 固定ピン
830 回転子固定ピン留具
831 固定ピン貫通孔
910 ドリル
911 ドリル外周部
912 ドリル溝部
913 ドリルポケット部
914 ドリル先端部
920 エンドミル
921 エンドミル外周部
922 エンドミル溝部
923 エンドミルポケット部
924 エンドミル先端部
【特許請求の範囲】
【請求項1】
摺動部品対の少なくとも一方もしくは物品移送機構ガイド部の摺動部品が、樹脂、金属、半導体、ガラス、セラミックスからなる群から選択された材料を主成分とする構造基材と、該基材表面の接触部分の一部または全部に、ニッケル、銅、錫、クロム、亜鉛、鉛、コバルト、鉄、金、銀、白金、パラジウム、ロジウム、インジウム、イリジウム、またはルテニウムからなる群から選択された金属マトリックスを主成分とする厚みが10nm〜500μmの複合めっき膜とからなり、該めっき膜内部に分散した平均1次粒子径が1nm〜1000nmのダイヤモンド微粒子を0.01vol%〜20vol%含有し、該めっき膜が200℃以上700℃以下で熱処理されていることを特徴とする摺動部品。
【請求項2】
摺動部品対の少なくとも一方もしくは物品移送機構のガイド部品について、樹脂、金属、半導体、ガラス、セラミックスからなる群から選択された材料の基材を所定の形状に加工し、表面を研磨したのち表面の接触部分の一部または全部に、ニッケル、銅、錫、クロム、亜鉛、鉛、コバルト、鉄、金、銀、白金、パラジウム、ロジウム、インジウム、イリジウム、またはルテニウムからなる群から選択された金属マトリックス中に平均1次粒子径が1nm〜1000nmのダイヤモンド微粒子を比率として0.01vol%〜20vol%分散させた厚みが10nm〜500μmの複合めっき膜を成膜した後に、該めっき膜を200℃以上700℃以下で熱処理することによって高硬度、低摩擦の特性を併せ持たせた事を特徴とする、請求項1の摺動部品を製造する方法。
【請求項3】
請求項1の摺動部品であって、めっき処理前の構造基材の摺動部表面もしくはめっき処理後のめっき膜の表面の少なくとも一方にブラスト処理が施されていることを特徴とする摺動部品。
【請求項4】
請求項2の摺動部品またはガイド部品であって、めっき処理前の構造基材の摺動部表面もしくはめっき処理後のめっき膜の表面の少なくとも一方にブラスト処理を施すことによってめっき膜の堅牢性と潤滑性を向上させた事を特徴とする、請求項2の摺動部品を製造する方法。
【請求項5】
請求項2または請求項4記載の製造方法によって摺動表面部に複合めっき膜を成膜されて内燃機関の動弁機構部品として使用されることを特徴とする摺動部品。
【請求項6】
請求項2または請求項4記載の製造方法によって摺動表面部に複合めっき膜を成膜されてピストンリングとして使用されることを特徴とする摺動部品。
【請求項7】
請求項2または請求項4記載の製造方法によって摺動表面部に複合めっき膜を成膜されて回転ヒンジとして使用されることを特徴とする摺動部品。
【請求項8】
回転支持体上の円環状の非導電性板材に、1本乃至複数本の同心円の導電膜が形成され、回転によっても電気的接続を維持するためのスリップリング装置において、該導電膜およびそれと対向し電気的に接触させて摺動する部分の少なくとも一方の摺動表面が、請求項2または請求項4記載の製造方法によって複合めっき膜を成膜されて電極として使用されることを特徴とする摺動部品。
【請求項9】
基板上に抵抗素子が形成され、摺動接点によって可変抵抗値を出力する事によって接点位置を検出するポテンショメータ装置において、該抵抗素子表面に対向し電気的に接触させて摺動する部分が、請求項2または請求項4記載の製造方法によって複合めっき膜を成膜されて電極として用いられることを特徴とする摺動部品。
【請求項10】
超硬等の材料からなり、孔などを切削する先端部とそこからチャック部分に連なる胴部からなるドリルないしエンドミルにおいて、外周の褶動部分および溝部分が、請求項2または請求項4記載の製造方法によって複合めっき膜を成膜されて切削工具として用いられることを特徴とする摺動部品。
【請求項1】
摺動部品対の少なくとも一方もしくは物品移送機構ガイド部の摺動部品が、樹脂、金属、半導体、ガラス、セラミックスからなる群から選択された材料を主成分とする構造基材と、該基材表面の接触部分の一部または全部に、ニッケル、銅、錫、クロム、亜鉛、鉛、コバルト、鉄、金、銀、白金、パラジウム、ロジウム、インジウム、イリジウム、またはルテニウムからなる群から選択された金属マトリックスを主成分とする厚みが10nm〜500μmの複合めっき膜とからなり、該めっき膜内部に分散した平均1次粒子径が1nm〜1000nmのダイヤモンド微粒子を0.01vol%〜20vol%含有し、該めっき膜が200℃以上700℃以下で熱処理されていることを特徴とする摺動部品。
【請求項2】
摺動部品対の少なくとも一方もしくは物品移送機構のガイド部品について、樹脂、金属、半導体、ガラス、セラミックスからなる群から選択された材料の基材を所定の形状に加工し、表面を研磨したのち表面の接触部分の一部または全部に、ニッケル、銅、錫、クロム、亜鉛、鉛、コバルト、鉄、金、銀、白金、パラジウム、ロジウム、インジウム、イリジウム、またはルテニウムからなる群から選択された金属マトリックス中に平均1次粒子径が1nm〜1000nmのダイヤモンド微粒子を比率として0.01vol%〜20vol%分散させた厚みが10nm〜500μmの複合めっき膜を成膜した後に、該めっき膜を200℃以上700℃以下で熱処理することによって高硬度、低摩擦の特性を併せ持たせた事を特徴とする、請求項1の摺動部品を製造する方法。
【請求項3】
請求項1の摺動部品であって、めっき処理前の構造基材の摺動部表面もしくはめっき処理後のめっき膜の表面の少なくとも一方にブラスト処理が施されていることを特徴とする摺動部品。
【請求項4】
請求項2の摺動部品またはガイド部品であって、めっき処理前の構造基材の摺動部表面もしくはめっき処理後のめっき膜の表面の少なくとも一方にブラスト処理を施すことによってめっき膜の堅牢性と潤滑性を向上させた事を特徴とする、請求項2の摺動部品を製造する方法。
【請求項5】
請求項2または請求項4記載の製造方法によって摺動表面部に複合めっき膜を成膜されて内燃機関の動弁機構部品として使用されることを特徴とする摺動部品。
【請求項6】
請求項2または請求項4記載の製造方法によって摺動表面部に複合めっき膜を成膜されてピストンリングとして使用されることを特徴とする摺動部品。
【請求項7】
請求項2または請求項4記載の製造方法によって摺動表面部に複合めっき膜を成膜されて回転ヒンジとして使用されることを特徴とする摺動部品。
【請求項8】
回転支持体上の円環状の非導電性板材に、1本乃至複数本の同心円の導電膜が形成され、回転によっても電気的接続を維持するためのスリップリング装置において、該導電膜およびそれと対向し電気的に接触させて摺動する部分の少なくとも一方の摺動表面が、請求項2または請求項4記載の製造方法によって複合めっき膜を成膜されて電極として使用されることを特徴とする摺動部品。
【請求項9】
基板上に抵抗素子が形成され、摺動接点によって可変抵抗値を出力する事によって接点位置を検出するポテンショメータ装置において、該抵抗素子表面に対向し電気的に接触させて摺動する部分が、請求項2または請求項4記載の製造方法によって複合めっき膜を成膜されて電極として用いられることを特徴とする摺動部品。
【請求項10】
超硬等の材料からなり、孔などを切削する先端部とそこからチャック部分に連なる胴部からなるドリルないしエンドミルにおいて、外周の褶動部分および溝部分が、請求項2または請求項4記載の製造方法によって複合めっき膜を成膜されて切削工具として用いられることを特徴とする摺動部品。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−108598(P2013−108598A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−255709(P2011−255709)
【出願日】平成23年11月24日(2011.11.24)
【出願人】(592016175)日本メッキ工業株式会社 (1)
【出願人】(304021288)国立大学法人長岡技術科学大学 (458)
【出願人】(592102940)新潟県 (41)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月24日(2011.11.24)
【出願人】(592016175)日本メッキ工業株式会社 (1)
【出願人】(304021288)国立大学法人長岡技術科学大学 (458)
【出願人】(592102940)新潟県 (41)
【Fターム(参考)】
[ Back to top ]