
摺動部材およびその製造方法
【課題】摩擦係数が低く、耐摩耗性に優れた摺動部材を提供すること。
【解決手段】板状黒鉛粒子と、該板状黒鉛粒子に吸着した、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子、および樹脂または金属からなるマトリックス基材を含有し、
前記微細化薄片状黒鉛粒子が前記マトリックス基材中に分散していることを特徴とする摺動部材。
【解決手段】板状黒鉛粒子と、該板状黒鉛粒子に吸着した、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子、および樹脂または金属からなるマトリックス基材を含有し、
前記微細化薄片状黒鉛粒子が前記マトリックス基材中に分散していることを特徴とする摺動部材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、摺動部材およびその製造方法に関する。
【背景技術】
【0002】
従来から、固体潤滑剤として黒鉛粒子を用いた摺動部材が知られている。例えば、特開2005−89514号公報(特許文献1)には、ポリアミドイミド、ポリイミドおよびエポキシ系樹脂のうちの少なくとも1種の結合剤により、二硫化モリブデンと鱗片状または鱗状黒鉛とポリテトラフルオロエチレンとからなる固体潤滑剤を結合した皮膜を備える摺動部材が開示されている。しかしながら、従来の鱗片状または鱗状黒鉛は、一般的には板状粒子として取り扱われているものの、理想的に平坦な粒子は殆ど存在しておらず、さらに結晶面がランダムに配向した二次粒子を形成しており、(001)結晶面が均一的に平行に積み重なった構造を有する黒鉛粒子は現実には存在していなかった。このため、従来の黒鉛粒子を配合した前記摺動部材においては、黒鉛粒子の(001)結晶面を摺動部材の摺動面と平行な方向に配向させることは困難であり、低摩擦特性に優れた摺動部材を得ることはできなかった。
【0003】
また、特開2007−270894号公報(特許文献2)には、バインダー用樹脂により結合された黒鉛粒子などの板状結晶粒子を固体潤滑剤として含む被覆層を備える摺動部材が開示されており、前記板状結晶粒子は、(00l)結晶面(lは1以上の整数)が平行に積み重なった結晶構造を有し、摺動部材の少なくとも摺動表面においては、(00l)結晶面の配向指数が90%以上であることも開示されている。しかしながら、従来の黒鉛粒子において、(00l)結晶面の配向指数が90%以上となるものは、天然に微量存在するキャッシュグラファイトのみであり、極めて高価なものであった。そこで、低コスト化のために、高価なキャッシュグラファイトの代わりに天然鉱物から得られる通常の黒鉛粒子を使用すると、上述したように、この黒鉛粒子が、結晶面がランダムに配向した二次粒子として存在し、理想的に平坦な粒子は殆ど存在していないため、黒鉛粒子の(001)結晶面を摺動部材の摺動面と平行な方向に配向させることは困難であり、低摩擦特性に優れた摺動部材を得ることはできなかった。さらに、特許文献2に記載の摺動部材においては、前記(00l)結晶面が摺動表面全体に形成されているため、前記板状結晶粒子の層間剥離により摩耗が進行しやすく、耐摩耗性も十分なものではなかった。
【0004】
一方、特開2010−223288号公報(特許文献3)には、高配向性グラファイトを含むA面と、この高配向性グラファイトより耐摩耗性に優れる材料を含むB面とを備える摺動部材が開示されており、前記A面と前記B面が摺動方向に向かって且つ摺動方向と平行な方向に設けられていることも開示されている。しかしながら、この摺動部材においては、A面とB面とを別個独立して作製する必要があり、より簡便に製造できる摺動部材が求められていた。また、高配向性グラファイトを微細化すると、その結晶構造が維持できないため、B面に対してA面を細かく分散させた状態で形成させることが困難であり、さらに、微小な摺動表面において低摩擦化や耐摩耗性の向上を図ることも困難であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−89514号公報
【特許文献2】特開2007−270894号公報
【特許文献3】特開2010−223288号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記従来技術の有する課題に鑑みてなされたものであり、摩擦係数が低く、耐摩耗性に優れた摺動部材およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記目的を達成すべく鋭意研究を重ねた結果、黒鉛粒子、特定の芳香族ビニル共重合体、過酸化水素化物を混合して粉砕処理を施すことによって得られる微細化薄片状黒鉛粒子を、樹脂または金属からなるマトリックス基材に分散させることによって、摩擦係数が低く、耐摩耗性に優れた摺動部材が得られることを見出し、本発明を完成するに至った。
【0008】
すなわち、本発明の摺動部材は、板状黒鉛粒子と、該板状黒鉛粒子に吸着した、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子、および樹脂または金属からなるマトリックス基材を含有し、
前記微細化薄片状黒鉛粒子が前記マトリックス基材中に分散していることを特徴とするものである。
【0009】
このような摺動部材において、前記微細化薄片状黒鉛粒子の含有量としては10〜90質量%が好ましく、また、前記マトリックス基材としては、ポリスチレン、ポリフェニレンエーテルおよびポリアミドイミドからなる群から選択される少なくとも1種の樹脂からなるものが好ましい。さらに、前記芳香族ビニル共重合体としては、前記ビニル芳香族モノマー単位と、(メタ)アクリル酸、(メタ)アクリレート類、(メタ)アクリルアミド類、ビニルピリジン類、無水マレイン酸およびマレイミド類からなる群から選択される少なくとも1種のモノマーから誘導される他のモノマー単位とを備えるものが好ましい。
【0010】
本発明の摺動部材の第一の製造方法は、板状黒鉛粒子と、該板状黒鉛粒子に吸着した、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子、および樹脂または金属からなる溶融状態のマトリックス基材を含有する溶融分散物を調製する工程と、前記溶融分散物を固化させる工程とを含むことを特徴とするものである。
【0011】
この第一の製造方法において、前記溶融分散物を調製する工程としては、前記微細化薄片状黒鉛粒子、前記マトリックス基材またはその前駆体、および溶媒を混合して前記微細化薄片状黒鉛粒子を分散した溶媒分散液を調製する工程と、前記溶媒分散液から前記溶媒を除去した後、前記マトリックス基材を溶融させて前記溶融分散物を調製する工程とを含むことが好ましい。
【0012】
また、本発明の摺動部材の第二の製造方法は、板状黒鉛粒子と、該板状黒鉛粒子に吸着した、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子、樹脂または金属からなるマトリックス基材またはその前駆体、および溶媒を混合し、前記微細化薄片状黒鉛粒子が分散した溶媒分散液を調製する工程と、前記溶媒分散液から前記溶媒を除去する工程とを含むことを特徴とするものである。
【0013】
なお、本発明にかかる微細化薄片状黒鉛粒子を樹脂または金属からなるマトリックス基材中に分散させることによって、摩擦係数が低く、耐摩耗性に優れた摺動部材が得られる理由は必ずしも定かではないが、本発明者らは以下のように推察する。すなわち、本発明にかかる微細化薄片状黒鉛粒子は、(001)結晶面が均一に平行に積み重なった結晶構造を有するものである。このような微細化薄片状黒鉛粒子を樹脂や金属からなるマトリックス基材中に分散させると、摺動部材の成形時や成膜時などに分散液が流動することによって、微細化薄片状黒鉛粒子の(001)結晶面が摺動部材の表面と平行になりやすく、得られる摺動部材の表面においても、この表面と平行な方向への(001)結晶面の配向性が高くなると推察される。そして、摺動部材の表面は摺動方向と平行であるため、微細化薄片状黒鉛粒子の(001)結晶面は摺動方向に対しても高い配向性を示すものとなると推察される。
【0014】
このような微細化薄片状黒鉛粒子を含有する摺動部材を摺動させると、摺動面の微細化薄片状黒鉛粒子が摩擦により層間剥離を起こし、剥離した板状黒鉛粒子が摩擦の相手材に付着して移着層を形成する。摺動面の微細化薄片状黒鉛粒子の(001)結晶面と前記移着層の(001)結晶面との間の相互作用力は、小さな分子間力のみが支配的であり、その剪断抵抗が極めて小さいため、摺動面の摩擦係数が低減されると推察される。
【0015】
また、前記摺動面には本発明にかかる微細化薄片状黒鉛粒子が均一に分散しているため、摺動面の広範囲から層間剥離した板状黒鉛粒子が相手材の表面に供給され、相手材の摩擦面全域に移着層が形成される。その結果、摺動面と相手材の摩擦面との剪断抵抗がさらに小さくなり、摺動面の摩擦係数がさらに低減されると推察される。
【0016】
さらに、本発明の摺動部材の摺動面においては、微細化薄片状黒鉛粒子部分からなる領域と耐摩耗性が比較的高いマトリックス基材部分からなる領域が存在するため、高荷重条件下で摺動させて高い面圧剪断力が加わった場合であっても、マトリックス基材部分からなる領域に荷重が分散し、微細化薄片状黒鉛粒子部分からなる領域への過大な荷重負荷を抑制することができ、優れた耐摩耗性が得られると推察される。
【0017】
これに対し、微細化されていない黒鉛粒子を前記マトリックス基材中に分散させた場合には、黒鉛粒子の(001)結晶面が摺動部材の表面に対してランダムに配向するため、摺動面における黒鉛粒子の層間剥離が起こりにくく、摩耗は起こりにくくなるものの、相手材に板状黒鉛粒子の移着層が形成されず、摺動面の摩擦係数を十分に低下させることが困難となると推察される。
【発明の効果】
【0018】
本発明によれば、摩擦係数が低く、耐摩耗性に優れた摺動部材を得ることができる。特に、潤滑油のない乾燥摩耗条件あるいは油膜が切れる境界摩擦条件においても、低い摩擦係数と優れた耐摩耗性を示す摺動部材を得ることが可能となる。
【図面の簡単な説明】
【0019】
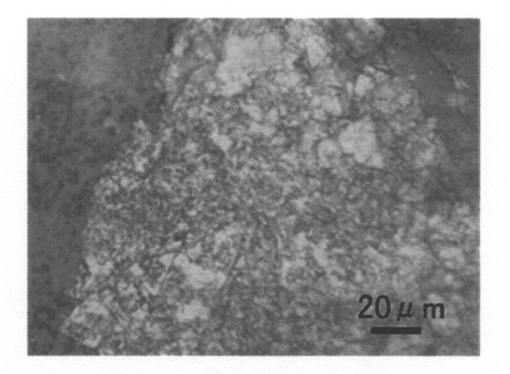
【図1】実施例3で作製した成形体の表面の光学顕微鏡写真である。
【図2】実施例5で作製した成形体の表面の光学顕微鏡写真である。
【図3】比較例6で作製した成形体の表面の光学顕微鏡写真である。
【図4】リング・オン・プレート型摩擦摩耗試験装置を示す概略図である。
【図5】実施例1〜2および比較例1〜3で作製した成形体の摩擦係数を示すグラフである。
【図6】実施例3〜9および比較例4〜6で作製した成形体の摩擦係数を示すグラフである。
【図7】実施例3〜9および比較例4〜6で作製した成形体の摩耗深さを示すグラフである。
【発明を実施するための形態】
【0020】
以下、本発明をその好適な実施形態に即して詳細に説明する。
【0021】
先ず、本発明の摺動部材について説明する。本発明の摺動部材は、板状黒鉛粒子およびこの板状黒鉛粒子に吸着した特定の芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子と、樹脂または金属からなるマトリックス基材とを含有するものであり、この摺動部材において、前記微細化薄片状黒鉛粒子は前記マトリックス基材中に分散している。
【0022】
<微細化薄片状黒鉛粒子>
先ず、本発明にかかる微細化薄片状黒鉛粒子について説明する。本発明にかかる微細化薄片状黒鉛粒子は、板状黒鉛粒子と、この板状黒鉛粒子に吸着した芳香族ビニル共重合体とを備えるものである。
【0023】
前記板状黒鉛粒子としては特に制限はなく、例えば、グラファイト構造を有する公知の黒鉛(人造黒鉛、天然黒鉛(例えば、鱗片状黒鉛、塊状黒鉛、土状黒鉛))をグラファイト構造が破壊されないように粉砕することによって得られるものが挙げられる。このような板状黒鉛粒子は、(001)結晶面が、摺動部材の表面と平行な方向に高い配向性を示すものである。
【0024】
このような板状黒鉛粒子の厚さとしては特に制限はないが、0.3〜1000nmが好ましく、0.3〜100nmがより好ましく、0.3〜30nmが特に好ましい。また、板状黒鉛粒子の平面方向の大きさとしては特に制限はないが、例えば、長軸方向の長さ(長径)としては0.1〜500μmが好ましく、0.2〜100μmがより好ましく、短軸方向の長さ(短径)としては0.1〜100μmが好ましく、0.1〜50μmがより好ましい。板状黒鉛粒子の大きさおよび厚さが前記範囲にあると、摺動部材の表面と平行な方向に対する(001)結晶面の配向性がより高くなる傾向にある。
【0025】
また、本発明にかかる板状黒鉛粒子の表面には、水酸基、カルボキシル基、エポキシ基などの官能基が結合(好ましくは共有結合)していることが好ましい。前記官能基は本発明にかかる芳香族ビニル共重合体との親和性を有するものであり、芳香族ビニル共重合体の板状黒鉛粒子への吸着量および吸着力が増大し、微細化薄片状黒鉛粒子は、本発明にかかるマトリックス基材中や溶媒中への分散性が高くなる傾向にある。
【0026】
このような官能基は、板状黒鉛粒子の表面近傍(好ましくは、表面から深さ10nmまでの領域)の全炭素原子の50%以下(より好ましくは20%以下、特に好ましくは10%以下)の炭素原子に結合していることが好ましい。官能基が結合している炭素原子の割合が前記上限を超えると、板状黒鉛粒子は、親水性が増大するため、芳香族ビニル共重合体との親和性が低下する傾向にある。また、官能基が結合している炭素原子の割合の下限としては特に制限はないが、0.01%以上が好ましい。なお、水酸基などの前記官能基はX線光電子分光法(XPS)により定量することができ、粒子表面から深さ10nmまでの領域に存在する官能基の量を測定することができる。なお、板状黒鉛粒子の厚さが10nm以下の場合には、板状黒鉛粒子の全領域に存在する官能基の量が測定される。
【0027】
本発明にかかる芳香族ビニル共重合体は、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位と他のモノマー単位とを含有するものである。また、本発明においては、このような芳香族ビニル共重合体にさらに他のビニルモノマーを共重合させた共重合体を本発明にかかる芳香族ビニル共重合体として使用することもできる。
【0028】
このような芳香族ビニル共重合体において、前記ビニル芳香族モノマー単位は、黒鉛粒子に対する吸着性を示し、他のモノマー単位は、本発明にかかるマトリックス基材や溶媒および黒鉛粒子表面近傍の官能基との親和性を示す。したがって、このような芳香族ビニル共重合体は、板状黒鉛粒子に吸着して板状黒鉛粒子同士の凝集力を低下させるとともに板状黒鉛粒子に本発明にかかるマトリックス基材や溶媒との親和性を付与し、板状黒鉛粒子を本発明にかかるマトリックス基材中や溶媒中に高度に分散させることが可能となる。
【0029】
また、上述したように、ビニル芳香族モノマー単位は黒鉛粒子に吸着しやすいため、ビニル芳香族モノマー単位の含有率が高い共重合体ほど、板状黒鉛粒子への吸着量が増大し、微細化薄片状黒鉛粒子は本発明にかかるマトリックス基材中や溶媒中への分散性が高くなる傾向にある。ビニル芳香族モノマー単位の含有量としては、芳香族ビニル共重合体全体に対して10〜98質量%が好ましく、30〜98質量%がより好ましく、50〜95質量%が特に好ましい。ビニル芳香族モノマー単位の含有量が前記下限未満になると、芳香族ビニル共重合体の板状黒鉛粒子への吸着量が低下し、微細化薄片状黒鉛粒子の分散性が低下する傾向にある。ビニル芳香族モノマー単位の含有量が前記上限を超えると、板状黒鉛粒子に本発明にかかるマトリックス基材や溶媒との親和性が付与されず、微細化薄片状黒鉛粒子の分散性が低下する傾向にある。
【0030】
前記式(1)中のXで表される基が有していてもよい置換基としては、アルコキシ基(例えば、メトキシ基)、カルボニル基、アミド基、イミド基、カルボキシル基、カルボン酸エステル基、リン酸エステル基などが挙げられ、中でも、微細化薄片状黒鉛粒子の分散性が向上するという観点から、メトキシ基などのアルコキシ基が好ましく、メトキシ基がより好ましい。
【0031】
このようなビニル芳香族モノマー単位としては、例えば、スチレンモノマー単位、ビニルナフタレンモノマー単位、ビニルアントラセンモノマー単位、ビニルピレンモノマー単位、ビニルアニソールモノマー単位、ビニル安息香酸エステルモノマー単位、アセチルスチレンモノマー単位などが挙げられ、中でも、微細化薄片状黒鉛粒子の分散性が向上するという観点から、スチレンモノマー単位、ビニルナフタレンモノマー単位、ビニルアニソールモノマー単位が好ましい。
【0032】
本発明にかかる芳香族ビニル共重合体を構成する他のモノマー単位としては特に制限はないが、(メタ)アクリル酸、(メタ)アクリレート類、(メタ)アクリルアミド類、ビニルイミダゾール類、ビニルピリジン類、無水マレイン酸およびマレイミド類からなる群から選択される少なくとも1種のモノマーから誘導されるモノマー単位がより好ましい。このような他のモノマー単位を含む芳香族ビニル共重合体を用いることによって、微細化薄片状黒鉛粒子は本発明にかかるマトリックス基材や溶媒との親和性が向上し、本発明にかかるマトリックス基材中や溶媒中に高度に分散させることが可能となる。
【0033】
前記(メタ)アクリレート類としては、アルキル(メタ)アクリレート、置換アルキル(メタ)アクリレート(例えば、ヒドロキシアルキル(メタ)アクリレート、アミノアルキル(メタ)アクリレート)などが挙げられる。前記(メタ)アクリルアミド類としては、(メタ)アクリルアミド、N−アルキル(メタ)アクリルアミド、N,N−ジアルキル(メタ)アクリルアミドなどが挙げられる。
【0034】
前記ビニルイミダゾール類としては、1−ビニルイミダゾールなどが挙げられる。前記ビニルピリジン類としては、2−ビニルピリジン、4−ビニルピリジンなどが挙げられる。前記マレイミド類としては、マレイミド、アルキルマレイミド、アリールマレイミドなどが挙げられる。
【0035】
このような他のモノマーのうち、微細化薄片状黒鉛粒子の分散性が向上するという観点から、アルキル(メタ)アクリレート、ヒドロキシアルキル(メタ)アクリレート、アミノアルキル(メタ)アクリレート、N,N−ジアルキル(メタ)アクリルアミド、2−ビニルピリジン、4−ビニルピリジン、アリールマレイミドが好ましく、ヒドロキシアルキル(メタ)アクリレート、N,N−ジアルキル(メタ)アクリルアミド、2−ビニルピリジン、アリールマレイミドがより好ましく、フェニルマレイミドが特に好ましい。
【0036】
本発明にかかる微細化薄片状黒鉛粒子において、前記芳香族ビニル共重合体の数平均分子量としては特に制限はないが、1千〜100万が好ましく、5千〜10万がより好ましい。芳香族ビニル共重合体の数平均分子量が前記下限未満になると、黒鉛粒子に対する吸着能が低下する傾向にあり、他方、前記上限を超えると、溶媒への溶解性が低下したり、粘度が著しく上昇して取り扱いが困難になる傾向にある。なお、芳香族ビニル共重合体の数平均分子量は、ゲルパーミエーションクロマトグラフィ(カラム:Shodex GPC K−805LおよびShodex GPC K−800RL(ともに、昭和電工(株)製)、溶離液:クロロホルム)により測定し、標準ポリスチレンで換算した値である。
【0037】
また、本発明にかかる微細化薄片状黒鉛粒子においては、前記芳香族ビニル共重合体としてランダム共重合体を用いても、ブロック共重合体を用いてもよいが、微細化薄片状黒鉛粒子の分散性が向上するという観点から、ブロック共重合体を用いることが好ましい。
【0038】
本発明にかかる微細化薄片状黒鉛粒子において、前記芳香族ビニル共重合体の含有量としては、前記板状黒鉛粒子100質量部に対して10−7〜10−1質量部が好ましく、10−5〜10−2質量部がより好ましい。芳香族ビニル共重合体の含有量が前記下限未満になると、板状黒鉛粒子への芳香族ビニル共重合体の吸着が不十分なため、微細化薄片状黒鉛粒子の分散性が低下する傾向にあり、他方、前記上限を超えると、板状黒鉛粒子に直接吸着していない芳香族ビニル共重合体が存在する傾向にある。
【0039】
本発明にかかる微細化薄片状黒鉛粒子は、上述したように、本発明にかかるマトリックス基材や溶媒との親和性が高く、本発明の摺動部材においては、前記マトリックス基材中に高度に分散するものであるが、さらに、溶媒への分散性に優れており、例えば、後述するように、本発明にかかるマトリックス基材と微細化薄片状黒鉛粒子とを溶媒中で混合して本発明の摺動部材を製造する場合においては、溶媒中に微細化薄片状黒鉛粒子を容易に高度に分散させることが可能であり、前記マトリックス基材中に微細化薄片状黒鉛粒子が均一に分散した本発明の摺動部材を容易に得ることができる。
【0040】
次に、本発明にかかる微細化薄片状黒鉛粒子の製造方法について説明する。本発明にかかる微細化薄片状黒鉛粒子は、原料の黒鉛粒子、前記式(1)で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体、過酸化水素化物、および溶媒を混合し、得られた混合物に粉砕処理を施した後、溶媒を除去することによって製造することができる。
【0041】
本発明にかかる微細化薄片状黒鉛粒子を製造する際に原料として用いられる黒鉛粒子(以下、「原料黒鉛粒子」という)としては、グラファイト構造を有する公知の黒鉛(人造黒鉛、天然黒鉛(例えば、鱗片状黒鉛、塊状黒鉛、土状黒鉛))が挙げられ、中でも、粉砕することによって前記範囲の厚さを有する板状黒鉛粒子となるものが好ましい。このような原料黒鉛粒子としては、前記板状黒鉛粒子(一次粒子)が凝集したもの(二次粒子)が挙げられる。また、このような原料黒鉛粒子の粒子径としては特に制限はないが、0.01〜5mmが好ましく、0.1〜1mmがより好ましい。
【0042】
また、原料黒鉛粒子を構成する板状黒鉛粒子の表面には、水酸基、カルボキシル基、エポキシ基などの官能基が結合(好ましくは共有結合)していることが好ましい。前記官能基は前記芳香族ビニル共重合体との親和性を有するものであり、芳香族ビニル共重合体の板状黒鉛粒子への吸着量および吸着力が増大し、得られる微細化薄片状黒鉛粒子は本発明にかかるマトリックス基材中や溶媒中への分散性が高くなる傾向にある。
【0043】
このような官能基は、板状黒鉛粒子の表面近傍(好ましくは、表面から深さ10nmまでの領域)の全炭素原子の50%以下(より好ましくは20%以下、特に好ましくは10%以下)の炭素原子に結合していることが好ましい。官能基が結合している炭素原子の割合が前記上限を超えると、板状黒鉛粒子は、親水性が増大するため、芳香族ビニル共重合体との親和性が低下する傾向にある。また、官能基が結合している炭素原子の割合の下限としては特に制限はないが、0.01%以上が好ましい。
【0044】
前記微細化薄片状黒鉛粒子の製造に用いられる過酸化水素化物としては、カルボニル基を有する化合物(例えば、ウレア、カルボン酸(安息香酸、サリチル酸など)、ケトン(アセトン、メチルエチルケトンなど)、カルボン酸エステル(安息香酸メチル、サリチル酸エチルなど))と過酸化水素との錯体;四級アンモニウム塩、フッ化カリウム、炭酸ルビジウム、リン酸、尿酸などの化合物に過酸化水素が配位したものなどが挙げられる。このような過酸化水素化物は、本発明にかかる微細化薄片状黒鉛粒子を製造する際に酸化剤として作用し、原料黒鉛粒子のグラファイト構造を破壊せずに、炭素層間の剥離を容易にするものである。すなわち、過酸化水素化物が炭素層間に侵入して層表面を酸化しながら劈開を進行させ、同時に芳香族ビニル共重合体が劈開した炭素層間に侵入して劈開面を安定化させ、層間剥離が促進される。その結果、板状黒鉛粒子の表面に前記芳香族ビニル共重合体が吸着して、微細化薄片状黒鉛粒子を本発明にかかるマトリックス基材中や溶媒中に高度に分散させることが可能となる。
【0045】
前記微細化薄片状黒鉛粒子の製造に用いられる溶媒としては特に制限はないが、ジメチルホルムアミド(DMF)、クロロホルム、ジクロロメタン、クロロベンゼン、ジクロロベンゼン、N−メチルピロリドン(NMP)、トルエン、ジオキサン、プロパノール、γ−ピコリン、アセトニトリル、ジメチルスルホキシド(DMSO)、ジメチルアセトアミド(DMAC)が好ましく、ジメチルホルムアミド(DMF)、クロロホルム、ジクロロメタン、クロロベンゼン、ジクロロベンゼン、N−メチルピロリドン(NMP)、トルエンがより好ましい。
【0046】
本発明にかかる微細化薄片状黒鉛粒子を製造する場合には、先ず、前記原料黒鉛粒子と前記芳香族ビニル共重合体と前記過酸化水素化物と前記溶媒とを混合する。前記原料黒鉛粒子の混合量としては、溶媒1L当たり0.1〜500g/Lが好ましく、10〜200g/Lがより好ましい。原料黒鉛粒子の混合量が前記下限未満になると、溶媒の消費量が増大し、経済的に不利となる傾向にあり、他方、前記上限を超えると液の粘度が上昇して取り扱いが困難となる傾向にある。
【0047】
また、前記芳香族ビニル共重合体の混合量としては、前記原料黒鉛粒子100質量部に対して0.1〜1000質量部が好ましく、0.1〜200質量部がより好ましい。芳香族ビニル共重合体の混合量が前記下限未満になると、得られる微細化薄片状黒鉛粒子の分散性が低下する傾向にあり、他方、前記上限を超えると、芳香族ビニル共重合体が溶媒に溶解しなくなるとともに、液の粘度が上昇して取り扱いが困難となる傾向にある。
【0048】
また、前記過酸化水素化物の混合量としては、前記原料黒鉛粒子100質量部に対して0.1〜500質量部が好ましく、1〜100質量部がより好ましい。前記過酸化水素化物の混合量が前記下限未満になると、得られる微細化薄片状黒鉛粒子の分散性が低下する傾向にあり、他方、前記上限を超えると、原料黒鉛粒子が過剰に酸化され、得られる微細化薄片状黒鉛粒子の導電性が低下する傾向にある。
【0049】
次に、得られた混合物に粉砕処理を施して層間剥離により原料黒鉛粒子を板状黒鉛粒子に粉砕する。これにより生成した板状黒鉛粒子の表面に前記芳香族ビニル共重合体が吸着して、本発明にかかるマトリックス基材中や溶媒中での分散安定性に優れた微細化薄片状黒鉛粒子を得ることができる。
【0050】
本発明にかかる粉砕処理としては、超音波処理(発振周波数としては15〜400kHzが好ましく、出力としては500W以下が好ましい。)、ボールミルによる処理、湿式粉砕、爆砕、機械式粉砕などが挙げられる。これにより、原料黒鉛粒子のグラファイト構造を破壊させずに原料黒鉛粒子を粉砕して板状黒鉛粒子を得ることが可能となる。また、粉砕処理時の温度としては特に制限はなく、例えば、−20〜100℃が挙げられる。また、粉砕処理時間についても特に制限はなく、例えば、0.01〜50時間が挙げられる。
【0051】
このようにして得られる微細化薄片状黒鉛粒子は溶媒に分散した状態であり、前記溶媒をろ過や遠心分離などにより除去することによって微細化薄片状黒鉛粒子を回収することができる。
【0052】
<マトリックス基材>
次に、本発明にかかるマトリックス基材について説明する。本発明にかかるマトリックス基材は、耐摩耗性に優れた樹脂または金属からなり、具体的には、本発明にかかる微細化薄片状黒鉛粒子に比べて高い耐摩耗性を有する樹脂または金属である。
【0053】
前記樹脂としては、前記微細化薄片状黒鉛粒子に比べて高い耐摩耗性を有する樹脂であれば特に制限はないが、例えば、ポリスチレン樹脂、ポリプロピレン樹脂およびアクリル樹脂などの熱可塑性の汎用プラスチック、ポリフェニレンエーテル樹脂、ポリアミド樹脂、ポリアセタール樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂および超高分子量ポリエチレン樹脂などの熱可塑性のエンジニアリングプラスチック、ポリアミドイミド樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルエーテルケトン樹脂、液晶ポリマー樹脂、ポリテトラフロロエチレン樹脂、ポリエーテルイミド樹脂、ポリアリレート樹脂、ポリサルホン樹脂、ポリイミド樹脂およびポリエーテルイミド樹脂などの熱可塑性のスーパーエンジニアリングプラスチック、エポキシ樹脂、フェノール樹脂、ビスマレイミド樹脂、メラミン樹脂、ポリウレタン樹脂および不飽和ポリエステル樹脂などの熱硬化性樹脂などが挙げられる。これらの樹脂は1種を単独で使用しても2種以上を併用してもよい。また、このような樹脂のうち、耐摩耗性、耐熱性および大量生産性に優れているという観点から、ポリフェニレンエーテル樹脂、ポリアミド樹脂、ポリアセタール樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂および超高分子量ポリエチレン樹脂などの熱可塑性のエンジニアリングプラスチック、ポリアミドイミド樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルエーテルケトン樹脂、液晶ポリマー樹脂、ポリテトラフロロエチレン樹脂、ポリエーテルイミド樹脂、ポリアリレート樹脂、ポリサルホン樹脂、ポリイミド樹脂およびポリエーテルイミド樹脂などの熱可塑性のスーパーエンジニアリングプラスチックが好ましい。
【0054】
また、前記金属としては、前記微細化薄片状黒鉛粒子に比べて高い耐摩耗性を有する金属であれば特に制限はなく、前記微細化薄片状黒鉛粒子を均一に分散させるために600℃以下の溶融、電気処理または化成処理などにより液体状態を得て部材に被覆できるものであればよい。このような金属としては、例えば、スズ、亜鉛、インジウム、ビスマスなどの低融点金属、あるいは鉄、クロム、ニッケル、コバルト、ロジウム、銅および黄銅などの金属担体、ならびにニッケル−クロム、ニッケル−リン、ニッケル−タングステン、ニッケル−コバルト、ニッケル−ホウ素、コバルト−タングステン、鉄−ニッケル、鉄−リン、鉄−タングステン、銅−ニッケル、スズ−ニッケル、スズ−銀、スズ−インジウム、スズ−銅、スズ−亜鉛、スズ−コバルト、スズ−ビスマス、銀−鉄、亜鉛−鉄および亜鉛−ニッケルなどの合金といった電気処理または化成処理により部材に被覆できるものが挙げられる。このような金属のうち、耐摩耗性に優れているという観点から、ビッカース硬さ(HV)が300以上となるものが好ましく、クロム、ニッケル−クロム、ニッケル−リン、ニッケル−タングステン、ニッケル−コバルト、ニッケル−ホウ素、コバルト−タングステン、鉄−ニッケル、鉄−タングステンなどの合金が好ましい。
【0055】
<摺動部材>
本発明の摺動部材は、前記マトリックス基材と、このマトリックス基材に分散した前記微細化薄片状黒鉛粒子とを含有するものである。このように、マトリックス基材中に前記微細化薄片状黒鉛粒子を分散させることによって、摩擦係数が低く、耐摩耗性に優れた摺動部材を得ることができる。
【0056】
このような摺動部材において、前記微細化薄片状黒鉛粒子の含有量としては、摺動部材全体に対して10〜90質量%が好ましく、20〜70質量%がより好ましく、25〜60質量%が特に好ましい。微細化薄片状黒鉛粒子の含有量が前記下限未満になると、摺動面の摩擦係数が十分に低下せず、耐摩耗性が向上しにくい傾向にあり、他方、前記上限を超えると、摩擦係数は低下するものの、耐摩耗性が低下する傾向にある。
【0057】
<摺動部材の製造方法>
本発明の摺動部材は、例えば、前記微細化薄片状黒鉛粒子および溶融状態の前記マトリックス基材を含有する溶融分散物を調製した後、この溶融分散物を所定の形状に成形して固化させることにより製造することができる(第一の製造方法)。この第一の製造方法において、前記溶融分散物を調製する方法としては、前記微細化薄片状黒鉛粒子、前記マトリックス基材および溶媒を混合して前記微細化薄片状黒鉛粒子が分散した溶媒分散液を調製し、次いで、この溶媒分散液から前記溶媒を除去した後、前記マトリックス基材を溶融させる方法が好ましい。前記マトリックス基材の溶融温度は、黒鉛が酸素の存在下で燃焼する温度(600℃)以下である必要があり、その範囲内でマトリックス基材の種類などに応じて適宜設定することができる。
【0058】
また、本発明の摺動部材は、前記微細化薄片状黒鉛粒子、前記マトリックス基材および溶媒を混合して前記微細化薄片状黒鉛粒子が分散した溶媒分散液を調製し、この溶媒分散液から溶媒を除去することにより製造することも可能である(第二の製造方法)。この第二の製造方法においては、前記溶媒分散液から溶媒を除去して前記マトリックス基材中に前記微細化薄片状黒鉛粒子が分散した複合物を調製した後、この複合物を所定の形状に成形してもよいし、あるいは、前記溶媒分散液を基板上に塗工して塗膜を形成した後、この塗膜を乾燥させたり加熱硬化させたりすることによって溶媒を除去してもよい。また、前記複合物は、必要に応じて機械的に粉砕した後、成形に供してもよい。
【0059】
これらの方法における摺動部材の成形方法としては特に制限はなく、例えば、プレス成形、射出成形、トランスファー成形などが挙げられ、塗工方法についても特に制限はなく、例えば、塗布、噴霧などが挙げられる。また、成形条件や塗工条件についても特に制限はなく、マトリックス基材の種類などに応じて適宜設定することができる。
【0060】
また、本発明の摺動部材の製造方法においては、前記マトリックス基材の代わりに、前記樹脂の原料モノマーやオリゴマー、前記金属の塩といったマトリックス基材の前駆体、融点が600℃以下の金属を使用することもできる。すなわち、前記マトリックス基材の前駆体として前記原料モノマーや前記オリゴマーを使用する場合、前記第一の製造方法においては、例えば、前記微細化薄片状黒鉛粒子と溶融状態の前記原料モノマーや前記オリゴマーを含有する溶融分散物を調製し、この溶融分散物中の前記原料モノマーや前記オリゴマーを加熱などにより反応・硬化させることによって、本発明の摺動部材を形成することができる。また、前記第二の製造方法においては、前記微細化薄片状黒鉛粒子と前記原料モノマーや前記オリゴマーと溶媒とを含有する溶媒分散物を調製し、加熱などにより、この溶媒分散物中の溶媒を除去しながら前記原料モノマーや前記オリゴマーを反応・硬化させることによって、本発明の摺動部材を形成することができる。一方、前記マトリックス基材の前駆体として前記金属の塩を使用する場合には、例えば、前記第二の製造方法において、前記微細化薄片状黒鉛粒子と前記金属の塩と溶媒を含有する溶媒分散物を調製し、この溶媒分散物を用いて基材表面にメッキ処理を施すことによって、前記基材表面に本発明の摺動部材を形成することができる。
【0061】
前記溶媒分散物の調製に用いられる溶媒としては、微細化薄片状黒鉛粒子を均一に分散できるものであれば特に制限はないが、例えば、微細化薄片状黒鉛粒子の製造に用いられる溶媒として例示したものが挙げられる。前記溶媒分散物中の微細化薄片状黒鉛粒子の濃度としては、溶媒1L当たり0.1〜200g/Lが好ましく、1〜100g/Lがより好ましい。微細化薄片状黒鉛粒子の濃度が前記下限未満になると、溶媒の消費量が増大し、経済的に不利となる傾向にあり、他方、前記上限を超えると、微細化薄片状黒鉛粒子同士の接触により溶媒分散物の粘度が上昇し、流動性が低下する傾向にある。また、前記溶媒分散物中のマトリックス基材またはその前駆体の濃度としては、溶媒1L当たり0.1〜200g/Lが好ましく、1〜100g/Lがより好ましい。マトリックス基材の濃度が前記下限未満になると、溶媒の消費量が増大し、経済的に不利となる傾向にあり、他方、前記上限を超えると、溶媒分散物の粘度が上昇し、流動性が低下する傾向にある。
【0062】
本発明の摺動部材の製造方法において、前記溶融分散物や前記複合物を成形したり、前記溶媒分散物を塗工したりする際に、溶融分散物や複合物、溶媒分散物が流動することによって、微細化薄片状黒鉛粒子の(001)結晶面が、摺動部材の表面(摺動面)と平行な方向に配向され、本発明の摺動部材は、低い摩擦係数と優れた耐摩耗性を有するものとなる。
【実施例】
【0063】
以下、実施例および比較例に基づいて本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0064】
(調製例1)
スチレン(ST)0.67g、N,N−ジメチルメタクリルアミド(DMMAA)1.23g、アゾビスイソブチロニトリル10mgおよびトルエン5mlを混合し、窒素雰囲気下、60℃で6時間重合反応を行なった。放冷後、クロロホルム−エーテルを用いて再沈殿により精製し、1.0gのST−DMMAA(35:65)ランダム共重合体(Mn=78000)を得た。
【0065】
黒鉛粒子(日本黒鉛工業(株)製「EXP−P」、粒子径100〜600μm)20mg、ウレア−過酸化水素包接錯体80mg、前記ST−DMMAA(35:65)ランダム共重合体20mgおよびN,N−ジメチルホルムアミド(DMF)2mlを混合し、室温で5時間超音波処理(出力:250W)を施して黒鉛粒子分散液を得た。この黒鉛粒子分散液を24時間静置した後、目視により観察したところ、黒鉛粒子は沈降せず、得られた分散液は分散安定性に優れたものであった。
【0066】
得られた黒鉛粒子分散液をろ過し、ろ滓を回収して減圧乾燥させ、その後、乳鉢を用いて粉砕し、微細化薄片状黒鉛粒子(A)を得た。この微細化薄片状黒鉛粒子(A)を走査型電子顕微鏡(SEM)により観察したところ、長さが約5〜50μm、幅が約5〜30μm、厚さが10〜300nmの薄板状に微細化されたものであることが確認された。
【0067】
(調製例2)
黒鉛粒子(日本黒鉛工業(株)製「EXP−60M」、粒子径約300μm)12.5g、ウレア−過酸化水素包接錯体12.5g、調製例1と同様にして調製したST−DMMAA(35:65)ランダム共重合体1.25g、DMF500mlを混合し、湿式微粒化装置((株)スギノマシン製「スターバーストラボ」)を用いて、室温、シリンダー圧力200MPaの条件で10回湿式粉砕処理を行い、黒鉛粒子分散液を得た。この黒鉛粒子分散液を24時間静置した後、目視により観察したところ、黒鉛粒子は沈降せず、得られた分散液は分散安定性に優れたものであった。
【0068】
得られた黒鉛粒子分散液から、調製例1と同様にして微細化薄片状黒鉛粒子(B)を得た。
【0069】
(実施例1)
ポリスチレン(PS、アルドリッチ社製、数平均分子量1×105)2250mgが溶解したクロロホルム溶液30mlに、調製例1で得られた微細化薄片状黒鉛粒子(A)750mgを添加し、撹拌により微細化薄片状黒鉛粒子(A)を分散させた。得られた分散液からクロロホルムを除去し、真空乾燥を施した後、150℃で3分間溶融混練を行なった。得られた溶融分散物を120℃で30分間以上加圧成形して、PS樹脂中に微細化薄片状黒鉛粒子(A)が25質量%分散した成形体(直径31.5mm、厚さ0.3mm。以下、「FG(A)(25)/PS樹脂成形体」と略す。)を作製した。
【0070】
(比較例1)
ポリスチレン(PS、アルドリッチ社製、数平均分子量1×105)3000mgをクロロホルム10mlに添加し、撹拌によりポリスチレンを溶解させた。前記分散液の代わりに、この溶液を用いた以外は実施例1と同様にしてPS樹脂成形体(直径31.5mm、厚さ0.3mm)を作製した。
【0071】
(実施例2)
前記ポリスチレン(PS)2250mgの代わりに、前記ポリスチレン(PS)1125mgとポリ(2,6−ジメチル−1,4−フェニレンオキシド)(PPE、アルドリッチ社製、数平均分子量1×105)1125mgとを用い、加圧成形温度を160℃に変更した以外は実施例1と同様にして、PSとPPEとを含有する樹脂組成物中に微細化薄片状黒鉛粒子(A)が25質量%分散した成形体(直径31.5mm、厚さ0.3mm。以下、「FG(A)(25)/(PS+PPE)樹脂成形体」と略す。)を作製した。
【0072】
(比較例2)
ポリスチレン(PS、アルドリッチ社製、数平均分子量1×105)1500mgとポリ(2,6−ジメチル−1,4−フェニレンオキシド)(PPE、アルドリッチ社製、数平均分子量1×105)1500mgとをクロロホルム30mlに添加し、撹拌によりこれらを溶解させた。前記分散液の代わりに、この溶液を用いた以外は実施例2と同様にして、PSとPPEとを含有する樹脂成形体(直径31.5mm、厚さ0.3mm。以下、「(PS+PPE)樹脂成形体」と略す。)を作製した。
【0073】
(比較例3)
微細化薄片状黒鉛粒子(A)の代わりに黒鉛粒子(日本黒鉛工業(株)製「EXP−P」、粒子径100〜600μm)750mgを用いた以外は実施例2と同様にして、PSとPPEとを含有する樹脂組成物中に黒鉛粒子(EXP−P)が25質量%分散した成形体(直径31.5mm、厚さ0.3mm。以下、「Gr(P)(25)/(PS+PPE)樹脂成形体」と略す。)を作製した。
【0074】
(実施例3)
標準タイプのポリアミドイミド(PAI(S)、日立化成工業(株)製「HPC−5011−29」)2250mgが溶解したN−メチル−2−ピロリドン(NMP)溶液30mlに、調製例1で得られた微細化薄片状黒鉛粒子(A)750mgを添加し、撹拌により微細化薄片状黒鉛粒子(A)を分散させた。得られた溶媒分散液をクロロホルムまたはメタノールに投入して前記微細化薄片状黒鉛粒子(A)とPAI(S)樹脂との複合物を再沈殿させた後、ろ過し、ろ滓を室温で真空乾燥させた。得られた複合物を粉砕機で粉砕して、PAI(S)樹脂中に微細化薄片状黒鉛粒子(A)が分散した粉末状の成形材料を得た。この粉末状の成形材料をプレス金型に装入し、280℃で30分間以上加圧成形して、PAI(S)樹脂中に微細化薄片状黒鉛粒子(A)が25質量%分散した成形体(直径31.5mm、厚さ0.3mm。以下、「FG(A)(25)/PAI(S)樹脂成形体」と略す。)を作製した。
【0075】
(実施例4)
標準タイプのポリアミドイミド(PAI(S))の量を1800mg、微細化薄片状黒鉛粒子(A)の量を1200mgに変更した以外は実施例3と同様にして、PAI(S)樹脂中に微細化薄片状黒鉛粒子(A)が40質量%分散した成形体(直径31.5mm、厚さ0.3mm、「FG(A)(40)/PAI(S)樹脂成形体」と略す。)を作製した。
【0076】
(実施例5)
微細化薄片状黒鉛粒子(A)の代わりに調製例2で得られた微細化薄片状黒鉛粒子(B)750mgを用いた以外は実施例3と同様にして、PAI(S)樹脂中に微細化薄片状黒鉛粒子(B)が25質量%分散した成形体(直径31.5mm、厚さ0.3mm、「FG(B)(25)/PAI(S)樹脂成形体」と略す。)を作製した。
【0077】
(実施例6)
標準タイプのポリアミドイミド(PAI(S))の量を1800mg、微細化薄片状黒鉛粒子(B)の量を1200mgに変更した以外は実施例5と同様にして、PAI(S)樹脂中に微細化薄片状黒鉛粒子(B)が40質量%分散した成形体(直径31.5mm、厚さ0.3mm、「FG(B)(40)/PAI(S)樹脂成形体」と略す。)を作製した。
【0078】
(実施例7)
標準タイプのポリアミドイミド(PAI(S))の代わりに高強度・高耐熱タイプのポリアミドイミド(PAI(H)、日立化成工業(株)製「HPC−9000−21」)1800mgを用いた以外は実施例4と同様にして、PAI(H)樹脂中に微細化薄片状黒鉛粒子(A)が40質量%分散した成形体(直径31.5mm、厚さ0.3mm、「FG(A)(40)/PAI(H)樹脂成形体」と略す。)を作製した。
【0079】
(実施例8)
高強度・高耐熱タイプのポリアミドイミド(PAI(H))の量を1200mg、微細化薄片状黒鉛粒子(B)の量を1800mgに変更した以外は実施例7と同様にして、PAI(H)樹脂中に微細化薄片状黒鉛粒子(A)が60質量%分散した成形体(直径31.5mm、厚さ0.3mm、「FG(A)(60)/PAI(H)樹脂成形体」と略す。)を作製した。
【0080】
(実施例9)
高強度・高耐熱タイプのポリアミドイミド(PAI(H))の量を600mg、微細化薄片状黒鉛粒子(B)の量を2400mgに変更した以外は実施例7と同様にして、PAI(H)樹脂中に微細化薄片状黒鉛粒子(B)が80質量%分散した成形体(直径31.5mm、厚さ0.3mm、「FG(A)(80)/PAI(H)樹脂成形体」と略す。)を作製した。
【0081】
(比較例4)
標準タイプのポリアミドイミド(PAI(S)、日立化成工業(株)製「HPC−5011−29」)3000mgをNMP30mlに添加し、撹拌によりポリアミドイミドを溶解させた。得られた溶液をクロロホルムまたはメタノールに投入してPAI(S)樹脂を再沈殿させた後、ろ過し、ろ滓を室温で真空乾燥させた。得られたPAI(S)樹脂を粉砕機で粉砕して、粉末状のPAI(S)樹脂成形材料を得た。この樹脂成形材料を用いた以外は実施例3と同様にして、PAI(S)樹脂成形体(直径31.5mm、厚さ0.3mm)を作製した。
【0082】
(比較例5)
標準タイプのポリアミドイミド(PAI(S))の代わりに高強度・高耐熱タイプのポリアミドイミド(PAI(H)、日立化成工業(株)製「HPC−9000−21」)3000mgを用いた以外は比較例4と同様にして、PAI(H)樹脂成形体(直径31.5mm、厚さ0.3mm)を作製した。
【0083】
(比較例6)
微細化薄片状黒鉛粒子(A)の代わりに黒鉛粒子(日本黒鉛工業(株)製「EXP−60M」、粒子径約300μm)750mgを用いた以外は実施例3と同様にして、PAI(S)樹脂中に黒鉛粒子(EXP−60M)が25質量%分散した成形体(直径31.5mm、厚さ0.3mm、「Gr(60M)(25)/PAI(S)樹脂成形体」と略す。)を作製した。
【0084】
<光学顕微鏡観察>
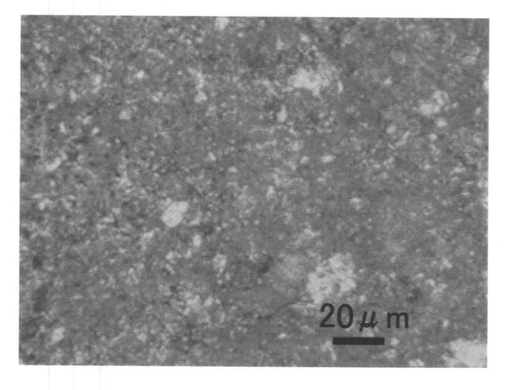
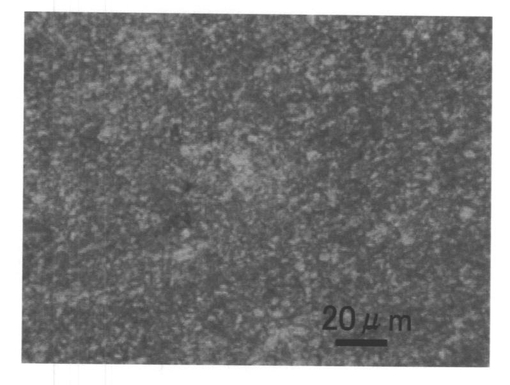
実施例3、実施例5および比較例6で作製した成形体の表面を光学顕微鏡により観察した。図1〜3には、それぞれ実施例3、実施例5および比較例6で作製した成形体の表面の光学顕微鏡写真を示す。なお、白色部分が黒鉛粒子であり、灰色部分がPAI(S)樹脂である。図1に示した結果から明らかなように、実施例3で作製した成形体においては、微細化薄片状黒鉛粒子(A)はPAI(S)樹脂中に分散しており、その大きさはサブμm〜20μmの範囲にあることが確認された。また、図2に示した結果から明らかなように、実施例5で作製した成形体においては、微細化薄片状黒鉛粒子(B)は、微細化薄片状黒鉛粒子(A)に比べて、PAI(S)樹脂中により均一に分散しており、その大きさは数μm以下とより微細なものであることが確認された。
【0085】
一方、図3に示した結果から明らかなように、比較例6で作製した成形体においては、微細化していない黒鉛粒子(EXP−60M)が100μm以上の大きさの二次粒子の状態でPAI(S)樹脂中に存在していることがわかった。
【0086】
<摩擦摩耗試験>
実施例および比較例で作製した成形体を、SUS440C鋼材(ビッカース硬さ(HV)700±50)上にエポキシ樹脂接着剤を用いて接着し、プレート試験片を作製した。このプレート試験片について、図4に示すリング・オン・プレート型摩擦摩耗試験装置を用い、下記試験条件で、潤滑油を使用しない乾燥摩耗条件における摩擦摩耗試験を行なった。
【0087】
(試験条件)
・相手材:焼き入れと焼き戻しを繰り返してビッカース硬さ(HV)を740に調整したSUJ−2の円筒試験片(外径φ25.6mm、内径φ20.0mm、表面粗さRzjis(JIS B 601−2001)=0.3μm、摩擦面の見掛けの接触面積=200mm2)。
・すべり速度:0.1m/s(実施例1〜2および比較例1〜3)、0.3m/s(実施例3〜9および比較例4〜6)。
・試験面圧:1MPaとなるように20kgfの荷重を負荷(実施例1〜2および比較例1〜3)、5MPaとなるように100kgfの荷重を負荷(実施例3〜9および比較例4〜6)。
・試験時間:3分間(総摺動距離:18m、実施例1〜2および比較例1〜3)、180分間(総摺動距離:3240m、実施例3〜9および比較例4〜6)。
・試験温度:室温(20〜28℃)。
【0088】
各成形体について、試験終了直前30秒間の摩擦係数(μ)の平均値を求めた。また、実施例3〜9および比較例4〜6で作製した成形体については、触針式粗さ計を用いて摩擦摩耗試験後の摺動部と非摺動部の高低差を測定し、これを摩耗深さとした。これらの結果を図5〜7に示す。
【0089】
図5に示した結果から明らかなように、PS樹脂成形体(比較例1)および(PS+PPE)樹脂成形体(比較例2)においては、摩擦摩耗試験直後から摩擦係数が0.40以上となり、著しく摩耗したため、試験を中止した。
【0090】
これに対して、本発明にかかる微細化薄片状黒鉛粒子を分散させたFG(A)(25)/PS成形体(実施例1)およびFG(A)(25)/(PS+PPE)成形体および(実施例2)においては、摩擦係数が0.20以下となり、本発明にかかる微細化薄片状黒鉛粒子を分散させることによって摩擦が低減されることが確認された。また、摩耗量も少なく、優れた耐摩耗性を示すものであることがわかった。
【0091】
一方、微細化されていない黒鉛粒子を分散させたGr(P)(25)/(PS+PPE)成形体(比較例3)においては、摩擦係数が0.27となり、黒鉛粒子の分散効果は認められるものの、本発明にかかる微細化薄片状黒鉛粒子に比べて、その効果は小さいものであった。
【0092】
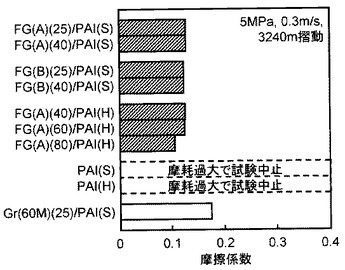
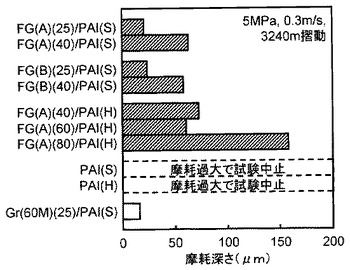
また、図6〜7に示した結果から明らかなように、PAI樹脂成形体(比較例4〜5)においても、摩擦摩耗試験直後から摩擦係数が0.40以上となり、著しく摩耗したため、試験を中止した。また、摩耗量についても200μm以上となり、耐摩耗性は低いものであった。
【0093】
これに対して、本発明にかかる微細化薄片状黒鉛粒子を25〜80質量%分散させた成形体(実施例3〜9)はいずれも、摩擦係数が0.13以下となり、本発明にかかる微細化薄片状黒鉛粒子を分散させることによって摩擦が低減されることが確認された。また、摺動距離が長い試験であるにもかかわらず、試験後にSUS440C鋼材が露出することはなく、優れた耐摩耗性を示すものであることが確認された。特に、本発明にかかる微細化薄片状黒鉛粒子の含有量が25〜60質量%の場合(実施例3〜8)においては、摩擦深さが100μm以下であり、耐摩耗性はさらに高いものであることがわかった。
【0094】
一方、微細化されていない黒鉛粒子を分散させたGr(60M)(25)/PAI(S)成形体(比較例6)においては、本発明にかかる微細化薄片状黒鉛粒子を分散させた場合に比べて、摩耗深さは小さく、優れた耐摩耗性を示すものの、摩擦係数は0.17となり、微細化されていない黒鉛粒子を分散させても摩擦を十分に低減させることは困難であることがわかった。
【産業上の利用可能性】
【0095】
以上説明したように、本発明によれば、摩擦係数が低く、耐摩耗性に優れた摺動部材を得ることができる。
【0096】
したがって、本発明の摺動部材を、各種機械部品の摺動面に使用することによって、摩擦損失を低減したり、機械のスムーズな動作を維持することが可能となる。特に、エンジン、自動変速機、手動変速機、減速機などの自動車用駆動系ユニットにおいては、摩擦損失を長期にわたって低く維持することが可能となる。
【符号の説明】
【0097】
1:プレート試験片、1a:SUS440C鋼材、1b:成形体、1c:摺動部、1d:非摺動部、2:SUJ−2円筒試験片。
【技術分野】
【0001】
本発明は、摺動部材およびその製造方法に関する。
【背景技術】
【0002】
従来から、固体潤滑剤として黒鉛粒子を用いた摺動部材が知られている。例えば、特開2005−89514号公報(特許文献1)には、ポリアミドイミド、ポリイミドおよびエポキシ系樹脂のうちの少なくとも1種の結合剤により、二硫化モリブデンと鱗片状または鱗状黒鉛とポリテトラフルオロエチレンとからなる固体潤滑剤を結合した皮膜を備える摺動部材が開示されている。しかしながら、従来の鱗片状または鱗状黒鉛は、一般的には板状粒子として取り扱われているものの、理想的に平坦な粒子は殆ど存在しておらず、さらに結晶面がランダムに配向した二次粒子を形成しており、(001)結晶面が均一的に平行に積み重なった構造を有する黒鉛粒子は現実には存在していなかった。このため、従来の黒鉛粒子を配合した前記摺動部材においては、黒鉛粒子の(001)結晶面を摺動部材の摺動面と平行な方向に配向させることは困難であり、低摩擦特性に優れた摺動部材を得ることはできなかった。
【0003】
また、特開2007−270894号公報(特許文献2)には、バインダー用樹脂により結合された黒鉛粒子などの板状結晶粒子を固体潤滑剤として含む被覆層を備える摺動部材が開示されており、前記板状結晶粒子は、(00l)結晶面(lは1以上の整数)が平行に積み重なった結晶構造を有し、摺動部材の少なくとも摺動表面においては、(00l)結晶面の配向指数が90%以上であることも開示されている。しかしながら、従来の黒鉛粒子において、(00l)結晶面の配向指数が90%以上となるものは、天然に微量存在するキャッシュグラファイトのみであり、極めて高価なものであった。そこで、低コスト化のために、高価なキャッシュグラファイトの代わりに天然鉱物から得られる通常の黒鉛粒子を使用すると、上述したように、この黒鉛粒子が、結晶面がランダムに配向した二次粒子として存在し、理想的に平坦な粒子は殆ど存在していないため、黒鉛粒子の(001)結晶面を摺動部材の摺動面と平行な方向に配向させることは困難であり、低摩擦特性に優れた摺動部材を得ることはできなかった。さらに、特許文献2に記載の摺動部材においては、前記(00l)結晶面が摺動表面全体に形成されているため、前記板状結晶粒子の層間剥離により摩耗が進行しやすく、耐摩耗性も十分なものではなかった。
【0004】
一方、特開2010−223288号公報(特許文献3)には、高配向性グラファイトを含むA面と、この高配向性グラファイトより耐摩耗性に優れる材料を含むB面とを備える摺動部材が開示されており、前記A面と前記B面が摺動方向に向かって且つ摺動方向と平行な方向に設けられていることも開示されている。しかしながら、この摺動部材においては、A面とB面とを別個独立して作製する必要があり、より簡便に製造できる摺動部材が求められていた。また、高配向性グラファイトを微細化すると、その結晶構造が維持できないため、B面に対してA面を細かく分散させた状態で形成させることが困難であり、さらに、微小な摺動表面において低摩擦化や耐摩耗性の向上を図ることも困難であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−89514号公報
【特許文献2】特開2007−270894号公報
【特許文献3】特開2010−223288号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記従来技術の有する課題に鑑みてなされたものであり、摩擦係数が低く、耐摩耗性に優れた摺動部材およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記目的を達成すべく鋭意研究を重ねた結果、黒鉛粒子、特定の芳香族ビニル共重合体、過酸化水素化物を混合して粉砕処理を施すことによって得られる微細化薄片状黒鉛粒子を、樹脂または金属からなるマトリックス基材に分散させることによって、摩擦係数が低く、耐摩耗性に優れた摺動部材が得られることを見出し、本発明を完成するに至った。
【0008】
すなわち、本発明の摺動部材は、板状黒鉛粒子と、該板状黒鉛粒子に吸着した、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子、および樹脂または金属からなるマトリックス基材を含有し、
前記微細化薄片状黒鉛粒子が前記マトリックス基材中に分散していることを特徴とするものである。
【0009】
このような摺動部材において、前記微細化薄片状黒鉛粒子の含有量としては10〜90質量%が好ましく、また、前記マトリックス基材としては、ポリスチレン、ポリフェニレンエーテルおよびポリアミドイミドからなる群から選択される少なくとも1種の樹脂からなるものが好ましい。さらに、前記芳香族ビニル共重合体としては、前記ビニル芳香族モノマー単位と、(メタ)アクリル酸、(メタ)アクリレート類、(メタ)アクリルアミド類、ビニルピリジン類、無水マレイン酸およびマレイミド類からなる群から選択される少なくとも1種のモノマーから誘導される他のモノマー単位とを備えるものが好ましい。
【0010】
本発明の摺動部材の第一の製造方法は、板状黒鉛粒子と、該板状黒鉛粒子に吸着した、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子、および樹脂または金属からなる溶融状態のマトリックス基材を含有する溶融分散物を調製する工程と、前記溶融分散物を固化させる工程とを含むことを特徴とするものである。
【0011】
この第一の製造方法において、前記溶融分散物を調製する工程としては、前記微細化薄片状黒鉛粒子、前記マトリックス基材またはその前駆体、および溶媒を混合して前記微細化薄片状黒鉛粒子を分散した溶媒分散液を調製する工程と、前記溶媒分散液から前記溶媒を除去した後、前記マトリックス基材を溶融させて前記溶融分散物を調製する工程とを含むことが好ましい。
【0012】
また、本発明の摺動部材の第二の製造方法は、板状黒鉛粒子と、該板状黒鉛粒子に吸着した、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子、樹脂または金属からなるマトリックス基材またはその前駆体、および溶媒を混合し、前記微細化薄片状黒鉛粒子が分散した溶媒分散液を調製する工程と、前記溶媒分散液から前記溶媒を除去する工程とを含むことを特徴とするものである。
【0013】
なお、本発明にかかる微細化薄片状黒鉛粒子を樹脂または金属からなるマトリックス基材中に分散させることによって、摩擦係数が低く、耐摩耗性に優れた摺動部材が得られる理由は必ずしも定かではないが、本発明者らは以下のように推察する。すなわち、本発明にかかる微細化薄片状黒鉛粒子は、(001)結晶面が均一に平行に積み重なった結晶構造を有するものである。このような微細化薄片状黒鉛粒子を樹脂や金属からなるマトリックス基材中に分散させると、摺動部材の成形時や成膜時などに分散液が流動することによって、微細化薄片状黒鉛粒子の(001)結晶面が摺動部材の表面と平行になりやすく、得られる摺動部材の表面においても、この表面と平行な方向への(001)結晶面の配向性が高くなると推察される。そして、摺動部材の表面は摺動方向と平行であるため、微細化薄片状黒鉛粒子の(001)結晶面は摺動方向に対しても高い配向性を示すものとなると推察される。
【0014】
このような微細化薄片状黒鉛粒子を含有する摺動部材を摺動させると、摺動面の微細化薄片状黒鉛粒子が摩擦により層間剥離を起こし、剥離した板状黒鉛粒子が摩擦の相手材に付着して移着層を形成する。摺動面の微細化薄片状黒鉛粒子の(001)結晶面と前記移着層の(001)結晶面との間の相互作用力は、小さな分子間力のみが支配的であり、その剪断抵抗が極めて小さいため、摺動面の摩擦係数が低減されると推察される。
【0015】
また、前記摺動面には本発明にかかる微細化薄片状黒鉛粒子が均一に分散しているため、摺動面の広範囲から層間剥離した板状黒鉛粒子が相手材の表面に供給され、相手材の摩擦面全域に移着層が形成される。その結果、摺動面と相手材の摩擦面との剪断抵抗がさらに小さくなり、摺動面の摩擦係数がさらに低減されると推察される。
【0016】
さらに、本発明の摺動部材の摺動面においては、微細化薄片状黒鉛粒子部分からなる領域と耐摩耗性が比較的高いマトリックス基材部分からなる領域が存在するため、高荷重条件下で摺動させて高い面圧剪断力が加わった場合であっても、マトリックス基材部分からなる領域に荷重が分散し、微細化薄片状黒鉛粒子部分からなる領域への過大な荷重負荷を抑制することができ、優れた耐摩耗性が得られると推察される。
【0017】
これに対し、微細化されていない黒鉛粒子を前記マトリックス基材中に分散させた場合には、黒鉛粒子の(001)結晶面が摺動部材の表面に対してランダムに配向するため、摺動面における黒鉛粒子の層間剥離が起こりにくく、摩耗は起こりにくくなるものの、相手材に板状黒鉛粒子の移着層が形成されず、摺動面の摩擦係数を十分に低下させることが困難となると推察される。
【発明の効果】
【0018】
本発明によれば、摩擦係数が低く、耐摩耗性に優れた摺動部材を得ることができる。特に、潤滑油のない乾燥摩耗条件あるいは油膜が切れる境界摩擦条件においても、低い摩擦係数と優れた耐摩耗性を示す摺動部材を得ることが可能となる。
【図面の簡単な説明】
【0019】
【図1】実施例3で作製した成形体の表面の光学顕微鏡写真である。
【図2】実施例5で作製した成形体の表面の光学顕微鏡写真である。
【図3】比較例6で作製した成形体の表面の光学顕微鏡写真である。
【図4】リング・オン・プレート型摩擦摩耗試験装置を示す概略図である。
【図5】実施例1〜2および比較例1〜3で作製した成形体の摩擦係数を示すグラフである。
【図6】実施例3〜9および比較例4〜6で作製した成形体の摩擦係数を示すグラフである。
【図7】実施例3〜9および比較例4〜6で作製した成形体の摩耗深さを示すグラフである。
【発明を実施するための形態】
【0020】
以下、本発明をその好適な実施形態に即して詳細に説明する。
【0021】
先ず、本発明の摺動部材について説明する。本発明の摺動部材は、板状黒鉛粒子およびこの板状黒鉛粒子に吸着した特定の芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子と、樹脂または金属からなるマトリックス基材とを含有するものであり、この摺動部材において、前記微細化薄片状黒鉛粒子は前記マトリックス基材中に分散している。
【0022】
<微細化薄片状黒鉛粒子>
先ず、本発明にかかる微細化薄片状黒鉛粒子について説明する。本発明にかかる微細化薄片状黒鉛粒子は、板状黒鉛粒子と、この板状黒鉛粒子に吸着した芳香族ビニル共重合体とを備えるものである。
【0023】
前記板状黒鉛粒子としては特に制限はなく、例えば、グラファイト構造を有する公知の黒鉛(人造黒鉛、天然黒鉛(例えば、鱗片状黒鉛、塊状黒鉛、土状黒鉛))をグラファイト構造が破壊されないように粉砕することによって得られるものが挙げられる。このような板状黒鉛粒子は、(001)結晶面が、摺動部材の表面と平行な方向に高い配向性を示すものである。
【0024】
このような板状黒鉛粒子の厚さとしては特に制限はないが、0.3〜1000nmが好ましく、0.3〜100nmがより好ましく、0.3〜30nmが特に好ましい。また、板状黒鉛粒子の平面方向の大きさとしては特に制限はないが、例えば、長軸方向の長さ(長径)としては0.1〜500μmが好ましく、0.2〜100μmがより好ましく、短軸方向の長さ(短径)としては0.1〜100μmが好ましく、0.1〜50μmがより好ましい。板状黒鉛粒子の大きさおよび厚さが前記範囲にあると、摺動部材の表面と平行な方向に対する(001)結晶面の配向性がより高くなる傾向にある。
【0025】
また、本発明にかかる板状黒鉛粒子の表面には、水酸基、カルボキシル基、エポキシ基などの官能基が結合(好ましくは共有結合)していることが好ましい。前記官能基は本発明にかかる芳香族ビニル共重合体との親和性を有するものであり、芳香族ビニル共重合体の板状黒鉛粒子への吸着量および吸着力が増大し、微細化薄片状黒鉛粒子は、本発明にかかるマトリックス基材中や溶媒中への分散性が高くなる傾向にある。
【0026】
このような官能基は、板状黒鉛粒子の表面近傍(好ましくは、表面から深さ10nmまでの領域)の全炭素原子の50%以下(より好ましくは20%以下、特に好ましくは10%以下)の炭素原子に結合していることが好ましい。官能基が結合している炭素原子の割合が前記上限を超えると、板状黒鉛粒子は、親水性が増大するため、芳香族ビニル共重合体との親和性が低下する傾向にある。また、官能基が結合している炭素原子の割合の下限としては特に制限はないが、0.01%以上が好ましい。なお、水酸基などの前記官能基はX線光電子分光法(XPS)により定量することができ、粒子表面から深さ10nmまでの領域に存在する官能基の量を測定することができる。なお、板状黒鉛粒子の厚さが10nm以下の場合には、板状黒鉛粒子の全領域に存在する官能基の量が測定される。
【0027】
本発明にかかる芳香族ビニル共重合体は、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位と他のモノマー単位とを含有するものである。また、本発明においては、このような芳香族ビニル共重合体にさらに他のビニルモノマーを共重合させた共重合体を本発明にかかる芳香族ビニル共重合体として使用することもできる。
【0028】
このような芳香族ビニル共重合体において、前記ビニル芳香族モノマー単位は、黒鉛粒子に対する吸着性を示し、他のモノマー単位は、本発明にかかるマトリックス基材や溶媒および黒鉛粒子表面近傍の官能基との親和性を示す。したがって、このような芳香族ビニル共重合体は、板状黒鉛粒子に吸着して板状黒鉛粒子同士の凝集力を低下させるとともに板状黒鉛粒子に本発明にかかるマトリックス基材や溶媒との親和性を付与し、板状黒鉛粒子を本発明にかかるマトリックス基材中や溶媒中に高度に分散させることが可能となる。
【0029】
また、上述したように、ビニル芳香族モノマー単位は黒鉛粒子に吸着しやすいため、ビニル芳香族モノマー単位の含有率が高い共重合体ほど、板状黒鉛粒子への吸着量が増大し、微細化薄片状黒鉛粒子は本発明にかかるマトリックス基材中や溶媒中への分散性が高くなる傾向にある。ビニル芳香族モノマー単位の含有量としては、芳香族ビニル共重合体全体に対して10〜98質量%が好ましく、30〜98質量%がより好ましく、50〜95質量%が特に好ましい。ビニル芳香族モノマー単位の含有量が前記下限未満になると、芳香族ビニル共重合体の板状黒鉛粒子への吸着量が低下し、微細化薄片状黒鉛粒子の分散性が低下する傾向にある。ビニル芳香族モノマー単位の含有量が前記上限を超えると、板状黒鉛粒子に本発明にかかるマトリックス基材や溶媒との親和性が付与されず、微細化薄片状黒鉛粒子の分散性が低下する傾向にある。
【0030】
前記式(1)中のXで表される基が有していてもよい置換基としては、アルコキシ基(例えば、メトキシ基)、カルボニル基、アミド基、イミド基、カルボキシル基、カルボン酸エステル基、リン酸エステル基などが挙げられ、中でも、微細化薄片状黒鉛粒子の分散性が向上するという観点から、メトキシ基などのアルコキシ基が好ましく、メトキシ基がより好ましい。
【0031】
このようなビニル芳香族モノマー単位としては、例えば、スチレンモノマー単位、ビニルナフタレンモノマー単位、ビニルアントラセンモノマー単位、ビニルピレンモノマー単位、ビニルアニソールモノマー単位、ビニル安息香酸エステルモノマー単位、アセチルスチレンモノマー単位などが挙げられ、中でも、微細化薄片状黒鉛粒子の分散性が向上するという観点から、スチレンモノマー単位、ビニルナフタレンモノマー単位、ビニルアニソールモノマー単位が好ましい。
【0032】
本発明にかかる芳香族ビニル共重合体を構成する他のモノマー単位としては特に制限はないが、(メタ)アクリル酸、(メタ)アクリレート類、(メタ)アクリルアミド類、ビニルイミダゾール類、ビニルピリジン類、無水マレイン酸およびマレイミド類からなる群から選択される少なくとも1種のモノマーから誘導されるモノマー単位がより好ましい。このような他のモノマー単位を含む芳香族ビニル共重合体を用いることによって、微細化薄片状黒鉛粒子は本発明にかかるマトリックス基材や溶媒との親和性が向上し、本発明にかかるマトリックス基材中や溶媒中に高度に分散させることが可能となる。
【0033】
前記(メタ)アクリレート類としては、アルキル(メタ)アクリレート、置換アルキル(メタ)アクリレート(例えば、ヒドロキシアルキル(メタ)アクリレート、アミノアルキル(メタ)アクリレート)などが挙げられる。前記(メタ)アクリルアミド類としては、(メタ)アクリルアミド、N−アルキル(メタ)アクリルアミド、N,N−ジアルキル(メタ)アクリルアミドなどが挙げられる。
【0034】
前記ビニルイミダゾール類としては、1−ビニルイミダゾールなどが挙げられる。前記ビニルピリジン類としては、2−ビニルピリジン、4−ビニルピリジンなどが挙げられる。前記マレイミド類としては、マレイミド、アルキルマレイミド、アリールマレイミドなどが挙げられる。
【0035】
このような他のモノマーのうち、微細化薄片状黒鉛粒子の分散性が向上するという観点から、アルキル(メタ)アクリレート、ヒドロキシアルキル(メタ)アクリレート、アミノアルキル(メタ)アクリレート、N,N−ジアルキル(メタ)アクリルアミド、2−ビニルピリジン、4−ビニルピリジン、アリールマレイミドが好ましく、ヒドロキシアルキル(メタ)アクリレート、N,N−ジアルキル(メタ)アクリルアミド、2−ビニルピリジン、アリールマレイミドがより好ましく、フェニルマレイミドが特に好ましい。
【0036】
本発明にかかる微細化薄片状黒鉛粒子において、前記芳香族ビニル共重合体の数平均分子量としては特に制限はないが、1千〜100万が好ましく、5千〜10万がより好ましい。芳香族ビニル共重合体の数平均分子量が前記下限未満になると、黒鉛粒子に対する吸着能が低下する傾向にあり、他方、前記上限を超えると、溶媒への溶解性が低下したり、粘度が著しく上昇して取り扱いが困難になる傾向にある。なお、芳香族ビニル共重合体の数平均分子量は、ゲルパーミエーションクロマトグラフィ(カラム:Shodex GPC K−805LおよびShodex GPC K−800RL(ともに、昭和電工(株)製)、溶離液:クロロホルム)により測定し、標準ポリスチレンで換算した値である。
【0037】
また、本発明にかかる微細化薄片状黒鉛粒子においては、前記芳香族ビニル共重合体としてランダム共重合体を用いても、ブロック共重合体を用いてもよいが、微細化薄片状黒鉛粒子の分散性が向上するという観点から、ブロック共重合体を用いることが好ましい。
【0038】
本発明にかかる微細化薄片状黒鉛粒子において、前記芳香族ビニル共重合体の含有量としては、前記板状黒鉛粒子100質量部に対して10−7〜10−1質量部が好ましく、10−5〜10−2質量部がより好ましい。芳香族ビニル共重合体の含有量が前記下限未満になると、板状黒鉛粒子への芳香族ビニル共重合体の吸着が不十分なため、微細化薄片状黒鉛粒子の分散性が低下する傾向にあり、他方、前記上限を超えると、板状黒鉛粒子に直接吸着していない芳香族ビニル共重合体が存在する傾向にある。
【0039】
本発明にかかる微細化薄片状黒鉛粒子は、上述したように、本発明にかかるマトリックス基材や溶媒との親和性が高く、本発明の摺動部材においては、前記マトリックス基材中に高度に分散するものであるが、さらに、溶媒への分散性に優れており、例えば、後述するように、本発明にかかるマトリックス基材と微細化薄片状黒鉛粒子とを溶媒中で混合して本発明の摺動部材を製造する場合においては、溶媒中に微細化薄片状黒鉛粒子を容易に高度に分散させることが可能であり、前記マトリックス基材中に微細化薄片状黒鉛粒子が均一に分散した本発明の摺動部材を容易に得ることができる。
【0040】
次に、本発明にかかる微細化薄片状黒鉛粒子の製造方法について説明する。本発明にかかる微細化薄片状黒鉛粒子は、原料の黒鉛粒子、前記式(1)で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体、過酸化水素化物、および溶媒を混合し、得られた混合物に粉砕処理を施した後、溶媒を除去することによって製造することができる。
【0041】
本発明にかかる微細化薄片状黒鉛粒子を製造する際に原料として用いられる黒鉛粒子(以下、「原料黒鉛粒子」という)としては、グラファイト構造を有する公知の黒鉛(人造黒鉛、天然黒鉛(例えば、鱗片状黒鉛、塊状黒鉛、土状黒鉛))が挙げられ、中でも、粉砕することによって前記範囲の厚さを有する板状黒鉛粒子となるものが好ましい。このような原料黒鉛粒子としては、前記板状黒鉛粒子(一次粒子)が凝集したもの(二次粒子)が挙げられる。また、このような原料黒鉛粒子の粒子径としては特に制限はないが、0.01〜5mmが好ましく、0.1〜1mmがより好ましい。
【0042】
また、原料黒鉛粒子を構成する板状黒鉛粒子の表面には、水酸基、カルボキシル基、エポキシ基などの官能基が結合(好ましくは共有結合)していることが好ましい。前記官能基は前記芳香族ビニル共重合体との親和性を有するものであり、芳香族ビニル共重合体の板状黒鉛粒子への吸着量および吸着力が増大し、得られる微細化薄片状黒鉛粒子は本発明にかかるマトリックス基材中や溶媒中への分散性が高くなる傾向にある。
【0043】
このような官能基は、板状黒鉛粒子の表面近傍(好ましくは、表面から深さ10nmまでの領域)の全炭素原子の50%以下(より好ましくは20%以下、特に好ましくは10%以下)の炭素原子に結合していることが好ましい。官能基が結合している炭素原子の割合が前記上限を超えると、板状黒鉛粒子は、親水性が増大するため、芳香族ビニル共重合体との親和性が低下する傾向にある。また、官能基が結合している炭素原子の割合の下限としては特に制限はないが、0.01%以上が好ましい。
【0044】
前記微細化薄片状黒鉛粒子の製造に用いられる過酸化水素化物としては、カルボニル基を有する化合物(例えば、ウレア、カルボン酸(安息香酸、サリチル酸など)、ケトン(アセトン、メチルエチルケトンなど)、カルボン酸エステル(安息香酸メチル、サリチル酸エチルなど))と過酸化水素との錯体;四級アンモニウム塩、フッ化カリウム、炭酸ルビジウム、リン酸、尿酸などの化合物に過酸化水素が配位したものなどが挙げられる。このような過酸化水素化物は、本発明にかかる微細化薄片状黒鉛粒子を製造する際に酸化剤として作用し、原料黒鉛粒子のグラファイト構造を破壊せずに、炭素層間の剥離を容易にするものである。すなわち、過酸化水素化物が炭素層間に侵入して層表面を酸化しながら劈開を進行させ、同時に芳香族ビニル共重合体が劈開した炭素層間に侵入して劈開面を安定化させ、層間剥離が促進される。その結果、板状黒鉛粒子の表面に前記芳香族ビニル共重合体が吸着して、微細化薄片状黒鉛粒子を本発明にかかるマトリックス基材中や溶媒中に高度に分散させることが可能となる。
【0045】
前記微細化薄片状黒鉛粒子の製造に用いられる溶媒としては特に制限はないが、ジメチルホルムアミド(DMF)、クロロホルム、ジクロロメタン、クロロベンゼン、ジクロロベンゼン、N−メチルピロリドン(NMP)、トルエン、ジオキサン、プロパノール、γ−ピコリン、アセトニトリル、ジメチルスルホキシド(DMSO)、ジメチルアセトアミド(DMAC)が好ましく、ジメチルホルムアミド(DMF)、クロロホルム、ジクロロメタン、クロロベンゼン、ジクロロベンゼン、N−メチルピロリドン(NMP)、トルエンがより好ましい。
【0046】
本発明にかかる微細化薄片状黒鉛粒子を製造する場合には、先ず、前記原料黒鉛粒子と前記芳香族ビニル共重合体と前記過酸化水素化物と前記溶媒とを混合する。前記原料黒鉛粒子の混合量としては、溶媒1L当たり0.1〜500g/Lが好ましく、10〜200g/Lがより好ましい。原料黒鉛粒子の混合量が前記下限未満になると、溶媒の消費量が増大し、経済的に不利となる傾向にあり、他方、前記上限を超えると液の粘度が上昇して取り扱いが困難となる傾向にある。
【0047】
また、前記芳香族ビニル共重合体の混合量としては、前記原料黒鉛粒子100質量部に対して0.1〜1000質量部が好ましく、0.1〜200質量部がより好ましい。芳香族ビニル共重合体の混合量が前記下限未満になると、得られる微細化薄片状黒鉛粒子の分散性が低下する傾向にあり、他方、前記上限を超えると、芳香族ビニル共重合体が溶媒に溶解しなくなるとともに、液の粘度が上昇して取り扱いが困難となる傾向にある。
【0048】
また、前記過酸化水素化物の混合量としては、前記原料黒鉛粒子100質量部に対して0.1〜500質量部が好ましく、1〜100質量部がより好ましい。前記過酸化水素化物の混合量が前記下限未満になると、得られる微細化薄片状黒鉛粒子の分散性が低下する傾向にあり、他方、前記上限を超えると、原料黒鉛粒子が過剰に酸化され、得られる微細化薄片状黒鉛粒子の導電性が低下する傾向にある。
【0049】
次に、得られた混合物に粉砕処理を施して層間剥離により原料黒鉛粒子を板状黒鉛粒子に粉砕する。これにより生成した板状黒鉛粒子の表面に前記芳香族ビニル共重合体が吸着して、本発明にかかるマトリックス基材中や溶媒中での分散安定性に優れた微細化薄片状黒鉛粒子を得ることができる。
【0050】
本発明にかかる粉砕処理としては、超音波処理(発振周波数としては15〜400kHzが好ましく、出力としては500W以下が好ましい。)、ボールミルによる処理、湿式粉砕、爆砕、機械式粉砕などが挙げられる。これにより、原料黒鉛粒子のグラファイト構造を破壊させずに原料黒鉛粒子を粉砕して板状黒鉛粒子を得ることが可能となる。また、粉砕処理時の温度としては特に制限はなく、例えば、−20〜100℃が挙げられる。また、粉砕処理時間についても特に制限はなく、例えば、0.01〜50時間が挙げられる。
【0051】
このようにして得られる微細化薄片状黒鉛粒子は溶媒に分散した状態であり、前記溶媒をろ過や遠心分離などにより除去することによって微細化薄片状黒鉛粒子を回収することができる。
【0052】
<マトリックス基材>
次に、本発明にかかるマトリックス基材について説明する。本発明にかかるマトリックス基材は、耐摩耗性に優れた樹脂または金属からなり、具体的には、本発明にかかる微細化薄片状黒鉛粒子に比べて高い耐摩耗性を有する樹脂または金属である。
【0053】
前記樹脂としては、前記微細化薄片状黒鉛粒子に比べて高い耐摩耗性を有する樹脂であれば特に制限はないが、例えば、ポリスチレン樹脂、ポリプロピレン樹脂およびアクリル樹脂などの熱可塑性の汎用プラスチック、ポリフェニレンエーテル樹脂、ポリアミド樹脂、ポリアセタール樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂および超高分子量ポリエチレン樹脂などの熱可塑性のエンジニアリングプラスチック、ポリアミドイミド樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルエーテルケトン樹脂、液晶ポリマー樹脂、ポリテトラフロロエチレン樹脂、ポリエーテルイミド樹脂、ポリアリレート樹脂、ポリサルホン樹脂、ポリイミド樹脂およびポリエーテルイミド樹脂などの熱可塑性のスーパーエンジニアリングプラスチック、エポキシ樹脂、フェノール樹脂、ビスマレイミド樹脂、メラミン樹脂、ポリウレタン樹脂および不飽和ポリエステル樹脂などの熱硬化性樹脂などが挙げられる。これらの樹脂は1種を単独で使用しても2種以上を併用してもよい。また、このような樹脂のうち、耐摩耗性、耐熱性および大量生産性に優れているという観点から、ポリフェニレンエーテル樹脂、ポリアミド樹脂、ポリアセタール樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂および超高分子量ポリエチレン樹脂などの熱可塑性のエンジニアリングプラスチック、ポリアミドイミド樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルエーテルケトン樹脂、液晶ポリマー樹脂、ポリテトラフロロエチレン樹脂、ポリエーテルイミド樹脂、ポリアリレート樹脂、ポリサルホン樹脂、ポリイミド樹脂およびポリエーテルイミド樹脂などの熱可塑性のスーパーエンジニアリングプラスチックが好ましい。
【0054】
また、前記金属としては、前記微細化薄片状黒鉛粒子に比べて高い耐摩耗性を有する金属であれば特に制限はなく、前記微細化薄片状黒鉛粒子を均一に分散させるために600℃以下の溶融、電気処理または化成処理などにより液体状態を得て部材に被覆できるものであればよい。このような金属としては、例えば、スズ、亜鉛、インジウム、ビスマスなどの低融点金属、あるいは鉄、クロム、ニッケル、コバルト、ロジウム、銅および黄銅などの金属担体、ならびにニッケル−クロム、ニッケル−リン、ニッケル−タングステン、ニッケル−コバルト、ニッケル−ホウ素、コバルト−タングステン、鉄−ニッケル、鉄−リン、鉄−タングステン、銅−ニッケル、スズ−ニッケル、スズ−銀、スズ−インジウム、スズ−銅、スズ−亜鉛、スズ−コバルト、スズ−ビスマス、銀−鉄、亜鉛−鉄および亜鉛−ニッケルなどの合金といった電気処理または化成処理により部材に被覆できるものが挙げられる。このような金属のうち、耐摩耗性に優れているという観点から、ビッカース硬さ(HV)が300以上となるものが好ましく、クロム、ニッケル−クロム、ニッケル−リン、ニッケル−タングステン、ニッケル−コバルト、ニッケル−ホウ素、コバルト−タングステン、鉄−ニッケル、鉄−タングステンなどの合金が好ましい。
【0055】
<摺動部材>
本発明の摺動部材は、前記マトリックス基材と、このマトリックス基材に分散した前記微細化薄片状黒鉛粒子とを含有するものである。このように、マトリックス基材中に前記微細化薄片状黒鉛粒子を分散させることによって、摩擦係数が低く、耐摩耗性に優れた摺動部材を得ることができる。
【0056】
このような摺動部材において、前記微細化薄片状黒鉛粒子の含有量としては、摺動部材全体に対して10〜90質量%が好ましく、20〜70質量%がより好ましく、25〜60質量%が特に好ましい。微細化薄片状黒鉛粒子の含有量が前記下限未満になると、摺動面の摩擦係数が十分に低下せず、耐摩耗性が向上しにくい傾向にあり、他方、前記上限を超えると、摩擦係数は低下するものの、耐摩耗性が低下する傾向にある。
【0057】
<摺動部材の製造方法>
本発明の摺動部材は、例えば、前記微細化薄片状黒鉛粒子および溶融状態の前記マトリックス基材を含有する溶融分散物を調製した後、この溶融分散物を所定の形状に成形して固化させることにより製造することができる(第一の製造方法)。この第一の製造方法において、前記溶融分散物を調製する方法としては、前記微細化薄片状黒鉛粒子、前記マトリックス基材および溶媒を混合して前記微細化薄片状黒鉛粒子が分散した溶媒分散液を調製し、次いで、この溶媒分散液から前記溶媒を除去した後、前記マトリックス基材を溶融させる方法が好ましい。前記マトリックス基材の溶融温度は、黒鉛が酸素の存在下で燃焼する温度(600℃)以下である必要があり、その範囲内でマトリックス基材の種類などに応じて適宜設定することができる。
【0058】
また、本発明の摺動部材は、前記微細化薄片状黒鉛粒子、前記マトリックス基材および溶媒を混合して前記微細化薄片状黒鉛粒子が分散した溶媒分散液を調製し、この溶媒分散液から溶媒を除去することにより製造することも可能である(第二の製造方法)。この第二の製造方法においては、前記溶媒分散液から溶媒を除去して前記マトリックス基材中に前記微細化薄片状黒鉛粒子が分散した複合物を調製した後、この複合物を所定の形状に成形してもよいし、あるいは、前記溶媒分散液を基板上に塗工して塗膜を形成した後、この塗膜を乾燥させたり加熱硬化させたりすることによって溶媒を除去してもよい。また、前記複合物は、必要に応じて機械的に粉砕した後、成形に供してもよい。
【0059】
これらの方法における摺動部材の成形方法としては特に制限はなく、例えば、プレス成形、射出成形、トランスファー成形などが挙げられ、塗工方法についても特に制限はなく、例えば、塗布、噴霧などが挙げられる。また、成形条件や塗工条件についても特に制限はなく、マトリックス基材の種類などに応じて適宜設定することができる。
【0060】
また、本発明の摺動部材の製造方法においては、前記マトリックス基材の代わりに、前記樹脂の原料モノマーやオリゴマー、前記金属の塩といったマトリックス基材の前駆体、融点が600℃以下の金属を使用することもできる。すなわち、前記マトリックス基材の前駆体として前記原料モノマーや前記オリゴマーを使用する場合、前記第一の製造方法においては、例えば、前記微細化薄片状黒鉛粒子と溶融状態の前記原料モノマーや前記オリゴマーを含有する溶融分散物を調製し、この溶融分散物中の前記原料モノマーや前記オリゴマーを加熱などにより反応・硬化させることによって、本発明の摺動部材を形成することができる。また、前記第二の製造方法においては、前記微細化薄片状黒鉛粒子と前記原料モノマーや前記オリゴマーと溶媒とを含有する溶媒分散物を調製し、加熱などにより、この溶媒分散物中の溶媒を除去しながら前記原料モノマーや前記オリゴマーを反応・硬化させることによって、本発明の摺動部材を形成することができる。一方、前記マトリックス基材の前駆体として前記金属の塩を使用する場合には、例えば、前記第二の製造方法において、前記微細化薄片状黒鉛粒子と前記金属の塩と溶媒を含有する溶媒分散物を調製し、この溶媒分散物を用いて基材表面にメッキ処理を施すことによって、前記基材表面に本発明の摺動部材を形成することができる。
【0061】
前記溶媒分散物の調製に用いられる溶媒としては、微細化薄片状黒鉛粒子を均一に分散できるものであれば特に制限はないが、例えば、微細化薄片状黒鉛粒子の製造に用いられる溶媒として例示したものが挙げられる。前記溶媒分散物中の微細化薄片状黒鉛粒子の濃度としては、溶媒1L当たり0.1〜200g/Lが好ましく、1〜100g/Lがより好ましい。微細化薄片状黒鉛粒子の濃度が前記下限未満になると、溶媒の消費量が増大し、経済的に不利となる傾向にあり、他方、前記上限を超えると、微細化薄片状黒鉛粒子同士の接触により溶媒分散物の粘度が上昇し、流動性が低下する傾向にある。また、前記溶媒分散物中のマトリックス基材またはその前駆体の濃度としては、溶媒1L当たり0.1〜200g/Lが好ましく、1〜100g/Lがより好ましい。マトリックス基材の濃度が前記下限未満になると、溶媒の消費量が増大し、経済的に不利となる傾向にあり、他方、前記上限を超えると、溶媒分散物の粘度が上昇し、流動性が低下する傾向にある。
【0062】
本発明の摺動部材の製造方法において、前記溶融分散物や前記複合物を成形したり、前記溶媒分散物を塗工したりする際に、溶融分散物や複合物、溶媒分散物が流動することによって、微細化薄片状黒鉛粒子の(001)結晶面が、摺動部材の表面(摺動面)と平行な方向に配向され、本発明の摺動部材は、低い摩擦係数と優れた耐摩耗性を有するものとなる。
【実施例】
【0063】
以下、実施例および比較例に基づいて本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0064】
(調製例1)
スチレン(ST)0.67g、N,N−ジメチルメタクリルアミド(DMMAA)1.23g、アゾビスイソブチロニトリル10mgおよびトルエン5mlを混合し、窒素雰囲気下、60℃で6時間重合反応を行なった。放冷後、クロロホルム−エーテルを用いて再沈殿により精製し、1.0gのST−DMMAA(35:65)ランダム共重合体(Mn=78000)を得た。
【0065】
黒鉛粒子(日本黒鉛工業(株)製「EXP−P」、粒子径100〜600μm)20mg、ウレア−過酸化水素包接錯体80mg、前記ST−DMMAA(35:65)ランダム共重合体20mgおよびN,N−ジメチルホルムアミド(DMF)2mlを混合し、室温で5時間超音波処理(出力:250W)を施して黒鉛粒子分散液を得た。この黒鉛粒子分散液を24時間静置した後、目視により観察したところ、黒鉛粒子は沈降せず、得られた分散液は分散安定性に優れたものであった。
【0066】
得られた黒鉛粒子分散液をろ過し、ろ滓を回収して減圧乾燥させ、その後、乳鉢を用いて粉砕し、微細化薄片状黒鉛粒子(A)を得た。この微細化薄片状黒鉛粒子(A)を走査型電子顕微鏡(SEM)により観察したところ、長さが約5〜50μm、幅が約5〜30μm、厚さが10〜300nmの薄板状に微細化されたものであることが確認された。
【0067】
(調製例2)
黒鉛粒子(日本黒鉛工業(株)製「EXP−60M」、粒子径約300μm)12.5g、ウレア−過酸化水素包接錯体12.5g、調製例1と同様にして調製したST−DMMAA(35:65)ランダム共重合体1.25g、DMF500mlを混合し、湿式微粒化装置((株)スギノマシン製「スターバーストラボ」)を用いて、室温、シリンダー圧力200MPaの条件で10回湿式粉砕処理を行い、黒鉛粒子分散液を得た。この黒鉛粒子分散液を24時間静置した後、目視により観察したところ、黒鉛粒子は沈降せず、得られた分散液は分散安定性に優れたものであった。
【0068】
得られた黒鉛粒子分散液から、調製例1と同様にして微細化薄片状黒鉛粒子(B)を得た。
【0069】
(実施例1)
ポリスチレン(PS、アルドリッチ社製、数平均分子量1×105)2250mgが溶解したクロロホルム溶液30mlに、調製例1で得られた微細化薄片状黒鉛粒子(A)750mgを添加し、撹拌により微細化薄片状黒鉛粒子(A)を分散させた。得られた分散液からクロロホルムを除去し、真空乾燥を施した後、150℃で3分間溶融混練を行なった。得られた溶融分散物を120℃で30分間以上加圧成形して、PS樹脂中に微細化薄片状黒鉛粒子(A)が25質量%分散した成形体(直径31.5mm、厚さ0.3mm。以下、「FG(A)(25)/PS樹脂成形体」と略す。)を作製した。
【0070】
(比較例1)
ポリスチレン(PS、アルドリッチ社製、数平均分子量1×105)3000mgをクロロホルム10mlに添加し、撹拌によりポリスチレンを溶解させた。前記分散液の代わりに、この溶液を用いた以外は実施例1と同様にしてPS樹脂成形体(直径31.5mm、厚さ0.3mm)を作製した。
【0071】
(実施例2)
前記ポリスチレン(PS)2250mgの代わりに、前記ポリスチレン(PS)1125mgとポリ(2,6−ジメチル−1,4−フェニレンオキシド)(PPE、アルドリッチ社製、数平均分子量1×105)1125mgとを用い、加圧成形温度を160℃に変更した以外は実施例1と同様にして、PSとPPEとを含有する樹脂組成物中に微細化薄片状黒鉛粒子(A)が25質量%分散した成形体(直径31.5mm、厚さ0.3mm。以下、「FG(A)(25)/(PS+PPE)樹脂成形体」と略す。)を作製した。
【0072】
(比較例2)
ポリスチレン(PS、アルドリッチ社製、数平均分子量1×105)1500mgとポリ(2,6−ジメチル−1,4−フェニレンオキシド)(PPE、アルドリッチ社製、数平均分子量1×105)1500mgとをクロロホルム30mlに添加し、撹拌によりこれらを溶解させた。前記分散液の代わりに、この溶液を用いた以外は実施例2と同様にして、PSとPPEとを含有する樹脂成形体(直径31.5mm、厚さ0.3mm。以下、「(PS+PPE)樹脂成形体」と略す。)を作製した。
【0073】
(比較例3)
微細化薄片状黒鉛粒子(A)の代わりに黒鉛粒子(日本黒鉛工業(株)製「EXP−P」、粒子径100〜600μm)750mgを用いた以外は実施例2と同様にして、PSとPPEとを含有する樹脂組成物中に黒鉛粒子(EXP−P)が25質量%分散した成形体(直径31.5mm、厚さ0.3mm。以下、「Gr(P)(25)/(PS+PPE)樹脂成形体」と略す。)を作製した。
【0074】
(実施例3)
標準タイプのポリアミドイミド(PAI(S)、日立化成工業(株)製「HPC−5011−29」)2250mgが溶解したN−メチル−2−ピロリドン(NMP)溶液30mlに、調製例1で得られた微細化薄片状黒鉛粒子(A)750mgを添加し、撹拌により微細化薄片状黒鉛粒子(A)を分散させた。得られた溶媒分散液をクロロホルムまたはメタノールに投入して前記微細化薄片状黒鉛粒子(A)とPAI(S)樹脂との複合物を再沈殿させた後、ろ過し、ろ滓を室温で真空乾燥させた。得られた複合物を粉砕機で粉砕して、PAI(S)樹脂中に微細化薄片状黒鉛粒子(A)が分散した粉末状の成形材料を得た。この粉末状の成形材料をプレス金型に装入し、280℃で30分間以上加圧成形して、PAI(S)樹脂中に微細化薄片状黒鉛粒子(A)が25質量%分散した成形体(直径31.5mm、厚さ0.3mm。以下、「FG(A)(25)/PAI(S)樹脂成形体」と略す。)を作製した。
【0075】
(実施例4)
標準タイプのポリアミドイミド(PAI(S))の量を1800mg、微細化薄片状黒鉛粒子(A)の量を1200mgに変更した以外は実施例3と同様にして、PAI(S)樹脂中に微細化薄片状黒鉛粒子(A)が40質量%分散した成形体(直径31.5mm、厚さ0.3mm、「FG(A)(40)/PAI(S)樹脂成形体」と略す。)を作製した。
【0076】
(実施例5)
微細化薄片状黒鉛粒子(A)の代わりに調製例2で得られた微細化薄片状黒鉛粒子(B)750mgを用いた以外は実施例3と同様にして、PAI(S)樹脂中に微細化薄片状黒鉛粒子(B)が25質量%分散した成形体(直径31.5mm、厚さ0.3mm、「FG(B)(25)/PAI(S)樹脂成形体」と略す。)を作製した。
【0077】
(実施例6)
標準タイプのポリアミドイミド(PAI(S))の量を1800mg、微細化薄片状黒鉛粒子(B)の量を1200mgに変更した以外は実施例5と同様にして、PAI(S)樹脂中に微細化薄片状黒鉛粒子(B)が40質量%分散した成形体(直径31.5mm、厚さ0.3mm、「FG(B)(40)/PAI(S)樹脂成形体」と略す。)を作製した。
【0078】
(実施例7)
標準タイプのポリアミドイミド(PAI(S))の代わりに高強度・高耐熱タイプのポリアミドイミド(PAI(H)、日立化成工業(株)製「HPC−9000−21」)1800mgを用いた以外は実施例4と同様にして、PAI(H)樹脂中に微細化薄片状黒鉛粒子(A)が40質量%分散した成形体(直径31.5mm、厚さ0.3mm、「FG(A)(40)/PAI(H)樹脂成形体」と略す。)を作製した。
【0079】
(実施例8)
高強度・高耐熱タイプのポリアミドイミド(PAI(H))の量を1200mg、微細化薄片状黒鉛粒子(B)の量を1800mgに変更した以外は実施例7と同様にして、PAI(H)樹脂中に微細化薄片状黒鉛粒子(A)が60質量%分散した成形体(直径31.5mm、厚さ0.3mm、「FG(A)(60)/PAI(H)樹脂成形体」と略す。)を作製した。
【0080】
(実施例9)
高強度・高耐熱タイプのポリアミドイミド(PAI(H))の量を600mg、微細化薄片状黒鉛粒子(B)の量を2400mgに変更した以外は実施例7と同様にして、PAI(H)樹脂中に微細化薄片状黒鉛粒子(B)が80質量%分散した成形体(直径31.5mm、厚さ0.3mm、「FG(A)(80)/PAI(H)樹脂成形体」と略す。)を作製した。
【0081】
(比較例4)
標準タイプのポリアミドイミド(PAI(S)、日立化成工業(株)製「HPC−5011−29」)3000mgをNMP30mlに添加し、撹拌によりポリアミドイミドを溶解させた。得られた溶液をクロロホルムまたはメタノールに投入してPAI(S)樹脂を再沈殿させた後、ろ過し、ろ滓を室温で真空乾燥させた。得られたPAI(S)樹脂を粉砕機で粉砕して、粉末状のPAI(S)樹脂成形材料を得た。この樹脂成形材料を用いた以外は実施例3と同様にして、PAI(S)樹脂成形体(直径31.5mm、厚さ0.3mm)を作製した。
【0082】
(比較例5)
標準タイプのポリアミドイミド(PAI(S))の代わりに高強度・高耐熱タイプのポリアミドイミド(PAI(H)、日立化成工業(株)製「HPC−9000−21」)3000mgを用いた以外は比較例4と同様にして、PAI(H)樹脂成形体(直径31.5mm、厚さ0.3mm)を作製した。
【0083】
(比較例6)
微細化薄片状黒鉛粒子(A)の代わりに黒鉛粒子(日本黒鉛工業(株)製「EXP−60M」、粒子径約300μm)750mgを用いた以外は実施例3と同様にして、PAI(S)樹脂中に黒鉛粒子(EXP−60M)が25質量%分散した成形体(直径31.5mm、厚さ0.3mm、「Gr(60M)(25)/PAI(S)樹脂成形体」と略す。)を作製した。
【0084】
<光学顕微鏡観察>
実施例3、実施例5および比較例6で作製した成形体の表面を光学顕微鏡により観察した。図1〜3には、それぞれ実施例3、実施例5および比較例6で作製した成形体の表面の光学顕微鏡写真を示す。なお、白色部分が黒鉛粒子であり、灰色部分がPAI(S)樹脂である。図1に示した結果から明らかなように、実施例3で作製した成形体においては、微細化薄片状黒鉛粒子(A)はPAI(S)樹脂中に分散しており、その大きさはサブμm〜20μmの範囲にあることが確認された。また、図2に示した結果から明らかなように、実施例5で作製した成形体においては、微細化薄片状黒鉛粒子(B)は、微細化薄片状黒鉛粒子(A)に比べて、PAI(S)樹脂中により均一に分散しており、その大きさは数μm以下とより微細なものであることが確認された。
【0085】
一方、図3に示した結果から明らかなように、比較例6で作製した成形体においては、微細化していない黒鉛粒子(EXP−60M)が100μm以上の大きさの二次粒子の状態でPAI(S)樹脂中に存在していることがわかった。
【0086】
<摩擦摩耗試験>
実施例および比較例で作製した成形体を、SUS440C鋼材(ビッカース硬さ(HV)700±50)上にエポキシ樹脂接着剤を用いて接着し、プレート試験片を作製した。このプレート試験片について、図4に示すリング・オン・プレート型摩擦摩耗試験装置を用い、下記試験条件で、潤滑油を使用しない乾燥摩耗条件における摩擦摩耗試験を行なった。
【0087】
(試験条件)
・相手材:焼き入れと焼き戻しを繰り返してビッカース硬さ(HV)を740に調整したSUJ−2の円筒試験片(外径φ25.6mm、内径φ20.0mm、表面粗さRzjis(JIS B 601−2001)=0.3μm、摩擦面の見掛けの接触面積=200mm2)。
・すべり速度:0.1m/s(実施例1〜2および比較例1〜3)、0.3m/s(実施例3〜9および比較例4〜6)。
・試験面圧:1MPaとなるように20kgfの荷重を負荷(実施例1〜2および比較例1〜3)、5MPaとなるように100kgfの荷重を負荷(実施例3〜9および比較例4〜6)。
・試験時間:3分間(総摺動距離:18m、実施例1〜2および比較例1〜3)、180分間(総摺動距離:3240m、実施例3〜9および比較例4〜6)。
・試験温度:室温(20〜28℃)。
【0088】
各成形体について、試験終了直前30秒間の摩擦係数(μ)の平均値を求めた。また、実施例3〜9および比較例4〜6で作製した成形体については、触針式粗さ計を用いて摩擦摩耗試験後の摺動部と非摺動部の高低差を測定し、これを摩耗深さとした。これらの結果を図5〜7に示す。
【0089】
図5に示した結果から明らかなように、PS樹脂成形体(比較例1)および(PS+PPE)樹脂成形体(比較例2)においては、摩擦摩耗試験直後から摩擦係数が0.40以上となり、著しく摩耗したため、試験を中止した。
【0090】
これに対して、本発明にかかる微細化薄片状黒鉛粒子を分散させたFG(A)(25)/PS成形体(実施例1)およびFG(A)(25)/(PS+PPE)成形体および(実施例2)においては、摩擦係数が0.20以下となり、本発明にかかる微細化薄片状黒鉛粒子を分散させることによって摩擦が低減されることが確認された。また、摩耗量も少なく、優れた耐摩耗性を示すものであることがわかった。
【0091】
一方、微細化されていない黒鉛粒子を分散させたGr(P)(25)/(PS+PPE)成形体(比較例3)においては、摩擦係数が0.27となり、黒鉛粒子の分散効果は認められるものの、本発明にかかる微細化薄片状黒鉛粒子に比べて、その効果は小さいものであった。
【0092】
また、図6〜7に示した結果から明らかなように、PAI樹脂成形体(比較例4〜5)においても、摩擦摩耗試験直後から摩擦係数が0.40以上となり、著しく摩耗したため、試験を中止した。また、摩耗量についても200μm以上となり、耐摩耗性は低いものであった。
【0093】
これに対して、本発明にかかる微細化薄片状黒鉛粒子を25〜80質量%分散させた成形体(実施例3〜9)はいずれも、摩擦係数が0.13以下となり、本発明にかかる微細化薄片状黒鉛粒子を分散させることによって摩擦が低減されることが確認された。また、摺動距離が長い試験であるにもかかわらず、試験後にSUS440C鋼材が露出することはなく、優れた耐摩耗性を示すものであることが確認された。特に、本発明にかかる微細化薄片状黒鉛粒子の含有量が25〜60質量%の場合(実施例3〜8)においては、摩擦深さが100μm以下であり、耐摩耗性はさらに高いものであることがわかった。
【0094】
一方、微細化されていない黒鉛粒子を分散させたGr(60M)(25)/PAI(S)成形体(比較例6)においては、本発明にかかる微細化薄片状黒鉛粒子を分散させた場合に比べて、摩耗深さは小さく、優れた耐摩耗性を示すものの、摩擦係数は0.17となり、微細化されていない黒鉛粒子を分散させても摩擦を十分に低減させることは困難であることがわかった。
【産業上の利用可能性】
【0095】
以上説明したように、本発明によれば、摩擦係数が低く、耐摩耗性に優れた摺動部材を得ることができる。
【0096】
したがって、本発明の摺動部材を、各種機械部品の摺動面に使用することによって、摩擦損失を低減したり、機械のスムーズな動作を維持することが可能となる。特に、エンジン、自動変速機、手動変速機、減速機などの自動車用駆動系ユニットにおいては、摩擦損失を長期にわたって低く維持することが可能となる。
【符号の説明】
【0097】
1:プレート試験片、1a:SUS440C鋼材、1b:成形体、1c:摺動部、1d:非摺動部、2:SUJ−2円筒試験片。
【特許請求の範囲】
【請求項1】
板状黒鉛粒子と、該板状黒鉛粒子に吸着した、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子、および
樹脂または金属からなるマトリックス基材を含有し、
前記微細化薄片状黒鉛粒子が前記マトリックス基材中に分散していることを特徴とする摺動部材。
【請求項2】
前記微細化薄片状黒鉛粒子の含有量が10〜90質量%であることを特徴とする請求項1に記載の摺動部材。
【請求項3】
前記マトリックス基材が、ポリスチレン、ポリフェニレンエーテルおよびポリアミドイミドからなる群から選択される少なくとも1種の樹脂からなるものであることを特徴とする請求項1または2に記載の摺動部材。
【請求項4】
前記芳香族ビニル共重合体が、前記ビニル芳香族モノマー単位と、(メタ)アクリル酸、(メタ)アクリレート類、(メタ)アクリルアミド類、ビニルピリジン類、無水マレイン酸およびマレイミド類からなる群から選択される少なくとも1種のモノマーから誘導される他のモノマー単位とを備えるものであることを特徴とする請求項1〜3のうちのいずれか一項に記載の摺動部材。
【請求項5】
板状黒鉛粒子と、該板状黒鉛粒子に吸着した、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子、および樹脂または金属からなる溶融状態のマトリックス基材またはその前駆体を含有する溶融分散物を調製する工程と、
前記溶融分散物を固化させる工程と、
を含むことを特徴とする摺動部材の製造方法。
【請求項6】
前記溶融分散物を調製する工程が、
前記微細化薄片状黒鉛粒子、前記マトリックス基材またはその前駆体、および溶媒を混合して前記微細化薄片状黒鉛粒子を分散した溶媒分散液を調製する工程と、
前記溶媒分散液から前記溶媒を除去した後、前記マトリックス基材またはその前駆体を溶融させて前記溶融分散物を調製する工程と、
を含むことを特徴とする請求項5に記載の摺動部材の製造方法。
【請求項7】
板状黒鉛粒子と、該板状黒鉛粒子に吸着した、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子、樹脂または金属からなるマトリックス基材またはその前駆体、および溶媒を混合し、前記微細化薄片状黒鉛粒子が分散した溶媒分散液を調製する工程と、
前記溶媒分散液から前記溶媒を除去する工程と、
を含むことを特徴とする摺動部材の製造方法。
【請求項1】
板状黒鉛粒子と、該板状黒鉛粒子に吸着した、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子、および
樹脂または金属からなるマトリックス基材を含有し、
前記微細化薄片状黒鉛粒子が前記マトリックス基材中に分散していることを特徴とする摺動部材。
【請求項2】
前記微細化薄片状黒鉛粒子の含有量が10〜90質量%であることを特徴とする請求項1に記載の摺動部材。
【請求項3】
前記マトリックス基材が、ポリスチレン、ポリフェニレンエーテルおよびポリアミドイミドからなる群から選択される少なくとも1種の樹脂からなるものであることを特徴とする請求項1または2に記載の摺動部材。
【請求項4】
前記芳香族ビニル共重合体が、前記ビニル芳香族モノマー単位と、(メタ)アクリル酸、(メタ)アクリレート類、(メタ)アクリルアミド類、ビニルピリジン類、無水マレイン酸およびマレイミド類からなる群から選択される少なくとも1種のモノマーから誘導される他のモノマー単位とを備えるものであることを特徴とする請求項1〜3のうちのいずれか一項に記載の摺動部材。
【請求項5】
板状黒鉛粒子と、該板状黒鉛粒子に吸着した、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子、および樹脂または金属からなる溶融状態のマトリックス基材またはその前駆体を含有する溶融分散物を調製する工程と、
前記溶融分散物を固化させる工程と、
を含むことを特徴とする摺動部材の製造方法。
【請求項6】
前記溶融分散物を調製する工程が、
前記微細化薄片状黒鉛粒子、前記マトリックス基材またはその前駆体、および溶媒を混合して前記微細化薄片状黒鉛粒子を分散した溶媒分散液を調製する工程と、
前記溶媒分散液から前記溶媒を除去した後、前記マトリックス基材またはその前駆体を溶融させて前記溶融分散物を調製する工程と、
を含むことを特徴とする請求項5に記載の摺動部材の製造方法。
【請求項7】
板状黒鉛粒子と、該板状黒鉛粒子に吸着した、下記式(1):
−(CH2−CHX)− (1)
(式(1)中、Xはフェニル基、ナフチル基、アントラセニル基またはピレニル基を表し、これらの基は置換基を有していてもよい。)
で表されるビニル芳香族モノマー単位を含有する芳香族ビニル共重合体とを備える微細化薄片状黒鉛粒子、樹脂または金属からなるマトリックス基材またはその前駆体、および溶媒を混合し、前記微細化薄片状黒鉛粒子が分散した溶媒分散液を調製する工程と、
前記溶媒分散液から前記溶媒を除去する工程と、
を含むことを特徴とする摺動部材の製造方法。
【図4】



【図5】

【図6】
【図7】
【図1】
【図2】
【図3】
【図5】
【図6】
【図7】
【図1】
【図2】
【図3】
【公開番号】特開2012−215206(P2012−215206A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2011−79568(P2011−79568)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000003609)株式会社豊田中央研究所 (4,200)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000003609)株式会社豊田中央研究所 (4,200)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]