
摺動面部材及びこれを用いた複層摺動部材
【課題】高価となる特殊撚り糸を用いないでも、優れた摺動性能を得ることができる上に、摺動表面に補強基材が露出しても、相手材の表面を損傷させることがなく、相手材の表面の耐久性を確保できる上に、低摩擦の摺動を期待でき、補強基材と樹脂層との高い密着性に起因して耐久性を確保できる摺動面部材及びこれを用いた複層摺動部材を提供すること。
【解決手段】摺動面部材1は、エキスパンド樹脂シート2からなる補強基材3と、補強基材3のエキスパンド樹脂シート2の刻み目に充填されている充填層4並びにエキスパンド樹脂シート2及び充填層4の面6を被覆していると共に充填層4に一体的に形成された被覆層7を一体に有した熱硬化性樹脂からなる樹脂層8と、樹脂層8の被覆層7の露出した面9を有した摺動面10とを具備している。
【解決手段】摺動面部材1は、エキスパンド樹脂シート2からなる補強基材3と、補強基材3のエキスパンド樹脂シート2の刻み目に充填されている充填層4並びにエキスパンド樹脂シート2及び充填層4の面6を被覆していると共に充填層4に一体的に形成された被覆層7を一体に有した熱硬化性樹脂からなる樹脂層8と、樹脂層8の被覆層7の露出した面9を有した摺動面10とを具備している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、軸受又は摺動板等に用いることができる摺動面部材及びこれを用いた複層摺動部材に関する。
【背景技術】
【0002】
【特許文献1】特開平8−60170号公報
【0003】
金網若しくはエキスパンドメタル等を用いた金属製網状体又は綿糸若しくは合成繊維を用いた織布からなる補強基材とこの補強基材にフェノール樹脂若しくはエポキシ樹脂等の樹脂を含浸させてなる樹脂層とをもった摺動面部材及びこの摺動面部材を複数枚積層して平板状若しくは円筒状に形成した複層摺動部材は、知られている。
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、斯かる摺動面部材において、表面に露出する補強基材によっても相手材の表面との低摩擦性の摺動を期待する場合には、金網若しくはエキスパンドメタル等を用いた金属製網状体からなる補強基材では、露出する金属製網状体によって摺動する相手材の表面に傷がつけられて相手材の表面の耐久性の確保を期待し難く、綿糸若しくは合成繊維を用いた織布からなる補強基材では、高価となる特殊撚り糸を用いないと優れた摺動性能を得ることができない上に、補強基材と樹脂層との低い密着性に起因する耐久性の劣化を招来する虞がある。
【0005】
本発明は、前記諸点に鑑みてなされたものであり、その目的とするところは、高価となる特殊撚り糸を用いないでも、優れた摺動性能を得ることができる上に、摺動表面に補強基材が露出しても、相手材の表面を損傷させることがなく、相手材の表面の耐久性を確保できる上に、低摩擦の摺動を期待でき、補強基材と樹脂層との高い密着性に起因して耐久性を確保できる摺動面部材及びこれを用いた複層摺動部材を提供することにある。
【課題を解決するための手段】
【0006】
本発明の摺動面部材は、エキスパンド樹脂シートからなる補強基材と、この補強基材のエキスパンド樹脂シートの刻み目に充填されていると共に熱硬化性樹脂を含んだ充填層を有した樹脂層と、この樹脂層からなる面を有した摺動面とを具備している。
【0007】
本発明の摺動面部材によれば、補強基材がエキスパンド樹脂シートからなっているために、摺動面にエキスパンド樹脂シートの一部が現出して露出していても、金属製網状体からなる補強基材と比較して相手材の表面を損傷させる虞を低減できて、相手材の表面の耐久性を確保できる上に、摩擦係数の急激な増大を回避できて低摩擦性の摺動を確保でき、しかも、エキスパンド樹脂シートの樹脂と充填層を含む樹脂層の樹脂との親和性に起因する化学的接着強度の増加並びにエキスパンド樹脂シートの特有の凹凸形状に起因する機械的な接着強度の増加により補強基材と樹脂層とが強固に密着される結果、高い耐久性を確保でき、加えて、高価となる特殊撚り糸を用いないでも、優れた摺動性能を得ることができる。
【0008】
本発明において、樹脂層は、エキスパンド樹脂シート及び充填層の少なくとも一方の面を被覆して充填層に一体的に形成されていると共に熱硬化性樹脂を含んだ被覆層を更に有していてもよく、斯かる場合には、好ましい例では、該樹脂層の露出した面は、被覆層の露出した面からなっている。
【0009】
摺動面が被覆層の面を具備している場合には、被覆層自体の優れた摺動性能を得ることができる一方、斯かる被覆層が仮に摩耗により消失してもエキスパンド樹脂シート及び樹脂層の夫々の一部の現出で一応の摺動性能を確保できることになる。
【0010】
本発明では、上記のように被覆層を有していてもよいが、斯かる被覆層を形成しないように又は被覆層を形成後に切削等により被覆層を除去してもよく、この場合には、摺動面は、充填層からなる面と補強基材からなる面とを具備しているが、被覆層を有している場合でも、充填層からなる面と補強基材からなる面とを摺動面としてもよい。
【0011】
摺動面が、充填層からなる面と補強基材からなる面とを具備している場合には、摺動面に切削加工等を施してこれら充填層からなる面と補強基材からなる面との割合を変えることにより、摺動面の摩擦係数を最適に調整することができる。
【0012】
補強基材のエキスパンド樹脂シートを形成する樹脂材は、好ましい例では、フッ素樹脂及びポリエステル樹脂のうちの少なくとも一つを含んでおり、フッ素樹脂としては、ポリテトラフルオロエチレン樹脂(PTFE)が特に好ましいが、例えば、テトラフルオロエチレン−パーフルオロアルキルビニールエーテル共重合体樹脂(PFA)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体樹脂(FEP)又はエチレン−ポリテトラフルオロエチレン共重合体樹脂(ETFE)であってもよく、ポリエステル樹脂としては、ポリエチレンテレフタレート樹脂(PET)が特に好ましいが、ポリブチレンテレフタレート樹脂(PBT)、ポリトリメチレンテレフタレート樹脂(PTT)、ポリエチレンナフタレート樹脂(PEN)又はポリブチレンナフタレート樹脂(PBN)であってもよいが、本発明は、これらの例に限定されず、摺動面部材における補強基材としての補強機能を達成できて低摩擦性を有する上に、相手材の表面との関連で当該相手材の表面を損傷させる虞のないものあれば他の樹脂、例えば、ポリアセタール樹脂、ポリエチレン樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルエーテルケトン樹脂等であってもよい。
【0013】
補強基材は、好ましい例では、メッシュ短目方向の中心間距離が0.5mmから2.0mm、メッシュ長目方向の中心間距離が1.5mmから3.0mm、シート厚が0.1mmから0.8mm、刻み巾が0.2mmから1.0mmであるエキスパンド樹脂シートからなっている。
【0014】
補強基材のエキスパンド樹脂シートにおいて、メッシュ短目方向の中心間距離が0.5mmよりも小さく且つメッシュ長目方向の中心間距離が1.5mmがよりも小さくなると、刻み目(メッシュ)への熱硬化性樹脂の充填が困難になると共に刻み目へ充填される熱硬化性樹脂の量が少なくなり、充填層の剪断強度が低下して補強基材に樹脂層がしっかりと保持されない虞が生じ得、メッシュ短目方向の中心間距離が2.0mmよりも大きく且つメッシュ長目方向の中心間距離が3.0mmがよりも大きくなると、被覆層に対する保持性を劣化させて刻み目での被覆層の陥没を惹起する虞を有する。
【0015】
エキスパンド樹脂シートに用いる樹脂シートのシート厚は、0.1mmから0.8mmであることが好ましいのであるが、0.1mmよりも薄いと、望ましい補強効果及び形状保持性を得ることができず、0.8mmよりも厚いと、樹脂シートからエキスパンド樹脂シートへの加工性が劣化する虞を有する。
【0016】
補強基材のエキスパンド樹脂シートは、亀甲形又は菱形のメッシュの形状を有しているとよい。
【0017】
樹脂層の熱硬化性樹脂は、好ましい例では、レゾール型フェノール樹脂を含んでおり、斯かるレゾール型フェノール樹脂としては、ビスフェノールAを50モル%から100モル%を含むフェノール類とホルムアルデヒド類とをアミン類を触媒として合成され、ゲルパーミエーションクロマトグラフィー測定による数平均分子量Mnが500から1000であり、且つ重量平均分子量Mwと数平均分子量Mnとの比としての分散度Mw/Mnが2.5から15であるレゾール型フェノール樹脂が好ましい。
【0018】
樹脂層は、レゾール型フェノール樹脂に分散されたPTFEを更に含んでいてもよく、本PTFEには、分子量が1,000,000から数10,000,000の高分子量PTFE又は分子量が1,000から数100,000の低分子量PTFEを使用することが好ましい。
【0019】
樹脂層が被覆層を有すると共に当該被覆層側を摺動面とする場合には、斯かる被覆層には、PTFEが分散されたレゾール型フェノール樹脂を用いることが望ましい。
【0020】
斯かるレゾール型フェノール樹脂を含んだ摺動面部材は、レゾール型フェノール樹脂を15質量%から50質量%、PTFEを0質量%から15質量%及び補強基材を35質量%から85質量%含んでいるとよい。
【0021】
本発明の平板状の複層摺動部材は、上述のいずれかの摺動面部材を複数枚積層した積層体を有しており、摺動面は、該積層体の摺動面部材の樹脂層からなる面を有しており、また、本発明の円筒状の複層摺動部材は、上述のいずれかの摺動面部材を複数回巻き付けた円筒体を有しており、摺動面は、該円筒体の摺動面部材の樹脂層からなる面を有している。
【0022】
斯かる平板状の複層摺動部材は、上述のいずれかの摺動面部材であって、例えば矩形状又は円形に形成した当該摺動面部材を複数枚積層して積層体とすると共にこの積層体をそのまま摺動面部材のいずれか一方の表面を摺動面とした、複数枚の摺動面部材のみからなっていても、これに代えて、少なくとも一枚の摺動面部材と、この少なくとも一枚の摺動面部材のいずれかの一方の表面を摺動面とする一方、当該少なくとも一枚の摺動面部材のいずれか他方の面に当該摺動面部材とは異なる材質、例えばガラス繊維を含有したフェノール樹脂等の材質からなる矩形状又は円形の平板状部材とを少なくとも一枚積層した、少なくとも一枚の摺動面部材と当該摺動面部材とは異なる材質からなる少なくとも一枚の平板状部材からなる積層体であってもよく、同様に、円筒状の複層摺動部材は、上述のいずれかの摺動面部材であって例えば長尺の矩形状に形成した当該摺動面部材を少なくとも一回巻いた円筒体とし、この円筒体の内周面及び外周面のうちの一方の面を摺動面とした、少なくとも一回巻回された一枚の摺動面部材のみからなっていても、これに代えて、少なくとも一枚の摺動面部材を少なくとも一回円筒状に巻いた円筒体と、この円筒体の内周面及び外周面のうちの一方の面を摺動面とする一方、当該円筒体の内周面及び外周面のうちの他方の面に当該摺動面部材とは異なる材質、例えばガラス繊維を含有したフェノール樹脂等の材質からなる少なくとも一枚の矩形状部材を少なくとも一回円筒状に巻き付けた円筒体とからなる積層体であってもよい。
【発明の効果】
【0023】
本発明によれば、高価となる特殊撚り糸を用いないでも、優れた摺動性能を得ることができる上に、摺動表面に補強基材が露出しても、相手材の表面を損傷させることがなく、相手材の表面の耐久性を確保できる上に、低摩擦の摺動を期待でき、補強基材と樹脂層との高い密着性に起因して耐久性を確保できる摺動面部材及びこれを用いた複層摺動部材を提供することができる。
【図面の簡単な説明】
【0024】
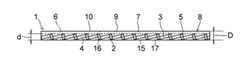
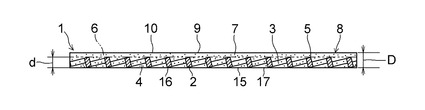
【図1】図1は、本発明の実施の形態の好ましい例の断面説明図である。
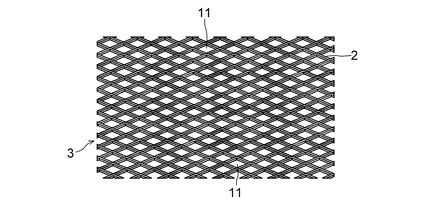
【図2】図2は、図1に示す例のエキスパンド樹脂シートの平面説明図である。
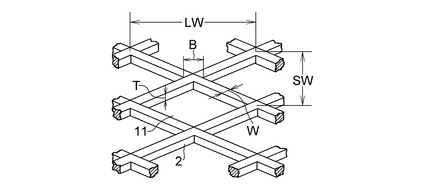
【図3】図3は、図2に示すエキスパンド樹脂シートの一部拡大斜視説明図である。
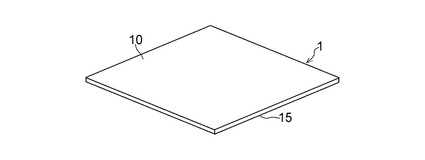
【図4】図4は、図1に示す例の斜視説明図である。
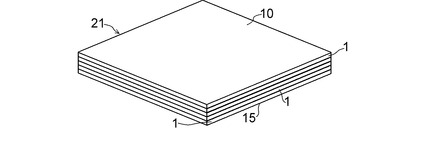
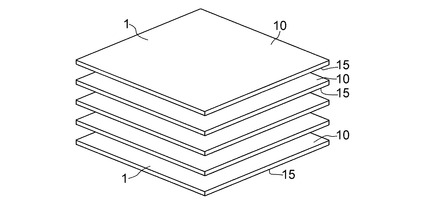
【図5】図5は、本発明の実施の形態の好ましい他の例の斜視説明図である。
【図6】図6は、図5に示す例の製造方法の説明図である。
【図7】図7は、図5に示す例の製造方法の説明図である。
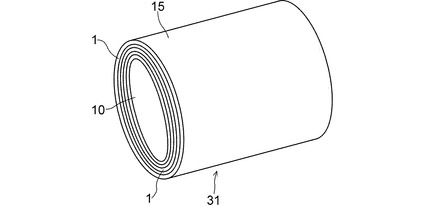
【図8】図8は、本発明の実施の形態の好ましい更に他の例の斜視説明図である。
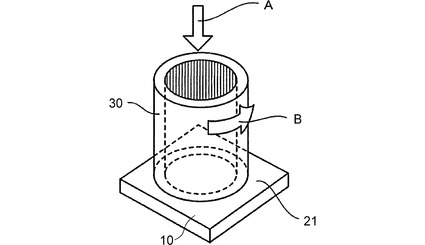
【図9】図9は、実施例及び比較例に対する試験方法の斜視説明図である。
【発明を実施するための形態】
【0025】
次に本発明を、図に示す好ましい実施の形態の例に基づいて更に詳細に説明する。なお、本発明はこれら例に何等限定されないのである。
【0026】
図1から図4において、本例の平板状の摺動面部材1は、エキスパンド樹脂シート2からなる補強基材3と、補強基材3のエキスパンド樹脂シート2の刻み目に充填されている充填層4並びに当該エキスパンド樹脂シート2及び充填層4の少なくとも一方の面、本例ではエキスパンド樹脂シート2の一方の面5及び充填層4の一方の面6を被覆していると共に充填層4に一体的に形成された被覆層7を一体に有した熱硬化性樹脂からなる樹脂層8と、樹脂層8の被覆層7の露出した面9を有した摺動面10とを具備している。
【0027】
メッシュ11の形状が菱形であるエキスパンド樹脂シート2は、フッ素樹脂及びポリエステル樹脂のうちの少なくとも一つとからなっており、斯かるエキスパンド樹脂シート2は、メッシュ短目方向の中心間距離SWが0.5mmから2.0mmであって、メッシュ長目方向の中心間距離LWが1.5mmから3.0mmであり、全厚dが0.1mmから0.8mmであり、刻み巾Wが0.2mmから1.0mmであり、板厚Tが0.05mmから0.6mmあり、そしてボンド長さBが0.4mmから1.2mmであることが好ましい。
【0028】
長方形のエキスパンド樹脂シート2の場合には、そろばん目をもってエキスパンド樹脂シート2を使用しても、たたみ目をもってエキスパンド樹脂シート2を使用してもよいが、好ましくは、そろばん目をもって使用する。
【0029】
エキスパンド樹脂シート2を形成する樹脂において、フッ素樹脂としては、PTFEを、ポリエステル樹脂としては、PETを夫々含んでいるとよい。
【0030】
樹脂層8の充填層4及び被覆層7は、熱硬化性樹脂としてレゾール型フェノール樹脂を含んでいても、更には、このレゾール型フェノール樹脂に加えて、当該レゾール型フェノール樹脂に分散されていると共に分子量が1,000,000から数10,000,000の高分子量PTFE又は分子量が1,000から数100,000の低分子量PTFEからなるPTFEを含んでいてもよい。
【0031】
レゾール型フェノール樹脂は、ビスフェノールA(C15H16O2)を50モル%から100モル%を含むフェノール類とホルムアルデヒド類とをアミン類を触媒として合成されたものであって、ゲルパーミエーションクロマトグラフィー測定による数平均分子量Mnが500から1000であり、且つ重量平均分子量Mwと数平均分子量Mnとの比としての分散度Mw/Mnが2.5から15であることが好ましい。
【0032】
ビスフェノールAのモル数の比率(50モル%から100モル%)は、合成開始時に投入する全フェノール類の合計モル数に対するものであって、合成後において、ゲルパーミエーションクロマトグラフィー測定による数平均分子量Mnが500から1000であり、且つ重量平均分子量Mwと数平均分子量Mnとの比としての分散度Mw/Mnが2.5から15であるレゾール型フェノール樹脂は、エキスパンド樹脂シート2のPTFE及びPETとの親和性に優れているので、エキスパンド樹脂シート自体に表面処理を施すことなしに、エキスパンド樹脂シート2との良好な接着性をもった摺動面部材1となる。
【0033】
レゾール型フェノール樹脂において、ビスフェノールAが50モル%未満では、PTFE及びPETとの十分な親和性を得ることが困難であり、エキスパンド樹脂シート2との良好な十分な接着性をもった摺動面部材を得ることができず、また、数平均分子量Mnが500未満では、PTFE及びPETとの親和性が良好であっても、機械的強度の低下を招来し、数平均分子量Mnが1000を超えると粘度が高くなりすぎて、エキスパンド樹脂シート2のメッシュ11への含浸が困難となり、更に、分散度Mw/Mnが2.5未満では、エキスパンド樹脂シート2との十分な接着力を得ることが困難となる一方、分散度Mw/Mnが15を超えると、数平均分子量Mnが1000を超える場合と同様に、エキスパンド樹脂シート2のメッシュ11への含浸が困難となる。
【0034】
ビスフェノールAが100モル%未満の場合にレゾール型フェノール樹脂に含まれるビスフェノールA以外のフェノール類として、フェノール、クレゾール、エチレンフェノール、アミノフェノール、レゾルシノール、キシレノール、ブチルフェノール、トリメチルフェノール、カテコール、フェニルフェノール等を例示し得、就中、フェノールを好ましい例として挙げることができ、これらビスフェノールA以外のフェノール類は、夫々単独で用いても、二種類以上を混合物として用いてもよい。
【0035】
ホルムアルデヒド類として、ホルマリン、パラホルムアルデヒド、サリチルアルデヒド、ベンズアルデヒド、p−ヒドロキシベンズアルデヒド等を例示し得、就中、ホルマリン又はパラホルムアルデヒドを合成の容易性からの観点から好ましい例として挙げることができ、これらホルムアルデヒド類は、夫々単独で用いても、二種類以上を混合物として用いてもよい。
【0036】
触媒としてのアミン類として、トリエチルアミン、トリエタノールアミン、ベンジルジメチルアミン、アンモニア水を例示し得、就中、トリエチルアミン又はアンモニア水を合成の容易性からの観点から好ましい例として挙げることができる。
【0037】
レゾール型フェノール樹脂に分散配合されるPTFEとして、成形用のモールディングパウダー(以下、高分子量PTFEという)と、放射線照射等により高分子量PTFEに比べて分子量を低下させたPTFE(以下、低分子量PTFEという)とを例示し得、主に添加剤として用いられる低分子量PTFEは、粉砕し易く分散性に優れている。
【0038】
高分子量PTFEの具体例として、三井デュポンフロロケミカル社製の「テフロン(登録商標)7−J」、「テフロン(登録商標)7A−J」、「テフロン(登録商標)70−J」等、ダイキン工業社製の「ポリフロンM−12(商品名)」等、旭硝子社製の「フルオンG163(商品名)」、「フルオンG190(商品名)」等を例示し得る。
【0039】
低分子量PTFEの具体例として、三井デュポンフロロケミカル社製の「TLP−10F(商品名)」等、ダイキン工業社製の「ルブロンL−5(商品名)」等、旭硝子社製の「フルオンL150J(商品名)」、「フルオンL169J(商品名)」、喜多村社製の「KTL−8N(商品名)」、「KTL−2N(商品名)」等を例示し得る。
【0040】
樹脂層のPTFE粉末としては、高分子量PTFE及び低分子量PTFEのうちのいずれの粉末をも用いることができるが、レゾール型フェノール樹脂と混合するに際して、均一に分散してボイドの生成を回避するためには低分子量PTFEの粉末が好ましい。
【0041】
PTFE粉末の平均粒径は、レゾール型フェノール樹脂への均一な分散とボイドの生成の回避との観点から、好ましくは1μmから50μm、より好ましくは1μmから30μmである。
【0042】
充填層4及び被覆層7に、熱硬化性樹脂としてレゾール型フェノール樹脂のみを含む場合及びレゾール型フェノール樹脂とPTFEとを含む場合の摺動面部材1において、好ましくは、レゾール型フェノール樹脂の含有量は、15質量%から50質量%であり、レゾール型フェノール樹脂に分散されたPTFEの含有量は、0質量%から15質量%であり、この場合、補強基材の量は、35質量%から85質量%であるとよい。
【0043】
摺動面部材1において、レゾール型フェノール樹脂の含有量が、15質量%未満であると、摺動面部材1の製造にあたって成形性に支障を招来する一方、50質量%を超えると、摺動面部材1の機械的強度を低下させる虞があり、また、摺動面部材1において、レゾール型フェノール樹脂に分散されたPTFEの含有量が15質量%を超えると、成形の際の粘度の増大を招来してボイドの生成の虞を有すると共にレゾール型フェノール樹脂の接着性を低下させ、摺動面部材1又は斯かる摺動面部材1を有した複層摺動部材の機械的強度低下をきたし、複層摺動部材にあっては、層間剥離を惹起させたりする虞がある。
【0044】
レゾール型フェノール樹脂の含有量が15質量%から50質量%であると共にレゾール型フェノール樹脂に分散されたPTFEの含有量が0質量%から15質量%である摺動面部材1の場合、補強基材の量が35質量%未満では、補強基材の本来的な補強機能を得られない結果、補強基材による十分な摺動面部材の形状保持性を発揮できない一方、85質量%を超えると、レゾール型フェノール樹脂の量が少なくなって、成形性を著しく阻害する虞がある。
【0045】
レゾール型フェノール樹脂の含有量が15質量%から50質量%であり、レゾール型フェノール樹脂に分散されたPTFEの含有量が0質量%から15質量%であり、そして、補強基材の量が35質量%から85質量%である斯かる摺動面部材1は、以上の通り、良好な成形性、機械的強度及び摩擦摩耗特性を有し得る。
【0046】
厚みDを有する摺動面部材1の製造方法を説明すると、まず、所定の厚みTを有したPTFEとPETのうちの少なくとも一つとからなる樹脂シートを準備し、この樹脂シートに千鳥状に所定の長さをもったスリット(切目)を形成し、このスリット(切目)を形成した樹脂シートをスリット(切目)に直交する方向に引き伸ばして、所定のメッシュ短目方向の中心間距離SW、メッシュ長目方向の中心間距離LW、刻み巾W及びボンド長さBをもった図2及び図3に示すエキスパンド樹脂シート2からなる補強基材3を作製する。
【0047】
次に、撹拌機、温度計及び冷却管を備えたセパラブルフラスコに、例えば、ビスフェノールA300gと、37%ホルムアルデヒド水溶液192gとを投入し、撹拌しながら25%アンモニア水溶液9gを投入した後、常圧下で昇温し90℃の温度に到達後、2.5時間縮合反応させ、その後、0.015MPaの減圧下で80℃の温度で水分の除去を行い、次いで、メタノール64gを添加して常圧下で85℃まで昇温し、4時間縮合反応させて濃縮し、これを樹脂固形分60質量%となるようにメタノールで希釈してレゾール型フェノール樹脂ワニス(固形分60質量%、数平均分子量Mn=900、分散度Mw/Mn=5.6)を作成して準備すると共に、更に、この作成したレゾール型フェノール樹脂ワニスに、PTFEとして低分子量PTFE(喜多村社製KTL−2N(商品名))粉末及び高分子量PTFE(旭硝子社製フルオンG163(商品名))を夫々所定量配合して分散含有させ、レゾール型フェノール樹脂ワニスと低分子量PTFE粉末との混合液及びレゾール型フェノール樹脂ワニスと高分子量PTFE粉末との混合液を作成して準備する。
【0048】
斯かる準備したレゾール型フェノール樹脂ワニスを、準備したエキスパンド樹脂シート2からなる補強基材3に、当該ワニスを収容した容器内での浸漬により又はローラ塗り、スプレー塗り、刷毛塗り等により塗工し、このワニスを塗工した補強基材3を一対のローラに間に通して、補強基材3に塗工したワニスをメッシュ11に隙間なしに十分に充填し、その後、ワニスを塗工した補強基材3を乾燥炉に配置してワニスを乾燥して、乾燥後、適宜の手段により目的の大きさをもった方形状に切断することにより、エキスパンド樹脂シート2からなる補強基材3と、補強基材3のエキスパンド樹脂シート2の刻み目に充填されていると共に熱硬化性樹脂とてしてのレゾール型フェノール樹脂からなる充填層4並びに当該エキスパンド樹脂シート2及び充填層4の面5及び6を被覆して充填層4に一体的に形成されていると共に熱硬化性樹脂とてしてのレゾール型フェノール樹脂からなる被覆層7を有した樹脂層8と、被覆層7の露出した面9を有した摺動面10とを具備している図1及び図4に示す平板状の摺動面部材1を得ることができる。
【0049】
レゾール型フェノール樹脂ワニスと低分子量PTFE粉末との混合液を準備した場合には、上記ワニスの場合と同様に、準備したエキスパンド樹脂シート2からなる補強基材3に、当該混合液を収容した容器内での浸漬により又はローラ塗り、スプレー塗り、刷毛塗り等により塗工し、この混合液を塗工した補強基材3を一対のローラに間に通して、補強基材3に塗工した混合液をメッシュ11に隙間なしに十分に充填し、その後、混合液を塗工した補強基材3を乾燥炉に配置して混合液の溶剤を飛ばして乾燥して、乾燥後、適宜の手段により目的の大きさをもった方形状に切断することにより、エキスパンド樹脂シート2からなる補強基材3と、補強基材3のエキスパンド樹脂シート2の刻み目に充填されていると共に熱硬化性樹脂としてのレゾール型フェノール樹脂及び低分子量PTFEからなる充填層4並びに当該エキスパンド樹脂シート2及び充填層4の面5及び6を被覆して、充填層4に一体形成されていると共に熱硬化性樹脂としてのレゾール型フェノール樹脂及び低分子量PTFEからなる被覆層7を一体に有した樹脂層8と、被覆層7の露出した面9を有した摺動面10とを具備している図1及び図4に示す平板状の摺動面部材1を得ることができる。
【0050】
レゾール型フェノール樹脂ワニスと高分子量PTFE粉末との混合液を準備した場合には、上記ワニスと低分子量PTFE粉末との混合液の場合と同様に、準備したエキスパンド樹脂シート2からなる補強基材3に、当該混合液を収容した容器内での浸漬により又はローラ塗り、スプレー塗り、刷毛塗り等により塗工し、この混合液を塗工した補強基材3を一対のローラ間に通して、補強基材3に塗工した混合液をメッシュ11に隙間なしに十分に充填し、その後、混合液を塗工した補強基材3を乾燥炉に配置して混合液の溶剤を飛ばして乾燥して、乾燥後、適宜の手段により目的の大きさをもった方形状に切断することにより、エキスパンド樹脂シート2からなる補強基材3と、補強基材3のエキスパンド樹脂シート2の刻み目に充填されていると共に熱硬化性樹脂としてレゾール型フェノール樹脂及び高分子量PTFEからなる充填層4並びに当該エキスパンド樹脂シート2及び充填層4の面5及び6を被覆して、充填層4に一体形成されていると共に熱硬化性樹脂としてレゾール型フェノール樹脂及び高分子量PTFEからなる被覆層7を一体に有した樹脂層8と、被覆層7の露出した面9を有した摺動面10とを具備している図1及び図4に示す摺動面部材1を得ることができる。
【0051】
平板状の摺動面部材1において、摺動面10と反対の面(裏面)15で、エキスパンド樹脂シート2の他方の面16を、充填層4の他方の面17と共に当該面16と面一にして露出させて点在させてもよく、場合により、斯かる面15を摺動面としてもよく、面15を摺動面とする場合には、面15の切削等による削り量の大小により、面15において、エキスパンド樹脂シート2の露出する面16と充填層4の露出する面17との面積割合を変えることができる結果、面15の摩擦係数を削り量により最適に調整することができる。このようにエキスパンド樹脂シート2の露出する面と充填層4の露出する面とを摺動面とする場合には、被覆層6を設けなくてもよく、また、被覆層6に切削等を施して被覆層6の除去後に現出するエキスパンド樹脂シート2の露出する面と充填層4の露出する面とを摺動面としてもよい。
【0052】
摺動面部材1の樹脂層8がレゾール型フェノール樹脂のみからなる場合には、摺動面10と反対の面(裏面)15を摺動面とするか、被覆層6を除去後に現出するエキスパンド樹脂シート2の露出する面と充填層4の露出する面とを摺動面とすることが望ましい。
【0053】
斯かる平板状の摺動面部材1から図5に示す平板状の複層摺動部材21を作製する場合には、図6に示すように複数枚の平板状の摺動面部材1を準備し、この複数枚の平板状の摺動面部材1を図7に示す金型22の凹所23に、一方の摺動面部材1の面15と隣接する他方の摺動面部材1の摺動面10とが互いに接触するようにして、重ね合わせて配置し、凹所23においてこの重ね合わせた複数枚の平板状の摺動面部材1からなる積層体24を、例えば145℃の温度で加熱しつつ押圧板25により7Mpaの圧力を加えて成形すると、図5に示す摺動面10を有した平板状の複層摺動部材21を得ることができる。
【0054】
平板状の摺動面部材1から図8に示す円筒状の複層摺動部材31を作製する場合には、平板状の摺動面部材1を、摺動面10が内周側となるようにしてローラに複数回巻きつけて、ローラに卷回された積層体を、上記温度で加熱しつつ押圧ローラにより上記圧力を加えて成形すると、内周面に円筒状の摺動面10を有した円筒状の複層摺動部材31を得ることができる。
【0055】
以下の実施例1から11並びに比較例1から4について、以下の試験条件をもって摩擦係数及び摩耗量を測定した結果を表1から表5に示す。
【0056】
<実施例1>
エキスパンド樹脂シート(PTFE) 58質量%
SW=0.84mm
LW=2.04mm
d=0.31mm
W=0.34mm
T=0.14mm
B=0.61mm
樹脂層 42質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 42質量%、低分子量PTFE 0質量 %)
摺動面部材の厚みD=1.06mm
【0057】
<実施例2>
エキスパンド樹脂シート(PET) 60質量%
SW=1.10mm
LW=1.98mm
d=0.39mm
W=0.34mm
T=0.19mm
B=0.61mm
樹脂層 40質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 40質量%、低分子量PTFE 0質量 %)
摺動面部材の厚みD=0.53mm
【0058】
<実施例3>
エキスパンド樹脂シート(PTFE) 85質量%
SW=1.25mm
LW=2.07mm
d=0.61mm
W=0.57mm
T=0.42mm
B=0.91mm
樹脂層 15質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 15質量%、低分子量PTFE 0質量 %)
摺動面部材の厚みD=0.43mm
【0059】
<実施例4>
エキスパンド樹脂シート(PTFE) 57質量%
SW=0.84mm
LW=2.04mm
d=0.31mm
W=0.34mm
T=0.14mm
B=0.61mm
樹脂層 43質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 31質量%、低分子量PTFE 12質 量%)
摺動面部材の厚みD=1.12mm
【0060】
<実施例5>
エキスパンド樹脂シート(PET) 58質量%
SW=1.10mm
LW=1.98mm
d=0.39mm
W=0.34mm
T=0.19mm
B=0.61mm
樹脂層 42質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 30質量%、低分子量PTFE 12質 量%)
摺動面部材の厚みD=0.72mm
【0061】
<実施例6>
エキスパンド樹脂シート(PTFE) 57質量%
SW=0.84mm
LW=2.04mm
d=0.31mm
W=0.34mm
T=0.14mm
B=0.61mm
樹脂層 43質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 31質量%、高分子量PTFE 12質 量%)
摺動面部材の厚みD=0.72mm
【0062】
<実施例7>
エキスパンド樹脂シート(PET) 58質量%
SW=1.10mm
LW=1.98mm
d=0.39mm
W=0.34mm
T=0.19mm
B=0.61mm
樹脂層 42質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 30質量%、高分子量PTFE 12質 量%)
摺動面部材の厚みD=0.72mm
【0063】
<実施例8>
エキスパンド樹脂シート(PTFE) 57質量%
SW=0.84mm
LW=2.04mm
d=0.31mm
W=0.34mm
T=0.14mm
B=0.61mm
樹脂層 43質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 31質量%、低分子量PTFE 12質 量%)
摺動面部材の厚みD=0.72mm
【0064】
<実施例9>
エキスパンド樹脂シート(PET) 58質量%
SW=1.10mm
LW=1.98mm
d=0.39mm
W=0.34mm
T=0.19mm
B=0.61mm
樹脂層 42質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 30質量%、低分子量PTFE 12質 量%)
摺動面部材の厚みD=0.72mm
【0065】
<実施例10>
エキスパンド樹脂シート(PTFE) 57質量%
SW=0.84mm
LW=2.04mm
d=0.31mm
W=0.34mm
T=0.14mm
B=0.61mm
樹脂層 43質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 31質量%、高分子量PTFE 12質 量%)
摺動面部材の厚みD=0.72mm
【0066】
<実施例11>
エキスパンド樹脂シート(PET) 58質量%
SW=1.10mm
LW=1.98mm
d=0.39mm
W=0.34mm
T=0.19mm
B=0.61mm
樹脂層 42質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 30質量%、高分子量PTFE 12質 量%)
摺動面部材の厚みD=0.72mm
【0067】
<比較例1>
PTFE繊維の片撚り糸とPET繊維の片撚り糸との双糸の交織布 43.5質量%
樹脂層 56.5質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分 散度 Mw/Mn=5.6) 43.5質量%、低分子量P TFE 13質量%)
摺動面部材の厚みD=0.72mm
【0068】
<比較例2>
PTFE繊維の撚り糸とPET繊維の撚り糸との双糸の交織布 37質量%
樹脂層 63質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 50質量%、低分子量PTFE 13質 量%)
摺動面部材の厚みD=0.72mm
【0069】
<比較例3>
エキスパンドメタルシート(リン青銅) 54質量%
樹脂層 46質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 46質量%、低分子量PTFE 0質 量%)
摺動面部材の厚みD=0.72mm
【0070】
<比較例4>
エキスパンドメタルシート(リン青銅) 54質量%
樹脂層 46質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 36.8質量%、低分子量PTFE 9 .2質量%)
摺動面部材の厚みD=0.72mm
【0071】
比較例1から4の摺動面部材は、補強基材としてエキスパンド樹脂シートに代えて交織布又はエキスパンドメタルシートを用いて上記の製造方法と同様にして作製された。
【0072】
<試験条件>
面圧 24.5 N/mm2 (250 kgf/cm2)
滑り速度 8.38 mm/s (0.50 m/min)
回転速度 14 rpm
環境雰囲気 大気中
潤滑 無潤滑
試験方法 図9に示すように、平板状摺動部材(平板状複層摺動部材)21に相手材となる回転軸30を荷重Aを負荷して固定し、一定の滑り速度でB方向に回転させ、平板状摺動部材21と回転軸30との間の摩擦係数及び試験時間20時間の摺動面10の摩耗量を測定した。なお、実施例1から7では、平板状摺動部材21のエキスパンド樹脂シート2の面16と充填層4の面17とが混在した面15を回転軸30に接触させて当該面15の摩擦係数及び摩耗量を測定し、実施例8から11では、平板状摺動部材21の被覆層7のみが露出した面9を有した摺動面10を回転軸30に接触させて当該摺動面10の摩擦係数及び摩耗量を測定し、比較例1及び2では、交織布の面と充填層の面とが混在した面を回転軸30に接触させて当該面の摩擦係数と摩耗量を測定し、比較例3及び4では、エキスパンドメタルシートの面と充填層の面とが混在した面を回転軸30に接触させて当該面の摩擦係数と摩耗量とを測定した。補強基材としてエキスパンドメタルシートを用いた比較例3及び4では、試験中に摩擦係数が0.5と非常に高い数値を示したため、試験を途中で中断した。
【0073】
【表1】

【0074】
【表2】
【0075】
【表3】
【0076】
【表4】
【0077】
【表5】
【0078】
表1から表5におけるレゾール型フェノール樹脂の数平均分子量Mn及び分散度Mw/Mnの測定は、GPCにより測定し、数値は、ポリスチレン標準物質による研稜線から算出した。計測装置等は以下の通りである。
GPC装置:東ソー社製HLC−8120
カラム:東ソー社製TSKgel G3000HXL [排除限界分子量(ポリスチレ ン換算)1×103] 1本に続けて、TSKgel G2000HXL [ 排除限界 分子量(ポリスチレン換算)1×104] 2本使用
検出器:東ソー社製UV−8020
【0079】
表1から表5からも明らかであるように、本発明によれば、高価な交織布を用いた比較例1及び2と同等の優れた低摩擦性を得ることができると共に、金属(リン青銅)製網状体からなる補強基材を用いた比較例3及び4と比較して相手材の表面を損傷させる虞を低減できる上に、摩擦係数の急激な増大を回避できて低摩擦性の摺動を確保でき、しかも、エキスパンド樹脂シートの樹脂と充填層を含む樹脂層の樹脂との親和性に起因する化学的接着強度の増加並びにエキスパンド樹脂シートの特有の凹凸形状に起因する機械的な接着強度の増加により補強基材と樹脂層との高い密着性を有しているため、十分な耐久性も確保できる。
【符号の説明】
【0080】
1 摺動面部材
2 エキスパンド樹脂シート
3 補強基材
4 充填層
5、6、9 面
7 被覆層
8 樹脂層
10 摺動面
【技術分野】
【0001】
本発明は、軸受又は摺動板等に用いることができる摺動面部材及びこれを用いた複層摺動部材に関する。
【背景技術】
【0002】
【特許文献1】特開平8−60170号公報
【0003】
金網若しくはエキスパンドメタル等を用いた金属製網状体又は綿糸若しくは合成繊維を用いた織布からなる補強基材とこの補強基材にフェノール樹脂若しくはエポキシ樹脂等の樹脂を含浸させてなる樹脂層とをもった摺動面部材及びこの摺動面部材を複数枚積層して平板状若しくは円筒状に形成した複層摺動部材は、知られている。
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、斯かる摺動面部材において、表面に露出する補強基材によっても相手材の表面との低摩擦性の摺動を期待する場合には、金網若しくはエキスパンドメタル等を用いた金属製網状体からなる補強基材では、露出する金属製網状体によって摺動する相手材の表面に傷がつけられて相手材の表面の耐久性の確保を期待し難く、綿糸若しくは合成繊維を用いた織布からなる補強基材では、高価となる特殊撚り糸を用いないと優れた摺動性能を得ることができない上に、補強基材と樹脂層との低い密着性に起因する耐久性の劣化を招来する虞がある。
【0005】
本発明は、前記諸点に鑑みてなされたものであり、その目的とするところは、高価となる特殊撚り糸を用いないでも、優れた摺動性能を得ることができる上に、摺動表面に補強基材が露出しても、相手材の表面を損傷させることがなく、相手材の表面の耐久性を確保できる上に、低摩擦の摺動を期待でき、補強基材と樹脂層との高い密着性に起因して耐久性を確保できる摺動面部材及びこれを用いた複層摺動部材を提供することにある。
【課題を解決するための手段】
【0006】
本発明の摺動面部材は、エキスパンド樹脂シートからなる補強基材と、この補強基材のエキスパンド樹脂シートの刻み目に充填されていると共に熱硬化性樹脂を含んだ充填層を有した樹脂層と、この樹脂層からなる面を有した摺動面とを具備している。
【0007】
本発明の摺動面部材によれば、補強基材がエキスパンド樹脂シートからなっているために、摺動面にエキスパンド樹脂シートの一部が現出して露出していても、金属製網状体からなる補強基材と比較して相手材の表面を損傷させる虞を低減できて、相手材の表面の耐久性を確保できる上に、摩擦係数の急激な増大を回避できて低摩擦性の摺動を確保でき、しかも、エキスパンド樹脂シートの樹脂と充填層を含む樹脂層の樹脂との親和性に起因する化学的接着強度の増加並びにエキスパンド樹脂シートの特有の凹凸形状に起因する機械的な接着強度の増加により補強基材と樹脂層とが強固に密着される結果、高い耐久性を確保でき、加えて、高価となる特殊撚り糸を用いないでも、優れた摺動性能を得ることができる。
【0008】
本発明において、樹脂層は、エキスパンド樹脂シート及び充填層の少なくとも一方の面を被覆して充填層に一体的に形成されていると共に熱硬化性樹脂を含んだ被覆層を更に有していてもよく、斯かる場合には、好ましい例では、該樹脂層の露出した面は、被覆層の露出した面からなっている。
【0009】
摺動面が被覆層の面を具備している場合には、被覆層自体の優れた摺動性能を得ることができる一方、斯かる被覆層が仮に摩耗により消失してもエキスパンド樹脂シート及び樹脂層の夫々の一部の現出で一応の摺動性能を確保できることになる。
【0010】
本発明では、上記のように被覆層を有していてもよいが、斯かる被覆層を形成しないように又は被覆層を形成後に切削等により被覆層を除去してもよく、この場合には、摺動面は、充填層からなる面と補強基材からなる面とを具備しているが、被覆層を有している場合でも、充填層からなる面と補強基材からなる面とを摺動面としてもよい。
【0011】
摺動面が、充填層からなる面と補強基材からなる面とを具備している場合には、摺動面に切削加工等を施してこれら充填層からなる面と補強基材からなる面との割合を変えることにより、摺動面の摩擦係数を最適に調整することができる。
【0012】
補強基材のエキスパンド樹脂シートを形成する樹脂材は、好ましい例では、フッ素樹脂及びポリエステル樹脂のうちの少なくとも一つを含んでおり、フッ素樹脂としては、ポリテトラフルオロエチレン樹脂(PTFE)が特に好ましいが、例えば、テトラフルオロエチレン−パーフルオロアルキルビニールエーテル共重合体樹脂(PFA)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体樹脂(FEP)又はエチレン−ポリテトラフルオロエチレン共重合体樹脂(ETFE)であってもよく、ポリエステル樹脂としては、ポリエチレンテレフタレート樹脂(PET)が特に好ましいが、ポリブチレンテレフタレート樹脂(PBT)、ポリトリメチレンテレフタレート樹脂(PTT)、ポリエチレンナフタレート樹脂(PEN)又はポリブチレンナフタレート樹脂(PBN)であってもよいが、本発明は、これらの例に限定されず、摺動面部材における補強基材としての補強機能を達成できて低摩擦性を有する上に、相手材の表面との関連で当該相手材の表面を損傷させる虞のないものあれば他の樹脂、例えば、ポリアセタール樹脂、ポリエチレン樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルエーテルケトン樹脂等であってもよい。
【0013】
補強基材は、好ましい例では、メッシュ短目方向の中心間距離が0.5mmから2.0mm、メッシュ長目方向の中心間距離が1.5mmから3.0mm、シート厚が0.1mmから0.8mm、刻み巾が0.2mmから1.0mmであるエキスパンド樹脂シートからなっている。
【0014】
補強基材のエキスパンド樹脂シートにおいて、メッシュ短目方向の中心間距離が0.5mmよりも小さく且つメッシュ長目方向の中心間距離が1.5mmがよりも小さくなると、刻み目(メッシュ)への熱硬化性樹脂の充填が困難になると共に刻み目へ充填される熱硬化性樹脂の量が少なくなり、充填層の剪断強度が低下して補強基材に樹脂層がしっかりと保持されない虞が生じ得、メッシュ短目方向の中心間距離が2.0mmよりも大きく且つメッシュ長目方向の中心間距離が3.0mmがよりも大きくなると、被覆層に対する保持性を劣化させて刻み目での被覆層の陥没を惹起する虞を有する。
【0015】
エキスパンド樹脂シートに用いる樹脂シートのシート厚は、0.1mmから0.8mmであることが好ましいのであるが、0.1mmよりも薄いと、望ましい補強効果及び形状保持性を得ることができず、0.8mmよりも厚いと、樹脂シートからエキスパンド樹脂シートへの加工性が劣化する虞を有する。
【0016】
補強基材のエキスパンド樹脂シートは、亀甲形又は菱形のメッシュの形状を有しているとよい。
【0017】
樹脂層の熱硬化性樹脂は、好ましい例では、レゾール型フェノール樹脂を含んでおり、斯かるレゾール型フェノール樹脂としては、ビスフェノールAを50モル%から100モル%を含むフェノール類とホルムアルデヒド類とをアミン類を触媒として合成され、ゲルパーミエーションクロマトグラフィー測定による数平均分子量Mnが500から1000であり、且つ重量平均分子量Mwと数平均分子量Mnとの比としての分散度Mw/Mnが2.5から15であるレゾール型フェノール樹脂が好ましい。
【0018】
樹脂層は、レゾール型フェノール樹脂に分散されたPTFEを更に含んでいてもよく、本PTFEには、分子量が1,000,000から数10,000,000の高分子量PTFE又は分子量が1,000から数100,000の低分子量PTFEを使用することが好ましい。
【0019】
樹脂層が被覆層を有すると共に当該被覆層側を摺動面とする場合には、斯かる被覆層には、PTFEが分散されたレゾール型フェノール樹脂を用いることが望ましい。
【0020】
斯かるレゾール型フェノール樹脂を含んだ摺動面部材は、レゾール型フェノール樹脂を15質量%から50質量%、PTFEを0質量%から15質量%及び補強基材を35質量%から85質量%含んでいるとよい。
【0021】
本発明の平板状の複層摺動部材は、上述のいずれかの摺動面部材を複数枚積層した積層体を有しており、摺動面は、該積層体の摺動面部材の樹脂層からなる面を有しており、また、本発明の円筒状の複層摺動部材は、上述のいずれかの摺動面部材を複数回巻き付けた円筒体を有しており、摺動面は、該円筒体の摺動面部材の樹脂層からなる面を有している。
【0022】
斯かる平板状の複層摺動部材は、上述のいずれかの摺動面部材であって、例えば矩形状又は円形に形成した当該摺動面部材を複数枚積層して積層体とすると共にこの積層体をそのまま摺動面部材のいずれか一方の表面を摺動面とした、複数枚の摺動面部材のみからなっていても、これに代えて、少なくとも一枚の摺動面部材と、この少なくとも一枚の摺動面部材のいずれかの一方の表面を摺動面とする一方、当該少なくとも一枚の摺動面部材のいずれか他方の面に当該摺動面部材とは異なる材質、例えばガラス繊維を含有したフェノール樹脂等の材質からなる矩形状又は円形の平板状部材とを少なくとも一枚積層した、少なくとも一枚の摺動面部材と当該摺動面部材とは異なる材質からなる少なくとも一枚の平板状部材からなる積層体であってもよく、同様に、円筒状の複層摺動部材は、上述のいずれかの摺動面部材であって例えば長尺の矩形状に形成した当該摺動面部材を少なくとも一回巻いた円筒体とし、この円筒体の内周面及び外周面のうちの一方の面を摺動面とした、少なくとも一回巻回された一枚の摺動面部材のみからなっていても、これに代えて、少なくとも一枚の摺動面部材を少なくとも一回円筒状に巻いた円筒体と、この円筒体の内周面及び外周面のうちの一方の面を摺動面とする一方、当該円筒体の内周面及び外周面のうちの他方の面に当該摺動面部材とは異なる材質、例えばガラス繊維を含有したフェノール樹脂等の材質からなる少なくとも一枚の矩形状部材を少なくとも一回円筒状に巻き付けた円筒体とからなる積層体であってもよい。
【発明の効果】
【0023】
本発明によれば、高価となる特殊撚り糸を用いないでも、優れた摺動性能を得ることができる上に、摺動表面に補強基材が露出しても、相手材の表面を損傷させることがなく、相手材の表面の耐久性を確保できる上に、低摩擦の摺動を期待でき、補強基材と樹脂層との高い密着性に起因して耐久性を確保できる摺動面部材及びこれを用いた複層摺動部材を提供することができる。
【図面の簡単な説明】
【0024】
【図1】図1は、本発明の実施の形態の好ましい例の断面説明図である。
【図2】図2は、図1に示す例のエキスパンド樹脂シートの平面説明図である。
【図3】図3は、図2に示すエキスパンド樹脂シートの一部拡大斜視説明図である。
【図4】図4は、図1に示す例の斜視説明図である。
【図5】図5は、本発明の実施の形態の好ましい他の例の斜視説明図である。
【図6】図6は、図5に示す例の製造方法の説明図である。
【図7】図7は、図5に示す例の製造方法の説明図である。
【図8】図8は、本発明の実施の形態の好ましい更に他の例の斜視説明図である。
【図9】図9は、実施例及び比較例に対する試験方法の斜視説明図である。
【発明を実施するための形態】
【0025】
次に本発明を、図に示す好ましい実施の形態の例に基づいて更に詳細に説明する。なお、本発明はこれら例に何等限定されないのである。
【0026】
図1から図4において、本例の平板状の摺動面部材1は、エキスパンド樹脂シート2からなる補強基材3と、補強基材3のエキスパンド樹脂シート2の刻み目に充填されている充填層4並びに当該エキスパンド樹脂シート2及び充填層4の少なくとも一方の面、本例ではエキスパンド樹脂シート2の一方の面5及び充填層4の一方の面6を被覆していると共に充填層4に一体的に形成された被覆層7を一体に有した熱硬化性樹脂からなる樹脂層8と、樹脂層8の被覆層7の露出した面9を有した摺動面10とを具備している。
【0027】
メッシュ11の形状が菱形であるエキスパンド樹脂シート2は、フッ素樹脂及びポリエステル樹脂のうちの少なくとも一つとからなっており、斯かるエキスパンド樹脂シート2は、メッシュ短目方向の中心間距離SWが0.5mmから2.0mmであって、メッシュ長目方向の中心間距離LWが1.5mmから3.0mmであり、全厚dが0.1mmから0.8mmであり、刻み巾Wが0.2mmから1.0mmであり、板厚Tが0.05mmから0.6mmあり、そしてボンド長さBが0.4mmから1.2mmであることが好ましい。
【0028】
長方形のエキスパンド樹脂シート2の場合には、そろばん目をもってエキスパンド樹脂シート2を使用しても、たたみ目をもってエキスパンド樹脂シート2を使用してもよいが、好ましくは、そろばん目をもって使用する。
【0029】
エキスパンド樹脂シート2を形成する樹脂において、フッ素樹脂としては、PTFEを、ポリエステル樹脂としては、PETを夫々含んでいるとよい。
【0030】
樹脂層8の充填層4及び被覆層7は、熱硬化性樹脂としてレゾール型フェノール樹脂を含んでいても、更には、このレゾール型フェノール樹脂に加えて、当該レゾール型フェノール樹脂に分散されていると共に分子量が1,000,000から数10,000,000の高分子量PTFE又は分子量が1,000から数100,000の低分子量PTFEからなるPTFEを含んでいてもよい。
【0031】
レゾール型フェノール樹脂は、ビスフェノールA(C15H16O2)を50モル%から100モル%を含むフェノール類とホルムアルデヒド類とをアミン類を触媒として合成されたものであって、ゲルパーミエーションクロマトグラフィー測定による数平均分子量Mnが500から1000であり、且つ重量平均分子量Mwと数平均分子量Mnとの比としての分散度Mw/Mnが2.5から15であることが好ましい。
【0032】
ビスフェノールAのモル数の比率(50モル%から100モル%)は、合成開始時に投入する全フェノール類の合計モル数に対するものであって、合成後において、ゲルパーミエーションクロマトグラフィー測定による数平均分子量Mnが500から1000であり、且つ重量平均分子量Mwと数平均分子量Mnとの比としての分散度Mw/Mnが2.5から15であるレゾール型フェノール樹脂は、エキスパンド樹脂シート2のPTFE及びPETとの親和性に優れているので、エキスパンド樹脂シート自体に表面処理を施すことなしに、エキスパンド樹脂シート2との良好な接着性をもった摺動面部材1となる。
【0033】
レゾール型フェノール樹脂において、ビスフェノールAが50モル%未満では、PTFE及びPETとの十分な親和性を得ることが困難であり、エキスパンド樹脂シート2との良好な十分な接着性をもった摺動面部材を得ることができず、また、数平均分子量Mnが500未満では、PTFE及びPETとの親和性が良好であっても、機械的強度の低下を招来し、数平均分子量Mnが1000を超えると粘度が高くなりすぎて、エキスパンド樹脂シート2のメッシュ11への含浸が困難となり、更に、分散度Mw/Mnが2.5未満では、エキスパンド樹脂シート2との十分な接着力を得ることが困難となる一方、分散度Mw/Mnが15を超えると、数平均分子量Mnが1000を超える場合と同様に、エキスパンド樹脂シート2のメッシュ11への含浸が困難となる。
【0034】
ビスフェノールAが100モル%未満の場合にレゾール型フェノール樹脂に含まれるビスフェノールA以外のフェノール類として、フェノール、クレゾール、エチレンフェノール、アミノフェノール、レゾルシノール、キシレノール、ブチルフェノール、トリメチルフェノール、カテコール、フェニルフェノール等を例示し得、就中、フェノールを好ましい例として挙げることができ、これらビスフェノールA以外のフェノール類は、夫々単独で用いても、二種類以上を混合物として用いてもよい。
【0035】
ホルムアルデヒド類として、ホルマリン、パラホルムアルデヒド、サリチルアルデヒド、ベンズアルデヒド、p−ヒドロキシベンズアルデヒド等を例示し得、就中、ホルマリン又はパラホルムアルデヒドを合成の容易性からの観点から好ましい例として挙げることができ、これらホルムアルデヒド類は、夫々単独で用いても、二種類以上を混合物として用いてもよい。
【0036】
触媒としてのアミン類として、トリエチルアミン、トリエタノールアミン、ベンジルジメチルアミン、アンモニア水を例示し得、就中、トリエチルアミン又はアンモニア水を合成の容易性からの観点から好ましい例として挙げることができる。
【0037】
レゾール型フェノール樹脂に分散配合されるPTFEとして、成形用のモールディングパウダー(以下、高分子量PTFEという)と、放射線照射等により高分子量PTFEに比べて分子量を低下させたPTFE(以下、低分子量PTFEという)とを例示し得、主に添加剤として用いられる低分子量PTFEは、粉砕し易く分散性に優れている。
【0038】
高分子量PTFEの具体例として、三井デュポンフロロケミカル社製の「テフロン(登録商標)7−J」、「テフロン(登録商標)7A−J」、「テフロン(登録商標)70−J」等、ダイキン工業社製の「ポリフロンM−12(商品名)」等、旭硝子社製の「フルオンG163(商品名)」、「フルオンG190(商品名)」等を例示し得る。
【0039】
低分子量PTFEの具体例として、三井デュポンフロロケミカル社製の「TLP−10F(商品名)」等、ダイキン工業社製の「ルブロンL−5(商品名)」等、旭硝子社製の「フルオンL150J(商品名)」、「フルオンL169J(商品名)」、喜多村社製の「KTL−8N(商品名)」、「KTL−2N(商品名)」等を例示し得る。
【0040】
樹脂層のPTFE粉末としては、高分子量PTFE及び低分子量PTFEのうちのいずれの粉末をも用いることができるが、レゾール型フェノール樹脂と混合するに際して、均一に分散してボイドの生成を回避するためには低分子量PTFEの粉末が好ましい。
【0041】
PTFE粉末の平均粒径は、レゾール型フェノール樹脂への均一な分散とボイドの生成の回避との観点から、好ましくは1μmから50μm、より好ましくは1μmから30μmである。
【0042】
充填層4及び被覆層7に、熱硬化性樹脂としてレゾール型フェノール樹脂のみを含む場合及びレゾール型フェノール樹脂とPTFEとを含む場合の摺動面部材1において、好ましくは、レゾール型フェノール樹脂の含有量は、15質量%から50質量%であり、レゾール型フェノール樹脂に分散されたPTFEの含有量は、0質量%から15質量%であり、この場合、補強基材の量は、35質量%から85質量%であるとよい。
【0043】
摺動面部材1において、レゾール型フェノール樹脂の含有量が、15質量%未満であると、摺動面部材1の製造にあたって成形性に支障を招来する一方、50質量%を超えると、摺動面部材1の機械的強度を低下させる虞があり、また、摺動面部材1において、レゾール型フェノール樹脂に分散されたPTFEの含有量が15質量%を超えると、成形の際の粘度の増大を招来してボイドの生成の虞を有すると共にレゾール型フェノール樹脂の接着性を低下させ、摺動面部材1又は斯かる摺動面部材1を有した複層摺動部材の機械的強度低下をきたし、複層摺動部材にあっては、層間剥離を惹起させたりする虞がある。
【0044】
レゾール型フェノール樹脂の含有量が15質量%から50質量%であると共にレゾール型フェノール樹脂に分散されたPTFEの含有量が0質量%から15質量%である摺動面部材1の場合、補強基材の量が35質量%未満では、補強基材の本来的な補強機能を得られない結果、補強基材による十分な摺動面部材の形状保持性を発揮できない一方、85質量%を超えると、レゾール型フェノール樹脂の量が少なくなって、成形性を著しく阻害する虞がある。
【0045】
レゾール型フェノール樹脂の含有量が15質量%から50質量%であり、レゾール型フェノール樹脂に分散されたPTFEの含有量が0質量%から15質量%であり、そして、補強基材の量が35質量%から85質量%である斯かる摺動面部材1は、以上の通り、良好な成形性、機械的強度及び摩擦摩耗特性を有し得る。
【0046】
厚みDを有する摺動面部材1の製造方法を説明すると、まず、所定の厚みTを有したPTFEとPETのうちの少なくとも一つとからなる樹脂シートを準備し、この樹脂シートに千鳥状に所定の長さをもったスリット(切目)を形成し、このスリット(切目)を形成した樹脂シートをスリット(切目)に直交する方向に引き伸ばして、所定のメッシュ短目方向の中心間距離SW、メッシュ長目方向の中心間距離LW、刻み巾W及びボンド長さBをもった図2及び図3に示すエキスパンド樹脂シート2からなる補強基材3を作製する。
【0047】
次に、撹拌機、温度計及び冷却管を備えたセパラブルフラスコに、例えば、ビスフェノールA300gと、37%ホルムアルデヒド水溶液192gとを投入し、撹拌しながら25%アンモニア水溶液9gを投入した後、常圧下で昇温し90℃の温度に到達後、2.5時間縮合反応させ、その後、0.015MPaの減圧下で80℃の温度で水分の除去を行い、次いで、メタノール64gを添加して常圧下で85℃まで昇温し、4時間縮合反応させて濃縮し、これを樹脂固形分60質量%となるようにメタノールで希釈してレゾール型フェノール樹脂ワニス(固形分60質量%、数平均分子量Mn=900、分散度Mw/Mn=5.6)を作成して準備すると共に、更に、この作成したレゾール型フェノール樹脂ワニスに、PTFEとして低分子量PTFE(喜多村社製KTL−2N(商品名))粉末及び高分子量PTFE(旭硝子社製フルオンG163(商品名))を夫々所定量配合して分散含有させ、レゾール型フェノール樹脂ワニスと低分子量PTFE粉末との混合液及びレゾール型フェノール樹脂ワニスと高分子量PTFE粉末との混合液を作成して準備する。
【0048】
斯かる準備したレゾール型フェノール樹脂ワニスを、準備したエキスパンド樹脂シート2からなる補強基材3に、当該ワニスを収容した容器内での浸漬により又はローラ塗り、スプレー塗り、刷毛塗り等により塗工し、このワニスを塗工した補強基材3を一対のローラに間に通して、補強基材3に塗工したワニスをメッシュ11に隙間なしに十分に充填し、その後、ワニスを塗工した補強基材3を乾燥炉に配置してワニスを乾燥して、乾燥後、適宜の手段により目的の大きさをもった方形状に切断することにより、エキスパンド樹脂シート2からなる補強基材3と、補強基材3のエキスパンド樹脂シート2の刻み目に充填されていると共に熱硬化性樹脂とてしてのレゾール型フェノール樹脂からなる充填層4並びに当該エキスパンド樹脂シート2及び充填層4の面5及び6を被覆して充填層4に一体的に形成されていると共に熱硬化性樹脂とてしてのレゾール型フェノール樹脂からなる被覆層7を有した樹脂層8と、被覆層7の露出した面9を有した摺動面10とを具備している図1及び図4に示す平板状の摺動面部材1を得ることができる。
【0049】
レゾール型フェノール樹脂ワニスと低分子量PTFE粉末との混合液を準備した場合には、上記ワニスの場合と同様に、準備したエキスパンド樹脂シート2からなる補強基材3に、当該混合液を収容した容器内での浸漬により又はローラ塗り、スプレー塗り、刷毛塗り等により塗工し、この混合液を塗工した補強基材3を一対のローラに間に通して、補強基材3に塗工した混合液をメッシュ11に隙間なしに十分に充填し、その後、混合液を塗工した補強基材3を乾燥炉に配置して混合液の溶剤を飛ばして乾燥して、乾燥後、適宜の手段により目的の大きさをもった方形状に切断することにより、エキスパンド樹脂シート2からなる補強基材3と、補強基材3のエキスパンド樹脂シート2の刻み目に充填されていると共に熱硬化性樹脂としてのレゾール型フェノール樹脂及び低分子量PTFEからなる充填層4並びに当該エキスパンド樹脂シート2及び充填層4の面5及び6を被覆して、充填層4に一体形成されていると共に熱硬化性樹脂としてのレゾール型フェノール樹脂及び低分子量PTFEからなる被覆層7を一体に有した樹脂層8と、被覆層7の露出した面9を有した摺動面10とを具備している図1及び図4に示す平板状の摺動面部材1を得ることができる。
【0050】
レゾール型フェノール樹脂ワニスと高分子量PTFE粉末との混合液を準備した場合には、上記ワニスと低分子量PTFE粉末との混合液の場合と同様に、準備したエキスパンド樹脂シート2からなる補強基材3に、当該混合液を収容した容器内での浸漬により又はローラ塗り、スプレー塗り、刷毛塗り等により塗工し、この混合液を塗工した補強基材3を一対のローラ間に通して、補強基材3に塗工した混合液をメッシュ11に隙間なしに十分に充填し、その後、混合液を塗工した補強基材3を乾燥炉に配置して混合液の溶剤を飛ばして乾燥して、乾燥後、適宜の手段により目的の大きさをもった方形状に切断することにより、エキスパンド樹脂シート2からなる補強基材3と、補強基材3のエキスパンド樹脂シート2の刻み目に充填されていると共に熱硬化性樹脂としてレゾール型フェノール樹脂及び高分子量PTFEからなる充填層4並びに当該エキスパンド樹脂シート2及び充填層4の面5及び6を被覆して、充填層4に一体形成されていると共に熱硬化性樹脂としてレゾール型フェノール樹脂及び高分子量PTFEからなる被覆層7を一体に有した樹脂層8と、被覆層7の露出した面9を有した摺動面10とを具備している図1及び図4に示す摺動面部材1を得ることができる。
【0051】
平板状の摺動面部材1において、摺動面10と反対の面(裏面)15で、エキスパンド樹脂シート2の他方の面16を、充填層4の他方の面17と共に当該面16と面一にして露出させて点在させてもよく、場合により、斯かる面15を摺動面としてもよく、面15を摺動面とする場合には、面15の切削等による削り量の大小により、面15において、エキスパンド樹脂シート2の露出する面16と充填層4の露出する面17との面積割合を変えることができる結果、面15の摩擦係数を削り量により最適に調整することができる。このようにエキスパンド樹脂シート2の露出する面と充填層4の露出する面とを摺動面とする場合には、被覆層6を設けなくてもよく、また、被覆層6に切削等を施して被覆層6の除去後に現出するエキスパンド樹脂シート2の露出する面と充填層4の露出する面とを摺動面としてもよい。
【0052】
摺動面部材1の樹脂層8がレゾール型フェノール樹脂のみからなる場合には、摺動面10と反対の面(裏面)15を摺動面とするか、被覆層6を除去後に現出するエキスパンド樹脂シート2の露出する面と充填層4の露出する面とを摺動面とすることが望ましい。
【0053】
斯かる平板状の摺動面部材1から図5に示す平板状の複層摺動部材21を作製する場合には、図6に示すように複数枚の平板状の摺動面部材1を準備し、この複数枚の平板状の摺動面部材1を図7に示す金型22の凹所23に、一方の摺動面部材1の面15と隣接する他方の摺動面部材1の摺動面10とが互いに接触するようにして、重ね合わせて配置し、凹所23においてこの重ね合わせた複数枚の平板状の摺動面部材1からなる積層体24を、例えば145℃の温度で加熱しつつ押圧板25により7Mpaの圧力を加えて成形すると、図5に示す摺動面10を有した平板状の複層摺動部材21を得ることができる。
【0054】
平板状の摺動面部材1から図8に示す円筒状の複層摺動部材31を作製する場合には、平板状の摺動面部材1を、摺動面10が内周側となるようにしてローラに複数回巻きつけて、ローラに卷回された積層体を、上記温度で加熱しつつ押圧ローラにより上記圧力を加えて成形すると、内周面に円筒状の摺動面10を有した円筒状の複層摺動部材31を得ることができる。
【0055】
以下の実施例1から11並びに比較例1から4について、以下の試験条件をもって摩擦係数及び摩耗量を測定した結果を表1から表5に示す。
【0056】
<実施例1>
エキスパンド樹脂シート(PTFE) 58質量%
SW=0.84mm
LW=2.04mm
d=0.31mm
W=0.34mm
T=0.14mm
B=0.61mm
樹脂層 42質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 42質量%、低分子量PTFE 0質量 %)
摺動面部材の厚みD=1.06mm
【0057】
<実施例2>
エキスパンド樹脂シート(PET) 60質量%
SW=1.10mm
LW=1.98mm
d=0.39mm
W=0.34mm
T=0.19mm
B=0.61mm
樹脂層 40質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 40質量%、低分子量PTFE 0質量 %)
摺動面部材の厚みD=0.53mm
【0058】
<実施例3>
エキスパンド樹脂シート(PTFE) 85質量%
SW=1.25mm
LW=2.07mm
d=0.61mm
W=0.57mm
T=0.42mm
B=0.91mm
樹脂層 15質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 15質量%、低分子量PTFE 0質量 %)
摺動面部材の厚みD=0.43mm
【0059】
<実施例4>
エキスパンド樹脂シート(PTFE) 57質量%
SW=0.84mm
LW=2.04mm
d=0.31mm
W=0.34mm
T=0.14mm
B=0.61mm
樹脂層 43質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 31質量%、低分子量PTFE 12質 量%)
摺動面部材の厚みD=1.12mm
【0060】
<実施例5>
エキスパンド樹脂シート(PET) 58質量%
SW=1.10mm
LW=1.98mm
d=0.39mm
W=0.34mm
T=0.19mm
B=0.61mm
樹脂層 42質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 30質量%、低分子量PTFE 12質 量%)
摺動面部材の厚みD=0.72mm
【0061】
<実施例6>
エキスパンド樹脂シート(PTFE) 57質量%
SW=0.84mm
LW=2.04mm
d=0.31mm
W=0.34mm
T=0.14mm
B=0.61mm
樹脂層 43質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 31質量%、高分子量PTFE 12質 量%)
摺動面部材の厚みD=0.72mm
【0062】
<実施例7>
エキスパンド樹脂シート(PET) 58質量%
SW=1.10mm
LW=1.98mm
d=0.39mm
W=0.34mm
T=0.19mm
B=0.61mm
樹脂層 42質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 30質量%、高分子量PTFE 12質 量%)
摺動面部材の厚みD=0.72mm
【0063】
<実施例8>
エキスパンド樹脂シート(PTFE) 57質量%
SW=0.84mm
LW=2.04mm
d=0.31mm
W=0.34mm
T=0.14mm
B=0.61mm
樹脂層 43質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 31質量%、低分子量PTFE 12質 量%)
摺動面部材の厚みD=0.72mm
【0064】
<実施例9>
エキスパンド樹脂シート(PET) 58質量%
SW=1.10mm
LW=1.98mm
d=0.39mm
W=0.34mm
T=0.19mm
B=0.61mm
樹脂層 42質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 30質量%、低分子量PTFE 12質 量%)
摺動面部材の厚みD=0.72mm
【0065】
<実施例10>
エキスパンド樹脂シート(PTFE) 57質量%
SW=0.84mm
LW=2.04mm
d=0.31mm
W=0.34mm
T=0.14mm
B=0.61mm
樹脂層 43質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 31質量%、高分子量PTFE 12質 量%)
摺動面部材の厚みD=0.72mm
【0066】
<実施例11>
エキスパンド樹脂シート(PET) 58質量%
SW=1.10mm
LW=1.98mm
d=0.39mm
W=0.34mm
T=0.19mm
B=0.61mm
樹脂層 42質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 30質量%、高分子量PTFE 12質 量%)
摺動面部材の厚みD=0.72mm
【0067】
<比較例1>
PTFE繊維の片撚り糸とPET繊維の片撚り糸との双糸の交織布 43.5質量%
樹脂層 56.5質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分 散度 Mw/Mn=5.6) 43.5質量%、低分子量P TFE 13質量%)
摺動面部材の厚みD=0.72mm
【0068】
<比較例2>
PTFE繊維の撚り糸とPET繊維の撚り糸との双糸の交織布 37質量%
樹脂層 63質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 50質量%、低分子量PTFE 13質 量%)
摺動面部材の厚みD=0.72mm
【0069】
<比較例3>
エキスパンドメタルシート(リン青銅) 54質量%
樹脂層 46質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 46質量%、低分子量PTFE 0質 量%)
摺動面部材の厚みD=0.72mm
【0070】
<比較例4>
エキスパンドメタルシート(リン青銅) 54質量%
樹脂層 46質量%(レゾール型フェノール樹脂(数平均分子量Mn=900 分散度 Mw/Mn=5.6) 36.8質量%、低分子量PTFE 9 .2質量%)
摺動面部材の厚みD=0.72mm
【0071】
比較例1から4の摺動面部材は、補強基材としてエキスパンド樹脂シートに代えて交織布又はエキスパンドメタルシートを用いて上記の製造方法と同様にして作製された。
【0072】
<試験条件>
面圧 24.5 N/mm2 (250 kgf/cm2)
滑り速度 8.38 mm/s (0.50 m/min)
回転速度 14 rpm
環境雰囲気 大気中
潤滑 無潤滑
試験方法 図9に示すように、平板状摺動部材(平板状複層摺動部材)21に相手材となる回転軸30を荷重Aを負荷して固定し、一定の滑り速度でB方向に回転させ、平板状摺動部材21と回転軸30との間の摩擦係数及び試験時間20時間の摺動面10の摩耗量を測定した。なお、実施例1から7では、平板状摺動部材21のエキスパンド樹脂シート2の面16と充填層4の面17とが混在した面15を回転軸30に接触させて当該面15の摩擦係数及び摩耗量を測定し、実施例8から11では、平板状摺動部材21の被覆層7のみが露出した面9を有した摺動面10を回転軸30に接触させて当該摺動面10の摩擦係数及び摩耗量を測定し、比較例1及び2では、交織布の面と充填層の面とが混在した面を回転軸30に接触させて当該面の摩擦係数と摩耗量を測定し、比較例3及び4では、エキスパンドメタルシートの面と充填層の面とが混在した面を回転軸30に接触させて当該面の摩擦係数と摩耗量とを測定した。補強基材としてエキスパンドメタルシートを用いた比較例3及び4では、試験中に摩擦係数が0.5と非常に高い数値を示したため、試験を途中で中断した。
【0073】
【表1】
【0074】
【表2】
【0075】
【表3】
【0076】
【表4】
【0077】
【表5】
【0078】
表1から表5におけるレゾール型フェノール樹脂の数平均分子量Mn及び分散度Mw/Mnの測定は、GPCにより測定し、数値は、ポリスチレン標準物質による研稜線から算出した。計測装置等は以下の通りである。
GPC装置:東ソー社製HLC−8120
カラム:東ソー社製TSKgel G3000HXL [排除限界分子量(ポリスチレ ン換算)1×103] 1本に続けて、TSKgel G2000HXL [ 排除限界 分子量(ポリスチレン換算)1×104] 2本使用
検出器:東ソー社製UV−8020
【0079】
表1から表5からも明らかであるように、本発明によれば、高価な交織布を用いた比較例1及び2と同等の優れた低摩擦性を得ることができると共に、金属(リン青銅)製網状体からなる補強基材を用いた比較例3及び4と比較して相手材の表面を損傷させる虞を低減できる上に、摩擦係数の急激な増大を回避できて低摩擦性の摺動を確保でき、しかも、エキスパンド樹脂シートの樹脂と充填層を含む樹脂層の樹脂との親和性に起因する化学的接着強度の増加並びにエキスパンド樹脂シートの特有の凹凸形状に起因する機械的な接着強度の増加により補強基材と樹脂層との高い密着性を有しているため、十分な耐久性も確保できる。
【符号の説明】
【0080】
1 摺動面部材
2 エキスパンド樹脂シート
3 補強基材
4 充填層
5、6、9 面
7 被覆層
8 樹脂層
10 摺動面
【特許請求の範囲】
【請求項1】
エキスパンド樹脂シートからなる補強基材と、この補強基材のエキスパンド樹脂シートの刻み目に充填されていると共に熱硬化性樹脂を含んだ充填層を有した樹脂層と、この樹脂層の露出した面を有した摺動面とを具備した摺動面部材。
【請求項2】
樹脂層は、エキスパンド樹脂シート及び充填層の少なくとも一方の面を被覆して充填層と共に一体的に形成されていると共に熱硬化性樹脂からなる被覆層を更に有しており、該樹脂層の露出した面は、被覆層の露出した面からなる請求項1に記載の摺動面部材。
【請求項3】
該樹脂層の露出した面は、充填層の露出した面と補強基材の露出した面とからなる請求項1に記載の摺動面部材。
【請求項4】
補強基材のエキスパンド樹脂シートを形成する樹脂は、フッ素樹脂及びポリエステル樹脂のうちの少なくとも一つを含んでいる請求項1から3のいずれか一項に記載の摺動面部材。
【請求項5】
補強基材は、メッシュ短目方向の中心間距離が0.5mmから2.0mmであって、メッシュ長目方向の中心間距離が1.5mmから3.0mmであり、刻み巾が0.2mmから1.0mmであり、シート厚が0.1mmから0.8mmであるエキスパンド樹脂シートからなる請求項1から4のいずれか一項に記載の摺動面部材。
【請求項6】
補強基材のエキスパンド樹脂シートは、亀甲形又は菱形のメッシュの形状を有している請求項1から5のいずれか一項に記載の摺動面部材。
【請求項7】
樹脂層の熱硬化性樹脂は、レゾール型フェノール樹脂を含んでいる請求項1から6のいずれか一項に記載の摺動面部材。
【請求項8】
樹脂層は、レゾール型フェノール樹脂に分散されたポリテトラフルオロエチレン樹脂を更に含んでいる請求項1から7のいずれか一項に記載の摺動面部材。
【請求項9】
レゾール型フェノール樹脂を15質量%から50質量%、ポリテトラフルオロエチレン樹脂を0質量%から15質量%及び補強基材を35質量%から85質量%含んでいる請求項7又は8に記載の摺動面部材。
【請求項10】
ポリテトラフルオロエチレンは、高分子量ポリテトラフルオロエチレン又は低分子量ポリテトラフルオロエチレンである請求項8又は9に記載の摺動面部材。
【請求項11】
請求項1から10のいずれか一項に記載の摺動面部材を少なくとも一枚有した積層体を有しており、摺動面は、該積層体の摺動面部材の樹脂層からなる面を有している平板状の複層摺動部材。
【請求項12】
請求項1から10のいずれか一項に記載の摺動面部材を少なくとも一回円筒状に巻いた積層体を有しており、摺動面は、該円筒体の摺動面部材の樹脂層からなる面を有している複層摺動部材。
【請求項1】
エキスパンド樹脂シートからなる補強基材と、この補強基材のエキスパンド樹脂シートの刻み目に充填されていると共に熱硬化性樹脂を含んだ充填層を有した樹脂層と、この樹脂層の露出した面を有した摺動面とを具備した摺動面部材。
【請求項2】
樹脂層は、エキスパンド樹脂シート及び充填層の少なくとも一方の面を被覆して充填層と共に一体的に形成されていると共に熱硬化性樹脂からなる被覆層を更に有しており、該樹脂層の露出した面は、被覆層の露出した面からなる請求項1に記載の摺動面部材。
【請求項3】
該樹脂層の露出した面は、充填層の露出した面と補強基材の露出した面とからなる請求項1に記載の摺動面部材。
【請求項4】
補強基材のエキスパンド樹脂シートを形成する樹脂は、フッ素樹脂及びポリエステル樹脂のうちの少なくとも一つを含んでいる請求項1から3のいずれか一項に記載の摺動面部材。
【請求項5】
補強基材は、メッシュ短目方向の中心間距離が0.5mmから2.0mmであって、メッシュ長目方向の中心間距離が1.5mmから3.0mmであり、刻み巾が0.2mmから1.0mmであり、シート厚が0.1mmから0.8mmであるエキスパンド樹脂シートからなる請求項1から4のいずれか一項に記載の摺動面部材。
【請求項6】
補強基材のエキスパンド樹脂シートは、亀甲形又は菱形のメッシュの形状を有している請求項1から5のいずれか一項に記載の摺動面部材。
【請求項7】
樹脂層の熱硬化性樹脂は、レゾール型フェノール樹脂を含んでいる請求項1から6のいずれか一項に記載の摺動面部材。
【請求項8】
樹脂層は、レゾール型フェノール樹脂に分散されたポリテトラフルオロエチレン樹脂を更に含んでいる請求項1から7のいずれか一項に記載の摺動面部材。
【請求項9】
レゾール型フェノール樹脂を15質量%から50質量%、ポリテトラフルオロエチレン樹脂を0質量%から15質量%及び補強基材を35質量%から85質量%含んでいる請求項7又は8に記載の摺動面部材。
【請求項10】
ポリテトラフルオロエチレンは、高分子量ポリテトラフルオロエチレン又は低分子量ポリテトラフルオロエチレンである請求項8又は9に記載の摺動面部材。
【請求項11】
請求項1から10のいずれか一項に記載の摺動面部材を少なくとも一枚有した積層体を有しており、摺動面は、該積層体の摺動面部材の樹脂層からなる面を有している平板状の複層摺動部材。
【請求項12】
請求項1から10のいずれか一項に記載の摺動面部材を少なくとも一回円筒状に巻いた積層体を有しており、摺動面は、該円筒体の摺動面部材の樹脂層からなる面を有している複層摺動部材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−122601(P2012−122601A)
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願番号】特願2010−276404(P2010−276404)
【出願日】平成22年12月10日(2010.12.10)
【出願人】(000103644)オイレス工業株式会社 (384)
【Fターム(参考)】
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願日】平成22年12月10日(2010.12.10)
【出願人】(000103644)オイレス工業株式会社 (384)
【Fターム(参考)】
[ Back to top ]