
撚り熱可塑性ポリマー複合体ケーブル、その製造方法及び使用方法

螺旋状に撚られた熱可塑性ポリマー複合体ケーブル(10)は、中心長手方向軸を画定している単一ワイヤ(2)と、単一ワイヤ(2)の回りに螺旋状に撚られた複数の第一熱可塑性ポリマー複合体ワイヤ(4)と、複数の第一熱可塑性ポリマー複合体ワイヤ(4)の回りに螺旋状に撚られた複数の第二熱可塑性ポリマー複合体ワイヤと、を含む。螺旋状に撚られた熱可塑性ポリマー複合体ケーブル(10)は、水中テザー及び水中アンビリカルを含む送電ケーブルなどとしての最終物品に後に組み込まれる中間体物品として使用されてもよい。螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの製造方法及び使用方法が記載されている。
【発明の詳細な説明】
【技術分野】
【0001】
(関連出願の相互参照)
本出願は、その開示内容の全体を本明細書に援用する米国特許仮出願第61/291,665号(2010年2月1日出願)の恩典を主張するものである。
【0002】
(技術分野)
本開示は全般に、撚りケーブル並びにその製造及び使用の方法に関連する。本開示は更に、螺旋状に撚られたポリマー複合体ワイヤを含む撚りケーブル、並びにその製造及び使用の方法に関連する。このような螺旋状に撚られたポリマー複合体ケーブルは、送電ケーブル、水中テザー及び水中アンビリカル、並びに他の用途で有用である。
【背景技術】
【0003】
ケーブル撚りは、通常は螺旋状の構成で、個々のワイヤを組み合わせ、完成したケーブルを製造するプロセスである。例えば米国特許第5,171,942号及び同第5,554,826号を参照されたい。生成された撚りケーブル又はワイヤロープは、等価の横断面積の固体ロッドから取得される柔軟性よりもはるかに大きな柔軟性を提供する。また、ケーブルが取扱、設置、及び使用中に曲げる力を受けた場合に、螺旋状に撚られたケーブルは全体的な円形の断面形状を維持するので、撚り構成は有益である。そのような螺旋状に撚られたケーブルは、巻上げ機ケーブル、航空機用ケーブル、及び送電ケーブルなどの様々な用途に使用される。
【0004】
螺旋状に撚られたケーブルは典型的に、鋼、アルミニウム、又は銅などの延性金属で製造される。いくつかの場合では、裸の架空送電ケーブルなど螺旋状に撚られたワイヤコアは,ワイヤ導体層によって包囲される。螺旋状に撚られたワイヤコアは、鋼などの第1材料から作製される延性金属ワイヤを含む場合があり、外側の動力伝導層は、例えばアルミニウムなど他の材料から作製される延性金属ワイヤを含む場合がある。いくつかの場合では、螺旋状に撚られたワイヤコアは、より大きな直径の送電ケーブルの製造への投入材料として使用される、事前に撚られた(pre-stranded)ケーブルであってもよい。螺旋状に撚られたケーブルは概ね、わずか7つの個々のワイヤから、50以上のワイヤを含む、より一般的な構造体を含む。
【0005】
ケーブル撚りプロセス中、延性金属ワイヤには、金属材料の降伏応力を超えるが最大応力又は破壊応力を下回る応力がかかる。比較的小半径の先行のワイヤ層又は中心ワイヤの周りに螺旋状に巻かれる際に、この応力によって、金属ワイヤが可塑的に変形される。新しい形状に容易に可塑的に変形され得ないような材料から作製されたワイヤを使用して製造された有用なワイヤが最近発表されたが、それらは脆性であり得る。
【0006】
このような複合体ケーブルの一例が、ファイバーレインフォースドメタル複合体ワイヤを含有するメタルマトリックスコンポジットケーブルによって提供されている。このようなメタルマトリックスコンポジットワイヤは、延性金属ワイヤと比較してそれらの改善された機械的特性のために魅力的であるが、それらの応力歪み応答において本質的に弾性である。例えば米国特許第6,559,385号及び同第7,093,416号、並びにPCT国際公開第WO 97/00976号などに開示された熱硬化性ポリマーマトリックスコンポジットワイヤのような繊維強化ポリマーマトリックスを含有するいくつかのポリマー複合体ケーブルは、当該技術分野において既知である。撚られた複合体ケーブル(例えば、ポリマーマトリックス複合体又はメタルマトリックスコンポジットワイヤを含有するケーブルなど)の1つの使用方法は、裸の送電ケーブル内での補強部材としての使用である。
【発明の概要】
【課題を解決するための手段】
【0007】
一つの態様において、本開示は、改善された撚り熱可塑性ポリマー複合体ケーブルを提供する。いくつかの代表的な実施形態において、撚り熱可塑性複合体ケーブルは、中心長手方向軸を画定する単一ワイヤと、中心長手方向軸に対して画定される第一撚り角度にて、第一撚り長さを有し、第一撚り方向で、複合体の単一ワイヤの回りに撚られる複数の第一熱可塑性ポリマー複合体ワイヤと、中心長手方向軸に対して画定される第二撚り角度で、第二撚り長さを有し、第二撚り方向で、複数の第一複合体ワイヤの回りに撚られる複数の第二熱可塑性複合体ワイヤと、を含む。
【0008】
更に代表的な実施形態では、撚りケーブルは、中心長手方向軸に対して画定される第三撚り角度にて、第三撚り方向で、複数の第二熱可塑性ポリマー複合体ワイヤの回りに撚られ、並びに第三撚り長さを有する、複数の第三熱可塑性ポリマー複合体ワイヤを更に含む。追加の代表的実施形態では、撚りケーブルは、中心長手芳香軸に対して画定される第四撚り角度にて、第四撚り方向で、複数の第三熱可塑性ポリマー複合体ワイヤの回りに撚られ、並びに第四撚り長さを有する、複数の第四熱可塑性ポリマー複合体ワイヤを更に含む。追加の代表的実施形態では、撚り熱可塑性ポリマー複合体ケーブルは、複数の第四ポリマー複合体ワイヤの回りに撚られた追加の熱可塑性ポリマー複合体ワイヤを更に含む。
【0009】
前述の代表的実施形態のいずれにおいても、第一撚り方向は、第二撚り方向と同一であり得、第三撚り方向は第二撚り方向と同一であり得、第四撚り方向は第三撚り方向と同一であり得、並びに一般的には、いかなる外側層の撚り方向は、隣接した内側層の撚り方向と同一であり得る。
【0010】
他の代表的実施形態では、第二撚り方向は第一撚り方向と反対であり、第三撚り方向は第二撚り方向と反対であり(すなわち、第三撚り方向が第一撚り方向と同一であり)、第四撚り方向が第三撚り方向と反対であり(すなわち、第四撚り方向が第二撚り方向と同一であり)、並びに一般的に、いかなる外側層の撚り方向が、隣接する内側層の撚り方向と反対であるように選択されてもよい。更には、特定の現在好まれている実施形態では、第一撚り角度と第二撚り角度との間の相対的な差は0°以上かつ約4°以下であり得、第三撚り角度と第二撚り角度との間の相対的な差は0°以上かつ約4°以下であり得、第四撚り角度と第三撚り角度との間の相対的な差は0°以上かつ約4°以下であり得、並びに一般的には、いかなる内側層撚り角度及び隣接する外側層撚り角度は、0°以上かつ約4°以下、より好ましくは3°以下、最も好ましくは0.5°以下であり得る。
【0011】
更なる実施形態において、1つ以上の第一撚り長さは第二撚り長さ以下であり、第二撚り長さは第三撚り長さ以下であり、第四撚り長さはすぐ後続の撚り長さ以下であり、及び/又は各後続撚り長さは直前の撚り長さ以下である。他の実施形態において、一つ以上の第一撚り長さは第二撚り長さに等しく、第二撚り長さは第三撚り長さに等しく、及び第三撚り長さは第四撚り長さに等しい。いくつかの代表的実施形態において、当該技術分野において既知のように、平行撚りを使用することが好ましいことがある。
【0012】
更なる態様において、本開示は、コアと、そのコアの回りの伝導体層とを含む、撚り送電ケーブルの別の実施形態を提供し、このコアは、上述の任意の撚り熱可塑性ポリマー複合体ケーブルを含み得る。いくつかの代表的実施形態では、撚りケーブルは、撚り熱可塑性ポリマー複合体ケーブルコアの撚り熱可塑性ポリマー複合体ワイヤの回りに撚られた複数の延性金属ワイヤを更に含む。
【0013】
特定の代表的実施形態では、複数の延性金属ワイヤが、熱可塑性ポリマー複合体ケーブルコアを取り囲む複数の放射状層内の中心長手方向軸の回りに撚られている。追加の代表的な実施形態において、この複数の延性金属ワイヤの少なくとも一部分は、中心長手方向軸に対するある撚り角度にて、第一撚り方向で、並びに延性金属ワイヤの第一撚り長さで、撚られる。他の代表的な実施形態において、この複数の延性金属ワイヤの少なくとも一部分は、第二撚り方向で、中心長手方向軸に対して相対的に画定されるある撚り角度にて、並びに延性金属ワイヤの第二撚り長さで、撚られる。
【0014】
螺旋状に撚られたポリマー複合体ケーブルの上記のいかなる実施形態及び撚り送電ケーブルの関連する実施形態においても、以下の代表的実施形態が有利に用いられ得る。一つの代表的な実施形態において、単一ワイヤは、中心長手方向軸に対してほぼ垂直の方向でとられた断面形状を有し、それは円形又は楕円形である。特定の代表的な実施形態において、この単一ワイヤはポリマー複合体ワイヤである。特定の現在好まれている実施形態では、単一ワイヤは、延性金属ワイヤ、又は熱可塑性ポリマー複合体ワイヤである。追加の代表的な実施形態において、それぞれのポリマー複合体ワイヤ及び/又は延性ワイヤは、中心長手方向軸に対してほぼ垂直の方向での断面形状を有し、その断面形状は、円形、楕円形、及び台形から選択される。
【0015】
追加の態様では、本開示は上記の態様及び実施形態で記載されたような撚りケーブルの製造方法を提供し、製造方法は、複数の第一熱可塑性ポリマー複合体ワイヤを、中心長手方向軸を画定している単一ワイヤの回りに螺旋状に撚る工程であって、複数の第一熱可塑性ポリマー複合体ワイヤを螺旋状に撚ることが、中心長手方向軸に対して画定された第一撚り角度にて、第一撚り方向で実行され、並びに複数の第一ワイヤが第一撚り長さを有する、螺旋状に撚る工程と、複数の第二熱可塑性ポリマー複合体ワイヤを、複数の第一熱可塑性ポリマー複合体ワイヤの回りに螺旋状に撚る工程であって、複数の第二熱可塑性ポリマー複合体ワイヤを螺旋状に撚ることが、中心長手方向軸に対して画定された第二撚り角度にて、第二撚り方向で実行され、並びに複数の第二ワイヤが第二撚り長さを有する、螺旋状に撚る工程と、螺旋状に撚られた複数の第一及び第二熱可塑性ポリマー複合体ワイヤを、25℃への冷却に際に、螺旋状に撚られたポリマー複合体ワイヤを螺旋状に撚られた形状に保持するのに十分な温度に及び十分な時間加熱する工程と、とを含む。現在好まれている温度は300℃である。
【0016】
特定の現在好まれている代表的実施形態では、第一撚り角度と第二撚り角度との間の相対的な差は、0°以上かつ約4°以下である。1つの特別な実施形態では、この方法は、複数の延性金属ワイヤを熱可塑性ポリマー複合体ワイヤの回りに撚る工程を更に含む。
【0017】
本開示による撚り熱可塑性ポリマー複合体ケーブルの代表的な実施形態は、その利用を可能にし、様々な用途に利点をもたらす、様々な機能及び性質を有する。例えば、いくつかの代表的な実施形態において、本開示による撚り熱可塑性ポリマー複合体ケーブルは、他の複合体ケーブルに比べた場合、製造中又は使用中に、ケーブルの引張り歪みの低い値での早期破壊又は故障が起こる傾向を低減し得る。加えて、いくつかの代表的な実施形態による撚り熱可塑性ポリマー複合体ケーブルは、従来の撚り延性金属ワイヤケーブルに比べた場合、改善された耐腐食性、環境耐性(例えば紫外線及び耐湿性)、高温での強度損失に対する抵抗性、クリープ耐性、並びに比較的高い弾性率、低密度、低熱膨張係数、高い導電率、高い懸垂耐性、及び高強度を呈し得る。
【0018】
いくつかの代表的な実施形態において、本開示の実施形態によって製造された螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、先行技術の複合体ケーブルに比べ、10%以上の引張り強度の増加を呈し得る。本開示の特定の実施形態による、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルはまた、特定の重要な用途、例えば送電用途における使用において、引張り強度の最低要件に適合するケーブルの撚りプロセスにより、収率を増大させるため、より低い製造コストで製造することも可能である。特定の現在好まれている代表的実施形態では、代表的な本開示による螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、架空送電ケーブル、地中送電ケーブル、及び水中テザー又は水中アンビリカルを含む水中送電ケーブルとして使用され得る。
【0019】
いくつかの具体的実施形態では、本開示の実施形態により製造された螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、従来の弾性的に撚られた複合体ワイヤで一般的に観測されるような、ケーブル強度での実質的な低減を観測することなく、以前の可能な候補ケーブルよりも非常に短い撚り長さで都合よく撚られ得る。このような従来の弾性的撚り複合体ワイヤケーブルは、撚り複合体ワイヤーのワイヤの曲げ半径に対するワイヤ半径の比に概ね比例する強度減少を呈する。したがって、曲げ歪みによる強度の損失は、複合体材料の破壊歪みに対する曲げ歪みの比に比例する。撚り長さがより短く作製されるにつれて、曲げ歪みは撚り長さに反比例するために、従来の弾性的撚り複合体ワイヤケーブルにおける曲げ歪みが増加し、これによって、ケーブル強度を低減させる。
【0020】
典型的には、弾性的撚りワイヤは、ワイヤ内の0.05%曲げ歪みに等しいワイヤ半径の約1000倍未満の撚り長さを有することができない。複合体ワイヤで使用される典型的な複合体材料は、0.5%〜2%の間の破壊歪みを有し、これは0.5%の破壊歪みを備えたワイヤに関する20%の撚り加工からの強度軽減、及び2%破壊歪みを備えたワイヤにおける5%強度軽減に等しい。しかしながら、本開示による撚り複合体ケーブルのいくつかの代表的実施形態は、可塑的に変形される延性(例えば金属)ワイヤで構成される非複合体ケーブルに典型的である非常に低い撚り角度で撚られ得る。曲げ歪みが複合体材料の破壊歪みを超え、これによって、ワイヤを破損することなくポリマー複合体ワイヤの撚り加工を抑制するために、弾性的に撚られた複合体ワイヤを含むケーブルのこのような短い撚り長さは、当該技術分野では以前は入手不可能であった。より短い撚り長さ、及び/又は層間の交互の撚り角度を有する熱可塑性ポリマー複合体ケーブルは、ケーブルの一体性、ケーブル内のねじれの平衡、及び改善された柔軟性を維持するために好適であり得る。
【0021】
本開示の例示的な実施形態の種々の態様及び利点の概要がまとめられてきた。上記の本開示の概要は、本発明の特定の代表的な実施形態の図示された各実施形態又は全ての実現形態を説明することを意図したものではない。以下の図面及び「発明を実施するための形態」により、本明細書に開示される原理を利用した特定の好ましい実施形態をより具体的に例示する。
【図面の簡単な説明】
【0022】
本開示の例示的な実施形態を以下の添付の図を参照して更に説明する。
【図1A】本開示の特定の代表的実施形態による、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの透視図。
【図1B】本開示の特定の別の代表的実施形態による、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの透視図。
【図2A】本開示の代表的な実施形態による様々な螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの横断端面図。
【図2B】本開示の代表的な実施形態による様々な螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの横断端面図。
【図2C】本開示の代表的な実施形態による様々な螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの横断端面図。
【図2D】本開示の代表的な実施形態による様々な螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの横断端面図。
【図2E】本開示の代表的な実施形態による様々な螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの横断端面図。
【図2F】本開示の代表的な実施形態による様々な螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの横断端面図。
【図3】本開示の代表的な追加の実施形態による、ケーブル製造に使用される代表的な撚り装置の概略図。 図中、同じ参照番号は、同様の要素を指す。本明細書に含まれる図は、縮尺図ではなく、これらの図中、熱可塑性ポリマー複合体ケーブルの構成要素は、選択された特徴を強調するために採られたサイズである。
【発明を実施するための形態】
【0023】
説明及び特許請求の範囲で特定の用語が使用されており、大部分は周知であるが、いくらか説明を必要とする場合がある。本明細書で使用されるとき、「ワイヤ」が「脆性」であると述べる場合は、そのワイヤがごくわずかな可塑性変形を伴い、引張り荷重下で破壊することを意味する。
【0024】
ワイヤの変形に関して使用されるとき、用語「延性」は、そのワイヤが曲げの最中に破壊又は破損することなく実質的に可塑性変形されることを意味する。
【0025】
用語「(コ)ポリマー」は、ホモポリマー又はコポリマーを意味する。
【0026】
用語「(meth)アクリレート」は、アクリレート又はメタクリレートを意味する。
【0027】
用語「複合体ワイヤ」は、一緒に束ねられた、組成物又は形態の異なる材料の組み合わせから形成されたワイヤを指す。
【0028】
用語「ポリマー複合体ワイヤ」は、1つ又はそれより多くのポリマー相を含むマトリックスに束ねられた1つ又はそれより多くの強化材料を含む複合体ワイヤ指し、それらは熱硬化性ポリマー又は熱可塑性ポリマーを含み得る。
【0029】
用語「熱可塑性ポリマー複合体ワイヤ」は、1つ又はそれより多くの熱可塑性ポリマー相を含むマトリックスに束ねられた1つ又はそれより多くの強化繊維材料を含む複合体ワイヤを指し、熱可塑性ポリマー相を軟化させるのに十分な温度に加熱される場合、それが延性挙動を呈し得る。
【0030】
用語「セラミック−ポリマー複合体ワイヤ」は、1つ以上のポリマー相を含むマトリックスに束ねられた、1つ以上の強化セラミック繊維材料を含む複合体ワイヤを指す。
【0031】
用語「金属マトリックス複合体ワイヤ」は、1つ又はそれより多くの金属相を含むマトリックスに束ねられた、1つ又はそれより多くの強化材料を含む複合体ワイヤを指し、それが非延性挙動を呈し、並びに脆性である。
【0032】
ワイヤの変形に関して使用される用語「曲げ」又は「曲がる」には、二次元の曲げ、及び/又は、撚り中にワイヤを螺旋状に曲げるなどの、三次元の曲げ変形が含まれる。曲げ変形を有するワイヤを指す場合、これは、そのワイヤが引張り力及び/又はねじり力によってもたらされた変形をも有する可能性を除外するものではない。
【0033】
「顕著な弾性曲げ」変形とは、ワイヤが、そのワイヤの半径の最高10,000倍までの曲率半径で曲げられたときに起こる曲げ変形を意味する。この顕著な弾性曲げ変形は、円形断面のワイヤに適用される場合、ワイヤの外側繊維における少なくとも0.01%の歪みを付与し得る。
【0034】
用語「ケーブル化」及び「撚る」は、「ケーブル化された(される)」及び「撚られた(撚られる)」として交換可能な用語として使用される。
【0035】
用語「撚り」は、螺旋状に撚られたケーブルの撚り層にあるワイヤが、螺旋状に巻かれている状態を指す。
【0036】
用語「撚り方向」は、螺旋状に撚られた層におけるワイヤの撚られた方向を指す。螺旋状に撚られる層の撚り方向を判定するには、そのケーブルが観測者とは反対の方向を指した状態で、観測者が、その螺旋状に撚られたワイヤ層の表面を見る。ワイヤ撚りが、撚りが観測者から離れて進行するに従って、時計方向に回転するように見える場合、そのケーブルは「右旋撚り」を有すると記述される。ワイヤ撚りが観測者から離れるに従って反時計方向に回転するように見える場合、そのケーブルは「左旋撚り」を有すると記述される。
【0037】
用語「中心軸」及び「中心長手方向軸」は交換可能な用語として使用され、多層螺旋撚りケーブルの半径方向での中心に位置する、共通の長手方向軸を意味する。
【0038】
用語「撚り角度」は、螺旋状に撚られたケーブルの中心長手方向軸に対して、撚られたワイヤによって形成される角度を指す。
【0039】
用語「交差角度」は、螺旋状に撚られたワイヤケーブルの、隣接するワイヤ層の撚り角度間の相対的な(絶対的な)差を意味する。
【0040】
用語「撚り長さ」は、螺旋状に撚られたケーブルの中心長手方向軸を中心に、螺旋状に撚られたある層内のある単一ワイヤが、螺旋状に完全に1回転する間の、その撚りケーブルの長さを指す。
【0041】
用語「セラミック」は、ガラス、結晶性セラミック、ガラスセラミック、及びこれらの組み合わせが挙げられる。
【0042】
用語「多結晶性」とは、主に複数の結晶性グレインを有し、そのグレイン寸法が、そのグレインの存在する繊維の直径よりも小さいような、材料を意味する。
【0043】
用語「連続繊維」とは、平均繊維直径に比較して、相対的に無限である長さを有する繊維を意味する。これは典型的に、アスペクト比(すなわち、繊維の平均直径に対する繊維の長さの比)1×105以上(いくつかの実施形態においては、少なくとも1×106、又は更に少なくとも1×107)を有する繊維を意味する。典型的に、そのような繊維は少なくとも約15cm〜少なくとも数メートルの長さを有し、更にはキロメートル程度又はそれ以上の長さを有することさえできる。
【0044】
いくつかの用途においては、撚り複合体ケーブルの構成とその製造方法を更に改善することが望ましい。特定の用途においては、例えば、ケーブルの引張り強度及び破断までの、螺旋状に撚られた複合体ケーブルの物理的特性を改善することが望ましい。いくつかの特定の用途においては、送電ケーブルなどの後続の物品に組み込む前に、その撚り複合体ワイヤの螺旋構成を保持するための便利な手段を提供することが、更に望ましい。可塑的に変形可能な延性金属ワイヤを使用して製造された撚りケーブルに先立つ、又は撚りの後にワイヤの螺旋状構成を保持するために、例えば硬化又はポリマーマトリックスによる、又は撚られた複合体ワイヤを接着テープで巻きつけることによる、保持手段などを使用して撚り形状で保持され得る複合体ワイヤを伴う、螺旋状に撚られた構成を保持するためのそのような手段は必要ではなかった。
【0045】
したがって、本開示のいくつかの代表的実施形態は、上述のような保持手段を使用することなく、撚りの後に熱可塑性ポリマー複合体ワイヤの螺旋状構成を保持し得る熱可塑性ポリマーマトリックスを含む熱可塑性ポリマー複合体ワイヤーに関する。本開示の他の実施形態は、撚り熱可塑性ポリマー複合体ケーブルと、各ポリマー複合体ワイヤ層間で交互の撚り方向を使用して、螺旋状に撚られた従来の複合体ケーブルと比較したときに、ポリマー複合体ケーブルの引張り強度が驚くべきほど増加することになる、共通の撚り方向での、熱可塑性ポリマー複合体ワイヤ層の螺旋状の撚る方法と、に関する。引張り強度における、そのような驚くべき増加は、共通の撚り方向を使用して撚られたとき、従来の延性(例えば金属又は他の非ポリマー複合体)ワイヤでは観察されていない。更に、一般的に、従来の延性ワイヤケーブルの撚られたワイヤ層に、共通の撚り方向を使用したいという意欲は低く、なぜならば延性金属ワイヤは容易に可塑的に変形することができ、そのようなケーブルは概して、より短い撚り長さを使用し、そのため、ケーブルの一体性を維持するために撚り方向を交互にすることが好ましい場合がある。
【0046】
本開示の種々の例示的な実施形態が特に図を参照して、ここに説明されるであろう。本開示の代表的な実施形態は、開示の趣旨及び範囲から逸脱することなく、様々な修正や変更が可能である。したがって、本開示の実施形態は以下に記述する代表的な実施形態に限定されず、請求項及びそれと同等の任意のものに定められた制限によって支配されるものと理解されたい。
【0047】
したがって、一態様では、本開示は、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを提供する。図を参照すると、図1Aは、本開示の代表的実施形態による、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル10の透視図を示している。図に示すように螺旋状に撚られたポリマー複合体ケーブル10には、中心長手方向軸を画定する単一ワイヤ2と、第一撚り方向(時計回りが図示されており、右旋撚り方向に対応する)で、単一ワイヤ2の回りに撚られる複数の第一熱可塑性ポリマー複合体ワイヤ4を含む第一層20と、第一撚り方向で、複数の第一可塑性ポリマー複合体ワイヤ4の回りに撚られる複数の第二熱可塑性複合体ワイヤ6を含む第二層22と、が含まれる。
【0048】
図1Aに示されたように、必要に応じて、複数の第三熱可塑性ポリマー複合体ワイヤ8を含む第三層24が、ポリマー複合体ケーブル10を形成するために、第一撚り方向で、複数の第二熱可塑性ポリマー複合体ワイヤ6の回りに撚られてもよい。他の実施形態では、任意の第四層(図示せず)又はポリマー複合体ワイヤのより多くの追加の層もまた、第一撚り方向で、複数の第二熱可塑性ポリマー複合体ワイヤ6の回りに撚られてもよい。
【0049】
必要に応じて、単一ワイヤ2は熱可塑性ポリマー複合体ワイヤであって、しかしながら、他の実施形態では、単一ワイヤ2は、金属ワイヤのような非可塑性ワイヤ、例えば熱硬化性ポリマー複合体ワイヤ又はメタルマトリックスコンポジットワイヤなどのような非熱可塑性複合体ワイヤである。
【0050】
本開示の現在好まれている実施形態では、熱可塑性ポリマー複合体ワイヤのそれぞれの連続する層が、ワイヤのそれぞれの前層と同一の撚り方向で巻かれるように、熱可塑性ポリマー複合体ワイヤ(例えば4、6、8など)の2つ又はそれより多くの撚られた層(例えば20、22、24など)が、中心長手方向軸を画定する単一中心ワイヤ2の回りに螺旋状に巻かれもよい。更に、それぞれの層(20、22、及び24)に関して右旋撚りが図1Aに示されている一方で、図1Bによって示された代表的な螺旋状に撚られた熱可塑性ポリマー複合体ケーブルに関して示されたように、左旋撚りがそれぞれの層(20、23、24など)に関して交互に使用され得ることが理解されるであろう。
【0051】
したがって、図1Bは、本開示の別の代表的実施形態による、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル10’の透視図を示している。図示されたように、螺旋状に撚られたポリマー複合体ケーブル10’には、中心長手方向軸を画定している単一ワイヤ1(これらは、例えば熱可塑性ポリマー複合体ワイヤ、又は、例えば金属ワイヤ、熱硬化性ポリマー複合体ワイヤ、若しくはメタルマトリックスコンポジットワイヤのような非熱可塑性ワイヤであり得る)と、第一撚り方向(反時計回りが示されていて、これは左旋撚りに相当する)で単一ワイヤ1の回りに撚られた複数の第一熱可塑性ポリマー複合体ワイヤ4を含む第一層20と、第一撚り方向に反対の第二撚り方向で、複数の第一熱可塑性ポリマー複合体ワイヤ4の回りに撚られた、複数の第二非熱可塑性ポリマー複合体ワイヤ5(これは、例えば金属ワイヤ、熱硬化性ポリマー複合体ワイヤ、又はメタルマトリックスコンポジットワイヤであり得る)を含む第二層23と、ポリマー複合体ケーブル10’を形成するために、第一撚り方向で、複数の第二非熱可塑性ワイヤ5の回りに撚られた複数の第三熱可塑性ポリマー複合体ワイヤ8を含む第三層24と、を含む。
【0052】
他の実施形態では、任意の第四層(図示せず)が、第二撚り方向で、複数の第二非熱可塑性ポリマー複合体ワイヤ5の回りに撚られてよい。本開示の代表的な現在好まれている実施形態では、図1Aに示されたように、熱可塑性ポリマー複合体ワイヤのそれぞれの連続する層が、それぞれの前層と同一の撚り方向で巻かれるように、熱可塑性ポリマー複合体ワイヤ(例えば4及び8)と非熱可塑性ワイヤ(例えば5)の2つ又はそれより多くの交互の撚られた層が、中心長手方向を画定する単一中心ワイヤ1の回りに巻かれてもよい。更に、層5に関して、左旋撚りが図1Bに示されている一方で、層4及び8に関して、右旋撚りが示されていて、層5に関して、右旋撚りは交互に使用され得、並びに層15、16などに関して左旋撚りが交互に使用され得ることが理解されるであろう。
【0053】
必要に応じて、前述のいかなる実施形態においても、単一ワイヤ2は熱可塑性ポリマー複合体ワイヤであり得るが、他の実施形態では、単一ワイヤ2は、金属ワイヤのような非熱可塑性ワイヤ、又は例えば熱硬化性ポリマー複合体ワイヤ又はメタルマトリックスコンポジットワイヤなどのような非熱可塑性複合体ワイヤであり得る。
【0054】
前述の代表的実施形態では、第一撚り方向が第二撚り方向と同一であることが好ましく、第三撚り方向が第二撚り方向と同一であることが好ましく、第四撚り方向が第三撚り方向と同一であることが好ましく、並びに一般的に、いかなる外側層の撚り方向も隣接する内側層の撚り方向と同一であることが好ましい。しかしながら、他の具体的実施形態では、第一撚り方向が第二撚り方向と反対であり得、第三撚り方向が第二撚り方向と反対であり得、第四撚り方向が第三撚り方向と反対であり得、並びに一般的には、いかなる外側層の撚り方向も隣接する内側層の撚り方向と反対であり得る。
【0055】
任意の前述の具体的な実施形態の特定の現在好まれている実施形態では、第一撚り角度と第二撚り角度との間の相対的な差は、0°以上かつ約4°以下であることが好ましく、第三撚り角度と第二撚り角度との間の相対的な差は、0°以上かつ約4°以下であることが好ましく、第四撚り角度と第三撚り角度との相対的な差は、0°以上かつ約4°以下であることが好ましく、一般的には、任意の内側層撚り角度及び隣接する外側層の撚り角度は、0°以上かつ約4°以下であることが好ましく、より好ましくは3°以下、最も好ましくは0.5°以下である。
【0056】
更なる例示好適実施形態において、1つ以上の第一撚り長さは第二撚り長さと同じかそれ以下であることが好ましく、第二撚り長さは第三撚り長さと同じかそれ以下であることが好ましく、第四撚り長さはすぐ後続の撚り長さと同じかそれ以下であることが好ましく、及び/又は各後続撚り長さは直前の撚り長さと同じかそれ以下であることが好ましい。他の実施形態において、一つ以上の第一撚り長さは第二撚り長さに等しく、第二撚り長さは第三撚り長さに等しく、及び第三撚り長さは第四撚り長さに等しい。いくつかの具体的実施形態において、当該技術分野において既知のように、平行撚りを使用することが好ましいことがある。
【0057】
他の代表的実施形態(図中表示せず)では、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、共通の長手方向軸に対して画定された撚り角度(図中表示せず)にて、第一撚り方向で、複数の第三熱可塑性ポリマー複合体ワイヤ8の回りに螺旋状に撚られた熱可塑性ポリマー複合体ワイヤの追加の(例えば後続の)層(例えば第四、第五、又は追加の後続層)を更に含み得、各層内のポリマー複合体ワイヤは特徴的な撚り長さ(図中表示せず)を有し、第三撚り角度と第四又は後続の撚り角度との間の相対的な差は0°以上かつ約4°以下である。撚りポリマー複合体ワイヤの4層又はそれ以上の層が採用されている実施形態では、好ましくは、直径0.5mm以下のポリマー複合体ワイヤが利用される。
【0058】
螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの種々の形状が、図2A〜2Fの断面図によって示されている。これら具体的実施形態は、追加の形状が本開示の範囲内であることを単に説明することを意図したものである。図2A〜2Fの図示の実施形態のそれぞれでは、熱可塑性ポリマー複合体ワイヤ(例えば4、6及び8)が、撚り方向(図示なし)で、中心長手方向軸(図示なし)を画定している単一ワイヤ(図2A及び3C中では2、図3B及び3D中では1)の回りに撚られていると理解される。そのような撚り方向は時計方向(右旋撚り)又は反時計方向(左旋撚り)であってもよい。更に、そのような撚り方向は、図1A〜1Bに示されたように、撚りワイヤの各後続層に関して同一であってもよく、又は撚りワイヤの各後続層で反対の撚り方向に交替してもよい。更に、熱可塑性ポリマー複合体ワイヤの各層はある撚り長さを呈し(図2A〜2Fに図示なし)、ワイヤの各層の撚り長さは異なっていてよく、又は好ましくは、同じ撚り長さであり得る。
【0059】
図2Aは、代表的な螺旋状に撚られた熱可塑性ポリマー複合体ケーブル11の断面図を示していて、螺旋状に撚られた熱可塑性ポリマーケーブル11は、中心長手方向軸を画定している単一ワイヤ2(熱可塑性ポリマー複合体ワイヤとして示されているが、あるいは、例えば熱硬化性ポリマー複合体ワイヤ若しくはメタルマトリックスコンポジットワイヤのような非熱可塑性複合体ワイヤ、又は金属ワイヤでもよい)と、単一ワイヤ2の回りに螺旋状に撚られた複数の熱可塑性ポリマー複合体ワイヤ4と、複数の第一熱可塑性ポリマー複合体ワイヤ4の回りに螺旋状に撚られた複数の第二熱可塑性ポリマー複合体ワイヤ6と、を含む。
【0060】
図2Bは、図1Aで示されたような別の代表的な螺旋状に撚られた熱可塑性ポリマー複合体ケーブル10の断面図を示していて、ケーブル10は、中心長手方向軸を画定している単一ワイヤ2(熱可塑性ポリマー複合体ワイヤとして示されているが、あるいは、例えば熱硬化性ポリマー複合体ワイヤ又はメタルマトリックスコンポジットワイヤのような非熱可塑性複合体ワイヤでもよい)と、単一ワイヤ2の回りに螺旋状に撚られた複数の第一熱可塑性ポリマー複合体ワイヤ4と、複数の第一熱可塑性ポリマー複合体ワイヤ4の回りに螺旋状に撚られた複数の第二熱可塑性ポリマー複合体ワイヤ6と、複数の第二熱可塑性ポリマー複合体ワイヤ6の回りに螺旋状に撚られた複数の第三熱可塑性ポリマー複合体ワイヤ8と、を含む。
【0061】
図2Cは追加の代表的螺旋状に撚られた熱可塑性ポリマー複合体ケーブル12の断面図を示していて、ケーブル12は、中心長手方向軸を画定している単一ワイヤ2(熱可塑性ポリマー複合体ワイヤとして示されているが、あるいは、例えば熱硬化性ポリマー複合体ワイヤ又はメタルマトリックスコンポジットワイヤのような非熱可塑性複合体ワイヤでもよい)と、単一ワイヤ2の回りに螺旋状に撚られた複数の第一熱可塑性ポリマー複合体ワイヤ4と、複数の第一熱可塑性ポリマー複合体ワイヤ4の回りに螺旋状に撚られた複数の第二熱可塑性ポリマー複合体ワイヤ6と、複数の第二熱可塑性ポリマー複合体ワイヤ6の回りに螺旋状に撚られた複数の第三熱可塑性ポリマー複合体ワイヤ8と、複数の第三熱可塑性ポリマー複合体ワイヤ8の回りに螺旋状に撚られた複数の第四熱可塑性ポリマー複合体ワイヤ16と、を含む。
【0062】
図2Dは、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル13の代表的な代替構造の断面図を示していて、ケーブル13は、中心長手方向軸を画定している単一非熱可塑性ワイヤ1(金属ワイヤとして示されているが、あるいは、例えば熱硬化性ポリマー複合体ワイヤ又はメタルマトリックスコンポジットワイヤのような非熱可塑性複合体ワイヤでもよい)と、単一非熱可塑性ワイヤ1の回りに螺旋状に撚られた複数の第一非熱可塑性ワイヤ3(例えば、金属ワイヤ、熱硬化性ポリマー複合体ワイヤ、又はメタルマトリックスコンポジットワイヤを含む)と、複数の第一非熱可塑性ワイヤ3の回りに螺旋状に撚られた複数の第二熱可塑性ポリマー複合体ワイヤ6と、を含む。
【0063】
図2Eは、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル14の別の代表的な代替構造の断面図を示していて、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル14は、中心長手方向軸を画定している単一非熱可塑性ワイヤ1(金属ワイヤとして示されているが、あるいは、例えば熱硬化性ポリマー複合体ワイヤ又はメタルマトリックスコンポジットワイヤのような非熱可塑性複合体ワイヤでもよい)と、単一ワイヤ2の回りに螺旋状に撚られた複数の第一非熱可塑性ワイヤ3(例えば、金属ワイヤ、熱硬化性ポリマー複合体ワイヤ、又はメタルマトリックスコンポジットワイヤを含む)と、複数の第一非熱可塑性ワイヤ3の回りに螺旋状に撚られた複数の第二熱可塑性ポリマー複合体ワイヤ6と、複数の第二非熱可塑性ワイヤ6の回りに螺旋状に撚られた複数の第三熱可塑性ポリマー複合体ワイヤ8と、を含む。
【0064】
図2Fは、図1Bに示されたような螺旋状に撚られた熱可塑性ポリマー複合体ケーブル10’の別の代表的な代替構造の横断面図を示していて、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル10’は、中心長手方向軸を画定している単一非熱可塑性ワイヤ1(金属ワイヤとして示されているが、あるいは、例えば熱硬化性ポリマー複合体ワイヤ又はメタルマトリックスコンポジットワイヤのような非熱可塑性複合体ワイヤでもよい)と、単一ワイヤ2の回りに螺旋状に撚られた複数の第一熱可塑性ポリマー複合体ワイヤ4と、複数の第一熱可塑性ワイヤ4の回りに螺旋状に撚られた複数の第二非熱可塑性ワイヤ5(例えば、金属ワイヤ、熱硬化性ポリマー複合体ワイヤ、又はメタルマトリックスコンポジットワイヤを含む)と、複数の第二非熱可塑性ワイヤ5の回りに螺旋状に撚られた複数の第三熱可塑性ポリマー複合体ワイヤ8と、を含む。
【0065】
図2A〜2Cは、中心長手方向軸(図示せず)を画定している単一中心熱可塑性ポリマー複合体ワイヤ2をそれぞれ示しているが、単一ワイヤ2は、複合体ワイヤ(例えば熱硬化性ポリマー複合体ワイヤ、又はメタルマトリックスコンポジットワイヤ、又は金属ワイヤ、又は延性金属ワイヤ1(図2D〜2Fで示されたような))のような非熱可塑性ワイヤであってもよいと更に考えられる。
【0066】
更には、任意の前述の実施形態において、熱可塑性ポリマー複合体ワイヤのそれぞれが、中心長手方向軸に対してほぼ垂直な方向で、全般に円形、楕円形、又は台形の断面形状を有する。特定の代表的な実施形態において、熱可塑性ポリマー複合体ワイヤはそれぞれ、概ね円形の断面形状を有し、各ポリマー複合体ワイヤの直径は少なくとも約0.1mmであり、より好ましくは少なくとも0.5mmであり、更により好ましくは少なくとも1mmであり、更により好ましくは少なくとも2mmであり、最も好ましくは少なくとも3mmであり、かつ、大きくとも約15mmであり、より好ましくは大きくとも10mmであり、更により好ましくは大きくとも5mmであり、更により好ましくは大きくとも4mmであり、最も好ましくは大きくとも3mmである。他の代表的な実施形態において、各熱可塑性複合体ワイヤの直径は1mm未満、又は5mmを超え得る。
【0067】
典型的に、概ね円形の断面形状を有する単一の中心ワイヤの平均直径は、約0.1mm〜約15mmの範囲である。いくつかの実施形態において、単一中心ワイヤの平均直径は望ましくは少なくとも約0.1mm、少なくとも0.5mm、少なくとも1mm、少なくとも2mm、少なくとも3mm、少なくとも4mm、又は最高約5mmである。他の実施形態において、単一中心ワイヤの平均直径は約0.5mm未満、約1mm未満、約3mm未満、約5mm未満、約10mm未満、又は約15mm未満である。
【0068】
図2A〜2Fで示されていない追加の代表的実施形態では、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、中心長手方向軸を画定する単一ワイヤの回りに、熱可塑性ポリマー複合体ワイヤの3層以上の撚られた層を含んでもよい。特定の実施形態では、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの各層内の各熱可塑性ポリマー複合体ワイヤは、同一の構造又は形状であってもよいが、このことは本明細書に記載された有益性を達成するために必要ではない。
【0069】
特定の実施形態では、螺旋状に撚られた熱可塑性ポリマー複合体ワイヤ(例えば2、4、6、8など)はそれぞれ、後により詳細に説明するように、熱可塑性ポリマーマトリックス内に複数の連続繊維を含む。ワイヤが熱可塑性ポリマー複合体であるために、それらはケーブル布線操作中(又はケーブル布線操作後)に加熱される場合、従来の金属マトリックス又はセラミックマトリックス複合体ワイヤとは異なり、可塑的に変形され得る。したがって、例えばポリマー複合体ワイヤをその螺旋状構成に永久的に可塑的変形させるように、従来のケーブル布線プロセスは実行され得たが、螺旋状に撚られた熱可塑性ポリマー複合体ワイヤの螺旋状に撚られた形状を維持するための保持手段の必要性を排除することができる。
【0070】
螺旋状に撚られたケーブルを形成するための熱可塑性ポリマー複合体ワイヤの本開示の使用は、したがって、従来の非熱可塑性ポリマー複合体ワイヤと比較された場合、優れた所望の特性を提供する。熱可塑性ポリマー複合体ワイヤの使用は、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを最終ケーブル物品として便利に取り扱われることを可能にし、又は後続の最終ケーブル物品中に組み込まれる前に、中間体ケーブル物品として取り扱われることを可能にする。
【0071】
代表的な実施形態では、熱可塑性ポリマー複合体ワイヤは、熱可塑性ポリマーマトリックス内に少なくとも1本の連続繊維を含む。いくつかの代表的実施形態では、少なくとも1本の連続繊維は、金属、ポリマー、セラミック、ガラス、カーボン、及びこれらの組み合わせを含む。特定の現在好まれている実施形態において、少なくとも1本の連続繊維は、チタン、タングステン、ホウ素、形状記憶合金、カーボンナノチューブ、グラファイト、炭化ケイ素、ホウ素、アラミド、ポリ(p−フェニレン−2,6−ベンゾビスオキサゾール)、及びこれらの組み合わせを含む。
【0072】
更なる代表的な実施形態では、ポリマー複合体ワイヤのポリマーマトリックスは、エポキシ、エステル、ビニルエステル、ポリイミド、ポリエステル、シアン酸エステル、フェノール樹脂、ビスマレイミド樹脂、及びこれらの組み合わせから選択される(コ)ポリマーを含む。特定の現在好まれている実施形態において、熱可塑性ポリマー複合体ワイヤのポリマーマトリックスは、(meth)アクリレート、ビニルエステル、ポリエステル、シアン酸エステル、ポリエーテルエーテルケトン(PEEK)、及びこれらの組み合わせから選択される熱可塑性(コ)ポリマーを含む。高温熱可塑性(コ)ポリマーが好適であり得る。現在好まれている高温熱可塑性(コ)ポリマーはPEEKである。
【0073】
いくつかの代表的実施形態では、ポリマーマトリックスは、1つ又はそれより多くの熱可塑性フルオロポリマーを更に含んでよい。好適な熱可塑性フルオロポリマーには、フッ化エチレンプロピレンコポリマー(FEP)、ポリテトラフルオロエチレン(PTFE)、エチレンテトラフルオロエチレン(ETFE)、エチレンクロロトリフルオロエチレン(ECTFE)、ポリフッ化ビニリデン(PVDF)、ポリフッ化ビニル(PVF)、テトラフルオロエチレンポリマー(TFV)が挙げられる。特に好適なフルオロポリマーは、商標DYNEON THV FLUOROPLASTICS、DYNEON ETFE FLUOROPLASTICS、DYNEON FEP FLUOROPLASTICS、DYNEON PFA FLUOROPLASTICS、及びDYNEON PVDF FLUOROPLASTICSで販売されているものである(全て3M Company(St.Paul,MN)から入手可能)。
【0074】
本開示は、任意の好適な熱可塑性ポリマー複合体ワイヤを使用して実行され得るが、特定の代表的実施形態では、熱可塑性ポリマー複合体ワイヤのそれぞれは、熱可塑性ポリマーマトリックス内の少なくとも1本の連続繊維トウ、又は連続単フィラメント繊維を含む繊維強化熱可塑性ポリマー複合体ワイヤであるように選択される。いくつかの実施形態において、熱可塑性ポリマー複合体ワイヤ内の繊維の数の少なくとも85%(実施形態によっては、少なくとも90%、又は更には少なくとも95%)が連続している。いくつかの現在好まれている実施形態では、熱可塑性ポリマー複合体ワイヤは、少なくとも0.4%の、より好適には少なくとも0.7%の引張ひずみ破壊を有することが好ましい。
【0075】
更には、少なくとも1本の単一ワイヤ2が、熱硬化性ポリマー複合体ワイヤであってよい。好適な熱硬化性ポリマー複合体ワイヤは、例えば、米国特許第6,180,232号、同第6,245,425号、同第6,329,056号、同第6,336,495号、同第6,344,270号、同第6,447,927号、同第6,460,597号、同第6,544,645号、同第6,559,385号、同第6,723,451号、及び同第7,093,416号に開示されている。
【0076】
熱可塑性ポリマー複合体ワイヤについて現在好まれている実施形態では、熱可塑性ポリマーマトリックス内に複数の連続セラミック繊維を含む。本開示で使用され得る他の繊維としては、ガラス繊維、シリコンカーバイト繊維、及びこのようなポリマー複合体ワイヤの組み合わせが挙げられる。好適なセラミック繊維の例には、金属酸化物(例えばアルミナ)繊維、窒化ホウ素繊維、炭化ケイ素繊維、及びこれらの繊維の任意の組み合わせが挙げられる。典型的に、セラミック酸化物繊維は、結晶性セラミック、及び/又は結晶性セラミックとガラスとの混合物(すなわち、繊維は結晶性セラミックとガラス相の両方を含み得る)である。典型的には、そのような繊維は、少なくとも約50mの長さを有し、キロメートル程度又はそれ以上の長さを有することさえできる。典型的には、連続セラミック繊維は、約5マイクロメートル〜約50マイクロメートル、約5マイクロメートル〜約25マイクロメートル、約8マイクロメートル〜約25マイクロメートル、又は更に約8マイクロメートル〜約20マイクロメートルの、範囲の平均繊維直径を有する。いくつかの実施形態において、この結晶性セラミック繊維は、少なくとも1.4GPa、少なくとも1.7GPa、少なくとも2.1GPa、又は更には少なくとも2.8GPaの平均引張り強度を有する。いくつかの実施形態において、この結晶性セラミック繊維は、70GPaを超え約1000GPa以下、又は更には420GPa以下の弾性率を有する。
【0077】
好適なセラミック繊維の例には、炭化ケイ素繊維が挙げられる。典型的に、炭化ケイ素単繊維は、結晶性セラミック、及び/又は結晶性セラミックとガラスとの混合物(すなわち、繊維は結晶性セラミックとガラス相の両方を含み得る)である。典型的には、そのような繊維は、少なくとも約50mの長さを有し、キロメートル程度又はそれ以上の長さを有することさえできる。典型的には、連続炭化ケイ素単繊維は、約100マイクロメートル〜約250マイクロメートルの範囲の平均繊維直径を有する。いくつかの実施形態において、この結晶性セラミック繊維は、少なくとも2.8GPa、少なくとも3.5GPa、少なくとも4.2GPa、及び/又は更には少なくとも6GPaの平均引張り強度を有する。いくつかの実施形態において、この結晶性セラミック繊維は、250GPaを超え500GPa以下、又は更には430GPa以下の弾性率を有する。
【0078】
1つの現在好まれているセラミック繊維は、多結晶α−Al2O3を含む。好適なアルミナ繊維は、例えば米国特許第4,954,462号(Woodら著)及び同第5,185,299号(Woodら著)に記載されている。代表的なアルファアルミナ繊維は、商品名「NEXTEL 610」(3M Company(St.Paul,MN))として市販されている。いくつかの実施形態では、アルミナ繊維は多結晶性アルファアルミナ繊維であり、理論上の酸化物系で、アルミナ繊維の総重量を基準として、99重量%を超えるAl2O3及び0.2〜0.5重量%のSiO2を含む。別の態様では、いくつかの望ましい多結晶性アルファアルミナ繊維は、平均粒径1マイクロメートル未満(又は、いくつかの実施形態においては、更には0.5マイクロメートル未満)のアルファアルミナを含む。別の様態では、いくつかの実施形態において、多結晶性アルファアルミナ繊維の平均引張り強度は、少なくとも1.6GPa(いくつかの実施形態では、少なくとも2.1GPa、又は更には少なくとも2.8GPa)である。
【0079】
好適なアルミノシリケート繊維は、例えば、米国特許第4,047,965号(Karstら)に記述されている。代表的なアルミノシリケート繊維は、ミネソタ州セントポールの3M社によって、商品名「ネクステル440」、「ネクステル550」、及び「ネクステル720」として販売されている。アルミノボロシリケート繊維は、例えば、米国特許第3,795,524号(Sowman)に記述されている。代表的なアルミノボロシリケート繊維は、3M社によって、商品名「ネクステル312」として販売されている。窒化ホウ素繊維は、例えば、米国特許第3,429,722号(Economy)及び同第5,780,154号(Okanoら)に記述されている。更に、代表的な炭化ケイ素繊維は、例えば、COI Ceramics(San Diego,CA)から500繊維のトウの商品名「NICALON」が、日本の宇部興産(Ube Industries)から商品名「TYRANNO」が、Dow Corning(Midland,MI)から商品名「SYLRAMIC」が、市販されている。
【0080】
好適なガラス繊維の例には、当該技術分野において既知であるように、A−Glass、B−Glass、C−Glass、D−Glass、S−Glass、AR−Glass、R−Glass、グラスファイバー及びパラグラスが挙げられる。他のガラス繊維も使用することができるが、このリストは限定的ではなく、例えばCorning Glass Company(Corning,NY)から市販されている様々な種類のガラス繊維が存在する。
【0081】
いくつかの代表的な実施形態において、連続ガラス繊維が好ましい場合がある。典型的には、連続ガラス繊維は、約3マイクロメートル〜約19マイクロメートルの範囲の平均繊維直径を有する。いくつかの実施形態において、ガラス繊維は、少なくとも3GPa、4GPa、及び又は更には少なくとも5GPaの平均引張強度を有する。いくつかの実施形態において、ガラス繊維は、約60GPa〜95GPa、又は約60GPa〜約90GPaの範囲の弾性率を有する。
【0082】
好適な炭素繊維には、例えばPANEX(登録商標)及びPYRON(登録商標)(ZOLTEK(Bridgeton,MO)から入手可能)、THORNEL(CYTEC Industries,Inc.(Paterson,NJ)から入手可能)、HEXTOW(HEXCEL,Inc.(Southbury,CT)から入手可能)、及びTORAYCA(東レ株式会社(TORAY Industries,Ltd.)(日本・東京)から入手可能)など市販されている炭素繊維が挙げられる。そのような炭素繊維は、ポリアクリロニトリル(PAN)前駆体から誘導され得る。その他の好適な炭素繊維には、当該技術分野において既知のように、PAN−IM、PAN−HM、PAN UHM、PITCH又はレーヨン副産物が挙げられる。
【0083】
追加の好適な市販されている繊維には、ALTEX(住友化学株式会社(Sumitomo Chemical Company)(日本・大阪)から入手可能)、ALCEN(株式会社ニチビ(Nitivy Company, Ltd.)、日本・東京)から入手可能)が挙げられる。好適な繊維には更に、形状記憶合金(マルテンサイト形質転換を起こす金属合金で、形質転換温度より下の温度で双晶化メカニズムにより変形可能となり、形質転換温度より上に加熱されて双晶組織が元の相に戻ると、このような変形が元に戻り得る)が挙げられる。市販されている形状記憶合金繊維があり、例えばJohnson Matthey Company(West Whiteland,PA)から入手可能である。
【0084】
いくつかの実施形態において、セラミック繊維がトウ内にある。トウは、繊維分野で既知であり、複数の(個別の)繊維(典型的には少なくとも100本、より典型的には少なくとも400本の繊維)がロービング様形状に集まったものを指す。いくつかの実施形態において、トウは、トウ当たり少なくとも780本の個別繊維を含み、場合によっては、トウ当たり少なくとも2600本の個別繊維、又は別の場合では、トウ当たり少なくとも5200本の個別繊維を含む。セラミック繊維のトウは一般に、300m、500m、750m、1000m、1500m、2500m、5000m、7500m及びそれ以上を含む、様々な長さで入手可能である。繊維は、円形又は楕円形である断面形状を有し得る。
【0085】
市販されている繊維は典型的に、潤滑性をもたらし、取り扱い中に繊維ストランドを保護するために、製造中に繊維に添加される有機糊剤を典型的に含み得る。糊剤は、例えば、繊維から離れた糊剤を溶解又は燃焼させることによって除去することができる。典型的には、金属マトリックスポリマー複合体ワイヤを形成する前に、糊剤を除去することが望ましい。繊維はまた、例えば繊維の湿潤性を強化するために使用されているコーティングを有していることがあり、これが繊維と溶融金属マトリックス材料との間の反応を低下又は阻害する。このようなコーティング、及びこのようなコーティングを提供するための技法は、繊維及びポリマー複合体の分野で既知である。
【0086】
本開示による、現在好まれている熱可塑性ポリマー複合体ワイヤは、1立方センチメーターにつき約3.90〜3.95グラムの繊維密度を有し得る。好ましい繊維の中には、米国特許第4,954,462号(Wood et al.)に記述されているものがある。好ましい繊維は、商品名「NEXTEL 610」アルファアルミナ系繊維(3M Company(St.Paul,MN))として入手可能である。熱可塑性ポリマーマトリックスは、それ自体が繊維材料と化学的に顕著に反応しない(すなわち、繊維材料に対して化学的に比較的不活性である)ように選択されることが好ましく、これにより繊維外側に保護コーティングを施す必要がなくなる。
【0087】
更に代表的な実施形態では、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、1本又はそれより多くの繊維強化金属マトリックス複合体ワイヤを更に含んでよい。1つの現在好まれている繊維強化金属マトリックス複合体ワイヤは、セラミック繊維強化アルミニウムマトリックス複合体ワイヤである。セラミック繊維強化アルミニウムマトリックス複合体ワイヤは、好ましくは、ほぼ純粋な元素アルミニウム、又は純粋なアルミニウムと最高約2重量%(マトリックスの合計重量に対して)の銅との合金のいずれかのマトリックス内に封入された、多結晶性α−Al2O3の連続繊維を含む。好ましい繊維は、寸法が約100nm未満の等軸晶グレインを含み、繊維直径が約1〜50マイクロメートルの範囲である。約5〜25マイクロメートルの範囲の繊維直径が好ましく、約5〜15マイクロメートルの範囲の繊維直径が最も好ましい。
【0088】
繊維強化金属マトリックス複合体ワイヤの特定の本好適実施形態において、ほぼ純粋な元素アルミニウム、又は元素アルミニウムと最高約2重量%(マトリックスの合計重量に対して)の銅との合金のいずれかを含むマトリックスの使用は、好結果のワイヤを生み出すことが示されている。本明細書において用語「ほぼ純粋な元素アルミニウム」、「純粋なアルミニウム」及び「元素アルミニウム」は互換可能な用語であり、約0.05重量%未満の不純物を含むアルミニウムを意味するためのものである。
【0089】
1つの現在好まれている実施形態では、繊維強化金属マトリックス複合体ワイヤは、ほぼ元素アルミニウムマトリックス内に、約30〜70体積%(繊維強化金属マトリックス複合体ワイヤの合計体積に対して)の多結晶α−Al2O3繊維を含む。このマトリックスは、マトリックスの合計重量に対して、約0.03重量%未満の鉄を含むことが現在好ましく、最も好ましくは、約0.01重量%未満の鉄を含む。約40〜60%の多結晶性α−Al2O3繊維の繊維含有量が好ましい。約20MPa未満の降伏強さを有する金属マトリックスと、少なくとも約2.8GPaの長手方向引張り強度を有する繊維とで形成された、そのような繊維強化金属マトリックス複合体ワイヤは、優れた強度特性を有することが見出されている。
【0090】
マトリックスはまた、元素アルミニウムと最高約2重量%(マトリックスの合計重量に対して)の銅との合金から形成され得る。ほぼ純粋な元素アルミニウムマトリックスが使用されている実施形態と同様、アルミニウム/銅合金マトリックスを有する繊維強化金属マトリックス複合体ワイヤは好ましくは、ポリマー複合体の合計体積に対して約30〜70体積%の多結晶性α−Al2O3繊維を含み、より好ましくは約40〜60体積%の多結晶性α−Al2O3繊維を含む。加えて、このマトリックスは好ましくは、マトリックスの合計重量に対して、約0.03重量%未満の鉄を含み、最も好ましくは、約0.01重量%未満の鉄を含む。アルミニウム/銅マトリックスは好ましくは、約90MPa未満の降伏強さを有し、多結晶性α−Al2O3繊維は少なくとも約2.8GPaの長手方向引張り強度を有する。
【0091】
繊維強化金属マトリックス複合体ワイヤは、好ましくは、上述の、ほぼ純粋な元素アルミニウムマトリックス内に、又は元素アルミニウムと最高約2重量%の銅との合金から形成されたマトリックス内に、封入された、ほぼ連続の多結晶性α−Al2O3繊維から形成される。そのようなワイヤは、一般に、ほぼ連続の多結晶性α−Al2O3繊維のスプールを、繊維トウに配置するプロセスによって製造され、溶融マトリックス材料の液浴内を通って引っ張られる。結果として得られたセグメントを次に固化させることにより、マトリックス内に封入された繊維が得られる。
【0092】
代表的な金属マトリックス材料は、アルミニウム(例えば高純度例えば99.95%超の)元素アルミニウム、亜鉛、スズ、マグネシウム、及びこれらの合金(例えばアルミニウムと銅の合金)が挙げられる。通常、例えば繊維外面に保護コーティングを提供する必要性を排除するために、マトリックス材料が繊維と著しく化学反応しない(すなわち、繊維材料に関して比較的化学的に不活性である)ように、マトリックス材料が選択される。いくつかの実施形態において、マトリックス材料としては、望ましくは、アルミニウム及びその合金が挙げられる。
【0093】
いくつかの実施形態において、金属マトリックスは、少なくとも98重量パーセントのアルミニウム、少なくとも99重量パーセントのアルミニウム、少なくとも99.9重量パーセントを超えるアルミニウム、又は更には99.95重量パーセントを超えるアルミニウムを含む。アルミニウムと銅との代表的なアルミニウム合金は、少なくとも98重量パーセントのAlと、2重量パーセントまでのCuを含む。いくつかの実施形態では、有用な合金は、1000、2000、3000、4000、5000、6000、7000及び/又は8000シリーズのアルミニウム合金(アルミニウム協会規格)である。より高い純度の金属が、より高い引張り強度のワイヤを製造するのが望ましい傾向があるが、純度のより低い形態の金属も有用である。
【0094】
適切な金属が市販されている。例えば、アルミニウムは、Alcoa(Pittsburgh,PA)から、商品名「SUPRE PURE ALUMINUM;99.99% Al」で入手可能である。アルミニウム合金(例えば、Al−2重量%のCu(0.03重量%不純物))は、ニューヨーク州ニューヨーク(New York)のベルモントメタルズ社(Belmont Metals)から得ることができる。亜鉛及びスズは、例えば、Metal Services(St.Paul,MN)から入手可能である(「純亜鉛」;99.999%の純度及び「純スズ」;99.95%の純度)。例えば、マグネシウムは、Magnesium Elektron(Manchester,England)から、商品名「PURE」で入手可能である。マグネシウム合金(例えばWE43A、EZ33A、AZ81A、及びZE41A)は、例えばTIMET(Denver,CO)から得ることができる。
【0095】
繊維強化金属マトリックス複合体ワイヤは、典型的には、繊維及びマトリックス材料の合わせた総体積に対して、少なくとも15体積パーセント(実施形態によっては、少なくとも20、25、30、35、40、45、又は更には50体積パーセント)の繊維を含む。より典型的には、ポリマー複合体コア及びワイヤは、繊維の体積とアルミニウムマトリクス材料の体積を合わせた総体積に対して、40〜75(いくつかの実施形態では、45〜70)体積パーセントの範囲の繊維を含む。
【0096】
好適な繊維強化金属マトリックス複合体ワイヤは、当該技術分野で既知の技術を使用して作製され得る。例えば、連続金属マトリックス浸潤プロセスで、連続する金属マトリックス複合体ワイヤを作製することができる。1つの好適なプロセスが、例えば、米国特許第6,485,796号(カーペンター(Carpenter)ら)に記載されている。熱可塑性ポリマー及び強化繊維を含む熱可塑性ポリマー複合体ワイヤは、当該技術分野で既知である引抜成形プロセスを使用して作製することができる。例えば、米国特許第4,680,224号は「a process for preparing shaped objects of continuous fiber strand material in a poly(arylene sulfide)matrix and the shaped objects prepared thereby」を記載している。更に、PCT特許公開第WO 2005/123999号は、PEEKマトリックスを有する繊維強化複合体の連続長さを生成するための引抜成形法:「形状物体は、引抜成形プロセスによって調製され、その方法は、単向性かつ連続性の高強度繊維を選択する工程と、微細粉末状の超高分子量ポリエチレンで繊維を浸漬させて複合体を形成する工程と、必要に応じて複合体に添加材又は繊維を添加する工程と、並びに繊維の周囲に超高分子量ポリエチレンの連続マトリックスを形成する工程、と含む」を記載している。
【0097】
本開示の特定の実施形態による、例えば送電ケーブルのような螺旋状に撚られた熱可塑性ポリマー複合体ケーブルをもたらすように、螺旋状に撚られた熱可塑性ポリマー複合体コアの回りに撚るための延性金属ワイヤは、当該技術分野において既知である。好ましい延性金属には、鉄、鋼、ジルコニウム、銅、スズ、カドミウム、アルミニウム、マンガン、及び亜鉛、並びに他の金属及び/又はケイ素との合金、及び同様物が挙げられる。銅ワイヤは、例えば、Southwire Company(Carrolton,GA)から市販されている。アルミニウムワイヤは、例えば、Nexans(Weyburn,Canada)から商品名「1350−H19アルミニウム」又はSouthwire Company(Carrolton,GA)から「1350−H0アルミニウム」として市販されている。
【0098】
典型的には、銅ワイヤは、少なくとも約20℃〜約800℃の温度範囲で、約12ppm/℃〜約18ppm/℃の範囲の熱膨張係数を有する。銅合金(例えば、Southwire Company(Carrolton,GA)から市販されているCu−Si−X、Cu−Al−X、Cu−Sn−X、Cu−Cd(式中、X=Fe、Mn、Zn、Sn、及び/又はSi)などの銅ブロンズ、例えば、OMG Americas Corporation(Research Triangle Park,NC)から商品名「GLIDCOP」として市販されている酸化物分散強化銅)のワイヤ。いくつかの実施形態において、銅合金ワイヤは、少なくとも約20℃〜約800℃の温度範囲で、約10ppm/℃〜約25ppm/℃の範囲の熱膨張係数を有する。ワイヤは、どのような種類の形状(例えば、円形、楕円形、及び台形)であってもよい。
【0099】
典型的には、アルミニウムワイヤは、少なくとも約20℃〜約500℃の温度範囲で、約20ppm/℃〜約25ppm/℃の範囲の熱膨張係数を有する。いくつかの実施形態では、アルミニウムワイヤ(例えば、「1350−H19アルミニウム」)は、少なくとも138MPa(20ksi)、少なくとも158MPa(23ksi)、少なくとも172MPa(25ksi)、少なくとも186MPa(27ksi)、又は更には少なくとも200MPa(29ksi)の引張り破壊強度を有する。いくつかの実施形態では、アルミニウムワイヤ(例えば、「1350−H0アルミニウム」)は、41MPa(6ksi)超〜97MPa(14ksi)以下、又は更には83MPa(12ksi)以下の、引張り破壊強度を有する。
【0100】
アルミニウム合金ワイヤは市販されており、例えば、商品名「ZTAL」、「XTAL」及び「KTAL」(住友電気工業株式会社(Sumitomo Electric Industries)(日本・大阪))、又は、「6201」(Southwire Company(Carrolton,GA))で入手可能なアルミニウム−ジルコニウム合金ワイヤがある。いくつかの実施形態において、アルミニウム合金ワイヤは、少なくとも約20℃〜約500℃の温度範囲で、約20ppm/℃〜約25ppm/℃の範囲の熱膨張係数を有する。
【0101】
更なる代表的な実施形態において、これら延性金属ワイヤの一部又は全ては、中心長手方向軸に対して実質的に垂直の方向に、「Z」又は「S」形(図示なし)の断面形状を有し得る。そのような形状のワイヤは当該技術分野において既知であり、例えば、相互に連結するケーブル外層を形成するのに望ましいことがある。
【0102】
本開示の代表的な実施形態は、非常に長い螺旋状に撚られた熱可塑性ポリマー複合体ワイヤを好ましく提供する。螺旋状に撚られた熱可塑性ポリマー複合体ケーブル10内の熱可塑性ポリマー複合体ワイヤそれ自体が、撚りケーブルの長さ全体にわたって連続であることもまた好ましい。1つの好ましい実施形態において、熱可塑性ポリマー複合体ワイヤは実質的に連続であり、長さは少なくとも150メートルである。より好ましくは、熱可塑性ポリマー複合体ワイヤは螺旋状に撚られた熱可塑性ポリマー複合体ケーブルにおいて、連続で、かつ長さは少なくとも250メートルであり、より好ましくは少なくとも500メートルであり、更により好ましくは少なくとも750メートルであり、最も好ましくは少なくとも1000メートルである。
【0103】
更なる代表的実施形態では、前述の実施形態のいずれかに記載されたような螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを作製する方法を提供し、その方法は、複数の第一熱可塑性ポリマー複合体ワイヤを、中心長手方向軸を画定している単一ワイヤの回りに螺旋状に撚る工程であって、複数の第一熱可塑性ポリマー複合体ワイヤを螺旋状に撚ることが、中心長手方向軸に対して画定された第一撚り角度にて、第一撚り方向で実行され、複数の第一ワイヤが第一撚り長さを有し、複数の第二熱可塑性ポリマー複合体ワイヤを、複数の第一熱可塑性ポリマー複合体ワイヤの回りに螺旋状に撚ることと、この中で、複数の第二熱可塑性ポリマー複合体ワイヤを螺旋状に撚ることが、中心長手方向軸に対して画定された第二撚り角度にて第一撚り方向で実行され、並びに複数の第二熱可塑性ポリマー複合体ワイヤが第二撚り長さを有し、25℃への冷却の際に螺旋状に撚られたポリマー複合体ワイヤを螺旋状に撚られた形状に保持するために十分な温度及び時間で、螺旋状に撚られた複数の第一及び第二熱可塑性ポリマー複合体ワイヤを加熱すること、とを含む。現在好まれている温度は300℃である。
【0104】
1つの好まれている実施形態では、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、6〜150の撚り因子を有するように撚り方向で螺旋状に撚られている複数の熱可塑性ポリマー複合体を含む。「撚り因子」は、その撚りを含む層の公称外径によって、単一ワイヤ12がその中で1つの螺旋回転を完了するような撚りケーブルの長さを分割することによって決定される。
【0105】
任意の最適な寸法の熱可塑性ポリマー複合体ワイヤが使用され得ると同時に、熱可塑性ポリマー複合体ワイヤが1mm〜4mmの直径を有することが、多くの実施形態及び多くの用途に関して好ましいが、より長い又はより短い熱可塑性ポリマー複合体ワイヤを使用することもできる。
【0106】
熱可塑性ポリマー複合体ワイヤは、任意の好適なケーブル撚り装置(例えばCortinovis,Spa(Bergamo,Italy)、及びWatson Machinery International(Patterson,NJ.)から市販されているプラネタリーケーブルストランダー(planetary cable stranders)など)で、当該技術分野において既知であるように、撚られ、又は螺旋状に巻かれ得る。いくつかの実施形態では、当該技術分野で既知であるように、100kg(0.98kN)を超えるコア張力を達成するために、剛性ストランダ又はキャプスタンを採用することが好都合であり得る。
【0107】
いくつかの代表的実施形態では、熱可塑性ポリマー複合体ワイヤの使用が、熱可塑性ポリマー複合体ワイヤを使用する従来の撚り加工プロセスを改善する。代表的な熱硬化性撚り加工プロセスは、例えば米国特許第5,126,167号に記載されている。プロセスは、ポリマー複合体ワイヤのポリマーマトリックスにおいて、非硬化の熱硬化性樹脂を含む熱硬化性ポリマー複合体ワイヤを使用する。ハンドリング、ボビン上へのワインディング、及び非硬化樹脂を含有するワイヤの処理加工は、完全に成形及び硬化された熱可塑性ポリマー複合体ワイヤのハンドリングと比べると難しい。熱可塑性ポリマー複合体ワイヤの使用はまた、製造コストを低減し得る。更に、従来の装置及びボビンが使用されてもよい。
【0108】
ケーブル撚りプロセスの間、その中心ワイヤ、又はその周囲に巻かれる1つ以上の追加層を有する未完成の中間物の撚り熱可塑性ポリマー複合体ケーブルは、様々なキャリッジの中央を通過して引っ張られ、各キャリッジでその撚りケーブルに1層が追加される。1層として追加される個々のワイヤは、モーター駆動キャリッジによってケーブルの中心軸を中心に回転されている間、それぞれのボビンから同時に引っ張られる。これは、望ましい各層について順に行われる。この結果、螺旋状に撚られた熱可塑性ポリマー複合体コアがもたらされる。
【0109】
本開示の実施形態による、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを作製するための代表的装置80が、図3に示されている。広くは、本開示による螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、上記のように、同一の撚り方向にて、単一ワイヤの回りにポリマー複合体ワイヤを撚ることによって作製され得る。この単一ワイヤは、ポリマー複合体ワイヤ又は延性ワイヤを含み得る。少なくとも二層の熱可塑性ポリマー複合体ワイヤが、単一ワイヤコアの周りに熱可塑性ポリマー複合体ワイヤを撚ることによって形成されることが好ましく、例えば、図1Bに示すように、単一中心ワイヤの回りに少なくとも二層に形成された19本又は37本のワイヤである。
【0110】
螺旋状に撚られた熱可塑性ポリマー複合体ワイヤの単一中心ワイヤ2を提供するために使用されるワイヤのスプール81は、従来のプラネタリーストランダマシン80のヘッドに供給され、供給中に張力がコアに適用され得る(ある実施形態では、0〜91kg(0〜0.89kN))ブレーキ装置を介して適用されることが可能な張力で、スプール81が自由に回転される。単一ワイヤ90は、ボビンキャリッジ82、83を通り、クロージングダイ84、85を通り、キャプスタンホイール86を回り込み、巻き取りスプール87に取り付けられる。ワイヤのスプール81は、例えば、熱硬化性ポリマー複合体ワイヤ、熱可塑性ポリマー複合体ワイヤ、又はメタルマトリックスコンポジットワイヤなどの複合体ワイヤを含んでもよい。あるいは、ワイヤのスプール81は、例えば延性金属ワイヤなどの金属ワイヤを含んでもよい。
【0111】
代表的な実施形態では、撚り熱可塑性複合体ケーブルは、熱源96及び97を通過する。クロージングダイ84及び85はまた、加熱要素を組み入れてもよい。熱源は、ワイヤを可塑的に変形させるのに十分な時間で十分な熱を供給する。熱可塑性ポリマー複合体ワイヤが塑性的に変形するような温度に、ポリマー複合体ケーブルを加熱するのに十分な常駐加熱時間を提供するために、熱源は十分な長さであり得る。
【0112】
種々の加熱方法が使用され得、例えば大気による対流加熱、及び管状炉などによる放射加熱などが挙げられる。別の方法としては、熱した液浴にケーブルを通過させてもよい。あるいは、撚りケーブルがスプールに巻かれ、次いでワイヤが可塑的に変形するような十分な温度及び期間時間でオーブン内で加熱され得る。
【0113】
外側の撚り層を適用する前に、個々の熱可塑性ポリマー複合体ワイヤは、別のボビン88で供給され、これらは、撚り装置のたくさんのモーター駆動キャリッジ82、83に配置される。いくつかの実施形態では、熱可塑性ポリマー複合体ワイヤ89A、89Bをボビン88から引っ張るために必要な張力の範囲は、典型的には4.5〜22.7kg(0.04〜0.22kN)である。典型的には、完成した螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの各層のために1つのキャリッジがある。各層の熱可塑性ポリマー複合体ワイヤ89A、89Bは、各キャリッジの出口、クロージングダイ84、85で一緒にまとめられ、中心ワイヤ又は前の層の上に配置される。
【0114】
螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを含む熱可塑性ポリマー複合体ワイヤの層が、前述したように、螺旋状に撚られる。撚りプロセスの間、その中心ワイヤ、又はその周りに巻かれる1つ以上の追加層を有し得る未完成の中間物の螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、様々なキャリッジの中央を通過して引っ張られ、各キャリッジでその撚りケーブルに1層が追加される。1層として追加される個々のワイヤは、モーター駆動キャリッジによってケーブルの中心軸を中心に回転されている間、それぞれのボビンから同時に引っ張られる。これは、望ましい各層について順に行われる。結果として得られる螺旋状に撚られた熱可塑性ポリマー複合体ケーブル91は、形状を失ったり、ほどけたりすることなく、便利に切断及び取り扱うことができる。
【0115】
いくつかの代表的な実施形態において、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、少なくとも100メートル、少なくとも200メートル、少なくとも300メートル、少なくとも400メートル、少なくとも500メートル、少なくとも1000メートル、少なくとも2000メートル、少なくとも3000メートル、又は更には少なくとも4500メートル又はそれ以上の長さを有する螺旋状に撚られた熱可塑性ポリマー複合体ワイヤを含む。
【0116】
単一の中心ワイヤ材料及び熱可塑性ポリマー複合体ワイヤは、クロージングダイを介して直接接触する。図3を参照して、クロージングダイ84、85は典型的に、巻かれる層の熱可塑性ポリマー複合体ワイヤに対する変形応力を最小限に抑えるような寸法にされる。クロージングダイの内部直径は、外側層直径の寸法に合わせて調整される。層のワイヤに対する応力を最小限に抑えるために、クロージングダイは、ケーブルの外径に対して0〜2.0%の範囲で大きくあるような寸法にされる。(すなわち、ダイの内径は、ケーブルの外径の1.00〜1.02倍の範囲である)。代表的なクロージングダイは円筒形であり、例えばボルト又はその他の好適な取り付け方法を用いて、定位置に固定される。ダイは例えば、硬化工具鋼で製造され得る。
【0117】
結果として得られた完成した螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、所望により、他の撚りステーションを通すことができ、最終的に、ケーブル破損を避けるため、十分な直径の巻き取りスプール87上に巻かれる。いくつかの実施形態において、ケーブルをまっすぐにするための当該技術分野において既知の方法が望ましいことがある。例えば、完成したケーブルは、ローラー(各ローラーは例えば10〜15cm(4〜6インチ))を含み、ローラーを2つのバンクに線形に配置した(例えば各バンクにローラー5〜9個)、直線化装置を通すことができる。ローラーの2つのバンク間の距離は、ローラーがケーブルにちょうど当たるように(さもないとケーブルに過度の屈曲が生じる)、変えることができる。ローラーの2つのバンクは、ケーブルを挟んで向かい合って配置され、一方のバンクのローラーは、もう一方のバンクの相対するローラーによって生じるスペースと一致するよう配置される。ここで、これら2つのバンクは互いに中心をずらして配置することができる。螺旋状に撚られた熱可塑性ポリマー複合体ケーブルがこの直線化装置を通り抜ける際、ケーブルはローラー上で前後に屈曲され、これにより伝導体内のストランドは同じ長さに伸ばされ、これによって、緩みを低減又は排除することができる。
【0118】
いくつかの代表的実施形態において、単一の中心ワイヤを、周囲温度(例えば22℃)より上の高温(例えば、少なくとも25℃、50℃、75℃、100℃、125℃、150℃以200℃、250℃、300℃、400℃、又は、いくつかの実施形態において、少なくとも500℃の温度)で提供することが望ましい場合がある。単一中心ワイヤは、例えば、スプールワイヤを加熱する(例えばオーブンに数時間入れる)ことにより、望ましい温度にすることができる。加熱されたスプールワイヤは、供給スプールに置かれる(例えば、図3の供給スプール81を参照)。更に、この高温のスプールは、ワイヤが依然として望ましい温度、又はそれに近い温度である間に、撚りプロセス中にある(典型的には約2時間以内)。
【0119】
更なる代表的実施形態において、全てのワイヤを、周囲温度(例えば22℃)より上の高温(例えば、少なくとも、25℃、50℃、75℃、100℃、125℃、150℃、200℃、250℃、300℃、400℃、又は、いくつかの実施形態において、少なくとも500℃の温度)で提供することが望ましい場合がある。ワイヤは、例えば、スプールワイヤを加熱する(例えばオーブンに数時間入れる)ことにより、望ましい温度にすることができる。加熱されたスプールワイヤは、供給スプールに置かれる(例えば、図3の供給スプール81並びにボビン88A及び88Bを参照)。更に、この高温でのスプールは、ワイヤが依然として望ましい温度、又はそれに近い温度である間に、撚りプロセス中にある(典型的には約2時間以内)。
【0120】
特定の実施形態において、単一ワイヤと、撚りプロセス中に外側熱可塑性ポリマー複合体層を形成する熱可塑性ポリマー複合体ワイヤとの間で温度差動を有することが望ましい。他の実施形態では、少なくとも100kg、200kg、500kg、1000kg(0.98kN、1.96kN、4.90kN、9.81kN)、又は更に少なくとも5000kg(49.0kN)の単一ワイヤ張力での撚り加工を行うことが望ましい。
【0121】
螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを取り扱うための能力が、好ましい特性である。いかなる特定の理論に束縛されるものではないが、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、製造中に熱可塑性ワイヤが加熱される場合、熱可塑性ポリマー複合体ワイヤは、ワイヤ材料の降伏応力を超えるが極限応力又は破損応力を下回る曲げ応力を含む応力に曝されるために、その螺旋状に撚られた構成を維持すると考えられる。この応力は、熱可塑性ポリマー複合体ワイヤが、後続の層又は中心ワイヤの比較的小さな半径の回りに螺旋状に巻かれるにつれて付加される。追加の応力は、製造中にケーブルに対し放射方向の力及び剪断力が適用されるクロージングダイ84、85で、付加される。しかし、適切な温度まで加熱される場合、熱可塑性ポリマー複合体ワイヤは可塑的に変形し、ワイヤ内の応力が緩和される。螺旋状に撚られたポリマー複合体ケーブルの撚りポリマー複合体ワイヤが、撚りワイヤ内のポリマーマトリックスを軟化させるために十分な温度まで加熱されれば、曲げ応力及び撚り加工中にポリマー複合体ワイヤ内に付加された他の応力は、このようにして著しく軽減又は更に除去され(すなわち零まで低減される)、ポリマー複合体ワイヤが互いに接着し、これによって、25℃への冷却の際に、それらの螺旋状に撚られた形状を維持することをもたらす。
【0122】
したがって、特定の現在好まれている実施形態では、熱可塑性ポリマー複合体ワイヤは、熱可塑性ポリマー複合体ワイヤを形成する(コ)ポリマーマトリックス材料の少なくともガラス転移温度を超える温度に、熱可塑性ポリマーが応力緩和を実行するために十分な時間で加熱される。いくつかの代表的実施形態において、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル内の熱可塑性ポリマー複合体ワイヤは、少なくとも50℃、より好ましくは少なくとも、100℃、150℃、200℃、250℃、300℃、350℃、400℃、450℃まで又は更に少なくとも500℃に加熱される。
【0123】
好ましくは、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル内の熱可塑性ポリマー複合体ワイヤは、熱可塑性(コ)ポリマーマトリックスの融点を超える温度までは加熱されない。いくつかの実施形態において、常駐加熱時間は、1分未満であり得る。他の実施形態において、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル内の熱可塑性ポリマー複合体ワイヤは、少なくとも、1分、2分、5分、10分、20分、30分の期間時間で加熱され、より好ましくは1時間、1.5時間、更に2時間加熱される。
【0124】
本開示の螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、多くの用途で有用である。このような螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、軽量、高強度、良好な導電率、低熱膨張率、高い使用温度、及び耐腐食性の組み合わせにより、架空、地下及び水中送電ケーブルを含み得る、送電ケーブルとしての使用に特に望ましいと考えられる。
【0125】
したがって、他の態様では、本開示は、螺旋状に撚られた熱可塑性ポリマー複合体コアと螺旋状に撚られた熱可塑性ポリマー複合体コアの回りの伝導体コアとを含み、その中で、螺旋状に撚られた熱可塑性ポリマー複合体コアが上記の螺旋状に撚られた熱可塑性ポリマー複合体ケーブルのいずれかを含む、撚り送電ケーブルの種々の実施形態を提供する。いくつかの実施形態では、この送電ケーブルは架空送電ケーブル、地中送電ケーブル、又は水中テザー又は水中アンビリカルなどのような水中送電ケーブルとして有用であり得る。特定の代表的な実施形態において、この導体層は、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルコアのほぼ全表面に接触する金属層を含む。他の実施形態では、この導体層は、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルコアの回りに撚られた複数の延性金属導体ワイヤを含む。
【0126】
螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、多数の延性金属ワイヤを、螺旋状に撚られた熱可塑性ポリマー複合体ワイヤを含むコア、例えば前述した螺旋状に撚られた熱可塑性ポリマー複合体ケーブル、又は他の螺旋状に撚られた熱可塑性ポリマー複合体ケーブルなどの回りに撚ることによって、例えば、トーイングケーブル、ホイストケーブル、送電ケーブルなどのような後に最終物品に組み込まれる中間体物品として使用されてもよい。例えばコアは、当該技術分野において既知の技法を用い、上述のようにして、単一の中心ワイヤ(2)の回りに、2層以上の熱可塑性ポリマー複合体ワイヤ(4、6、8)を螺旋状に撚ることによって、作製することができる。典型的に、そのような螺旋状に撚られた熱可塑性ポリマー複合体ケーブルコアは、最低で19本の個別ワイヤから、50本以上ものワイヤを含む傾向にある。
【0127】
この送電ケーブル(又は螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを形成するために使用される個別のワイヤのいずれか)は、必要に応じて、絶縁層又はシースによって包囲されてもよい。外装層又はシースはまた、送電ケーブル(又は螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを形成するために使用される個別のワイヤのいずれか)を包囲かつ保護するために使用され得る。
【0128】
この送電ケーブルは、2つ又はそれより多くの延性金属伝導体ワイヤの任意の層を含み得る。延性金属伝導体ワイヤのより多くの層(図示せず)を、所望により使用してよい。送電ケーブルとして使用される場合、必要に応じて延性金属ワイヤは導電体、すなわち延性金属ワイヤ伝導体として作用し得る。好ましくは、各伝導体層は、当該技術分野において既知のように、複数の延性金属伝導体ワイヤを含む。延性金属伝導体ワイヤとして好適な材料としては、アルミニウム及びアルミニウム合金が挙げられる。延性金属伝導体ワイヤは、当該技術分野において既知のように、好適なケーブル撚り装置によって、螺旋状に撚られた熱可塑性ポリマー複合体コアの回りに撚られ得る(例えば図3を参照)。
【0129】
送電ケーブル内のポリマー複合体ワイヤの重量パーセンテージは、送電線の設計に依存する。送電ケーブルにおいては、このアルミニウム又はアルミニウム合金伝導体ワイヤは、架空送電の技術分野において知られた様々な材料のうち任意のものであってよく、これには1350 Al(ASTM B609−91)、1350−H19 Al(ASTM B230−89)、又は6201 T−81 Al(ASTM B399−92)が挙げられるがこれらに限定されない。
【0130】
送電ケーブルの現在好まれている適用としては、架空送電ケーブル、地中送電ケーブル、水中テザー又は水中アンビリカルなどの水中送電ケーブルがある。好適な架空送電ケーブル、地中送電ケーブル、水中送電ケーブル、水中テザー及び水中アンビリカルの記述については、例えば同時係属中の米国特許出願第61/226,151号(2009年7月16日に出願された「INSULATED COMPOSITEPOWER CABLE AND METHOD OF MAKING AND USING SAME」)及び、同時係属中の米国特許出願第61/226,056号(2009年7月16日に出願された、「SUBMERSIBLE COMPOSITE CABLE AND METHODS」)を参照されたい。本開示の撚りケーブルを使用し得る、好適な送電ケーブル及びプロセスの記述については、例えば、「Standard Specification for Concentric Lay Stranded Aluminum Conductors,Coated,Steel Reinforced」(ACSR)ASTM B232−92、又は米国特許第5,171,942号及び同第5,554,826号を参照のこと。
【0131】
これら送電ケーブルの用途では、熱可塑性ポリマー複合体ワイヤを含む熱可塑性(コ)ポリマーは、用途に従って、少なくとも100℃、又は240℃、又は300℃の温度にての使用となるように選択されるべきである。この点に関して、熱可塑性ポリマー複合体ワイヤのポリマーマトリックス内で使用するために、ポリエーテルエーテルケトンが現在のところ好適な(コ)ポリマーである。
【0132】
螺旋状に撚られた熱可塑性ポリマー複合体ケーブルがそれ自体が最終物品として使用されるような、若しくはそれが中間体物品又は異なる後続物品内の構成成分として使用されるような他の用途において、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルが、複数の熱可塑性ポリマー複合体ワイヤの回りに導電体層がないことが好ましい可能性がある。
【0133】
本開示の動作を、次の詳細な実施例に関して更に説明する。これらの実施例は、種々の具体的で好ましい実施形態及び技術を更に例示するために提供するものである。しかしながら、本開示の範囲内で多くの変更及び修正がなされてもよいことが理解されるべきである。
【実施例】
【0134】
(実施例1)
ポリエーテルエーテルケトン(PEEK)熱可塑性ポリマー(VITREXPLC、West Conshohocken,PAから入手)で、NEXTEL 610アルファアルミナ繊維(3M Company,St.Paul,MNから入手)の2つの10,000ロービングを浸潤させることによって、NEXTEL/PEEKポリマー複合体ワイヤを作製した。繊維強化ポリマー複合体ワイヤの連続長さを生成する方法は、当該技術分野において既知である(例えば米国特許第4,680,224号及びPCT特許公開第WO 2005/123999号を参照)。このようなポリマー複合体ワイヤの作製は、このような従来の複合体ワイヤ製造法(Tencate Advanced Composites,Tauton,MAにての)を使用して実行された。
【0135】
ベンチトップ、手動ワイヤストランダを使用して、NEXTEL/PEEKポリマー複合体ワイヤから螺旋状に撚られたケーブルを作製した。中心のポリマー複合体コアワイヤの回りに螺旋状に撚られた6本の外側ポリマー複合体ワイヤからなる、A7ストランドケーブルが構成された。1つの部分が6インチ(15.24cm)の撚り長さを有し、他の部分が3インチ(7.62cm)の撚り長さを有して、数個のケーブル長さが生成された。使用されたポリマー複合体ワイヤの直径は、0.05インチ(1.27cm)であった。生成されたポリマー複合体ケーブルの直径は、0.15インチ(3.81cm)であった。個々のポリマー複合体ワイヤが、跳ね返ったり巻戻ってしまうことを防止するために、ケーブルの端部に接着テープが巻かれた。プロセスのこの時点では、ワイヤは単に弾性的に変形された。
【0136】
異なるケーブル長さが、200℃、250℃、及び300℃の温度で1時間アニーリング処理された。ケーブル内のワイの永久歪の程度を決定するために、アニーリング処理された撚りポリマー複合体ケーブルが順次評価された。撚られたポリマー複合体ワイヤの端部を保持しているテープが除去され、ケーブル端部が解放された。
【0137】
アニーリング処理された撚りポリマー複合体ケーブルは、凝固せずから、いくらかが凝固、より多くが凝固、ほぼ完全に凝固までの範囲の等級で、永久歪の保持に関して質的に等級分けされた。結果を表1に要約する。
【0138】
【表1】

【0139】
表1に示されたように、ポリマーマトリックスの少なくとも一部分を軟化させるために十分な期間時間で、撚りポリマー複合体ワイヤを熱に曝すことによる、撚られたNEXTEL/PEEKポリマー複合体ケーブルをアニーリング処理するプロセスは、永久的螺旋状凝固を生じているケーブル内のポリマー複合体ワイヤをもたらし、これによって、ポリマー複合体ワイヤの端部が拘束されない場合に、ケーブルはその撚られた一体化構成を保持する。アニーリング処理温度及び時間を変化させることによって、種々の凝固度を得ることが可能である。広くは、より高いアニーリング温度及びより長いアニーリング時間が、ポリマー複合体ケーブル内の螺旋状に撚られたポリマー複合体ワイヤの凝固度を増加させる傾向にある。しかし、時間及び温度は、ポリマーマトリックス又は強化繊維のいかなる実質的劣化を生じるような条件よりも低く維持されるべきであると理解される。
【0140】
本明細書全体を通し、「一実施形態」、「特定の実施形態」、「1つ以上の実施形態」、又は「実施形態」への言及は、「実施形態」という用語の前に「例示的(代表的)」という用語が含まれているかどうかに関わらず、その実施形態の、ある特定の特徴、構造、材料、又は特性が、本開示の特定の代表的な実施形態の少なくとも1つの実施形態に含まれることを意味する。それゆえに、本明細書全体を通して様々な箇所にある「1つ以上の実施形態では」、「特定の実施形態では」、「一実施形態では」、又は「ある実施形態では」といった句の出現は、必ずしも本開示の特定の代表的な実施形態の同一の実施形態に言及しているわけではない。更に、特定の特徴、構造、材料、又は特性は、任意の好適な方法で1つ以上の実施形態に組み合わされてもよい。
【0141】
本明細書は、特定の例示的な実施形態を詳細に説明しているが、上述の事項を理解することにより、当業者がこれらの実施形態に対する変更、その変形、及びそれらの相当物を容易に想起できることは明らかである。したがって、本開示は、本明細書における上述の例示的な実施形態例に不当に限定されるものではないことを理解すべきである。特に、本明細書で用いるとき、端点による数値範囲が記載される場合、その範囲内に包含される全ての数を含むことを意図する(例えば、1〜5は、1、1.5、2、2.75、3、3.80、4、及び5を含む)。加えて、本文書中、使用されている全ての数字は、用語「約」によって修飾されていると見なされる。
【0142】
更に、本明細書にて参照される全ての出版物及び特許は、それぞれの個々の出版物又は特許が参照により援用されることを明確にかつ個別に指示されるかのごとく、それらの全体が同じ範囲で、参照により本明細書に援用される。様々な代表的実施形態が上述された。これら及び他の実施形態は、下記の「特許請求の範囲」の範疇にある。
【技術分野】
【0001】
(関連出願の相互参照)
本出願は、その開示内容の全体を本明細書に援用する米国特許仮出願第61/291,665号(2010年2月1日出願)の恩典を主張するものである。
【0002】
(技術分野)
本開示は全般に、撚りケーブル並びにその製造及び使用の方法に関連する。本開示は更に、螺旋状に撚られたポリマー複合体ワイヤを含む撚りケーブル、並びにその製造及び使用の方法に関連する。このような螺旋状に撚られたポリマー複合体ケーブルは、送電ケーブル、水中テザー及び水中アンビリカル、並びに他の用途で有用である。
【背景技術】
【0003】
ケーブル撚りは、通常は螺旋状の構成で、個々のワイヤを組み合わせ、完成したケーブルを製造するプロセスである。例えば米国特許第5,171,942号及び同第5,554,826号を参照されたい。生成された撚りケーブル又はワイヤロープは、等価の横断面積の固体ロッドから取得される柔軟性よりもはるかに大きな柔軟性を提供する。また、ケーブルが取扱、設置、及び使用中に曲げる力を受けた場合に、螺旋状に撚られたケーブルは全体的な円形の断面形状を維持するので、撚り構成は有益である。そのような螺旋状に撚られたケーブルは、巻上げ機ケーブル、航空機用ケーブル、及び送電ケーブルなどの様々な用途に使用される。
【0004】
螺旋状に撚られたケーブルは典型的に、鋼、アルミニウム、又は銅などの延性金属で製造される。いくつかの場合では、裸の架空送電ケーブルなど螺旋状に撚られたワイヤコアは,ワイヤ導体層によって包囲される。螺旋状に撚られたワイヤコアは、鋼などの第1材料から作製される延性金属ワイヤを含む場合があり、外側の動力伝導層は、例えばアルミニウムなど他の材料から作製される延性金属ワイヤを含む場合がある。いくつかの場合では、螺旋状に撚られたワイヤコアは、より大きな直径の送電ケーブルの製造への投入材料として使用される、事前に撚られた(pre-stranded)ケーブルであってもよい。螺旋状に撚られたケーブルは概ね、わずか7つの個々のワイヤから、50以上のワイヤを含む、より一般的な構造体を含む。
【0005】
ケーブル撚りプロセス中、延性金属ワイヤには、金属材料の降伏応力を超えるが最大応力又は破壊応力を下回る応力がかかる。比較的小半径の先行のワイヤ層又は中心ワイヤの周りに螺旋状に巻かれる際に、この応力によって、金属ワイヤが可塑的に変形される。新しい形状に容易に可塑的に変形され得ないような材料から作製されたワイヤを使用して製造された有用なワイヤが最近発表されたが、それらは脆性であり得る。
【0006】
このような複合体ケーブルの一例が、ファイバーレインフォースドメタル複合体ワイヤを含有するメタルマトリックスコンポジットケーブルによって提供されている。このようなメタルマトリックスコンポジットワイヤは、延性金属ワイヤと比較してそれらの改善された機械的特性のために魅力的であるが、それらの応力歪み応答において本質的に弾性である。例えば米国特許第6,559,385号及び同第7,093,416号、並びにPCT国際公開第WO 97/00976号などに開示された熱硬化性ポリマーマトリックスコンポジットワイヤのような繊維強化ポリマーマトリックスを含有するいくつかのポリマー複合体ケーブルは、当該技術分野において既知である。撚られた複合体ケーブル(例えば、ポリマーマトリックス複合体又はメタルマトリックスコンポジットワイヤを含有するケーブルなど)の1つの使用方法は、裸の送電ケーブル内での補強部材としての使用である。
【発明の概要】
【課題を解決するための手段】
【0007】
一つの態様において、本開示は、改善された撚り熱可塑性ポリマー複合体ケーブルを提供する。いくつかの代表的な実施形態において、撚り熱可塑性複合体ケーブルは、中心長手方向軸を画定する単一ワイヤと、中心長手方向軸に対して画定される第一撚り角度にて、第一撚り長さを有し、第一撚り方向で、複合体の単一ワイヤの回りに撚られる複数の第一熱可塑性ポリマー複合体ワイヤと、中心長手方向軸に対して画定される第二撚り角度で、第二撚り長さを有し、第二撚り方向で、複数の第一複合体ワイヤの回りに撚られる複数の第二熱可塑性複合体ワイヤと、を含む。
【0008】
更に代表的な実施形態では、撚りケーブルは、中心長手方向軸に対して画定される第三撚り角度にて、第三撚り方向で、複数の第二熱可塑性ポリマー複合体ワイヤの回りに撚られ、並びに第三撚り長さを有する、複数の第三熱可塑性ポリマー複合体ワイヤを更に含む。追加の代表的実施形態では、撚りケーブルは、中心長手芳香軸に対して画定される第四撚り角度にて、第四撚り方向で、複数の第三熱可塑性ポリマー複合体ワイヤの回りに撚られ、並びに第四撚り長さを有する、複数の第四熱可塑性ポリマー複合体ワイヤを更に含む。追加の代表的実施形態では、撚り熱可塑性ポリマー複合体ケーブルは、複数の第四ポリマー複合体ワイヤの回りに撚られた追加の熱可塑性ポリマー複合体ワイヤを更に含む。
【0009】
前述の代表的実施形態のいずれにおいても、第一撚り方向は、第二撚り方向と同一であり得、第三撚り方向は第二撚り方向と同一であり得、第四撚り方向は第三撚り方向と同一であり得、並びに一般的には、いかなる外側層の撚り方向は、隣接した内側層の撚り方向と同一であり得る。
【0010】
他の代表的実施形態では、第二撚り方向は第一撚り方向と反対であり、第三撚り方向は第二撚り方向と反対であり(すなわち、第三撚り方向が第一撚り方向と同一であり)、第四撚り方向が第三撚り方向と反対であり(すなわち、第四撚り方向が第二撚り方向と同一であり)、並びに一般的に、いかなる外側層の撚り方向が、隣接する内側層の撚り方向と反対であるように選択されてもよい。更には、特定の現在好まれている実施形態では、第一撚り角度と第二撚り角度との間の相対的な差は0°以上かつ約4°以下であり得、第三撚り角度と第二撚り角度との間の相対的な差は0°以上かつ約4°以下であり得、第四撚り角度と第三撚り角度との間の相対的な差は0°以上かつ約4°以下であり得、並びに一般的には、いかなる内側層撚り角度及び隣接する外側層撚り角度は、0°以上かつ約4°以下、より好ましくは3°以下、最も好ましくは0.5°以下であり得る。
【0011】
更なる実施形態において、1つ以上の第一撚り長さは第二撚り長さ以下であり、第二撚り長さは第三撚り長さ以下であり、第四撚り長さはすぐ後続の撚り長さ以下であり、及び/又は各後続撚り長さは直前の撚り長さ以下である。他の実施形態において、一つ以上の第一撚り長さは第二撚り長さに等しく、第二撚り長さは第三撚り長さに等しく、及び第三撚り長さは第四撚り長さに等しい。いくつかの代表的実施形態において、当該技術分野において既知のように、平行撚りを使用することが好ましいことがある。
【0012】
更なる態様において、本開示は、コアと、そのコアの回りの伝導体層とを含む、撚り送電ケーブルの別の実施形態を提供し、このコアは、上述の任意の撚り熱可塑性ポリマー複合体ケーブルを含み得る。いくつかの代表的実施形態では、撚りケーブルは、撚り熱可塑性ポリマー複合体ケーブルコアの撚り熱可塑性ポリマー複合体ワイヤの回りに撚られた複数の延性金属ワイヤを更に含む。
【0013】
特定の代表的実施形態では、複数の延性金属ワイヤが、熱可塑性ポリマー複合体ケーブルコアを取り囲む複数の放射状層内の中心長手方向軸の回りに撚られている。追加の代表的な実施形態において、この複数の延性金属ワイヤの少なくとも一部分は、中心長手方向軸に対するある撚り角度にて、第一撚り方向で、並びに延性金属ワイヤの第一撚り長さで、撚られる。他の代表的な実施形態において、この複数の延性金属ワイヤの少なくとも一部分は、第二撚り方向で、中心長手方向軸に対して相対的に画定されるある撚り角度にて、並びに延性金属ワイヤの第二撚り長さで、撚られる。
【0014】
螺旋状に撚られたポリマー複合体ケーブルの上記のいかなる実施形態及び撚り送電ケーブルの関連する実施形態においても、以下の代表的実施形態が有利に用いられ得る。一つの代表的な実施形態において、単一ワイヤは、中心長手方向軸に対してほぼ垂直の方向でとられた断面形状を有し、それは円形又は楕円形である。特定の代表的な実施形態において、この単一ワイヤはポリマー複合体ワイヤである。特定の現在好まれている実施形態では、単一ワイヤは、延性金属ワイヤ、又は熱可塑性ポリマー複合体ワイヤである。追加の代表的な実施形態において、それぞれのポリマー複合体ワイヤ及び/又は延性ワイヤは、中心長手方向軸に対してほぼ垂直の方向での断面形状を有し、その断面形状は、円形、楕円形、及び台形から選択される。
【0015】
追加の態様では、本開示は上記の態様及び実施形態で記載されたような撚りケーブルの製造方法を提供し、製造方法は、複数の第一熱可塑性ポリマー複合体ワイヤを、中心長手方向軸を画定している単一ワイヤの回りに螺旋状に撚る工程であって、複数の第一熱可塑性ポリマー複合体ワイヤを螺旋状に撚ることが、中心長手方向軸に対して画定された第一撚り角度にて、第一撚り方向で実行され、並びに複数の第一ワイヤが第一撚り長さを有する、螺旋状に撚る工程と、複数の第二熱可塑性ポリマー複合体ワイヤを、複数の第一熱可塑性ポリマー複合体ワイヤの回りに螺旋状に撚る工程であって、複数の第二熱可塑性ポリマー複合体ワイヤを螺旋状に撚ることが、中心長手方向軸に対して画定された第二撚り角度にて、第二撚り方向で実行され、並びに複数の第二ワイヤが第二撚り長さを有する、螺旋状に撚る工程と、螺旋状に撚られた複数の第一及び第二熱可塑性ポリマー複合体ワイヤを、25℃への冷却に際に、螺旋状に撚られたポリマー複合体ワイヤを螺旋状に撚られた形状に保持するのに十分な温度に及び十分な時間加熱する工程と、とを含む。現在好まれている温度は300℃である。
【0016】
特定の現在好まれている代表的実施形態では、第一撚り角度と第二撚り角度との間の相対的な差は、0°以上かつ約4°以下である。1つの特別な実施形態では、この方法は、複数の延性金属ワイヤを熱可塑性ポリマー複合体ワイヤの回りに撚る工程を更に含む。
【0017】
本開示による撚り熱可塑性ポリマー複合体ケーブルの代表的な実施形態は、その利用を可能にし、様々な用途に利点をもたらす、様々な機能及び性質を有する。例えば、いくつかの代表的な実施形態において、本開示による撚り熱可塑性ポリマー複合体ケーブルは、他の複合体ケーブルに比べた場合、製造中又は使用中に、ケーブルの引張り歪みの低い値での早期破壊又は故障が起こる傾向を低減し得る。加えて、いくつかの代表的な実施形態による撚り熱可塑性ポリマー複合体ケーブルは、従来の撚り延性金属ワイヤケーブルに比べた場合、改善された耐腐食性、環境耐性(例えば紫外線及び耐湿性)、高温での強度損失に対する抵抗性、クリープ耐性、並びに比較的高い弾性率、低密度、低熱膨張係数、高い導電率、高い懸垂耐性、及び高強度を呈し得る。
【0018】
いくつかの代表的な実施形態において、本開示の実施形態によって製造された螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、先行技術の複合体ケーブルに比べ、10%以上の引張り強度の増加を呈し得る。本開示の特定の実施形態による、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルはまた、特定の重要な用途、例えば送電用途における使用において、引張り強度の最低要件に適合するケーブルの撚りプロセスにより、収率を増大させるため、より低い製造コストで製造することも可能である。特定の現在好まれている代表的実施形態では、代表的な本開示による螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、架空送電ケーブル、地中送電ケーブル、及び水中テザー又は水中アンビリカルを含む水中送電ケーブルとして使用され得る。
【0019】
いくつかの具体的実施形態では、本開示の実施形態により製造された螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、従来の弾性的に撚られた複合体ワイヤで一般的に観測されるような、ケーブル強度での実質的な低減を観測することなく、以前の可能な候補ケーブルよりも非常に短い撚り長さで都合よく撚られ得る。このような従来の弾性的撚り複合体ワイヤケーブルは、撚り複合体ワイヤーのワイヤの曲げ半径に対するワイヤ半径の比に概ね比例する強度減少を呈する。したがって、曲げ歪みによる強度の損失は、複合体材料の破壊歪みに対する曲げ歪みの比に比例する。撚り長さがより短く作製されるにつれて、曲げ歪みは撚り長さに反比例するために、従来の弾性的撚り複合体ワイヤケーブルにおける曲げ歪みが増加し、これによって、ケーブル強度を低減させる。
【0020】
典型的には、弾性的撚りワイヤは、ワイヤ内の0.05%曲げ歪みに等しいワイヤ半径の約1000倍未満の撚り長さを有することができない。複合体ワイヤで使用される典型的な複合体材料は、0.5%〜2%の間の破壊歪みを有し、これは0.5%の破壊歪みを備えたワイヤに関する20%の撚り加工からの強度軽減、及び2%破壊歪みを備えたワイヤにおける5%強度軽減に等しい。しかしながら、本開示による撚り複合体ケーブルのいくつかの代表的実施形態は、可塑的に変形される延性(例えば金属)ワイヤで構成される非複合体ケーブルに典型的である非常に低い撚り角度で撚られ得る。曲げ歪みが複合体材料の破壊歪みを超え、これによって、ワイヤを破損することなくポリマー複合体ワイヤの撚り加工を抑制するために、弾性的に撚られた複合体ワイヤを含むケーブルのこのような短い撚り長さは、当該技術分野では以前は入手不可能であった。より短い撚り長さ、及び/又は層間の交互の撚り角度を有する熱可塑性ポリマー複合体ケーブルは、ケーブルの一体性、ケーブル内のねじれの平衡、及び改善された柔軟性を維持するために好適であり得る。
【0021】
本開示の例示的な実施形態の種々の態様及び利点の概要がまとめられてきた。上記の本開示の概要は、本発明の特定の代表的な実施形態の図示された各実施形態又は全ての実現形態を説明することを意図したものではない。以下の図面及び「発明を実施するための形態」により、本明細書に開示される原理を利用した特定の好ましい実施形態をより具体的に例示する。
【図面の簡単な説明】
【0022】
本開示の例示的な実施形態を以下の添付の図を参照して更に説明する。
【図1A】本開示の特定の代表的実施形態による、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの透視図。
【図1B】本開示の特定の別の代表的実施形態による、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの透視図。
【図2A】本開示の代表的な実施形態による様々な螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの横断端面図。
【図2B】本開示の代表的な実施形態による様々な螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの横断端面図。
【図2C】本開示の代表的な実施形態による様々な螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの横断端面図。
【図2D】本開示の代表的な実施形態による様々な螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの横断端面図。
【図2E】本開示の代表的な実施形態による様々な螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの横断端面図。
【図2F】本開示の代表的な実施形態による様々な螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの横断端面図。
【図3】本開示の代表的な追加の実施形態による、ケーブル製造に使用される代表的な撚り装置の概略図。 図中、同じ参照番号は、同様の要素を指す。本明細書に含まれる図は、縮尺図ではなく、これらの図中、熱可塑性ポリマー複合体ケーブルの構成要素は、選択された特徴を強調するために採られたサイズである。
【発明を実施するための形態】
【0023】
説明及び特許請求の範囲で特定の用語が使用されており、大部分は周知であるが、いくらか説明を必要とする場合がある。本明細書で使用されるとき、「ワイヤ」が「脆性」であると述べる場合は、そのワイヤがごくわずかな可塑性変形を伴い、引張り荷重下で破壊することを意味する。
【0024】
ワイヤの変形に関して使用されるとき、用語「延性」は、そのワイヤが曲げの最中に破壊又は破損することなく実質的に可塑性変形されることを意味する。
【0025】
用語「(コ)ポリマー」は、ホモポリマー又はコポリマーを意味する。
【0026】
用語「(meth)アクリレート」は、アクリレート又はメタクリレートを意味する。
【0027】
用語「複合体ワイヤ」は、一緒に束ねられた、組成物又は形態の異なる材料の組み合わせから形成されたワイヤを指す。
【0028】
用語「ポリマー複合体ワイヤ」は、1つ又はそれより多くのポリマー相を含むマトリックスに束ねられた1つ又はそれより多くの強化材料を含む複合体ワイヤ指し、それらは熱硬化性ポリマー又は熱可塑性ポリマーを含み得る。
【0029】
用語「熱可塑性ポリマー複合体ワイヤ」は、1つ又はそれより多くの熱可塑性ポリマー相を含むマトリックスに束ねられた1つ又はそれより多くの強化繊維材料を含む複合体ワイヤを指し、熱可塑性ポリマー相を軟化させるのに十分な温度に加熱される場合、それが延性挙動を呈し得る。
【0030】
用語「セラミック−ポリマー複合体ワイヤ」は、1つ以上のポリマー相を含むマトリックスに束ねられた、1つ以上の強化セラミック繊維材料を含む複合体ワイヤを指す。
【0031】
用語「金属マトリックス複合体ワイヤ」は、1つ又はそれより多くの金属相を含むマトリックスに束ねられた、1つ又はそれより多くの強化材料を含む複合体ワイヤを指し、それが非延性挙動を呈し、並びに脆性である。
【0032】
ワイヤの変形に関して使用される用語「曲げ」又は「曲がる」には、二次元の曲げ、及び/又は、撚り中にワイヤを螺旋状に曲げるなどの、三次元の曲げ変形が含まれる。曲げ変形を有するワイヤを指す場合、これは、そのワイヤが引張り力及び/又はねじり力によってもたらされた変形をも有する可能性を除外するものではない。
【0033】
「顕著な弾性曲げ」変形とは、ワイヤが、そのワイヤの半径の最高10,000倍までの曲率半径で曲げられたときに起こる曲げ変形を意味する。この顕著な弾性曲げ変形は、円形断面のワイヤに適用される場合、ワイヤの外側繊維における少なくとも0.01%の歪みを付与し得る。
【0034】
用語「ケーブル化」及び「撚る」は、「ケーブル化された(される)」及び「撚られた(撚られる)」として交換可能な用語として使用される。
【0035】
用語「撚り」は、螺旋状に撚られたケーブルの撚り層にあるワイヤが、螺旋状に巻かれている状態を指す。
【0036】
用語「撚り方向」は、螺旋状に撚られた層におけるワイヤの撚られた方向を指す。螺旋状に撚られる層の撚り方向を判定するには、そのケーブルが観測者とは反対の方向を指した状態で、観測者が、その螺旋状に撚られたワイヤ層の表面を見る。ワイヤ撚りが、撚りが観測者から離れて進行するに従って、時計方向に回転するように見える場合、そのケーブルは「右旋撚り」を有すると記述される。ワイヤ撚りが観測者から離れるに従って反時計方向に回転するように見える場合、そのケーブルは「左旋撚り」を有すると記述される。
【0037】
用語「中心軸」及び「中心長手方向軸」は交換可能な用語として使用され、多層螺旋撚りケーブルの半径方向での中心に位置する、共通の長手方向軸を意味する。
【0038】
用語「撚り角度」は、螺旋状に撚られたケーブルの中心長手方向軸に対して、撚られたワイヤによって形成される角度を指す。
【0039】
用語「交差角度」は、螺旋状に撚られたワイヤケーブルの、隣接するワイヤ層の撚り角度間の相対的な(絶対的な)差を意味する。
【0040】
用語「撚り長さ」は、螺旋状に撚られたケーブルの中心長手方向軸を中心に、螺旋状に撚られたある層内のある単一ワイヤが、螺旋状に完全に1回転する間の、その撚りケーブルの長さを指す。
【0041】
用語「セラミック」は、ガラス、結晶性セラミック、ガラスセラミック、及びこれらの組み合わせが挙げられる。
【0042】
用語「多結晶性」とは、主に複数の結晶性グレインを有し、そのグレイン寸法が、そのグレインの存在する繊維の直径よりも小さいような、材料を意味する。
【0043】
用語「連続繊維」とは、平均繊維直径に比較して、相対的に無限である長さを有する繊維を意味する。これは典型的に、アスペクト比(すなわち、繊維の平均直径に対する繊維の長さの比)1×105以上(いくつかの実施形態においては、少なくとも1×106、又は更に少なくとも1×107)を有する繊維を意味する。典型的に、そのような繊維は少なくとも約15cm〜少なくとも数メートルの長さを有し、更にはキロメートル程度又はそれ以上の長さを有することさえできる。
【0044】
いくつかの用途においては、撚り複合体ケーブルの構成とその製造方法を更に改善することが望ましい。特定の用途においては、例えば、ケーブルの引張り強度及び破断までの、螺旋状に撚られた複合体ケーブルの物理的特性を改善することが望ましい。いくつかの特定の用途においては、送電ケーブルなどの後続の物品に組み込む前に、その撚り複合体ワイヤの螺旋構成を保持するための便利な手段を提供することが、更に望ましい。可塑的に変形可能な延性金属ワイヤを使用して製造された撚りケーブルに先立つ、又は撚りの後にワイヤの螺旋状構成を保持するために、例えば硬化又はポリマーマトリックスによる、又は撚られた複合体ワイヤを接着テープで巻きつけることによる、保持手段などを使用して撚り形状で保持され得る複合体ワイヤを伴う、螺旋状に撚られた構成を保持するためのそのような手段は必要ではなかった。
【0045】
したがって、本開示のいくつかの代表的実施形態は、上述のような保持手段を使用することなく、撚りの後に熱可塑性ポリマー複合体ワイヤの螺旋状構成を保持し得る熱可塑性ポリマーマトリックスを含む熱可塑性ポリマー複合体ワイヤーに関する。本開示の他の実施形態は、撚り熱可塑性ポリマー複合体ケーブルと、各ポリマー複合体ワイヤ層間で交互の撚り方向を使用して、螺旋状に撚られた従来の複合体ケーブルと比較したときに、ポリマー複合体ケーブルの引張り強度が驚くべきほど増加することになる、共通の撚り方向での、熱可塑性ポリマー複合体ワイヤ層の螺旋状の撚る方法と、に関する。引張り強度における、そのような驚くべき増加は、共通の撚り方向を使用して撚られたとき、従来の延性(例えば金属又は他の非ポリマー複合体)ワイヤでは観察されていない。更に、一般的に、従来の延性ワイヤケーブルの撚られたワイヤ層に、共通の撚り方向を使用したいという意欲は低く、なぜならば延性金属ワイヤは容易に可塑的に変形することができ、そのようなケーブルは概して、より短い撚り長さを使用し、そのため、ケーブルの一体性を維持するために撚り方向を交互にすることが好ましい場合がある。
【0046】
本開示の種々の例示的な実施形態が特に図を参照して、ここに説明されるであろう。本開示の代表的な実施形態は、開示の趣旨及び範囲から逸脱することなく、様々な修正や変更が可能である。したがって、本開示の実施形態は以下に記述する代表的な実施形態に限定されず、請求項及びそれと同等の任意のものに定められた制限によって支配されるものと理解されたい。
【0047】
したがって、一態様では、本開示は、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを提供する。図を参照すると、図1Aは、本開示の代表的実施形態による、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル10の透視図を示している。図に示すように螺旋状に撚られたポリマー複合体ケーブル10には、中心長手方向軸を画定する単一ワイヤ2と、第一撚り方向(時計回りが図示されており、右旋撚り方向に対応する)で、単一ワイヤ2の回りに撚られる複数の第一熱可塑性ポリマー複合体ワイヤ4を含む第一層20と、第一撚り方向で、複数の第一可塑性ポリマー複合体ワイヤ4の回りに撚られる複数の第二熱可塑性複合体ワイヤ6を含む第二層22と、が含まれる。
【0048】
図1Aに示されたように、必要に応じて、複数の第三熱可塑性ポリマー複合体ワイヤ8を含む第三層24が、ポリマー複合体ケーブル10を形成するために、第一撚り方向で、複数の第二熱可塑性ポリマー複合体ワイヤ6の回りに撚られてもよい。他の実施形態では、任意の第四層(図示せず)又はポリマー複合体ワイヤのより多くの追加の層もまた、第一撚り方向で、複数の第二熱可塑性ポリマー複合体ワイヤ6の回りに撚られてもよい。
【0049】
必要に応じて、単一ワイヤ2は熱可塑性ポリマー複合体ワイヤであって、しかしながら、他の実施形態では、単一ワイヤ2は、金属ワイヤのような非可塑性ワイヤ、例えば熱硬化性ポリマー複合体ワイヤ又はメタルマトリックスコンポジットワイヤなどのような非熱可塑性複合体ワイヤである。
【0050】
本開示の現在好まれている実施形態では、熱可塑性ポリマー複合体ワイヤのそれぞれの連続する層が、ワイヤのそれぞれの前層と同一の撚り方向で巻かれるように、熱可塑性ポリマー複合体ワイヤ(例えば4、6、8など)の2つ又はそれより多くの撚られた層(例えば20、22、24など)が、中心長手方向軸を画定する単一中心ワイヤ2の回りに螺旋状に巻かれもよい。更に、それぞれの層(20、22、及び24)に関して右旋撚りが図1Aに示されている一方で、図1Bによって示された代表的な螺旋状に撚られた熱可塑性ポリマー複合体ケーブルに関して示されたように、左旋撚りがそれぞれの層(20、23、24など)に関して交互に使用され得ることが理解されるであろう。
【0051】
したがって、図1Bは、本開示の別の代表的実施形態による、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル10’の透視図を示している。図示されたように、螺旋状に撚られたポリマー複合体ケーブル10’には、中心長手方向軸を画定している単一ワイヤ1(これらは、例えば熱可塑性ポリマー複合体ワイヤ、又は、例えば金属ワイヤ、熱硬化性ポリマー複合体ワイヤ、若しくはメタルマトリックスコンポジットワイヤのような非熱可塑性ワイヤであり得る)と、第一撚り方向(反時計回りが示されていて、これは左旋撚りに相当する)で単一ワイヤ1の回りに撚られた複数の第一熱可塑性ポリマー複合体ワイヤ4を含む第一層20と、第一撚り方向に反対の第二撚り方向で、複数の第一熱可塑性ポリマー複合体ワイヤ4の回りに撚られた、複数の第二非熱可塑性ポリマー複合体ワイヤ5(これは、例えば金属ワイヤ、熱硬化性ポリマー複合体ワイヤ、又はメタルマトリックスコンポジットワイヤであり得る)を含む第二層23と、ポリマー複合体ケーブル10’を形成するために、第一撚り方向で、複数の第二非熱可塑性ワイヤ5の回りに撚られた複数の第三熱可塑性ポリマー複合体ワイヤ8を含む第三層24と、を含む。
【0052】
他の実施形態では、任意の第四層(図示せず)が、第二撚り方向で、複数の第二非熱可塑性ポリマー複合体ワイヤ5の回りに撚られてよい。本開示の代表的な現在好まれている実施形態では、図1Aに示されたように、熱可塑性ポリマー複合体ワイヤのそれぞれの連続する層が、それぞれの前層と同一の撚り方向で巻かれるように、熱可塑性ポリマー複合体ワイヤ(例えば4及び8)と非熱可塑性ワイヤ(例えば5)の2つ又はそれより多くの交互の撚られた層が、中心長手方向を画定する単一中心ワイヤ1の回りに巻かれてもよい。更に、層5に関して、左旋撚りが図1Bに示されている一方で、層4及び8に関して、右旋撚りが示されていて、層5に関して、右旋撚りは交互に使用され得、並びに層15、16などに関して左旋撚りが交互に使用され得ることが理解されるであろう。
【0053】
必要に応じて、前述のいかなる実施形態においても、単一ワイヤ2は熱可塑性ポリマー複合体ワイヤであり得るが、他の実施形態では、単一ワイヤ2は、金属ワイヤのような非熱可塑性ワイヤ、又は例えば熱硬化性ポリマー複合体ワイヤ又はメタルマトリックスコンポジットワイヤなどのような非熱可塑性複合体ワイヤであり得る。
【0054】
前述の代表的実施形態では、第一撚り方向が第二撚り方向と同一であることが好ましく、第三撚り方向が第二撚り方向と同一であることが好ましく、第四撚り方向が第三撚り方向と同一であることが好ましく、並びに一般的に、いかなる外側層の撚り方向も隣接する内側層の撚り方向と同一であることが好ましい。しかしながら、他の具体的実施形態では、第一撚り方向が第二撚り方向と反対であり得、第三撚り方向が第二撚り方向と反対であり得、第四撚り方向が第三撚り方向と反対であり得、並びに一般的には、いかなる外側層の撚り方向も隣接する内側層の撚り方向と反対であり得る。
【0055】
任意の前述の具体的な実施形態の特定の現在好まれている実施形態では、第一撚り角度と第二撚り角度との間の相対的な差は、0°以上かつ約4°以下であることが好ましく、第三撚り角度と第二撚り角度との間の相対的な差は、0°以上かつ約4°以下であることが好ましく、第四撚り角度と第三撚り角度との相対的な差は、0°以上かつ約4°以下であることが好ましく、一般的には、任意の内側層撚り角度及び隣接する外側層の撚り角度は、0°以上かつ約4°以下であることが好ましく、より好ましくは3°以下、最も好ましくは0.5°以下である。
【0056】
更なる例示好適実施形態において、1つ以上の第一撚り長さは第二撚り長さと同じかそれ以下であることが好ましく、第二撚り長さは第三撚り長さと同じかそれ以下であることが好ましく、第四撚り長さはすぐ後続の撚り長さと同じかそれ以下であることが好ましく、及び/又は各後続撚り長さは直前の撚り長さと同じかそれ以下であることが好ましい。他の実施形態において、一つ以上の第一撚り長さは第二撚り長さに等しく、第二撚り長さは第三撚り長さに等しく、及び第三撚り長さは第四撚り長さに等しい。いくつかの具体的実施形態において、当該技術分野において既知のように、平行撚りを使用することが好ましいことがある。
【0057】
他の代表的実施形態(図中表示せず)では、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、共通の長手方向軸に対して画定された撚り角度(図中表示せず)にて、第一撚り方向で、複数の第三熱可塑性ポリマー複合体ワイヤ8の回りに螺旋状に撚られた熱可塑性ポリマー複合体ワイヤの追加の(例えば後続の)層(例えば第四、第五、又は追加の後続層)を更に含み得、各層内のポリマー複合体ワイヤは特徴的な撚り長さ(図中表示せず)を有し、第三撚り角度と第四又は後続の撚り角度との間の相対的な差は0°以上かつ約4°以下である。撚りポリマー複合体ワイヤの4層又はそれ以上の層が採用されている実施形態では、好ましくは、直径0.5mm以下のポリマー複合体ワイヤが利用される。
【0058】
螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの種々の形状が、図2A〜2Fの断面図によって示されている。これら具体的実施形態は、追加の形状が本開示の範囲内であることを単に説明することを意図したものである。図2A〜2Fの図示の実施形態のそれぞれでは、熱可塑性ポリマー複合体ワイヤ(例えば4、6及び8)が、撚り方向(図示なし)で、中心長手方向軸(図示なし)を画定している単一ワイヤ(図2A及び3C中では2、図3B及び3D中では1)の回りに撚られていると理解される。そのような撚り方向は時計方向(右旋撚り)又は反時計方向(左旋撚り)であってもよい。更に、そのような撚り方向は、図1A〜1Bに示されたように、撚りワイヤの各後続層に関して同一であってもよく、又は撚りワイヤの各後続層で反対の撚り方向に交替してもよい。更に、熱可塑性ポリマー複合体ワイヤの各層はある撚り長さを呈し(図2A〜2Fに図示なし)、ワイヤの各層の撚り長さは異なっていてよく、又は好ましくは、同じ撚り長さであり得る。
【0059】
図2Aは、代表的な螺旋状に撚られた熱可塑性ポリマー複合体ケーブル11の断面図を示していて、螺旋状に撚られた熱可塑性ポリマーケーブル11は、中心長手方向軸を画定している単一ワイヤ2(熱可塑性ポリマー複合体ワイヤとして示されているが、あるいは、例えば熱硬化性ポリマー複合体ワイヤ若しくはメタルマトリックスコンポジットワイヤのような非熱可塑性複合体ワイヤ、又は金属ワイヤでもよい)と、単一ワイヤ2の回りに螺旋状に撚られた複数の熱可塑性ポリマー複合体ワイヤ4と、複数の第一熱可塑性ポリマー複合体ワイヤ4の回りに螺旋状に撚られた複数の第二熱可塑性ポリマー複合体ワイヤ6と、を含む。
【0060】
図2Bは、図1Aで示されたような別の代表的な螺旋状に撚られた熱可塑性ポリマー複合体ケーブル10の断面図を示していて、ケーブル10は、中心長手方向軸を画定している単一ワイヤ2(熱可塑性ポリマー複合体ワイヤとして示されているが、あるいは、例えば熱硬化性ポリマー複合体ワイヤ又はメタルマトリックスコンポジットワイヤのような非熱可塑性複合体ワイヤでもよい)と、単一ワイヤ2の回りに螺旋状に撚られた複数の第一熱可塑性ポリマー複合体ワイヤ4と、複数の第一熱可塑性ポリマー複合体ワイヤ4の回りに螺旋状に撚られた複数の第二熱可塑性ポリマー複合体ワイヤ6と、複数の第二熱可塑性ポリマー複合体ワイヤ6の回りに螺旋状に撚られた複数の第三熱可塑性ポリマー複合体ワイヤ8と、を含む。
【0061】
図2Cは追加の代表的螺旋状に撚られた熱可塑性ポリマー複合体ケーブル12の断面図を示していて、ケーブル12は、中心長手方向軸を画定している単一ワイヤ2(熱可塑性ポリマー複合体ワイヤとして示されているが、あるいは、例えば熱硬化性ポリマー複合体ワイヤ又はメタルマトリックスコンポジットワイヤのような非熱可塑性複合体ワイヤでもよい)と、単一ワイヤ2の回りに螺旋状に撚られた複数の第一熱可塑性ポリマー複合体ワイヤ4と、複数の第一熱可塑性ポリマー複合体ワイヤ4の回りに螺旋状に撚られた複数の第二熱可塑性ポリマー複合体ワイヤ6と、複数の第二熱可塑性ポリマー複合体ワイヤ6の回りに螺旋状に撚られた複数の第三熱可塑性ポリマー複合体ワイヤ8と、複数の第三熱可塑性ポリマー複合体ワイヤ8の回りに螺旋状に撚られた複数の第四熱可塑性ポリマー複合体ワイヤ16と、を含む。
【0062】
図2Dは、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル13の代表的な代替構造の断面図を示していて、ケーブル13は、中心長手方向軸を画定している単一非熱可塑性ワイヤ1(金属ワイヤとして示されているが、あるいは、例えば熱硬化性ポリマー複合体ワイヤ又はメタルマトリックスコンポジットワイヤのような非熱可塑性複合体ワイヤでもよい)と、単一非熱可塑性ワイヤ1の回りに螺旋状に撚られた複数の第一非熱可塑性ワイヤ3(例えば、金属ワイヤ、熱硬化性ポリマー複合体ワイヤ、又はメタルマトリックスコンポジットワイヤを含む)と、複数の第一非熱可塑性ワイヤ3の回りに螺旋状に撚られた複数の第二熱可塑性ポリマー複合体ワイヤ6と、を含む。
【0063】
図2Eは、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル14の別の代表的な代替構造の断面図を示していて、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル14は、中心長手方向軸を画定している単一非熱可塑性ワイヤ1(金属ワイヤとして示されているが、あるいは、例えば熱硬化性ポリマー複合体ワイヤ又はメタルマトリックスコンポジットワイヤのような非熱可塑性複合体ワイヤでもよい)と、単一ワイヤ2の回りに螺旋状に撚られた複数の第一非熱可塑性ワイヤ3(例えば、金属ワイヤ、熱硬化性ポリマー複合体ワイヤ、又はメタルマトリックスコンポジットワイヤを含む)と、複数の第一非熱可塑性ワイヤ3の回りに螺旋状に撚られた複数の第二熱可塑性ポリマー複合体ワイヤ6と、複数の第二非熱可塑性ワイヤ6の回りに螺旋状に撚られた複数の第三熱可塑性ポリマー複合体ワイヤ8と、を含む。
【0064】
図2Fは、図1Bに示されたような螺旋状に撚られた熱可塑性ポリマー複合体ケーブル10’の別の代表的な代替構造の横断面図を示していて、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル10’は、中心長手方向軸を画定している単一非熱可塑性ワイヤ1(金属ワイヤとして示されているが、あるいは、例えば熱硬化性ポリマー複合体ワイヤ又はメタルマトリックスコンポジットワイヤのような非熱可塑性複合体ワイヤでもよい)と、単一ワイヤ2の回りに螺旋状に撚られた複数の第一熱可塑性ポリマー複合体ワイヤ4と、複数の第一熱可塑性ワイヤ4の回りに螺旋状に撚られた複数の第二非熱可塑性ワイヤ5(例えば、金属ワイヤ、熱硬化性ポリマー複合体ワイヤ、又はメタルマトリックスコンポジットワイヤを含む)と、複数の第二非熱可塑性ワイヤ5の回りに螺旋状に撚られた複数の第三熱可塑性ポリマー複合体ワイヤ8と、を含む。
【0065】
図2A〜2Cは、中心長手方向軸(図示せず)を画定している単一中心熱可塑性ポリマー複合体ワイヤ2をそれぞれ示しているが、単一ワイヤ2は、複合体ワイヤ(例えば熱硬化性ポリマー複合体ワイヤ、又はメタルマトリックスコンポジットワイヤ、又は金属ワイヤ、又は延性金属ワイヤ1(図2D〜2Fで示されたような))のような非熱可塑性ワイヤであってもよいと更に考えられる。
【0066】
更には、任意の前述の実施形態において、熱可塑性ポリマー複合体ワイヤのそれぞれが、中心長手方向軸に対してほぼ垂直な方向で、全般に円形、楕円形、又は台形の断面形状を有する。特定の代表的な実施形態において、熱可塑性ポリマー複合体ワイヤはそれぞれ、概ね円形の断面形状を有し、各ポリマー複合体ワイヤの直径は少なくとも約0.1mmであり、より好ましくは少なくとも0.5mmであり、更により好ましくは少なくとも1mmであり、更により好ましくは少なくとも2mmであり、最も好ましくは少なくとも3mmであり、かつ、大きくとも約15mmであり、より好ましくは大きくとも10mmであり、更により好ましくは大きくとも5mmであり、更により好ましくは大きくとも4mmであり、最も好ましくは大きくとも3mmである。他の代表的な実施形態において、各熱可塑性複合体ワイヤの直径は1mm未満、又は5mmを超え得る。
【0067】
典型的に、概ね円形の断面形状を有する単一の中心ワイヤの平均直径は、約0.1mm〜約15mmの範囲である。いくつかの実施形態において、単一中心ワイヤの平均直径は望ましくは少なくとも約0.1mm、少なくとも0.5mm、少なくとも1mm、少なくとも2mm、少なくとも3mm、少なくとも4mm、又は最高約5mmである。他の実施形態において、単一中心ワイヤの平均直径は約0.5mm未満、約1mm未満、約3mm未満、約5mm未満、約10mm未満、又は約15mm未満である。
【0068】
図2A〜2Fで示されていない追加の代表的実施形態では、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、中心長手方向軸を画定する単一ワイヤの回りに、熱可塑性ポリマー複合体ワイヤの3層以上の撚られた層を含んでもよい。特定の実施形態では、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの各層内の各熱可塑性ポリマー複合体ワイヤは、同一の構造又は形状であってもよいが、このことは本明細書に記載された有益性を達成するために必要ではない。
【0069】
特定の実施形態では、螺旋状に撚られた熱可塑性ポリマー複合体ワイヤ(例えば2、4、6、8など)はそれぞれ、後により詳細に説明するように、熱可塑性ポリマーマトリックス内に複数の連続繊維を含む。ワイヤが熱可塑性ポリマー複合体であるために、それらはケーブル布線操作中(又はケーブル布線操作後)に加熱される場合、従来の金属マトリックス又はセラミックマトリックス複合体ワイヤとは異なり、可塑的に変形され得る。したがって、例えばポリマー複合体ワイヤをその螺旋状構成に永久的に可塑的変形させるように、従来のケーブル布線プロセスは実行され得たが、螺旋状に撚られた熱可塑性ポリマー複合体ワイヤの螺旋状に撚られた形状を維持するための保持手段の必要性を排除することができる。
【0070】
螺旋状に撚られたケーブルを形成するための熱可塑性ポリマー複合体ワイヤの本開示の使用は、したがって、従来の非熱可塑性ポリマー複合体ワイヤと比較された場合、優れた所望の特性を提供する。熱可塑性ポリマー複合体ワイヤの使用は、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを最終ケーブル物品として便利に取り扱われることを可能にし、又は後続の最終ケーブル物品中に組み込まれる前に、中間体ケーブル物品として取り扱われることを可能にする。
【0071】
代表的な実施形態では、熱可塑性ポリマー複合体ワイヤは、熱可塑性ポリマーマトリックス内に少なくとも1本の連続繊維を含む。いくつかの代表的実施形態では、少なくとも1本の連続繊維は、金属、ポリマー、セラミック、ガラス、カーボン、及びこれらの組み合わせを含む。特定の現在好まれている実施形態において、少なくとも1本の連続繊維は、チタン、タングステン、ホウ素、形状記憶合金、カーボンナノチューブ、グラファイト、炭化ケイ素、ホウ素、アラミド、ポリ(p−フェニレン−2,6−ベンゾビスオキサゾール)、及びこれらの組み合わせを含む。
【0072】
更なる代表的な実施形態では、ポリマー複合体ワイヤのポリマーマトリックスは、エポキシ、エステル、ビニルエステル、ポリイミド、ポリエステル、シアン酸エステル、フェノール樹脂、ビスマレイミド樹脂、及びこれらの組み合わせから選択される(コ)ポリマーを含む。特定の現在好まれている実施形態において、熱可塑性ポリマー複合体ワイヤのポリマーマトリックスは、(meth)アクリレート、ビニルエステル、ポリエステル、シアン酸エステル、ポリエーテルエーテルケトン(PEEK)、及びこれらの組み合わせから選択される熱可塑性(コ)ポリマーを含む。高温熱可塑性(コ)ポリマーが好適であり得る。現在好まれている高温熱可塑性(コ)ポリマーはPEEKである。
【0073】
いくつかの代表的実施形態では、ポリマーマトリックスは、1つ又はそれより多くの熱可塑性フルオロポリマーを更に含んでよい。好適な熱可塑性フルオロポリマーには、フッ化エチレンプロピレンコポリマー(FEP)、ポリテトラフルオロエチレン(PTFE)、エチレンテトラフルオロエチレン(ETFE)、エチレンクロロトリフルオロエチレン(ECTFE)、ポリフッ化ビニリデン(PVDF)、ポリフッ化ビニル(PVF)、テトラフルオロエチレンポリマー(TFV)が挙げられる。特に好適なフルオロポリマーは、商標DYNEON THV FLUOROPLASTICS、DYNEON ETFE FLUOROPLASTICS、DYNEON FEP FLUOROPLASTICS、DYNEON PFA FLUOROPLASTICS、及びDYNEON PVDF FLUOROPLASTICSで販売されているものである(全て3M Company(St.Paul,MN)から入手可能)。
【0074】
本開示は、任意の好適な熱可塑性ポリマー複合体ワイヤを使用して実行され得るが、特定の代表的実施形態では、熱可塑性ポリマー複合体ワイヤのそれぞれは、熱可塑性ポリマーマトリックス内の少なくとも1本の連続繊維トウ、又は連続単フィラメント繊維を含む繊維強化熱可塑性ポリマー複合体ワイヤであるように選択される。いくつかの実施形態において、熱可塑性ポリマー複合体ワイヤ内の繊維の数の少なくとも85%(実施形態によっては、少なくとも90%、又は更には少なくとも95%)が連続している。いくつかの現在好まれている実施形態では、熱可塑性ポリマー複合体ワイヤは、少なくとも0.4%の、より好適には少なくとも0.7%の引張ひずみ破壊を有することが好ましい。
【0075】
更には、少なくとも1本の単一ワイヤ2が、熱硬化性ポリマー複合体ワイヤであってよい。好適な熱硬化性ポリマー複合体ワイヤは、例えば、米国特許第6,180,232号、同第6,245,425号、同第6,329,056号、同第6,336,495号、同第6,344,270号、同第6,447,927号、同第6,460,597号、同第6,544,645号、同第6,559,385号、同第6,723,451号、及び同第7,093,416号に開示されている。
【0076】
熱可塑性ポリマー複合体ワイヤについて現在好まれている実施形態では、熱可塑性ポリマーマトリックス内に複数の連続セラミック繊維を含む。本開示で使用され得る他の繊維としては、ガラス繊維、シリコンカーバイト繊維、及びこのようなポリマー複合体ワイヤの組み合わせが挙げられる。好適なセラミック繊維の例には、金属酸化物(例えばアルミナ)繊維、窒化ホウ素繊維、炭化ケイ素繊維、及びこれらの繊維の任意の組み合わせが挙げられる。典型的に、セラミック酸化物繊維は、結晶性セラミック、及び/又は結晶性セラミックとガラスとの混合物(すなわち、繊維は結晶性セラミックとガラス相の両方を含み得る)である。典型的には、そのような繊維は、少なくとも約50mの長さを有し、キロメートル程度又はそれ以上の長さを有することさえできる。典型的には、連続セラミック繊維は、約5マイクロメートル〜約50マイクロメートル、約5マイクロメートル〜約25マイクロメートル、約8マイクロメートル〜約25マイクロメートル、又は更に約8マイクロメートル〜約20マイクロメートルの、範囲の平均繊維直径を有する。いくつかの実施形態において、この結晶性セラミック繊維は、少なくとも1.4GPa、少なくとも1.7GPa、少なくとも2.1GPa、又は更には少なくとも2.8GPaの平均引張り強度を有する。いくつかの実施形態において、この結晶性セラミック繊維は、70GPaを超え約1000GPa以下、又は更には420GPa以下の弾性率を有する。
【0077】
好適なセラミック繊維の例には、炭化ケイ素繊維が挙げられる。典型的に、炭化ケイ素単繊維は、結晶性セラミック、及び/又は結晶性セラミックとガラスとの混合物(すなわち、繊維は結晶性セラミックとガラス相の両方を含み得る)である。典型的には、そのような繊維は、少なくとも約50mの長さを有し、キロメートル程度又はそれ以上の長さを有することさえできる。典型的には、連続炭化ケイ素単繊維は、約100マイクロメートル〜約250マイクロメートルの範囲の平均繊維直径を有する。いくつかの実施形態において、この結晶性セラミック繊維は、少なくとも2.8GPa、少なくとも3.5GPa、少なくとも4.2GPa、及び/又は更には少なくとも6GPaの平均引張り強度を有する。いくつかの実施形態において、この結晶性セラミック繊維は、250GPaを超え500GPa以下、又は更には430GPa以下の弾性率を有する。
【0078】
1つの現在好まれているセラミック繊維は、多結晶α−Al2O3を含む。好適なアルミナ繊維は、例えば米国特許第4,954,462号(Woodら著)及び同第5,185,299号(Woodら著)に記載されている。代表的なアルファアルミナ繊維は、商品名「NEXTEL 610」(3M Company(St.Paul,MN))として市販されている。いくつかの実施形態では、アルミナ繊維は多結晶性アルファアルミナ繊維であり、理論上の酸化物系で、アルミナ繊維の総重量を基準として、99重量%を超えるAl2O3及び0.2〜0.5重量%のSiO2を含む。別の態様では、いくつかの望ましい多結晶性アルファアルミナ繊維は、平均粒径1マイクロメートル未満(又は、いくつかの実施形態においては、更には0.5マイクロメートル未満)のアルファアルミナを含む。別の様態では、いくつかの実施形態において、多結晶性アルファアルミナ繊維の平均引張り強度は、少なくとも1.6GPa(いくつかの実施形態では、少なくとも2.1GPa、又は更には少なくとも2.8GPa)である。
【0079】
好適なアルミノシリケート繊維は、例えば、米国特許第4,047,965号(Karstら)に記述されている。代表的なアルミノシリケート繊維は、ミネソタ州セントポールの3M社によって、商品名「ネクステル440」、「ネクステル550」、及び「ネクステル720」として販売されている。アルミノボロシリケート繊維は、例えば、米国特許第3,795,524号(Sowman)に記述されている。代表的なアルミノボロシリケート繊維は、3M社によって、商品名「ネクステル312」として販売されている。窒化ホウ素繊維は、例えば、米国特許第3,429,722号(Economy)及び同第5,780,154号(Okanoら)に記述されている。更に、代表的な炭化ケイ素繊維は、例えば、COI Ceramics(San Diego,CA)から500繊維のトウの商品名「NICALON」が、日本の宇部興産(Ube Industries)から商品名「TYRANNO」が、Dow Corning(Midland,MI)から商品名「SYLRAMIC」が、市販されている。
【0080】
好適なガラス繊維の例には、当該技術分野において既知であるように、A−Glass、B−Glass、C−Glass、D−Glass、S−Glass、AR−Glass、R−Glass、グラスファイバー及びパラグラスが挙げられる。他のガラス繊維も使用することができるが、このリストは限定的ではなく、例えばCorning Glass Company(Corning,NY)から市販されている様々な種類のガラス繊維が存在する。
【0081】
いくつかの代表的な実施形態において、連続ガラス繊維が好ましい場合がある。典型的には、連続ガラス繊維は、約3マイクロメートル〜約19マイクロメートルの範囲の平均繊維直径を有する。いくつかの実施形態において、ガラス繊維は、少なくとも3GPa、4GPa、及び又は更には少なくとも5GPaの平均引張強度を有する。いくつかの実施形態において、ガラス繊維は、約60GPa〜95GPa、又は約60GPa〜約90GPaの範囲の弾性率を有する。
【0082】
好適な炭素繊維には、例えばPANEX(登録商標)及びPYRON(登録商標)(ZOLTEK(Bridgeton,MO)から入手可能)、THORNEL(CYTEC Industries,Inc.(Paterson,NJ)から入手可能)、HEXTOW(HEXCEL,Inc.(Southbury,CT)から入手可能)、及びTORAYCA(東レ株式会社(TORAY Industries,Ltd.)(日本・東京)から入手可能)など市販されている炭素繊維が挙げられる。そのような炭素繊維は、ポリアクリロニトリル(PAN)前駆体から誘導され得る。その他の好適な炭素繊維には、当該技術分野において既知のように、PAN−IM、PAN−HM、PAN UHM、PITCH又はレーヨン副産物が挙げられる。
【0083】
追加の好適な市販されている繊維には、ALTEX(住友化学株式会社(Sumitomo Chemical Company)(日本・大阪)から入手可能)、ALCEN(株式会社ニチビ(Nitivy Company, Ltd.)、日本・東京)から入手可能)が挙げられる。好適な繊維には更に、形状記憶合金(マルテンサイト形質転換を起こす金属合金で、形質転換温度より下の温度で双晶化メカニズムにより変形可能となり、形質転換温度より上に加熱されて双晶組織が元の相に戻ると、このような変形が元に戻り得る)が挙げられる。市販されている形状記憶合金繊維があり、例えばJohnson Matthey Company(West Whiteland,PA)から入手可能である。
【0084】
いくつかの実施形態において、セラミック繊維がトウ内にある。トウは、繊維分野で既知であり、複数の(個別の)繊維(典型的には少なくとも100本、より典型的には少なくとも400本の繊維)がロービング様形状に集まったものを指す。いくつかの実施形態において、トウは、トウ当たり少なくとも780本の個別繊維を含み、場合によっては、トウ当たり少なくとも2600本の個別繊維、又は別の場合では、トウ当たり少なくとも5200本の個別繊維を含む。セラミック繊維のトウは一般に、300m、500m、750m、1000m、1500m、2500m、5000m、7500m及びそれ以上を含む、様々な長さで入手可能である。繊維は、円形又は楕円形である断面形状を有し得る。
【0085】
市販されている繊維は典型的に、潤滑性をもたらし、取り扱い中に繊維ストランドを保護するために、製造中に繊維に添加される有機糊剤を典型的に含み得る。糊剤は、例えば、繊維から離れた糊剤を溶解又は燃焼させることによって除去することができる。典型的には、金属マトリックスポリマー複合体ワイヤを形成する前に、糊剤を除去することが望ましい。繊維はまた、例えば繊維の湿潤性を強化するために使用されているコーティングを有していることがあり、これが繊維と溶融金属マトリックス材料との間の反応を低下又は阻害する。このようなコーティング、及びこのようなコーティングを提供するための技法は、繊維及びポリマー複合体の分野で既知である。
【0086】
本開示による、現在好まれている熱可塑性ポリマー複合体ワイヤは、1立方センチメーターにつき約3.90〜3.95グラムの繊維密度を有し得る。好ましい繊維の中には、米国特許第4,954,462号(Wood et al.)に記述されているものがある。好ましい繊維は、商品名「NEXTEL 610」アルファアルミナ系繊維(3M Company(St.Paul,MN))として入手可能である。熱可塑性ポリマーマトリックスは、それ自体が繊維材料と化学的に顕著に反応しない(すなわち、繊維材料に対して化学的に比較的不活性である)ように選択されることが好ましく、これにより繊維外側に保護コーティングを施す必要がなくなる。
【0087】
更に代表的な実施形態では、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、1本又はそれより多くの繊維強化金属マトリックス複合体ワイヤを更に含んでよい。1つの現在好まれている繊維強化金属マトリックス複合体ワイヤは、セラミック繊維強化アルミニウムマトリックス複合体ワイヤである。セラミック繊維強化アルミニウムマトリックス複合体ワイヤは、好ましくは、ほぼ純粋な元素アルミニウム、又は純粋なアルミニウムと最高約2重量%(マトリックスの合計重量に対して)の銅との合金のいずれかのマトリックス内に封入された、多結晶性α−Al2O3の連続繊維を含む。好ましい繊維は、寸法が約100nm未満の等軸晶グレインを含み、繊維直径が約1〜50マイクロメートルの範囲である。約5〜25マイクロメートルの範囲の繊維直径が好ましく、約5〜15マイクロメートルの範囲の繊維直径が最も好ましい。
【0088】
繊維強化金属マトリックス複合体ワイヤの特定の本好適実施形態において、ほぼ純粋な元素アルミニウム、又は元素アルミニウムと最高約2重量%(マトリックスの合計重量に対して)の銅との合金のいずれかを含むマトリックスの使用は、好結果のワイヤを生み出すことが示されている。本明細書において用語「ほぼ純粋な元素アルミニウム」、「純粋なアルミニウム」及び「元素アルミニウム」は互換可能な用語であり、約0.05重量%未満の不純物を含むアルミニウムを意味するためのものである。
【0089】
1つの現在好まれている実施形態では、繊維強化金属マトリックス複合体ワイヤは、ほぼ元素アルミニウムマトリックス内に、約30〜70体積%(繊維強化金属マトリックス複合体ワイヤの合計体積に対して)の多結晶α−Al2O3繊維を含む。このマトリックスは、マトリックスの合計重量に対して、約0.03重量%未満の鉄を含むことが現在好ましく、最も好ましくは、約0.01重量%未満の鉄を含む。約40〜60%の多結晶性α−Al2O3繊維の繊維含有量が好ましい。約20MPa未満の降伏強さを有する金属マトリックスと、少なくとも約2.8GPaの長手方向引張り強度を有する繊維とで形成された、そのような繊維強化金属マトリックス複合体ワイヤは、優れた強度特性を有することが見出されている。
【0090】
マトリックスはまた、元素アルミニウムと最高約2重量%(マトリックスの合計重量に対して)の銅との合金から形成され得る。ほぼ純粋な元素アルミニウムマトリックスが使用されている実施形態と同様、アルミニウム/銅合金マトリックスを有する繊維強化金属マトリックス複合体ワイヤは好ましくは、ポリマー複合体の合計体積に対して約30〜70体積%の多結晶性α−Al2O3繊維を含み、より好ましくは約40〜60体積%の多結晶性α−Al2O3繊維を含む。加えて、このマトリックスは好ましくは、マトリックスの合計重量に対して、約0.03重量%未満の鉄を含み、最も好ましくは、約0.01重量%未満の鉄を含む。アルミニウム/銅マトリックスは好ましくは、約90MPa未満の降伏強さを有し、多結晶性α−Al2O3繊維は少なくとも約2.8GPaの長手方向引張り強度を有する。
【0091】
繊維強化金属マトリックス複合体ワイヤは、好ましくは、上述の、ほぼ純粋な元素アルミニウムマトリックス内に、又は元素アルミニウムと最高約2重量%の銅との合金から形成されたマトリックス内に、封入された、ほぼ連続の多結晶性α−Al2O3繊維から形成される。そのようなワイヤは、一般に、ほぼ連続の多結晶性α−Al2O3繊維のスプールを、繊維トウに配置するプロセスによって製造され、溶融マトリックス材料の液浴内を通って引っ張られる。結果として得られたセグメントを次に固化させることにより、マトリックス内に封入された繊維が得られる。
【0092】
代表的な金属マトリックス材料は、アルミニウム(例えば高純度例えば99.95%超の)元素アルミニウム、亜鉛、スズ、マグネシウム、及びこれらの合金(例えばアルミニウムと銅の合金)が挙げられる。通常、例えば繊維外面に保護コーティングを提供する必要性を排除するために、マトリックス材料が繊維と著しく化学反応しない(すなわち、繊維材料に関して比較的化学的に不活性である)ように、マトリックス材料が選択される。いくつかの実施形態において、マトリックス材料としては、望ましくは、アルミニウム及びその合金が挙げられる。
【0093】
いくつかの実施形態において、金属マトリックスは、少なくとも98重量パーセントのアルミニウム、少なくとも99重量パーセントのアルミニウム、少なくとも99.9重量パーセントを超えるアルミニウム、又は更には99.95重量パーセントを超えるアルミニウムを含む。アルミニウムと銅との代表的なアルミニウム合金は、少なくとも98重量パーセントのAlと、2重量パーセントまでのCuを含む。いくつかの実施形態では、有用な合金は、1000、2000、3000、4000、5000、6000、7000及び/又は8000シリーズのアルミニウム合金(アルミニウム協会規格)である。より高い純度の金属が、より高い引張り強度のワイヤを製造するのが望ましい傾向があるが、純度のより低い形態の金属も有用である。
【0094】
適切な金属が市販されている。例えば、アルミニウムは、Alcoa(Pittsburgh,PA)から、商品名「SUPRE PURE ALUMINUM;99.99% Al」で入手可能である。アルミニウム合金(例えば、Al−2重量%のCu(0.03重量%不純物))は、ニューヨーク州ニューヨーク(New York)のベルモントメタルズ社(Belmont Metals)から得ることができる。亜鉛及びスズは、例えば、Metal Services(St.Paul,MN)から入手可能である(「純亜鉛」;99.999%の純度及び「純スズ」;99.95%の純度)。例えば、マグネシウムは、Magnesium Elektron(Manchester,England)から、商品名「PURE」で入手可能である。マグネシウム合金(例えばWE43A、EZ33A、AZ81A、及びZE41A)は、例えばTIMET(Denver,CO)から得ることができる。
【0095】
繊維強化金属マトリックス複合体ワイヤは、典型的には、繊維及びマトリックス材料の合わせた総体積に対して、少なくとも15体積パーセント(実施形態によっては、少なくとも20、25、30、35、40、45、又は更には50体積パーセント)の繊維を含む。より典型的には、ポリマー複合体コア及びワイヤは、繊維の体積とアルミニウムマトリクス材料の体積を合わせた総体積に対して、40〜75(いくつかの実施形態では、45〜70)体積パーセントの範囲の繊維を含む。
【0096】
好適な繊維強化金属マトリックス複合体ワイヤは、当該技術分野で既知の技術を使用して作製され得る。例えば、連続金属マトリックス浸潤プロセスで、連続する金属マトリックス複合体ワイヤを作製することができる。1つの好適なプロセスが、例えば、米国特許第6,485,796号(カーペンター(Carpenter)ら)に記載されている。熱可塑性ポリマー及び強化繊維を含む熱可塑性ポリマー複合体ワイヤは、当該技術分野で既知である引抜成形プロセスを使用して作製することができる。例えば、米国特許第4,680,224号は「a process for preparing shaped objects of continuous fiber strand material in a poly(arylene sulfide)matrix and the shaped objects prepared thereby」を記載している。更に、PCT特許公開第WO 2005/123999号は、PEEKマトリックスを有する繊維強化複合体の連続長さを生成するための引抜成形法:「形状物体は、引抜成形プロセスによって調製され、その方法は、単向性かつ連続性の高強度繊維を選択する工程と、微細粉末状の超高分子量ポリエチレンで繊維を浸漬させて複合体を形成する工程と、必要に応じて複合体に添加材又は繊維を添加する工程と、並びに繊維の周囲に超高分子量ポリエチレンの連続マトリックスを形成する工程、と含む」を記載している。
【0097】
本開示の特定の実施形態による、例えば送電ケーブルのような螺旋状に撚られた熱可塑性ポリマー複合体ケーブルをもたらすように、螺旋状に撚られた熱可塑性ポリマー複合体コアの回りに撚るための延性金属ワイヤは、当該技術分野において既知である。好ましい延性金属には、鉄、鋼、ジルコニウム、銅、スズ、カドミウム、アルミニウム、マンガン、及び亜鉛、並びに他の金属及び/又はケイ素との合金、及び同様物が挙げられる。銅ワイヤは、例えば、Southwire Company(Carrolton,GA)から市販されている。アルミニウムワイヤは、例えば、Nexans(Weyburn,Canada)から商品名「1350−H19アルミニウム」又はSouthwire Company(Carrolton,GA)から「1350−H0アルミニウム」として市販されている。
【0098】
典型的には、銅ワイヤは、少なくとも約20℃〜約800℃の温度範囲で、約12ppm/℃〜約18ppm/℃の範囲の熱膨張係数を有する。銅合金(例えば、Southwire Company(Carrolton,GA)から市販されているCu−Si−X、Cu−Al−X、Cu−Sn−X、Cu−Cd(式中、X=Fe、Mn、Zn、Sn、及び/又はSi)などの銅ブロンズ、例えば、OMG Americas Corporation(Research Triangle Park,NC)から商品名「GLIDCOP」として市販されている酸化物分散強化銅)のワイヤ。いくつかの実施形態において、銅合金ワイヤは、少なくとも約20℃〜約800℃の温度範囲で、約10ppm/℃〜約25ppm/℃の範囲の熱膨張係数を有する。ワイヤは、どのような種類の形状(例えば、円形、楕円形、及び台形)であってもよい。
【0099】
典型的には、アルミニウムワイヤは、少なくとも約20℃〜約500℃の温度範囲で、約20ppm/℃〜約25ppm/℃の範囲の熱膨張係数を有する。いくつかの実施形態では、アルミニウムワイヤ(例えば、「1350−H19アルミニウム」)は、少なくとも138MPa(20ksi)、少なくとも158MPa(23ksi)、少なくとも172MPa(25ksi)、少なくとも186MPa(27ksi)、又は更には少なくとも200MPa(29ksi)の引張り破壊強度を有する。いくつかの実施形態では、アルミニウムワイヤ(例えば、「1350−H0アルミニウム」)は、41MPa(6ksi)超〜97MPa(14ksi)以下、又は更には83MPa(12ksi)以下の、引張り破壊強度を有する。
【0100】
アルミニウム合金ワイヤは市販されており、例えば、商品名「ZTAL」、「XTAL」及び「KTAL」(住友電気工業株式会社(Sumitomo Electric Industries)(日本・大阪))、又は、「6201」(Southwire Company(Carrolton,GA))で入手可能なアルミニウム−ジルコニウム合金ワイヤがある。いくつかの実施形態において、アルミニウム合金ワイヤは、少なくとも約20℃〜約500℃の温度範囲で、約20ppm/℃〜約25ppm/℃の範囲の熱膨張係数を有する。
【0101】
更なる代表的な実施形態において、これら延性金属ワイヤの一部又は全ては、中心長手方向軸に対して実質的に垂直の方向に、「Z」又は「S」形(図示なし)の断面形状を有し得る。そのような形状のワイヤは当該技術分野において既知であり、例えば、相互に連結するケーブル外層を形成するのに望ましいことがある。
【0102】
本開示の代表的な実施形態は、非常に長い螺旋状に撚られた熱可塑性ポリマー複合体ワイヤを好ましく提供する。螺旋状に撚られた熱可塑性ポリマー複合体ケーブル10内の熱可塑性ポリマー複合体ワイヤそれ自体が、撚りケーブルの長さ全体にわたって連続であることもまた好ましい。1つの好ましい実施形態において、熱可塑性ポリマー複合体ワイヤは実質的に連続であり、長さは少なくとも150メートルである。より好ましくは、熱可塑性ポリマー複合体ワイヤは螺旋状に撚られた熱可塑性ポリマー複合体ケーブルにおいて、連続で、かつ長さは少なくとも250メートルであり、より好ましくは少なくとも500メートルであり、更により好ましくは少なくとも750メートルであり、最も好ましくは少なくとも1000メートルである。
【0103】
更なる代表的実施形態では、前述の実施形態のいずれかに記載されたような螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを作製する方法を提供し、その方法は、複数の第一熱可塑性ポリマー複合体ワイヤを、中心長手方向軸を画定している単一ワイヤの回りに螺旋状に撚る工程であって、複数の第一熱可塑性ポリマー複合体ワイヤを螺旋状に撚ることが、中心長手方向軸に対して画定された第一撚り角度にて、第一撚り方向で実行され、複数の第一ワイヤが第一撚り長さを有し、複数の第二熱可塑性ポリマー複合体ワイヤを、複数の第一熱可塑性ポリマー複合体ワイヤの回りに螺旋状に撚ることと、この中で、複数の第二熱可塑性ポリマー複合体ワイヤを螺旋状に撚ることが、中心長手方向軸に対して画定された第二撚り角度にて第一撚り方向で実行され、並びに複数の第二熱可塑性ポリマー複合体ワイヤが第二撚り長さを有し、25℃への冷却の際に螺旋状に撚られたポリマー複合体ワイヤを螺旋状に撚られた形状に保持するために十分な温度及び時間で、螺旋状に撚られた複数の第一及び第二熱可塑性ポリマー複合体ワイヤを加熱すること、とを含む。現在好まれている温度は300℃である。
【0104】
1つの好まれている実施形態では、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、6〜150の撚り因子を有するように撚り方向で螺旋状に撚られている複数の熱可塑性ポリマー複合体を含む。「撚り因子」は、その撚りを含む層の公称外径によって、単一ワイヤ12がその中で1つの螺旋回転を完了するような撚りケーブルの長さを分割することによって決定される。
【0105】
任意の最適な寸法の熱可塑性ポリマー複合体ワイヤが使用され得ると同時に、熱可塑性ポリマー複合体ワイヤが1mm〜4mmの直径を有することが、多くの実施形態及び多くの用途に関して好ましいが、より長い又はより短い熱可塑性ポリマー複合体ワイヤを使用することもできる。
【0106】
熱可塑性ポリマー複合体ワイヤは、任意の好適なケーブル撚り装置(例えばCortinovis,Spa(Bergamo,Italy)、及びWatson Machinery International(Patterson,NJ.)から市販されているプラネタリーケーブルストランダー(planetary cable stranders)など)で、当該技術分野において既知であるように、撚られ、又は螺旋状に巻かれ得る。いくつかの実施形態では、当該技術分野で既知であるように、100kg(0.98kN)を超えるコア張力を達成するために、剛性ストランダ又はキャプスタンを採用することが好都合であり得る。
【0107】
いくつかの代表的実施形態では、熱可塑性ポリマー複合体ワイヤの使用が、熱可塑性ポリマー複合体ワイヤを使用する従来の撚り加工プロセスを改善する。代表的な熱硬化性撚り加工プロセスは、例えば米国特許第5,126,167号に記載されている。プロセスは、ポリマー複合体ワイヤのポリマーマトリックスにおいて、非硬化の熱硬化性樹脂を含む熱硬化性ポリマー複合体ワイヤを使用する。ハンドリング、ボビン上へのワインディング、及び非硬化樹脂を含有するワイヤの処理加工は、完全に成形及び硬化された熱可塑性ポリマー複合体ワイヤのハンドリングと比べると難しい。熱可塑性ポリマー複合体ワイヤの使用はまた、製造コストを低減し得る。更に、従来の装置及びボビンが使用されてもよい。
【0108】
ケーブル撚りプロセスの間、その中心ワイヤ、又はその周囲に巻かれる1つ以上の追加層を有する未完成の中間物の撚り熱可塑性ポリマー複合体ケーブルは、様々なキャリッジの中央を通過して引っ張られ、各キャリッジでその撚りケーブルに1層が追加される。1層として追加される個々のワイヤは、モーター駆動キャリッジによってケーブルの中心軸を中心に回転されている間、それぞれのボビンから同時に引っ張られる。これは、望ましい各層について順に行われる。この結果、螺旋状に撚られた熱可塑性ポリマー複合体コアがもたらされる。
【0109】
本開示の実施形態による、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを作製するための代表的装置80が、図3に示されている。広くは、本開示による螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、上記のように、同一の撚り方向にて、単一ワイヤの回りにポリマー複合体ワイヤを撚ることによって作製され得る。この単一ワイヤは、ポリマー複合体ワイヤ又は延性ワイヤを含み得る。少なくとも二層の熱可塑性ポリマー複合体ワイヤが、単一ワイヤコアの周りに熱可塑性ポリマー複合体ワイヤを撚ることによって形成されることが好ましく、例えば、図1Bに示すように、単一中心ワイヤの回りに少なくとも二層に形成された19本又は37本のワイヤである。
【0110】
螺旋状に撚られた熱可塑性ポリマー複合体ワイヤの単一中心ワイヤ2を提供するために使用されるワイヤのスプール81は、従来のプラネタリーストランダマシン80のヘッドに供給され、供給中に張力がコアに適用され得る(ある実施形態では、0〜91kg(0〜0.89kN))ブレーキ装置を介して適用されることが可能な張力で、スプール81が自由に回転される。単一ワイヤ90は、ボビンキャリッジ82、83を通り、クロージングダイ84、85を通り、キャプスタンホイール86を回り込み、巻き取りスプール87に取り付けられる。ワイヤのスプール81は、例えば、熱硬化性ポリマー複合体ワイヤ、熱可塑性ポリマー複合体ワイヤ、又はメタルマトリックスコンポジットワイヤなどの複合体ワイヤを含んでもよい。あるいは、ワイヤのスプール81は、例えば延性金属ワイヤなどの金属ワイヤを含んでもよい。
【0111】
代表的な実施形態では、撚り熱可塑性複合体ケーブルは、熱源96及び97を通過する。クロージングダイ84及び85はまた、加熱要素を組み入れてもよい。熱源は、ワイヤを可塑的に変形させるのに十分な時間で十分な熱を供給する。熱可塑性ポリマー複合体ワイヤが塑性的に変形するような温度に、ポリマー複合体ケーブルを加熱するのに十分な常駐加熱時間を提供するために、熱源は十分な長さであり得る。
【0112】
種々の加熱方法が使用され得、例えば大気による対流加熱、及び管状炉などによる放射加熱などが挙げられる。別の方法としては、熱した液浴にケーブルを通過させてもよい。あるいは、撚りケーブルがスプールに巻かれ、次いでワイヤが可塑的に変形するような十分な温度及び期間時間でオーブン内で加熱され得る。
【0113】
外側の撚り層を適用する前に、個々の熱可塑性ポリマー複合体ワイヤは、別のボビン88で供給され、これらは、撚り装置のたくさんのモーター駆動キャリッジ82、83に配置される。いくつかの実施形態では、熱可塑性ポリマー複合体ワイヤ89A、89Bをボビン88から引っ張るために必要な張力の範囲は、典型的には4.5〜22.7kg(0.04〜0.22kN)である。典型的には、完成した螺旋状に撚られた熱可塑性ポリマー複合体ケーブルの各層のために1つのキャリッジがある。各層の熱可塑性ポリマー複合体ワイヤ89A、89Bは、各キャリッジの出口、クロージングダイ84、85で一緒にまとめられ、中心ワイヤ又は前の層の上に配置される。
【0114】
螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを含む熱可塑性ポリマー複合体ワイヤの層が、前述したように、螺旋状に撚られる。撚りプロセスの間、その中心ワイヤ、又はその周りに巻かれる1つ以上の追加層を有し得る未完成の中間物の螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、様々なキャリッジの中央を通過して引っ張られ、各キャリッジでその撚りケーブルに1層が追加される。1層として追加される個々のワイヤは、モーター駆動キャリッジによってケーブルの中心軸を中心に回転されている間、それぞれのボビンから同時に引っ張られる。これは、望ましい各層について順に行われる。結果として得られる螺旋状に撚られた熱可塑性ポリマー複合体ケーブル91は、形状を失ったり、ほどけたりすることなく、便利に切断及び取り扱うことができる。
【0115】
いくつかの代表的な実施形態において、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、少なくとも100メートル、少なくとも200メートル、少なくとも300メートル、少なくとも400メートル、少なくとも500メートル、少なくとも1000メートル、少なくとも2000メートル、少なくとも3000メートル、又は更には少なくとも4500メートル又はそれ以上の長さを有する螺旋状に撚られた熱可塑性ポリマー複合体ワイヤを含む。
【0116】
単一の中心ワイヤ材料及び熱可塑性ポリマー複合体ワイヤは、クロージングダイを介して直接接触する。図3を参照して、クロージングダイ84、85は典型的に、巻かれる層の熱可塑性ポリマー複合体ワイヤに対する変形応力を最小限に抑えるような寸法にされる。クロージングダイの内部直径は、外側層直径の寸法に合わせて調整される。層のワイヤに対する応力を最小限に抑えるために、クロージングダイは、ケーブルの外径に対して0〜2.0%の範囲で大きくあるような寸法にされる。(すなわち、ダイの内径は、ケーブルの外径の1.00〜1.02倍の範囲である)。代表的なクロージングダイは円筒形であり、例えばボルト又はその他の好適な取り付け方法を用いて、定位置に固定される。ダイは例えば、硬化工具鋼で製造され得る。
【0117】
結果として得られた完成した螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、所望により、他の撚りステーションを通すことができ、最終的に、ケーブル破損を避けるため、十分な直径の巻き取りスプール87上に巻かれる。いくつかの実施形態において、ケーブルをまっすぐにするための当該技術分野において既知の方法が望ましいことがある。例えば、完成したケーブルは、ローラー(各ローラーは例えば10〜15cm(4〜6インチ))を含み、ローラーを2つのバンクに線形に配置した(例えば各バンクにローラー5〜9個)、直線化装置を通すことができる。ローラーの2つのバンク間の距離は、ローラーがケーブルにちょうど当たるように(さもないとケーブルに過度の屈曲が生じる)、変えることができる。ローラーの2つのバンクは、ケーブルを挟んで向かい合って配置され、一方のバンクのローラーは、もう一方のバンクの相対するローラーによって生じるスペースと一致するよう配置される。ここで、これら2つのバンクは互いに中心をずらして配置することができる。螺旋状に撚られた熱可塑性ポリマー複合体ケーブルがこの直線化装置を通り抜ける際、ケーブルはローラー上で前後に屈曲され、これにより伝導体内のストランドは同じ長さに伸ばされ、これによって、緩みを低減又は排除することができる。
【0118】
いくつかの代表的実施形態において、単一の中心ワイヤを、周囲温度(例えば22℃)より上の高温(例えば、少なくとも25℃、50℃、75℃、100℃、125℃、150℃以200℃、250℃、300℃、400℃、又は、いくつかの実施形態において、少なくとも500℃の温度)で提供することが望ましい場合がある。単一中心ワイヤは、例えば、スプールワイヤを加熱する(例えばオーブンに数時間入れる)ことにより、望ましい温度にすることができる。加熱されたスプールワイヤは、供給スプールに置かれる(例えば、図3の供給スプール81を参照)。更に、この高温のスプールは、ワイヤが依然として望ましい温度、又はそれに近い温度である間に、撚りプロセス中にある(典型的には約2時間以内)。
【0119】
更なる代表的実施形態において、全てのワイヤを、周囲温度(例えば22℃)より上の高温(例えば、少なくとも、25℃、50℃、75℃、100℃、125℃、150℃、200℃、250℃、300℃、400℃、又は、いくつかの実施形態において、少なくとも500℃の温度)で提供することが望ましい場合がある。ワイヤは、例えば、スプールワイヤを加熱する(例えばオーブンに数時間入れる)ことにより、望ましい温度にすることができる。加熱されたスプールワイヤは、供給スプールに置かれる(例えば、図3の供給スプール81並びにボビン88A及び88Bを参照)。更に、この高温でのスプールは、ワイヤが依然として望ましい温度、又はそれに近い温度である間に、撚りプロセス中にある(典型的には約2時間以内)。
【0120】
特定の実施形態において、単一ワイヤと、撚りプロセス中に外側熱可塑性ポリマー複合体層を形成する熱可塑性ポリマー複合体ワイヤとの間で温度差動を有することが望ましい。他の実施形態では、少なくとも100kg、200kg、500kg、1000kg(0.98kN、1.96kN、4.90kN、9.81kN)、又は更に少なくとも5000kg(49.0kN)の単一ワイヤ張力での撚り加工を行うことが望ましい。
【0121】
螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを取り扱うための能力が、好ましい特性である。いかなる特定の理論に束縛されるものではないが、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、製造中に熱可塑性ワイヤが加熱される場合、熱可塑性ポリマー複合体ワイヤは、ワイヤ材料の降伏応力を超えるが極限応力又は破損応力を下回る曲げ応力を含む応力に曝されるために、その螺旋状に撚られた構成を維持すると考えられる。この応力は、熱可塑性ポリマー複合体ワイヤが、後続の層又は中心ワイヤの比較的小さな半径の回りに螺旋状に巻かれるにつれて付加される。追加の応力は、製造中にケーブルに対し放射方向の力及び剪断力が適用されるクロージングダイ84、85で、付加される。しかし、適切な温度まで加熱される場合、熱可塑性ポリマー複合体ワイヤは可塑的に変形し、ワイヤ内の応力が緩和される。螺旋状に撚られたポリマー複合体ケーブルの撚りポリマー複合体ワイヤが、撚りワイヤ内のポリマーマトリックスを軟化させるために十分な温度まで加熱されれば、曲げ応力及び撚り加工中にポリマー複合体ワイヤ内に付加された他の応力は、このようにして著しく軽減又は更に除去され(すなわち零まで低減される)、ポリマー複合体ワイヤが互いに接着し、これによって、25℃への冷却の際に、それらの螺旋状に撚られた形状を維持することをもたらす。
【0122】
したがって、特定の現在好まれている実施形態では、熱可塑性ポリマー複合体ワイヤは、熱可塑性ポリマー複合体ワイヤを形成する(コ)ポリマーマトリックス材料の少なくともガラス転移温度を超える温度に、熱可塑性ポリマーが応力緩和を実行するために十分な時間で加熱される。いくつかの代表的実施形態において、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル内の熱可塑性ポリマー複合体ワイヤは、少なくとも50℃、より好ましくは少なくとも、100℃、150℃、200℃、250℃、300℃、350℃、400℃、450℃まで又は更に少なくとも500℃に加熱される。
【0123】
好ましくは、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル内の熱可塑性ポリマー複合体ワイヤは、熱可塑性(コ)ポリマーマトリックスの融点を超える温度までは加熱されない。いくつかの実施形態において、常駐加熱時間は、1分未満であり得る。他の実施形態において、螺旋状に撚られた熱可塑性ポリマー複合体ケーブル内の熱可塑性ポリマー複合体ワイヤは、少なくとも、1分、2分、5分、10分、20分、30分の期間時間で加熱され、より好ましくは1時間、1.5時間、更に2時間加熱される。
【0124】
本開示の螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、多くの用途で有用である。このような螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、軽量、高強度、良好な導電率、低熱膨張率、高い使用温度、及び耐腐食性の組み合わせにより、架空、地下及び水中送電ケーブルを含み得る、送電ケーブルとしての使用に特に望ましいと考えられる。
【0125】
したがって、他の態様では、本開示は、螺旋状に撚られた熱可塑性ポリマー複合体コアと螺旋状に撚られた熱可塑性ポリマー複合体コアの回りの伝導体コアとを含み、その中で、螺旋状に撚られた熱可塑性ポリマー複合体コアが上記の螺旋状に撚られた熱可塑性ポリマー複合体ケーブルのいずれかを含む、撚り送電ケーブルの種々の実施形態を提供する。いくつかの実施形態では、この送電ケーブルは架空送電ケーブル、地中送電ケーブル、又は水中テザー又は水中アンビリカルなどのような水中送電ケーブルとして有用であり得る。特定の代表的な実施形態において、この導体層は、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルコアのほぼ全表面に接触する金属層を含む。他の実施形態では、この導体層は、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルコアの回りに撚られた複数の延性金属導体ワイヤを含む。
【0126】
螺旋状に撚られた熱可塑性ポリマー複合体ケーブルは、多数の延性金属ワイヤを、螺旋状に撚られた熱可塑性ポリマー複合体ワイヤを含むコア、例えば前述した螺旋状に撚られた熱可塑性ポリマー複合体ケーブル、又は他の螺旋状に撚られた熱可塑性ポリマー複合体ケーブルなどの回りに撚ることによって、例えば、トーイングケーブル、ホイストケーブル、送電ケーブルなどのような後に最終物品に組み込まれる中間体物品として使用されてもよい。例えばコアは、当該技術分野において既知の技法を用い、上述のようにして、単一の中心ワイヤ(2)の回りに、2層以上の熱可塑性ポリマー複合体ワイヤ(4、6、8)を螺旋状に撚ることによって、作製することができる。典型的に、そのような螺旋状に撚られた熱可塑性ポリマー複合体ケーブルコアは、最低で19本の個別ワイヤから、50本以上ものワイヤを含む傾向にある。
【0127】
この送電ケーブル(又は螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを形成するために使用される個別のワイヤのいずれか)は、必要に応じて、絶縁層又はシースによって包囲されてもよい。外装層又はシースはまた、送電ケーブル(又は螺旋状に撚られた熱可塑性ポリマー複合体ケーブルを形成するために使用される個別のワイヤのいずれか)を包囲かつ保護するために使用され得る。
【0128】
この送電ケーブルは、2つ又はそれより多くの延性金属伝導体ワイヤの任意の層を含み得る。延性金属伝導体ワイヤのより多くの層(図示せず)を、所望により使用してよい。送電ケーブルとして使用される場合、必要に応じて延性金属ワイヤは導電体、すなわち延性金属ワイヤ伝導体として作用し得る。好ましくは、各伝導体層は、当該技術分野において既知のように、複数の延性金属伝導体ワイヤを含む。延性金属伝導体ワイヤとして好適な材料としては、アルミニウム及びアルミニウム合金が挙げられる。延性金属伝導体ワイヤは、当該技術分野において既知のように、好適なケーブル撚り装置によって、螺旋状に撚られた熱可塑性ポリマー複合体コアの回りに撚られ得る(例えば図3を参照)。
【0129】
送電ケーブル内のポリマー複合体ワイヤの重量パーセンテージは、送電線の設計に依存する。送電ケーブルにおいては、このアルミニウム又はアルミニウム合金伝導体ワイヤは、架空送電の技術分野において知られた様々な材料のうち任意のものであってよく、これには1350 Al(ASTM B609−91)、1350−H19 Al(ASTM B230−89)、又は6201 T−81 Al(ASTM B399−92)が挙げられるがこれらに限定されない。
【0130】
送電ケーブルの現在好まれている適用としては、架空送電ケーブル、地中送電ケーブル、水中テザー又は水中アンビリカルなどの水中送電ケーブルがある。好適な架空送電ケーブル、地中送電ケーブル、水中送電ケーブル、水中テザー及び水中アンビリカルの記述については、例えば同時係属中の米国特許出願第61/226,151号(2009年7月16日に出願された「INSULATED COMPOSITEPOWER CABLE AND METHOD OF MAKING AND USING SAME」)及び、同時係属中の米国特許出願第61/226,056号(2009年7月16日に出願された、「SUBMERSIBLE COMPOSITE CABLE AND METHODS」)を参照されたい。本開示の撚りケーブルを使用し得る、好適な送電ケーブル及びプロセスの記述については、例えば、「Standard Specification for Concentric Lay Stranded Aluminum Conductors,Coated,Steel Reinforced」(ACSR)ASTM B232−92、又は米国特許第5,171,942号及び同第5,554,826号を参照のこと。
【0131】
これら送電ケーブルの用途では、熱可塑性ポリマー複合体ワイヤを含む熱可塑性(コ)ポリマーは、用途に従って、少なくとも100℃、又は240℃、又は300℃の温度にての使用となるように選択されるべきである。この点に関して、熱可塑性ポリマー複合体ワイヤのポリマーマトリックス内で使用するために、ポリエーテルエーテルケトンが現在のところ好適な(コ)ポリマーである。
【0132】
螺旋状に撚られた熱可塑性ポリマー複合体ケーブルがそれ自体が最終物品として使用されるような、若しくはそれが中間体物品又は異なる後続物品内の構成成分として使用されるような他の用途において、螺旋状に撚られた熱可塑性ポリマー複合体ケーブルが、複数の熱可塑性ポリマー複合体ワイヤの回りに導電体層がないことが好ましい可能性がある。
【0133】
本開示の動作を、次の詳細な実施例に関して更に説明する。これらの実施例は、種々の具体的で好ましい実施形態及び技術を更に例示するために提供するものである。しかしながら、本開示の範囲内で多くの変更及び修正がなされてもよいことが理解されるべきである。
【実施例】
【0134】
(実施例1)
ポリエーテルエーテルケトン(PEEK)熱可塑性ポリマー(VITREXPLC、West Conshohocken,PAから入手)で、NEXTEL 610アルファアルミナ繊維(3M Company,St.Paul,MNから入手)の2つの10,000ロービングを浸潤させることによって、NEXTEL/PEEKポリマー複合体ワイヤを作製した。繊維強化ポリマー複合体ワイヤの連続長さを生成する方法は、当該技術分野において既知である(例えば米国特許第4,680,224号及びPCT特許公開第WO 2005/123999号を参照)。このようなポリマー複合体ワイヤの作製は、このような従来の複合体ワイヤ製造法(Tencate Advanced Composites,Tauton,MAにての)を使用して実行された。
【0135】
ベンチトップ、手動ワイヤストランダを使用して、NEXTEL/PEEKポリマー複合体ワイヤから螺旋状に撚られたケーブルを作製した。中心のポリマー複合体コアワイヤの回りに螺旋状に撚られた6本の外側ポリマー複合体ワイヤからなる、A7ストランドケーブルが構成された。1つの部分が6インチ(15.24cm)の撚り長さを有し、他の部分が3インチ(7.62cm)の撚り長さを有して、数個のケーブル長さが生成された。使用されたポリマー複合体ワイヤの直径は、0.05インチ(1.27cm)であった。生成されたポリマー複合体ケーブルの直径は、0.15インチ(3.81cm)であった。個々のポリマー複合体ワイヤが、跳ね返ったり巻戻ってしまうことを防止するために、ケーブルの端部に接着テープが巻かれた。プロセスのこの時点では、ワイヤは単に弾性的に変形された。
【0136】
異なるケーブル長さが、200℃、250℃、及び300℃の温度で1時間アニーリング処理された。ケーブル内のワイの永久歪の程度を決定するために、アニーリング処理された撚りポリマー複合体ケーブルが順次評価された。撚られたポリマー複合体ワイヤの端部を保持しているテープが除去され、ケーブル端部が解放された。
【0137】
アニーリング処理された撚りポリマー複合体ケーブルは、凝固せずから、いくらかが凝固、より多くが凝固、ほぼ完全に凝固までの範囲の等級で、永久歪の保持に関して質的に等級分けされた。結果を表1に要約する。
【0138】
【表1】
【0139】
表1に示されたように、ポリマーマトリックスの少なくとも一部分を軟化させるために十分な期間時間で、撚りポリマー複合体ワイヤを熱に曝すことによる、撚られたNEXTEL/PEEKポリマー複合体ケーブルをアニーリング処理するプロセスは、永久的螺旋状凝固を生じているケーブル内のポリマー複合体ワイヤをもたらし、これによって、ポリマー複合体ワイヤの端部が拘束されない場合に、ケーブルはその撚られた一体化構成を保持する。アニーリング処理温度及び時間を変化させることによって、種々の凝固度を得ることが可能である。広くは、より高いアニーリング温度及びより長いアニーリング時間が、ポリマー複合体ケーブル内の螺旋状に撚られたポリマー複合体ワイヤの凝固度を増加させる傾向にある。しかし、時間及び温度は、ポリマーマトリックス又は強化繊維のいかなる実質的劣化を生じるような条件よりも低く維持されるべきであると理解される。
【0140】
本明細書全体を通し、「一実施形態」、「特定の実施形態」、「1つ以上の実施形態」、又は「実施形態」への言及は、「実施形態」という用語の前に「例示的(代表的)」という用語が含まれているかどうかに関わらず、その実施形態の、ある特定の特徴、構造、材料、又は特性が、本開示の特定の代表的な実施形態の少なくとも1つの実施形態に含まれることを意味する。それゆえに、本明細書全体を通して様々な箇所にある「1つ以上の実施形態では」、「特定の実施形態では」、「一実施形態では」、又は「ある実施形態では」といった句の出現は、必ずしも本開示の特定の代表的な実施形態の同一の実施形態に言及しているわけではない。更に、特定の特徴、構造、材料、又は特性は、任意の好適な方法で1つ以上の実施形態に組み合わされてもよい。
【0141】
本明細書は、特定の例示的な実施形態を詳細に説明しているが、上述の事項を理解することにより、当業者がこれらの実施形態に対する変更、その変形、及びそれらの相当物を容易に想起できることは明らかである。したがって、本開示は、本明細書における上述の例示的な実施形態例に不当に限定されるものではないことを理解すべきである。特に、本明細書で用いるとき、端点による数値範囲が記載される場合、その範囲内に包含される全ての数を含むことを意図する(例えば、1〜5は、1、1.5、2、2.75、3、3.80、4、及び5を含む)。加えて、本文書中、使用されている全ての数字は、用語「約」によって修飾されていると見なされる。
【0142】
更に、本明細書にて参照される全ての出版物及び特許は、それぞれの個々の出版物又は特許が参照により援用されることを明確にかつ個別に指示されるかのごとく、それらの全体が同じ範囲で、参照により本明細書に援用される。様々な代表的実施形態が上述された。これら及び他の実施形態は、下記の「特許請求の範囲」の範疇にある。
【特許請求の範囲】
【請求項1】
撚りケーブルであって、
中心長手方向軸を画定する単一ワイヤと、
前記中心長手方向軸に対して画定された第一撚り角度にて、第一撚り方向で、前記単一ワイヤの回りに撚られ、並びに第一の撚り長さを有する複数の第一熱可塑性ポリマーワイヤと、
前記中心長手方向軸に対して画定された第二撚り角度にて、第二撚り方向で、前記複数の第一熱可塑性ポリマー複合体ワイヤの回りに撚られ、並びに第二撚り長さを有する複数の第二熱可塑性ポリマーワイヤと、とを含む撚りケーブル。
【請求項2】
前記単一ワイヤが、前記中心長手方向軸に対してほぼ垂直の方向でとられた断面を有し、前記単一ワイヤの断面形状が円形又は楕円形である、請求項1に記載の撚りケーブル。
【請求項3】
前記単一ワイヤがポリマー複合体ワイヤ、熱可塑性ポリマー複合体ワイヤ、又は延性金属ワイヤである、請求項1又は2に記載の撚りケーブル。
【請求項4】
前記ポリマー複合体ワイヤのそれぞれが実質的に連続であり、少なくとも150mの長さである、請求項3に記載の撚りケーブル。
【請求項5】
それぞれの熱可塑性ポリマー複合体ワイヤが、前記中心長手方向軸に対してほぼ垂直な方向でとられた横断面を有し、並びにそれぞれのポリマー複合体ワイヤの横断面形状が、円形、楕円形、及び台形を含む群から選択される、請求項1〜4のうちのいずれか一項に記載の撚りケーブル。
【請求項6】
それぞれの熱可塑性ポリマー複合体ワイヤの前記横断面形状が円形であり、並びにそれぞれの熱可塑性ポリマー複合体ワイヤの前記直径が、約1mm〜約4mmである、請求項5に記載の撚りケーブル。
【請求項7】
前記複数の第一熱可塑性ポリマー複合体ワイヤと前記複数の第二熱可塑性ポリマー複合体ワイヤのそれぞれが、10〜150の撚り因子を有する、請求項1〜6のうちのいずれか一項に記載の撚りケーブル。
【請求項8】
前記第一撚り方向が、前記第二の撚り方向と同一である、請求項7に記載の撚りケーブル。
【請求項9】
前記第一撚り角度と前記第二撚り角度との間の相対的な差が、0°以上かつ約4°以下である、請求項8に記載の撚りケーブル。
【請求項10】
前記中心長手方向軸に対して画定される第三撚り角度にて、第三撚り方向で、前記複数の第二熱可塑性ポリマー複合体ワイヤの回りに螺旋状に撚られ、並びに第三撚り長さを有する、複数の第三熱可塑性ポリマー複合体ワイヤを更に含む、請求項1〜9のうちのいずれか一項に記載の撚りケーブル。
【請求項11】
前記複数の第三熱可塑性ポリマー複合体ワイヤ及び前記複数の第二熱可塑性ポリマー複合体ワイヤのそれぞれが、10〜150の撚り係数を有する、請求項10に記載の撚りケーブル。
【請求項12】
前記第3撚り方向が、前記第二撚り方向と同一である、請求項11に記載の撚りケーブル。
【請求項13】
前記第三撚り角度と前記第二撚り角度との間の相対的差が、0°を超えかつ約4°を超えない、請求項12に記載の撚りケーブル。
【請求項14】
前記中心長手方向軸に対して画定される第四撚り角度にて、第四撚り方向で、前記複数の第三熱可塑性ポリマー複合体ワイヤの回りに螺旋状に撚られ、並びに第四撚り長さを有する、複数の第四熱可塑性ポリマー複合体ワイヤを更に含む、請求項1〜13のうちのいずれか一項に記載の撚りケーブル。
【請求項15】
前記複数の第三可塑性ポリマー複合体ワイヤ及び前記複数の第二熱可塑性ポリマー複合体ワイヤのそれぞれが、10〜150の撚り係数を有する、請求項14に記載の撚りケーブル。
【請求項16】
前記第四撚り方向が、前記第三撚り方向と同一である、請求項15に記載の撚りケーブル。
【請求項17】
前記第四撚り角度と前記第三撚り角度との相対的な差が、0°以上かつ約4°以下である、請求項16に記載の撚りケーブル。
【請求項18】
前記ポリマー複合体ワイヤのそれぞれが、繊維強化ポリマーマトリックスを含む、請求項1〜17のうちのいずれか一項に記載の撚りワイヤ。
【請求項19】
前記の繊維強化複合体ポリマーマトリックスが、繊維トウ又は単繊維のうちの一つで強化される、請求項18に記載の撚りケーブル。
【請求項20】
前記繊維強化ポリマーマトリックスが、金属繊維、ポリマー繊維、炭素繊維、セラミック繊維、ガラス繊維、又はそれらの組み合わせから選択される、請求項19に記載の撚りケーブル。
【請求項21】
前記の少なくとも1つの繊維が、チタン、タングステン、ホウ素、形状記憶合金、炭素、カーボンナノチューブ、グラファイト、炭化ケイ素、アラミド、ポリ(p−フェニレン−2,6−ベンゾビスオキサゾール)、又はこれらの組み合わせを含む、請求項20に記載の撚りケーブル。
【請求項22】
前記少なくとも1つの繊維が、炭化ケイ素、アルミナ、又はアルミノケイ酸塩から選択される、請求項20に記載の撚りケーブル。
【請求項23】
前記繊維強化ポリマーマトリックスが、エポキシ、エステル、ビニルエステル、ポリイミド、ポリエステル、シアン酸エステル、フェノール樹脂、ビスマレイミド樹脂、ポリエーテルエーテルケトン、及びこれらの組み合わせからなる群から選択される(コ)ポリマーを含む、請求項18〜22のうちのいずれか一項に記載の撚りケーブル。
【請求項24】
前記繊維強化ポリマーマトリックスが、熱可塑性(コ)ポリマーを含む、請求項18〜23のうちのいずれか一項に記載の撚りケーブル。
【請求項25】
金属マトリックス内に少なくとも1つの連続繊維を更に含む少なくとも1つの繊維強化金属マトリックス複合体ワイヤを更に含み、前記熱可塑性ポリマー複合体ワイヤの少なくとも一部分が、少なくとも1つの繊維強化金属マトリックス複合体ワイヤを包囲する、請求項1〜24のうちのいずれか一項に記載の撚りワイヤ。
【請求項26】
前記の少なくとも一つの連続繊維が、セラミックス、ガラス、カーボンナノチューブ、炭素、炭化ケイ素、ホウ素、鉄、鋼、鉄合金、タングステン、チタン、形状記憶合金、及びこれらの組み合わせからなる群から選択される材料を含む、請求項25に記載の撚りケーブル。
【請求項27】
前記金属マトリックスが、アルミニウム、亜鉛、スズ、マグネシウム、これらの合金、又はこれらの組み合わせを含む、請求項25又は26に記載の撚りケーブル。
【請求項28】
前記金属マトリックスがアルミニウムを含み、前記の少なくとも一つの連続繊維がセラミック繊維を含む、請求項27に記載の撚りケーブル。
【請求項29】
前記セラミック繊維が多結晶性α−Al2O3を含む、請求項28に記載の撚りケーブル。
【請求項30】
中心長手方向軸を画定している前記単一ワイヤの回りに撚られた複数の延性金属ワイヤを更に含む、請求項1〜29のうちのいずれか一項に記載の撚りケーブル。
【請求項31】
前記複数の延性金属ワイヤの少なくとも一部分が、前記第一撚り方向で螺旋状に撚られる、請求項30に記載の撚りケーブル。
【請求項32】
前記複数の延性金属ワイヤの少なくとも一部分が、前記第一撚り方向とは逆の第二撚り方向で螺旋状に撚られる、請求項30に記載の撚りケーブル。
【請求項33】
前記の複数の延性金属ワイヤが、前記熱可塑性ポリマー複合体ワイヤの周囲にある複数の放射方向層において、前記中心長手方向軸の周りに撚られる、請求項32に記載の撚りケーブル。
【請求項34】
前記それぞれの放射方向層が、隣接する放射方向層とは逆の撚り方向で撚られる、請求項33に記載の撚りケーブル。
【請求項35】
前記それぞれの延性金属ワイヤが、前記中心長手方向軸に対してほぼ垂直の方向でとられた断面を有し、それぞれの延性ワイヤの断面形状が、円形、楕円形、台形、S字形、及びZ字形からなる群から選択される、請求項30〜34のうちのいずれか一項に記載の撚りケーブル。
【請求項36】
前記複数の延性金属ワイヤが、鉄、鋼、ジルコニウム、銅、スズ、カドミウム、アルミニウム、マンガン、亜鉛、コバルト、ニッケル、クロム、チタン、タングステン、バナジウム、これらの合金、他の金属とのこれらの合金、シリコンとのこれらの合金、及びこれらの組み合わせからなる群から選択される、少なくとも1つの金属を含む、請求項30〜35のうちのいずれか一項に記載の撚りケーブル。
【請求項37】
前記第一撚り角度と第二撚り角度との間の相対的な差が、0°以上かつ約4°以下である、請求項1〜36のうちのいずれか一項に記載の撚りケーブル。
【請求項38】
前記第一撚り角度と前記第二撚り角度との相対的な差が、0.5°以下である、請求項37に記載の撚りケーブル。
【請求項39】
前記第1撚り長さが、前記第二撚り長さに等しい、請求項1〜38のうちのいずれか一項に記載の撚りケーブル。
【請求項40】
コアと、前記コアの周囲の伝導体層とを含み、前記コアが請求項1〜39のいずれか一項に記載の撚りケーブルを含む、ケーブル。
【請求項41】
前記伝導体層が、複数の撚られた伝導体ワイヤを含む、請求項40に記載のケーブル。
【請求項42】
送電ケーブルのために使用される、請求項39〜41のうちのいずれか一項に記載のケーブル。
【請求項43】
架空送電ケーブル、地下送電ケーブル、及び水中送電ケーブルからなる群から選択される、請求項42に記載のケーブル。
【請求項44】
前記水中送電ケーブルが、水中テザー又は水中アンビリカルである、請求項43に記載のケーブル。
【請求項45】
複数の第一熱可塑性ポリマー複合体ワイヤを、中心長手方向軸を画定している単一ワイヤの回りに螺旋状に撚る工程であって、前記複数の第一熱可塑性ポリマー複合体ワイヤの螺旋状に撚ることが、前記中心長手方向軸に対して画定された第一撚り角度にて、第一撚り方向で実行され、並びに前記複数の第一熱可塑性ポリマー複合体ワイヤが第一撚り長さを有する、螺旋状に撚る工程と、
複数の第二熱可塑性ポリマー複合体ワイヤを、前記複数の第一熱可塑性ポリマー複合体ワイヤの回りに螺旋状に撚る工程であって、前記複数の第二熱可塑性ポリマー複合体ワイヤを螺旋状に撚ることが、前記中心長手方向軸に対して画定された第二撚り角度にて、第二撚り方向で実行され、並びに前記複数の第二熱可塑性ポリマー複合体ワイヤが第二撚り長さを有する、螺旋状に撚る工程と、
前記螺旋状に撚られた複数の第一及び第二熱可塑性ポリマー複合体ワイヤを、25℃への冷却の際に、螺旋状撚りポリマー複合体ワイヤを螺旋状に撚られた形状に保持するのに十分な温度に加熱する工程、とを含む請求項1〜44のうちのいずれか一項に記載のケーブルの製造方法。
【請求項46】
前記第一撚り角度と前記第二撚り角度との間の相対的な差が、0°以上かつ約4°以下である、請求項45に記載された方法。
【請求項47】
複数の延性金属ワイヤを、中心長手方向軸を画定している前記単一ワイヤの回りに撚ることを更に含む、請求項45又は46に記載の方法。
【請求項1】
撚りケーブルであって、
中心長手方向軸を画定する単一ワイヤと、
前記中心長手方向軸に対して画定された第一撚り角度にて、第一撚り方向で、前記単一ワイヤの回りに撚られ、並びに第一の撚り長さを有する複数の第一熱可塑性ポリマーワイヤと、
前記中心長手方向軸に対して画定された第二撚り角度にて、第二撚り方向で、前記複数の第一熱可塑性ポリマー複合体ワイヤの回りに撚られ、並びに第二撚り長さを有する複数の第二熱可塑性ポリマーワイヤと、とを含む撚りケーブル。
【請求項2】
前記単一ワイヤが、前記中心長手方向軸に対してほぼ垂直の方向でとられた断面を有し、前記単一ワイヤの断面形状が円形又は楕円形である、請求項1に記載の撚りケーブル。
【請求項3】
前記単一ワイヤがポリマー複合体ワイヤ、熱可塑性ポリマー複合体ワイヤ、又は延性金属ワイヤである、請求項1又は2に記載の撚りケーブル。
【請求項4】
前記ポリマー複合体ワイヤのそれぞれが実質的に連続であり、少なくとも150mの長さである、請求項3に記載の撚りケーブル。
【請求項5】
それぞれの熱可塑性ポリマー複合体ワイヤが、前記中心長手方向軸に対してほぼ垂直な方向でとられた横断面を有し、並びにそれぞれのポリマー複合体ワイヤの横断面形状が、円形、楕円形、及び台形を含む群から選択される、請求項1〜4のうちのいずれか一項に記載の撚りケーブル。
【請求項6】
それぞれの熱可塑性ポリマー複合体ワイヤの前記横断面形状が円形であり、並びにそれぞれの熱可塑性ポリマー複合体ワイヤの前記直径が、約1mm〜約4mmである、請求項5に記載の撚りケーブル。
【請求項7】
前記複数の第一熱可塑性ポリマー複合体ワイヤと前記複数の第二熱可塑性ポリマー複合体ワイヤのそれぞれが、10〜150の撚り因子を有する、請求項1〜6のうちのいずれか一項に記載の撚りケーブル。
【請求項8】
前記第一撚り方向が、前記第二の撚り方向と同一である、請求項7に記載の撚りケーブル。
【請求項9】
前記第一撚り角度と前記第二撚り角度との間の相対的な差が、0°以上かつ約4°以下である、請求項8に記載の撚りケーブル。
【請求項10】
前記中心長手方向軸に対して画定される第三撚り角度にて、第三撚り方向で、前記複数の第二熱可塑性ポリマー複合体ワイヤの回りに螺旋状に撚られ、並びに第三撚り長さを有する、複数の第三熱可塑性ポリマー複合体ワイヤを更に含む、請求項1〜9のうちのいずれか一項に記載の撚りケーブル。
【請求項11】
前記複数の第三熱可塑性ポリマー複合体ワイヤ及び前記複数の第二熱可塑性ポリマー複合体ワイヤのそれぞれが、10〜150の撚り係数を有する、請求項10に記載の撚りケーブル。
【請求項12】
前記第3撚り方向が、前記第二撚り方向と同一である、請求項11に記載の撚りケーブル。
【請求項13】
前記第三撚り角度と前記第二撚り角度との間の相対的差が、0°を超えかつ約4°を超えない、請求項12に記載の撚りケーブル。
【請求項14】
前記中心長手方向軸に対して画定される第四撚り角度にて、第四撚り方向で、前記複数の第三熱可塑性ポリマー複合体ワイヤの回りに螺旋状に撚られ、並びに第四撚り長さを有する、複数の第四熱可塑性ポリマー複合体ワイヤを更に含む、請求項1〜13のうちのいずれか一項に記載の撚りケーブル。
【請求項15】
前記複数の第三可塑性ポリマー複合体ワイヤ及び前記複数の第二熱可塑性ポリマー複合体ワイヤのそれぞれが、10〜150の撚り係数を有する、請求項14に記載の撚りケーブル。
【請求項16】
前記第四撚り方向が、前記第三撚り方向と同一である、請求項15に記載の撚りケーブル。
【請求項17】
前記第四撚り角度と前記第三撚り角度との相対的な差が、0°以上かつ約4°以下である、請求項16に記載の撚りケーブル。
【請求項18】
前記ポリマー複合体ワイヤのそれぞれが、繊維強化ポリマーマトリックスを含む、請求項1〜17のうちのいずれか一項に記載の撚りワイヤ。
【請求項19】
前記の繊維強化複合体ポリマーマトリックスが、繊維トウ又は単繊維のうちの一つで強化される、請求項18に記載の撚りケーブル。
【請求項20】
前記繊維強化ポリマーマトリックスが、金属繊維、ポリマー繊維、炭素繊維、セラミック繊維、ガラス繊維、又はそれらの組み合わせから選択される、請求項19に記載の撚りケーブル。
【請求項21】
前記の少なくとも1つの繊維が、チタン、タングステン、ホウ素、形状記憶合金、炭素、カーボンナノチューブ、グラファイト、炭化ケイ素、アラミド、ポリ(p−フェニレン−2,6−ベンゾビスオキサゾール)、又はこれらの組み合わせを含む、請求項20に記載の撚りケーブル。
【請求項22】
前記少なくとも1つの繊維が、炭化ケイ素、アルミナ、又はアルミノケイ酸塩から選択される、請求項20に記載の撚りケーブル。
【請求項23】
前記繊維強化ポリマーマトリックスが、エポキシ、エステル、ビニルエステル、ポリイミド、ポリエステル、シアン酸エステル、フェノール樹脂、ビスマレイミド樹脂、ポリエーテルエーテルケトン、及びこれらの組み合わせからなる群から選択される(コ)ポリマーを含む、請求項18〜22のうちのいずれか一項に記載の撚りケーブル。
【請求項24】
前記繊維強化ポリマーマトリックスが、熱可塑性(コ)ポリマーを含む、請求項18〜23のうちのいずれか一項に記載の撚りケーブル。
【請求項25】
金属マトリックス内に少なくとも1つの連続繊維を更に含む少なくとも1つの繊維強化金属マトリックス複合体ワイヤを更に含み、前記熱可塑性ポリマー複合体ワイヤの少なくとも一部分が、少なくとも1つの繊維強化金属マトリックス複合体ワイヤを包囲する、請求項1〜24のうちのいずれか一項に記載の撚りワイヤ。
【請求項26】
前記の少なくとも一つの連続繊維が、セラミックス、ガラス、カーボンナノチューブ、炭素、炭化ケイ素、ホウ素、鉄、鋼、鉄合金、タングステン、チタン、形状記憶合金、及びこれらの組み合わせからなる群から選択される材料を含む、請求項25に記載の撚りケーブル。
【請求項27】
前記金属マトリックスが、アルミニウム、亜鉛、スズ、マグネシウム、これらの合金、又はこれらの組み合わせを含む、請求項25又は26に記載の撚りケーブル。
【請求項28】
前記金属マトリックスがアルミニウムを含み、前記の少なくとも一つの連続繊維がセラミック繊維を含む、請求項27に記載の撚りケーブル。
【請求項29】
前記セラミック繊維が多結晶性α−Al2O3を含む、請求項28に記載の撚りケーブル。
【請求項30】
中心長手方向軸を画定している前記単一ワイヤの回りに撚られた複数の延性金属ワイヤを更に含む、請求項1〜29のうちのいずれか一項に記載の撚りケーブル。
【請求項31】
前記複数の延性金属ワイヤの少なくとも一部分が、前記第一撚り方向で螺旋状に撚られる、請求項30に記載の撚りケーブル。
【請求項32】
前記複数の延性金属ワイヤの少なくとも一部分が、前記第一撚り方向とは逆の第二撚り方向で螺旋状に撚られる、請求項30に記載の撚りケーブル。
【請求項33】
前記の複数の延性金属ワイヤが、前記熱可塑性ポリマー複合体ワイヤの周囲にある複数の放射方向層において、前記中心長手方向軸の周りに撚られる、請求項32に記載の撚りケーブル。
【請求項34】
前記それぞれの放射方向層が、隣接する放射方向層とは逆の撚り方向で撚られる、請求項33に記載の撚りケーブル。
【請求項35】
前記それぞれの延性金属ワイヤが、前記中心長手方向軸に対してほぼ垂直の方向でとられた断面を有し、それぞれの延性ワイヤの断面形状が、円形、楕円形、台形、S字形、及びZ字形からなる群から選択される、請求項30〜34のうちのいずれか一項に記載の撚りケーブル。
【請求項36】
前記複数の延性金属ワイヤが、鉄、鋼、ジルコニウム、銅、スズ、カドミウム、アルミニウム、マンガン、亜鉛、コバルト、ニッケル、クロム、チタン、タングステン、バナジウム、これらの合金、他の金属とのこれらの合金、シリコンとのこれらの合金、及びこれらの組み合わせからなる群から選択される、少なくとも1つの金属を含む、請求項30〜35のうちのいずれか一項に記載の撚りケーブル。
【請求項37】
前記第一撚り角度と第二撚り角度との間の相対的な差が、0°以上かつ約4°以下である、請求項1〜36のうちのいずれか一項に記載の撚りケーブル。
【請求項38】
前記第一撚り角度と前記第二撚り角度との相対的な差が、0.5°以下である、請求項37に記載の撚りケーブル。
【請求項39】
前記第1撚り長さが、前記第二撚り長さに等しい、請求項1〜38のうちのいずれか一項に記載の撚りケーブル。
【請求項40】
コアと、前記コアの周囲の伝導体層とを含み、前記コアが請求項1〜39のいずれか一項に記載の撚りケーブルを含む、ケーブル。
【請求項41】
前記伝導体層が、複数の撚られた伝導体ワイヤを含む、請求項40に記載のケーブル。
【請求項42】
送電ケーブルのために使用される、請求項39〜41のうちのいずれか一項に記載のケーブル。
【請求項43】
架空送電ケーブル、地下送電ケーブル、及び水中送電ケーブルからなる群から選択される、請求項42に記載のケーブル。
【請求項44】
前記水中送電ケーブルが、水中テザー又は水中アンビリカルである、請求項43に記載のケーブル。
【請求項45】
複数の第一熱可塑性ポリマー複合体ワイヤを、中心長手方向軸を画定している単一ワイヤの回りに螺旋状に撚る工程であって、前記複数の第一熱可塑性ポリマー複合体ワイヤの螺旋状に撚ることが、前記中心長手方向軸に対して画定された第一撚り角度にて、第一撚り方向で実行され、並びに前記複数の第一熱可塑性ポリマー複合体ワイヤが第一撚り長さを有する、螺旋状に撚る工程と、
複数の第二熱可塑性ポリマー複合体ワイヤを、前記複数の第一熱可塑性ポリマー複合体ワイヤの回りに螺旋状に撚る工程であって、前記複数の第二熱可塑性ポリマー複合体ワイヤを螺旋状に撚ることが、前記中心長手方向軸に対して画定された第二撚り角度にて、第二撚り方向で実行され、並びに前記複数の第二熱可塑性ポリマー複合体ワイヤが第二撚り長さを有する、螺旋状に撚る工程と、
前記螺旋状に撚られた複数の第一及び第二熱可塑性ポリマー複合体ワイヤを、25℃への冷却の際に、螺旋状撚りポリマー複合体ワイヤを螺旋状に撚られた形状に保持するのに十分な温度に加熱する工程、とを含む請求項1〜44のうちのいずれか一項に記載のケーブルの製造方法。
【請求項46】
前記第一撚り角度と前記第二撚り角度との間の相対的な差が、0°以上かつ約4°以下である、請求項45に記載された方法。
【請求項47】
複数の延性金属ワイヤを、中心長手方向軸を画定している前記単一ワイヤの回りに撚ることを更に含む、請求項45又は46に記載の方法。
【図1A】

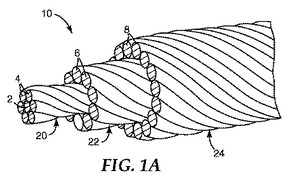
【図1B】
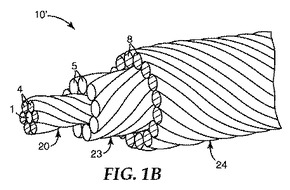
【図2A】
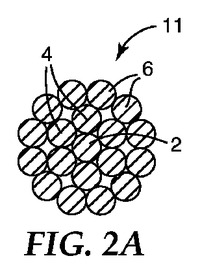
【図2B】
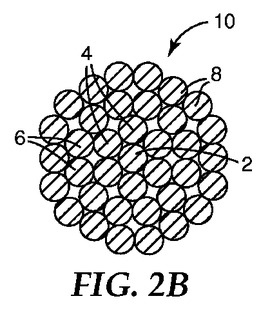
【図2C】

【図2D】
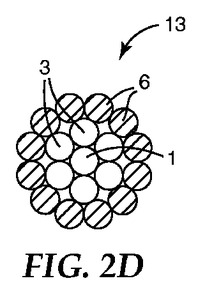
【図2E】

【図2F】

【図3】
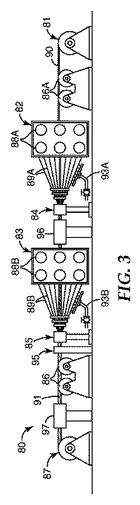
【図1B】
【図2A】
【図2B】
【図2C】
【図2D】
【図2E】
【図2F】
【図3】
【公表番号】特表2013−518994(P2013−518994A)
【公表日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2012−551211(P2012−551211)
【出願日】平成23年1月24日(2011.1.24)
【国際出願番号】PCT/US2011/022208
【国際公開番号】WO2011/094146
【国際公開日】平成23年8月4日(2011.8.4)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年1月24日(2011.1.24)
【国際出願番号】PCT/US2011/022208
【国際公開番号】WO2011/094146
【国際公開日】平成23年8月4日(2011.8.4)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]