
撚り複合体ケーブル並びにその製造及び使用の方法
撚り複合体ケーブルは、中心長手方向軸を画定する単一ワイヤ(2)と、中心長手方向軸に対して画定される第一撚り角度で、第一撚り長さを有し、第一撚り方向で、単一ワイヤの回りに螺旋状に撚られる複数の第一複合体ワイヤと(4)、中心長手方向軸に対して画定される第二撚り角度で、第二撚り長さを有し、第一撚り方向で、複数の第一複合体ワイヤの回りに螺旋状に撚られる複数の第二複合体ワイヤ(6)と、を含み、第一撚り角度と第二撚り角度との間の相対的な差は、約4°以下である。この撚り複合体ケーブルは、例えば、複合体ワイヤの回りに撚られる複数の延性ワイヤを含んだ架空送電ケーブルなどの、最終物品に後で組み込まれる中間物品として使用することができる。撚り複合体ケーブルの製造及び使用方法も記述される。

【発明の詳細な説明】
【技術分野】
【0001】
本開示は全般に、撚りケーブル並びにその製造及び使用の方法に関連する。本開示は更に、螺旋状に撚られた複合体ワイヤを含む撚りケーブル、並びにその製造及び使用の方法に関連する。そのような螺旋状に撚られた複合体ケーブルは、送電ケーブル及びその他の用途に有用である。
【背景技術】
【0002】
ケーブル撚りは、通常は螺旋状の構成で、個々のワイヤを組み合わせ、完成したケーブルを製造するプロセスである。例えば米国特許第5,171,942号及び同第5,554,826号を参照のこと。結果として得られた撚りケーブル(stranded cable)又はワイヤロープは、同等な断面積の中実棒から得られるよりも遙かに高い柔軟性をもたらす。また、ケーブルが取扱、設置、及び使用中に曲げる力を受けた場合に、螺旋状に撚られるケーブルは全体的な円形の断面形状を維持するので、撚り構成は有益である。そのような螺旋状に撚られるケーブルは、巻上げ機ケーブル、航空機用ケーブル、及び送電ケーブルなどのさまざまな用途に使用される。
【0003】
螺旋状に撚られるケーブルは典型的に、鋼、アルミニウム、又は銅などの延性金属(ductile metal)で製造される。いくつかの場合、例えば裸の架空送電ケーブルなどの場合において、螺旋状に撚られたワイヤコアは、ワイヤ伝導体層に囲まれている。螺旋状に撚られたワイヤコアは、例えば鋼などの第一材料から製造される延性金属ワイヤを含み、外側の電力伝導層は、例えばアルミニウムなどの別の金属から製造される延性金属ワイヤを含み得る。いくつかの場合において、螺旋状に撚られたワイヤコアは、より大きな直径の送電ケーブルの製造の入力材料として使用される、あらかじめ撚られたケーブルであり得る。螺旋状に撚られるケーブルは一般に、最低7本の個別ワイヤを含み、より一般的な構成では50本以上のワイヤが含まれ得る。
【0004】
図1Aは米国特許第5,554,826号に記述されている、代表的な、螺旋状に撚られた送電ケーブルを示す。図示されている螺旋状に撚られた送電ケーブル20は、中心延性金属伝導体ワイヤ1と、第一撚り方向(時計回りが図示されており、右旋撚り方向に対応する)で、中心延性金属伝導体ワイヤ1の回りに撚られる延性金属伝導体ワイヤ3の第一層13と、第二撚り方向(反時計回りが図示されており、左旋撚り方向に対応する)で、第一層13の回りに撚られる延性金属伝導体ワイヤ5の第二層15と、第二撚り方向と反対の第三撚り方向(時計回りが図示されており、右旋撚り方向に対応する)で、第二層15の回りに撚られる延性金属伝導体ワイヤ7の第三層17と、を含む。
【0005】
ケーブル撚りプロセス中、延性金属ワイヤには、金属材料の降伏応力を超えるが最大応力又は破壊応力を下回る応力がかかる。比較的小半径の先行のワイヤ層又は中心ワイヤの周りに螺旋状に巻かれる際に、この応力によって、金属ワイヤが可塑的に変形される。最近になって、複合体であるため新しい形状に容易には可塑的に変形できないような材料から製造された有用なケーブル物品が導入されている。これら材料の一般的な例には、繊維強化複合体が挙げられ、繊維強化複合体は、金属に比べて機械的特性が改善されており、一方、応力歪み反応において本来弾力性であるため、魅力的である。繊維強化ポリマーワイヤを含む複合体ケーブルは、当該技術分野において、セラミック繊維強化金属ワイヤを含む複合体ケーブルとして既知である(例えば、米国特許第6,559,385号及び同第7,093,416号、公開済みPCT公開特許WO 97/00976号を参照)。
【発明の概要】
【発明が解決しようとする課題】
【0006】
撚られた複合体ケーブル(例えば、ポリマーマトリックス複合体又は金属マトリックス複合体のワイヤを含むケーブル)は、一つの利用として、裸の電力電装ケーブルの強化部材となる。アルミニウムマトリックス複合体ワイヤ(composite wire)を含んだ電力電装ケーブルは知られているが、一部の用途において、更に改善された特性を求める欲求が引き続き存在する。当該技術分野は引き続き、改善された撚り複合体ケーブルと、線複合体ケーブルの製造及び使用の改善された方法を求めている。
【課題を解決するための手段】
【0007】
いくつかの用途においては、撚り複合体ケーブルの構成とその製造方法を更に改善することが望ましい。特定の用途においては、例えば、ケーブルの引張り強度及び破断までの伸長などの、螺旋状撚り複合体ケーブルの物理的特性を改善することが望ましい。いくつかの特定の用途においては、送電ケーブルなどの後続の物品に組み込む前に、その撚り複合体ワイヤ(stranded composite wire)の螺旋構成を保持するための便利な手段を提供することが、更に望ましい。そのような螺旋構成を保持するための手段は、可塑的に変形可能な延性金属ワイヤを伴うコア、又は、螺旋状に配置された後に硬化又は固定され得るワイヤを伴うコアに、あらかじめ存在している必要はない。
【0008】
本発明の特定の実施形態は、撚り複合体ケーブルと、共通の撚り方向に複合体ワイヤを螺旋状に撚る方法を目的とし、これにより、各複合体ワイヤ層間の撚り方向を交互に変えて螺旋状に撚られている複合体ケーブルに比べ、その複合体ケーブルの引張り強度に驚くべき増加がもたらされる。そのような引張り強度の驚くべき増加は、共通の撚り方向を用いて撚られた従来の延性ワイヤ(例えば金属、又はその他の複合体)については観察されていない。更に、延性ワイヤは容易に可塑的に変形され、そのようなケーブルは一般に短い撚り長さを使用しているため、交互に撚り方向を変えることがケーブルの完全性を維持するのに好ましい可能性があるため、従来の延性ワイヤケーブルの撚られたワイヤ層について共通の撚り方向を使用することには、通常、動機付けが低くなっている。
【0009】
よって、一つの態様において、本開示は、改善された撚り複合体ケーブルを提供する。代表的な実施形態において、撚り複合体ケーブルは、中心長手方向軸を画定する単一ワイヤ(single wire)と、中心長手方向軸に対して画定される第一撚り角度で、第一撚り長さを有し、第一撚り方向で、複合体の単一ワイヤの回りに撚られる複数の第一複合体ワイヤと、中心長手方向軸に対して画定される第二撚り角度で、第二撚り長さを有し、第一撚り方向で、複数の第一複合体ワイヤの回りに撚られる複数の第二複合体ワイヤと、を含み、第一撚り角度と第二撚り角度との相対的な差が、約4°以下である、撚りケーブル。
【0010】
一つの代表的な実施形態において、撚りケーブルは更に、中心長手方向軸に対して画定される第三撚り角度で、第三撚り長さを有し、第一撚り方向で、複数の第二複合体ワイヤの回りに撚られる複数の第三複合体ワイヤを含み、第二撚り角度と第三撚り角度との相対的な差が、約4°以下である。別の代表的な実施形態において、撚りケーブルは更に、中心長手方向軸に対して画定される第四撚り角度で、第四撚り長さを有し、第一撚り方向で、複数の第三複合体ワイヤの回りに撚られる複数の第四複合体ワイヤを含み、第一撚り角度と第二撚り角度との相対的な差が、約4°以下である。
【0011】
更なる代表的な実施形態において、撚りケーブルは更に、共通の中心長手方向軸に対して画定される撚り角度で、第一撚り方向で、複数の第四複合体ワイヤの回りに撚られる追加の複数の複合体ワイヤを含み得、この複合体ワイヤは特徴的な撚り長さを有し、第四撚り角度と任意の後続の撚り角度との相対的な差が、約4°以下である。
【0012】
特定の代表的な実施形態において、第一撚り角度と第二撚り角度との間の相対的な差、第二撚り角度と第三撚り角度との間の相対的な差、第三撚り角度と第四撚り角度との間の相対的な差、一般に、任意の内側層の撚り角度とそれに隣接する外側層の撚り角度との間の相対的な差は、約4°以下、より好ましくは約3°以下、最も好ましくは約0.5°以下である。いくつかの実施形態において、第一撚り角度は第二撚り角度に等しく、第二撚り角度は第三撚り角度に等しく、第三撚り角度は第四撚り角度に等しく、一般に、任意の内側層の撚り角度は、それに隣接する外側層の撚り角度に等しい。
【0013】
更なる実施形態において、一つ以上の第一撚り長さは第二撚り長さ以下であり、第二撚り長さは第三撚り長さ以下であり、第四撚り長さはすぐ後続の撚り長さ以下であり、及び/又は各後続撚り長さは直前の撚り長さ以下である。他の実施形態において、一つ以上の第一撚り長さは第二撚り長さに等しく、第二撚り長さは第三撚り長さに等しく、及び第三撚り長さは第四撚り長さに等しい。いくつかの実施形態において、当該技術分野において既知のように、平行撚りを使用することが好ましいことがある。
【0014】
更なる態様において、本開示は、コアと、そのコアの回りの伝導体層とを含む、撚り送電ケーブルの別の実施形態を提供し、ここにおいてこのコアは、上述の任意の撚り複合体ケーブルを含み得る。いくつかの代表的な実施形態において、この撚りケーブルは更に、撚り複合体ケーブルコアの撚り複合体ワイヤの回りに撚られる複数の延性ワイヤを含む。
【0015】
特定の代表的な実施形態において、この複数の延性ワイヤは、複合体ケーブルコアの複合体ワイヤの周囲にある複数の放射方向層において、中心長手方向軸の周りに撚られる。追加の代表的な実施形態において、この複数の延性ワイヤの少なくとも一部分は、中心長手方向軸に対するある撚り角度で、及び延性ワイヤの第一撚り長さで、第一撚り方向で撚られる。他の代表的な実施形態において、この複数の延性ワイヤの少なくとも一部分は、中心長手方向軸に対して相対的に画定されるある撚り角度で、及び延性ワイヤの第二撚り長さで、第二撚り方向で撚られる。
【0016】
撚りケーブルの上記態様及びそれに関連した実施形態のうちいずれにおいても、下記の代表的な実施形態が、有利なように採用され得る。ここにおいて、一つの代表的な実施形態において、単一ワイヤは、中心長手方向軸に対してほぼ垂直の方向でとられた断面形状を有し、それは円形又は楕円形である。特定の代表的な実施形態において、この単一ワイヤは複合体ワイヤである。追加の代表的な実施形態において、複合体ワイヤ及び/又は延性ワイヤは、中心長手方向軸に対してほぼ垂直の方向での断面形状を有し、その断面形状は、円形、楕円形、及び台形から選択される。
【0017】
更なる代表的な実施形態において、撚りケーブルは更に、複数の第一複合体ワイヤ、複数の第二複合体ワイヤ、複数の第三複合体ワイヤ、又は複数の第四複合体ワイヤのうちの少なくと一つの周囲を保持する手段を含む。いくつかの代表的な実施形態において、この保持手段は、結合剤又はテープのうち少なくとも一つを含む。特定の代表的な実施形態において、このテープは、複数の第一複合体ワイヤ又は複数の第二複合体ワイヤのうち少なくとも一つの周囲を包む接着テープを含む。特定の現在好まれている実施形態において、この接着テープは感圧性接着剤を含む。
【0018】
一つの追加的態様において、本開示は、上記の態様及び実施形態に記述されるような撚りケーブルの製造方法を提供し、この方法は、中心長手方向軸を画定する単一ワイヤの周りに、複数の第一複合体ワイヤを撚る工程であって、複数の第一複合体ワイヤを撚る工程が中心長手方向軸に対して画定される第一撚り角度で第一撚り方向に実行され、複数の第一複合体ワイヤが第一撚り長さを有する、工程と、複数の第一複合体ワイヤの回りに、複数の第二複合体ワイヤを撚る工程であって、複数の第二複合体ワイヤを撚る工程が中心長手方向軸に対して画定される第二撚り角度で第一撚り方向に実行され、複数の第二複合体ワイヤが第二撚り長さを有する、工程と、を含み、更に第一撚り角度と前記第二撚り角度との相対的な差が、4°以下である。一つの特定の実施形態において、この方法は更に、複合体ワイヤの周りに、複数の延性ワイヤを撚る工程を含む。
【0019】
本開示による撚り複合体ケーブルの代表的な実施形態は、その利用を可能にし、さまざまな用途に利点をもたらす、さまざまな機能及び性質を有する。例えば、いくつかの代表的な実施形態において、本開示による撚り複合体ケーブルは、他の複合体ケーブルに比べた場合、製造中又は使用中に、ケーブルの引張り歪みの低い値での早期破壊又は故障が起こる傾向を低減し得る。加えて、いくつかの代表的な実施形態による撚り複合体ケーブルは、従来の撚り延性金属ワイヤケーブルに比べた場合、改善された耐腐食性、環境耐性(例えば紫外線及び耐湿性)、高温での強度損失に対する抵抗性、クリープ耐性、並びに比較的高い弾性率、低密度、低熱膨張係数、高い導電率、高い懸垂耐性、及び高強度を呈し得る。
【0020】
いくつかの代表的な実施形態において、本開示の実施形態によって製造された撚り複合体ケーブルは、先行技術の複合体ケーブルに比べ、10%以上の引張り強度増加を呈し得る。本開示の特定の実施形態による撚り複合体ケーブルは、更に、特定の重要な用途(例えば架空送電用途での利用)について、引張り強度の最低要件に適合するケーブルの撚りプロセスの収量を増大させるため、より低い製造コストで製造することも可能である。
【0021】
本開示の例示的な実施形態の種々の態様及び利点の概要がまとめられてきた。上記の本開示の概要は、本発明の特定の代表的な実施形態の図示された各実施形態又は全ての実現形態を説明することを意図したものではない。図及び以下の詳細な説明は、本明細書に開示された原理を使用する幾つかの好ましい実施形態を更に具体的に例示する。
【図面の簡単な説明】
【0022】
本開示の代表的実施形態を添付の図面を参照して更に説明する。
【図1A】先行技術の螺旋状撚り送電ケーブルの斜視図。
【図1B】本開示の代表的な実施形態による螺旋状撚り複合体ケーブルの斜視図。
【図2A】本開示の代表的な実施形態によって撚られた複合体ケーブルの概略平面図であり、各ケーブル層の撚り方向、撚り角度及び撚り長さが図示されている。
【図2B】本開示の代表的な実施形態によって撚られた複合体ケーブルの概略平面図であり、各ケーブル層の撚り方向、撚り角度及び撚り長さが図示されている。
【図2C】本開示の代表的な実施形態によって撚られた複合体ケーブルの概略平面図であり、各ケーブル層の撚り方向、撚り角度及び撚り長さが図示されている。
【図3A】本開示の代表的な実施形態によるさまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図3B】本開示の代表的な実施形態によるさまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図3C】本開示の代表的な実施形態によるさまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図3D】本開示の代表的な実施形態によるさまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図4A】本開示の他の代表的な実施形態による、螺旋状撚り複合体ワイヤの回りに撚られた複数の延性ワイヤを含む1層以上の層を備えた、さまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図4B】本開示の他の代表的な実施形態による、螺旋状撚り複合体ワイヤの回りに撚られた複数の延性ワイヤを含む1層以上の層を備えた、さまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図4C】本開示の他の代表的な実施形態による、螺旋状撚り複合体ワイヤの回りに撚られた複数の延性ワイヤを含む1層以上の層を備えた、さまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図4D】本開示の他の代表的な実施形態による、螺旋状撚り複合体ワイヤの回りに撚られた複数の延性ワイヤを含む1層以上の層を備えた、さまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図4E】本開示の他の代表的な実施形態による、螺旋状撚り複合体ワイヤの回りに撚られた複数の延性ワイヤを含む1層以上の層を備えた、さまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図5A】本開示の更なる代表的な実施形態による、撚り複合体ワイヤコアの回りを保持する手段を含んだ、螺旋状撚り複合体ケーブルの側面図。
【図5B】本開示の他の代表的な実施形態による、撚り複合体ワイヤコアの回りを保持するさまざまな手段を含んだ、螺旋状撚り複合体ケーブルの横断端面図。
【図5C】本開示の他の代表的な実施形態による、撚り複合体ワイヤコアの回りを保持するさまざまな手段を含んだ、螺旋状撚り複合体ケーブルの横断端面図。
【図5D】本開示の他の代表的な実施形態による、撚り複合体ワイヤコアの回りを保持するさまざまな手段を含んだ、螺旋状撚り複合体ケーブルの横断端面図。
【図6】本開示の代表的な追加の実施形態による、ケーブル製造に使用される代表的な撚り装置の概略図。
【図7】本開示の追加の代表的な実施形態による、撚り複合体ワイヤコアの回りを保持するさまざまな手段と、撚り複合体ワイヤコアの回りに撚られた複数の延性ワイヤを含む1層以上の層とを含む、螺旋状撚り複合体ケーブルの横断端面図。
【図8】本開示の代表的な螺旋状撚り複合体ケーブルについて、内側ワイヤ層と外側のワイヤ層の間の撚り角度における相対的な差の、測定された引張り強度上の、影響のプロット。
【図9】本開示の代表的な螺旋状撚り複合体ケーブルについて、内側ワイヤ層と外側のワイヤ層の間の撚り長さにおける相対的な差の、測定された引張り強度上の、影響のプロット。
【図10】本開示の代表的な螺旋状撚り複合体ケーブルについて、測定された引張り強度上の、交差角度の影響のプロット。
【0023】
図中、同じ参照番号は、同様の要素を指す。本明細書に含まれる図は、縮尺図ではなく、これらの図中、複合体ケーブルの構成要素は、選択された特徴を強調するために採られたサイズである。
【発明を実施するための形態】
【0024】
説明及び特許請求の範囲で特定の用語が使用されており、大部分は周知であるが、いくらか説明を必要とする場合がある。本明細書で使用されるとき、「ワイヤ」が「脆性」であると述べる場合は、そのワイヤがごくわずかな可塑性変形を伴い、引張り荷重下で破壊することを意味する。
【0025】
ワイヤの変形に関して使用されるとき、用語「延性」は、そのワイヤが曲げの最中に破壊又は破損することなく実質的に可塑性変形されることを意味する。
【0026】
用語「複合体ワイヤ」は、一緒に束ねられた、組成物又は形態の異なる材料の組み合わせから形成されたワイヤであり、脆性又は非延性の性質を呈するものを指す。
【0027】
用語「金属マトリックス複合体ワイヤ」は、一つ以上の延性金属相を含むマトリックスに束ねられた、一つ以上の強化材料を含む複合体ワイヤを指す。
【0028】
用語「ポリマーマトリックス複合体ワイヤ」は、一つ以上のポリマー相を含むマトリックスに束ねられた、一つ以上の強化材料を含む複合体ワイヤを指す。
【0029】
ワイヤの変形に関して使用される用語「曲げ」又は「曲がる」には、二次元の曲げ、及び/又は、撚り中にワイヤを螺旋状に曲げることを含む三次元の曲げが含まれる。曲げ変形を有するワイヤを指す場合、これは、そのワイヤが引張り及び/又はねじり力によってもたらされた変形をも有する可能性を除外するものではない。
【0030】
「顕著な弾性曲げ」変形とは、ワイヤが、そのワイヤの半径の最高10,000倍までの曲率半径で曲げられたときに起こる曲げ変形を意味する。この顕著な弾性曲げ変形は、円形断面のワイヤに適用される場合、ワイヤの外側繊維における少なくとも0.01%の歪みを付与し得る。
【0031】
用語「ケーブル化」及び「撚る」は、「ケーブル化された(される)」及び「撚られた(撚られる)」として交換可能な用語として使用される。
【0032】
用語「撚り」は、螺旋状に撚られたケーブルの撚り層にあるワイヤが、螺旋状に巻かれている状態を指す。
【0033】
用語「撚り方向」は、螺旋状に撚られた層におけるワイヤの撚られた方向を指す。螺旋状に撚られる層の撚り方向を判定するには、そのケーブルが観測者とは反対の方向を指した状態で、観測者が、その螺旋状に撚られたワイヤ層の表面を見る。ワイヤ撚りが、撚りが観測者から離れて進行するに従って、時計方向に回転するように見える場合、そのケーブルは「右旋撚り」を有すると記述される。ワイヤ撚りが観測者から離れるに従って反時計方向に回転するように見える場合、そのケーブルは「左旋撚り」を有すると記述される。
【0034】
用語「中心軸」及び「中心長手方向軸」は交換可能な用語として使用され、多層螺旋撚りケーブルの半径方向での中心に位置する、共通の長手方向軸を意味する。
【0035】
用語「撚り角度」は、螺旋状に撚られたケーブルの中心長手方向軸に対して、撚られたワイヤによって形成される角度を指す。
【0036】
用語「交差角度」は、螺旋状に撚られたワイヤケーブルにおいて隣接するワイヤ層の撚り角度間の相対的な(絶対的な)差を意味する。
【0037】
用語「撚り長さ」は、螺旋状に撚られたケーブルの中心長手方向軸の周りに、螺旋状に撚られたある層内のある単一ワイヤが、螺旋状に完全に1回転する間の、その撚りケーブルの長さを指す。
【0038】
用語「セラミック」は、ガラス、結晶性セラミック、ガラスセラミック、及びこれらの組み合わせが挙げられる。
【0039】
用語「多結晶性」とは、主に複数の結晶性グレインを有し、そのグレイン寸法が、そのグレインの存在する繊維の直径よりも小さいような、材料を意味する。
【0040】
用語「連続繊維」とは、平均繊維直径に比較して、相対的に無限である長さを有する繊維を意味する。これは典型的に、アスペクト比(すなわち、繊維の平均直径に対する繊維の長さの比)1×105以上(いくつかの実施形態においては、少なくとtも1×106、又はさらに少なくとも1×107)を有する繊維を意味する。典型的に、そのような繊維は約15cm〜少なくとも数メートルの桁の長さを有し、更には数キロメートル以上の桁の長さをも有し得る。
【0041】
本開示は、複数の撚られた複合体ワイヤを含む撚りケーブルを提供する。この複合体ワイヤは脆性かつ非延性であり得、よって、ワイヤを破壊せずに螺旋構造を維持しようとする従来のケーブル撚りプロセス中には、十分に変形されないことがある。よって、本開示は、いくつかの実施形態において、より高い引張り強度の撚り複合体ケーブルを提供し、更には、いくつかの実施形態において、撚りケーブルにおけるワイヤの螺旋構造を維持するための手段を提供する。このようにして、撚りケーブルは、中間物品又は最終物品として好都合に提供され得る。この撚り複合体ケーブルは、中間物品として使用される場合、例えば、架空送電ケーブルなどの送電ケーブルなどとしての最終物品に後で組み込むことができる。
【0042】
本開示の様々な代表的実施形態を、特に図面を参照しながら説明する。本開示の代表的な実施形態は、開示の趣旨及び範囲から逸脱することなく、様々な修正や変更が可能である。したがって、本開示の実施形態は以下に記述する代表的な実施形態に限定されず、請求項及びそれと同等の任意のものに定められた制限によって支配されるものと理解されたい。
【0043】
ここで一つの態様において、本開示は撚り複合体ケーブルを提供する。図を参照し、図1Bは、本開示の代表的な実施形態による撚り複合体ケーブル10の斜視図を示す。図に示すように螺旋撚り複合体ケーブル10には、中心長手方向軸を画定する単一ワイヤ2と、第一撚り方向(時計回りが図示されており、右旋撚り方向に対応する)で、複合体ワイヤ2の回りに撚られる複数の第一複合体ワイヤを含む第一層12と、第一撚り角度で、複数の第一複合体ワイヤ4の回りに撚られる複数の第二複合体ワイヤ6を含む第二層14と、が含まれる。
【0044】
所望により、複数の第三の複合体ワイヤ8を含む第三層16が、第一撚り方向で、複数の第二複合体ワイヤ6の回りに撚られて、複合体ケーブル10’を形成し得る。所望により、第四層(図示なし)又はそれ以上の複合体ワイヤ追加層を、第一撚り方向で、複数の第二複合体ワイヤ6の回りに撚られて、複合体ケーブル10’を形成する。所望により、単一ワイヤ2は、図1Bに示すように複合体ワイヤであるが、他の実施形態においては、単一ワイヤ2は、図1Aに示すように例えば脆性金属ワイヤ1などの、脆性ワイヤであり得る。
【0045】
本開示の代表的な実施形態において、複合体ワイヤ(例えば4、6、及び8)の2層以上の撚られた層が、中心長手方向軸を画定する単独中心ワイヤ2の周りに螺旋状に巻かれ、複合体ワイヤの各後続層は、複合体ワイヤの各直前層と同じ撚り方向で巻かれる。更に、各層(12、14及び16)について図1Bでは右旋撚りが示されているが、各層(12、14及び16)について代わりに左旋を使用してもよいことが理解されるであろう。
【0046】
図1B及び図2A〜2Cを参照して、更なる代表的な実施形態において、撚り複合体ケーブルは、中心長手方向軸9を画定する単一ワイヤ2と、中心長手方向軸9に対して画定される第一撚り角度αで、第一撚り長さL(図2A)を有し、単一複合体ワイヤ2の回りに撚られる複数の第一複合体ワイヤ4と、中心長手方向軸9に対して画定される第二撚り角度βで、第二撚り長さL’(図2B)を有し、第一撚り方向で、複数の第一複合体ワイヤ4の回りに撚られる複数の第二複合体ワイヤ6と、を含む。
【0047】
追加の代表的な実施形態において、撚り複合体ケーブルは更に所望により、中心長手方向軸9に対して画定される第一撚り角度で、第三撚り長さL”(図2C)を有し、第三撚り方向で、複数の第二複合体ワイヤ6の回りに撚られる複数の第三複合体ワイヤ8を含み、第二撚り角度βと第三撚り角度γとの相対的な差が、約4°以下である。
【0048】
更なる代表的な実施形態(図示なし)において、この撚りケーブルは更に、その共通の長手方向軸9に対して画定される第一撚り角度(図示なし)で、複数の第三複合体ワイヤ8の回りに撚られる複合体ワイヤの追加の(例えば後続の)層(例えば第四、第五、又はそれ以降の層の)を含み、各層の複合体ワイヤが特徴的な撚り長さを有し、第三撚り角度γと第四又はそれ以降の撚り角度との相対的な差が、約4°以下である。撚り複合体ワイヤの四層又はそれ以上の層が採用されている実施形態では、好ましくは、直径0.5mm以下の複合体ワイヤが利用される。
【0049】
いくつかの実施形態において、第一撚り角度αと第二撚り角度βとの間の相対的な(絶対的な)差は、約4°以下である。特定の代表的な実施形態において、一つ以上の第一撚り角度αと第二撚り角度β、第二撚り角度βと第三撚り角度γとの間の相対的な(絶対的な)差は、4°以下、3°以下、2°以下、1°以下、又は0.5°である。特定の代表的な実施形態において、一つ以上の第一撚り角度は、第二より角度に等しく、第二撚り角度は第三撚り角度に等しく、及び/又は各後続撚り角度は直前の撚り角度に等しい。
【0050】
更なる実施形態において、一つ以上の第一撚り長さは第二撚り長さ以下であり、第二撚り長さは第三撚り長さ以下であり、第四撚り長さはすぐ後続の撚り長さ以下であり、及び/又は各後続撚り長さは直前の撚り長さ以下である。他の実施形態において、一つ以上の第一撚り長さは第二撚り長さに等しく、第二撚り長さは第三撚り長さに等しく、及び/又は各後続撚り長さは直前の撚り長さに等しい。いくつかの実施形態において、当該技術分野において既知のように、平行撚りを使用することが好ましいことがある。
【0051】
さまざまな撚り複合体ケーブル実施形態(10、11、10’、11’)が、図3A、3B、3C及び3Dの断面図にそれぞれ示されている。図3A〜3Dの例示した実施形態それぞれにおいて、複合体ワイヤ(4、6、及び8)は、中心長手方向軸(図示なし)を画定する単一ワイヤ(図3A及び3Cでは2、図3B及び3Dでは1)の周りに、複合体ワイヤ(4、6、及び8)に対応する各層(図1Bの12、14及び16’)において同一である撚り角度(図示なし)で撚られている。そのような撚り角度は時計方向(図1Bに示す右旋撚り)又は反時計方向(左旋撚り、図示なし)であり得る。
【0052】
図3A及び3Cは中心長手方向軸(図示なし)を画定する単独の中心複合体ワイヤ2を示しているが、図3B及び3Dに示すように、単一ワイヤ2は延性金属ワイヤ1であり得ることも、併せて理解される。更に、複合体ワイヤの各層はある撚り長さを呈し(図3A〜3Dに図示なし)、複合体ワイヤの各層の撚り長さは異なっていてよく、又は好ましくは、同じ撚り長さであり得る。
【0053】
更に、いくつかの代表的な実施形態において、各複合体ワイヤは、中心長手方向軸に対して実質的に垂直の方向に、全般に円形、楕円形、又は台形の断面形状を有する。特定の代表的な実施形態において、複合体ワイヤはそれぞれ、全般に円形の断面形状を有し、各複合体ワイヤの直径は約0.1mm以上であり、より好ましくは0.5mm以上であり、更により好ましくは1mm以上であり、更により好ましくは2mm以上であり、最も好ましくは3mm以上であり、かつ、約15mm以下であり、より好ましくは10mm以下であり、更により好ましくは5mm以下であり、更により好ましくは4mm以下であり、最も好ましくは3mm以下である。他の代表的な実施形態において、各複合体ワイヤの直径は1mm未満、又は5mmを超え得る。
【0054】
典型的に、全般に円形の断面形状を有する単独中心ワイヤの平均直径は、約0.1mm〜約15mmの範囲である。いくつかの実施形態において、単独中心ワイヤの平均直径は望ましくは約0.1mm以上、0.5mm以上、1mm以上、2mm以上、3mm以上、4mm以上、又は最高約5mmである。他の実施形態において、単独中心ワイヤの平均直径は約0.5mm未満、約1mm未満、約3mm未満、約5mm未満、約10mm未満、又は約15mm未満である。
【0055】
図3A〜3Dに示されていない追加の代表的な実施形態において、撚り複合体ケーブルには、中心長手方向軸を画定する単一ワイヤの回りに3層を超える複合体ワイヤを撚られた層が含まれ得る。特定の代表的な実施形態において、複合体ケーブルの各層における各複合体ワイヤは、同じ構造及び形状であり得るが、これは、本明細書に記述される利点を達成するのに必須ではない。
【0056】
更なる態様において、本開示は、複合体コアと、その複合体コアの回りの伝導体層とを含む、撚り送電ケーブルのさまざまな実施形態を提供し、この複合体コアは、上述の任意の撚り複合体ケーブルを含み得る。いくつかの実施形態において、この送電ケーブルは、架空送電ケーブル、又は地下送電ケーブルとして有用であり得る。特定の代表的な実施形態において、この伝導体層は、複合体ケーブルコアのほぼ全表面に接触する金属層を含む。他の代表的な実施形態において、この伝導体層は、複合体ケーブルコアの周りに撚られた複数の延性金属伝導体ワイヤを含む。
【0057】
図4A〜4Eは撚りケーブル(図4A、4B、4C、4D及び4Eに対応する30、40、50、60又は70)の代表的な実施形態を示し、延性ワイヤ(例えば28、28’、28”)例えば、延性金属伝導体ワイヤの、1層以上の追加層が、図3Aの複合体ケーブルコア10の回りに螺旋状に撚られる。しかしながら、本開示はこれらの代表的な実施形態に限定されるものではなく、他の複合体ケーブルコア(例えば、図3B、3C及び3Dにそれぞれの複合体ケーブル11、10’、及び11’)を用いた他の実施形態も、本開示の範囲内であることが理解されよう。
【0058】
よって、図4Aに示された特定の実施形態において、撚りケーブル30には、図1B、2A〜2B、及び3Aに示されるような撚り複合体10の回りに撚られた、複数の第一延性ワイヤ28が含まれる。図4Bに示された追加の実施形態において、撚りケーブル40には、図4Aの撚りケーブル30の、複数の第一延性ワイヤ28の回りに撚られる、複数の第二延性ワイヤ28’が含まれる。図4Cに示された更なる実施形態において、撚りケーブル50には、図4Bの撚りケーブル40の、複数の第二延性ワイヤ28’の回りに撚られる、複数の第三延性ワイヤ28”が含まれる。
【0059】
図4A〜4Cによって示される特定の実施形態において、対応する撚りケーブル(30、40又は50)は、図3Aの撚り複合体ケーブル10を含むコアを有し、これには中心長手方向軸9を画定する単一ワイヤ2(図2C)と、第一撚り方向で、単独複合体ワイヤ2の回りに撚られる複数の第一複合体ワイヤ4を含む第一層12と、第一撚り方向で、複数の第一複合体ワイヤ4の回りに撚られる複数の第二複合体ワイヤ6を含む第二層14と、が含まれる。特定の代表的な実施例において、複数の第一延性ワイヤ28は、隣接する放射状層(例えば、複数の第二複合体ワイヤ6を含む第二層14)とは逆の撚り方向で撚られる。
【0060】
他の代表的な実施例において、複数の第一延性ワイヤ28は、隣接する放射状層(例えば、複数の第二複合体ワイヤ6を含む第二層14)と同じ撚り方向で撚られる。更なる代表的な実施形態において、複数の第一延性ワイヤ28、複数の第二延性ワイヤ28’、又は複数の第三延性ワイヤ28”は、隣接する放射状層(例えば複数の第二複合体ワイヤ6を含む第二層14)とは逆の撚り方向で撚られる。
【0061】
更なる代表的な実施形態において、各延性ワイヤ(28、28’、又は28”)は、中心長手方向軸に対して実質的に垂直の方向に、円形、楕円形、又は台形から選択される断面形状を有する。図4A〜4Cは、各延性ワイヤ(28、28’、又は28”)が、中心長手方向軸に対して実質的に垂直の方向に、実質的に円形の断面形状を有する実施形態を示す。図4Dに示された特定の実施形態において、撚りケーブル60には、図1B、2A〜2Bに示すような撚り複合体10の回りに撚られる、複数の第一台形形状の延性ワイヤ28が全般的に含まれる。図4Eに示される更なる実施形態において、撚りケーブル70には更に、図4Dの撚りケーブル60の回りに撚られる、複数の第二台形形状の延性ワイヤ28’が全般的に含まれる。
【0062】
更なる代表的な実施形態において、これら延性ワイヤ(28、28’、又は28”)の一部又は全ては、中心長手方向軸に対して実質的に垂直の方向に、「Z」又は「S」形(図示なし)の断面形状を有し得る。そのような形状のワイヤは当該技術分野において既知であり、例えば、相互に連結するケーブル外層を形成するのに望ましいことがある。
【0063】
追加の実施形態において、延性ワイヤ(28、28’、又は28”)は、銅、アルミニウム、鉄、亜鉛、コバルト、ニッケル、クロム、チタン、タングステン、バナジウム、ジルコニウム、マンガン、ケイ素、これらの合金、及びこれらの組み合わせからなる群から選択される一つ以上の金属を含む。
【0064】
撚り複合体ケーブルは、例えば、前述の螺旋状に撚られた複合体ケーブル、又はその他の撚り複合体ケーブルなど、複合体ワイヤを含むコアの回りに、複数の延性ワイヤを撚ることによって、最終物品、例えば牽引ケーブル、巻上げ機ケーブル、架空送電ケーブル、及び同等物などに後で組み込まれる中間物品として使用され得る。例えばコアは、当該技術分野において既知の技法を用い、上述のようにして、単独の中心ワイヤ(2)の回りに、2層以上の複合体ワイヤ(4、6、8)を撚る(例えば螺旋状に巻き付ける)ことによって作製することができる。典型的に、そのような螺旋状に撚られた複合体ケーブルコアは、最低で19本の個別ワイヤから、50本以上ものワイヤを含む傾向にある。
【0065】
複数の複合体ワイヤを含むコア(2、4、6)については、そのいくつかの実施形態において、撚り中又は撚り後に、例えばテープの上巻き(接着剤の有無を問わず)又は結合剤などの保持手段を用いて、複合体ワイヤ(例えば、少なくとも、図5A〜5Dの第二層14における複数の第二複合体ワイヤ6)を一緒に保持することが望ましい(例えば米国特許第6,559,385 B1号(Johnson et al.)を参照)。図5A〜5Cは、撚き付けた後に複合体ワイヤを一緒に保持するため、テープ18の形状の保持手段を使用しているさまざまな実施形態を示す。
【0066】
図5Aは、撚りケーブル10(図1B、2A〜2B、及び3A)の側面図であり、撚り複合体ケーブル10の複合体ワイヤ(2、4、6)の回りに部分的に適用されたテープ18を含む、代表的な保持手段を伴っている。図5Bに示すように、テープ18は、接着層22を伴う支持体20を含み得る。別の方法としては、図5Cに示すように、テープ18は、接着層なしで、支持体20のみを含み得る。
【0067】
特定の代表的な実施形態において、テープ18は、図5Aに示すように、各後続の巻きを、隙間なくかつ重なりなしに、前の巻きに境を接するように巻き付けることができる。別の方法としては、いくつかの実施形態において、後続の巻きは、各巻きの間に隙間を残すような間隔があるように、あるいは前の巻きに重なるように、することができる。一つの好ましい実施形態において、テープ18は、各巻きが、前の巻きに対して、テープ幅の約1/3〜1/2重なるように巻かれる。
【0068】
図5Bは、保持手段が、接着剤22を伴う支持体20を含むテープ18である、図5Aの撚りケーブルの端面図である。この代表的な実施形態において、好適な接着剤には例えば、(メタ)アクリレート(コ)ポリマー系接着剤、ポリ(α−オレフィン)接着剤、ブロックコポリマー系接着剤、天然ゴム系接着剤、シリコーン系接着剤、及びホットメルト接着剤が挙げられる。感圧性接着剤は、特定の実施形態において好ましいことがある。
【0069】
更なる代表的な実施形態において、テープ18又は支持体20の好適な材料には、金属ホイル(特にアルミニウム)、ポリエステル、ポリイミド、及びガラス強化支持体が挙げられ、ここにおいてテープ18は弾性曲げ変形を維持するのに十分強く、包まれた構成をそれ自体だけで保持することができ、又は必要に応じて十分に拘束される。一つの特に好ましい支持体20はアルミニウムである。そのような支持体は、好ましくは厚さが0.05〜0.13mm(0.002〜0.005インチ)であり、幅は撚りケーブル10の直径に基づいて選択される。例えば、二層の撚り複合体ワイヤを有し(例えば図5Aに示すもの)、直径約1.3cm(0.5インチ)を有する、撚りケーブル10については、幅2.5cm(1.0インチ)を有するアルミニウムテープが好ましい。
【0070】
現在好ましい市販のテープには、次の金属ホイルテープが挙げられる(3M Company(ミネソタ州セントポール)から市販):テープ438、厚さ0.13mm(0.005インチ)アルミ支持体、アクリル接着剤付き、合計テープ厚さ0.18mm(0.0072インチ);テープ431、厚さ0.05mm(0.0019インチ)アルミニウム支持体、アクリル接着剤付き、合計テープ厚さ0.08mm(0.0031インチ);及びテープ433、厚さ0.05mm(0.002インチ)アルミニウム支持体、シリコーン接着剤付き、合計テープ厚さ0.09mm(0.0036インチ)。好適な金属ホイル/ガラスクロステープは、実施例に記述されているように、テープ363(3M Company(ミネソタ州セントポール)から市販)である。好適なポリエステル支持体テープには、厚さ0.03mm(0.001インチ)のポリエステル支持体、シリコーン系接着剤、及び合計テープ厚さ0.03mm(0.0018インチ)の、ポリエステルテープ8402(3M Company(ミネソタ州セントポール)から市販)が挙げられる。
【0071】
図5Cは、テープ18が接着剤22のない支持体20を含む、図5Aの撚りケーブルの端面図である。テープ18が接着剤なしの支持体20であるとき、支持体20の好適な材料には、接着剤付きの使用において上述したもののうち任意のものが含まれ、好適な支持体は、厚さが0.05〜0.13mm(0.002〜0.005インチ)、幅2.54cm(1.0インチ)を有するアルミニウム支持体である。
【0072】
接着剤22の有無を問わず、テープ18を保持手段として使用する場合、テープは、当該技術分野において既知であるような従来型のテープ巻き装置でこの撚りケーブルに適用することができる。好適なテープ巻き装置には、例えばモデル番号CT−300同心テーピングヘッドなどの、Watson Machine,International(ニュージャージー州パターソン)から市販されているものが挙げられる。テープ上巻きステーションは一般に、ケーブル撚り装置の出口に配置され、ケーブル10が巻き取りスプール上に巻かれる前に、螺旋状に撚られた複合体ワイヤに適用される。テープ18は、弾性変形された複合体ワイヤの撚り配置を保持できるよう選択される。
【0073】
図5Dは、複合体ワイヤ(2、4、6)をその撚り配置に保持するよう、撚りケーブル10に適用される結合剤24の形状での保持手段を用いた、撚り複合体ケーブル34の別の代表的な実施形態を示す。好適な結合剤24には、6〜20個の炭素原子を含むモノマーと、米国特許第5,112,882号(Babu et al.)に記述されているような光架橋剤と、から誘導された、1つ以上のポリ(α−オレフィン)ホモポリマー、コポリマー、ターポリマー、及びテトラポリマーが挙げられる。これらの材料の放射線硬化は、剥離及び剪断接着特性の有利なバランスを有する接着フィルムを提供する。
【0074】
別の方法としては、結合剤24は熱硬化性材料を含み得、これにはエポキシが含まれるがこれに限定されない。いくつかの結合剤について、上述のように、ワイヤがケーブル化装置から出る際に、撚りケーブル10上に結合剤24を押し出すか又は別の方法でコーティングすることが好ましい。別の方法としては、結合剤24は、転写テープとして供給される接着剤の形態で適用することができる。この場合、結合剤24は転写又は剥離シート(図示なし)に適用される。この剥離シートで、撚りケーブル10の複合体ワイヤの回りが包まれる。次に支持体を除去すると、接着剤層が結合剤24として残る。
【0075】
更なる実施形態において、接着剤22又は結合剤24は所望により、複合体ワイヤの各層(例えば図1Bの12、14、16)の回りに、又は、複合体ワイヤ(例えば図1Bの2、4、6、8)の任意の好適な層の間に適用されることが望ましい場合がある。
【0076】
一つの現在好ましい実施形態において、これら保持手段は、撚り複合体ケーブル10の合計直径に著しい増加はもたらさない。好ましくは、保持手段を含む撚り複合体ケーブルの外形は、保持手段を除外した複数の撚り複合体ワイヤ(2、4、6、8)の外形の110%以下であり、より好ましくは105%以下であり、最も好ましくは102%以下である。
【0077】
複合体ワイヤには、従来型のケーブル化装置で撚られているときに、顕著な量の弾性曲げ変形が行われることが認識されよう。ワイヤの螺旋構成を保持するための保持手段が存在しない場合、この顕著な弾性曲げ変形によって、ワイヤの撚りをほどく、又は曲げ形状を元に戻すような作用が生じ得る。よって、いくつかの実施形態において、保持手段は、複数の撚り複合体ワイヤ(図1Bの2、4、6、8)の著しい弾性曲げ変形を保持するよう選択される。
【0078】
更に、撚りケーブル10の目的用途によっては、特定の保持手段がその用途に、より好適であることが示唆され得る。例えば、撚りケーブル10が送電ケーブルのコアとして使用される場合は、この用途で曝され得る温度及びその他の条件で、この伝送ケーブルが悪影響を受けないように、結合剤24、又は接着剤22を使用しないテープ18のいずれかを選択すべきである。接着テープ18が保持手段として使用されるとき、接着剤22と支持体20との両方が、この目的用途に好適となるよう選択されるべきである。
【0079】
特定の代表的な実施形態において、撚り複合体ワイヤ(例えば図1Bの2、4、6、8)はそれぞれ、後に詳しく述べるように、マトリックス内に複数の連続繊維を含む。ワイヤは複合体であるため、延性ワイヤでは可能であるようなケーブル化操作中の可塑性変形を受け入れない。例えば、延性ワイヤを含む先行技術の構成において、従来のケーブル化プロセスは、複合体ワイヤを螺旋形状に恒久的かつ可塑的に変形させるよう実行することができる。本開示は、従来の非複合体ワイヤに比べ、優れた望ましい特性を提供できる、複合体ワイヤの使用を可能にする。この保持手段により、この撚り複合体ケーブルを最終物品として便利に取り扱うことが可能になり、又は後続の最終物品に組み込む前に便利に取り扱うことが可能になる。
【0080】
本開示は任意の好適な複合体ワイヤと共に実施することができるが、特定の代表的な実施形態において、複合体ワイヤのそれぞれが、マトリックス中に少なくとも一つの連続繊維トウ、又は連続単繊維を含む、繊維強化複合体ワイヤとなるよう選択される。
【0081】
複合体ワイヤの好ましい実施形態は、マトリックス中に複数の連続繊維を含む。好ましい繊維は、多結晶性α−Al2O3を含む。これらの、複合体ワイヤの好ましい実施形態は、好ましくは、0.4%以上の破断引張歪み、より好ましくは0.7%以上の破断引張歪みを有する。いくつかの実施形態において、金属マトリックス複合体コア内の繊維の数の85%以上(実施形態によっては、90%以上、又は更には95%以上)が連続している。
【0082】
本開示に使用し得る他の複合体ワイヤには、ガラス/エポキシワイヤ、炭化ケイ素/アルミニウム複合体ワイヤ、炭素/アルミニウム複合体ワイヤ、炭素/エポキシ複合体ワイヤ、炭素/ポリエチルエチルケトン(PEEK)ワイヤ、炭素/(コ)ポリマーワイヤ、及びこれら複合体ワイヤの組み合わせが挙げられる。
【0083】
好適なガラス繊維の例には、当該技術分野において既知であるように、A−Glass、B−Glass、C−Glass、D−Glass、S−Glass、AR−Glass、R−Glass、グラスファイバー及びパラグラスが挙げられる。他のガラス繊維も使用することができるが、このリストは限定的ではなく、例えばCorning Glass Company(ニューヨーク州コーニング)から市販されているさまざまな種類のガラス繊維が存在する。
【0084】
いくつかの代表的な実施形態において、連続ガラス繊維が好ましい場合がある。典型的には、連続ガラス繊維は、約3μm〜約19μmの範囲の平均繊維直径を有する。いくつかの実施形態において、ガラス繊維は、少なくとも3GPa、4GPa、及び/又は更には少なくとも5GPaの平均引張強度を有する。いくつかの実施形態において、ガラス繊維は、約60GPa〜95GPa、又は約60GPa〜約90GPaの範囲の弾性率を有する。
【0085】
好適なセラミック繊維の例には、金属酸化物(例えばアルミナ)繊維、窒化ホウ素繊維、炭化ケイ素繊維、及びこれらの繊維の任意の組み合わせが挙げられる。典型的に、セラミック酸化物繊維は、結晶性セラミック、及び/又は結晶性セラミックとガラスとの混合物(すなわち、繊維は結晶性セラミックとガラス相の両方を含み得る)である。典型的には、そのような繊維は、50m以上の桁の長さを有し、キロメートル又はそれ以上の桁の長さを有することさえできる。典型的には、連続セラミック繊維は、約5μm〜約50μm、約5μm〜約25μm、約8μm〜約25μm、又は更に約8μm〜約20μmの、範囲の平均繊維直径を有する。いくつかの実施形態において、この結晶性セラミック繊維は、1.4GPa以上、1.7GPa以上、2.1GPa以上、又は更には2.8GPaの平均引張り強度を有する。いくつかの実施形態において、この結晶性セラミック繊維は、70GPaを超え約1000GPa以下、又は更には420GPa以下の弾性率を有する。
【0086】
好適な単繊維セラミック繊維の例には、炭化ケイ素繊維が挙げられる。典型的に、炭化ケイ素単繊維は、結晶性セラミック、及び/又は結晶性セラミックとガラスとの混合物(すなわち、繊維は結晶性セラミックとガラス相の両方を含み得る)である。典型的には、そのような繊維は、50m以上の桁の長さを有し、キロメートル又はそれ以上の桁の長さを有することさえできる。典型的には、連続炭化ケイ素単繊維は、約100μm〜約250μmの範囲の平均繊維直径を有する。いくつかの実施形態において、この結晶性セラミック繊維は、2.8GPa以上、3.5GPa以上、4.2GPa以上、及び/又は更には6GPaの平均引張り強度を有する。いくつかの実施形態において、この結晶性セラミック繊維は、250GPaを超え約500GPa以下、又は更には430GPa以下の弾性率を有する。
【0087】
好適なアルミナ繊維は、例えば、米国特許第4,954,462号(Wood et al.)及び同第5,185,299号(Wood et al.)に記載されている。いくつかの実施形態では、アルミナ繊維は多結晶性アルファアルミナ繊維であり、理論上の酸化物系で、アルミナ繊維の総重量を基準として、99重量%を超えるAl2O3及び0.2〜0.5重量%のSiO2を含む。別の態様では、いくつかの望ましい多結晶性アルファアルミナ繊維は、平均粒径1マイクロメートル未満(又は、いくつかの実施形態においては、更には0.5マイクロメートル未満)のアルファアルミナを含む。別の様態では、いくつかの実施形態において、多結晶性アルファアルミナ繊維の平均引張り強度は、1.6GPa以上(いくつかの実施形態では、2.1GPa以上、又は更には2.8GPa以上)である。代表的なアルファアルミナ繊維は、商品名「NEXTEL 610」(3M Company(ミネソタ州セントポール))として市販されている。
【0088】
好適なアルミノシリケート繊維は、例えば、米国特許第4,047,965号(Karst et al)に記述されている。代表的なアルミノシリケート繊維は、商品名「NEXTEL 440」、「NEXTEL 550」、及び「NEXTEL 720」(3M Company(ミネソタ州セントポール))として販売されている。アルミノボロシリケート繊維は、例えば、米国特許第3,795,524号(Sowman)に記述されている。代表的なアルミノボロシリケート繊維は、商品名「NEXTEL 312」(3M Company(ミネソタ州セントポール))として販売されている。窒化ホウ素繊維は、例えば、米国特許第3,429,722号(Economy)及び同第5,780,154号(Okano et al.)に記述されている。更に、代表的な炭化ケイ素繊維は、例えば、カリフォルニア州サンディエゴのCOI Ceramicsから500繊維のトウの商品名「NICALON」が、日本の宇部興産(Ube Industries)から商品名「TYRANNO」が、ミシガン州ミッドランドのDow Corningから商品名「SYLRAMIC」が、市販されている。
【0089】
好適な炭素繊維には、例えばPANEX(登録商標)及びPYRON(登録商標)(ZOLTEK(ミズーリ州ブリッジトン)から市販)、THORNEL(CYTEC Industries,Inc.(ニュージャージー州パターソン)から市販)、HEXTOW(HEXCEL,Inc.(コネチカット州サウスベリ)から市販)、及びTORAYCA(東レ株式会社(TORAY Industries,Ltd.)(日本・東京)から市販)が挙げられる。そのような炭素繊維は、ポリアクリロニトリル(PAN)前駆体から誘導され得る。その他の好適な炭素繊維には、当該技術分野において既知のように、PAN−IM、PAN−HM、PAN UHM、PITCH又はレーヨン副産物が挙げられる。
【0090】
追加の好適な市販繊維には、ALTEX(住友化学株式会社(Sumitomo Chemical Company)(日本・大阪)から市販)、ALCEN(株式会社ニチビ(Nitivy Company,Ltd.)、日本・東京)から市販)が挙げられる。
【0091】
好適な繊維には更に、形状記憶合金(マルテンサイト形質転換を起こす金属合金で、形質転換温度より下の温度で双晶化メカニズムにより変形可能となり、形質転換温度より上に加熱されて双晶組織が元の相に戻ると、このような変形が元に戻り得る)が挙げられる。市販されている形状記憶合金繊維があり、例えばJohnson Matthey Company(ペンシルバニア州ウェストホワイトランド)から市販されている。
【0092】
いくつかの実施形態において、セラミック繊維がトウ内にある。トウは、繊維分野で既知であり、複数の(個別の)繊維(典型的には100本以上、より典型的には400本以上の繊維)がロービング様形状に集まったものを指す。いくつかの実施形態において、トウは、トウ当たり780本以上の個別繊維を含み、場合によっては、トウ当たり2600本以上の個別繊維、又は別の場合では、トウ当たり5200本以上の個別繊維を含む。セラミック繊維のトウは一般に、300m、500m、750m、1000m、1500m、2500m、5000m、7500m及びそれ以上を含む、様々な長さで入手可能である。繊維は、円形又は楕円形である断面形状を有し得る。
【0093】
市販されている繊維は典型的に、潤滑性をもたらし、取扱い中に繊維ストランドを保護するために、製造中に繊維に添加される有機糊剤を典型的に含み得る。糊剤は、例えば、繊維から離れた糊剤を溶解又は燃焼させることによって除去することができる。典型的には、金属マトリックス複合体ワイヤを形成する前に、糊剤を除去することが望ましい。繊維はまた、例えば繊維の湿潤性を強化するために使用されているコーティングを有していることがあり、これが繊維と溶融金属マトリックス材料との間の反応を低下又は阻害する。このようなコーティング、及びこのようなコーティングを提供するための技法は、繊維及び複合体の分野で既知である。
【0094】
更なる代表的な実施形態において、複合体ワイヤはそれぞれ、金属マトリックス複合体ワイヤとポリマー複合体ワイヤから選択される。好適な複合体ワイヤは、例えば、米国特許第6,180,232号、同第6,245,425号、同第6,329,056号、同第6,336,495号、同第6,344,270号、同第6,447,927号、同第6,460,597号、同第6,544,645号、同第6,559,385号、同第6,723,451号、及び同第7,093,416号に開示されている。
【0095】
一つの現在好まれている繊維強化金属マトリックス複合体ワイヤは、セラミック繊維強化アルミニウムマトリックス複合体ワイヤである。セラミック繊維強化アルミニウムマトリックス複合体ワイヤは、好ましくは、ほぼ純粋な元素アルミニウム、又は純粋なアルミニウムと最高約2重量%(マトリックスの合計重量に対して)の銅との合金のいずれかのマトリックス内に封入された、多結晶性α−Al2O3の連続繊維を含む。好ましい繊維は、寸法が約100nm未満の等軸晶グレインを含み、繊維直径が約1〜50μmの範囲である。約5〜25μmの範囲の繊維直径が好ましく、約5〜15μmの範囲の繊維直径が最も好ましい。
【0096】
本開示の好ましい繊維強化複合体ワイヤは、1立方センチメートル当たり約3.90〜3.95グラムの繊維密度を有する。好ましい繊維の中には、米国特許第4,954,462号(Wood et al.)に記述されているものがある。好ましい繊維は、商品名「NEXTEL 610」アルファアルミナ系繊維(3M Company(ミネソタ州セントポール))として市販されている。封入するマトリックスは、それ自体が繊維材料と化学的に顕著に反応しない(すなわち、繊維材料に対して化学的に比較的不活性である)ように選択され、これにより繊維外側に保護コーティングを施す必要がなくなる。
【0097】
複合体ワイヤで、特定の現在好まれている実施形態において、ほぼ純粋な元素アルミニウム、又は元素アルミニウムと最高約2重量%(マトリックスの合計重量に対して)の銅との合金のいずれかを含むマトリックスの使用は、好結果のワイヤを生み出すことが示されている。本明細書において用語「ほぼ純粋な元素アルミニウム」、「純粋なアルミニウム」及び「元素アルミニウム」は互換可能な用語であり、約0.05重量%未満の不純物を含むアルミニウムを意味するためのものである。
【0098】
一つの現在好まれている実施形態において、複合体ワイヤは、ほぼ元素アルミニウムのマトリックス内に、約30〜70体積%(複合体ワイヤの合計体積に対して)の多結晶性α−Al2O3繊維を含む。このマトリックスは、マトリックスの合計重量に対して、約0.03重量%未満の鉄を含むことが現在好ましく、最も好ましくは、約0.01重量%未満の鉄を含む。約40〜60%の多結晶性α−Al2O3繊維の繊維含有量が好ましい。約20MPa未満の降伏強さを有するマトリックスと、約2.8GPa未満の長手方向引張り強度を有する繊維と、を有するマトリックスで形成された、そのような複合体ワイヤは、優れた強度特性を有することが見出されている。
【0099】
マトリックスはまた、元素アルミニウムと最高約2重量%(マトリックスの合計重量に対して)の銅との合金から形成され得る。ほぼ純粋な元素アルミニウムマトリックスが使用されている実施形態と同様、アルミニウム/銅合金マトリックスを有する複合体ワイヤは好ましくは、複合体の合計体積に対して約30〜70体積%の多結晶性α−Al2O3繊維を含み、より好ましくは約40〜60体積%の多結晶性α−Al2O3繊維を含む。加えて、このマトリックスは好ましくは、マトリックスの合計重量に対して、約0.03重量%未満の鉄を含み、最も好ましくは、約0.01重量%未満の鉄を含む。アルミニウム/銅マトリックスは好ましくは、約90MPa未満の降伏強さを有し、多結晶性α−Al2O3繊維は約2.8GPa以上の長手方向引張り強度を有する。
【0100】
複合体ワイヤは、好ましくは、上述の、ほぼ純粋な元素アルミニウムマトリックス内に、又は元素アルミニウムと最高約2重量%の銅との合金から形成されたマトリックス内に、封入された、ほぼ連続の多結晶性α−Al2O3繊維から形成される。そのようなワイヤは、一般に、ほぼ連続の多結晶性α−Al2O3繊維のスプールを、繊維トウに配置するプロセスによって製造され、溶融マトリックス材料の液浴内を通って引っ張られる。結果として得られたセグメントを次に固化させることにより、マトリックス内に封入された繊維が得られる。
【0101】
代表的な金属マトリックス材料は、アルミニウム(例えば高純度(例えば99.95%超)元素アルミニウム)、亜鉛、スズ、マグネシウム、及びこれらの合金(例えばアルミニウムと銅の合金)が挙げられる。通常、例えば繊維外面に保護コーティングを提供する必要性を除去するために、マトリックス材料が繊維と著しく化学反応しない(すなわち、繊維材料に関して比較的化学的に不活性である)ように、マトリックス材料が選択される。いくつかの実施形態において、マトリックス材料としては、望ましくは、アルミニウム及びその合金が挙げられる。
【0102】
いくつかの実施形態において、金属マトリックスは、98重量パーセント以上のアルミニウム、99重量パーセント以上のアルミニウム、99.9重量パーセントを超えるアルミニウム、又は更には99.95重量パーセントを超えるアルミニウムを含む。アルミニウムと銅との代表的なアルミニウム合金は、98重量パーセント以上のAlと最高2重量パーセントの銅を含む。いくつかの実施形態において、有用な合金は1000、2000、3000、4000、5000、6000、7000及び/又は8000シリーズのアルミニウム合金である(アルミニウム協会表記)。より高い純度の金属が、より高い引張強度のワイヤを製造するのに望ましい傾向があるが、純度のより低い形態の金属も有用である。
【0103】
適切な金属が市販されている。例えば、アルミニウムは、Alcoa(ペンシルバニア州ピッツバーグ)から、商品名「SUPRE PURE ALUMINUM;99.99%Al」で入手可能である。アルミニウム合金(例えば、Al−2重量%の銅(0.03重量%不純物))はBelmont Metals(ニューヨーク州ニューヨーク)から得ることができる。亜鉛及びスズは、例えば、Metal Services(ミネソタ州セントポールの)から入手可能である(「純亜鉛」;99.999%の純度及び「純スズ」;99.95%の純度)。例えば、マグネシウムは、Magnesium Elektron(英国マンチェスターの)から、商品名「PURE」で入手可能である。マグネシウム合金(例えばWE43A、EZ33A、AZ81A、及びZE41A)は、例えばTIMET(コロラド州デンバー)から得ることができる。
【0104】
金属マトリックス複合体ワイヤは、典型的には、繊維及びマトリックス材料の合わせた総体積に対して、15体積パーセント以上(実施形態によっては、20、25、30、35、40、45、又は更には50体積パーセント以上)の繊維を含む。より典型的には、複合体コア及びワイヤは、繊維及びマトリックス材料の合わせた総体積に対して、40〜75(実施形態によっては45〜70)体積パーセントの範囲の繊維を含む。
【0105】
金属マトリックス複合体ワイヤは、当該技術分野において既知の手法を用いて作製できる。例えば、連続金属マトリックス浸潤プロセスで、連続する金属マトリックス複合体ワイヤを作製することができる。一つの好適なプロセスが、例えば、米国特許第6,485,796号(Carpenter et al.)に記載されている。当該技術分野において既知の引抜成形プロセスによって、ポリマー及び繊維を含むワイヤが作製され得る。
追加の代表的な実施形態において、複合体ワイヤはポリマー複合体ワイヤを含むよう選択される。ポリマー複合体ワイヤは、ポリマーマトリックス内に少なくとも1本の連続繊維を含む。いくつかの代表的な実施形態において、少なくとも1本の連続繊維は、金属、炭素、セラミック、ガラス、及びこれらの組み合わせを含む。特定の現在好まれている実施形態において、少なくとも1本の連続繊維は、チタン、タングステン、ホウ素、形状記憶合金、カーボンナノチューブ、グラファイト、炭化ケイ素、ホウ素、アラミド、ポリ(p−フェニレン−2,6−ベンゾビスオキサゾール)3、及びこれらの組み合わせを含む。追加の現在好まれている実施形態において、ポリマーマトリックスは、エポキシ、エステル、ビニルエステル、ポリイミド、ポリエステル、シアン酸エステル、フェノール樹脂、ビスマレイミド樹脂、及びこれらの組み合わせから選択される(コ)ポリマーを含む。
【0106】
本開示の特定の実施形態に従って複合体コアの回りに撚る複合コア(例えば送電ケーブル)を提供するための延性金属ワイヤは、当該技術分野において既知である。好ましい延性金属には、鉄、鋼、ジルコニウム、銅、スズ、カドミウム、アルミニウム、マンガン、及び亜鉛、並びに他の金属及び/又はケイ素との合金、及び同様物が挙げられる。銅ワイヤは、例えば、Southwire Company(ジョージア州キャロルトン)から市販されている。アルミニウムワイヤは、例えば、Nexans(カナダ・ウェイバーン)から商品名「1350−H19アルミニウム」又はSouthwire Company(ジョージア州キャロルトン)から「1350−H0アルミニウム」として市販されている。
【0107】
典型的には、銅ワイヤは、約20℃〜約800℃の温度範囲以上で、約12ppm/℃〜約18ppm/℃の範囲の熱膨張係数を有する。銅合金(例えば、Southwire Company(ジョージア州キャロルトン)から市販されているCu−Si−X、Cu−Al−X、Cu−Sn−X、Cu−Cd(式中、X=Fe、Mn、Zn、Sn、及び/又はSi)などの銅ブロンズ、例えば、OMG Americas Corporation(ノースカロライナ州リサーチ・トライアングル・パーク)から商品名「GLIDCOP」として市販されている酸化物分散強化銅)のワイヤ。いくつかの実施形態において、銅合金ワイヤは、約20℃〜約800℃の温度範囲以上で、約10ppm/℃〜約25ppm/℃の範囲の熱膨張係数を有する。ワイヤは、どのような種類の形状(例えば、円形、楕円形、及び台形)であってもよい。
【0108】
典型的には、アルミニウムワイヤは、約20℃〜約500℃の温度範囲以上で、約20ppm/℃〜約25ppm/℃の範囲の熱膨張係数を有する。いくつかの実施形態では、アルミニウムワイヤ(例えば、「1350−H19アルミニウム」)は、138MPa(20ksi)以上、158MPa(23ksi)以上、172MPa(25ksi)以上、186MPa(27ksi)以上、又は更には200MPa(29ksi)以上の引張り強度を有する。いくつかの実施形態では、アルミニウムワイヤ(例えば、「1350−H0アルミニウム」)は、41MPa(6ksi)超〜97MPa(14ksi)以下、又は更には83MPa(12ksi)以下の引張り強度を有する。
【0109】
アルミニウム合金ワイヤは市販されており、例えば、商品名「ZTAL」、「XTAL」及び「KTAL」(住友電気工業株式会社(Sumitomo Electric Industries)(日本・大阪))、又は、「6201」(Southwire Company(ジョージア州キャロルトン))で市販されているアルミニウム−ジルコニウム合金ワイヤがある。いくつかの実施形態において、アルミニウム合金ワイヤは、約20℃〜約500℃の温度範囲以上で、約20ppm/℃〜約25ppm/℃の範囲の熱膨張係数を有する。
【0110】
本開示は好ましくは、非常に長い撚りケーブルを提供するために実施される。また、撚りケーブル10自体の中の複合体ワイヤは、撚りケーブルの長さにわたって連続であることが好ましい。一つの好ましい実施形態において、複合体ワイヤは実質的に連続であり、長さは150メートル以上である。より好ましくは、複合体ワイヤは連続で、撚りケーブル10内の長さは250メートル以上であり、より好ましくは500メートル以上であり、更により好ましくは750メートル以上であり、最も好ましくは1000メートル以上である。
【0111】
一つの追加的態様において、本開示は、上述の撚り複合体ケーブルの製造方法を提供し、この方法は、中心長手方向軸を画定する単一ワイヤの周りに、複数の第一複合体ワイヤを撚る工程であって、複数の第一複合体ワイヤを撚る工程が中心長手方向軸に対して画定される第一撚り角度で第一撚り方向に実行され、複数の第一複合体ワイヤが第一撚り長さを有する、工程と、複数の第一複合体ワイヤの回りに、複数の第二複合体ワイヤを撚る工程であって、複数の第二複合体ワイヤを撚る工程が中心長手方向軸に対して画定される第二撚り角度で第一撚り方向に実行され、複数の第二複合体ワイヤが第二撚り長さを有する、工程と、を含み、更に第一撚り角度と第二撚り角度との相対的な差が、4°以下である。一つの現在好まれる実施形態において、この方法は更に、複合体ワイヤの回りを複数の延性ワイヤで撚っている工程を含む。
【0112】
複合体ワイヤは、任意の好適なケーブル撚り装置(例えばCortinovis,Spa(イタリア・ベルガモ州)、及びWatson Machinery International(ニュージャージー州パターソン)から市販されているプラネタリーケーブルストランダーなど)で、当該技術分野において既知であるように、撚られ、又は螺旋状に巻かれ得る。いくつかの実施形態において、当該技術分野において既知であるように、剛性のストランダーを採用すると有利であり得る。
【0113】
任意の好適な寸法の複合体ワイヤを使用することができるが、多くの実施形態及び多くの用途について、この複合体ワイヤは、1mm〜4mmの直径を有することが好ましいが、これより大きい直径又は小さい直径の複合体ワイヤを使用することもできる。
【0114】
一つの好ましい実施形態において、撚り複合体ケーブルには、10〜150の撚り係数を有するような撚り方向で螺旋状に撚られる複数の複合体ワイヤが含まれる。撚りケーブルの「撚り係数」は、単一ワイヤ12が螺旋に沿って1回転するときの撚りケーブルの長さを、そのストランドを含む層の公称外径で割ることによって算出される。
【0115】
ケーブル撚りプロセスの間、その中心ワイヤ、又はその周りに巻かれる1つ以上の追加層を有する未完成の中間撚り複合体ケーブルは、さまざまなキャリッジの中央を通過して引っ張られ、各キャリッジでその撚りケーブルに1層が追加される。1層として追加される個々のワイヤは、モーター駆動キャリッジによってケーブルの中心軸を中心に回転されている間、それぞれのボビンから同時に引っ張られる。これは、望ましい各層について順に行われる。その結果、螺旋状に撚られたコアとなる。所望により、結果として得られたこの撚り複合体コアに、例えばテープなどの保持手段を適用して、撚られたワイヤを一緒に保持するのに役立てることができる。
【0116】
本開示の実施形態に従って撚り複合体ケーブルを製造するための代表的な装置80が、図6に示されている。全般に、本開示による撚り複合体ケーブルは、上述のように、単一ワイヤの回りに、同じ撚り方向で、複合体ワイヤを撚ることによって作製することができる。この単一ワイヤは、複合体ワイヤ又は延性ワイヤを含み得る。少なくとも二層の複合体ワイヤが、単一ワイヤコアの周りに複合体ワイヤを撚ることによって形成され、例えば、図1Bに示すように、単独中心ワイヤの回りに少なくとも二層に形成された19本又は37本のワイヤである。
【0117】
ワイヤスプール81が、従来型のプラネタリー撚り装置80の先頭に配置され、スプール81は自由に回転し、供給中に力がコアにかかる可能性があるブレーキシステムを介して張力を適用できる(いくつかの実施形態において、0〜91kg(0〜200lbs)の範囲)。単一ワイヤ90は、ボビンキャリッジ82、83を通り、クロージングダイ84、85を通り、キャプスタンホイール86を回り込み、巻き取りスプール87に取り付けられる。
【0118】
外側の撚り層を適用する前に、個々の複合体ワイヤは、別のボビン88で供給され、これらは、撚り装置のたくさんのモーター駆動キャリッジ82、83に配置される。いくつかの実施形態において、ボビン88からワイヤ89A、89Bを引くのに必要な張力の範囲は、通常4.5〜22.7kg(10〜50lbs)である。典型的に、完成した撚り複合体ケーブルの各層についてキャリッジが1つある。各層のワイヤ89A、89Bは、各キャリッジの出口、クロージングダイ84、85のところで一緒にまとめられ、中心ワイヤ又は前の層の上に配置される。
【0119】
複合体ケーブルを構成する複合体ワイヤの層は、前述のように、同じ方向に螺旋状に撚られている。複合体ケーブル撚りプロセスの間、その中心ワイヤ、又はその周りに巻かれる1つ以上の追加層を有し得る未完成の中間撚り複合体ケーブルは、さまざまなキャリッジの中央を通過して引っ張られ、各キャリッジでその撚りケーブルに1層が追加される。1層として追加される個々のワイヤは、モーター駆動キャリッジによってケーブルの中心軸の周りで回転されている間、それぞれのボビンから同時に引っ張られる。これは、望ましい各層について順に行われる。結果として得られる螺旋状に撚られた複合体ケーブル91は、形状を失ったり、ほどけたりすることなく、便利に切断及び取り扱うことができる。
【0120】
いくつかの代表的な実施形態において、撚り複合体ケーブルは、100メートル以上、200メートル以上、300メートル以上、400メートル以上、500メートル以上、1000メートル以上、2000メートル以上、3000メートル以上、又は更には4500メートル以上もの長さを有する撚り複合体ワイヤを含む。
【0121】
撚りケーブルの取り扱い性は、望ましい特性である。理論に拘束されるものではないが、製造中に、金属ワイヤには、降伏応力を超えるが最大応力又は破壊応力よりは下の応力(曲げ応力など)がかかるため、ケーブルはその螺旋状に撚られた構成が保持される。この応力は、前の層又は中心ワイヤの比較的小さな半径の周りにワイヤが螺旋状に巻かれるように、付加されるものである。追加の応力は、製造中にケーブルに対し放射方向の力及び剪断力が適用されるクロージングダイ84、85で、付加される。このワイヤはこれによって可塑的に変形し、その螺旋状に撚られた形状が保持される。
【0122】
単独の中心ワイヤ材料及び複合体ワイヤは、クロージングダイを介して直接接触する。図6を参照して、クロージングダイ84、85は典型的に、巻かれる層のワイヤに対する変形応力を最小限に抑えるような寸法にされる。クロージングダイの内部直径は、外側層直径の寸法に合わせて調整される。この層のワイヤにかかる応力を最小限に抑えるために、クロージングダイは、ケーブルの外径よりも0〜2.0%大きい範囲になるような寸法にされる(すなわち、ダイ内部直径はケーブル外径の1.00〜1.02倍の範囲である)。代表的なクロージングダイは円筒形であり、例えばボルト又はその他の好適な取り付け方法を用いて、定位置に固定される。ダイは例えば、硬化工具鋼で製造され得る。
【0123】
結果として得られた完成した撚り複合体ケーブルは、所望により、他の撚りステーションを通すことができ、最終的に、ケーブル破損を避けるため、十分な直径の巻き取りスプール87上に巻かれる。いくつかの実施形態において、ケーブルをまっすぐにするための当該技術分野において既知の方法が望ましいことがある。例えば、完成したケーブルは、ローラー(各ローラーは例えば10〜15cm(4〜6インチ))を含み、ローラーを二つのバンクに線形に配置した(例えば各バンクにローラー5〜9個)、直線化装置を通すことができる。ローラーの二つのバンク間の距離は、ローラーがケーブルにちょうど当たるように(さもないとケーブルに過度の屈曲が生じる)、変えることができる。ローラーの二つのバンクは、ケーブルを挟んで向かい合って配置され、一方のバンクのローラーは、もう一方のバンクの相対するローラーによって生じるスペースと一致するよう配置される。ここで、これら二つのバンクは互いに中心をずらして配置することができる。ケーブルがこの直線化装置を通り抜ける際、ケーブルはローラー上で前後に屈曲され、これにより伝導体内のストランドは同じ長さに伸ばされ、これによって、緩んだストランドを減少又は排除することができる。
【0124】
いくつかの実施形態において、単独の中心ワイヤを、周囲温度(例えば22℃)より上の高温(例えば、25℃以上、50℃以上、75℃以上、100℃以上、125℃以上、150℃以上、200℃以上、250℃以上、300℃以上、400℃以上、又は、いくつかの実施形態において、500℃以上もの温度)で提供することが望ましい場合がある。単独中心ワイヤは、例えば、スプールワイヤを加熱する(例えばオーブンに数時間入れる)ことにより、望ましい温度にすることができる。加熱されたスプールワイヤは、供給スプールに置かれる(例えば、図6の供給スプール81を参照)。更に、この高温のスプールは、ワイヤが依然として望ましい温度、又はそれに近い温度である間に、撚りプロセスにある(典型的には約2時間以内)。
【0125】
更に、ケーブルの外側層を形成する、供給スプール上の複合体ワイヤについては、周囲温度であることが望ましい場合がある。すなわち、いくつかの実施形態において、撚りプロセス中に、外側複合体層を形成する、単一ワイヤと複合体ワイヤとの間の温度差が、望ましい場合がある。いくつかの実施形態において、単一ワイヤが100kg以上、200kg以上、500kg以上、1000kg以上、又は5000kg以上もの張力を伴って撚ることが望ましい場合がある。
【0126】
本開示の撚りケーブルは、さまざまな用途に有用である。軽量、高強度、良好な導電率、低熱膨張率、高い使用温度、及び耐腐食性の組み合わせにより、そのような撚りケーブルは、送電ケーブル(架空及び地下の送電ケーブルを含み得る)での使用に特に望ましいと考えられる。
【0127】
図7は、螺旋状に撚られた複合体ケーブル80の横断端面図であり、コア32’(図5C)の回りに撚られた複数の延性ワイヤ(28、28’)を含む1層以上が含まれ、そのコアには、同じ撚り方向で撚られ、保持手段(例えば、本開示の別の代表的な実施形態に従って、撚り複合体ワイヤ16の少なくとも第二層の回りに巻かれたテープ18など)によって定位置に保持された、螺旋状に撚られた複合体ワイヤ(2、4、6、8)が含まれる。
【0128】
そのような螺旋状に撚られた複合体ケーブルは、送電ケーブルに特に有用である。送電ケーブルとして使用されるとき、延性ワイヤ(28、28’)は電気伝導体として働く(すなわち延性ワイヤ伝導体)。図に示すように、送電ケーブルには、二層の延性伝導体ワイヤ(28、28’)を含み得る。より多くの層の伝導体ワイヤ(図7には示されていない)を所望により使用することができる。好ましくは、各伝導体層は、当該技術分野において既知のように、複数の伝導体ワイヤ(28、28’)を含む。延性伝導体ワイヤ(28、28’)の好適な材料には、アルミニウム及びアルミニウム合金が挙げられる。延性伝導体ワイヤ(28、28’)は、当該技術分野において既知のように、好適なケーブル撚り装置によって、撚り複合体コア(例えば32’)の周りに撚られ得る(例えば図6を参照)。
【0129】
送電ケーブル内の複合体ワイヤの重量パーセンテージは、送電線の設計に依存する。送電ケーブルにおいては、このアルミニウム又はアルミニウム合金伝導体ワイヤは、架空送電の技術分野において知られたさまざまな材料のうち任意のものであってよく、これには1350 Al(ASTM B609−91)、1350−H19 Al(ASTM B230−89)、又は6201 T−81 Al(ASTM B399−92)が挙げられるがこれらに限定されない。
【0130】
本開示の撚りケーブルを使用し得る、好適な送電ケーブル及びプロセスの記述については、例えば、「Standard Specification for Concentric Lay Stranded Aluminum Conductors,Coated,Steel Reinforced」(ACSR)ASTM B232−92、又は米国特許第5,171,942号及び同第5,554,826号を参照のこと。送電ケーブルの好ましい実施形態は、架空送電ケーブルである。これらの用途において、保持手段の材料は、用途によって、100℃以上、又は240℃以上、又は300℃以上の温度で使用するよう選択されるべきである。例えば、保持手段はアルミニウム伝導体層を腐食しないものであり、望ましくない気体を放出しないものであり、又は、使用中に見込まれる温度で送電ケーブルが故障しないものでなければならない。
【0131】
撚りケーブルが、それ自体が最終物品として使用される、又は種々の後続物品において中間物品若しくは構成要素として使用される、他の用途では、撚りケーブルが、複数の複合体ワイヤの周りに電力伝導体層を有さないことが好ましい。
【0132】
本開示の動作を、次の詳細な実施例に関して更に説明する。これらの実施例は、種々の具体的で好ましい実施形態及び技術を更に例示するために提供するものである。しかしながら、本開示の範囲内で多くの変更及び修正がなされてもよいことが理解されるべきである。
【実施例】
【0133】
(実施例1)
この実施例では、開始材料は、3M ACCRアルミニウムマトリックス複合体(AMC)ケーブル(タイプ795−T16、3M Company(ミネソタ州セントポール)から市販)の通常製造のリールから切った長さ3.7m(12フィート)を含んでいた。この構成体は、直径2.13mm(0.084インチ)の19本のAMCワイヤ(3M Company(ミネソタ州セントポール)製造)が、Al−Zrロッド(Lamifil,Inc.(ベルギー・ヘミクセム)から引いて製造した直径4.45mm(0.175インチ)の、26本のAl−Zr(アルミニウム−ジルコニウム)金属ワイヤによって囲まれた。このケーブルの基本的構成を図4Bに示す。
【0134】
本開示の実施形態に従って複合体ケーブルの試験サンプルを作製するため、開始材料の長さ3.7m(12フィート)の通常製造ケーブルを、まず、Al−Zrワイヤの既存の螺旋形状が変わらないように注意しながら、構成要素ワイヤに分解した。次に、単純な卓上付属品を用いて、コアの2層の螺旋層を、望ましい長さと向きに構築した。各層について、まずワイヤの一方の端を手動クランクキャップに固定し、次に「花形」のガイドプレートに通して、個々の複合体ワイヤを、撚りのために適した構成に広げて配置させた。1人のオペレータが、四分の一回転で、クランクを同時に回し、このとき別のオペレータが、印がつけられている四分の一の撚り長さ間隔に従って、ワイヤガイドをテーブルに沿って動かした。
【0135】
内側コア層についてこの操作が完了した後、その自由端を一時的にテープで定位置に保持し、外側コア層についてこのプロセスを繰り返した。撚られたワイヤ19本のコアに、次に、厚さ182.5μm(7.3ミル)、幅1.9cm(3/4インチ)の、タイプ363金属ホイル/ガラスクロステープ(3M Company(ミネソタ州セントポール)から市販)が巻かれた。
【0136】
テープが巻かれた完成した複合体ワイヤコアから始めると、保持された螺旋形状で、一度に1本ずつ、Al−Zrワイヤを撚り直して定位置に固定するのが、比較的容易であった。注意しながら、元の撚り長さで、元の全体のケーブル直径に非常に近くなるように、これらのワイヤを単純に急速に定位置に戻った。組み立てが完了したら、長さ3.1m(10フィート)の中心部分の端を、フィラメントテープを使用して固定し、各端の余分の材料を、研磨ホイール鋸を使用してトリミングした。
【0137】
上記の方法を使用して、表1にまとめられているように、撚り長さと撚り角度を変えた6種類の撚り条件で、左旋撚り方向(「L」と表記)及び右旋撚り方向(「R」と表記)の両方を含めて、合計12本のサンプルを調製した。
【表1】
【0138】
6種類の撚り条件は、下記に説明するように、内側コアの撚り角度と、相対的な外側コアの撚り長さについて、大まかに直交した設計として見ることができる。しかしながら、上の表の最後の列に示すように、これら両方の変数が、内側と外側のコアワイヤの間の交差角度に影響を与え(すなわち、螺旋状に撚られたワイヤの隣接する内側層と外側層の撚り角度間の相対的な差)、これは、複合体ケーブルの引っ張り強度改善をもたらすメカニズムにとって重要であり得る。
【0139】
調製された代表的な複合体ケーブルサンプルすべてについて、内側のAl−Zr伝導体ワイヤ層は左旋撚り方向を有し、目標の撚り長さは25.4cm(10.0インチ)であり、外側のAl−Zr伝導体ワイヤ層は右旋撚り方向を有し、目標の撚り長さは33.0cm(13.0インチ)である。これらの層の測定平均値は、目標から1.6cm(0.65インチ)未満離れており、これは望ましい撚り仕様内に十分に収まる。伝導体ケーブルサンプルの最終直径は、28.50〜28.85mm(1.122インチ〜1.136インチ)であり、元の直径28.55mm(1.124インチ)から離れていなかった。
【0140】
引っ張り強度試験は、3M Companyへの秘密保持義務付け文書の下、Wire Rope Industries(Pointe−Claire(カナダ・ケベック))によって実施された。使用されたサンプル調製及び試験方法は、3M TM505、「Preparation of ACCR Samples Using Resin End Terminations」(3M Company(ミネソタ州セントポール)から入手)に記載されているものに類似していた。この試験方法の概要は、下記の段落に記載される。
【0141】
第一に、ケーブルサンプルの一方の端から約0.6m(2フィート)以内の曲がりは、短い間隔でケーブルを注意深く「逆曲げ」することによって除去された。この端から所定の「端長さ」(典型的には約25cm(10インチ))で、ホースクランプが適用され、内側試験範囲内のワイヤの妨害を防いだ。ダクトテープの厚い層を、次に、このクランプに隣接して巻き、密閉として、及び樹脂鋳造ダイ内の中心決め装置として、使用した。Al−Zrワイヤの端(複数)を次に、最大角度約30°の円錐形状に注意深く広げ(「ほうき状に」)、外に曝されたコアテープを除去して、コアワイヤが自然に広がるようにした。前の操作によりワイヤ上にオイル様の残留物がある場合は、ワイヤを、アセトン、2−ブタノン、又は類似の溶媒を使ってきれいにし、次に完全に乾燥させた。ワイヤがすでにきれいな場合は、この工程は不要であった。
【0142】
準備したケーブル端を、次に分割シェルソケットの内側に配置した。このソケットはテーパ形状の穴を有し、また、引張り試験装置に後で固定するための専用の穴も有することに注意されたい。シェル二分割を合わせてクランプで固定し、約2.5cm(1インチ)のテープ巻きを利用して、漏れのない密閉シールを形成した。次にAl−Zrワイヤを、ソケットの端のすぐ上のレベルでトリミングしたが、コアワイヤの完全な長さは損われないまま残った。
【0143】
このソケットを次に、ケーブルサンプルが底から吊された状態で、垂直に取り付けた。新たに調製した「Wirelock」ソケット化合物(Millfield Enterprises Ltd.(英国・ニューカースル、ニューバーン))の二部のバッチを、ソケットに注いで完全に満たした。化合物がゲル化した後(約15分)、露出しているコアワイヤの周囲に厚紙延長チューブを加えた。次に、Wirelock化合物を更に調製し、延長チューブも充填した。このアセンブリを最低45分間動かさないで硬化させた後、すべての工程を、ケーブルサンプルのもう一方の端について繰り返した。更に12時間かけて、樹脂を完全に硬化させてから、引張り試験を行った。
【0144】
完成した試験サンプルを次に、引張り試験装置に取り付けた。この装置は、指定されたクロスヘッド速度又は指定された力速度のいずれかを用いて、制御された速度で、予測されるサンプルの破断負荷に達することができ、適切に較正されたロードセルを有していた。曲げ負荷を最小限に抑えるため、二つのソケットが装置の軸に緊密に揃うよう、注意を払ってサンプルを取り付けた。ホースクランプをサンプルから外し、軽い予備張力をかけた(典型的には4.5〜9.0kN(500〜1000lbs)。サンプルの位置合わせを確認し、ケーブル端(複数)を振り動かして、摩擦や拘束があれば解除するようにした。
【0145】
試験エンクロージャ周囲の安全ドアをすべて閉めた後、純サンプル歪み速度が毎分1%に相当する負荷速度で、サンプル破壊点までの引張り試験を実施した。各試験サンプルの引張り強度として、ピーク負荷が記録された。サンプル破壊が樹脂コーン内で起こった場合、又はワイヤが樹脂内でスリップした場合、あるいはサンプル調製の不良又は無関係なサンプル損傷が起こった場合には、試験結果は無効とされ得ることに留意されたい。そのような場合、そのサンプル結果は使用されなかった。サンプルについて得られたすべての引張り試験結果を下の表2にまとめた。このケーブル構成体について、指定された定格破断強度(RBS)は14,134.9kgf(31,134lbf)であることに留意されたい。
【表2】
【0146】
図8は、本開示の代表的な螺旋状撚り複合体ケーブルについて、内側と外側のワイヤ層の間の撚り角度における相対的な差(内側−コア撚り角度)の、測定された引張り強度に対する影響のプロットを示す。条件1、2、及び3についての結果を用いて、図8は、内側−コア撚り角度の変化に対する引張り強度の反応を示している。傾向は統計的に明らかに有意であり、測定の調整係数(R2)が0.994の二次関数曲線として記述される。
図9は、本開示の代表的な螺旋状撚り複合体ケーブルについて、外側と内側のワイヤ層の間の撚り長さにおける相対的な差(相対的な外側−コア撚り長さ)の、測定された引張り強度に対する影響のプロットを示す。ここでも、傾向は統計的に明らかに有意であり、測定の調整係数(R2)が0.975の二次関数曲線として記述される。
【0147】
図9にはたくさんの驚くべき点がある。第一に、相対的撚り長さを50%増加させたとき(7.4% RBS)のケーブル引張り強度で観測された増加は、元の円形螺旋曲げ歪みの計算によって予測されるよりもはるかに大きい。この結果、最大の曲げ歪みは、0.00052から0.00022へと低下し、これは複合体コアのみの場合の引張り強度から約4.5%の改善に相当する。複合体コアは、破断時の合計の伝導体負荷の約60%を支持しているため、これは、わずか約2.6%の合計伝導体強度増加と予測され得る。更に、条件6(106.3%及び109.2% RBS)の引張り強度結果は、この条件が内側−コア撚り角度と外側−コア撚り長さの両の最良条件の組み合わせを代表しているにも関わらず、驚くべきことに全体の最高値ではなかった。
【0148】
これらの驚くべき点は、交差角度の関数として全実験結果をプロットすることによって説明され得る。図10は、本開示の代表的な螺旋状撚り複合体ケーブルについて、内側と外側層の撚り角度間の相対的な差(外側/内側撚り交差角度)の、測定された引張り強度に対するプロットを示す。この傾向は統計的に明らかに有意であり、測定の調整係数(R2)が0.904の二次関数曲線として記述される。
【0149】
これらの結果に示されるように、19本のワイヤコアを有するACCR複合体ケーブルの引張り強度は、内側と外側のコアワイヤの間の交差角度を最小限に抑えるようにコア構造を変えることによって顕著に増加させることができる。全体に、コア撚り長さが長くなると、ある程度の利益が得られ、これは主に交差角度の減少に関連している。しかしながら、本開示に教示されているように、増加した引張り強度を得る最も単純かつ効果的な方法は、コア層の撚り方向を交互に逆にすることで、これによりすべてのコア層が同じ向きとなるようにすることである。
【0150】
本明細書全体を通し、「一実施形態」、「特定の実施形態」、「1つ以上の実施形態」、又は「実施形態」を指す参照は、「実施形態(embodiment)」という用語の前に「例示的(代表的)(exemplary)」という用語が含まれているかどうかに関わらず、その実施形態の、ある特定の特徴、構造、材料、又は特性が、本開示の特定の代表的な実施形態の少なくとも1つの実施形態に含まれることを意味する。それゆえに、本明細書全体を通して様々な箇所にある「1つ以上の実施形態では」、「特定の実施形態では」、「一実施形態では」、又は「ある実施形態では」といった句の出現は、必ずしも本開示の特定の代表的な実施形態の同一の実施形態に言及しているわけではない。更に、特定の特徴、構造、材料、又は特性は、いかなる好適な方法で一つ以上の実施形態に組み合わされてもよい。
【0151】
本明細書で特定の代表的実施形態を詳細に説明したが、当然のことながら、当業者には上述の説明を理解した上で、これらの実施形態の代替物、変更物、及び均等物を容易に想起することができるであろう。したがって、本開示は本明細書で以上に述べた例示の実施形態に不当に限定されるべきではないと理解すべきである。特に、本明細書で用いているように、端点による数値範囲が記載される場合、その範囲内に包含される全ての数を含むことを意図している(例えば、1〜5は、1、1.5、2、2.75、3、3.80、4、及び5を含む)。加えて、本文書中、使用されている全ての数字は用語「約」によって修飾されていると見なされる。
【0152】
更に、本明細書にて参照される全ての出版物及び特許は、それぞれの個々の出版物又は特許が参照により援用されることを明確にかつ個別に指示したかのごとく、それらの全体が同じ範囲で、参照により本明細書に援用される。様々な代表的実施形態を上述されてきた。これら及び他の実施形態は、下記の特許請求の範囲内にある。
【技術分野】
【0001】
本開示は全般に、撚りケーブル並びにその製造及び使用の方法に関連する。本開示は更に、螺旋状に撚られた複合体ワイヤを含む撚りケーブル、並びにその製造及び使用の方法に関連する。そのような螺旋状に撚られた複合体ケーブルは、送電ケーブル及びその他の用途に有用である。
【背景技術】
【0002】
ケーブル撚りは、通常は螺旋状の構成で、個々のワイヤを組み合わせ、完成したケーブルを製造するプロセスである。例えば米国特許第5,171,942号及び同第5,554,826号を参照のこと。結果として得られた撚りケーブル(stranded cable)又はワイヤロープは、同等な断面積の中実棒から得られるよりも遙かに高い柔軟性をもたらす。また、ケーブルが取扱、設置、及び使用中に曲げる力を受けた場合に、螺旋状に撚られるケーブルは全体的な円形の断面形状を維持するので、撚り構成は有益である。そのような螺旋状に撚られるケーブルは、巻上げ機ケーブル、航空機用ケーブル、及び送電ケーブルなどのさまざまな用途に使用される。
【0003】
螺旋状に撚られるケーブルは典型的に、鋼、アルミニウム、又は銅などの延性金属(ductile metal)で製造される。いくつかの場合、例えば裸の架空送電ケーブルなどの場合において、螺旋状に撚られたワイヤコアは、ワイヤ伝導体層に囲まれている。螺旋状に撚られたワイヤコアは、例えば鋼などの第一材料から製造される延性金属ワイヤを含み、外側の電力伝導層は、例えばアルミニウムなどの別の金属から製造される延性金属ワイヤを含み得る。いくつかの場合において、螺旋状に撚られたワイヤコアは、より大きな直径の送電ケーブルの製造の入力材料として使用される、あらかじめ撚られたケーブルであり得る。螺旋状に撚られるケーブルは一般に、最低7本の個別ワイヤを含み、より一般的な構成では50本以上のワイヤが含まれ得る。
【0004】
図1Aは米国特許第5,554,826号に記述されている、代表的な、螺旋状に撚られた送電ケーブルを示す。図示されている螺旋状に撚られた送電ケーブル20は、中心延性金属伝導体ワイヤ1と、第一撚り方向(時計回りが図示されており、右旋撚り方向に対応する)で、中心延性金属伝導体ワイヤ1の回りに撚られる延性金属伝導体ワイヤ3の第一層13と、第二撚り方向(反時計回りが図示されており、左旋撚り方向に対応する)で、第一層13の回りに撚られる延性金属伝導体ワイヤ5の第二層15と、第二撚り方向と反対の第三撚り方向(時計回りが図示されており、右旋撚り方向に対応する)で、第二層15の回りに撚られる延性金属伝導体ワイヤ7の第三層17と、を含む。
【0005】
ケーブル撚りプロセス中、延性金属ワイヤには、金属材料の降伏応力を超えるが最大応力又は破壊応力を下回る応力がかかる。比較的小半径の先行のワイヤ層又は中心ワイヤの周りに螺旋状に巻かれる際に、この応力によって、金属ワイヤが可塑的に変形される。最近になって、複合体であるため新しい形状に容易には可塑的に変形できないような材料から製造された有用なケーブル物品が導入されている。これら材料の一般的な例には、繊維強化複合体が挙げられ、繊維強化複合体は、金属に比べて機械的特性が改善されており、一方、応力歪み反応において本来弾力性であるため、魅力的である。繊維強化ポリマーワイヤを含む複合体ケーブルは、当該技術分野において、セラミック繊維強化金属ワイヤを含む複合体ケーブルとして既知である(例えば、米国特許第6,559,385号及び同第7,093,416号、公開済みPCT公開特許WO 97/00976号を参照)。
【発明の概要】
【発明が解決しようとする課題】
【0006】
撚られた複合体ケーブル(例えば、ポリマーマトリックス複合体又は金属マトリックス複合体のワイヤを含むケーブル)は、一つの利用として、裸の電力電装ケーブルの強化部材となる。アルミニウムマトリックス複合体ワイヤ(composite wire)を含んだ電力電装ケーブルは知られているが、一部の用途において、更に改善された特性を求める欲求が引き続き存在する。当該技術分野は引き続き、改善された撚り複合体ケーブルと、線複合体ケーブルの製造及び使用の改善された方法を求めている。
【課題を解決するための手段】
【0007】
いくつかの用途においては、撚り複合体ケーブルの構成とその製造方法を更に改善することが望ましい。特定の用途においては、例えば、ケーブルの引張り強度及び破断までの伸長などの、螺旋状撚り複合体ケーブルの物理的特性を改善することが望ましい。いくつかの特定の用途においては、送電ケーブルなどの後続の物品に組み込む前に、その撚り複合体ワイヤ(stranded composite wire)の螺旋構成を保持するための便利な手段を提供することが、更に望ましい。そのような螺旋構成を保持するための手段は、可塑的に変形可能な延性金属ワイヤを伴うコア、又は、螺旋状に配置された後に硬化又は固定され得るワイヤを伴うコアに、あらかじめ存在している必要はない。
【0008】
本発明の特定の実施形態は、撚り複合体ケーブルと、共通の撚り方向に複合体ワイヤを螺旋状に撚る方法を目的とし、これにより、各複合体ワイヤ層間の撚り方向を交互に変えて螺旋状に撚られている複合体ケーブルに比べ、その複合体ケーブルの引張り強度に驚くべき増加がもたらされる。そのような引張り強度の驚くべき増加は、共通の撚り方向を用いて撚られた従来の延性ワイヤ(例えば金属、又はその他の複合体)については観察されていない。更に、延性ワイヤは容易に可塑的に変形され、そのようなケーブルは一般に短い撚り長さを使用しているため、交互に撚り方向を変えることがケーブルの完全性を維持するのに好ましい可能性があるため、従来の延性ワイヤケーブルの撚られたワイヤ層について共通の撚り方向を使用することには、通常、動機付けが低くなっている。
【0009】
よって、一つの態様において、本開示は、改善された撚り複合体ケーブルを提供する。代表的な実施形態において、撚り複合体ケーブルは、中心長手方向軸を画定する単一ワイヤ(single wire)と、中心長手方向軸に対して画定される第一撚り角度で、第一撚り長さを有し、第一撚り方向で、複合体の単一ワイヤの回りに撚られる複数の第一複合体ワイヤと、中心長手方向軸に対して画定される第二撚り角度で、第二撚り長さを有し、第一撚り方向で、複数の第一複合体ワイヤの回りに撚られる複数の第二複合体ワイヤと、を含み、第一撚り角度と第二撚り角度との相対的な差が、約4°以下である、撚りケーブル。
【0010】
一つの代表的な実施形態において、撚りケーブルは更に、中心長手方向軸に対して画定される第三撚り角度で、第三撚り長さを有し、第一撚り方向で、複数の第二複合体ワイヤの回りに撚られる複数の第三複合体ワイヤを含み、第二撚り角度と第三撚り角度との相対的な差が、約4°以下である。別の代表的な実施形態において、撚りケーブルは更に、中心長手方向軸に対して画定される第四撚り角度で、第四撚り長さを有し、第一撚り方向で、複数の第三複合体ワイヤの回りに撚られる複数の第四複合体ワイヤを含み、第一撚り角度と第二撚り角度との相対的な差が、約4°以下である。
【0011】
更なる代表的な実施形態において、撚りケーブルは更に、共通の中心長手方向軸に対して画定される撚り角度で、第一撚り方向で、複数の第四複合体ワイヤの回りに撚られる追加の複数の複合体ワイヤを含み得、この複合体ワイヤは特徴的な撚り長さを有し、第四撚り角度と任意の後続の撚り角度との相対的な差が、約4°以下である。
【0012】
特定の代表的な実施形態において、第一撚り角度と第二撚り角度との間の相対的な差、第二撚り角度と第三撚り角度との間の相対的な差、第三撚り角度と第四撚り角度との間の相対的な差、一般に、任意の内側層の撚り角度とそれに隣接する外側層の撚り角度との間の相対的な差は、約4°以下、より好ましくは約3°以下、最も好ましくは約0.5°以下である。いくつかの実施形態において、第一撚り角度は第二撚り角度に等しく、第二撚り角度は第三撚り角度に等しく、第三撚り角度は第四撚り角度に等しく、一般に、任意の内側層の撚り角度は、それに隣接する外側層の撚り角度に等しい。
【0013】
更なる実施形態において、一つ以上の第一撚り長さは第二撚り長さ以下であり、第二撚り長さは第三撚り長さ以下であり、第四撚り長さはすぐ後続の撚り長さ以下であり、及び/又は各後続撚り長さは直前の撚り長さ以下である。他の実施形態において、一つ以上の第一撚り長さは第二撚り長さに等しく、第二撚り長さは第三撚り長さに等しく、及び第三撚り長さは第四撚り長さに等しい。いくつかの実施形態において、当該技術分野において既知のように、平行撚りを使用することが好ましいことがある。
【0014】
更なる態様において、本開示は、コアと、そのコアの回りの伝導体層とを含む、撚り送電ケーブルの別の実施形態を提供し、ここにおいてこのコアは、上述の任意の撚り複合体ケーブルを含み得る。いくつかの代表的な実施形態において、この撚りケーブルは更に、撚り複合体ケーブルコアの撚り複合体ワイヤの回りに撚られる複数の延性ワイヤを含む。
【0015】
特定の代表的な実施形態において、この複数の延性ワイヤは、複合体ケーブルコアの複合体ワイヤの周囲にある複数の放射方向層において、中心長手方向軸の周りに撚られる。追加の代表的な実施形態において、この複数の延性ワイヤの少なくとも一部分は、中心長手方向軸に対するある撚り角度で、及び延性ワイヤの第一撚り長さで、第一撚り方向で撚られる。他の代表的な実施形態において、この複数の延性ワイヤの少なくとも一部分は、中心長手方向軸に対して相対的に画定されるある撚り角度で、及び延性ワイヤの第二撚り長さで、第二撚り方向で撚られる。
【0016】
撚りケーブルの上記態様及びそれに関連した実施形態のうちいずれにおいても、下記の代表的な実施形態が、有利なように採用され得る。ここにおいて、一つの代表的な実施形態において、単一ワイヤは、中心長手方向軸に対してほぼ垂直の方向でとられた断面形状を有し、それは円形又は楕円形である。特定の代表的な実施形態において、この単一ワイヤは複合体ワイヤである。追加の代表的な実施形態において、複合体ワイヤ及び/又は延性ワイヤは、中心長手方向軸に対してほぼ垂直の方向での断面形状を有し、その断面形状は、円形、楕円形、及び台形から選択される。
【0017】
更なる代表的な実施形態において、撚りケーブルは更に、複数の第一複合体ワイヤ、複数の第二複合体ワイヤ、複数の第三複合体ワイヤ、又は複数の第四複合体ワイヤのうちの少なくと一つの周囲を保持する手段を含む。いくつかの代表的な実施形態において、この保持手段は、結合剤又はテープのうち少なくとも一つを含む。特定の代表的な実施形態において、このテープは、複数の第一複合体ワイヤ又は複数の第二複合体ワイヤのうち少なくとも一つの周囲を包む接着テープを含む。特定の現在好まれている実施形態において、この接着テープは感圧性接着剤を含む。
【0018】
一つの追加的態様において、本開示は、上記の態様及び実施形態に記述されるような撚りケーブルの製造方法を提供し、この方法は、中心長手方向軸を画定する単一ワイヤの周りに、複数の第一複合体ワイヤを撚る工程であって、複数の第一複合体ワイヤを撚る工程が中心長手方向軸に対して画定される第一撚り角度で第一撚り方向に実行され、複数の第一複合体ワイヤが第一撚り長さを有する、工程と、複数の第一複合体ワイヤの回りに、複数の第二複合体ワイヤを撚る工程であって、複数の第二複合体ワイヤを撚る工程が中心長手方向軸に対して画定される第二撚り角度で第一撚り方向に実行され、複数の第二複合体ワイヤが第二撚り長さを有する、工程と、を含み、更に第一撚り角度と前記第二撚り角度との相対的な差が、4°以下である。一つの特定の実施形態において、この方法は更に、複合体ワイヤの周りに、複数の延性ワイヤを撚る工程を含む。
【0019】
本開示による撚り複合体ケーブルの代表的な実施形態は、その利用を可能にし、さまざまな用途に利点をもたらす、さまざまな機能及び性質を有する。例えば、いくつかの代表的な実施形態において、本開示による撚り複合体ケーブルは、他の複合体ケーブルに比べた場合、製造中又は使用中に、ケーブルの引張り歪みの低い値での早期破壊又は故障が起こる傾向を低減し得る。加えて、いくつかの代表的な実施形態による撚り複合体ケーブルは、従来の撚り延性金属ワイヤケーブルに比べた場合、改善された耐腐食性、環境耐性(例えば紫外線及び耐湿性)、高温での強度損失に対する抵抗性、クリープ耐性、並びに比較的高い弾性率、低密度、低熱膨張係数、高い導電率、高い懸垂耐性、及び高強度を呈し得る。
【0020】
いくつかの代表的な実施形態において、本開示の実施形態によって製造された撚り複合体ケーブルは、先行技術の複合体ケーブルに比べ、10%以上の引張り強度増加を呈し得る。本開示の特定の実施形態による撚り複合体ケーブルは、更に、特定の重要な用途(例えば架空送電用途での利用)について、引張り強度の最低要件に適合するケーブルの撚りプロセスの収量を増大させるため、より低い製造コストで製造することも可能である。
【0021】
本開示の例示的な実施形態の種々の態様及び利点の概要がまとめられてきた。上記の本開示の概要は、本発明の特定の代表的な実施形態の図示された各実施形態又は全ての実現形態を説明することを意図したものではない。図及び以下の詳細な説明は、本明細書に開示された原理を使用する幾つかの好ましい実施形態を更に具体的に例示する。
【図面の簡単な説明】
【0022】
本開示の代表的実施形態を添付の図面を参照して更に説明する。
【図1A】先行技術の螺旋状撚り送電ケーブルの斜視図。
【図1B】本開示の代表的な実施形態による螺旋状撚り複合体ケーブルの斜視図。
【図2A】本開示の代表的な実施形態によって撚られた複合体ケーブルの概略平面図であり、各ケーブル層の撚り方向、撚り角度及び撚り長さが図示されている。
【図2B】本開示の代表的な実施形態によって撚られた複合体ケーブルの概略平面図であり、各ケーブル層の撚り方向、撚り角度及び撚り長さが図示されている。
【図2C】本開示の代表的な実施形態によって撚られた複合体ケーブルの概略平面図であり、各ケーブル層の撚り方向、撚り角度及び撚り長さが図示されている。
【図3A】本開示の代表的な実施形態によるさまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図3B】本開示の代表的な実施形態によるさまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図3C】本開示の代表的な実施形態によるさまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図3D】本開示の代表的な実施形態によるさまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図4A】本開示の他の代表的な実施形態による、螺旋状撚り複合体ワイヤの回りに撚られた複数の延性ワイヤを含む1層以上の層を備えた、さまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図4B】本開示の他の代表的な実施形態による、螺旋状撚り複合体ワイヤの回りに撚られた複数の延性ワイヤを含む1層以上の層を備えた、さまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図4C】本開示の他の代表的な実施形態による、螺旋状撚り複合体ワイヤの回りに撚られた複数の延性ワイヤを含む1層以上の層を備えた、さまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図4D】本開示の他の代表的な実施形態による、螺旋状撚り複合体ワイヤの回りに撚られた複数の延性ワイヤを含む1層以上の層を備えた、さまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図4E】本開示の他の代表的な実施形態による、螺旋状撚り複合体ワイヤの回りに撚られた複数の延性ワイヤを含む1層以上の層を備えた、さまざまな螺旋状撚り複合体ケーブルの横断端面図。
【図5A】本開示の更なる代表的な実施形態による、撚り複合体ワイヤコアの回りを保持する手段を含んだ、螺旋状撚り複合体ケーブルの側面図。
【図5B】本開示の他の代表的な実施形態による、撚り複合体ワイヤコアの回りを保持するさまざまな手段を含んだ、螺旋状撚り複合体ケーブルの横断端面図。
【図5C】本開示の他の代表的な実施形態による、撚り複合体ワイヤコアの回りを保持するさまざまな手段を含んだ、螺旋状撚り複合体ケーブルの横断端面図。
【図5D】本開示の他の代表的な実施形態による、撚り複合体ワイヤコアの回りを保持するさまざまな手段を含んだ、螺旋状撚り複合体ケーブルの横断端面図。
【図6】本開示の代表的な追加の実施形態による、ケーブル製造に使用される代表的な撚り装置の概略図。
【図7】本開示の追加の代表的な実施形態による、撚り複合体ワイヤコアの回りを保持するさまざまな手段と、撚り複合体ワイヤコアの回りに撚られた複数の延性ワイヤを含む1層以上の層とを含む、螺旋状撚り複合体ケーブルの横断端面図。
【図8】本開示の代表的な螺旋状撚り複合体ケーブルについて、内側ワイヤ層と外側のワイヤ層の間の撚り角度における相対的な差の、測定された引張り強度上の、影響のプロット。
【図9】本開示の代表的な螺旋状撚り複合体ケーブルについて、内側ワイヤ層と外側のワイヤ層の間の撚り長さにおける相対的な差の、測定された引張り強度上の、影響のプロット。
【図10】本開示の代表的な螺旋状撚り複合体ケーブルについて、測定された引張り強度上の、交差角度の影響のプロット。
【0023】
図中、同じ参照番号は、同様の要素を指す。本明細書に含まれる図は、縮尺図ではなく、これらの図中、複合体ケーブルの構成要素は、選択された特徴を強調するために採られたサイズである。
【発明を実施するための形態】
【0024】
説明及び特許請求の範囲で特定の用語が使用されており、大部分は周知であるが、いくらか説明を必要とする場合がある。本明細書で使用されるとき、「ワイヤ」が「脆性」であると述べる場合は、そのワイヤがごくわずかな可塑性変形を伴い、引張り荷重下で破壊することを意味する。
【0025】
ワイヤの変形に関して使用されるとき、用語「延性」は、そのワイヤが曲げの最中に破壊又は破損することなく実質的に可塑性変形されることを意味する。
【0026】
用語「複合体ワイヤ」は、一緒に束ねられた、組成物又は形態の異なる材料の組み合わせから形成されたワイヤであり、脆性又は非延性の性質を呈するものを指す。
【0027】
用語「金属マトリックス複合体ワイヤ」は、一つ以上の延性金属相を含むマトリックスに束ねられた、一つ以上の強化材料を含む複合体ワイヤを指す。
【0028】
用語「ポリマーマトリックス複合体ワイヤ」は、一つ以上のポリマー相を含むマトリックスに束ねられた、一つ以上の強化材料を含む複合体ワイヤを指す。
【0029】
ワイヤの変形に関して使用される用語「曲げ」又は「曲がる」には、二次元の曲げ、及び/又は、撚り中にワイヤを螺旋状に曲げることを含む三次元の曲げが含まれる。曲げ変形を有するワイヤを指す場合、これは、そのワイヤが引張り及び/又はねじり力によってもたらされた変形をも有する可能性を除外するものではない。
【0030】
「顕著な弾性曲げ」変形とは、ワイヤが、そのワイヤの半径の最高10,000倍までの曲率半径で曲げられたときに起こる曲げ変形を意味する。この顕著な弾性曲げ変形は、円形断面のワイヤに適用される場合、ワイヤの外側繊維における少なくとも0.01%の歪みを付与し得る。
【0031】
用語「ケーブル化」及び「撚る」は、「ケーブル化された(される)」及び「撚られた(撚られる)」として交換可能な用語として使用される。
【0032】
用語「撚り」は、螺旋状に撚られたケーブルの撚り層にあるワイヤが、螺旋状に巻かれている状態を指す。
【0033】
用語「撚り方向」は、螺旋状に撚られた層におけるワイヤの撚られた方向を指す。螺旋状に撚られる層の撚り方向を判定するには、そのケーブルが観測者とは反対の方向を指した状態で、観測者が、その螺旋状に撚られたワイヤ層の表面を見る。ワイヤ撚りが、撚りが観測者から離れて進行するに従って、時計方向に回転するように見える場合、そのケーブルは「右旋撚り」を有すると記述される。ワイヤ撚りが観測者から離れるに従って反時計方向に回転するように見える場合、そのケーブルは「左旋撚り」を有すると記述される。
【0034】
用語「中心軸」及び「中心長手方向軸」は交換可能な用語として使用され、多層螺旋撚りケーブルの半径方向での中心に位置する、共通の長手方向軸を意味する。
【0035】
用語「撚り角度」は、螺旋状に撚られたケーブルの中心長手方向軸に対して、撚られたワイヤによって形成される角度を指す。
【0036】
用語「交差角度」は、螺旋状に撚られたワイヤケーブルにおいて隣接するワイヤ層の撚り角度間の相対的な(絶対的な)差を意味する。
【0037】
用語「撚り長さ」は、螺旋状に撚られたケーブルの中心長手方向軸の周りに、螺旋状に撚られたある層内のある単一ワイヤが、螺旋状に完全に1回転する間の、その撚りケーブルの長さを指す。
【0038】
用語「セラミック」は、ガラス、結晶性セラミック、ガラスセラミック、及びこれらの組み合わせが挙げられる。
【0039】
用語「多結晶性」とは、主に複数の結晶性グレインを有し、そのグレイン寸法が、そのグレインの存在する繊維の直径よりも小さいような、材料を意味する。
【0040】
用語「連続繊維」とは、平均繊維直径に比較して、相対的に無限である長さを有する繊維を意味する。これは典型的に、アスペクト比(すなわち、繊維の平均直径に対する繊維の長さの比)1×105以上(いくつかの実施形態においては、少なくとtも1×106、又はさらに少なくとも1×107)を有する繊維を意味する。典型的に、そのような繊維は約15cm〜少なくとも数メートルの桁の長さを有し、更には数キロメートル以上の桁の長さをも有し得る。
【0041】
本開示は、複数の撚られた複合体ワイヤを含む撚りケーブルを提供する。この複合体ワイヤは脆性かつ非延性であり得、よって、ワイヤを破壊せずに螺旋構造を維持しようとする従来のケーブル撚りプロセス中には、十分に変形されないことがある。よって、本開示は、いくつかの実施形態において、より高い引張り強度の撚り複合体ケーブルを提供し、更には、いくつかの実施形態において、撚りケーブルにおけるワイヤの螺旋構造を維持するための手段を提供する。このようにして、撚りケーブルは、中間物品又は最終物品として好都合に提供され得る。この撚り複合体ケーブルは、中間物品として使用される場合、例えば、架空送電ケーブルなどの送電ケーブルなどとしての最終物品に後で組み込むことができる。
【0042】
本開示の様々な代表的実施形態を、特に図面を参照しながら説明する。本開示の代表的な実施形態は、開示の趣旨及び範囲から逸脱することなく、様々な修正や変更が可能である。したがって、本開示の実施形態は以下に記述する代表的な実施形態に限定されず、請求項及びそれと同等の任意のものに定められた制限によって支配されるものと理解されたい。
【0043】
ここで一つの態様において、本開示は撚り複合体ケーブルを提供する。図を参照し、図1Bは、本開示の代表的な実施形態による撚り複合体ケーブル10の斜視図を示す。図に示すように螺旋撚り複合体ケーブル10には、中心長手方向軸を画定する単一ワイヤ2と、第一撚り方向(時計回りが図示されており、右旋撚り方向に対応する)で、複合体ワイヤ2の回りに撚られる複数の第一複合体ワイヤを含む第一層12と、第一撚り角度で、複数の第一複合体ワイヤ4の回りに撚られる複数の第二複合体ワイヤ6を含む第二層14と、が含まれる。
【0044】
所望により、複数の第三の複合体ワイヤ8を含む第三層16が、第一撚り方向で、複数の第二複合体ワイヤ6の回りに撚られて、複合体ケーブル10’を形成し得る。所望により、第四層(図示なし)又はそれ以上の複合体ワイヤ追加層を、第一撚り方向で、複数の第二複合体ワイヤ6の回りに撚られて、複合体ケーブル10’を形成する。所望により、単一ワイヤ2は、図1Bに示すように複合体ワイヤであるが、他の実施形態においては、単一ワイヤ2は、図1Aに示すように例えば脆性金属ワイヤ1などの、脆性ワイヤであり得る。
【0045】
本開示の代表的な実施形態において、複合体ワイヤ(例えば4、6、及び8)の2層以上の撚られた層が、中心長手方向軸を画定する単独中心ワイヤ2の周りに螺旋状に巻かれ、複合体ワイヤの各後続層は、複合体ワイヤの各直前層と同じ撚り方向で巻かれる。更に、各層(12、14及び16)について図1Bでは右旋撚りが示されているが、各層(12、14及び16)について代わりに左旋を使用してもよいことが理解されるであろう。
【0046】
図1B及び図2A〜2Cを参照して、更なる代表的な実施形態において、撚り複合体ケーブルは、中心長手方向軸9を画定する単一ワイヤ2と、中心長手方向軸9に対して画定される第一撚り角度αで、第一撚り長さL(図2A)を有し、単一複合体ワイヤ2の回りに撚られる複数の第一複合体ワイヤ4と、中心長手方向軸9に対して画定される第二撚り角度βで、第二撚り長さL’(図2B)を有し、第一撚り方向で、複数の第一複合体ワイヤ4の回りに撚られる複数の第二複合体ワイヤ6と、を含む。
【0047】
追加の代表的な実施形態において、撚り複合体ケーブルは更に所望により、中心長手方向軸9に対して画定される第一撚り角度で、第三撚り長さL”(図2C)を有し、第三撚り方向で、複数の第二複合体ワイヤ6の回りに撚られる複数の第三複合体ワイヤ8を含み、第二撚り角度βと第三撚り角度γとの相対的な差が、約4°以下である。
【0048】
更なる代表的な実施形態(図示なし)において、この撚りケーブルは更に、その共通の長手方向軸9に対して画定される第一撚り角度(図示なし)で、複数の第三複合体ワイヤ8の回りに撚られる複合体ワイヤの追加の(例えば後続の)層(例えば第四、第五、又はそれ以降の層の)を含み、各層の複合体ワイヤが特徴的な撚り長さを有し、第三撚り角度γと第四又はそれ以降の撚り角度との相対的な差が、約4°以下である。撚り複合体ワイヤの四層又はそれ以上の層が採用されている実施形態では、好ましくは、直径0.5mm以下の複合体ワイヤが利用される。
【0049】
いくつかの実施形態において、第一撚り角度αと第二撚り角度βとの間の相対的な(絶対的な)差は、約4°以下である。特定の代表的な実施形態において、一つ以上の第一撚り角度αと第二撚り角度β、第二撚り角度βと第三撚り角度γとの間の相対的な(絶対的な)差は、4°以下、3°以下、2°以下、1°以下、又は0.5°である。特定の代表的な実施形態において、一つ以上の第一撚り角度は、第二より角度に等しく、第二撚り角度は第三撚り角度に等しく、及び/又は各後続撚り角度は直前の撚り角度に等しい。
【0050】
更なる実施形態において、一つ以上の第一撚り長さは第二撚り長さ以下であり、第二撚り長さは第三撚り長さ以下であり、第四撚り長さはすぐ後続の撚り長さ以下であり、及び/又は各後続撚り長さは直前の撚り長さ以下である。他の実施形態において、一つ以上の第一撚り長さは第二撚り長さに等しく、第二撚り長さは第三撚り長さに等しく、及び/又は各後続撚り長さは直前の撚り長さに等しい。いくつかの実施形態において、当該技術分野において既知のように、平行撚りを使用することが好ましいことがある。
【0051】
さまざまな撚り複合体ケーブル実施形態(10、11、10’、11’)が、図3A、3B、3C及び3Dの断面図にそれぞれ示されている。図3A〜3Dの例示した実施形態それぞれにおいて、複合体ワイヤ(4、6、及び8)は、中心長手方向軸(図示なし)を画定する単一ワイヤ(図3A及び3Cでは2、図3B及び3Dでは1)の周りに、複合体ワイヤ(4、6、及び8)に対応する各層(図1Bの12、14及び16’)において同一である撚り角度(図示なし)で撚られている。そのような撚り角度は時計方向(図1Bに示す右旋撚り)又は反時計方向(左旋撚り、図示なし)であり得る。
【0052】
図3A及び3Cは中心長手方向軸(図示なし)を画定する単独の中心複合体ワイヤ2を示しているが、図3B及び3Dに示すように、単一ワイヤ2は延性金属ワイヤ1であり得ることも、併せて理解される。更に、複合体ワイヤの各層はある撚り長さを呈し(図3A〜3Dに図示なし)、複合体ワイヤの各層の撚り長さは異なっていてよく、又は好ましくは、同じ撚り長さであり得る。
【0053】
更に、いくつかの代表的な実施形態において、各複合体ワイヤは、中心長手方向軸に対して実質的に垂直の方向に、全般に円形、楕円形、又は台形の断面形状を有する。特定の代表的な実施形態において、複合体ワイヤはそれぞれ、全般に円形の断面形状を有し、各複合体ワイヤの直径は約0.1mm以上であり、より好ましくは0.5mm以上であり、更により好ましくは1mm以上であり、更により好ましくは2mm以上であり、最も好ましくは3mm以上であり、かつ、約15mm以下であり、より好ましくは10mm以下であり、更により好ましくは5mm以下であり、更により好ましくは4mm以下であり、最も好ましくは3mm以下である。他の代表的な実施形態において、各複合体ワイヤの直径は1mm未満、又は5mmを超え得る。
【0054】
典型的に、全般に円形の断面形状を有する単独中心ワイヤの平均直径は、約0.1mm〜約15mmの範囲である。いくつかの実施形態において、単独中心ワイヤの平均直径は望ましくは約0.1mm以上、0.5mm以上、1mm以上、2mm以上、3mm以上、4mm以上、又は最高約5mmである。他の実施形態において、単独中心ワイヤの平均直径は約0.5mm未満、約1mm未満、約3mm未満、約5mm未満、約10mm未満、又は約15mm未満である。
【0055】
図3A〜3Dに示されていない追加の代表的な実施形態において、撚り複合体ケーブルには、中心長手方向軸を画定する単一ワイヤの回りに3層を超える複合体ワイヤを撚られた層が含まれ得る。特定の代表的な実施形態において、複合体ケーブルの各層における各複合体ワイヤは、同じ構造及び形状であり得るが、これは、本明細書に記述される利点を達成するのに必須ではない。
【0056】
更なる態様において、本開示は、複合体コアと、その複合体コアの回りの伝導体層とを含む、撚り送電ケーブルのさまざまな実施形態を提供し、この複合体コアは、上述の任意の撚り複合体ケーブルを含み得る。いくつかの実施形態において、この送電ケーブルは、架空送電ケーブル、又は地下送電ケーブルとして有用であり得る。特定の代表的な実施形態において、この伝導体層は、複合体ケーブルコアのほぼ全表面に接触する金属層を含む。他の代表的な実施形態において、この伝導体層は、複合体ケーブルコアの周りに撚られた複数の延性金属伝導体ワイヤを含む。
【0057】
図4A〜4Eは撚りケーブル(図4A、4B、4C、4D及び4Eに対応する30、40、50、60又は70)の代表的な実施形態を示し、延性ワイヤ(例えば28、28’、28”)例えば、延性金属伝導体ワイヤの、1層以上の追加層が、図3Aの複合体ケーブルコア10の回りに螺旋状に撚られる。しかしながら、本開示はこれらの代表的な実施形態に限定されるものではなく、他の複合体ケーブルコア(例えば、図3B、3C及び3Dにそれぞれの複合体ケーブル11、10’、及び11’)を用いた他の実施形態も、本開示の範囲内であることが理解されよう。
【0058】
よって、図4Aに示された特定の実施形態において、撚りケーブル30には、図1B、2A〜2B、及び3Aに示されるような撚り複合体10の回りに撚られた、複数の第一延性ワイヤ28が含まれる。図4Bに示された追加の実施形態において、撚りケーブル40には、図4Aの撚りケーブル30の、複数の第一延性ワイヤ28の回りに撚られる、複数の第二延性ワイヤ28’が含まれる。図4Cに示された更なる実施形態において、撚りケーブル50には、図4Bの撚りケーブル40の、複数の第二延性ワイヤ28’の回りに撚られる、複数の第三延性ワイヤ28”が含まれる。
【0059】
図4A〜4Cによって示される特定の実施形態において、対応する撚りケーブル(30、40又は50)は、図3Aの撚り複合体ケーブル10を含むコアを有し、これには中心長手方向軸9を画定する単一ワイヤ2(図2C)と、第一撚り方向で、単独複合体ワイヤ2の回りに撚られる複数の第一複合体ワイヤ4を含む第一層12と、第一撚り方向で、複数の第一複合体ワイヤ4の回りに撚られる複数の第二複合体ワイヤ6を含む第二層14と、が含まれる。特定の代表的な実施例において、複数の第一延性ワイヤ28は、隣接する放射状層(例えば、複数の第二複合体ワイヤ6を含む第二層14)とは逆の撚り方向で撚られる。
【0060】
他の代表的な実施例において、複数の第一延性ワイヤ28は、隣接する放射状層(例えば、複数の第二複合体ワイヤ6を含む第二層14)と同じ撚り方向で撚られる。更なる代表的な実施形態において、複数の第一延性ワイヤ28、複数の第二延性ワイヤ28’、又は複数の第三延性ワイヤ28”は、隣接する放射状層(例えば複数の第二複合体ワイヤ6を含む第二層14)とは逆の撚り方向で撚られる。
【0061】
更なる代表的な実施形態において、各延性ワイヤ(28、28’、又は28”)は、中心長手方向軸に対して実質的に垂直の方向に、円形、楕円形、又は台形から選択される断面形状を有する。図4A〜4Cは、各延性ワイヤ(28、28’、又は28”)が、中心長手方向軸に対して実質的に垂直の方向に、実質的に円形の断面形状を有する実施形態を示す。図4Dに示された特定の実施形態において、撚りケーブル60には、図1B、2A〜2Bに示すような撚り複合体10の回りに撚られる、複数の第一台形形状の延性ワイヤ28が全般的に含まれる。図4Eに示される更なる実施形態において、撚りケーブル70には更に、図4Dの撚りケーブル60の回りに撚られる、複数の第二台形形状の延性ワイヤ28’が全般的に含まれる。
【0062】
更なる代表的な実施形態において、これら延性ワイヤ(28、28’、又は28”)の一部又は全ては、中心長手方向軸に対して実質的に垂直の方向に、「Z」又は「S」形(図示なし)の断面形状を有し得る。そのような形状のワイヤは当該技術分野において既知であり、例えば、相互に連結するケーブル外層を形成するのに望ましいことがある。
【0063】
追加の実施形態において、延性ワイヤ(28、28’、又は28”)は、銅、アルミニウム、鉄、亜鉛、コバルト、ニッケル、クロム、チタン、タングステン、バナジウム、ジルコニウム、マンガン、ケイ素、これらの合金、及びこれらの組み合わせからなる群から選択される一つ以上の金属を含む。
【0064】
撚り複合体ケーブルは、例えば、前述の螺旋状に撚られた複合体ケーブル、又はその他の撚り複合体ケーブルなど、複合体ワイヤを含むコアの回りに、複数の延性ワイヤを撚ることによって、最終物品、例えば牽引ケーブル、巻上げ機ケーブル、架空送電ケーブル、及び同等物などに後で組み込まれる中間物品として使用され得る。例えばコアは、当該技術分野において既知の技法を用い、上述のようにして、単独の中心ワイヤ(2)の回りに、2層以上の複合体ワイヤ(4、6、8)を撚る(例えば螺旋状に巻き付ける)ことによって作製することができる。典型的に、そのような螺旋状に撚られた複合体ケーブルコアは、最低で19本の個別ワイヤから、50本以上ものワイヤを含む傾向にある。
【0065】
複数の複合体ワイヤを含むコア(2、4、6)については、そのいくつかの実施形態において、撚り中又は撚り後に、例えばテープの上巻き(接着剤の有無を問わず)又は結合剤などの保持手段を用いて、複合体ワイヤ(例えば、少なくとも、図5A〜5Dの第二層14における複数の第二複合体ワイヤ6)を一緒に保持することが望ましい(例えば米国特許第6,559,385 B1号(Johnson et al.)を参照)。図5A〜5Cは、撚き付けた後に複合体ワイヤを一緒に保持するため、テープ18の形状の保持手段を使用しているさまざまな実施形態を示す。
【0066】
図5Aは、撚りケーブル10(図1B、2A〜2B、及び3A)の側面図であり、撚り複合体ケーブル10の複合体ワイヤ(2、4、6)の回りに部分的に適用されたテープ18を含む、代表的な保持手段を伴っている。図5Bに示すように、テープ18は、接着層22を伴う支持体20を含み得る。別の方法としては、図5Cに示すように、テープ18は、接着層なしで、支持体20のみを含み得る。
【0067】
特定の代表的な実施形態において、テープ18は、図5Aに示すように、各後続の巻きを、隙間なくかつ重なりなしに、前の巻きに境を接するように巻き付けることができる。別の方法としては、いくつかの実施形態において、後続の巻きは、各巻きの間に隙間を残すような間隔があるように、あるいは前の巻きに重なるように、することができる。一つの好ましい実施形態において、テープ18は、各巻きが、前の巻きに対して、テープ幅の約1/3〜1/2重なるように巻かれる。
【0068】
図5Bは、保持手段が、接着剤22を伴う支持体20を含むテープ18である、図5Aの撚りケーブルの端面図である。この代表的な実施形態において、好適な接着剤には例えば、(メタ)アクリレート(コ)ポリマー系接着剤、ポリ(α−オレフィン)接着剤、ブロックコポリマー系接着剤、天然ゴム系接着剤、シリコーン系接着剤、及びホットメルト接着剤が挙げられる。感圧性接着剤は、特定の実施形態において好ましいことがある。
【0069】
更なる代表的な実施形態において、テープ18又は支持体20の好適な材料には、金属ホイル(特にアルミニウム)、ポリエステル、ポリイミド、及びガラス強化支持体が挙げられ、ここにおいてテープ18は弾性曲げ変形を維持するのに十分強く、包まれた構成をそれ自体だけで保持することができ、又は必要に応じて十分に拘束される。一つの特に好ましい支持体20はアルミニウムである。そのような支持体は、好ましくは厚さが0.05〜0.13mm(0.002〜0.005インチ)であり、幅は撚りケーブル10の直径に基づいて選択される。例えば、二層の撚り複合体ワイヤを有し(例えば図5Aに示すもの)、直径約1.3cm(0.5インチ)を有する、撚りケーブル10については、幅2.5cm(1.0インチ)を有するアルミニウムテープが好ましい。
【0070】
現在好ましい市販のテープには、次の金属ホイルテープが挙げられる(3M Company(ミネソタ州セントポール)から市販):テープ438、厚さ0.13mm(0.005インチ)アルミ支持体、アクリル接着剤付き、合計テープ厚さ0.18mm(0.0072インチ);テープ431、厚さ0.05mm(0.0019インチ)アルミニウム支持体、アクリル接着剤付き、合計テープ厚さ0.08mm(0.0031インチ);及びテープ433、厚さ0.05mm(0.002インチ)アルミニウム支持体、シリコーン接着剤付き、合計テープ厚さ0.09mm(0.0036インチ)。好適な金属ホイル/ガラスクロステープは、実施例に記述されているように、テープ363(3M Company(ミネソタ州セントポール)から市販)である。好適なポリエステル支持体テープには、厚さ0.03mm(0.001インチ)のポリエステル支持体、シリコーン系接着剤、及び合計テープ厚さ0.03mm(0.0018インチ)の、ポリエステルテープ8402(3M Company(ミネソタ州セントポール)から市販)が挙げられる。
【0071】
図5Cは、テープ18が接着剤22のない支持体20を含む、図5Aの撚りケーブルの端面図である。テープ18が接着剤なしの支持体20であるとき、支持体20の好適な材料には、接着剤付きの使用において上述したもののうち任意のものが含まれ、好適な支持体は、厚さが0.05〜0.13mm(0.002〜0.005インチ)、幅2.54cm(1.0インチ)を有するアルミニウム支持体である。
【0072】
接着剤22の有無を問わず、テープ18を保持手段として使用する場合、テープは、当該技術分野において既知であるような従来型のテープ巻き装置でこの撚りケーブルに適用することができる。好適なテープ巻き装置には、例えばモデル番号CT−300同心テーピングヘッドなどの、Watson Machine,International(ニュージャージー州パターソン)から市販されているものが挙げられる。テープ上巻きステーションは一般に、ケーブル撚り装置の出口に配置され、ケーブル10が巻き取りスプール上に巻かれる前に、螺旋状に撚られた複合体ワイヤに適用される。テープ18は、弾性変形された複合体ワイヤの撚り配置を保持できるよう選択される。
【0073】
図5Dは、複合体ワイヤ(2、4、6)をその撚り配置に保持するよう、撚りケーブル10に適用される結合剤24の形状での保持手段を用いた、撚り複合体ケーブル34の別の代表的な実施形態を示す。好適な結合剤24には、6〜20個の炭素原子を含むモノマーと、米国特許第5,112,882号(Babu et al.)に記述されているような光架橋剤と、から誘導された、1つ以上のポリ(α−オレフィン)ホモポリマー、コポリマー、ターポリマー、及びテトラポリマーが挙げられる。これらの材料の放射線硬化は、剥離及び剪断接着特性の有利なバランスを有する接着フィルムを提供する。
【0074】
別の方法としては、結合剤24は熱硬化性材料を含み得、これにはエポキシが含まれるがこれに限定されない。いくつかの結合剤について、上述のように、ワイヤがケーブル化装置から出る際に、撚りケーブル10上に結合剤24を押し出すか又は別の方法でコーティングすることが好ましい。別の方法としては、結合剤24は、転写テープとして供給される接着剤の形態で適用することができる。この場合、結合剤24は転写又は剥離シート(図示なし)に適用される。この剥離シートで、撚りケーブル10の複合体ワイヤの回りが包まれる。次に支持体を除去すると、接着剤層が結合剤24として残る。
【0075】
更なる実施形態において、接着剤22又は結合剤24は所望により、複合体ワイヤの各層(例えば図1Bの12、14、16)の回りに、又は、複合体ワイヤ(例えば図1Bの2、4、6、8)の任意の好適な層の間に適用されることが望ましい場合がある。
【0076】
一つの現在好ましい実施形態において、これら保持手段は、撚り複合体ケーブル10の合計直径に著しい増加はもたらさない。好ましくは、保持手段を含む撚り複合体ケーブルの外形は、保持手段を除外した複数の撚り複合体ワイヤ(2、4、6、8)の外形の110%以下であり、より好ましくは105%以下であり、最も好ましくは102%以下である。
【0077】
複合体ワイヤには、従来型のケーブル化装置で撚られているときに、顕著な量の弾性曲げ変形が行われることが認識されよう。ワイヤの螺旋構成を保持するための保持手段が存在しない場合、この顕著な弾性曲げ変形によって、ワイヤの撚りをほどく、又は曲げ形状を元に戻すような作用が生じ得る。よって、いくつかの実施形態において、保持手段は、複数の撚り複合体ワイヤ(図1Bの2、4、6、8)の著しい弾性曲げ変形を保持するよう選択される。
【0078】
更に、撚りケーブル10の目的用途によっては、特定の保持手段がその用途に、より好適であることが示唆され得る。例えば、撚りケーブル10が送電ケーブルのコアとして使用される場合は、この用途で曝され得る温度及びその他の条件で、この伝送ケーブルが悪影響を受けないように、結合剤24、又は接着剤22を使用しないテープ18のいずれかを選択すべきである。接着テープ18が保持手段として使用されるとき、接着剤22と支持体20との両方が、この目的用途に好適となるよう選択されるべきである。
【0079】
特定の代表的な実施形態において、撚り複合体ワイヤ(例えば図1Bの2、4、6、8)はそれぞれ、後に詳しく述べるように、マトリックス内に複数の連続繊維を含む。ワイヤは複合体であるため、延性ワイヤでは可能であるようなケーブル化操作中の可塑性変形を受け入れない。例えば、延性ワイヤを含む先行技術の構成において、従来のケーブル化プロセスは、複合体ワイヤを螺旋形状に恒久的かつ可塑的に変形させるよう実行することができる。本開示は、従来の非複合体ワイヤに比べ、優れた望ましい特性を提供できる、複合体ワイヤの使用を可能にする。この保持手段により、この撚り複合体ケーブルを最終物品として便利に取り扱うことが可能になり、又は後続の最終物品に組み込む前に便利に取り扱うことが可能になる。
【0080】
本開示は任意の好適な複合体ワイヤと共に実施することができるが、特定の代表的な実施形態において、複合体ワイヤのそれぞれが、マトリックス中に少なくとも一つの連続繊維トウ、又は連続単繊維を含む、繊維強化複合体ワイヤとなるよう選択される。
【0081】
複合体ワイヤの好ましい実施形態は、マトリックス中に複数の連続繊維を含む。好ましい繊維は、多結晶性α−Al2O3を含む。これらの、複合体ワイヤの好ましい実施形態は、好ましくは、0.4%以上の破断引張歪み、より好ましくは0.7%以上の破断引張歪みを有する。いくつかの実施形態において、金属マトリックス複合体コア内の繊維の数の85%以上(実施形態によっては、90%以上、又は更には95%以上)が連続している。
【0082】
本開示に使用し得る他の複合体ワイヤには、ガラス/エポキシワイヤ、炭化ケイ素/アルミニウム複合体ワイヤ、炭素/アルミニウム複合体ワイヤ、炭素/エポキシ複合体ワイヤ、炭素/ポリエチルエチルケトン(PEEK)ワイヤ、炭素/(コ)ポリマーワイヤ、及びこれら複合体ワイヤの組み合わせが挙げられる。
【0083】
好適なガラス繊維の例には、当該技術分野において既知であるように、A−Glass、B−Glass、C−Glass、D−Glass、S−Glass、AR−Glass、R−Glass、グラスファイバー及びパラグラスが挙げられる。他のガラス繊維も使用することができるが、このリストは限定的ではなく、例えばCorning Glass Company(ニューヨーク州コーニング)から市販されているさまざまな種類のガラス繊維が存在する。
【0084】
いくつかの代表的な実施形態において、連続ガラス繊維が好ましい場合がある。典型的には、連続ガラス繊維は、約3μm〜約19μmの範囲の平均繊維直径を有する。いくつかの実施形態において、ガラス繊維は、少なくとも3GPa、4GPa、及び/又は更には少なくとも5GPaの平均引張強度を有する。いくつかの実施形態において、ガラス繊維は、約60GPa〜95GPa、又は約60GPa〜約90GPaの範囲の弾性率を有する。
【0085】
好適なセラミック繊維の例には、金属酸化物(例えばアルミナ)繊維、窒化ホウ素繊維、炭化ケイ素繊維、及びこれらの繊維の任意の組み合わせが挙げられる。典型的に、セラミック酸化物繊維は、結晶性セラミック、及び/又は結晶性セラミックとガラスとの混合物(すなわち、繊維は結晶性セラミックとガラス相の両方を含み得る)である。典型的には、そのような繊維は、50m以上の桁の長さを有し、キロメートル又はそれ以上の桁の長さを有することさえできる。典型的には、連続セラミック繊維は、約5μm〜約50μm、約5μm〜約25μm、約8μm〜約25μm、又は更に約8μm〜約20μmの、範囲の平均繊維直径を有する。いくつかの実施形態において、この結晶性セラミック繊維は、1.4GPa以上、1.7GPa以上、2.1GPa以上、又は更には2.8GPaの平均引張り強度を有する。いくつかの実施形態において、この結晶性セラミック繊維は、70GPaを超え約1000GPa以下、又は更には420GPa以下の弾性率を有する。
【0086】
好適な単繊維セラミック繊維の例には、炭化ケイ素繊維が挙げられる。典型的に、炭化ケイ素単繊維は、結晶性セラミック、及び/又は結晶性セラミックとガラスとの混合物(すなわち、繊維は結晶性セラミックとガラス相の両方を含み得る)である。典型的には、そのような繊維は、50m以上の桁の長さを有し、キロメートル又はそれ以上の桁の長さを有することさえできる。典型的には、連続炭化ケイ素単繊維は、約100μm〜約250μmの範囲の平均繊維直径を有する。いくつかの実施形態において、この結晶性セラミック繊維は、2.8GPa以上、3.5GPa以上、4.2GPa以上、及び/又は更には6GPaの平均引張り強度を有する。いくつかの実施形態において、この結晶性セラミック繊維は、250GPaを超え約500GPa以下、又は更には430GPa以下の弾性率を有する。
【0087】
好適なアルミナ繊維は、例えば、米国特許第4,954,462号(Wood et al.)及び同第5,185,299号(Wood et al.)に記載されている。いくつかの実施形態では、アルミナ繊維は多結晶性アルファアルミナ繊維であり、理論上の酸化物系で、アルミナ繊維の総重量を基準として、99重量%を超えるAl2O3及び0.2〜0.5重量%のSiO2を含む。別の態様では、いくつかの望ましい多結晶性アルファアルミナ繊維は、平均粒径1マイクロメートル未満(又は、いくつかの実施形態においては、更には0.5マイクロメートル未満)のアルファアルミナを含む。別の様態では、いくつかの実施形態において、多結晶性アルファアルミナ繊維の平均引張り強度は、1.6GPa以上(いくつかの実施形態では、2.1GPa以上、又は更には2.8GPa以上)である。代表的なアルファアルミナ繊維は、商品名「NEXTEL 610」(3M Company(ミネソタ州セントポール))として市販されている。
【0088】
好適なアルミノシリケート繊維は、例えば、米国特許第4,047,965号(Karst et al)に記述されている。代表的なアルミノシリケート繊維は、商品名「NEXTEL 440」、「NEXTEL 550」、及び「NEXTEL 720」(3M Company(ミネソタ州セントポール))として販売されている。アルミノボロシリケート繊維は、例えば、米国特許第3,795,524号(Sowman)に記述されている。代表的なアルミノボロシリケート繊維は、商品名「NEXTEL 312」(3M Company(ミネソタ州セントポール))として販売されている。窒化ホウ素繊維は、例えば、米国特許第3,429,722号(Economy)及び同第5,780,154号(Okano et al.)に記述されている。更に、代表的な炭化ケイ素繊維は、例えば、カリフォルニア州サンディエゴのCOI Ceramicsから500繊維のトウの商品名「NICALON」が、日本の宇部興産(Ube Industries)から商品名「TYRANNO」が、ミシガン州ミッドランドのDow Corningから商品名「SYLRAMIC」が、市販されている。
【0089】
好適な炭素繊維には、例えばPANEX(登録商標)及びPYRON(登録商標)(ZOLTEK(ミズーリ州ブリッジトン)から市販)、THORNEL(CYTEC Industries,Inc.(ニュージャージー州パターソン)から市販)、HEXTOW(HEXCEL,Inc.(コネチカット州サウスベリ)から市販)、及びTORAYCA(東レ株式会社(TORAY Industries,Ltd.)(日本・東京)から市販)が挙げられる。そのような炭素繊維は、ポリアクリロニトリル(PAN)前駆体から誘導され得る。その他の好適な炭素繊維には、当該技術分野において既知のように、PAN−IM、PAN−HM、PAN UHM、PITCH又はレーヨン副産物が挙げられる。
【0090】
追加の好適な市販繊維には、ALTEX(住友化学株式会社(Sumitomo Chemical Company)(日本・大阪)から市販)、ALCEN(株式会社ニチビ(Nitivy Company,Ltd.)、日本・東京)から市販)が挙げられる。
【0091】
好適な繊維には更に、形状記憶合金(マルテンサイト形質転換を起こす金属合金で、形質転換温度より下の温度で双晶化メカニズムにより変形可能となり、形質転換温度より上に加熱されて双晶組織が元の相に戻ると、このような変形が元に戻り得る)が挙げられる。市販されている形状記憶合金繊維があり、例えばJohnson Matthey Company(ペンシルバニア州ウェストホワイトランド)から市販されている。
【0092】
いくつかの実施形態において、セラミック繊維がトウ内にある。トウは、繊維分野で既知であり、複数の(個別の)繊維(典型的には100本以上、より典型的には400本以上の繊維)がロービング様形状に集まったものを指す。いくつかの実施形態において、トウは、トウ当たり780本以上の個別繊維を含み、場合によっては、トウ当たり2600本以上の個別繊維、又は別の場合では、トウ当たり5200本以上の個別繊維を含む。セラミック繊維のトウは一般に、300m、500m、750m、1000m、1500m、2500m、5000m、7500m及びそれ以上を含む、様々な長さで入手可能である。繊維は、円形又は楕円形である断面形状を有し得る。
【0093】
市販されている繊維は典型的に、潤滑性をもたらし、取扱い中に繊維ストランドを保護するために、製造中に繊維に添加される有機糊剤を典型的に含み得る。糊剤は、例えば、繊維から離れた糊剤を溶解又は燃焼させることによって除去することができる。典型的には、金属マトリックス複合体ワイヤを形成する前に、糊剤を除去することが望ましい。繊維はまた、例えば繊維の湿潤性を強化するために使用されているコーティングを有していることがあり、これが繊維と溶融金属マトリックス材料との間の反応を低下又は阻害する。このようなコーティング、及びこのようなコーティングを提供するための技法は、繊維及び複合体の分野で既知である。
【0094】
更なる代表的な実施形態において、複合体ワイヤはそれぞれ、金属マトリックス複合体ワイヤとポリマー複合体ワイヤから選択される。好適な複合体ワイヤは、例えば、米国特許第6,180,232号、同第6,245,425号、同第6,329,056号、同第6,336,495号、同第6,344,270号、同第6,447,927号、同第6,460,597号、同第6,544,645号、同第6,559,385号、同第6,723,451号、及び同第7,093,416号に開示されている。
【0095】
一つの現在好まれている繊維強化金属マトリックス複合体ワイヤは、セラミック繊維強化アルミニウムマトリックス複合体ワイヤである。セラミック繊維強化アルミニウムマトリックス複合体ワイヤは、好ましくは、ほぼ純粋な元素アルミニウム、又は純粋なアルミニウムと最高約2重量%(マトリックスの合計重量に対して)の銅との合金のいずれかのマトリックス内に封入された、多結晶性α−Al2O3の連続繊維を含む。好ましい繊維は、寸法が約100nm未満の等軸晶グレインを含み、繊維直径が約1〜50μmの範囲である。約5〜25μmの範囲の繊維直径が好ましく、約5〜15μmの範囲の繊維直径が最も好ましい。
【0096】
本開示の好ましい繊維強化複合体ワイヤは、1立方センチメートル当たり約3.90〜3.95グラムの繊維密度を有する。好ましい繊維の中には、米国特許第4,954,462号(Wood et al.)に記述されているものがある。好ましい繊維は、商品名「NEXTEL 610」アルファアルミナ系繊維(3M Company(ミネソタ州セントポール))として市販されている。封入するマトリックスは、それ自体が繊維材料と化学的に顕著に反応しない(すなわち、繊維材料に対して化学的に比較的不活性である)ように選択され、これにより繊維外側に保護コーティングを施す必要がなくなる。
【0097】
複合体ワイヤで、特定の現在好まれている実施形態において、ほぼ純粋な元素アルミニウム、又は元素アルミニウムと最高約2重量%(マトリックスの合計重量に対して)の銅との合金のいずれかを含むマトリックスの使用は、好結果のワイヤを生み出すことが示されている。本明細書において用語「ほぼ純粋な元素アルミニウム」、「純粋なアルミニウム」及び「元素アルミニウム」は互換可能な用語であり、約0.05重量%未満の不純物を含むアルミニウムを意味するためのものである。
【0098】
一つの現在好まれている実施形態において、複合体ワイヤは、ほぼ元素アルミニウムのマトリックス内に、約30〜70体積%(複合体ワイヤの合計体積に対して)の多結晶性α−Al2O3繊維を含む。このマトリックスは、マトリックスの合計重量に対して、約0.03重量%未満の鉄を含むことが現在好ましく、最も好ましくは、約0.01重量%未満の鉄を含む。約40〜60%の多結晶性α−Al2O3繊維の繊維含有量が好ましい。約20MPa未満の降伏強さを有するマトリックスと、約2.8GPa未満の長手方向引張り強度を有する繊維と、を有するマトリックスで形成された、そのような複合体ワイヤは、優れた強度特性を有することが見出されている。
【0099】
マトリックスはまた、元素アルミニウムと最高約2重量%(マトリックスの合計重量に対して)の銅との合金から形成され得る。ほぼ純粋な元素アルミニウムマトリックスが使用されている実施形態と同様、アルミニウム/銅合金マトリックスを有する複合体ワイヤは好ましくは、複合体の合計体積に対して約30〜70体積%の多結晶性α−Al2O3繊維を含み、より好ましくは約40〜60体積%の多結晶性α−Al2O3繊維を含む。加えて、このマトリックスは好ましくは、マトリックスの合計重量に対して、約0.03重量%未満の鉄を含み、最も好ましくは、約0.01重量%未満の鉄を含む。アルミニウム/銅マトリックスは好ましくは、約90MPa未満の降伏強さを有し、多結晶性α−Al2O3繊維は約2.8GPa以上の長手方向引張り強度を有する。
【0100】
複合体ワイヤは、好ましくは、上述の、ほぼ純粋な元素アルミニウムマトリックス内に、又は元素アルミニウムと最高約2重量%の銅との合金から形成されたマトリックス内に、封入された、ほぼ連続の多結晶性α−Al2O3繊維から形成される。そのようなワイヤは、一般に、ほぼ連続の多結晶性α−Al2O3繊維のスプールを、繊維トウに配置するプロセスによって製造され、溶融マトリックス材料の液浴内を通って引っ張られる。結果として得られたセグメントを次に固化させることにより、マトリックス内に封入された繊維が得られる。
【0101】
代表的な金属マトリックス材料は、アルミニウム(例えば高純度(例えば99.95%超)元素アルミニウム)、亜鉛、スズ、マグネシウム、及びこれらの合金(例えばアルミニウムと銅の合金)が挙げられる。通常、例えば繊維外面に保護コーティングを提供する必要性を除去するために、マトリックス材料が繊維と著しく化学反応しない(すなわち、繊維材料に関して比較的化学的に不活性である)ように、マトリックス材料が選択される。いくつかの実施形態において、マトリックス材料としては、望ましくは、アルミニウム及びその合金が挙げられる。
【0102】
いくつかの実施形態において、金属マトリックスは、98重量パーセント以上のアルミニウム、99重量パーセント以上のアルミニウム、99.9重量パーセントを超えるアルミニウム、又は更には99.95重量パーセントを超えるアルミニウムを含む。アルミニウムと銅との代表的なアルミニウム合金は、98重量パーセント以上のAlと最高2重量パーセントの銅を含む。いくつかの実施形態において、有用な合金は1000、2000、3000、4000、5000、6000、7000及び/又は8000シリーズのアルミニウム合金である(アルミニウム協会表記)。より高い純度の金属が、より高い引張強度のワイヤを製造するのに望ましい傾向があるが、純度のより低い形態の金属も有用である。
【0103】
適切な金属が市販されている。例えば、アルミニウムは、Alcoa(ペンシルバニア州ピッツバーグ)から、商品名「SUPRE PURE ALUMINUM;99.99%Al」で入手可能である。アルミニウム合金(例えば、Al−2重量%の銅(0.03重量%不純物))はBelmont Metals(ニューヨーク州ニューヨーク)から得ることができる。亜鉛及びスズは、例えば、Metal Services(ミネソタ州セントポールの)から入手可能である(「純亜鉛」;99.999%の純度及び「純スズ」;99.95%の純度)。例えば、マグネシウムは、Magnesium Elektron(英国マンチェスターの)から、商品名「PURE」で入手可能である。マグネシウム合金(例えばWE43A、EZ33A、AZ81A、及びZE41A)は、例えばTIMET(コロラド州デンバー)から得ることができる。
【0104】
金属マトリックス複合体ワイヤは、典型的には、繊維及びマトリックス材料の合わせた総体積に対して、15体積パーセント以上(実施形態によっては、20、25、30、35、40、45、又は更には50体積パーセント以上)の繊維を含む。より典型的には、複合体コア及びワイヤは、繊維及びマトリックス材料の合わせた総体積に対して、40〜75(実施形態によっては45〜70)体積パーセントの範囲の繊維を含む。
【0105】
金属マトリックス複合体ワイヤは、当該技術分野において既知の手法を用いて作製できる。例えば、連続金属マトリックス浸潤プロセスで、連続する金属マトリックス複合体ワイヤを作製することができる。一つの好適なプロセスが、例えば、米国特許第6,485,796号(Carpenter et al.)に記載されている。当該技術分野において既知の引抜成形プロセスによって、ポリマー及び繊維を含むワイヤが作製され得る。
追加の代表的な実施形態において、複合体ワイヤはポリマー複合体ワイヤを含むよう選択される。ポリマー複合体ワイヤは、ポリマーマトリックス内に少なくとも1本の連続繊維を含む。いくつかの代表的な実施形態において、少なくとも1本の連続繊維は、金属、炭素、セラミック、ガラス、及びこれらの組み合わせを含む。特定の現在好まれている実施形態において、少なくとも1本の連続繊維は、チタン、タングステン、ホウ素、形状記憶合金、カーボンナノチューブ、グラファイト、炭化ケイ素、ホウ素、アラミド、ポリ(p−フェニレン−2,6−ベンゾビスオキサゾール)3、及びこれらの組み合わせを含む。追加の現在好まれている実施形態において、ポリマーマトリックスは、エポキシ、エステル、ビニルエステル、ポリイミド、ポリエステル、シアン酸エステル、フェノール樹脂、ビスマレイミド樹脂、及びこれらの組み合わせから選択される(コ)ポリマーを含む。
【0106】
本開示の特定の実施形態に従って複合体コアの回りに撚る複合コア(例えば送電ケーブル)を提供するための延性金属ワイヤは、当該技術分野において既知である。好ましい延性金属には、鉄、鋼、ジルコニウム、銅、スズ、カドミウム、アルミニウム、マンガン、及び亜鉛、並びに他の金属及び/又はケイ素との合金、及び同様物が挙げられる。銅ワイヤは、例えば、Southwire Company(ジョージア州キャロルトン)から市販されている。アルミニウムワイヤは、例えば、Nexans(カナダ・ウェイバーン)から商品名「1350−H19アルミニウム」又はSouthwire Company(ジョージア州キャロルトン)から「1350−H0アルミニウム」として市販されている。
【0107】
典型的には、銅ワイヤは、約20℃〜約800℃の温度範囲以上で、約12ppm/℃〜約18ppm/℃の範囲の熱膨張係数を有する。銅合金(例えば、Southwire Company(ジョージア州キャロルトン)から市販されているCu−Si−X、Cu−Al−X、Cu−Sn−X、Cu−Cd(式中、X=Fe、Mn、Zn、Sn、及び/又はSi)などの銅ブロンズ、例えば、OMG Americas Corporation(ノースカロライナ州リサーチ・トライアングル・パーク)から商品名「GLIDCOP」として市販されている酸化物分散強化銅)のワイヤ。いくつかの実施形態において、銅合金ワイヤは、約20℃〜約800℃の温度範囲以上で、約10ppm/℃〜約25ppm/℃の範囲の熱膨張係数を有する。ワイヤは、どのような種類の形状(例えば、円形、楕円形、及び台形)であってもよい。
【0108】
典型的には、アルミニウムワイヤは、約20℃〜約500℃の温度範囲以上で、約20ppm/℃〜約25ppm/℃の範囲の熱膨張係数を有する。いくつかの実施形態では、アルミニウムワイヤ(例えば、「1350−H19アルミニウム」)は、138MPa(20ksi)以上、158MPa(23ksi)以上、172MPa(25ksi)以上、186MPa(27ksi)以上、又は更には200MPa(29ksi)以上の引張り強度を有する。いくつかの実施形態では、アルミニウムワイヤ(例えば、「1350−H0アルミニウム」)は、41MPa(6ksi)超〜97MPa(14ksi)以下、又は更には83MPa(12ksi)以下の引張り強度を有する。
【0109】
アルミニウム合金ワイヤは市販されており、例えば、商品名「ZTAL」、「XTAL」及び「KTAL」(住友電気工業株式会社(Sumitomo Electric Industries)(日本・大阪))、又は、「6201」(Southwire Company(ジョージア州キャロルトン))で市販されているアルミニウム−ジルコニウム合金ワイヤがある。いくつかの実施形態において、アルミニウム合金ワイヤは、約20℃〜約500℃の温度範囲以上で、約20ppm/℃〜約25ppm/℃の範囲の熱膨張係数を有する。
【0110】
本開示は好ましくは、非常に長い撚りケーブルを提供するために実施される。また、撚りケーブル10自体の中の複合体ワイヤは、撚りケーブルの長さにわたって連続であることが好ましい。一つの好ましい実施形態において、複合体ワイヤは実質的に連続であり、長さは150メートル以上である。より好ましくは、複合体ワイヤは連続で、撚りケーブル10内の長さは250メートル以上であり、より好ましくは500メートル以上であり、更により好ましくは750メートル以上であり、最も好ましくは1000メートル以上である。
【0111】
一つの追加的態様において、本開示は、上述の撚り複合体ケーブルの製造方法を提供し、この方法は、中心長手方向軸を画定する単一ワイヤの周りに、複数の第一複合体ワイヤを撚る工程であって、複数の第一複合体ワイヤを撚る工程が中心長手方向軸に対して画定される第一撚り角度で第一撚り方向に実行され、複数の第一複合体ワイヤが第一撚り長さを有する、工程と、複数の第一複合体ワイヤの回りに、複数の第二複合体ワイヤを撚る工程であって、複数の第二複合体ワイヤを撚る工程が中心長手方向軸に対して画定される第二撚り角度で第一撚り方向に実行され、複数の第二複合体ワイヤが第二撚り長さを有する、工程と、を含み、更に第一撚り角度と第二撚り角度との相対的な差が、4°以下である。一つの現在好まれる実施形態において、この方法は更に、複合体ワイヤの回りを複数の延性ワイヤで撚っている工程を含む。
【0112】
複合体ワイヤは、任意の好適なケーブル撚り装置(例えばCortinovis,Spa(イタリア・ベルガモ州)、及びWatson Machinery International(ニュージャージー州パターソン)から市販されているプラネタリーケーブルストランダーなど)で、当該技術分野において既知であるように、撚られ、又は螺旋状に巻かれ得る。いくつかの実施形態において、当該技術分野において既知であるように、剛性のストランダーを採用すると有利であり得る。
【0113】
任意の好適な寸法の複合体ワイヤを使用することができるが、多くの実施形態及び多くの用途について、この複合体ワイヤは、1mm〜4mmの直径を有することが好ましいが、これより大きい直径又は小さい直径の複合体ワイヤを使用することもできる。
【0114】
一つの好ましい実施形態において、撚り複合体ケーブルには、10〜150の撚り係数を有するような撚り方向で螺旋状に撚られる複数の複合体ワイヤが含まれる。撚りケーブルの「撚り係数」は、単一ワイヤ12が螺旋に沿って1回転するときの撚りケーブルの長さを、そのストランドを含む層の公称外径で割ることによって算出される。
【0115】
ケーブル撚りプロセスの間、その中心ワイヤ、又はその周りに巻かれる1つ以上の追加層を有する未完成の中間撚り複合体ケーブルは、さまざまなキャリッジの中央を通過して引っ張られ、各キャリッジでその撚りケーブルに1層が追加される。1層として追加される個々のワイヤは、モーター駆動キャリッジによってケーブルの中心軸を中心に回転されている間、それぞれのボビンから同時に引っ張られる。これは、望ましい各層について順に行われる。その結果、螺旋状に撚られたコアとなる。所望により、結果として得られたこの撚り複合体コアに、例えばテープなどの保持手段を適用して、撚られたワイヤを一緒に保持するのに役立てることができる。
【0116】
本開示の実施形態に従って撚り複合体ケーブルを製造するための代表的な装置80が、図6に示されている。全般に、本開示による撚り複合体ケーブルは、上述のように、単一ワイヤの回りに、同じ撚り方向で、複合体ワイヤを撚ることによって作製することができる。この単一ワイヤは、複合体ワイヤ又は延性ワイヤを含み得る。少なくとも二層の複合体ワイヤが、単一ワイヤコアの周りに複合体ワイヤを撚ることによって形成され、例えば、図1Bに示すように、単独中心ワイヤの回りに少なくとも二層に形成された19本又は37本のワイヤである。
【0117】
ワイヤスプール81が、従来型のプラネタリー撚り装置80の先頭に配置され、スプール81は自由に回転し、供給中に力がコアにかかる可能性があるブレーキシステムを介して張力を適用できる(いくつかの実施形態において、0〜91kg(0〜200lbs)の範囲)。単一ワイヤ90は、ボビンキャリッジ82、83を通り、クロージングダイ84、85を通り、キャプスタンホイール86を回り込み、巻き取りスプール87に取り付けられる。
【0118】
外側の撚り層を適用する前に、個々の複合体ワイヤは、別のボビン88で供給され、これらは、撚り装置のたくさんのモーター駆動キャリッジ82、83に配置される。いくつかの実施形態において、ボビン88からワイヤ89A、89Bを引くのに必要な張力の範囲は、通常4.5〜22.7kg(10〜50lbs)である。典型的に、完成した撚り複合体ケーブルの各層についてキャリッジが1つある。各層のワイヤ89A、89Bは、各キャリッジの出口、クロージングダイ84、85のところで一緒にまとめられ、中心ワイヤ又は前の層の上に配置される。
【0119】
複合体ケーブルを構成する複合体ワイヤの層は、前述のように、同じ方向に螺旋状に撚られている。複合体ケーブル撚りプロセスの間、その中心ワイヤ、又はその周りに巻かれる1つ以上の追加層を有し得る未完成の中間撚り複合体ケーブルは、さまざまなキャリッジの中央を通過して引っ張られ、各キャリッジでその撚りケーブルに1層が追加される。1層として追加される個々のワイヤは、モーター駆動キャリッジによってケーブルの中心軸の周りで回転されている間、それぞれのボビンから同時に引っ張られる。これは、望ましい各層について順に行われる。結果として得られる螺旋状に撚られた複合体ケーブル91は、形状を失ったり、ほどけたりすることなく、便利に切断及び取り扱うことができる。
【0120】
いくつかの代表的な実施形態において、撚り複合体ケーブルは、100メートル以上、200メートル以上、300メートル以上、400メートル以上、500メートル以上、1000メートル以上、2000メートル以上、3000メートル以上、又は更には4500メートル以上もの長さを有する撚り複合体ワイヤを含む。
【0121】
撚りケーブルの取り扱い性は、望ましい特性である。理論に拘束されるものではないが、製造中に、金属ワイヤには、降伏応力を超えるが最大応力又は破壊応力よりは下の応力(曲げ応力など)がかかるため、ケーブルはその螺旋状に撚られた構成が保持される。この応力は、前の層又は中心ワイヤの比較的小さな半径の周りにワイヤが螺旋状に巻かれるように、付加されるものである。追加の応力は、製造中にケーブルに対し放射方向の力及び剪断力が適用されるクロージングダイ84、85で、付加される。このワイヤはこれによって可塑的に変形し、その螺旋状に撚られた形状が保持される。
【0122】
単独の中心ワイヤ材料及び複合体ワイヤは、クロージングダイを介して直接接触する。図6を参照して、クロージングダイ84、85は典型的に、巻かれる層のワイヤに対する変形応力を最小限に抑えるような寸法にされる。クロージングダイの内部直径は、外側層直径の寸法に合わせて調整される。この層のワイヤにかかる応力を最小限に抑えるために、クロージングダイは、ケーブルの外径よりも0〜2.0%大きい範囲になるような寸法にされる(すなわち、ダイ内部直径はケーブル外径の1.00〜1.02倍の範囲である)。代表的なクロージングダイは円筒形であり、例えばボルト又はその他の好適な取り付け方法を用いて、定位置に固定される。ダイは例えば、硬化工具鋼で製造され得る。
【0123】
結果として得られた完成した撚り複合体ケーブルは、所望により、他の撚りステーションを通すことができ、最終的に、ケーブル破損を避けるため、十分な直径の巻き取りスプール87上に巻かれる。いくつかの実施形態において、ケーブルをまっすぐにするための当該技術分野において既知の方法が望ましいことがある。例えば、完成したケーブルは、ローラー(各ローラーは例えば10〜15cm(4〜6インチ))を含み、ローラーを二つのバンクに線形に配置した(例えば各バンクにローラー5〜9個)、直線化装置を通すことができる。ローラーの二つのバンク間の距離は、ローラーがケーブルにちょうど当たるように(さもないとケーブルに過度の屈曲が生じる)、変えることができる。ローラーの二つのバンクは、ケーブルを挟んで向かい合って配置され、一方のバンクのローラーは、もう一方のバンクの相対するローラーによって生じるスペースと一致するよう配置される。ここで、これら二つのバンクは互いに中心をずらして配置することができる。ケーブルがこの直線化装置を通り抜ける際、ケーブルはローラー上で前後に屈曲され、これにより伝導体内のストランドは同じ長さに伸ばされ、これによって、緩んだストランドを減少又は排除することができる。
【0124】
いくつかの実施形態において、単独の中心ワイヤを、周囲温度(例えば22℃)より上の高温(例えば、25℃以上、50℃以上、75℃以上、100℃以上、125℃以上、150℃以上、200℃以上、250℃以上、300℃以上、400℃以上、又は、いくつかの実施形態において、500℃以上もの温度)で提供することが望ましい場合がある。単独中心ワイヤは、例えば、スプールワイヤを加熱する(例えばオーブンに数時間入れる)ことにより、望ましい温度にすることができる。加熱されたスプールワイヤは、供給スプールに置かれる(例えば、図6の供給スプール81を参照)。更に、この高温のスプールは、ワイヤが依然として望ましい温度、又はそれに近い温度である間に、撚りプロセスにある(典型的には約2時間以内)。
【0125】
更に、ケーブルの外側層を形成する、供給スプール上の複合体ワイヤについては、周囲温度であることが望ましい場合がある。すなわち、いくつかの実施形態において、撚りプロセス中に、外側複合体層を形成する、単一ワイヤと複合体ワイヤとの間の温度差が、望ましい場合がある。いくつかの実施形態において、単一ワイヤが100kg以上、200kg以上、500kg以上、1000kg以上、又は5000kg以上もの張力を伴って撚ることが望ましい場合がある。
【0126】
本開示の撚りケーブルは、さまざまな用途に有用である。軽量、高強度、良好な導電率、低熱膨張率、高い使用温度、及び耐腐食性の組み合わせにより、そのような撚りケーブルは、送電ケーブル(架空及び地下の送電ケーブルを含み得る)での使用に特に望ましいと考えられる。
【0127】
図7は、螺旋状に撚られた複合体ケーブル80の横断端面図であり、コア32’(図5C)の回りに撚られた複数の延性ワイヤ(28、28’)を含む1層以上が含まれ、そのコアには、同じ撚り方向で撚られ、保持手段(例えば、本開示の別の代表的な実施形態に従って、撚り複合体ワイヤ16の少なくとも第二層の回りに巻かれたテープ18など)によって定位置に保持された、螺旋状に撚られた複合体ワイヤ(2、4、6、8)が含まれる。
【0128】
そのような螺旋状に撚られた複合体ケーブルは、送電ケーブルに特に有用である。送電ケーブルとして使用されるとき、延性ワイヤ(28、28’)は電気伝導体として働く(すなわち延性ワイヤ伝導体)。図に示すように、送電ケーブルには、二層の延性伝導体ワイヤ(28、28’)を含み得る。より多くの層の伝導体ワイヤ(図7には示されていない)を所望により使用することができる。好ましくは、各伝導体層は、当該技術分野において既知のように、複数の伝導体ワイヤ(28、28’)を含む。延性伝導体ワイヤ(28、28’)の好適な材料には、アルミニウム及びアルミニウム合金が挙げられる。延性伝導体ワイヤ(28、28’)は、当該技術分野において既知のように、好適なケーブル撚り装置によって、撚り複合体コア(例えば32’)の周りに撚られ得る(例えば図6を参照)。
【0129】
送電ケーブル内の複合体ワイヤの重量パーセンテージは、送電線の設計に依存する。送電ケーブルにおいては、このアルミニウム又はアルミニウム合金伝導体ワイヤは、架空送電の技術分野において知られたさまざまな材料のうち任意のものであってよく、これには1350 Al(ASTM B609−91)、1350−H19 Al(ASTM B230−89)、又は6201 T−81 Al(ASTM B399−92)が挙げられるがこれらに限定されない。
【0130】
本開示の撚りケーブルを使用し得る、好適な送電ケーブル及びプロセスの記述については、例えば、「Standard Specification for Concentric Lay Stranded Aluminum Conductors,Coated,Steel Reinforced」(ACSR)ASTM B232−92、又は米国特許第5,171,942号及び同第5,554,826号を参照のこと。送電ケーブルの好ましい実施形態は、架空送電ケーブルである。これらの用途において、保持手段の材料は、用途によって、100℃以上、又は240℃以上、又は300℃以上の温度で使用するよう選択されるべきである。例えば、保持手段はアルミニウム伝導体層を腐食しないものであり、望ましくない気体を放出しないものであり、又は、使用中に見込まれる温度で送電ケーブルが故障しないものでなければならない。
【0131】
撚りケーブルが、それ自体が最終物品として使用される、又は種々の後続物品において中間物品若しくは構成要素として使用される、他の用途では、撚りケーブルが、複数の複合体ワイヤの周りに電力伝導体層を有さないことが好ましい。
【0132】
本開示の動作を、次の詳細な実施例に関して更に説明する。これらの実施例は、種々の具体的で好ましい実施形態及び技術を更に例示するために提供するものである。しかしながら、本開示の範囲内で多くの変更及び修正がなされてもよいことが理解されるべきである。
【実施例】
【0133】
(実施例1)
この実施例では、開始材料は、3M ACCRアルミニウムマトリックス複合体(AMC)ケーブル(タイプ795−T16、3M Company(ミネソタ州セントポール)から市販)の通常製造のリールから切った長さ3.7m(12フィート)を含んでいた。この構成体は、直径2.13mm(0.084インチ)の19本のAMCワイヤ(3M Company(ミネソタ州セントポール)製造)が、Al−Zrロッド(Lamifil,Inc.(ベルギー・ヘミクセム)から引いて製造した直径4.45mm(0.175インチ)の、26本のAl−Zr(アルミニウム−ジルコニウム)金属ワイヤによって囲まれた。このケーブルの基本的構成を図4Bに示す。
【0134】
本開示の実施形態に従って複合体ケーブルの試験サンプルを作製するため、開始材料の長さ3.7m(12フィート)の通常製造ケーブルを、まず、Al−Zrワイヤの既存の螺旋形状が変わらないように注意しながら、構成要素ワイヤに分解した。次に、単純な卓上付属品を用いて、コアの2層の螺旋層を、望ましい長さと向きに構築した。各層について、まずワイヤの一方の端を手動クランクキャップに固定し、次に「花形」のガイドプレートに通して、個々の複合体ワイヤを、撚りのために適した構成に広げて配置させた。1人のオペレータが、四分の一回転で、クランクを同時に回し、このとき別のオペレータが、印がつけられている四分の一の撚り長さ間隔に従って、ワイヤガイドをテーブルに沿って動かした。
【0135】
内側コア層についてこの操作が完了した後、その自由端を一時的にテープで定位置に保持し、外側コア層についてこのプロセスを繰り返した。撚られたワイヤ19本のコアに、次に、厚さ182.5μm(7.3ミル)、幅1.9cm(3/4インチ)の、タイプ363金属ホイル/ガラスクロステープ(3M Company(ミネソタ州セントポール)から市販)が巻かれた。
【0136】
テープが巻かれた完成した複合体ワイヤコアから始めると、保持された螺旋形状で、一度に1本ずつ、Al−Zrワイヤを撚り直して定位置に固定するのが、比較的容易であった。注意しながら、元の撚り長さで、元の全体のケーブル直径に非常に近くなるように、これらのワイヤを単純に急速に定位置に戻った。組み立てが完了したら、長さ3.1m(10フィート)の中心部分の端を、フィラメントテープを使用して固定し、各端の余分の材料を、研磨ホイール鋸を使用してトリミングした。
【0137】
上記の方法を使用して、表1にまとめられているように、撚り長さと撚り角度を変えた6種類の撚り条件で、左旋撚り方向(「L」と表記)及び右旋撚り方向(「R」と表記)の両方を含めて、合計12本のサンプルを調製した。
【表1】
【0138】
6種類の撚り条件は、下記に説明するように、内側コアの撚り角度と、相対的な外側コアの撚り長さについて、大まかに直交した設計として見ることができる。しかしながら、上の表の最後の列に示すように、これら両方の変数が、内側と外側のコアワイヤの間の交差角度に影響を与え(すなわち、螺旋状に撚られたワイヤの隣接する内側層と外側層の撚り角度間の相対的な差)、これは、複合体ケーブルの引っ張り強度改善をもたらすメカニズムにとって重要であり得る。
【0139】
調製された代表的な複合体ケーブルサンプルすべてについて、内側のAl−Zr伝導体ワイヤ層は左旋撚り方向を有し、目標の撚り長さは25.4cm(10.0インチ)であり、外側のAl−Zr伝導体ワイヤ層は右旋撚り方向を有し、目標の撚り長さは33.0cm(13.0インチ)である。これらの層の測定平均値は、目標から1.6cm(0.65インチ)未満離れており、これは望ましい撚り仕様内に十分に収まる。伝導体ケーブルサンプルの最終直径は、28.50〜28.85mm(1.122インチ〜1.136インチ)であり、元の直径28.55mm(1.124インチ)から離れていなかった。
【0140】
引っ張り強度試験は、3M Companyへの秘密保持義務付け文書の下、Wire Rope Industries(Pointe−Claire(カナダ・ケベック))によって実施された。使用されたサンプル調製及び試験方法は、3M TM505、「Preparation of ACCR Samples Using Resin End Terminations」(3M Company(ミネソタ州セントポール)から入手)に記載されているものに類似していた。この試験方法の概要は、下記の段落に記載される。
【0141】
第一に、ケーブルサンプルの一方の端から約0.6m(2フィート)以内の曲がりは、短い間隔でケーブルを注意深く「逆曲げ」することによって除去された。この端から所定の「端長さ」(典型的には約25cm(10インチ))で、ホースクランプが適用され、内側試験範囲内のワイヤの妨害を防いだ。ダクトテープの厚い層を、次に、このクランプに隣接して巻き、密閉として、及び樹脂鋳造ダイ内の中心決め装置として、使用した。Al−Zrワイヤの端(複数)を次に、最大角度約30°の円錐形状に注意深く広げ(「ほうき状に」)、外に曝されたコアテープを除去して、コアワイヤが自然に広がるようにした。前の操作によりワイヤ上にオイル様の残留物がある場合は、ワイヤを、アセトン、2−ブタノン、又は類似の溶媒を使ってきれいにし、次に完全に乾燥させた。ワイヤがすでにきれいな場合は、この工程は不要であった。
【0142】
準備したケーブル端を、次に分割シェルソケットの内側に配置した。このソケットはテーパ形状の穴を有し、また、引張り試験装置に後で固定するための専用の穴も有することに注意されたい。シェル二分割を合わせてクランプで固定し、約2.5cm(1インチ)のテープ巻きを利用して、漏れのない密閉シールを形成した。次にAl−Zrワイヤを、ソケットの端のすぐ上のレベルでトリミングしたが、コアワイヤの完全な長さは損われないまま残った。
【0143】
このソケットを次に、ケーブルサンプルが底から吊された状態で、垂直に取り付けた。新たに調製した「Wirelock」ソケット化合物(Millfield Enterprises Ltd.(英国・ニューカースル、ニューバーン))の二部のバッチを、ソケットに注いで完全に満たした。化合物がゲル化した後(約15分)、露出しているコアワイヤの周囲に厚紙延長チューブを加えた。次に、Wirelock化合物を更に調製し、延長チューブも充填した。このアセンブリを最低45分間動かさないで硬化させた後、すべての工程を、ケーブルサンプルのもう一方の端について繰り返した。更に12時間かけて、樹脂を完全に硬化させてから、引張り試験を行った。
【0144】
完成した試験サンプルを次に、引張り試験装置に取り付けた。この装置は、指定されたクロスヘッド速度又は指定された力速度のいずれかを用いて、制御された速度で、予測されるサンプルの破断負荷に達することができ、適切に較正されたロードセルを有していた。曲げ負荷を最小限に抑えるため、二つのソケットが装置の軸に緊密に揃うよう、注意を払ってサンプルを取り付けた。ホースクランプをサンプルから外し、軽い予備張力をかけた(典型的には4.5〜9.0kN(500〜1000lbs)。サンプルの位置合わせを確認し、ケーブル端(複数)を振り動かして、摩擦や拘束があれば解除するようにした。
【0145】
試験エンクロージャ周囲の安全ドアをすべて閉めた後、純サンプル歪み速度が毎分1%に相当する負荷速度で、サンプル破壊点までの引張り試験を実施した。各試験サンプルの引張り強度として、ピーク負荷が記録された。サンプル破壊が樹脂コーン内で起こった場合、又はワイヤが樹脂内でスリップした場合、あるいはサンプル調製の不良又は無関係なサンプル損傷が起こった場合には、試験結果は無効とされ得ることに留意されたい。そのような場合、そのサンプル結果は使用されなかった。サンプルについて得られたすべての引張り試験結果を下の表2にまとめた。このケーブル構成体について、指定された定格破断強度(RBS)は14,134.9kgf(31,134lbf)であることに留意されたい。
【表2】
【0146】
図8は、本開示の代表的な螺旋状撚り複合体ケーブルについて、内側と外側のワイヤ層の間の撚り角度における相対的な差(内側−コア撚り角度)の、測定された引張り強度に対する影響のプロットを示す。条件1、2、及び3についての結果を用いて、図8は、内側−コア撚り角度の変化に対する引張り強度の反応を示している。傾向は統計的に明らかに有意であり、測定の調整係数(R2)が0.994の二次関数曲線として記述される。
図9は、本開示の代表的な螺旋状撚り複合体ケーブルについて、外側と内側のワイヤ層の間の撚り長さにおける相対的な差(相対的な外側−コア撚り長さ)の、測定された引張り強度に対する影響のプロットを示す。ここでも、傾向は統計的に明らかに有意であり、測定の調整係数(R2)が0.975の二次関数曲線として記述される。
【0147】
図9にはたくさんの驚くべき点がある。第一に、相対的撚り長さを50%増加させたとき(7.4% RBS)のケーブル引張り強度で観測された増加は、元の円形螺旋曲げ歪みの計算によって予測されるよりもはるかに大きい。この結果、最大の曲げ歪みは、0.00052から0.00022へと低下し、これは複合体コアのみの場合の引張り強度から約4.5%の改善に相当する。複合体コアは、破断時の合計の伝導体負荷の約60%を支持しているため、これは、わずか約2.6%の合計伝導体強度増加と予測され得る。更に、条件6(106.3%及び109.2% RBS)の引張り強度結果は、この条件が内側−コア撚り角度と外側−コア撚り長さの両の最良条件の組み合わせを代表しているにも関わらず、驚くべきことに全体の最高値ではなかった。
【0148】
これらの驚くべき点は、交差角度の関数として全実験結果をプロットすることによって説明され得る。図10は、本開示の代表的な螺旋状撚り複合体ケーブルについて、内側と外側層の撚り角度間の相対的な差(外側/内側撚り交差角度)の、測定された引張り強度に対するプロットを示す。この傾向は統計的に明らかに有意であり、測定の調整係数(R2)が0.904の二次関数曲線として記述される。
【0149】
これらの結果に示されるように、19本のワイヤコアを有するACCR複合体ケーブルの引張り強度は、内側と外側のコアワイヤの間の交差角度を最小限に抑えるようにコア構造を変えることによって顕著に増加させることができる。全体に、コア撚り長さが長くなると、ある程度の利益が得られ、これは主に交差角度の減少に関連している。しかしながら、本開示に教示されているように、増加した引張り強度を得る最も単純かつ効果的な方法は、コア層の撚り方向を交互に逆にすることで、これによりすべてのコア層が同じ向きとなるようにすることである。
【0150】
本明細書全体を通し、「一実施形態」、「特定の実施形態」、「1つ以上の実施形態」、又は「実施形態」を指す参照は、「実施形態(embodiment)」という用語の前に「例示的(代表的)(exemplary)」という用語が含まれているかどうかに関わらず、その実施形態の、ある特定の特徴、構造、材料、又は特性が、本開示の特定の代表的な実施形態の少なくとも1つの実施形態に含まれることを意味する。それゆえに、本明細書全体を通して様々な箇所にある「1つ以上の実施形態では」、「特定の実施形態では」、「一実施形態では」、又は「ある実施形態では」といった句の出現は、必ずしも本開示の特定の代表的な実施形態の同一の実施形態に言及しているわけではない。更に、特定の特徴、構造、材料、又は特性は、いかなる好適な方法で一つ以上の実施形態に組み合わされてもよい。
【0151】
本明細書で特定の代表的実施形態を詳細に説明したが、当然のことながら、当業者には上述の説明を理解した上で、これらの実施形態の代替物、変更物、及び均等物を容易に想起することができるであろう。したがって、本開示は本明細書で以上に述べた例示の実施形態に不当に限定されるべきではないと理解すべきである。特に、本明細書で用いているように、端点による数値範囲が記載される場合、その範囲内に包含される全ての数を含むことを意図している(例えば、1〜5は、1、1.5、2、2.75、3、3.80、4、及び5を含む)。加えて、本文書中、使用されている全ての数字は用語「約」によって修飾されていると見なされる。
【0152】
更に、本明細書にて参照される全ての出版物及び特許は、それぞれの個々の出版物又は特許が参照により援用されることを明確にかつ個別に指示したかのごとく、それらの全体が同じ範囲で、参照により本明細書に援用される。様々な代表的実施形態を上述されてきた。これら及び他の実施形態は、下記の特許請求の範囲内にある。
【特許請求の範囲】
【請求項1】
中心長手方向軸を画定する単一ワイヤと、
前記中心長手方向軸に対して画定される第一撚り角度で、第一撚り長さを有し、第一撚り方向で、複合体の前記単一ワイヤの回りに撚られる複数の第一複合体ワイヤと、
前記中心長手方向軸に対して画定される第二撚り角度で、第二撚り長さを有し、前記第一撚り方向で、前記複数の第一複合体ワイヤの回りに撚られる複数の第二複合体ワイヤと、を含み、
前記第一撚り角度と前記第二撚り角度との相対的な差が、約4°以下である、撚りケーブル。
【請求項2】
前記単一ワイヤが、前記中心長手方向軸に対してほぼ垂直の方向でとられた断面を有し、前記単一ワイヤの断面形状が円形又は楕円形である、請求項1に記載の撚りケーブル。
【請求項3】
前記単一ワイヤが複合体ワイヤである、請求項2に記載の撚りケーブル。
【請求項4】
前記複合体ワイヤのそれぞれが実質的に連続であり、少なくとも150mの長さである、請求項3に記載の撚りケーブル。
【請求項5】
各複合体ワイヤが、前記中心長手方向軸に対してほぼ垂直の方向でとられた断面を有し、各複合体ワイヤの断面形状が、円形、楕円形、及び台形からなる群から選択される、請求項1に記載の撚りケーブル。
【請求項6】
前記複合体ワイヤのそれぞれが、円形の断面形状を有し、複合体ワイヤそれぞれの直径が約1mm〜約4mmである、請求項5に記載の撚りケーブル。
【請求項7】
前記複数の第一複合体ワイヤ及び前記複数の第二複合体ワイヤのそれぞれが、10〜150の撚り係数を有するように螺旋状に撚られる、請求項1に記載の撚りケーブル。
【請求項8】
前記中心長手方向軸に対して画定される第三撚り角度で、第三撚り長さを有し、前記第一撚り方向で、複数の第二の複合体ワイヤの回りに撚られる複数の第三複合体ワイヤを更に含み、前記第二撚り角度と前記第三撚り角度との相対的な差は、約4°以下である、請求項1に記載の撚りケーブル。
【請求項9】
前記中心長手方向軸に対して画定される第四撚り角度で、第四撚り長さを有し、前記第一撚り方向で、複数の第三の複合体ワイヤの回りに撚られる複数の第四複合体ワイヤを更に含み、第三撚り角度と第四撚り角度との相対的な差は、約4°以下である、請求項8に記載の撚りケーブル。
【請求項10】
前記複合体ワイヤのそれぞれが、繊維強化複合体ワイヤである、請求項1に記載の撚りケーブル。
【請求項11】
前記の繊維強化複合体ワイヤのうち少なくとも一つが、繊維トウ又は単繊維のうちの一つで強化される、請求項10に記載の撚りケーブル。
【請求項12】
前記複合体ワイヤのそれぞれが、金属マトリックス複合体ワイヤ及びポリマー複合体ワイヤからなる群から選択される、請求項11に記載の撚りケーブル。
【請求項13】
前記ポリマー複合体ワイヤが、ポリマーマトリックス内に少なくとも一つの連続繊維を含む、請求項12に記載の撚りケーブル。
【請求項14】
前記の少なくとも一つの連続繊維が、金属、炭素、セラミック、ガラス、又はこれらの組み合わせを含む、請求項13に記載の撚りケーブル。
【請求項15】
前記の少なくとも一つの連続繊維が、チタン、タングステン、ホウ素、形状記憶合金、炭素、カーボンナノチューブ、グラファイト、炭化ケイ素、アラミド、ポリ(p−フェニレン−2,6−ベンゾビスオキサゾール)、及びこれらの組み合わせを含む、請求項13に記載の撚りケーブル。
【請求項16】
前記ポリマーマトリックスが、エポキシ、エステル、ビニルエステル、ポリイミド、ポリエステル、シアン酸エステル、フェノール樹脂、ビスマレイミド樹脂、ポリエチルエチルケトン、及びこれらの組み合わせからなる群から選択される(コ)ポリマーを含む、請求項13に記載の撚りケーブル。
【請求項17】
前記金属マトリックス複合体ワイヤが、金属マトリックス内に少なくとも一つの連続繊維を含む、請求項12に記載の撚りケーブル。
【請求項18】
前記の少なくとも一つの連続繊維が、セラミック、ガラス、カーボンナノチューブ、炭素、炭化ケイ素、ホウ素、鉄、鋼、鉄合金、タングステン、チタン、形状記憶合金、及びこれらの組み合わせからなる群から選択される材料を含む、請求項17に記載の撚りケーブル。
【請求項19】
前記金属マトリックスが、アルミニウム、亜鉛、スズ、マグネシウム、これらの合金、又はこれらの組み合わせを含む、請求項17に記載の撚りケーブル。
【請求項20】
前記金属マトリックスがアルミニウムを含み、前記の少なくとも一つの連続繊維がセラミック繊維を含む、請求項19に記載の撚りケーブル。
【請求項21】
前記セラミック繊維が多結晶性α−Al2O3を含む、請求項20に記載の撚りケーブル。
【請求項22】
前記複合体ワイヤの周囲に撚られた複数の延性ワイヤを更に含む、請求項1に記載の撚りケーブル。
【請求項23】
前記複数の延性ワイヤの少なくとも一部分が、前記第一撚り方向で撚られる、請求項22に記載の撚りケーブル。
【請求項24】
前記複数の延性ワイヤの少なくとも一部分が、前記第一撚り方向とは逆の第二撚り方向で撚られる、請求項22に記載の撚りケーブル。
【請求項25】
前記の複数の延性ワイヤが、前記複合体ワイヤの周囲にある複数の放射方向層において、前記中心長手方向軸の周りに撚られる、請求項22に記載の撚りケーブル。
【請求項26】
前記それぞれの放射方向層が、隣接する放射方向層とは逆の撚り方向で撚られる、請求項25に記載の撚りケーブル。
【請求項27】
前記それぞれの延性ワイヤが、前記中心長手方向軸に対してほぼ垂直の方向でとられた断面を有し、それぞれの延性ワイヤの断面形状が、円形、楕円形、台形、S字形、及びZ字形からなる群から選択される、請求項22に記載の撚りケーブル。
【請求項28】
前記延性ワイヤが、鉄、鋼、ジルコニウム、銅、スズ、カドミウム、アルミニウム、マンガン、亜鉛、コバルト、ニッケル、クロム、チタン、タングステン、バナジウム、これら相互の合金、他の金属とのこれらの合金、シリコンとのこれらの合金、及びこれらの組み合わせからなる群から選択される、少なくとも一つの金属を含む、請求項22に記載の撚りケーブル。
【請求項29】
前記第一撚り角度と前記第二撚り角度との相対的な差が、3°以下である、請求項1に記載の撚りケーブル。
【請求項30】
前記第一撚り角度と前記第二撚り角度との相対的な差が、0.5°以下である、請求項1に記載の撚りケーブル。
【請求項31】
前記第一撚り長さが前記第二撚り長さと等しい、請求項1に記載の撚りケーブル。
【請求項32】
前記第一撚り角度が前記第二撚り角度と等しい、請求項1に記載の撚りケーブル。
【請求項33】
前記複数の第一複合体ワイヤ及び前記複数の第二複合体ワイヤのうち少なくとも一つの周囲の保持手段を更に含む、請求項1に記載の撚りケーブル。
【請求項34】
前記保持手段が、結合剤、非接着テープ、又は接着テープのうち少なくとも一つを含む、請求項33に記載の撚りケーブル。
【請求項35】
前記接着テープが感圧接着剤を含む、請求項34に記載の撚りケーブル。
【請求項36】
コアと、前記コアの周囲の導体層とを含み、前記コアが請求項1の撚りケーブルを含む、送電ケーブル。
【請求項37】
前記導体層が、複数の撚られた導体ワイヤを含む、請求項36に記載の送電ケーブル。
【請求項38】
前記送電ケーブルが、架空送電ケーブル及び地下送電ケーブルからなる群から選択される、請求項36に記載の送電ケーブル。
【請求項39】
中心長手方向軸を画定する単一ワイヤの周りに、複数の第一複合体ワイヤを撚る工程であって、前記複数の第一複合体ワイヤを撚る工程が前記中心長手方向軸に対して画定される第一撚り角度で第一撚り方向に実行され、前記複数の第一複合体ワイヤが第一撚り長さを有する、工程と、
前記複数の第一複合体ワイヤの回りに、複数の第二複合体ワイヤを撚る工程であって、前記複数の第二複合体ワイヤを撚る工程が前記中心長手方向軸に対して画定される第二撚り角度で前記第一撚り方向に実行され、前記複数の第二複合体ワイヤが第二撚り長さを有する、工程と、を含み、
更に前記第一撚り角度と前記第二撚り角度との相対的な差が、4°以下である、請求項1に記載の撚りケーブルの製造方法。
【請求項40】
前記複合体ワイヤの回りに複数の延性ワイヤを撚ることを更に含む、請求項39に記載の方法。
【請求項1】
中心長手方向軸を画定する単一ワイヤと、
前記中心長手方向軸に対して画定される第一撚り角度で、第一撚り長さを有し、第一撚り方向で、複合体の前記単一ワイヤの回りに撚られる複数の第一複合体ワイヤと、
前記中心長手方向軸に対して画定される第二撚り角度で、第二撚り長さを有し、前記第一撚り方向で、前記複数の第一複合体ワイヤの回りに撚られる複数の第二複合体ワイヤと、を含み、
前記第一撚り角度と前記第二撚り角度との相対的な差が、約4°以下である、撚りケーブル。
【請求項2】
前記単一ワイヤが、前記中心長手方向軸に対してほぼ垂直の方向でとられた断面を有し、前記単一ワイヤの断面形状が円形又は楕円形である、請求項1に記載の撚りケーブル。
【請求項3】
前記単一ワイヤが複合体ワイヤである、請求項2に記載の撚りケーブル。
【請求項4】
前記複合体ワイヤのそれぞれが実質的に連続であり、少なくとも150mの長さである、請求項3に記載の撚りケーブル。
【請求項5】
各複合体ワイヤが、前記中心長手方向軸に対してほぼ垂直の方向でとられた断面を有し、各複合体ワイヤの断面形状が、円形、楕円形、及び台形からなる群から選択される、請求項1に記載の撚りケーブル。
【請求項6】
前記複合体ワイヤのそれぞれが、円形の断面形状を有し、複合体ワイヤそれぞれの直径が約1mm〜約4mmである、請求項5に記載の撚りケーブル。
【請求項7】
前記複数の第一複合体ワイヤ及び前記複数の第二複合体ワイヤのそれぞれが、10〜150の撚り係数を有するように螺旋状に撚られる、請求項1に記載の撚りケーブル。
【請求項8】
前記中心長手方向軸に対して画定される第三撚り角度で、第三撚り長さを有し、前記第一撚り方向で、複数の第二の複合体ワイヤの回りに撚られる複数の第三複合体ワイヤを更に含み、前記第二撚り角度と前記第三撚り角度との相対的な差は、約4°以下である、請求項1に記載の撚りケーブル。
【請求項9】
前記中心長手方向軸に対して画定される第四撚り角度で、第四撚り長さを有し、前記第一撚り方向で、複数の第三の複合体ワイヤの回りに撚られる複数の第四複合体ワイヤを更に含み、第三撚り角度と第四撚り角度との相対的な差は、約4°以下である、請求項8に記載の撚りケーブル。
【請求項10】
前記複合体ワイヤのそれぞれが、繊維強化複合体ワイヤである、請求項1に記載の撚りケーブル。
【請求項11】
前記の繊維強化複合体ワイヤのうち少なくとも一つが、繊維トウ又は単繊維のうちの一つで強化される、請求項10に記載の撚りケーブル。
【請求項12】
前記複合体ワイヤのそれぞれが、金属マトリックス複合体ワイヤ及びポリマー複合体ワイヤからなる群から選択される、請求項11に記載の撚りケーブル。
【請求項13】
前記ポリマー複合体ワイヤが、ポリマーマトリックス内に少なくとも一つの連続繊維を含む、請求項12に記載の撚りケーブル。
【請求項14】
前記の少なくとも一つの連続繊維が、金属、炭素、セラミック、ガラス、又はこれらの組み合わせを含む、請求項13に記載の撚りケーブル。
【請求項15】
前記の少なくとも一つの連続繊維が、チタン、タングステン、ホウ素、形状記憶合金、炭素、カーボンナノチューブ、グラファイト、炭化ケイ素、アラミド、ポリ(p−フェニレン−2,6−ベンゾビスオキサゾール)、及びこれらの組み合わせを含む、請求項13に記載の撚りケーブル。
【請求項16】
前記ポリマーマトリックスが、エポキシ、エステル、ビニルエステル、ポリイミド、ポリエステル、シアン酸エステル、フェノール樹脂、ビスマレイミド樹脂、ポリエチルエチルケトン、及びこれらの組み合わせからなる群から選択される(コ)ポリマーを含む、請求項13に記載の撚りケーブル。
【請求項17】
前記金属マトリックス複合体ワイヤが、金属マトリックス内に少なくとも一つの連続繊維を含む、請求項12に記載の撚りケーブル。
【請求項18】
前記の少なくとも一つの連続繊維が、セラミック、ガラス、カーボンナノチューブ、炭素、炭化ケイ素、ホウ素、鉄、鋼、鉄合金、タングステン、チタン、形状記憶合金、及びこれらの組み合わせからなる群から選択される材料を含む、請求項17に記載の撚りケーブル。
【請求項19】
前記金属マトリックスが、アルミニウム、亜鉛、スズ、マグネシウム、これらの合金、又はこれらの組み合わせを含む、請求項17に記載の撚りケーブル。
【請求項20】
前記金属マトリックスがアルミニウムを含み、前記の少なくとも一つの連続繊維がセラミック繊維を含む、請求項19に記載の撚りケーブル。
【請求項21】
前記セラミック繊維が多結晶性α−Al2O3を含む、請求項20に記載の撚りケーブル。
【請求項22】
前記複合体ワイヤの周囲に撚られた複数の延性ワイヤを更に含む、請求項1に記載の撚りケーブル。
【請求項23】
前記複数の延性ワイヤの少なくとも一部分が、前記第一撚り方向で撚られる、請求項22に記載の撚りケーブル。
【請求項24】
前記複数の延性ワイヤの少なくとも一部分が、前記第一撚り方向とは逆の第二撚り方向で撚られる、請求項22に記載の撚りケーブル。
【請求項25】
前記の複数の延性ワイヤが、前記複合体ワイヤの周囲にある複数の放射方向層において、前記中心長手方向軸の周りに撚られる、請求項22に記載の撚りケーブル。
【請求項26】
前記それぞれの放射方向層が、隣接する放射方向層とは逆の撚り方向で撚られる、請求項25に記載の撚りケーブル。
【請求項27】
前記それぞれの延性ワイヤが、前記中心長手方向軸に対してほぼ垂直の方向でとられた断面を有し、それぞれの延性ワイヤの断面形状が、円形、楕円形、台形、S字形、及びZ字形からなる群から選択される、請求項22に記載の撚りケーブル。
【請求項28】
前記延性ワイヤが、鉄、鋼、ジルコニウム、銅、スズ、カドミウム、アルミニウム、マンガン、亜鉛、コバルト、ニッケル、クロム、チタン、タングステン、バナジウム、これら相互の合金、他の金属とのこれらの合金、シリコンとのこれらの合金、及びこれらの組み合わせからなる群から選択される、少なくとも一つの金属を含む、請求項22に記載の撚りケーブル。
【請求項29】
前記第一撚り角度と前記第二撚り角度との相対的な差が、3°以下である、請求項1に記載の撚りケーブル。
【請求項30】
前記第一撚り角度と前記第二撚り角度との相対的な差が、0.5°以下である、請求項1に記載の撚りケーブル。
【請求項31】
前記第一撚り長さが前記第二撚り長さと等しい、請求項1に記載の撚りケーブル。
【請求項32】
前記第一撚り角度が前記第二撚り角度と等しい、請求項1に記載の撚りケーブル。
【請求項33】
前記複数の第一複合体ワイヤ及び前記複数の第二複合体ワイヤのうち少なくとも一つの周囲の保持手段を更に含む、請求項1に記載の撚りケーブル。
【請求項34】
前記保持手段が、結合剤、非接着テープ、又は接着テープのうち少なくとも一つを含む、請求項33に記載の撚りケーブル。
【請求項35】
前記接着テープが感圧接着剤を含む、請求項34に記載の撚りケーブル。
【請求項36】
コアと、前記コアの周囲の導体層とを含み、前記コアが請求項1の撚りケーブルを含む、送電ケーブル。
【請求項37】
前記導体層が、複数の撚られた導体ワイヤを含む、請求項36に記載の送電ケーブル。
【請求項38】
前記送電ケーブルが、架空送電ケーブル及び地下送電ケーブルからなる群から選択される、請求項36に記載の送電ケーブル。
【請求項39】
中心長手方向軸を画定する単一ワイヤの周りに、複数の第一複合体ワイヤを撚る工程であって、前記複数の第一複合体ワイヤを撚る工程が前記中心長手方向軸に対して画定される第一撚り角度で第一撚り方向に実行され、前記複数の第一複合体ワイヤが第一撚り長さを有する、工程と、
前記複数の第一複合体ワイヤの回りに、複数の第二複合体ワイヤを撚る工程であって、前記複数の第二複合体ワイヤを撚る工程が前記中心長手方向軸に対して画定される第二撚り角度で前記第一撚り方向に実行され、前記複数の第二複合体ワイヤが第二撚り長さを有する、工程と、を含み、
更に前記第一撚り角度と前記第二撚り角度との相対的な差が、4°以下である、請求項1に記載の撚りケーブルの製造方法。
【請求項40】
前記複合体ワイヤの回りに複数の延性ワイヤを撚ることを更に含む、請求項39に記載の方法。
【図1A】

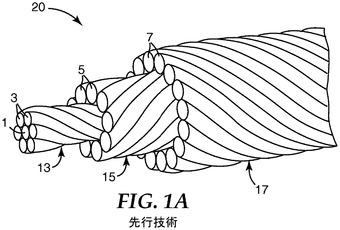
【図1B】
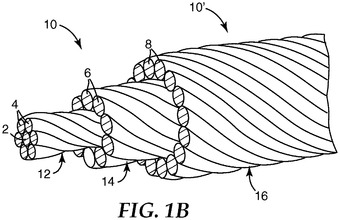
【図2A】
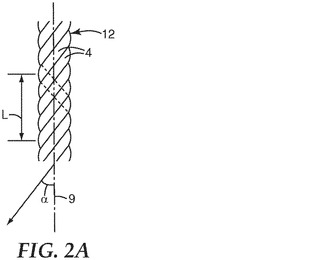
【図2B】
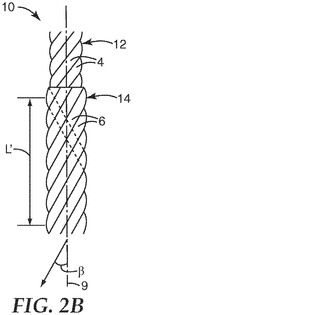
【図2C】
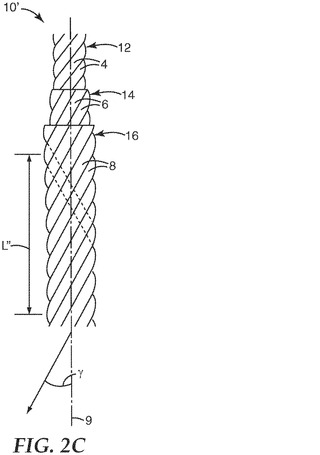
【図3A】
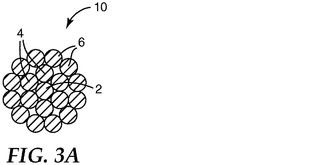
【図3B】
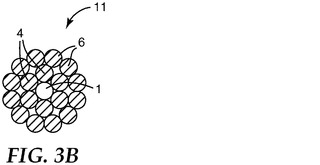
【図3C】
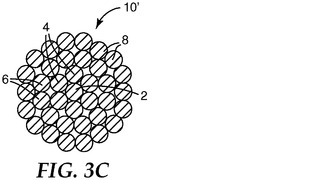
【図3D】
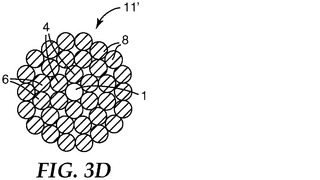
【図4A】
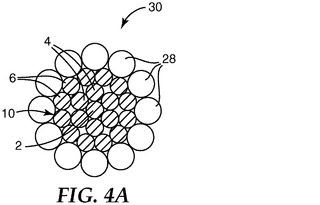
【図4B】
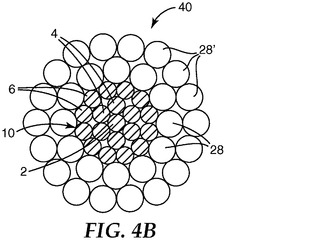
【図4C】
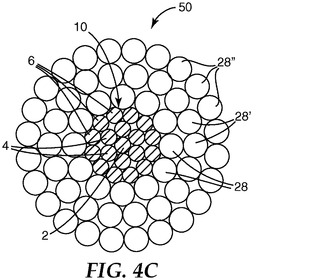
【図4D】
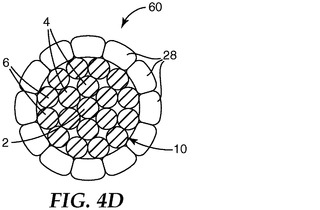
【図4E】
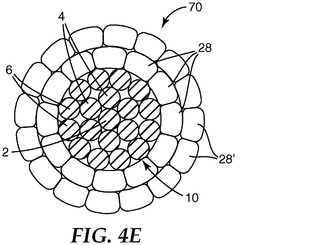
【図5A】
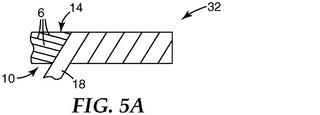
【図5B】
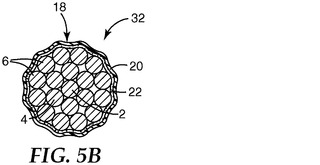
【図5C】
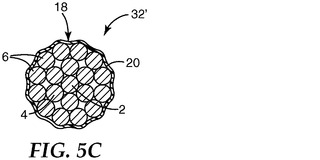
【図5D】
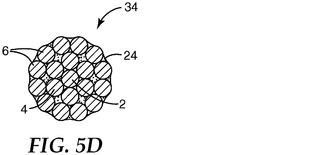
【図6】
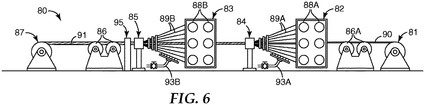
【図7】
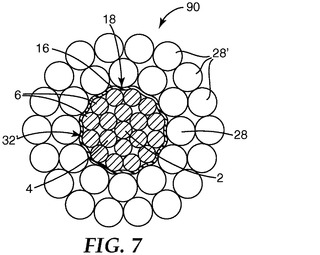
【図8】
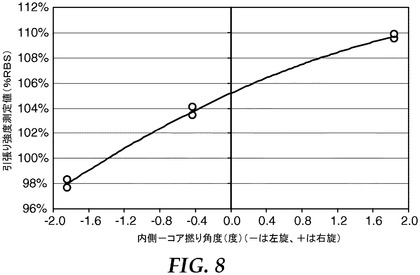
【図9】
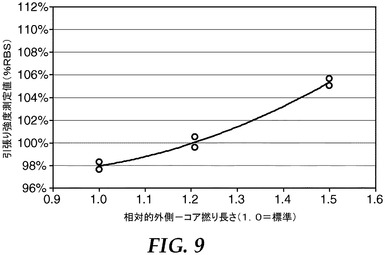
【図10】
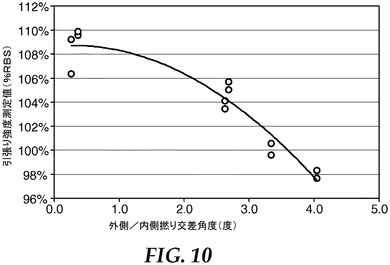
【図1B】
【図2A】
【図2B】
【図2C】
【図3A】
【図3B】
【図3C】
【図3D】
【図4A】
【図4B】
【図4C】
【図4D】
【図4E】
【図5A】
【図5B】
【図5C】
【図5D】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2012−500452(P2012−500452A)
【公表日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願番号】特願2011−523022(P2011−523022)
【出願日】平成21年7月14日(2009.7.14)
【国際出願番号】PCT/US2009/050448
【国際公開番号】WO2010/019333
【国際公開日】平成22年2月18日(2010.2.18)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願日】平成21年7月14日(2009.7.14)
【国際出願番号】PCT/US2009/050448
【国際公開番号】WO2010/019333
【国際公開日】平成22年2月18日(2010.2.18)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]