
撚糸、糸、及びそれらの製造方法
【課題】伸びの抑制と軽量化を両立することが出来る撚糸及び糸、ならびにこれらの製造方法を提供する。
【解決手段】繊維配列層が複数層積層されてなる帯状布4が撚られた撚糸1であって、前記各繊維配列層は熱可塑性樹脂から形成され前記帯状布の長手方向に略直線状に配列した複数の連続長繊維13Bからなる撚糸であり、又繊維配列層が複数層積層されてなる糸11であって、前期各繊維配列層は熱可塑性樹脂から形成され糸の長手方向に略直線状に配列した複数の連続長繊維13C,13Dからなる糸である。
【解決手段】繊維配列層が複数層積層されてなる帯状布4が撚られた撚糸1であって、前記各繊維配列層は熱可塑性樹脂から形成され前記帯状布の長手方向に略直線状に配列した複数の連続長繊維13Bからなる撚糸であり、又繊維配列層が複数層積層されてなる糸11であって、前期各繊維配列層は熱可塑性樹脂から形成され糸の長手方向に略直線状に配列した複数の連続長繊維13C,13Dからなる糸である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、撚糸、糸、及びそれらの製造方法に関し、特に不織布を用いた撚糸、糸、及びそれらの製造方法に関する。
【背景技術】
【0002】
従来から不織布を用いて糸を作る技術が知られている。特許文献1には、ニードルパンチ法によって作成した不織布から幅50mmのスリットヤーンを作成し、スリットヤーンを製紐機で撚って紐を作る技術が開示されている。特許文献2には、短繊維と熱融着性繊維と繊維状熱水可溶性バインダとを必須成分として抄造技術によって紙を作り、紙を裁断してストリングとした後、ストリングを撚ってファンシーヤーン(意匠撚糸)を作る技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−279962号公報
【特許文献2】特開平08−325870号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般的な不織布では繊維がランダムな方向に配列しており、しかも曲線状に配列しているため、引張り力に有効に抵抗できず、伸びやすいという性質がある。引張り力に対する強度を上げるには目付を増やす必要があるが、その分重量が増加する。すなわち、伸びの抑制と軽量化は両立が困難な課題であった。
【0005】
本発明は、このような課題に鑑みてなされ、伸びの抑制と軽量化を両立することのできる撚糸及び糸、ならびにこれらの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の一態様によれば、撚糸繊維配列層が複数層積層されてなる帯状布が撚られた撚糸が開示される。各繊維配列層は熱可塑性樹脂から形成され帯状布の長手方向に略直線状に配列した複数の連続長繊維からなっている。
【0007】
本発明の他の一態様によれば、繊維配列層が複数層積層されてなる糸が開示される。各繊維配列層は熱可塑性樹脂から形成され糸の長手方向に略直線状に配列した複数の連続長繊維からなっている。
【0008】
本発明の一態様によれば交互に積層された複数の第1の繊維配列層と複数の第2の繊維配列層とを備えた帯状布が撚られた撚糸が開示される。第1の繊維配列層は、熱可塑性樹脂から形成され帯状布の長手方向に略直線状に配列した複数の連続長繊維からなり、第2の繊維配列層は、熱可塑性樹脂から形成され連続長繊維と交差する方向に略直線状に配列した複数の繊維からなっている。
【0009】
本発明の他の一態様によれば、交互に積層された複数の第1の繊維配列層と複数の第2の繊維配列層とを備えた糸が開示される。第1の繊維配列層は、熱可塑性樹脂から形成され糸の長手方向に略直線状に配列した複数の連続長繊維からなり、第2の繊維配列層は、熱可塑性樹脂から形成され連続長繊維と交差する方向に略直線状に配列した複数の繊維からなっている。
【0010】
本発明の一態様によれば、撚糸の製造方法は、熱可塑性樹脂から形成され一方向に略直線状に配列した複数の連続長繊維からなる繊維配列層を、連続長繊維の配列方向が各繊維配列層同士で一致するように積層して基布を作成することと、基布を連続長繊維に沿って帯状に切断して、帯状布を形成することと、帯状布を撚って撚糸を作ることと、を有している。
【0011】
本発明の他の一態様によれば、糸の製造方法は、熱可塑性樹脂から形成され一方向に略直線状に配列した複数の連続長繊維からなる繊維配列層を、連続長繊維の配列方向が各繊維配列層同士で一致するように積層して基布を作成することと、基布を連続長繊維に沿って糸状に切断することと、を有している。
【0012】
本発明の他の一態様によれば、撚糸の製造方法は、熱可塑性樹脂から形成され一方向に略直線状に配列した複数の第1の連続長繊維からなる第1の繊維配列層と、熱可塑性樹脂から形成され第1の連続長繊維と交差する方向に略直線状に配列した複数の第2の連続長繊維からなる第2の繊維配列層と、を交互に積層して基布を作成することと、基布を第1の連続長繊維に沿って帯状に切断して、帯状布を形成することと、帯状布を撚って撚糸を作ることと、を有している。
【0013】
本発明の他の一態様によれば、熱可塑性樹脂から形成され一方向に略直線状に配列した複数の第1の連続長繊維からなる第1の繊維配列層と、熱可塑性樹脂から形成され第1の連続長繊維と交差する方向に略直線状に配列した複数の第2の連続長繊維からなる第2の繊維配列層と、を交互に積層して基布を作成することと、基布を第1の連続長繊維に沿って糸状に切断して、糸を形成することと、を有している。
【0014】
以上述べたように、本発明の各実施態様は、熱可塑性樹脂から形成され一方向に略直線状に配列した複数の連続長繊維を備えている。このため、連続長繊維は繊維の配列方向から受ける引張り力に対して有効に抵抗することができる。また、このような構成から、同じ強度を得るために繊維の量を減らすこともできる。このようにして、本発明の各実施態様に係る撚糸及び糸は、伸びの抑制と軽量化を両立することができる。
【発明の効果】
【0015】
本発明によれば、伸びの抑制と軽量化を両立することのできる撚糸及び糸、ならびにこれらの製造方法を提供することができる。
【図面の簡単な説明】
【0016】
【図1】本発明のいくつかの実施形態に係る撚糸及び糸の外形図である。
【図2】第1の実施形態に係る撚糸及び糸の部分詳細図である。
【図3】図2に示す撚糸及び糸の製造方法を示す概略図である。
【図4】第2の実施形態に係る撚糸及び糸の部分詳細図である。
【図5】図4に示す撚糸及び糸の製造方法を示す概略図である。
【図6】基布の作成に用いられる製造装置の概略図である。
【発明を実施するための形態】
【0017】
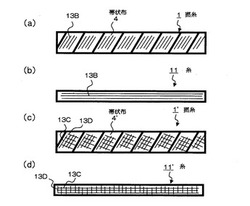
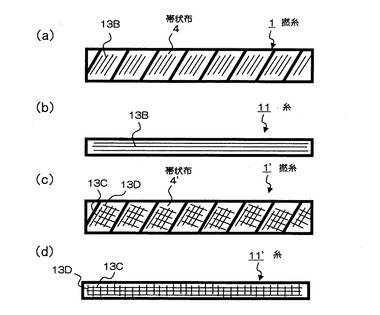
図1は本発明の撚糸及び糸のいくつかの実施形態を示す模式図である。図1の各図において、太線は繊維配列層ないし基布の輪郭を表し、細線は連続長繊維ないしは繊維を模式的に示している。以下、図1及び関連する図面を参照して、本発明の撚糸及び糸のいくつかの実施形態について説明する。
【0018】
(第1の実施形態)
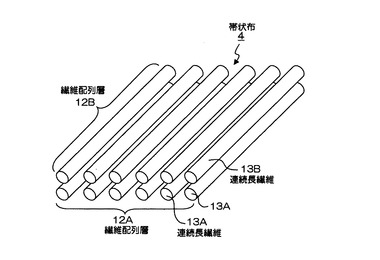
図1(a)を参照すると、本発明の第1の実施形態に係る撚糸1が示されている。撚糸1は繊維配列層が複数層積層されてなる帯状布4が撚られて形成されている。図2は、このような帯状布4の一部を拡大して示す模式的部分斜視図である。同図では、帯状布4は繊維配列層12A,12Bから構成されているが、帯状布4は3層以上の繊維配列層からなっていてもよい。
【0019】
繊維配列層12Aは、互いに平行に一方向に直線状に整列した多数の連続長繊維13Aの集合体である。同様に、繊維配列層12Bは、互いに平行に一方向に直線状に整列した多数の連続長繊維13Bの集合体である。連続長繊維13A,13Bは途中で折り畳まれたり、2層以上積層されたりしている場合もある。繊維配列層12A,12Bは連続長繊維13Aの配列方向と連続長繊維13Bの配列方向とが帯状布4の長手方向L(図3(b)参照)に一致するように積層されている。
【0020】
繊維配列層12Aは、ポリエチレンテレフタレート、ポリエチレン、ポリプロピレン、ポリエステル、ポリアミド、ポリ塩化ビニル系樹脂、ポリウレタン、フッ素系樹脂等の熱可塑性樹脂およびこれらの変性樹脂から作成することができる。熱可塑性樹脂には添加剤として、紫外線防止剤、酸化劣化防止剤、難燃剤などを、撚糸や糸(後述)の用途に応じて添加することができる。ポリビニルアルコール系樹脂、ポリアクリルニトリル系樹脂等の湿式または乾式の紡糸手段による樹脂も使用することができる。繊維配列層12Bも同様である。各連続長繊維13A,13Bの直径は1〜20μmの範囲が好適であり、一実施例では10μm程度である。
【0021】
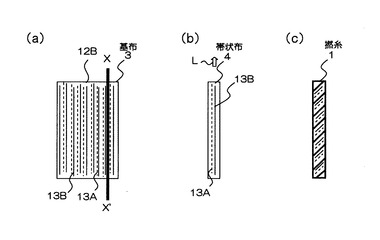
撚糸1は以下の手順で製造することができる。まず、図3(a)に示すように、上述の繊維配列層12A,12Bを、連続長繊維13A,13Bの配列方向が繊維配列層12A,12B同士で一致するように積層して基布(不織布)3を作成する。同図は基布3の上面図を示しており、上側にある繊維配列層12Bだけが見えているが、繊維配列層12Bの連続長繊維13B(実線)のほか、繊維配列層12Aの連続長繊維13Aも破線で示している。この工程は後で詳細に説明するが、重要なことは、ノズルから噴出されて連続的に形成される繊維に加熱エアーを吹き付け、繊維を縦方向(コンベアの進行方向)に揃えながらコンベア上に集積させ、その後にさらに集積した繊維を縦方向に延伸することである。これによって、一方向にきれいに繊維が配列した繊維配列層を形成することができる。
【0022】
基布3は市販されている不織布を用いることもできる。一例として、本願出願人が製造販売するミライフ(登録商標)のグレードT05(目付5g/m2)、グレードT10(目付10g/m2)、グレードT15(目付15g/m2)、グレードT20(目付20g/m2)が挙げられる。基布の撚糸の材料としての実用的な目付の範囲は3〜60g/m2であり、基布がこれらの製品に限定されないことは勿論である。
【0023】
次に、図3(b)に示すように、基布3を連続長繊維13A,13Bに沿って(線X−X'に沿って)帯状に切断して、帯状布4を作る。その後、帯状布4を撚って撚糸1を作成する。最後の撚糸工程は従来の一般的な撚糸機械を用いることができる。一実施例では、帯状布の幅は2〜3cm、これを撚った撚糸1の直径は2〜3mm程度であった。
【0024】
本実施形態の撚糸は以下の長所を有している。
(1)一般的な不織布では繊維がランダムな方向に配列しており、しかも曲線状に配列しているため、引張り力に有効に抵抗できず、伸びやすいという性質がある。反面、このような繊維がランダムな方向に配列した構造は、嵩高を確保するという観点からは有利である。特に仮撚りをかけた撚糸は嵩高の確保が容易であり、嵩高加工糸とも呼ばれている。しかし、一般に嵩高性と伸縮性とは相関関係にあり、従来技術では伸縮性を抑えようとすれば嵩高性を犠牲にせざるを得ないという問題があった。この問題に対処するためには押し込み式加工糸を使用することが考えられるが、ギアクランプ加工を必要とするため、生産性が悪い。これに対して、本実施形態の撚糸では連続長繊維が延伸された状態にあるため、伸びが生じにくい。しかも本実施形態では生地、すなわち基布から切断して得られた帯状布を撚っているため、撚りの際の帯状布の変形抵抗によって撚糸の内側が中空となりやすく、嵩高のある撚糸が容易に製造できる。すなわち、本実施形態によれば、伸びの抑制と嵩高性とを両立できる。
(2)一般に合繊長繊維系の生糸(なまいと:加工していない糸)を束ねて糸ないし撚糸を作る場合、単糸の本数がかなり必要になり、重い糸となってしまう。これに対して本実施形態では上述の理由により撚糸の内側が中空となりやすく、軽量で嵩高のある撚糸が容易に製造できる。つまり、本実施形態の撚糸は軽量化と見かけのボリューム感の両立も可能である。また、撚糸の内側が中空となることから、内部の中空空間が空気層となって保温性の向上にも役立つ。
(3)また、このようにして製造された撚糸1は繊維の配列方向に大きな引張り強度(より正確には、目付あたりの引張り強度)を有している。基布(不織布)の強度で比較すると、前述のミライフのグレードT20(目付20g/m2)の場合、JIS L−1096に基づく引張り強度は140[N/50mm]であるが、一般的な不織布の場合、同一目付の例では65[N/50mm]程度である。つまり、本実施形態の撚糸は高い引張り強度を必要とする繊維製品を作るのにも適している。
(4)連続長繊維は基布の状態では互いに熱溶着されているが、基布を連続長繊維に沿って切断する際に、切断は主として、切断抵抗の小さい熱溶着された部分で生じる。このため繊維自体の切断箇所や切断面積が極めて小さくなり、ほつれが生じにくい。また、長繊維からできているため毛羽立ちが生じにくい。従って、本実施形態の撚糸は手触り感にも優れている。
(5)本実施形態の撚糸の製造に用いられる不織布は極めて薄いため、撚糸条件により様々な太さの撚糸を作ることができる。
(6)本実施形態の撚糸はポリエステルなどの熱可塑性樹脂から作られているため、ペーパーヤーンに比べて耐熱性及び強度に優れている。
【0025】
図示は省略するが、撚りの態様は上記の形態に限定されず、例えば、2本撚り(双糸)や3本撚り(三子糸)、諸撚糸、ファンシーヤーンなど公知のあらゆる態様を実施可能である。
【0026】
上記の実施形態は糸を撚った撚糸であるが、撚りを省略することもできる。図1(b)を参照すると、このような変形形態に係る糸が示されている。糸は繊維配列層12A,12Bが複数層積層されて形成されている。各繊維配列層12A,12Bは熱可塑性樹脂から形成され糸の方向に略直線状に配列した連続長繊維13A,13Bからなり、繊維配列層同士は連続長繊維13A,13Bの配列方向が各繊維配列層12A,12Bで一致するように積層されている。要するに本変形形態は、第1の実施形態において撚りを省略し、作成時には基布を糸状に切断したものである。撚りを省略することで、伸びが一層抑えられるため、伸び変形を特に防止すべき用途に好適に適用することができる。すなわち本変形形態では、上述した(1)の長所が一層顕著となる。また、基布自体が薄くかつ伸びにくいという特性を有しているため、そのまま糸として用いても軽量化と伸びの抑制を両立することができる。
【0027】
(第2の実施形態)
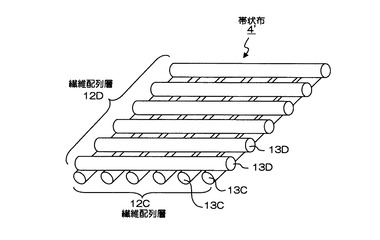
図1(c)を参照すると、本発明の第2の実施形態に係る撚糸1’が示されている。撚糸1’は繊維配列層が複数層積層されてなる帯状布4’が撚られて形成されている。図4はこのような帯状布4’の一部を拡大して示す模式的部分斜視図である。同図では、帯状布4’は繊維配列層12C,12Dから構成されているが、帯状布4’は3層以上の繊維配列層からなっていてもよい。
【0028】
この帯状布4’は、第1の実施形態とは異なり、交互に積層された第1の繊維配列層12Cと第2の繊維配列層12Dとを備えている。
【0029】
第1の繊維配列層12C及び第2の繊維配列層12Dは第1の実施形態の繊維配列層12A,12Bと同じ構成を有しているが、第2の繊維配列層12Dの繊維13Dは、第1の繊維配列層12Cの連続長繊維13Cと交差する方向に略直線状に配列している。本実施形態では連続長繊維13Cと繊維13Dは互いに直交しているが、必ずしもその必要はない。
【0030】
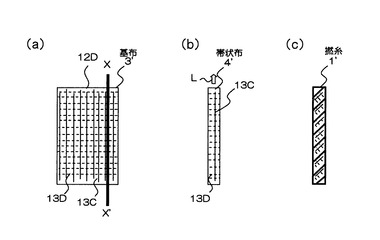
撚糸1’は以下の手順で製造することができる。まず、図5(a)に示すように、上述の繊維配列層12C,12Dを、連続長繊維13C,13D’の配列方向が直交するように積層して基布3’(不織布)を作成する。繊維配列層の向きが直交していることを除き、基布3’の製造方法は第1の実施形態と同様である。次に、図5(b)に示すように基布3’を連続長繊維13Cに沿って(X−X’方向に)帯状に切断して、帯状布4’を形成し、さらに図5(c)に示すように帯状布4’を撚って撚糸1’を作る。基布3’として使用可能な不織布として、ミライフのグレードTY0505FE(目付10g/m2)、グレードTY1010FE(目付20g/m2)、グレードTY1515FE(目付30g/m2)、グレードTY2020FE(目付40g/m2)が挙げられるが、基布の実用的な目付の範囲は3〜60g/m2であり、これらに限定されない。撚りの態様は、第1の実施形態と同様、様々な形態が可能である。
【0031】
上記の実施形態は糸を撚った撚糸1’であるが、本実施形態においても第1の実施形態と同様、撚りを省略することができる。図1(d)を参照すると、このような変形例に係る糸11’が示されている。糸11’は交互に積層された複数の第1の繊維配列層と複数の第2の繊維配列層とを備えている。第1の繊維配列層12Cは、熱可塑性樹脂から形成され基布の長手方向L(図5(b)参照)に略直線状に配列した複数の連続長繊維13Cからなっている。第2の繊維配列層12Dは、熱可塑性樹脂から形成され第1の繊維12Cと交差する方向に略直線状に配列した第2の繊維13Dからなっている。要するに本変形形態も前述の変形例と同様、第2の実施形態において撚りを省略し、作成時には基布を糸状に切断したものである。撚りを省略することで、伸びが一層抑えられるため、伸び変形が特に好ましくない用途に好適に適用することができる。また、連続長繊維13Cが長手方向Lに略直線状に配列していることから、繊維の配列方向Lから受ける引張り力に対して有効に抵抗することができる。このため、同じ強度を得るために繊維の量を減らすことができ、軽量化が可能である。
【0032】
本実施形態も、第1の実施形態と同様の理由により、伸びが抑制され、かつ見かけのボリューム感のある繊維製品を作るのに適している。特に本実施形態は、互いに直交する2方向の繊維が含まれており、切断方向X−X’と直交する方向に配列された繊維13Dの存在によって嵩高を稼ぎやすいという特徴がある。第1の実施形態とは異なり、連続長繊維13D’は切断されて繊維13Dとなるが、これによってスパンライク(短繊維)な外観や風合いが得られ、衣服などの用途に好適に適用可能な場合もある。なお、本実施形態では引張り強度への寄与が小さい繊維13Dを含んでいることから、上述の長所(3),(4)は得られないが、その他の長所は同様に得られる。
【0033】
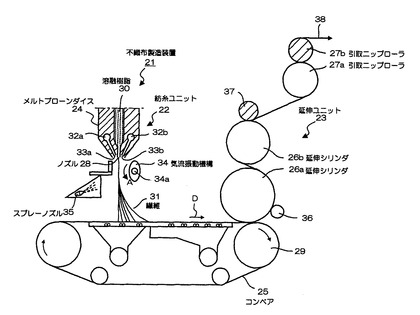
次に、基布3,3’の製造方法について説明する。図6は、基布の作成に用いられる製造装置の概略図を示す。繊維配列層(不織布)製造装置21は、主にメルトブローンダイス24とコンベア25とで構成される紡糸ユニット22と、延伸シリンダ26a,26b、引取ニップローラ27a,27b等で構成される延伸ユニット23と、を有している。メルトブローンダイス24は、先端(下端)に、紙面に対して垂直な方向に並べられた多数のノズル28を有している(図では1つのみ表示している。)。ギアポンプ(図示せず)から送入された溶融樹脂30がノズル28から押出されることで、多数の繊維31が形成される。各ノズル28の両側にはそれぞれエアー溜32a,32bが設けられている。樹脂の融点以上に加熱された高圧加熱エアーは、これらエアー溜32a,32bに送入され、エアー溜32a,32bと連通してメルトブローンダイス24の先端に開口するスリット33a,33bから噴出される。これにより、ノズル28から押出される繊維31の押出し方向とほぼ平行な高速気流が生じる。この高速気流により、ノズル28から押出された繊維31はドラフト可能な溶融状態に維持され、高速気流の摩擦力により繊維31にドラフトが与えられ、繊維31が細径化される。高速気流の温度は、繊維31の紡糸温度よりも80℃以上、望ましくは120℃以上高くする。メルトブローンダイス24を用いて繊維31を形成する方法では、高速気流の温度を高くすることにより、ノズル28から押出された直後の繊維31の温度を繊維31の融点よりも十分に高くすることができるため、繊維31の分子配向を小さくすることができる。ポリエチレンテレフタレート樹脂の連続繊維を作成する場合は、溶融押出しするときに熱風により10〜23μmの直径に細化することができる。
【0034】
メルトブローンダイス24の下方にはコンベア25が配置されている。コンベア25は、駆動源(図示せず)により回転されるコンベアローラ29やその他のローラに掛け回されており、コンベアローラ29の回転によりコンベア25を駆動することで、ノズル28から押出された繊維31は図示右方向へ搬送される。
【0035】
繊維31は、ノズル28の両側のスリット33a,33bから噴出された高圧加熱エアーが合流した流れである高速気流に沿って流れる。高速気流は、スリット33a,33bから噴出された高圧加熱エアーが合流して、コンベア25の搬送面とほぼ垂直な方向に流れる。
【0036】
メルトブローンダイス24とコンベア25との間には、スプレーノズル35が設けられている。スプレーノズル35は、高速気流中へ霧状の水を噴霧するもので、これにより繊維31が冷却され、急速に凝固される。スプレーノズル35bは実際には複数個設置されるが、図6では1個のみを示している。スプレーノズル35から噴射される流体は、繊維31を冷却することができるものであれば必ずしも水分等を含む必要はなく、冷エアーであってもよい。
【0037】
メルトブローンダイス24の近傍の、スリット33a,33bによる高速気流が発生している領域には、楕円柱状の気流振動機構34が設けられている。気流振動機構34は、コンベア25上での繊維31の搬送方向Dとほぼ直交した、すなわち製造すべき繊維配列層の幅方向とほぼ平行に配置された軸34aの周りを、矢印A方向に回転させられる。一般に、気体や液体の高速噴流近傍に壁が存在しているとき、噴流は壁面に沿った方向の近くを流れる傾向があり、これはコアンダ効果といわれる。気流振動機構34は、このコアンダ効果を利用して繊維31の流れの向きを変える。図6の場合、気流振動機構34の楕円形の長軸が高速気流の向き(図面の上下方向)に一致するとき、繊維31はコンベア25に向けてほぼ鉛直に落下する。気流振動機構34が軸34aの周りを90度回転し、気流振動機構34の楕円形の長軸が高速気流の向きと直交するとき、繊維31はコンベア25の搬送方向D(図中右側)に偏位し、偏位量はこのときが最大となる。さらに気流振動機構34が軸34aの周りを回転すると、繊維31のコンベア25への落下位置は搬送方向Dに対して前後方向に周期運動する。すなわち、凝固した繊維31は、縦方向に振られながらコンベア25上に集積し、縦方向に部分的に折り畳まれて連続的に捕集され、連続長繊維が形成される。
【0038】
コンベア25上に捕集された繊維31は、コンベア25により搬送方向Dに搬送され、延伸温度に加熱された延伸シリンダ26aと押えローラ36とにニップされる。その後、繊維31は、延伸シリンダ26bと押えゴムローラ37とにニップされて、2つの延伸シリンダ26a,26bに密着させられる。このように繊維31が延伸シリンダ26a,26bに密着しながら送られることで、繊維31は、縦方向に部分的に折り畳まれた状態のまま、隣接する繊維31同士が融着したウェブとなる。この際、2つの延伸シリンダ26a,26bの距離をできるだけ小さくすることが好ましい。これは近接延伸と呼ばれる。繊維31が途中で折り返されたり、多少屈曲したりしている場合もあるため、個々の繊維31を有効に延伸するためにはなるべく延伸の開始点と終点との距離を短くすることが好ましい。
【0039】
延伸シリンダ26a,26bに密着して送られることによりウェブが得られる。このウウェブはさらに、引取ニップローラ27a,27b(後段の引取ニップローラ27bはゴム製)に引き取られる。引取ニップローラ27a,27bの周速は延伸シリンダ26a,26bの周速よりも大きく、これによりウェブは縦方向に延伸され、縦延伸繊維配列層38となる。このように、紡糸したウェブを縦方向に延伸することにより、繊維の整列度をさらに向上させることができる。ポリエチレンテレフタレート樹脂の連続繊維を作成する場合は、3〜10倍の長さに繊維を延伸することで、繊維の直径を1〜20μm程度まで細化し、この延伸操作によって繊維の整列度を増すことが可能となる。繊維31が十分に急冷されることによって、延伸応力が小さく伸度が大きい繊維31が形成される。これは、上述したようにスプレーノズル35から霧状の水を噴霧し、高速気流に霧状の液体を含ませることによって実現される。以上述べた方法で形成された繊維配列層は、連続した長繊維が一方向に略直線状に配列されている。
【0040】
このようにして製造した繊維配列層を、繊維の方向が互いに一致するように順次積層する。その後、材料樹脂の融点以下の温度をかけて繊維配列層を接合する。これによって、上述した基布3が完成する。また、繊維の方向が互いに直交するように順次積層し、その後同様のプロセスを実行することにより上述した基布3’が完成する。
【符号の説明】
【0041】
1,1’ 撚
3,3’ 基布(不織布)
4,4’ 帯状布
12A〜12D 繊維配列層
13A〜13C 連続長繊維
13D 繊維
24 メルトブローンダイス
28 ノズル
31 繊維
D 断熱方向
【技術分野】
【0001】
本発明は、撚糸、糸、及びそれらの製造方法に関し、特に不織布を用いた撚糸、糸、及びそれらの製造方法に関する。
【背景技術】
【0002】
従来から不織布を用いて糸を作る技術が知られている。特許文献1には、ニードルパンチ法によって作成した不織布から幅50mmのスリットヤーンを作成し、スリットヤーンを製紐機で撚って紐を作る技術が開示されている。特許文献2には、短繊維と熱融着性繊維と繊維状熱水可溶性バインダとを必須成分として抄造技術によって紙を作り、紙を裁断してストリングとした後、ストリングを撚ってファンシーヤーン(意匠撚糸)を作る技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−279962号公報
【特許文献2】特開平08−325870号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般的な不織布では繊維がランダムな方向に配列しており、しかも曲線状に配列しているため、引張り力に有効に抵抗できず、伸びやすいという性質がある。引張り力に対する強度を上げるには目付を増やす必要があるが、その分重量が増加する。すなわち、伸びの抑制と軽量化は両立が困難な課題であった。
【0005】
本発明は、このような課題に鑑みてなされ、伸びの抑制と軽量化を両立することのできる撚糸及び糸、ならびにこれらの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の一態様によれば、撚糸繊維配列層が複数層積層されてなる帯状布が撚られた撚糸が開示される。各繊維配列層は熱可塑性樹脂から形成され帯状布の長手方向に略直線状に配列した複数の連続長繊維からなっている。
【0007】
本発明の他の一態様によれば、繊維配列層が複数層積層されてなる糸が開示される。各繊維配列層は熱可塑性樹脂から形成され糸の長手方向に略直線状に配列した複数の連続長繊維からなっている。
【0008】
本発明の一態様によれば交互に積層された複数の第1の繊維配列層と複数の第2の繊維配列層とを備えた帯状布が撚られた撚糸が開示される。第1の繊維配列層は、熱可塑性樹脂から形成され帯状布の長手方向に略直線状に配列した複数の連続長繊維からなり、第2の繊維配列層は、熱可塑性樹脂から形成され連続長繊維と交差する方向に略直線状に配列した複数の繊維からなっている。
【0009】
本発明の他の一態様によれば、交互に積層された複数の第1の繊維配列層と複数の第2の繊維配列層とを備えた糸が開示される。第1の繊維配列層は、熱可塑性樹脂から形成され糸の長手方向に略直線状に配列した複数の連続長繊維からなり、第2の繊維配列層は、熱可塑性樹脂から形成され連続長繊維と交差する方向に略直線状に配列した複数の繊維からなっている。
【0010】
本発明の一態様によれば、撚糸の製造方法は、熱可塑性樹脂から形成され一方向に略直線状に配列した複数の連続長繊維からなる繊維配列層を、連続長繊維の配列方向が各繊維配列層同士で一致するように積層して基布を作成することと、基布を連続長繊維に沿って帯状に切断して、帯状布を形成することと、帯状布を撚って撚糸を作ることと、を有している。
【0011】
本発明の他の一態様によれば、糸の製造方法は、熱可塑性樹脂から形成され一方向に略直線状に配列した複数の連続長繊維からなる繊維配列層を、連続長繊維の配列方向が各繊維配列層同士で一致するように積層して基布を作成することと、基布を連続長繊維に沿って糸状に切断することと、を有している。
【0012】
本発明の他の一態様によれば、撚糸の製造方法は、熱可塑性樹脂から形成され一方向に略直線状に配列した複数の第1の連続長繊維からなる第1の繊維配列層と、熱可塑性樹脂から形成され第1の連続長繊維と交差する方向に略直線状に配列した複数の第2の連続長繊維からなる第2の繊維配列層と、を交互に積層して基布を作成することと、基布を第1の連続長繊維に沿って帯状に切断して、帯状布を形成することと、帯状布を撚って撚糸を作ることと、を有している。
【0013】
本発明の他の一態様によれば、熱可塑性樹脂から形成され一方向に略直線状に配列した複数の第1の連続長繊維からなる第1の繊維配列層と、熱可塑性樹脂から形成され第1の連続長繊維と交差する方向に略直線状に配列した複数の第2の連続長繊維からなる第2の繊維配列層と、を交互に積層して基布を作成することと、基布を第1の連続長繊維に沿って糸状に切断して、糸を形成することと、を有している。
【0014】
以上述べたように、本発明の各実施態様は、熱可塑性樹脂から形成され一方向に略直線状に配列した複数の連続長繊維を備えている。このため、連続長繊維は繊維の配列方向から受ける引張り力に対して有効に抵抗することができる。また、このような構成から、同じ強度を得るために繊維の量を減らすこともできる。このようにして、本発明の各実施態様に係る撚糸及び糸は、伸びの抑制と軽量化を両立することができる。
【発明の効果】
【0015】
本発明によれば、伸びの抑制と軽量化を両立することのできる撚糸及び糸、ならびにこれらの製造方法を提供することができる。
【図面の簡単な説明】
【0016】
【図1】本発明のいくつかの実施形態に係る撚糸及び糸の外形図である。
【図2】第1の実施形態に係る撚糸及び糸の部分詳細図である。
【図3】図2に示す撚糸及び糸の製造方法を示す概略図である。
【図4】第2の実施形態に係る撚糸及び糸の部分詳細図である。
【図5】図4に示す撚糸及び糸の製造方法を示す概略図である。
【図6】基布の作成に用いられる製造装置の概略図である。
【発明を実施するための形態】
【0017】
図1は本発明の撚糸及び糸のいくつかの実施形態を示す模式図である。図1の各図において、太線は繊維配列層ないし基布の輪郭を表し、細線は連続長繊維ないしは繊維を模式的に示している。以下、図1及び関連する図面を参照して、本発明の撚糸及び糸のいくつかの実施形態について説明する。
【0018】
(第1の実施形態)
図1(a)を参照すると、本発明の第1の実施形態に係る撚糸1が示されている。撚糸1は繊維配列層が複数層積層されてなる帯状布4が撚られて形成されている。図2は、このような帯状布4の一部を拡大して示す模式的部分斜視図である。同図では、帯状布4は繊維配列層12A,12Bから構成されているが、帯状布4は3層以上の繊維配列層からなっていてもよい。
【0019】
繊維配列層12Aは、互いに平行に一方向に直線状に整列した多数の連続長繊維13Aの集合体である。同様に、繊維配列層12Bは、互いに平行に一方向に直線状に整列した多数の連続長繊維13Bの集合体である。連続長繊維13A,13Bは途中で折り畳まれたり、2層以上積層されたりしている場合もある。繊維配列層12A,12Bは連続長繊維13Aの配列方向と連続長繊維13Bの配列方向とが帯状布4の長手方向L(図3(b)参照)に一致するように積層されている。
【0020】
繊維配列層12Aは、ポリエチレンテレフタレート、ポリエチレン、ポリプロピレン、ポリエステル、ポリアミド、ポリ塩化ビニル系樹脂、ポリウレタン、フッ素系樹脂等の熱可塑性樹脂およびこれらの変性樹脂から作成することができる。熱可塑性樹脂には添加剤として、紫外線防止剤、酸化劣化防止剤、難燃剤などを、撚糸や糸(後述)の用途に応じて添加することができる。ポリビニルアルコール系樹脂、ポリアクリルニトリル系樹脂等の湿式または乾式の紡糸手段による樹脂も使用することができる。繊維配列層12Bも同様である。各連続長繊維13A,13Bの直径は1〜20μmの範囲が好適であり、一実施例では10μm程度である。
【0021】
撚糸1は以下の手順で製造することができる。まず、図3(a)に示すように、上述の繊維配列層12A,12Bを、連続長繊維13A,13Bの配列方向が繊維配列層12A,12B同士で一致するように積層して基布(不織布)3を作成する。同図は基布3の上面図を示しており、上側にある繊維配列層12Bだけが見えているが、繊維配列層12Bの連続長繊維13B(実線)のほか、繊維配列層12Aの連続長繊維13Aも破線で示している。この工程は後で詳細に説明するが、重要なことは、ノズルから噴出されて連続的に形成される繊維に加熱エアーを吹き付け、繊維を縦方向(コンベアの進行方向)に揃えながらコンベア上に集積させ、その後にさらに集積した繊維を縦方向に延伸することである。これによって、一方向にきれいに繊維が配列した繊維配列層を形成することができる。
【0022】
基布3は市販されている不織布を用いることもできる。一例として、本願出願人が製造販売するミライフ(登録商標)のグレードT05(目付5g/m2)、グレードT10(目付10g/m2)、グレードT15(目付15g/m2)、グレードT20(目付20g/m2)が挙げられる。基布の撚糸の材料としての実用的な目付の範囲は3〜60g/m2であり、基布がこれらの製品に限定されないことは勿論である。
【0023】
次に、図3(b)に示すように、基布3を連続長繊維13A,13Bに沿って(線X−X'に沿って)帯状に切断して、帯状布4を作る。その後、帯状布4を撚って撚糸1を作成する。最後の撚糸工程は従来の一般的な撚糸機械を用いることができる。一実施例では、帯状布の幅は2〜3cm、これを撚った撚糸1の直径は2〜3mm程度であった。
【0024】
本実施形態の撚糸は以下の長所を有している。
(1)一般的な不織布では繊維がランダムな方向に配列しており、しかも曲線状に配列しているため、引張り力に有効に抵抗できず、伸びやすいという性質がある。反面、このような繊維がランダムな方向に配列した構造は、嵩高を確保するという観点からは有利である。特に仮撚りをかけた撚糸は嵩高の確保が容易であり、嵩高加工糸とも呼ばれている。しかし、一般に嵩高性と伸縮性とは相関関係にあり、従来技術では伸縮性を抑えようとすれば嵩高性を犠牲にせざるを得ないという問題があった。この問題に対処するためには押し込み式加工糸を使用することが考えられるが、ギアクランプ加工を必要とするため、生産性が悪い。これに対して、本実施形態の撚糸では連続長繊維が延伸された状態にあるため、伸びが生じにくい。しかも本実施形態では生地、すなわち基布から切断して得られた帯状布を撚っているため、撚りの際の帯状布の変形抵抗によって撚糸の内側が中空となりやすく、嵩高のある撚糸が容易に製造できる。すなわち、本実施形態によれば、伸びの抑制と嵩高性とを両立できる。
(2)一般に合繊長繊維系の生糸(なまいと:加工していない糸)を束ねて糸ないし撚糸を作る場合、単糸の本数がかなり必要になり、重い糸となってしまう。これに対して本実施形態では上述の理由により撚糸の内側が中空となりやすく、軽量で嵩高のある撚糸が容易に製造できる。つまり、本実施形態の撚糸は軽量化と見かけのボリューム感の両立も可能である。また、撚糸の内側が中空となることから、内部の中空空間が空気層となって保温性の向上にも役立つ。
(3)また、このようにして製造された撚糸1は繊維の配列方向に大きな引張り強度(より正確には、目付あたりの引張り強度)を有している。基布(不織布)の強度で比較すると、前述のミライフのグレードT20(目付20g/m2)の場合、JIS L−1096に基づく引張り強度は140[N/50mm]であるが、一般的な不織布の場合、同一目付の例では65[N/50mm]程度である。つまり、本実施形態の撚糸は高い引張り強度を必要とする繊維製品を作るのにも適している。
(4)連続長繊維は基布の状態では互いに熱溶着されているが、基布を連続長繊維に沿って切断する際に、切断は主として、切断抵抗の小さい熱溶着された部分で生じる。このため繊維自体の切断箇所や切断面積が極めて小さくなり、ほつれが生じにくい。また、長繊維からできているため毛羽立ちが生じにくい。従って、本実施形態の撚糸は手触り感にも優れている。
(5)本実施形態の撚糸の製造に用いられる不織布は極めて薄いため、撚糸条件により様々な太さの撚糸を作ることができる。
(6)本実施形態の撚糸はポリエステルなどの熱可塑性樹脂から作られているため、ペーパーヤーンに比べて耐熱性及び強度に優れている。
【0025】
図示は省略するが、撚りの態様は上記の形態に限定されず、例えば、2本撚り(双糸)や3本撚り(三子糸)、諸撚糸、ファンシーヤーンなど公知のあらゆる態様を実施可能である。
【0026】
上記の実施形態は糸を撚った撚糸であるが、撚りを省略することもできる。図1(b)を参照すると、このような変形形態に係る糸が示されている。糸は繊維配列層12A,12Bが複数層積層されて形成されている。各繊維配列層12A,12Bは熱可塑性樹脂から形成され糸の方向に略直線状に配列した連続長繊維13A,13Bからなり、繊維配列層同士は連続長繊維13A,13Bの配列方向が各繊維配列層12A,12Bで一致するように積層されている。要するに本変形形態は、第1の実施形態において撚りを省略し、作成時には基布を糸状に切断したものである。撚りを省略することで、伸びが一層抑えられるため、伸び変形を特に防止すべき用途に好適に適用することができる。すなわち本変形形態では、上述した(1)の長所が一層顕著となる。また、基布自体が薄くかつ伸びにくいという特性を有しているため、そのまま糸として用いても軽量化と伸びの抑制を両立することができる。
【0027】
(第2の実施形態)
図1(c)を参照すると、本発明の第2の実施形態に係る撚糸1’が示されている。撚糸1’は繊維配列層が複数層積層されてなる帯状布4’が撚られて形成されている。図4はこのような帯状布4’の一部を拡大して示す模式的部分斜視図である。同図では、帯状布4’は繊維配列層12C,12Dから構成されているが、帯状布4’は3層以上の繊維配列層からなっていてもよい。
【0028】
この帯状布4’は、第1の実施形態とは異なり、交互に積層された第1の繊維配列層12Cと第2の繊維配列層12Dとを備えている。
【0029】
第1の繊維配列層12C及び第2の繊維配列層12Dは第1の実施形態の繊維配列層12A,12Bと同じ構成を有しているが、第2の繊維配列層12Dの繊維13Dは、第1の繊維配列層12Cの連続長繊維13Cと交差する方向に略直線状に配列している。本実施形態では連続長繊維13Cと繊維13Dは互いに直交しているが、必ずしもその必要はない。
【0030】
撚糸1’は以下の手順で製造することができる。まず、図5(a)に示すように、上述の繊維配列層12C,12Dを、連続長繊維13C,13D’の配列方向が直交するように積層して基布3’(不織布)を作成する。繊維配列層の向きが直交していることを除き、基布3’の製造方法は第1の実施形態と同様である。次に、図5(b)に示すように基布3’を連続長繊維13Cに沿って(X−X’方向に)帯状に切断して、帯状布4’を形成し、さらに図5(c)に示すように帯状布4’を撚って撚糸1’を作る。基布3’として使用可能な不織布として、ミライフのグレードTY0505FE(目付10g/m2)、グレードTY1010FE(目付20g/m2)、グレードTY1515FE(目付30g/m2)、グレードTY2020FE(目付40g/m2)が挙げられるが、基布の実用的な目付の範囲は3〜60g/m2であり、これらに限定されない。撚りの態様は、第1の実施形態と同様、様々な形態が可能である。
【0031】
上記の実施形態は糸を撚った撚糸1’であるが、本実施形態においても第1の実施形態と同様、撚りを省略することができる。図1(d)を参照すると、このような変形例に係る糸11’が示されている。糸11’は交互に積層された複数の第1の繊維配列層と複数の第2の繊維配列層とを備えている。第1の繊維配列層12Cは、熱可塑性樹脂から形成され基布の長手方向L(図5(b)参照)に略直線状に配列した複数の連続長繊維13Cからなっている。第2の繊維配列層12Dは、熱可塑性樹脂から形成され第1の繊維12Cと交差する方向に略直線状に配列した第2の繊維13Dからなっている。要するに本変形形態も前述の変形例と同様、第2の実施形態において撚りを省略し、作成時には基布を糸状に切断したものである。撚りを省略することで、伸びが一層抑えられるため、伸び変形が特に好ましくない用途に好適に適用することができる。また、連続長繊維13Cが長手方向Lに略直線状に配列していることから、繊維の配列方向Lから受ける引張り力に対して有効に抵抗することができる。このため、同じ強度を得るために繊維の量を減らすことができ、軽量化が可能である。
【0032】
本実施形態も、第1の実施形態と同様の理由により、伸びが抑制され、かつ見かけのボリューム感のある繊維製品を作るのに適している。特に本実施形態は、互いに直交する2方向の繊維が含まれており、切断方向X−X’と直交する方向に配列された繊維13Dの存在によって嵩高を稼ぎやすいという特徴がある。第1の実施形態とは異なり、連続長繊維13D’は切断されて繊維13Dとなるが、これによってスパンライク(短繊維)な外観や風合いが得られ、衣服などの用途に好適に適用可能な場合もある。なお、本実施形態では引張り強度への寄与が小さい繊維13Dを含んでいることから、上述の長所(3),(4)は得られないが、その他の長所は同様に得られる。
【0033】
次に、基布3,3’の製造方法について説明する。図6は、基布の作成に用いられる製造装置の概略図を示す。繊維配列層(不織布)製造装置21は、主にメルトブローンダイス24とコンベア25とで構成される紡糸ユニット22と、延伸シリンダ26a,26b、引取ニップローラ27a,27b等で構成される延伸ユニット23と、を有している。メルトブローンダイス24は、先端(下端)に、紙面に対して垂直な方向に並べられた多数のノズル28を有している(図では1つのみ表示している。)。ギアポンプ(図示せず)から送入された溶融樹脂30がノズル28から押出されることで、多数の繊維31が形成される。各ノズル28の両側にはそれぞれエアー溜32a,32bが設けられている。樹脂の融点以上に加熱された高圧加熱エアーは、これらエアー溜32a,32bに送入され、エアー溜32a,32bと連通してメルトブローンダイス24の先端に開口するスリット33a,33bから噴出される。これにより、ノズル28から押出される繊維31の押出し方向とほぼ平行な高速気流が生じる。この高速気流により、ノズル28から押出された繊維31はドラフト可能な溶融状態に維持され、高速気流の摩擦力により繊維31にドラフトが与えられ、繊維31が細径化される。高速気流の温度は、繊維31の紡糸温度よりも80℃以上、望ましくは120℃以上高くする。メルトブローンダイス24を用いて繊維31を形成する方法では、高速気流の温度を高くすることにより、ノズル28から押出された直後の繊維31の温度を繊維31の融点よりも十分に高くすることができるため、繊維31の分子配向を小さくすることができる。ポリエチレンテレフタレート樹脂の連続繊維を作成する場合は、溶融押出しするときに熱風により10〜23μmの直径に細化することができる。
【0034】
メルトブローンダイス24の下方にはコンベア25が配置されている。コンベア25は、駆動源(図示せず)により回転されるコンベアローラ29やその他のローラに掛け回されており、コンベアローラ29の回転によりコンベア25を駆動することで、ノズル28から押出された繊維31は図示右方向へ搬送される。
【0035】
繊維31は、ノズル28の両側のスリット33a,33bから噴出された高圧加熱エアーが合流した流れである高速気流に沿って流れる。高速気流は、スリット33a,33bから噴出された高圧加熱エアーが合流して、コンベア25の搬送面とほぼ垂直な方向に流れる。
【0036】
メルトブローンダイス24とコンベア25との間には、スプレーノズル35が設けられている。スプレーノズル35は、高速気流中へ霧状の水を噴霧するもので、これにより繊維31が冷却され、急速に凝固される。スプレーノズル35bは実際には複数個設置されるが、図6では1個のみを示している。スプレーノズル35から噴射される流体は、繊維31を冷却することができるものであれば必ずしも水分等を含む必要はなく、冷エアーであってもよい。
【0037】
メルトブローンダイス24の近傍の、スリット33a,33bによる高速気流が発生している領域には、楕円柱状の気流振動機構34が設けられている。気流振動機構34は、コンベア25上での繊維31の搬送方向Dとほぼ直交した、すなわち製造すべき繊維配列層の幅方向とほぼ平行に配置された軸34aの周りを、矢印A方向に回転させられる。一般に、気体や液体の高速噴流近傍に壁が存在しているとき、噴流は壁面に沿った方向の近くを流れる傾向があり、これはコアンダ効果といわれる。気流振動機構34は、このコアンダ効果を利用して繊維31の流れの向きを変える。図6の場合、気流振動機構34の楕円形の長軸が高速気流の向き(図面の上下方向)に一致するとき、繊維31はコンベア25に向けてほぼ鉛直に落下する。気流振動機構34が軸34aの周りを90度回転し、気流振動機構34の楕円形の長軸が高速気流の向きと直交するとき、繊維31はコンベア25の搬送方向D(図中右側)に偏位し、偏位量はこのときが最大となる。さらに気流振動機構34が軸34aの周りを回転すると、繊維31のコンベア25への落下位置は搬送方向Dに対して前後方向に周期運動する。すなわち、凝固した繊維31は、縦方向に振られながらコンベア25上に集積し、縦方向に部分的に折り畳まれて連続的に捕集され、連続長繊維が形成される。
【0038】
コンベア25上に捕集された繊維31は、コンベア25により搬送方向Dに搬送され、延伸温度に加熱された延伸シリンダ26aと押えローラ36とにニップされる。その後、繊維31は、延伸シリンダ26bと押えゴムローラ37とにニップされて、2つの延伸シリンダ26a,26bに密着させられる。このように繊維31が延伸シリンダ26a,26bに密着しながら送られることで、繊維31は、縦方向に部分的に折り畳まれた状態のまま、隣接する繊維31同士が融着したウェブとなる。この際、2つの延伸シリンダ26a,26bの距離をできるだけ小さくすることが好ましい。これは近接延伸と呼ばれる。繊維31が途中で折り返されたり、多少屈曲したりしている場合もあるため、個々の繊維31を有効に延伸するためにはなるべく延伸の開始点と終点との距離を短くすることが好ましい。
【0039】
延伸シリンダ26a,26bに密着して送られることによりウェブが得られる。このウウェブはさらに、引取ニップローラ27a,27b(後段の引取ニップローラ27bはゴム製)に引き取られる。引取ニップローラ27a,27bの周速は延伸シリンダ26a,26bの周速よりも大きく、これによりウェブは縦方向に延伸され、縦延伸繊維配列層38となる。このように、紡糸したウェブを縦方向に延伸することにより、繊維の整列度をさらに向上させることができる。ポリエチレンテレフタレート樹脂の連続繊維を作成する場合は、3〜10倍の長さに繊維を延伸することで、繊維の直径を1〜20μm程度まで細化し、この延伸操作によって繊維の整列度を増すことが可能となる。繊維31が十分に急冷されることによって、延伸応力が小さく伸度が大きい繊維31が形成される。これは、上述したようにスプレーノズル35から霧状の水を噴霧し、高速気流に霧状の液体を含ませることによって実現される。以上述べた方法で形成された繊維配列層は、連続した長繊維が一方向に略直線状に配列されている。
【0040】
このようにして製造した繊維配列層を、繊維の方向が互いに一致するように順次積層する。その後、材料樹脂の融点以下の温度をかけて繊維配列層を接合する。これによって、上述した基布3が完成する。また、繊維の方向が互いに直交するように順次積層し、その後同様のプロセスを実行することにより上述した基布3’が完成する。
【符号の説明】
【0041】
1,1’ 撚
3,3’ 基布(不織布)
4,4’ 帯状布
12A〜12D 繊維配列層
13A〜13C 連続長繊維
13D 繊維
24 メルトブローンダイス
28 ノズル
31 繊維
D 断熱方向
【特許請求の範囲】
【請求項1】
繊維配列層が複数層積層されてなる帯状布が撚られた撚糸であって、前記各繊維配列層は熱可塑性樹脂から形成され前記帯状布の長手方向に略直線状に配列した複数の連続長繊維からなる、撚糸。
【請求項2】
繊維配列層が複数層積層されてなる糸であって、前記各繊維配列層は熱可塑性樹脂から形成され糸の長手方向に略直線状に配列した複数の連続長繊維からなる、糸。
【請求項3】
交互に積層された複数の第1の繊維配列層と複数の第2の繊維配列層とを備えた帯状布が撚られた撚糸であって、
前記第1の繊維配列層は、熱可塑性樹脂から形成され前記帯状布の長手方向に略直線状に配列した複数の連続長繊維からなり、
前記第2の繊維配列層は、熱可塑性樹脂から形成され前記連続長繊維と交差する方向に略直線状に配列した複数の繊維からなる、撚糸。
【請求項4】
交互に積層された複数の第1の繊維配列層と複数の第2の繊維配列層とを備え、
前記第1の繊維配列層は、熱可塑性樹脂から形成され糸の長手方向に略直線状に配列した複数の連続長繊維からなり、
前記第2の繊維配列層は、熱可塑性樹脂から形成され前記連続長繊維と交差する方向に略直線状に配列した複数の繊維からなる、糸。
【請求項5】
熱可塑性樹脂から形成され一方向に略直線状に配列した複数の連続長繊維からなる繊維配列層を、前記連続長繊維の配列方向が各繊維配列層同士で一致するように積層して基布を作成することと、
前記基布を前記連続長繊維に沿って帯状に切断して、帯状布を形成することと、
前記帯状布を撚って撚糸を作ることと、
を有する、撚糸の製造方法。
【請求項6】
熱可塑性樹脂から形成され一方向に略直線状に配列した複数の連続長繊維からなる繊維配列層を、前記連続長繊維の配列方向が各繊維配列層同士で一致するように積層して基布を作成することと、
前記基布を前記連続長繊維に沿って糸状に切断することと、
を有する、糸の製造方法。
【請求項7】
熱可塑性樹脂から形成され一方向に略直線状に配列した複数の第1の連続長繊維からなる第1の繊維配列層と、熱可塑性樹脂から形成され前記第1の連続長繊維と交差する方向に略直線状に配列した複数の第2の連続長繊維からなる第2の繊維配列層と、を交互に積層して基布を作成することと、
前記基布を前記第1の連続長繊維に沿って帯状に切断して、帯状布を形成することと、
前記帯状布を撚って撚糸を作ることと、
を有する、撚糸の製造方法。
【請求項8】
熱可塑性樹脂から形成され一方向に略直線状に配列した複数の第1の連続長繊維からなる第1の繊維配列層と、熱可塑性樹脂から形成され前記第1の連続長繊維と交差する方向に略直線状に配列した複数の第2の連続長繊維からなる第2の繊維配列層と、を交互に積層して基布を作成することと、
前記基布を前記第1の連続長繊維に沿って糸状に切断して、糸を形成することと、
を有する、糸の製造方法。
【請求項1】
繊維配列層が複数層積層されてなる帯状布が撚られた撚糸であって、前記各繊維配列層は熱可塑性樹脂から形成され前記帯状布の長手方向に略直線状に配列した複数の連続長繊維からなる、撚糸。
【請求項2】
繊維配列層が複数層積層されてなる糸であって、前記各繊維配列層は熱可塑性樹脂から形成され糸の長手方向に略直線状に配列した複数の連続長繊維からなる、糸。
【請求項3】
交互に積層された複数の第1の繊維配列層と複数の第2の繊維配列層とを備えた帯状布が撚られた撚糸であって、
前記第1の繊維配列層は、熱可塑性樹脂から形成され前記帯状布の長手方向に略直線状に配列した複数の連続長繊維からなり、
前記第2の繊維配列層は、熱可塑性樹脂から形成され前記連続長繊維と交差する方向に略直線状に配列した複数の繊維からなる、撚糸。
【請求項4】
交互に積層された複数の第1の繊維配列層と複数の第2の繊維配列層とを備え、
前記第1の繊維配列層は、熱可塑性樹脂から形成され糸の長手方向に略直線状に配列した複数の連続長繊維からなり、
前記第2の繊維配列層は、熱可塑性樹脂から形成され前記連続長繊維と交差する方向に略直線状に配列した複数の繊維からなる、糸。
【請求項5】
熱可塑性樹脂から形成され一方向に略直線状に配列した複数の連続長繊維からなる繊維配列層を、前記連続長繊維の配列方向が各繊維配列層同士で一致するように積層して基布を作成することと、
前記基布を前記連続長繊維に沿って帯状に切断して、帯状布を形成することと、
前記帯状布を撚って撚糸を作ることと、
を有する、撚糸の製造方法。
【請求項6】
熱可塑性樹脂から形成され一方向に略直線状に配列した複数の連続長繊維からなる繊維配列層を、前記連続長繊維の配列方向が各繊維配列層同士で一致するように積層して基布を作成することと、
前記基布を前記連続長繊維に沿って糸状に切断することと、
を有する、糸の製造方法。
【請求項7】
熱可塑性樹脂から形成され一方向に略直線状に配列した複数の第1の連続長繊維からなる第1の繊維配列層と、熱可塑性樹脂から形成され前記第1の連続長繊維と交差する方向に略直線状に配列した複数の第2の連続長繊維からなる第2の繊維配列層と、を交互に積層して基布を作成することと、
前記基布を前記第1の連続長繊維に沿って帯状に切断して、帯状布を形成することと、
前記帯状布を撚って撚糸を作ることと、
を有する、撚糸の製造方法。
【請求項8】
熱可塑性樹脂から形成され一方向に略直線状に配列した複数の第1の連続長繊維からなる第1の繊維配列層と、熱可塑性樹脂から形成され前記第1の連続長繊維と交差する方向に略直線状に配列した複数の第2の連続長繊維からなる第2の繊維配列層と、を交互に積層して基布を作成することと、
前記基布を前記第1の連続長繊維に沿って糸状に切断して、糸を形成することと、
を有する、糸の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−222756(P2010−222756A)
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願番号】特願2009−73757(P2009−73757)
【出願日】平成21年3月25日(2009.3.25)
【出願人】(000004444)JX日鉱日石エネルギー株式会社 (1,898)
【Fターム(参考)】
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願日】平成21年3月25日(2009.3.25)
【出願人】(000004444)JX日鉱日石エネルギー株式会社 (1,898)
【Fターム(参考)】
[ Back to top ]