
撚糸機
【課題】撚糸装置における糸の撚り方向を変更することが可能な撚糸機を提供すること。
【解決手段】撚糸機1は、スピンドルと、このスピンドルと一体的に回転する回転子と、スピンドルを回転駆動するスピンドル駆動モータ32とを備えた撚糸装置と、スピンドル駆動モータ32の回転方向を切り換えることにより、撚糸装置における糸の撚り方向を変更するための切換スイッチ57とを有し、複数の撚糸装置のうちの一部における糸の撚り方向を、残りの撚糸装置における糸の撚り方向と逆の方向に設定することが可能に構成されている。
【解決手段】撚糸機1は、スピンドルと、このスピンドルと一体的に回転する回転子と、スピンドルを回転駆動するスピンドル駆動モータ32とを備えた撚糸装置と、スピンドル駆動モータ32の回転方向を切り換えることにより、撚糸装置における糸の撚り方向を変更するための切換スイッチ57とを有し、複数の撚糸装置のうちの一部における糸の撚り方向を、残りの撚糸装置における糸の撚り方向と逆の方向に設定することが可能に構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、糸に撚糸加工を施す撚糸機に関する。
【背景技術】
【0002】
従来から、糸に撚糸加工を施す種々の撚糸機が知られているが、例えば、特許文献1には、タイヤコード等を製造する産業資材用撚糸機が記載されている。この撚糸機は、2種類の給糸パッケージからそれぞれ繰り出される2本の糸を撚り合わせる撚糸装置を含む、撚糸ユニットを多数備えており、これらの撚糸ユニットにより多数本の撚り糸を同時に製造することが可能である。
【0003】
また、各撚糸装置は、スピンドルと、このスピンドルと一体的に回転する回転子と、スピンドルを回転駆動する駆動モータを備えている。スピンドルには2種類の給糸パッケージの一方が静止状態で支持されている。そして、駆動モータで回転駆動される回転子により、一方の給糸パッケージの外側において他方の給糸パッケージから繰り出された糸を旋回させて、2種類の給糸パッケージからそれぞれ繰り出される2本の糸を撚り合わすように構成されている。
【0004】
【特許文献1】特開2005−48312号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、前述したような撚糸機においては、通常、全ての撚糸装置で駆動モータの回転方向(正転又は逆転)は同じであり、それゆえ、これら全ての撚糸装置における糸の撚り方向(S撚り又はZ撚り)は同じである。しかし、撚り糸の用途によっては、撚り方向が互いに等しい多数の撚り糸と、これら多数の撚り糸とは撚り方向が逆方向となる少量の撚り糸の両方が要求される場合がある。この場合、撚り方向が逆方向となる少量の撚り糸を製造する際には、多数の撚糸ユニットのうちの一部の撚糸ユニットしか稼働しないことになり、生産効率が低下することになっていた。
【0006】
本発明の目的は、撚糸装置における糸の撚り方向を変更することが可能な撚糸機を提供することである。
【課題を解決するための手段及び発明の効果】
【0007】
第1の発明の撚糸機は、スピンドルと、このスピンドルと一体的に回転する回転子と、前記スピンドルを回転駆動する駆動モータとを備え、前記回転子の回転によって糸に撚糸加工を施す撚糸装置と、前記駆動モータの回転方向を切り換えることにより、前記撚糸装置における糸の撚り方向を変更する撚り方向変更手段とを備えていることを特徴とするものである。
【0008】
この構成によれば、撚り方向変更手段により撚糸装置における糸の撚り方向を変更することができるため、1つの撚糸装置で、撚り方向が互いに逆方向となる2種類の撚り糸を製造することが可能となる。
【0009】
第2の発明の撚糸機は、前記第1の発明において、複数の前記撚糸装置を備えており、前記撚り方向変更手段は、前記複数の撚糸装置のうちの一部における糸の撚り方向を、残りの撚糸装置における糸の撚り方向と逆の方向に設定することを特徴とするものである。
【0010】
この構成によれば、一部の撚糸装置と残りの撚糸装置とで、撚り方向が互いに逆方向となる撚り糸をそれぞれ同時に製造することができる。そのため、大部分の撚糸装置において、ある撚り方向の撚り糸を製造するとともに、残りの一部の撚糸装置において撚り方向が逆の撚り糸を少量製造することができ、生産効率を低下させることなく、2種類の撚り糸を製造することが可能になる。
【0011】
第3の発明の撚糸機は、前記第1又は第2の発明において、前記駆動モータの回転中には、前記撚り方向変更手段による前記駆動モータの回転方向の切換を禁止する切換禁止手段を有することを特徴とするものである。この構成によれば、スピンドルの回転中に駆動モータの回転方向が切り換えられることがなく、駆動モータの破損等が生じるのを防止できる。
【発明を実施するための最良の形態】
【0012】
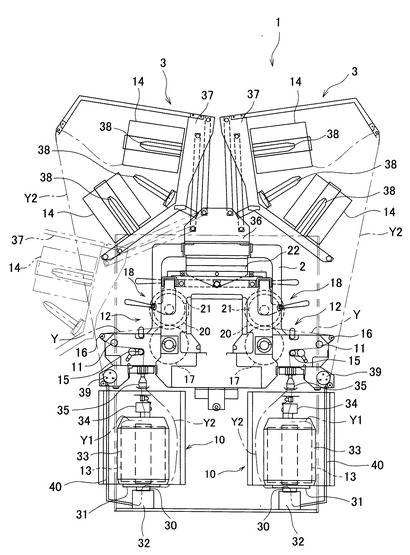
次に、本発明の実施の形態について説明する。本実施形態の撚糸機1は、タイヤコード等の産業資材用の撚糸機である。図1は、本実施形態の撚糸機1を機台2の長手方向から見た図である。また、図2は、図1の一部拡大図である。
【0013】
図1に示すように、機台2の図1における左右両側には撚糸ユニット3がそれぞれ配置されており、さらに、機台2の長手方向(図1の紙面垂直方向)に、撚糸ユニット3が多数配設されている(例えば、片側60錘、左右両側120錘)。尚、機台2の長手方向(図1の紙面垂直方向)を撚糸機1の前後方向とし、機台2の短手方向(図1の左右方向)を撚糸機1の左右方向として、以下説明する。
【0014】
まず、撚糸ユニット3の概略構成について説明する。尚、複数の撚糸ユニット3の構成はほぼ同じ構成であるため、以下ではその1つについて説明する。
【0015】
図1に示すように、各撚糸ユニット3は、機台2の下部に配設された撚糸装置10と、撚糸装置10で撚糸加工が施された糸を送る糸送りローラ11と、糸送りローラ11により送られてきた糸をボビン20に巻き取る巻取装置12等を備えている。
【0016】
撚糸装置10においては、機台2の下部に配設された給糸パッケージ13から解舒される糸Y1と、機台2の上方に配設された給糸パッケージ14から解舒される糸Y2の、2本の糸が撚り合わされて、撚り糸Yが製造される。
【0017】
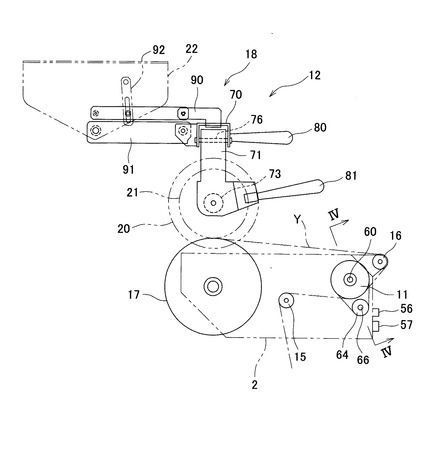
図1、図2に示すように、撚糸装置10で製造された撚り糸Yは、案内ローラ15を経て糸送りローラ11に送られる。この糸送りローラ11は、機台2に回転自在に支持されており、図示しない糸送り駆動モータにより回転駆動される。そして、撚り糸Yは糸送りローラ11に複数回巻掛けられてテンションが適度に下げられつつ、案内ローラ16を介して下流の巻取装置12へ送られる。
【0018】
巻取装置12は、巻取ローラ17と、ボビン20を保持するボビン保持装置18とを備えている。巻取ローラ17は、図示しない巻取駆動モータにより回転駆動される。また、ボビン20は、その中心軸20aの両端部に鍔20bを有するものであり、ボビン保持装置18により回転可能な状態で保持されている(図5参照)。また、ボビン保持装置18は、機台2に取り付けられた支持フレーム22に揺動自在に支持されており、ボビン20の外周に形成された巻取パッケージ21の径に応じて上下揺動して、巻取パッケージ21の外面が常に巻取ローラ17に接触するように構成されている。従って、糸送りローラ11により送られてきた撚り糸Yは、巻取ローラ17とボビン20との間に導かれた後、巻取ローラ17に連動して回転するボビン20(巻取パッケージ21)に巻取られる。
【0019】
尚、ボビン20に撚り糸Yが巻取られることにより形成された巻取パッケージ21は、ボビン保持装置18から取り外された後に、左右の撚糸ユニット3の間を前後方向に走行するベルトコンベヤ(図示省略)へ移送される。そして、多数の撚糸ユニット3でそれぞれ製造された巻取パッケージ21が、ベルトコンベヤにより前方又は後方へ搬送される。
【0020】
次に、前述した撚糸ユニット3の構成のうち、撚糸装置10、糸送りローラ11、及び、巻取装置12のボビン保持装置18について、それぞれ詳細に説明する。
【0021】
まず、撚糸装置10について説明する。図1に示すように、撚糸装置10は、回転自在に立設されたスピンドル30と、このスピンドル30の下端部に設けられてスピンドル30と一体的に回転する回転子31と、スピンドル30を回転駆動するスピンドル駆動モータ32などを備えている。
【0022】
スピンドル30の外側には静止ボビン容器33が設けられ、この静止ボビン容器33内に給糸パッケージ13が収容されている。そして、静止した給糸パッケージ13から解舒された糸Y1は、静止ボビン容器33の上方に位置するテンション付加装置34を介して長さ調整器35へ送られる。
【0023】
また、機台2の上部には支持フレーム36が固定され、この支持フレーム36にボビン支持フレーム37が連結されており、さらに、ボビン支持フレーム37のボビン支持軸38に給糸パッケージ14が支持されている。そして、給糸パッケージ14から解舒された糸Y2は、ニップテンサー39を経て、案内筒40内を通ってスピンドル駆動モータ32に案内される。さらに、糸Y2は、スピンドル駆動モータ32内の中空部分を通って回転子31に至り、スピンドル30とともに回転する回転子31によりその放射方向(径方向外側)へ繰り出される。そして、糸Y2は、静止ボビン容器33の回りを旋回して膨らみながら長さ調整器35へ案内される。さらに、長さ調整器35において撚り長さが均一になるように調整されつつ、2本の糸Y1,Y2が撚り合わされる。
【0024】
尚、詳細には説明しないが、支持フレーム36とボビン支持フレーム37は、平行リンクを介して連結されている。そして、ボビン支持フレーム37は、図1に実線で示す機台2の上方位置と図1に二点鎖線で示す機台2の側方位置の2つの位置に亙って移動可能に構成されており、ボビン支持フレーム37を引き下げて給糸パッケージ14を容易に交換することが可能になっている(特開2005−48312号公報参照)。
【0025】
ところで、スピンドル駆動モータ32により駆動されるスピンドル30(回転子31)の回転方向によって、糸Y2が静止ボビン容器33の周りにおいて旋回する方向が決まり、撚り糸Yの撚り方向(S撚り又はZ撚り)が決定される。本実施形態では、前後方向(図1の紙面垂直方向)に並ぶ多数の撚糸ユニット3のうち、一部(例えば、4つ)の撚糸ユニット3の撚糸装置10において、スピンドル駆動モータ32の回転方向を変更することにより、これらの撚糸装置10における糸Yの撚り方向を変更できるようになっている。その具体的な構成について以下に説明する。
【0026】
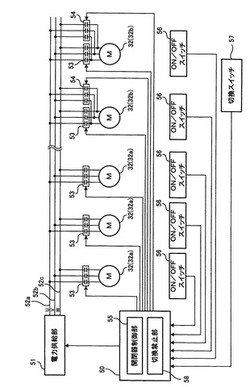
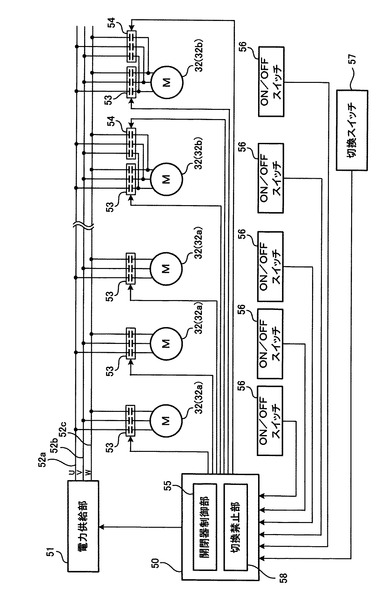
図3は、撚糸装置10のスピンドル駆動モータ32の電力供給系統及び制御構成を概略的に示す図である。尚、この図3においては、複数のスピンドル駆動モータ32のうちの一部(5つ)が示されている。
【0027】
撚糸機1の全体の制御を司る制御装置50は、演算処理装置であるCPU(Central Processing Unit)と、CPUが実行するプログラム及びプログラムに使用されるデータが記憶されているROM(Read-Only Memory)と、プログラム実行時にデータを一時記憶するためのRAM(Random Access Memory)等で構成されている。そして、この制御装置50は、撚糸装置10のスピンドル駆動モータ32の他、図示しない糸送りローラ11の駆動モータや巻取ローラ17の駆動モータなど、撚糸機1の各部の動作を制御する。
【0028】
電力供給部51は、撚糸機1の各種モータ等に対して電力を供給するものであり、複数の撚糸ユニット3のスピンドル駆動モータ32とは、三相交流(U,V,W)をそれぞれ供給するための3本の動力線52a,52b,52cを介して接続されている。そして、電力供給部51は、制御装置50からのモータの回転方向や回転速度等に関する指令に基づいて、所定の電力をスピンドル駆動モータ32に供給する。
【0029】
各スピンドル駆動モータ32のステータの3つの固定子コイル(U,V,W)と3本の動力線52a,52b,52cとの間には3つ1組の電磁開閉器53が設けられている。そして、制御装置50の開閉器制御部55により電磁開閉器53のON/OFF切換が行われて、スピンドル駆動モータ32のON/OFFが切り換えられる。
【0030】
尚、図2、図3に示すように、機台2には、撚糸装置10毎にスピンドル駆動モータ32のON/OFFを行うためのスイッチ56が設けられている。ON/OFFスイッチ56は、機台2の、作業者が操作しやすい適当な位置に設けられている。このスイッチ56が切り換えられたときには、その信号が制御装置50に送られて、開閉器制御部55により、電磁開閉器53のON/OFF、即ち、スピンドル駆動モータ32のON/OFFが切り換えられる。つまり、特定の撚糸ユニット3に設けられたON/OFFスイッチ56をOFFに切り換えることにより、多数の撚糸ユニット3のうち、特定の撚糸ユニット3のスピンドル駆動モータ32のみを停止させることが可能である。
【0031】
さらに、機台2の長手方向に1列に配列された複数(例えば、60錘)の撚糸ユニット3のうち、一部(例えば、4つ)の撚糸ユニット3のスピンドル駆動モータ32(図3においては、右側に位置する2つのスピンドル駆動モータ32b)と、3本の動力線52a,52b,52cとの間には、前述した電磁開閉器53に加えて、さらに、もう1組の電磁開閉器54が設けられている。この電磁開閉器54は、3本の動力線52a,52b,52cとステータの3つのコイル(U,V,W)とを、電磁開閉器53による接続に対して、U相とW相とが逆になるように接続するものである。
【0032】
従って、一部の撚糸ユニット3のスピンドル駆動モータ32(32b)が、電磁開閉器53を介して3本の動力線52a,52b,52cに接続されている場合は、他のスピンドル駆動モータ32(32a)と回転方向は同じとなる。また、一部の撚糸ユニット3のスピンドル駆動モータ32(32b)が、電磁開閉器54を介して3本の動力線52a,52b,52cに接続されている場合は、他のスピンドル駆動モータ32(32a)と回転方向が逆になる。
【0033】
また、図2、図3に示すように、機台2には、前述した一部のスピンドル駆動モータ32(32b)を有する一部の撚糸装置10における糸Yの撚り方向を、「正撚り(他の撚糸装置10と同じ撚り方向)」と「逆撚り(他の撚糸装置10と逆の撚り方向)」の何れかに切り換える切換スイッチ57が設けられている。尚、この切換スイッチ57は、一部(例えば、4つ)の撚糸装置10の撚り方向を一斉に切り換えることができるように、これら一部の撚糸装置10に対して1つだけ設けられている。また、切換スイッチ57は、機台2の作業者が操作しやすい適当位置に、ON/OFFスイッチ56と並べて設けられている。
【0034】
そして、切換スイッチ57が「正撚り」に切り換えられたときには、その切換信号が制御装置50に送られ、開閉器制御部55により一部のスピンドル駆動モータ32(32b)に設けられた電磁開閉器53がONに切り換えられると同時に、電磁開閉器54がOFFに切り換えられる。すると、これら一部のスピンドル駆動モータ32(32b)の回転方向が、他のスピンドル駆動モータ32(32a)と同じとなる。即ち、一部の撚糸装置10における撚り方向が他の撚糸装置10と同じとなる。
【0035】
一方、切換スイッチ57が「逆撚り」に切り換えられたときには、その切換信号が制御装置50に送られ、開閉器制御部55により一部のスピンドル駆動モータ32(32b)に設けられた電磁開閉器53がOFFに切り換えられると同時に、電磁開閉器54がONに切り換えられる。すると、これら一部のスピンドル駆動モータ32(32b)の回転方向が、他のスピンドル駆動モータ32(32a)とは逆となる。即ち、一部の撚糸装置10における撚り方向が他の撚糸装置10と逆となる。
【0036】
尚、以上説明した切換スイッチ57と電磁開閉器53,54、及び、制御装置50の開閉器制御部55が、撚糸装置10の撚り方向を変更する、本願発明の撚り方向変更手段に相当する。
【0037】
ところで、スピンドル30の回転中に回転方向が変更されると、スピンドル駆動モータ32に過大な負荷がかかって破損するなど、撚糸装置10の各部に悪影響を及ぼす。そのため、切換スイッチ57の切換動作はスピンドル30の停止状態で行われることが必要である。しかし、万が一、スピンドル駆動モータ32の回転中に切換スイッチ57が切り換えられたときに、駆動モータ32の回転方向が切り換えられることがないように、制御装置50は、開閉器制御部55による回転方向の切換を禁止する切換禁止部58を備えている。
【0038】
そして、スピンドル駆動モータ32の駆動中に誤って切換スイッチ57が切り換えられたときには、切換禁止部58により開閉器制御部55による回転方向の切換が禁止される。同時に、開閉器制御部55は、電磁開閉器53,54の両方をOFFにしてスピンドル駆動モータ32(32b)を停止させる。そして、スピンドル30が完全に停止するのに必要な所定の時間が経過した後に、開閉器制御部55は、電磁開閉器53又は電磁開閉器54をONにして、スピンドル駆動モータ32を直前の方向とは逆方向に回転させる。
【0039】
あるいは、スピンドル駆動モータ32の駆動中に誤って切換スイッチ57が切り換えられたときには、切換禁止部58は、切換スイッチ57の切換動作を無効にするだけでもよい。この場合には、切換スイッチ57が切り換えられる直前と同じ状態(同じ撚り方向)で撚糸加工が継続して行われる。
【0040】
以上説明したように、本実施形態の撚糸機1においては、切換スイッチ57を切り換えることにより一部の撚糸装置10における糸の撚り方向を変更することができるため、1つの撚糸装置10で、撚り方向が互いに逆方向である2種類の撚り糸Yを製造することが可能となる。さらに、複数の撚糸装置10のうちの一部(例えば、4つ)における糸Yの撚り方向を、残りの撚糸装置10における糸Yの撚り方向と逆の方向に設定することができるため、大部分の撚糸装置10において、ある撚り方向の撚り糸Yを製造するとともに、残りの一部の撚糸装置10において撚り方向が逆の撚り糸Yを少量製造することができる。つまり、生産効率を低下させることなく、2種類の撚り糸Yを製造することが可能になる。
【0041】
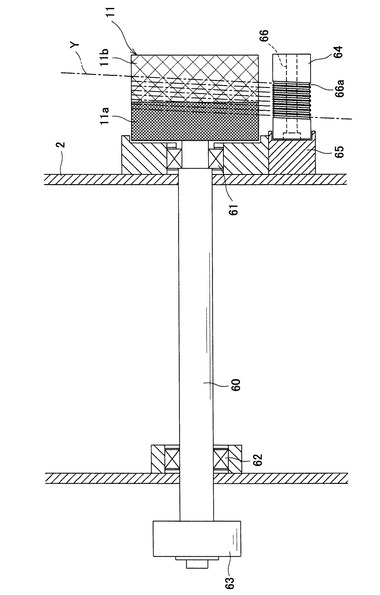
次に、糸送りローラ11について詳細に説明する。図4は、図2のIV-IV線断面図である。図2、図4に示すように、糸送りローラ11は、機台2に2つの軸受61,62を介して回転自在に支持された軸60の一端部に固定されている。軸60の他端部にはプーリ63が設けられており、このプーリ63を介して、糸送りローラ11は図示しない駆動モータにより回転駆動される。
【0042】
糸送りローラ11の近傍位置には、ガイドローラ64が設けられている。このガイドローラ64は、機台2にホルダ65を介して固定された回転軸66に回転自在に支持されている。また、ガイドローラ64の表面には、螺旋状の溝66a(ガイド溝)が形成されている。
【0043】
そして、図4に示すように、糸送りローラ11とガイドローラ64に亙って、撚り糸Yが、糸送りローラ11の基端部(図4における左端部)から先端部(図4における右端部)へ向けて複数回巻掛けられている。そして、糸送りローラ11が回転駆動されると、糸送りローラ11との間の摩擦によりテンションが下げられながら、撚り糸Yが下流側の巻取装置12へ送られる。このとき、撚り糸Yは、ガイドローラ64の螺旋状の溝66aに案内されて、糸送りローラ11の軸心方向に一定間隔空けて巻掛けられるため、複数回巻掛けられた糸Yが重なり合うことがない。
【0044】
さらに、図4に示すように、糸送りローラ11の基端側部分11aの表面には鏡面仕上げが施され、糸送りローラ11の先端側部分11bの表面には、鏡面仕上げよりも表面粗さが大きく、摩擦係数が小さい、梨地仕上げが施されている。即ち、糸送りローラ11の先端側部分11bの表面粗さは基端側部分11aの表面粗さよりも大きくなっている。尚、この糸送りローラ11の表面処理は、例えば、以下のようにして行うことができる。まず、糸送りローラ11の表面全面にショットブラストで凹凸を形成することにより、梨地仕上げを施す。次に、糸送りローラ11の基端側部分11aの表面のみを研磨してその表面粗さを小さくすることにより、鏡面仕上げを施す。その後、糸送りローラ11の全面にメッキ処理を施す。
【0045】
このように、最初に糸Yが巻掛けられる基端側部分11aの表面においては摩擦係数が大きいことから、撚り糸Yのテンションが大きく下げられる。一方、糸送りローラ11の先端側部分11bでは基端側部分11aよりも摩擦係数が小さくなっているため、撚り糸Yのテンションが少しずつ下げられる。
【0046】
従って、糸送りローラ11の上流側における撚り糸Yのテンションが高い場合でも、鏡面仕上げが施された基端側部分11aにおいてテンションを大きく下げることができる。そのため、糸送りローラ11の長さを長くして糸Yの巻き付け回数を増やすことなく、糸Yのテンションを適度に下げることができ、下流側の巻取装置12へ糸Yを確実に送ることができる。また、糸送りローラ11の先端側部分11bの表面粗さは基端側部分11aよりも大きいため、糸送りローラ11の先端部において撚り糸Yのテンションが過度に低下して糸Yが弛むのが防止される。
【0047】
つまり、この糸送りローラ11によれば、糸Yの巻掛け位置を調整することによって、テンションが高くなりすぎたり、あるいは、テンションが過度に低下して弛みが生じたりすることがないように、糸Yのテンションを微調整することが可能になる。
【0048】
また、撚糸加工開始直後に撚糸装置10から送られてくる撚りがほとんどかかっていない状態の糸は、撚り糸Yに比べて、糸送りローラ11との接触面積が大きいために、糸送りローラ11の表面摩擦係数が大きいほど巻き付きやすくなるが、基端側部分11aの表面粗さが大きくなっていることにより、このような巻き付きも抑制される。
【0049】
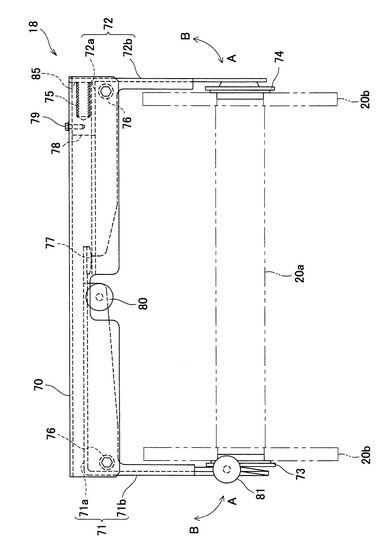
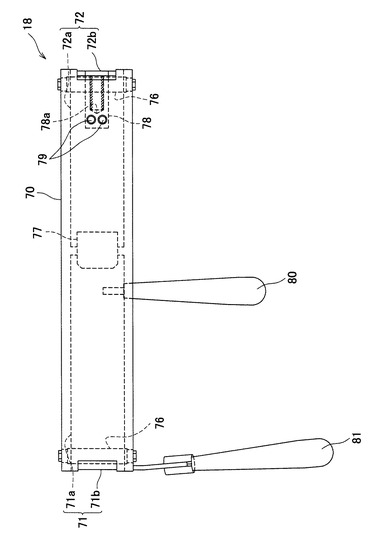
次に、ボビン保持装置18について詳細に説明する。図5は図2のボビン保持装置18を右側から見た図、図6はボビン保持装置18の平面図である。図2、図5、図6に示すように、ボビン保持装置18は、支持フレーム22に連結された基材70と、この基材70に揺動自在に支持された2つのクレードルアーム71,72と、これら2つのクレードルアーム71,72にそれぞれ設けられ、相対向する2つのボビン保持部73,74と、2つのボビン保持部73,74が接近する方向(閉止方向:図5の矢印A方向)に2つのクレードルアーム71,72を付勢するバネ75(付勢部材)とを備えている。
【0050】
基材70は、前後方向(図2の紙面垂直方向)に延びるとともに、その長手方向から見て逆U字形に形成された部材である。また、この基材70は、支持フレーム22にリンク部材90,91,92を介して連結されており、巻取パッケージ21が常に巻取ローラ17に接するように、上下揺動可能に構成されている。
【0051】
図5、図6に示すように、2つのクレードルアーム71,72は、それぞれ、前後方向に延びる基部71a,72aと、これら基部71a,72aから下方へ延びる支持部71b,72bとを有し、L字形に形成されている。また、2つのクレードルアーム71,72は、それらの折れ曲がり部分において、基材70の前後両端部に軸76を介してそれぞれ回転自在に支持されている。つまり、2つのクレードルアーム71,72は、基材70に、軸76を中心として前後に揺動可能に支持されている。
【0052】
前側に位置するクレードルアーム71の基部71aの先端部下面には板状の小片77が固定されている。図5に示すように、小片77の下面は断面円弧状に形成されている。そして、後側に位置するクレードルアーム72の基部72aの先端部上面が、小片77の円弧状の下面に当接している。
【0053】
相対向する2つのボビン保持部73,74は、2つのクレードルアーム71,72の支持部71b,72bの先端部(下端部)内側にそれぞれ取り付けられている。そして、これら2つのボビン保持部73,74により、ボビン20の軸20aの両端部に設けられた2つの鍔部20bがそれぞれ保持されて、2つのクレードルアーム71,72の間にボビン20が回転自在に支持される。
【0054】
また、基材70の後端部の内部にはバネ収納部材78が配設され、このバネ収納部材78は2本のネジ79で基材70に固定されている。バネ収納部材78には後方へ開放する孔78aが形成されており、この孔78aの内部にバネ75が収納されている。一方、後側のクレードルアーム72の支持部72bはその上端が基部72aよりもさらに上方に突出しており、この突出部85はバネ収納部材78に設けられた孔78aを塞いでいる。そして、孔78aの内部のバネ75の後端が突出部85に当接している。従って、バネ75により突出部85が後方へ付勢され、その結果、後側のクレードルアーム72の支持部72bが前方へ付勢される。同時に、この後側のクレードルアーム72の基部72aの先端部により、前側のクレードルアーム71の基部71aの先端部が小片77を介して押し上げられるため、前側のクレードルアーム71の支持部71bは後方へ付勢される。つまり、バネ75により、2つのクレードルアーム71,72が、2つのボビン保持部73,74が接近する閉止方向(ボビン20を挟持する方向:図5の矢印Aの方向)に付勢される。
【0055】
尚、本実施形態のボビン保持装置18は、比較的重量の大きい(例えば、10kg強)巻取パッケージ21を保持することができるように、2つのクレードルアーム71,72を閉止方向に付勢するバネ75は、付勢力の大きいものが選択されている。
【0056】
ところで、前側のクレードルアーム71には、2つのクレードルアーム71,72を2つのボビン保持部73,74が離間する方向、即ち、開放方向(図5の矢印Bの方向)にそれぞれ揺動させるためのハンドル80,81が設けられている。まず、クレードルアーム71の基部71aの先端部の右面には、右方へ延びるハンドル80(第1の開放用ハンドル)が固定されている。また、クレードルアーム71の支持部71bの先端部にも、右方へ延びるハンドル81(第2の開放用ハンドル)が固定されている。
【0057】
そして、ハンドル80を下方へ引き下げる、あるいは、ハンドル81を前方(外側)へ押圧すると、前側のクレードルアーム71がバネ75の付勢力に抗して開放方向(矢印Bの方向)へ揺動する。同時に、前側のクレードルアーム71の基部71aの先端部が下方へ移動して、後側のクレードルアーム72の基部72aの先端部を小片77を介して下方へ押圧するため、後側のクレードルアーム72もバネ75の付勢力に抗して開放方向(矢印Bの方向)へ揺動する。つまり、1回のハンドル操作により、2つのクレードルアーム71,72が開放方向に同時に揺動し、両方のクレードルアーム71,72からボビン20の両端部が同時に外れることになる。従って、巻取パッケージ21の重量が大きい場合でもボビン20の取り外し作業が容易になる。
【0058】
また、ハンドル80は、2つのクレードルアーム71,72の連結部分(当接部分)の近傍に取り付けられており、このハンドル80を引き下げる動作は、ボビン20に対面した状態(図5に対面した状態)で、脇を広げながらハンドル81を外側(前方)へ押圧する動作よりも力を作用させやすい。そのため、バネ75の付勢力(クレードルアーム71,72の挟持力)が大きい場合でも、ハンドル80を操作することにより、ボビン20(巻取パッケージ21)の取り外し作業を容易に行うことができる。
【0059】
さらに、クレードルアーム71に2つの開放用のハンドル80,81が設けられていることから、作業者が操作しやすい方のハンドルを選択して使用することができる。あるいは、左手でハンドル80を握って引き下げつつ、左肘でハンドル81を外側へ押圧するといったように、2つのハンドル80,81を同時に操作することもでき、ボビン20の取り外し作業を迅速に行うことが可能になる。
【0060】
次に、前記実施形態に種々の変更を加えた変更形態について説明する。但し、前記実施形態と同様の構成を有するものについては、同じ符号を付して適宜その説明を省略する。
【0061】
1]前記実施形態では、撚り方向を変更可能な一部(例えば、4つ)の撚糸装置10の全てに対して、1つの切換スイッチ57が設けられているが(図3参照)、一部の撚糸装置10のそれぞれに対して切換スイッチ57が設けられ、1つの撚糸装置10ごとに撚り方向を変更することができるように構成されていてもよい。
【0062】
2]前記実施形態は、切換スイッチ57からの切換信号が制御装置50に出力され、制御装置50の開閉器制御部55により、電磁開閉器53,54のON/OFFが制御されてスピンドル駆動モータ32の回転方向が切り換えられるように構成されているが(図3参照)、切換スイッチ57の切換動作により、電磁開閉器53,54のON/OFFが直接(制御装置50を介さずに)切り換えられるように構成されていてもよい。
【0063】
3]糸送りローラ11の表面に、表面粗さの異なる領域が軸心方向に複数存在し、これら複数の領域の表面粗さが、基端部から先端部へ向かうにつれて徐々に大きくなっていてもよい。この構成でも、前記実施形態と同様に、撚り糸Yのテンションを適度に下げて確実に糸Yを送ることができるとともに、糸Yの巻き付きや弛みを防止することができる。さらに、糸送りローラ11の表面摩擦係数が基端部から先端部へ向かうにつれて徐々に小さくなっていくため、糸Yのテンションをさらに細かく調節することができる。
【0064】
4]ボビン保持装置(図5参照)において、一方(前側)のクレードルアーム71だけではなく、他方(後側)のクレードルアーム72にも2つのハンドル80,81が設けられていてもよい。この場合には、右手で2つのハンドル80,81を操作することによって(右手でハンドル80を引き下げながら、右肘でハンドル81を外側へ押し出して)、ボビン20を取り外すことも可能となる。
【0065】
また、前記実施形態では、一方(前側)のクレードルアーム71の両端部(基部71aの先端部と支持部71bの先端部)にそれぞれハンドル80,81が設けられているが、基部71aの先端部に設けられたハンドル80には下方への力を作用させやすく、支持部71bに設けられたハンドル81よりもクレードルアーム71,72を開放させるのが容易であるため、支持部71b側のハンドル81が省略されていてもよい。
【図面の簡単な説明】
【0066】
【図1】本発明の実施形態に係る撚糸機の機台の長手方向から見た図である。
【図2】図1の一部拡大図である。
【図3】撚糸装置のスピンドル駆動モータの電力供給系統及び制御構成を概略的に示す図である。
【図4】図2のIV-IV線断面図である。
【図5】図2のボビン保持装置を右方から見た図である。
【図6】ボビン保持装置の平面図である
【符号の説明】
【0067】
1 撚糸機
10 撚糸装置
11 糸送りローラ
18 ボビン保持装置
20 ボビン
30 スピンドル
31 回転子
32 スピンドル駆動モータ
53 電磁開閉器
54 電磁開閉器
55 開閉器制御部
57 切換スイッチ
58 切換禁止部
64 ガイドローラ
66a ガイド溝
70 基材
71,72 クレードルアーム
73,74 ボビン保持部
75 バネ
80 ハンドル(第1の開放用ハンドル)
81 ハンドル(第2の開放用ハンドル)
【技術分野】
【0001】
本発明は、糸に撚糸加工を施す撚糸機に関する。
【背景技術】
【0002】
従来から、糸に撚糸加工を施す種々の撚糸機が知られているが、例えば、特許文献1には、タイヤコード等を製造する産業資材用撚糸機が記載されている。この撚糸機は、2種類の給糸パッケージからそれぞれ繰り出される2本の糸を撚り合わせる撚糸装置を含む、撚糸ユニットを多数備えており、これらの撚糸ユニットにより多数本の撚り糸を同時に製造することが可能である。
【0003】
また、各撚糸装置は、スピンドルと、このスピンドルと一体的に回転する回転子と、スピンドルを回転駆動する駆動モータを備えている。スピンドルには2種類の給糸パッケージの一方が静止状態で支持されている。そして、駆動モータで回転駆動される回転子により、一方の給糸パッケージの外側において他方の給糸パッケージから繰り出された糸を旋回させて、2種類の給糸パッケージからそれぞれ繰り出される2本の糸を撚り合わすように構成されている。
【0004】
【特許文献1】特開2005−48312号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、前述したような撚糸機においては、通常、全ての撚糸装置で駆動モータの回転方向(正転又は逆転)は同じであり、それゆえ、これら全ての撚糸装置における糸の撚り方向(S撚り又はZ撚り)は同じである。しかし、撚り糸の用途によっては、撚り方向が互いに等しい多数の撚り糸と、これら多数の撚り糸とは撚り方向が逆方向となる少量の撚り糸の両方が要求される場合がある。この場合、撚り方向が逆方向となる少量の撚り糸を製造する際には、多数の撚糸ユニットのうちの一部の撚糸ユニットしか稼働しないことになり、生産効率が低下することになっていた。
【0006】
本発明の目的は、撚糸装置における糸の撚り方向を変更することが可能な撚糸機を提供することである。
【課題を解決するための手段及び発明の効果】
【0007】
第1の発明の撚糸機は、スピンドルと、このスピンドルと一体的に回転する回転子と、前記スピンドルを回転駆動する駆動モータとを備え、前記回転子の回転によって糸に撚糸加工を施す撚糸装置と、前記駆動モータの回転方向を切り換えることにより、前記撚糸装置における糸の撚り方向を変更する撚り方向変更手段とを備えていることを特徴とするものである。
【0008】
この構成によれば、撚り方向変更手段により撚糸装置における糸の撚り方向を変更することができるため、1つの撚糸装置で、撚り方向が互いに逆方向となる2種類の撚り糸を製造することが可能となる。
【0009】
第2の発明の撚糸機は、前記第1の発明において、複数の前記撚糸装置を備えており、前記撚り方向変更手段は、前記複数の撚糸装置のうちの一部における糸の撚り方向を、残りの撚糸装置における糸の撚り方向と逆の方向に設定することを特徴とするものである。
【0010】
この構成によれば、一部の撚糸装置と残りの撚糸装置とで、撚り方向が互いに逆方向となる撚り糸をそれぞれ同時に製造することができる。そのため、大部分の撚糸装置において、ある撚り方向の撚り糸を製造するとともに、残りの一部の撚糸装置において撚り方向が逆の撚り糸を少量製造することができ、生産効率を低下させることなく、2種類の撚り糸を製造することが可能になる。
【0011】
第3の発明の撚糸機は、前記第1又は第2の発明において、前記駆動モータの回転中には、前記撚り方向変更手段による前記駆動モータの回転方向の切換を禁止する切換禁止手段を有することを特徴とするものである。この構成によれば、スピンドルの回転中に駆動モータの回転方向が切り換えられることがなく、駆動モータの破損等が生じるのを防止できる。
【発明を実施するための最良の形態】
【0012】
次に、本発明の実施の形態について説明する。本実施形態の撚糸機1は、タイヤコード等の産業資材用の撚糸機である。図1は、本実施形態の撚糸機1を機台2の長手方向から見た図である。また、図2は、図1の一部拡大図である。
【0013】
図1に示すように、機台2の図1における左右両側には撚糸ユニット3がそれぞれ配置されており、さらに、機台2の長手方向(図1の紙面垂直方向)に、撚糸ユニット3が多数配設されている(例えば、片側60錘、左右両側120錘)。尚、機台2の長手方向(図1の紙面垂直方向)を撚糸機1の前後方向とし、機台2の短手方向(図1の左右方向)を撚糸機1の左右方向として、以下説明する。
【0014】
まず、撚糸ユニット3の概略構成について説明する。尚、複数の撚糸ユニット3の構成はほぼ同じ構成であるため、以下ではその1つについて説明する。
【0015】
図1に示すように、各撚糸ユニット3は、機台2の下部に配設された撚糸装置10と、撚糸装置10で撚糸加工が施された糸を送る糸送りローラ11と、糸送りローラ11により送られてきた糸をボビン20に巻き取る巻取装置12等を備えている。
【0016】
撚糸装置10においては、機台2の下部に配設された給糸パッケージ13から解舒される糸Y1と、機台2の上方に配設された給糸パッケージ14から解舒される糸Y2の、2本の糸が撚り合わされて、撚り糸Yが製造される。
【0017】
図1、図2に示すように、撚糸装置10で製造された撚り糸Yは、案内ローラ15を経て糸送りローラ11に送られる。この糸送りローラ11は、機台2に回転自在に支持されており、図示しない糸送り駆動モータにより回転駆動される。そして、撚り糸Yは糸送りローラ11に複数回巻掛けられてテンションが適度に下げられつつ、案内ローラ16を介して下流の巻取装置12へ送られる。
【0018】
巻取装置12は、巻取ローラ17と、ボビン20を保持するボビン保持装置18とを備えている。巻取ローラ17は、図示しない巻取駆動モータにより回転駆動される。また、ボビン20は、その中心軸20aの両端部に鍔20bを有するものであり、ボビン保持装置18により回転可能な状態で保持されている(図5参照)。また、ボビン保持装置18は、機台2に取り付けられた支持フレーム22に揺動自在に支持されており、ボビン20の外周に形成された巻取パッケージ21の径に応じて上下揺動して、巻取パッケージ21の外面が常に巻取ローラ17に接触するように構成されている。従って、糸送りローラ11により送られてきた撚り糸Yは、巻取ローラ17とボビン20との間に導かれた後、巻取ローラ17に連動して回転するボビン20(巻取パッケージ21)に巻取られる。
【0019】
尚、ボビン20に撚り糸Yが巻取られることにより形成された巻取パッケージ21は、ボビン保持装置18から取り外された後に、左右の撚糸ユニット3の間を前後方向に走行するベルトコンベヤ(図示省略)へ移送される。そして、多数の撚糸ユニット3でそれぞれ製造された巻取パッケージ21が、ベルトコンベヤにより前方又は後方へ搬送される。
【0020】
次に、前述した撚糸ユニット3の構成のうち、撚糸装置10、糸送りローラ11、及び、巻取装置12のボビン保持装置18について、それぞれ詳細に説明する。
【0021】
まず、撚糸装置10について説明する。図1に示すように、撚糸装置10は、回転自在に立設されたスピンドル30と、このスピンドル30の下端部に設けられてスピンドル30と一体的に回転する回転子31と、スピンドル30を回転駆動するスピンドル駆動モータ32などを備えている。
【0022】
スピンドル30の外側には静止ボビン容器33が設けられ、この静止ボビン容器33内に給糸パッケージ13が収容されている。そして、静止した給糸パッケージ13から解舒された糸Y1は、静止ボビン容器33の上方に位置するテンション付加装置34を介して長さ調整器35へ送られる。
【0023】
また、機台2の上部には支持フレーム36が固定され、この支持フレーム36にボビン支持フレーム37が連結されており、さらに、ボビン支持フレーム37のボビン支持軸38に給糸パッケージ14が支持されている。そして、給糸パッケージ14から解舒された糸Y2は、ニップテンサー39を経て、案内筒40内を通ってスピンドル駆動モータ32に案内される。さらに、糸Y2は、スピンドル駆動モータ32内の中空部分を通って回転子31に至り、スピンドル30とともに回転する回転子31によりその放射方向(径方向外側)へ繰り出される。そして、糸Y2は、静止ボビン容器33の回りを旋回して膨らみながら長さ調整器35へ案内される。さらに、長さ調整器35において撚り長さが均一になるように調整されつつ、2本の糸Y1,Y2が撚り合わされる。
【0024】
尚、詳細には説明しないが、支持フレーム36とボビン支持フレーム37は、平行リンクを介して連結されている。そして、ボビン支持フレーム37は、図1に実線で示す機台2の上方位置と図1に二点鎖線で示す機台2の側方位置の2つの位置に亙って移動可能に構成されており、ボビン支持フレーム37を引き下げて給糸パッケージ14を容易に交換することが可能になっている(特開2005−48312号公報参照)。
【0025】
ところで、スピンドル駆動モータ32により駆動されるスピンドル30(回転子31)の回転方向によって、糸Y2が静止ボビン容器33の周りにおいて旋回する方向が決まり、撚り糸Yの撚り方向(S撚り又はZ撚り)が決定される。本実施形態では、前後方向(図1の紙面垂直方向)に並ぶ多数の撚糸ユニット3のうち、一部(例えば、4つ)の撚糸ユニット3の撚糸装置10において、スピンドル駆動モータ32の回転方向を変更することにより、これらの撚糸装置10における糸Yの撚り方向を変更できるようになっている。その具体的な構成について以下に説明する。
【0026】
図3は、撚糸装置10のスピンドル駆動モータ32の電力供給系統及び制御構成を概略的に示す図である。尚、この図3においては、複数のスピンドル駆動モータ32のうちの一部(5つ)が示されている。
【0027】
撚糸機1の全体の制御を司る制御装置50は、演算処理装置であるCPU(Central Processing Unit)と、CPUが実行するプログラム及びプログラムに使用されるデータが記憶されているROM(Read-Only Memory)と、プログラム実行時にデータを一時記憶するためのRAM(Random Access Memory)等で構成されている。そして、この制御装置50は、撚糸装置10のスピンドル駆動モータ32の他、図示しない糸送りローラ11の駆動モータや巻取ローラ17の駆動モータなど、撚糸機1の各部の動作を制御する。
【0028】
電力供給部51は、撚糸機1の各種モータ等に対して電力を供給するものであり、複数の撚糸ユニット3のスピンドル駆動モータ32とは、三相交流(U,V,W)をそれぞれ供給するための3本の動力線52a,52b,52cを介して接続されている。そして、電力供給部51は、制御装置50からのモータの回転方向や回転速度等に関する指令に基づいて、所定の電力をスピンドル駆動モータ32に供給する。
【0029】
各スピンドル駆動モータ32のステータの3つの固定子コイル(U,V,W)と3本の動力線52a,52b,52cとの間には3つ1組の電磁開閉器53が設けられている。そして、制御装置50の開閉器制御部55により電磁開閉器53のON/OFF切換が行われて、スピンドル駆動モータ32のON/OFFが切り換えられる。
【0030】
尚、図2、図3に示すように、機台2には、撚糸装置10毎にスピンドル駆動モータ32のON/OFFを行うためのスイッチ56が設けられている。ON/OFFスイッチ56は、機台2の、作業者が操作しやすい適当な位置に設けられている。このスイッチ56が切り換えられたときには、その信号が制御装置50に送られて、開閉器制御部55により、電磁開閉器53のON/OFF、即ち、スピンドル駆動モータ32のON/OFFが切り換えられる。つまり、特定の撚糸ユニット3に設けられたON/OFFスイッチ56をOFFに切り換えることにより、多数の撚糸ユニット3のうち、特定の撚糸ユニット3のスピンドル駆動モータ32のみを停止させることが可能である。
【0031】
さらに、機台2の長手方向に1列に配列された複数(例えば、60錘)の撚糸ユニット3のうち、一部(例えば、4つ)の撚糸ユニット3のスピンドル駆動モータ32(図3においては、右側に位置する2つのスピンドル駆動モータ32b)と、3本の動力線52a,52b,52cとの間には、前述した電磁開閉器53に加えて、さらに、もう1組の電磁開閉器54が設けられている。この電磁開閉器54は、3本の動力線52a,52b,52cとステータの3つのコイル(U,V,W)とを、電磁開閉器53による接続に対して、U相とW相とが逆になるように接続するものである。
【0032】
従って、一部の撚糸ユニット3のスピンドル駆動モータ32(32b)が、電磁開閉器53を介して3本の動力線52a,52b,52cに接続されている場合は、他のスピンドル駆動モータ32(32a)と回転方向は同じとなる。また、一部の撚糸ユニット3のスピンドル駆動モータ32(32b)が、電磁開閉器54を介して3本の動力線52a,52b,52cに接続されている場合は、他のスピンドル駆動モータ32(32a)と回転方向が逆になる。
【0033】
また、図2、図3に示すように、機台2には、前述した一部のスピンドル駆動モータ32(32b)を有する一部の撚糸装置10における糸Yの撚り方向を、「正撚り(他の撚糸装置10と同じ撚り方向)」と「逆撚り(他の撚糸装置10と逆の撚り方向)」の何れかに切り換える切換スイッチ57が設けられている。尚、この切換スイッチ57は、一部(例えば、4つ)の撚糸装置10の撚り方向を一斉に切り換えることができるように、これら一部の撚糸装置10に対して1つだけ設けられている。また、切換スイッチ57は、機台2の作業者が操作しやすい適当位置に、ON/OFFスイッチ56と並べて設けられている。
【0034】
そして、切換スイッチ57が「正撚り」に切り換えられたときには、その切換信号が制御装置50に送られ、開閉器制御部55により一部のスピンドル駆動モータ32(32b)に設けられた電磁開閉器53がONに切り換えられると同時に、電磁開閉器54がOFFに切り換えられる。すると、これら一部のスピンドル駆動モータ32(32b)の回転方向が、他のスピンドル駆動モータ32(32a)と同じとなる。即ち、一部の撚糸装置10における撚り方向が他の撚糸装置10と同じとなる。
【0035】
一方、切換スイッチ57が「逆撚り」に切り換えられたときには、その切換信号が制御装置50に送られ、開閉器制御部55により一部のスピンドル駆動モータ32(32b)に設けられた電磁開閉器53がOFFに切り換えられると同時に、電磁開閉器54がONに切り換えられる。すると、これら一部のスピンドル駆動モータ32(32b)の回転方向が、他のスピンドル駆動モータ32(32a)とは逆となる。即ち、一部の撚糸装置10における撚り方向が他の撚糸装置10と逆となる。
【0036】
尚、以上説明した切換スイッチ57と電磁開閉器53,54、及び、制御装置50の開閉器制御部55が、撚糸装置10の撚り方向を変更する、本願発明の撚り方向変更手段に相当する。
【0037】
ところで、スピンドル30の回転中に回転方向が変更されると、スピンドル駆動モータ32に過大な負荷がかかって破損するなど、撚糸装置10の各部に悪影響を及ぼす。そのため、切換スイッチ57の切換動作はスピンドル30の停止状態で行われることが必要である。しかし、万が一、スピンドル駆動モータ32の回転中に切換スイッチ57が切り換えられたときに、駆動モータ32の回転方向が切り換えられることがないように、制御装置50は、開閉器制御部55による回転方向の切換を禁止する切換禁止部58を備えている。
【0038】
そして、スピンドル駆動モータ32の駆動中に誤って切換スイッチ57が切り換えられたときには、切換禁止部58により開閉器制御部55による回転方向の切換が禁止される。同時に、開閉器制御部55は、電磁開閉器53,54の両方をOFFにしてスピンドル駆動モータ32(32b)を停止させる。そして、スピンドル30が完全に停止するのに必要な所定の時間が経過した後に、開閉器制御部55は、電磁開閉器53又は電磁開閉器54をONにして、スピンドル駆動モータ32を直前の方向とは逆方向に回転させる。
【0039】
あるいは、スピンドル駆動モータ32の駆動中に誤って切換スイッチ57が切り換えられたときには、切換禁止部58は、切換スイッチ57の切換動作を無効にするだけでもよい。この場合には、切換スイッチ57が切り換えられる直前と同じ状態(同じ撚り方向)で撚糸加工が継続して行われる。
【0040】
以上説明したように、本実施形態の撚糸機1においては、切換スイッチ57を切り換えることにより一部の撚糸装置10における糸の撚り方向を変更することができるため、1つの撚糸装置10で、撚り方向が互いに逆方向である2種類の撚り糸Yを製造することが可能となる。さらに、複数の撚糸装置10のうちの一部(例えば、4つ)における糸Yの撚り方向を、残りの撚糸装置10における糸Yの撚り方向と逆の方向に設定することができるため、大部分の撚糸装置10において、ある撚り方向の撚り糸Yを製造するとともに、残りの一部の撚糸装置10において撚り方向が逆の撚り糸Yを少量製造することができる。つまり、生産効率を低下させることなく、2種類の撚り糸Yを製造することが可能になる。
【0041】
次に、糸送りローラ11について詳細に説明する。図4は、図2のIV-IV線断面図である。図2、図4に示すように、糸送りローラ11は、機台2に2つの軸受61,62を介して回転自在に支持された軸60の一端部に固定されている。軸60の他端部にはプーリ63が設けられており、このプーリ63を介して、糸送りローラ11は図示しない駆動モータにより回転駆動される。
【0042】
糸送りローラ11の近傍位置には、ガイドローラ64が設けられている。このガイドローラ64は、機台2にホルダ65を介して固定された回転軸66に回転自在に支持されている。また、ガイドローラ64の表面には、螺旋状の溝66a(ガイド溝)が形成されている。
【0043】
そして、図4に示すように、糸送りローラ11とガイドローラ64に亙って、撚り糸Yが、糸送りローラ11の基端部(図4における左端部)から先端部(図4における右端部)へ向けて複数回巻掛けられている。そして、糸送りローラ11が回転駆動されると、糸送りローラ11との間の摩擦によりテンションが下げられながら、撚り糸Yが下流側の巻取装置12へ送られる。このとき、撚り糸Yは、ガイドローラ64の螺旋状の溝66aに案内されて、糸送りローラ11の軸心方向に一定間隔空けて巻掛けられるため、複数回巻掛けられた糸Yが重なり合うことがない。
【0044】
さらに、図4に示すように、糸送りローラ11の基端側部分11aの表面には鏡面仕上げが施され、糸送りローラ11の先端側部分11bの表面には、鏡面仕上げよりも表面粗さが大きく、摩擦係数が小さい、梨地仕上げが施されている。即ち、糸送りローラ11の先端側部分11bの表面粗さは基端側部分11aの表面粗さよりも大きくなっている。尚、この糸送りローラ11の表面処理は、例えば、以下のようにして行うことができる。まず、糸送りローラ11の表面全面にショットブラストで凹凸を形成することにより、梨地仕上げを施す。次に、糸送りローラ11の基端側部分11aの表面のみを研磨してその表面粗さを小さくすることにより、鏡面仕上げを施す。その後、糸送りローラ11の全面にメッキ処理を施す。
【0045】
このように、最初に糸Yが巻掛けられる基端側部分11aの表面においては摩擦係数が大きいことから、撚り糸Yのテンションが大きく下げられる。一方、糸送りローラ11の先端側部分11bでは基端側部分11aよりも摩擦係数が小さくなっているため、撚り糸Yのテンションが少しずつ下げられる。
【0046】
従って、糸送りローラ11の上流側における撚り糸Yのテンションが高い場合でも、鏡面仕上げが施された基端側部分11aにおいてテンションを大きく下げることができる。そのため、糸送りローラ11の長さを長くして糸Yの巻き付け回数を増やすことなく、糸Yのテンションを適度に下げることができ、下流側の巻取装置12へ糸Yを確実に送ることができる。また、糸送りローラ11の先端側部分11bの表面粗さは基端側部分11aよりも大きいため、糸送りローラ11の先端部において撚り糸Yのテンションが過度に低下して糸Yが弛むのが防止される。
【0047】
つまり、この糸送りローラ11によれば、糸Yの巻掛け位置を調整することによって、テンションが高くなりすぎたり、あるいは、テンションが過度に低下して弛みが生じたりすることがないように、糸Yのテンションを微調整することが可能になる。
【0048】
また、撚糸加工開始直後に撚糸装置10から送られてくる撚りがほとんどかかっていない状態の糸は、撚り糸Yに比べて、糸送りローラ11との接触面積が大きいために、糸送りローラ11の表面摩擦係数が大きいほど巻き付きやすくなるが、基端側部分11aの表面粗さが大きくなっていることにより、このような巻き付きも抑制される。
【0049】
次に、ボビン保持装置18について詳細に説明する。図5は図2のボビン保持装置18を右側から見た図、図6はボビン保持装置18の平面図である。図2、図5、図6に示すように、ボビン保持装置18は、支持フレーム22に連結された基材70と、この基材70に揺動自在に支持された2つのクレードルアーム71,72と、これら2つのクレードルアーム71,72にそれぞれ設けられ、相対向する2つのボビン保持部73,74と、2つのボビン保持部73,74が接近する方向(閉止方向:図5の矢印A方向)に2つのクレードルアーム71,72を付勢するバネ75(付勢部材)とを備えている。
【0050】
基材70は、前後方向(図2の紙面垂直方向)に延びるとともに、その長手方向から見て逆U字形に形成された部材である。また、この基材70は、支持フレーム22にリンク部材90,91,92を介して連結されており、巻取パッケージ21が常に巻取ローラ17に接するように、上下揺動可能に構成されている。
【0051】
図5、図6に示すように、2つのクレードルアーム71,72は、それぞれ、前後方向に延びる基部71a,72aと、これら基部71a,72aから下方へ延びる支持部71b,72bとを有し、L字形に形成されている。また、2つのクレードルアーム71,72は、それらの折れ曲がり部分において、基材70の前後両端部に軸76を介してそれぞれ回転自在に支持されている。つまり、2つのクレードルアーム71,72は、基材70に、軸76を中心として前後に揺動可能に支持されている。
【0052】
前側に位置するクレードルアーム71の基部71aの先端部下面には板状の小片77が固定されている。図5に示すように、小片77の下面は断面円弧状に形成されている。そして、後側に位置するクレードルアーム72の基部72aの先端部上面が、小片77の円弧状の下面に当接している。
【0053】
相対向する2つのボビン保持部73,74は、2つのクレードルアーム71,72の支持部71b,72bの先端部(下端部)内側にそれぞれ取り付けられている。そして、これら2つのボビン保持部73,74により、ボビン20の軸20aの両端部に設けられた2つの鍔部20bがそれぞれ保持されて、2つのクレードルアーム71,72の間にボビン20が回転自在に支持される。
【0054】
また、基材70の後端部の内部にはバネ収納部材78が配設され、このバネ収納部材78は2本のネジ79で基材70に固定されている。バネ収納部材78には後方へ開放する孔78aが形成されており、この孔78aの内部にバネ75が収納されている。一方、後側のクレードルアーム72の支持部72bはその上端が基部72aよりもさらに上方に突出しており、この突出部85はバネ収納部材78に設けられた孔78aを塞いでいる。そして、孔78aの内部のバネ75の後端が突出部85に当接している。従って、バネ75により突出部85が後方へ付勢され、その結果、後側のクレードルアーム72の支持部72bが前方へ付勢される。同時に、この後側のクレードルアーム72の基部72aの先端部により、前側のクレードルアーム71の基部71aの先端部が小片77を介して押し上げられるため、前側のクレードルアーム71の支持部71bは後方へ付勢される。つまり、バネ75により、2つのクレードルアーム71,72が、2つのボビン保持部73,74が接近する閉止方向(ボビン20を挟持する方向:図5の矢印Aの方向)に付勢される。
【0055】
尚、本実施形態のボビン保持装置18は、比較的重量の大きい(例えば、10kg強)巻取パッケージ21を保持することができるように、2つのクレードルアーム71,72を閉止方向に付勢するバネ75は、付勢力の大きいものが選択されている。
【0056】
ところで、前側のクレードルアーム71には、2つのクレードルアーム71,72を2つのボビン保持部73,74が離間する方向、即ち、開放方向(図5の矢印Bの方向)にそれぞれ揺動させるためのハンドル80,81が設けられている。まず、クレードルアーム71の基部71aの先端部の右面には、右方へ延びるハンドル80(第1の開放用ハンドル)が固定されている。また、クレードルアーム71の支持部71bの先端部にも、右方へ延びるハンドル81(第2の開放用ハンドル)が固定されている。
【0057】
そして、ハンドル80を下方へ引き下げる、あるいは、ハンドル81を前方(外側)へ押圧すると、前側のクレードルアーム71がバネ75の付勢力に抗して開放方向(矢印Bの方向)へ揺動する。同時に、前側のクレードルアーム71の基部71aの先端部が下方へ移動して、後側のクレードルアーム72の基部72aの先端部を小片77を介して下方へ押圧するため、後側のクレードルアーム72もバネ75の付勢力に抗して開放方向(矢印Bの方向)へ揺動する。つまり、1回のハンドル操作により、2つのクレードルアーム71,72が開放方向に同時に揺動し、両方のクレードルアーム71,72からボビン20の両端部が同時に外れることになる。従って、巻取パッケージ21の重量が大きい場合でもボビン20の取り外し作業が容易になる。
【0058】
また、ハンドル80は、2つのクレードルアーム71,72の連結部分(当接部分)の近傍に取り付けられており、このハンドル80を引き下げる動作は、ボビン20に対面した状態(図5に対面した状態)で、脇を広げながらハンドル81を外側(前方)へ押圧する動作よりも力を作用させやすい。そのため、バネ75の付勢力(クレードルアーム71,72の挟持力)が大きい場合でも、ハンドル80を操作することにより、ボビン20(巻取パッケージ21)の取り外し作業を容易に行うことができる。
【0059】
さらに、クレードルアーム71に2つの開放用のハンドル80,81が設けられていることから、作業者が操作しやすい方のハンドルを選択して使用することができる。あるいは、左手でハンドル80を握って引き下げつつ、左肘でハンドル81を外側へ押圧するといったように、2つのハンドル80,81を同時に操作することもでき、ボビン20の取り外し作業を迅速に行うことが可能になる。
【0060】
次に、前記実施形態に種々の変更を加えた変更形態について説明する。但し、前記実施形態と同様の構成を有するものについては、同じ符号を付して適宜その説明を省略する。
【0061】
1]前記実施形態では、撚り方向を変更可能な一部(例えば、4つ)の撚糸装置10の全てに対して、1つの切換スイッチ57が設けられているが(図3参照)、一部の撚糸装置10のそれぞれに対して切換スイッチ57が設けられ、1つの撚糸装置10ごとに撚り方向を変更することができるように構成されていてもよい。
【0062】
2]前記実施形態は、切換スイッチ57からの切換信号が制御装置50に出力され、制御装置50の開閉器制御部55により、電磁開閉器53,54のON/OFFが制御されてスピンドル駆動モータ32の回転方向が切り換えられるように構成されているが(図3参照)、切換スイッチ57の切換動作により、電磁開閉器53,54のON/OFFが直接(制御装置50を介さずに)切り換えられるように構成されていてもよい。
【0063】
3]糸送りローラ11の表面に、表面粗さの異なる領域が軸心方向に複数存在し、これら複数の領域の表面粗さが、基端部から先端部へ向かうにつれて徐々に大きくなっていてもよい。この構成でも、前記実施形態と同様に、撚り糸Yのテンションを適度に下げて確実に糸Yを送ることができるとともに、糸Yの巻き付きや弛みを防止することができる。さらに、糸送りローラ11の表面摩擦係数が基端部から先端部へ向かうにつれて徐々に小さくなっていくため、糸Yのテンションをさらに細かく調節することができる。
【0064】
4]ボビン保持装置(図5参照)において、一方(前側)のクレードルアーム71だけではなく、他方(後側)のクレードルアーム72にも2つのハンドル80,81が設けられていてもよい。この場合には、右手で2つのハンドル80,81を操作することによって(右手でハンドル80を引き下げながら、右肘でハンドル81を外側へ押し出して)、ボビン20を取り外すことも可能となる。
【0065】
また、前記実施形態では、一方(前側)のクレードルアーム71の両端部(基部71aの先端部と支持部71bの先端部)にそれぞれハンドル80,81が設けられているが、基部71aの先端部に設けられたハンドル80には下方への力を作用させやすく、支持部71bに設けられたハンドル81よりもクレードルアーム71,72を開放させるのが容易であるため、支持部71b側のハンドル81が省略されていてもよい。
【図面の簡単な説明】
【0066】
【図1】本発明の実施形態に係る撚糸機の機台の長手方向から見た図である。
【図2】図1の一部拡大図である。
【図3】撚糸装置のスピンドル駆動モータの電力供給系統及び制御構成を概略的に示す図である。
【図4】図2のIV-IV線断面図である。
【図5】図2のボビン保持装置を右方から見た図である。
【図6】ボビン保持装置の平面図である
【符号の説明】
【0067】
1 撚糸機
10 撚糸装置
11 糸送りローラ
18 ボビン保持装置
20 ボビン
30 スピンドル
31 回転子
32 スピンドル駆動モータ
53 電磁開閉器
54 電磁開閉器
55 開閉器制御部
57 切換スイッチ
58 切換禁止部
64 ガイドローラ
66a ガイド溝
70 基材
71,72 クレードルアーム
73,74 ボビン保持部
75 バネ
80 ハンドル(第1の開放用ハンドル)
81 ハンドル(第2の開放用ハンドル)
【特許請求の範囲】
【請求項1】
スピンドルと、このスピンドルと一体的に回転する回転子と、前記スピンドルを回転駆動する駆動モータとを備え、前記回転子の回転によって糸に撚糸加工を施す撚糸装置と、
前記駆動モータの回転方向を切り換えることにより、前記撚糸装置における糸の撚り方向を変更する撚り方向変更手段と、
を備えていることを特徴とする撚糸機。
【請求項2】
複数の前記撚糸装置を備えており、
前記撚り方向変更手段は、前記複数の撚糸装置のうちの一部における糸の撚り方向を、残りの撚糸装置における糸の撚り方向と逆の方向に設定することを特徴とする請求項1に記載の撚糸機。
【請求項3】
前記駆動モータの回転中には、前記撚り方向変更手段による前記駆動モータの回転方向の切換を禁止する切換禁止手段を有することを特徴とする請求項1又は2に記載の撚糸機。
【請求項1】
スピンドルと、このスピンドルと一体的に回転する回転子と、前記スピンドルを回転駆動する駆動モータとを備え、前記回転子の回転によって糸に撚糸加工を施す撚糸装置と、
前記駆動モータの回転方向を切り換えることにより、前記撚糸装置における糸の撚り方向を変更する撚り方向変更手段と、
を備えていることを特徴とする撚糸機。
【請求項2】
複数の前記撚糸装置を備えており、
前記撚り方向変更手段は、前記複数の撚糸装置のうちの一部における糸の撚り方向を、残りの撚糸装置における糸の撚り方向と逆の方向に設定することを特徴とする請求項1に記載の撚糸機。
【請求項3】
前記駆動モータの回転中には、前記撚り方向変更手段による前記駆動モータの回転方向の切換を禁止する切換禁止手段を有することを特徴とする請求項1又は2に記載の撚糸機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2008−13860(P2008−13860A)
【公開日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願番号】特願2006−183506(P2006−183506)
【出願日】平成18年7月3日(2006.7.3)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
【公開日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願日】平成18年7月3日(2006.7.3)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
[ Back to top ]