
撥水性フィルムの製造方法、及び撥水性フィルム
【課題】親水性熱可塑性樹脂を含有する撥水性フィルムを、簡便に、効率よく、かつ大量生産規模で製造できる撥水性フィルムの製造方法を提供する。また、当該製造方法によって製造された高い撥水性を有する撥水性フィルムを提供する。
【解決手段】親水性熱可塑性樹脂を含有するフィルム基材の表面に凹凸形状構造を有する撥水性フィルムの製造方法であって、当該親水性熱可塑性樹脂を含有するフィルム基材に貧溶媒を含む混合溶媒を塗工する工程、及び当該混合溶媒を塗工したフィルム基材を乾燥する工程を有することを特徴とする撥水性フィルムの製造方法。
【解決手段】親水性熱可塑性樹脂を含有するフィルム基材の表面に凹凸形状構造を有する撥水性フィルムの製造方法であって、当該親水性熱可塑性樹脂を含有するフィルム基材に貧溶媒を含む混合溶媒を塗工する工程、及び当該混合溶媒を塗工したフィルム基材を乾燥する工程を有することを特徴とする撥水性フィルムの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、親水性熱可塑性樹脂を含有するフィルム基材の表面に凹凸形状構造を有する撥水性フィルムの製造方法と当該製造方法によって製造された撥水性フィルムに関する。
【背景技術】
【0002】
親水性熱可塑性樹脂は広範な分野で使用されているが、野外或いは高湿度環境下に設置する装置等に用いられる親水性熱可塑性樹脂については、その本来の特徴を維持したままで、防汚性と撥水性とを両立させる観点から、特に撥水性機能を付与する技術の開発が望まれている。
【0003】
撥水性とは、水をはじく性質のことであり、当該撥水性は、低エネルギー表面に表面粗さを付与することにより実現できることが、蓮の葉における撥水性の解析によって明らかになり、高い撥水性を付与するための技術について種々の検討がなされている。
【0004】
例えば、特許文献1には、表面の少なくとも一部に、大きい周期の凹凸構造が形成され、その凹凸構造が前記周期より小さい周期の凹凸構造を有し、その表面積倍増因子が5以上である撥水表面を形成する方法が提案されている。この凹凸の形成方法としては。機械加工、電機めっき等が開示されている。
【0005】
また、特許文献2には、表面に微細な凹凸が形成された撥水膜が、部材本体の表面に形成され、前記撥水膜の前記凹凸の表面に沿ってダイヤモンド状炭素薄膜が形成されている撥水性部材が提案されている。この凹凸の形成方法としては、研削、エッチング、プラズマCVD法などが開示されている。
【0006】
しかし、これらの提案は、研削装置、エッチングやリソグラフィーなどの特殊な装置を用いて凹凸を形成しており、汎用性に欠け、大量生産には不向きなものである。
【0007】
また、特許文献3には、透明材の表面に、背面からの光の輝度を高める第1の凹凸形状が形成され、当該第1の凹凸形状が形成された表面上に、撥水性を有する低表面エネルギー物質からなる薄層が積層され、当該薄層の表面に、前記第1の凹凸形状よりも小さい表面粗さの第2の凹凸形状が形成されている超撥水性材料が提案されている。しかし、当該提案の凹凸は薄膜内に含有された微粒子によって形成されているので、十分な強度や耐久性を有しないものである。
【0008】
また、特許文献4には、撥水性化合物を含む液中で、光の照射により突起を形成可能な突起形成性層を有する突起形成材料の当該突起形成性層に対しパターン状に光照射を行い、少なくとも露光領域に前記撥水性化合物が直接化学的に結合した突起形状物を形成する突起形成工程を含む撥水パターン構造物の製造方法が提案されている。しかし、当該製造方法は、表面積の広い材料の大量生産には不向きなものである。
【0009】
したがって、高い撥水性を有する親水性熱可塑性樹脂材料については、簡便に、効率よく、かつ大量生産規模で製造できる方法は、未だ得られておらず、その速やかな開発が望まれているのが現状である。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特公平7−197017号公報
【特許文献2】特開2001−79484号公報
【特許文献3】特開2003−1735号公報
【特許文献4】特開2006−341162号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記問題・状況にかんがみてなされたものであり、その解決課題は、親水性熱可塑性樹脂を含有する撥水性フィルムを、簡便に、効率よく、かつ大量生産規模で製造できる撥水性フィルムの製造方法を提供することである。また、当該製造方法によって製造された高い撥水性を有する撥水性フィルムを提供することである。
【課題を解決するための手段】
【0012】
本発明に係る上記課題は、以下の手段により解決される。
【0013】
1.親水性熱可塑性樹脂を含有するフィルム基材の表面に凹凸形状構造を有する撥水性フィルムの製造方法であって、当該親水性熱可塑性樹脂を含有するフィルム基材に貧溶媒を含む混合溶媒を塗工する工程、及び当該混合溶媒を塗工したフィルム基材を乾燥する工程を有することを特徴とする撥水性フィルムの製造方法。
【0014】
2.前記凹凸形状構造における凹凸の平均ピッチが50nm〜3μmの範囲内であり、かつ凸部の最高点と凹部の最低点との差の平均値が5nm〜5μmの範囲内であることを特徴とする前記第1項に記載の撥水性フィルムの製造方法。
【0015】
3.前記貧溶媒が、水とアルコール類の混合溶媒であることを特徴とする前記第1項又は第2項に記載の撥水性フィルムの製造方法。
【0016】
4.前記貧溶媒が、水とケトン類の混合溶媒であることを特徴とする前記第1項から第3項までのいずれか一項に記載の撥水性フィルムの製造方法。
【0017】
5.前記第1項から第4項までのいずれか一項に記載の撥水性フィルムの製造方法によって製造された撥水性フィルムであって、水との接触角が90度以上であることを特徴とする撥水性フィルム。
【0018】
6.前記撥水性フィルムが、その一方の面が撥水性を有し、当該一方の面の反対側の面に硬化性樹脂層を有することを特徴とする前記第5項に記載の撥水性フィルム。
【0019】
7.前記硬化性樹脂層を構成する樹脂が、活性線硬化樹脂であることを特徴とする前記第5項又は第6項に記載の撥水性フィルム。
【発明の効果】
【0020】
本発明の上記手段により、親水性熱可塑性樹脂を含有する撥水性フィルムを、簡便に、効率よく、かつ大量生産規模で製造できる撥水性フィルムの製造方法を提供することができる。また、当該製造方法によって製造された高い撥水性を有する撥水性フィルムを提供することができる。
【0021】
本発明に係る混合溶媒の作用機構は、不明であるが、水を含む貧溶媒ではフィルム基材の構成成分であるセルロースエステルの多数のヒドロキシル基(OH基)と、溶媒分子との相互作用が大きく、そのため、セルロースエステルを含む表面近傍微細構造の空隙部分に溶媒分子が浸透・溶解等して表面に凹凸構造が形成されたものと推定される。
【0022】
一方、メチレンクロライドなどの良溶媒を用いた場合は、水との相溶性が低く、かつ、セルロースエステルに対する溶解作用が大きいため、フィルム基材の構成成分のセルロースエステルを全体的に均一に溶解するのみで凹凸構造が形成されない。
【図面の簡単な説明】
【0023】
【図1】凹凸形状構造を3D測定レーザー顕微鏡で測定して得た観察像に基づく凹凸構造の一例を示す概念図、及び本発明に係る凹凸のピッチと凸部の最高点と凹部の最低点との差(深さ)の定義を示す概念図
【図2】撥水性フィルムの製造装置の実施形態の一例を示す概略フローシート
【発明を実施するための形態】
【0024】
本発明の撥水性フィルムの製造方法は、親水性熱可塑性樹脂を含有するフィルム基材の表面に凹凸形状構造を有する撥水性フィルムの製造方法であって、当該親水性熱可塑性樹脂を含有するフィルム基材に貧溶媒を含む混合溶媒を塗工する工程、及び当該混合溶媒を塗工したフィルム基材を乾燥する工程を有することを特徴とする。この特徴は、請求項1から請求項7までの請求項に係る発明に共通する技術的特徴である。
【0025】
本発明の実施態様としては、本発明の効果発現の観点から、前記凹凸形状構造における凹凸の平均ピッチが50nm〜3μmの範囲内であり、かつ凸部の最高点と凹部の最低点との差の平均値が5nm〜5μmの範囲内であることが好ましい。さらに、前記貧溶媒が、水とアルコール類の混合溶媒又は水とケトン類の混合溶媒であることが好ましい。
【0026】
本発明の撥水性フィルムの製造方法によって製造された撥水性フィルムとしては、水との接触角が90度以上でることが好ましい。また、当該撥水性フィルムが、その一方の面が撥水性を有し、当該一方の面の反対側の面に硬化性樹脂層を有することが好ましい。さらに、当該硬化性樹脂層を構成する樹脂が、活性線硬化樹脂であることが好ましい。
【0027】
なお、本願において「撥水性フィルム」とは、当該フィルムの表面の純水との接触角を、温度23℃、相対湿度55%RHにおいて、協和界面科学株式会社製:接触角計CA−Vにより測定したとき、当該接触角が85度以上の値を示す樹脂フィルムをいう。
【0028】
以下、本発明とその構成要素、及び本発明を実施するための形態・態様について詳細な説明をする。なお、本願において、「〜」は、その前後に記載される数値を下限値及び上限値として含む意味で使用する。
【0029】
(撥水性フィルムの製造方法の概要)
本発明の撥水性フィルムの製造方法は、親水性熱可塑性樹脂を含有するフィルム基材の表面に凹凸形状構造を有する撥水性フィルムの製造方法であって、当該親水性熱可塑性樹脂を含有するフィルム基材に貧溶媒を含む混合溶媒を塗工する工程、及び前記混合溶媒を塗工したフィルム基材を乾燥する工程を有することを特徴とする。
【0030】
すなわち、本発明において、表面に凹凸形状構造を形成・付与する手段として、貧溶媒を含む混合溶媒を塗工することを特徴とする。なお、当該貧溶媒のpHは、セルロースエステルフィルム等のアルカリ鹸化処理において用いられる処理液のpHより低く、例えば、25℃において、pH5.5〜7.5の領域内であることが好ましい。
【0031】
なお、混合溶媒塗工を施したフィルムの表面粗さRaと当該前記混合溶媒塗工を施さないフィルムの表面粗さRaが、3nm以上相違するように調整することが好ましい。当該調整の方法としては、塗工する混合溶媒の溶媒化学種の選択、量、混合組成、溶媒の温度、乾燥温度等の条件の適正化等による方法が好ましい。
【0032】
例えば、樹脂フィルム基材として、アクリル樹脂とセルロースエステル樹脂との混合物を用いる場合、40〜60℃に温めたエタノールと純水の割合が50:50〜80:20Vol%の混合溶媒をフィルム表面にスプレー塗工し、その後、110〜150℃の乾燥ゾーンで搬送させながら乾燥することが好ましい。
【0033】
撥水性フィルムの製造方法の詳細については、後述する。
【0034】
(貧溶媒)
本発明の撥水性フィルムの製造方法は、親水性熱可塑性樹脂を含有するフィルム基材に貧溶媒を含む混合溶媒を塗工する工程及び乾燥する工程を有することを特徴とする。
【0035】
ここで、貧溶媒とは、下記親水性熱可塑性樹脂の固形分3g相当に、溶解性を測定しようとする溶媒を全量が20gになるように加え、温度25℃にてかきまぜた場合に、にごりが認められたり、増粘、分離が認められたものを、当該試料に対し貧溶媒であるとする。
【0036】
親水性熱可塑性樹脂が、例えばポリエステル系樹脂又はポリエステルウレタン系樹脂である場合、貧溶媒としては、キシレン、エチルセロソルブ、プロピレングリコールモノメチルエーテル、イソブタノール、イソプロパノール、エタノール、メタノール、ヘキサン、精製水などを例示することができる。
【0037】
また、親水性熱可塑性樹脂がアクリル系樹脂である場合、貧溶媒としては、エチルセロソルブ、プロピレングリコールモノメチルエーテル、イソブタノール、イソプロパノール、エタノール、メタノール、ヘキサン、精製水などを例示することができる。
【0038】
本発明においては、親水性熱可塑性樹脂に対して貧溶媒は、上記溶媒二種以上を混合して用いることが好ましい。特に、水とアルコール類(メタノール、エタノール、イソプロパノール等)の混合溶媒であることが好ましい。また、水とケトン類(アセトン、プロパノン、ブタノン等)の混合溶媒であってもよい。
【0039】
(撥水性フィルムの特徴)
本発明に係る撥水性フィルムは、当該撥水性フィルムの少なくとも一方の表面に凹凸形状構造を有し、当該凹凸形状構造における凹凸の平均ピッチが50nm〜3μmの範囲内であり、かつ凸部の最高点と凹部の最低点との差(深さ)の平均値が5nm〜5μmの範囲内であることが、撥水性の観点から好ましい。
【0040】
なお、当該凹凸の平均ピッチは、100nm〜1μmの範囲内であることが好ましい。また、当該凸部の最高点と凹部の最低点との差(深さ)の平均値は、10nm〜1μmの範囲内であることが好ましい。
【0041】
ここで、本発明に係る凹凸のピッチ、及び凸部の最高点と凹部の最低点との差(深さ)は、具体的には下記方法により測定される値である(図1参照)。
【0042】
先ず、撥水性フィルムの凹凸形状構造が存在する面において、130μm×130μmの正方形の領域を無作為に5個所抽出し、それぞれにつき3D測定レーザー顕微鏡で測定した観察像を得る。
【0043】
レーザー顕微鏡で測定する際の条件は、倍率を350倍とする。なお、当該観察像は、撥水性フィルムの面を垂直に見る方向から取得する。
【0044】
そして、5個所の観察像について得られた凹凸構造プロファイルに基づき凹凸のピッチ、及び凸部の最高点と凹部の最低点との差(深さ)を測定した。
【0045】
本願において、凹凸構造プロファイルにおいて各凹凸形状の最高点と最低点の中点を含む水平線より下方にある部分を「凹部」といい、当該水平面より上方にある部分を「凸部」という。
【0046】
ここで、「凸部の最高点」とは、各凹凸形状における凸部の最高点(高さが極大値である点)をいう。また、「凹部の最低点」とは、各凹凸形状における凹部の最低点(高さが極小値である点)をいう。
【0047】
「凹凸のピッチ」とは、隣接する凸部同士の最高点(ピーク)間の間隔をいう。また、「凹凸の平均ピッチ」とは、5個所の観察像のそれぞれについて測定領域130μmの範囲内に存在する凸部の最高点(ピーク)の数で130μmを除して得た値の平均値をいう。
【0048】
「凸部の最高点と凹部の最低点との差(深さ)」とは、隣接する凸部と凹部の最高点との最低点との差をいう。当該差(深さ)の平均値は、5個所の観察像のそれぞれについて測定領域130μmの範囲内に存在する各凹凸について測定して得た値の平均値をいう。
【0049】
なお、凹凸のピッチ、及び凸部の最高点と凹部の最低点との差(深さ)について、上記所定の範囲内に制御する方法としては、下記の製造方法において、製造条件を適切化することによって行うことができる。
【0050】
(親水性熱可塑性樹脂を含有するフィルム基材)
本発明に係る撥水性フィルムは、親水性熱可塑性樹脂を含有するフィルム基材の表面に凹凸形状構造を有することを特徴とする。
【0051】
ここで、「親水性熱可塑性樹脂」とは、ガラス転移温度又は融点まで加熱することによって軟らかくなり、目的の形に成形できる樹脂であって、親水性基を有する樹脂をいう。
【0052】
親水性を発現する親水性基として、ヒドロキシシル基(水酸基)、カルボキシル基、スルホン基、スルホニル基、アミノ基、アミド基、エーテル結合及びエステル結合(−CO−O−)から選ばれた少なくとも一種を有する樹脂が好ましい。
【0053】
親水性熱可塑性樹脂としては、ヒドロキシメチルセルロース、メチルセルロース等のセルロース誘導体、2−ヒドロキシエチル基、2−ヒドロキシプロピル基等のヒドロキシアルキル基を含むアクリル酸、メタクリル酸、ないしはマレイン酸のエステルの重合体や共重合体ないしはそれらの架橋体、ポリアクリルアミドやその共重合体、アクリロニトリルの重合体や架橋重合体の加水分解物、アクリル酸やメタクリル酸の重合体やその共重合体ないしはそれらの架橋体等のポリアクリル系樹脂、ポリビニルピロリドン系樹脂、ポリビニルアルコール及びその変成物、例えばカチオン化ポリビニルアルコール、シラノール化ポリビニルアルコール、スルホン化ポリビニルアルコールなど、ポリビニルアセタール系樹脂、ポリビニルブチラール系樹脂、澱粉−アクリロニトリル重合体の加水分解生成物、無水マレイン酸共重合体、ポリアクリルアミド系樹脂、ポリエチレンポリアミド系樹脂、ポリアミドポリアミン系樹脂、ポリエチレンオキサイド、ポリエチレンオキサイド−ポリプロピレンオキサイド共重合体等のポリアルキレンオキサイド誘導体、ポリエステル系樹脂、ポリウレタン系樹脂などが挙げられる。
【0054】
なお、本発明においては、上記の親水性熱可塑性樹脂を含有することを要するが、非親水性可塑性樹脂を含有してもよい。
【0055】
以下、本発明において好適に用いることができる親水性熱可塑性樹脂ないし熱可塑性樹脂について詳細な説明をする。
【0056】
〈セルロースエステル樹脂〉
本発明に用いることができるセルロースエステル樹脂は、セルロース(ジ、トリ)アセテート、セルロースプロピオネート、セルロースブチレート、セルロースアセテートプロピオネート、セルロースアセテートブチレート、セルロースアセテートフタレート、及びセルロースフタレートから選ばれる少なくとも1種であることが好ましい。
【0057】
これらの中で特に好ましいセルロースエステルは、セルローストリアセテート、セルロースプロピオネート、セルロースブチレート、セルロースアセテートプロピオネートやセルロースアセテートブチレートが挙げられる。
【0058】
混合脂肪酸エステルの置換度として、炭素原子数2〜4のアシル基を置換基として有している場合、アセチル基の置換度をXとし、プロピオニル基又はブチリル基の置換度をYとした時、下記式(I)及び(II)を同時に満たすセルロースエステルを含むセルロース樹脂であることが好ましい。
【0059】
式(I) 2.0≦X+Y≦3.0
式(II) 0≦X≦2.5
さらに、本発明で用いられるセルロースエステルは、重量平均分子量Mw/数平均分子量Mn比が1.5〜5.5のものが好ましく用いられ、特に好ましくは2.0〜5.0であり、さらに好ましくは2.5〜5.0であり、さらに好ましくは3.0〜5.0のセルロースエステルが好ましく用いられる。
【0060】
本発明で用いられるセルロースエステルの原料セルロースは、木材パルプでも綿花リンターでもよく、木材パルプは針葉樹でも広葉樹でもよいが、針葉樹の方がより好ましい。製膜の際の剥離性の点からは綿花リンターが好ましく用いられる。これらから作られたセルロースエステルは適宜混合して、或いは単独で使用することができる。
【0061】
例えば、綿花リンター由来セルロースエステル:木材パルプ(針葉樹)由来セルロースエステル:木材パルプ(広葉樹)由来セルロースエステルの比率が100:0:0、90:10:0、85:15:0、50:50:0、20:80:0、10:90:0、0:100:0、0:0:100、80:10:10、85:0:15、40:30:30で用いることができる。
【0062】
本発明において、セルロースエステル樹脂は、20mlの純水(電気伝導度0.1μS/cm以下、pH6.8)に1g投入し、25℃、1hr、窒素雰囲気下にて攪拌した時のpHが6〜7、電気伝導度が1〜100μS/cmであることが好ましい。
【0063】
〈アクリル樹脂〉
本発明に用いることができるアクリル樹脂には、メタクリル樹脂も含まれる。樹脂としては特に制限されるものではないが、メチルメタクリレート単位50〜99質量%、及びこれと共重合可能な他の単量体単位1〜50質量%からなるものが好ましい。
【0064】
共重合可能な他の単量体としては、アルキル数の炭素数が2〜18のアルキルメタクリレート、アルキル数の炭素数が1〜18のアルキルアクリレート、アクリル酸、メタクリル酸等のα,β−不飽和酸、マレイン酸、フマル酸、イタコン酸等の不飽和基含有二価カルボン酸、スチレン、α−メチルスチレン、核置換スチレン等の芳香族ビニル化合物、アクリロニトリル、メタクリロニトリル等のα,β−不飽和ニトリル、無水マレイン酸、マレイミド、N−置換マレイミド、グルタル酸無水物等が挙げられ、これらは単独で、あるいは2種以上を併用して用いることができる。
【0065】
これらの中でも、メチルアクリレート、エチルアクリレート、n−プロピルアクリレート、n−ブチルアクリレート、s−ブチルアクリレート、2−エチルヘキシルアクリレート等が好ましく、メチルアクリレートやn−ブチルアクリレートが特に好ましく用いられる。
【0066】
アクリル樹脂としては、市販のものも使用することができる。例えば、デルペット60N、80N(旭化成ケミカルズ(株)製)、ダイヤナールBR52、BR80、BR83、BR85、BR88(三菱レイヨン(株)製)、KT75(電気化学工業(株)製)等が挙げられる。
【0067】
〈環状オレフィン樹脂〉
本発明においては、環状オレフィン樹脂を用いることも好ましい。環状オレフィン樹脂としては、ノルボルネン系樹脂、単環の環状オレフィン系樹脂、環状共役ジエン系樹脂、ビニル脂環式炭化水素系樹脂、及び、これらの水素化物等を挙げることができる。これらの中で、ノルボルネン系樹脂は、透明性と成形性が良好なため、好適に用いることができる。
【0068】
ノルボルネン系樹脂としては、例えば、ノルボルネン構造を有する単量体の開環重合体若しくはノルボルネン構造を有する単量体と他の単量体との開環共重合体又はそれらの水素化物、ノルボルネン構造を有する単量体の付加重合体若しくはノルボルネン構造を有する単量体と他の単量体との付加共重合体又はそれらの水素化物等を挙げることができる。
【0069】
これらの中で、ノルボルネン構造を有する単量体の開環(共)重合体水素化物は、透明性、成形性、耐熱性、低吸湿性、寸法安定性、軽量性などの観点から、特に好適に用いることができる。
【0070】
ノルボルネン構造を有する単量体としては、ビシクロ[2.2.1]ヘプト−2−エン(慣用名:ノルボルネン)、トリシクロ[4.3.0.12,5]デカ−3,7−ジエン(慣用名:ジシクロペンタジエン)、7,8−ベンゾトリシクロ[4.3.0.12,5]デカ−3−エン(慣用名:メタノテトラヒドロフルオレン)、テトラシクロ[4.4.0.12,5.17,10]ドデカ−3−エン(慣用名:テトラシクロドデセン)、及びこれらの化合物の誘導体(例えば、環に置換基を有するもの)などを挙げることができる。ここで、置換基としては、例えばアルキル基、アルキレン基、極性基などを挙げることができる。また、これらの置換基は、同一又は相異なって複数個が環に結合していてもよい。ノルボルネン構造を有する単量体は1種単独で、あるいは2種以上を組み合わせて用いることができる。
【0071】
極性基の種類としては、ヘテロ原子、又はヘテロ原子を有する原子団などが挙げられる。ヘテロ原子としては、例えば、酸素原子、窒素原子、硫黄原子、ケイ素原子、ハロゲン原子などが挙げられる。極性基の具体例としては、カルボキシル基、カルボニルオキシカルボニル基、エポキシ基、ヒドロキシル基、オキシ基、エステル基、シラノール基、シリル基、アミノ基、ニトリル基、スルホン基などが挙げられる。
【0072】
ノルボルネン構造を有する単量体と開環共重合可能な他の単量体としては、シクロヘキセン、シクロヘプテン、シクロオクテンなどのモノ環状オレフィン類及びその誘導体、シクロヘキサジエン、シクロヘプタジエンなどの環状共役ジエン及びその誘導体などが挙げられる。
【0073】
ノルボルネン構造を有する単量体の開環重合体及びノルボルネン構造を有する単量体と共重合可能な他の単量体との開環共重合体は、単量体を公知の開環重合触媒の存在下に(共)重合することにより得ることができる。
【0074】
ノルボルネン構造を有する単量体と付加共重合可能な他の単量体としては、例えば、エチレン、プロピレン、1−ブテンなどの炭素数2〜20のα−オレフィン及びこれらの誘導体;シクロブテン、シクロペンテン、シクロヘキセンなどのシクロオレフィン及びこれらの誘導体;1,4−ヘキサジエン、4−メチル−1,4−ヘキサジエン、5−メチル−1,4−ヘキサジエンなどの非共役ジエンなどが挙げられる。これらの単量体は1種単独で、あるいは2種以上を組み合わせて用いることができる。これらの中でも、α−オレフィンが好ましく、エチレンがより好ましい。
【0075】
ノルボルネン構造を有する単量体の付加重合体及びノルボルネン構造を有する単量体と共重合可能な他の単量体との付加共重合体は、単量体を公知の付加重合触媒の存在下に重合することにより得ることができる。
【0076】
ノルボルネン構造を有する単量体の開環重合体の水素添加物、ノルボルネン構造を有する単量体とこれと開環共重合可能なその他の単量体との開環共重合体の水素添加物、ノルボルネン構造を有する単量体の付加重合体の水素添加物、及びノルボルネン構造を有する単量体とこれと付加共重合可能なその他の単量体との付加共重合体の水素添加物は、これらの重合体の溶液に、ニッケル、パラジウムなどの遷移金属を含む公知の水素添加触媒を添加し、炭素−炭素不飽和結合を好ましくは90%以上水素添加することによって得ることができる。
【0077】
ノルボルネン系樹脂の中でも、繰り返し単位として、X:ビシクロ[3.3.0]オクタン−2,4−ジイル−エチレン構造と、Y:トリシクロ[4.3.0.12,5]デカン−7,9−ジイル−エチレン構造とを有し、これらの繰り返し単位の含有量が、ノルボルネン系樹脂の繰り返し単位全体に対して90質量%以上であり、かつ、Xの含有割合とYの含有割合との比が、X:Yの質量比で100:0〜40:60であるものが好ましい。このような樹脂を用いることにより、長期的に寸法変化がなく、光学特性の安定性に優れる撥水性フィルムを得ることができる。
【0078】
本発明に用いる環状オレフィン樹脂の分子量は使用目的に応じて適宜選定される。溶媒としてシクロヘキサン(重合体樹脂が溶解しない場合はトルエン)を用いるゲル・パーミエーション・クロマトグラフィーで測定したポリイソプレン又はポリスチレン換算の重量平均分子量(Mw)で、通常20,000〜150,000である。好ましくは25,000〜100,000、より好ましくは30,000〜80,000である。重量平均分子量がこのような範囲にあるときに、フィルムの機械的強度及び成型加工性とが高度にバランスされ好適である。
【0079】
環状オレフィン樹脂のガラス転移温度は、使用目的に応じて適宜選択されればよい。耐久性及び延伸加工性の観点から、好ましくは130〜160℃、より好ましくは135〜150℃の範囲である。
【0080】
環状オレフィン樹脂の分子量分布(重量平均分子量(Mw)/数平均分子量(Mn))は、緩和時間、生産性等の観点から、1.2〜3.5、好ましくは1.5〜3.0、さらに好ましくは1.8〜2.7である。
【0081】
本発明に用いる環状オレフィン樹脂は、光弾性係数の絶対値が10×10−12Pa−1以下であることが好ましく、7×10−12Pa−1以下であることがより好ましく、4×10−12Pa−1以下であることが特に好ましい。光弾性係数Cは、複屈折をΔn、応力をσとしたとき、C=Δn/σで表される値である。
【0082】
本発明において、環状オレフィン樹脂には、実質的に粒子を含まないことが好ましい。ここで、実質的に粒子を含まないとは、環状オレフィン樹脂からなるフィルムへ粒子を添加しても、未添加状態からのヘイズの上昇巾が0.05%以下の範囲である量までは許容できることを意味する。特に、脂環式ポリオレフィン樹脂は、多くの有機粒子や無機粒子との親和性に欠けるため、上記範囲を超えた粒子を添加した環状オレフィン樹脂フィルムを延伸すると、空隙が発生しやすく、その結果として、ヘイズの著しい低下が生じるおそれがある。
【0083】
〈ポリカーボネート樹脂〉
本発明では、種々の公知のポリカーボネート樹脂も使用することができる。本発明においては、特に芳香族ポリカーボネートを用いることが好ましい。当該芳香族ポリカーボネートについて特に制約はなく、所望するフィルムの諸特性が得られる芳香族ポリカーボネートであれば特に制約はない。
【0084】
一般に、ポリカーボネートと総称される高分子材料は、その合成手法において重縮合反応が用いられて、主鎖が炭酸結合で結ばれているものを総称するが、これらの内でも、一般に、フェノール誘導体と、ホスゲン、ジフェニルカーボネートらから重縮合で得られるものを意味する。通常、ビスフェノール−Aと呼称されている2,2−ビス(4−ヒドロキシフェニル)プロパンをビスフェノール成分とする繰り返し単位で表される芳香族ポリカーボネートが好ましく選ばれるが、適宜各種ビスフェノール誘導体を選択することで、芳香族ポリカーボネート共重合体を構成することができる。
【0085】
かかる共重合成分としてこのビスフェノール−A以外に、ビス(4−ヒドロキシフェニル)メタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン、9,9−ビス(4−ヒドロキシフェニル)フルオレン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン、2,2−ビス(4−ヒドロキシ−3−メチルフェニル)プロパン、2,2−ビス(4−ヒドロキシフェニル)−2−フェニルエタン、2,2−ビス(4−ヒドロキシフェニル)−1,1,1,3,3,3−ヘキサフロロプロパン、ビス(4−ヒドロキシフェニル)ジフェニルメタン、ビス(4−ヒドロキシフェニル)サルファイド、ビス(4−ヒドロキシフェニル)スルホン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン等を挙げることができる。
【0086】
また、一部にテレフタル酸及び/又はイソフタル酸成分を含む芳香族ポリエステルカーボネートを使用することも可能である。このような構成単位をビスフェノール−Aからなる芳香族ポリカーボネートの構成成分の一部に使用することにより芳香族ポリカーボネートの性質、例えば耐熱性、溶解性を改良することができるが、このような共重合体についても本発明は有効である。
【0087】
ここで用いられる芳香族ポリカーボネートの粘度平均分子量は、10000以上、200000以下であれば好適に用いられる。粘度平均分子量20000〜120000が特に好ましい。粘度平均分子量が10000より低い樹脂を使用すると得られるフィルムの機械的強度が不足する場合があり、また400000以上の高分子量になるとドープの粘度が大きくなり過ぎ取扱い上問題を生じるので好ましくない。粘度平均分子量は市販の高速液体クロマトグラフィ等で測定することができる。
【0088】
本発明に係る芳香族ポリカーボネートのガラス転移温度は200℃以上であることが高耐熱性のフィルムを得る上で好ましく、より好ましくは230℃以上である。これらは、上記共重合成分を適宜選択して得ることができる。ガラス転移温度は、DSC装置(示差走査熱量分析装置)にて測定することができ、例えばセイコー電子工業株式会社製:RDC220にて、10℃/分の昇温条件によって求められる、ベースラインが偏奇し始める温度である。
【0089】
本発明において、上記芳香族ポリカーボネートを含むドープ組成物に用いる溶媒は、メチレンクロライド、及び炭素数1〜6の直鎖又は分岐鎖状の脂肪族アルコールを4〜14質量部含有する混合溶媒であることが好ましい。
【0090】
上記炭素数1〜6の直鎖又は分岐鎖状の脂肪族アルコールの混合量は、好ましくは4〜12質量部である。このような混合溶媒を用い、従来よりも高い残留溶媒濃度でウェブを剥離することにより、ウェブ剥離時の強い静電気の発生を抑制し、これによりベルトが損傷したり、フィルムのスジやムラ、微小傷の発生を防止することができる。
【0091】
加えるアルコールの種類は用いる溶媒により制限される。アルコールと当該溶媒とが相溶性があることが必要条件である。これらは単独で加えても良いし、2種類以上組み合わせても問題ない。本発明におけるアルコールとしては、炭素数1〜6、好ましくは1〜4、より好ましくは2〜4の鎖状、或いは分岐した脂肪族アルコールが好ましい。具体的にはメタノール、エタノール、イソプロパノール、ターシャリーブタノールなどが挙げられる。これらのうちエタノール、イソプロパノール、ターシャリーブタノールはほぼ同等の効果が得られるが、メタノールはやや効果が低い。理由は明らかでないが溶媒の沸点、即ち乾燥時の飛び易さが関係しているものと推測している。それ以上の高級アルコールは、高沸点であるためフィルム製膜後も残留しやすくなるので好ましくない。
【0092】
アルコールの添加量は慎重に選択されなければならない。これらのアルコールは芳香族ポリカーボネートに対する溶解性には全く乏しく、完全な貧溶媒である。従ってあまり多く加えることはできず、満足すべき剥離性が得られる最少量とすべきである。前述したようにメチレンクロライドに対して4〜14質量部、好ましくは4〜12質量部である。メチレンクロライド量に対しては、添加量が4〜14質量部の範囲であると、当該溶媒のポリマーに対する溶解性、ドープ安定性が向上し、剥離性改善の効果が大きくなる。
【0093】
本発明はドープ組成物中、上記メチレンクロライドと脂肪族アルコールで構成されるが、他の溶媒を使用することもできる。その他残りの溶媒としては芳香族ポリカーボネートを高濃度に溶解し、かつアルコールと相溶性があること、さらに低沸点溶媒であれば特に限定はない。例えば、芳香族ポリカーボネートに対して溶解力のある溶媒として、塩化メチレン以外にクロロホルム、1,2−ジクロロエタン、1,1,2−トリクロロエタン、クロロベンゼンなどのハロゲン系溶媒、1,3−ジオキソラン、1,4−ジオキサン、テトラヒドロフラン等の環状エーテル系の溶媒、シクロヘキサノン等のケトン系の溶媒が挙げられる。
【0094】
他の溶媒を使用する場合は特に限定はなく、効果を勘案して用いればよい。ここでいう効果とは、溶解性や安定性を犠牲にしない範囲で溶媒を混合することによる、たとえば溶液流延法により製膜したフィルムの表面性の改善(レベリング効果)、蒸発速度や系の粘度調節、結晶化抑制効果などである。これらの効果の度合により混合する溶媒の種類や添加量を決定すればよく、また混合する溶媒として1種又は2種以上用いてもかまわない。
【0095】
好適に用いられる他の溶媒としてはクロロホルム、1,2−ジクロロエタンなどのハロゲン系溶媒、トルエン、キシレンなどの炭化水素系溶媒、アセトン、メチルエチルケトン、シクロヘキサノンなどのケトン系溶媒、酢酸エチル、酢酸ブチルなどのエステル系溶媒、エチレングリコールジメチルエーテル、メトキシエチルアセテートなどのエーテル系溶媒が挙げられる。
【0096】
本発明に係るドープ組成物は、結果としてヘイズの低い透明な溶液が得られればいかなる方法で調製してもよい。あらかじめある溶媒に溶解させた芳香族ポリカーボネート溶液に、アルコールを所定量添加してもよいし、アルコールを含む混合溶媒に芳香族ポリカーボネートを溶解させてもよい。ただ先にも述べた様にアルコールは貧溶媒であるため、前者の後から添加する方法ではポリマーの析出によるドープ白濁の可能性があるため、後者の混合溶媒に溶解させる方法が好ましい。
【0097】
〈ポリエステル樹脂〉
本発明において用いることができるポリエステル樹脂は、ジカルボン酸とジオールを重合することにより得られ、ジカルボン酸構成単位(ジカルボン酸に由来する構成単位)の70%以上が芳香族ジカルボン酸に由来し、かつジオール構成単位(ジオールに由来する構成単位)の70%以上が脂肪族ジオールに由来する。
【0098】
芳香族ジカルボン酸に由来する構成単位の割合は70%以上、好ましくは80%以上、さらに好ましくは90%以上である。
【0099】
脂肪族ジオールに由来する構成単位の割合は70%以上、好ましくは80%以上、さらに好ましくは90%以上である。ポリエステル樹脂は、2種以上を併用してもよい。
【0100】
前記芳香族ジカルボン酸として、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,7−ナフタレンジカルボン酸等のナフタレンジカルボン酸、4,4′−ビフェニルジカルボン酸、3,4′−ビフェニルジカルボン酸等及びこれらのエステル形成性誘導体が例示できる。
【0101】
ポリエステル樹脂には本発明の目的を損なわない範囲でアジピン酸、アゼライン酸、セバシン酸等の脂肪族ジカルボン酸や安息香酸、プロピオン酸、酪酸等のモノカルボン酸を用いることができる。
【0102】
前記脂肪族ジオールとして、エチレングリコール、1,3−プロピレンジオール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、1,6−ヘキサンジオール等及びこれらのエステル形成性誘導体が例示できる。
【0103】
ポリエステル樹脂には本発明の目的を損なわない範囲でブチルアルコール、ヘキシルアルコール、オクチルアルコール等のモノアルコール類や、トリメチロールプロパン、グリセリン、ペンタエリスリトール等の多価アルコール類を用いることもできる。
【0104】
ポリエステル樹脂の製造には、公知の方法である直接エステル化法やエステル交換法を適用することができる。ポリエステル樹脂の製造時に使用する重縮合触媒としては、公知の三酸化アンチモン、五酸化アンチモン等のアンチモン化合物、酸化ゲルマニウム等のゲルマニウム化合物、酢酸チタン等のチタン化合物、塩化アルミニウム等のアルミニウム化合物等が例示できるが、これらに限定されない。
【0105】
好ましいポリエステル樹脂としては、ポリエチレンテレフタレート樹脂、ポリエチレンテレフタレート−イソフタレート共重合樹脂、ポリエチレン−1,4−シクロヘキサンジメチレン−テレフタレート共重合樹脂、ポリエチレン−2,6−ナフタレンジカルボキレート樹脂、ポリエチレン−2,6−ナフタレンジカルボキシレート−テレフタレート共重合樹脂、ポリエチレン−テレフタレート−4,4′−ビフェニルジカルボキシレート樹脂、ポリ−1,3−プロピレン−テレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリブチレン−2,6−ナフタレンジカルボキシレート樹脂等がある。
【0106】
より好ましいポリエステル樹脂としては、ポリエチレンテレフタレート樹脂、ポリエチレンテレフタレート−イソフタレート共重合樹脂、ポリエチレン−1,4−シクロヘキサンジメチレン−テレフタレート共重合樹脂、ポリブチレンテレフタレート樹脂及びポリエチレン−2,6−ナフタレンジカルボキシレート樹脂が挙げられる。
【0107】
ポリエステル樹脂の固有粘度(フェノール/1,1,2,2−テトラクロロエタン=60/40質量比混合溶媒中、25℃で測定した値)は、0.7〜2.0dl/gが好ましく、より好ましくは0.8〜1.5dl/gである。固有粘度が0.7以上であるとポリエステル樹脂の分子量が充分に高いために、これを使用して得られるポリエステル樹脂組成物からなる成形物が成形物として必要な機械的性質を有すると共に、透明性が良好となる。固有粘度が2.0以下の場合、成形性が良好となる。
【0108】
〈その他添加剤〉
本発明に係る熱可塑性樹脂基材及び当該基材上に設けられた各種機能層には、目的に応じて種々の化合物等を添加剤として含有させることができる。例えば、可塑剤、酸化防止剤、酸捕捉剤、光安定剤、紫外線吸収剤、光学異方性制御剤、マット剤、帯電防止剤、剥離剤、等を含有させることができる。
【0109】
前記添加剤の中で、本発明に有効に寄与するのは光学異方性制御剤であり、特にリターデーション上昇剤が光学的に複屈折性を本願目的の平面から斜め方向に発現し易くするため好ましい。リターデーション上昇剤は、少なくとも二つの芳香族環を有する芳香族化合物が好ましい。芳香族化合物は、樹脂の100質量部に対して、0.01乃至20質量部の範囲で使用することが好ましい。そして、0.05乃至15質量部の範囲で使用することが好ましく、0.1乃至10質量部の範囲で使用することがさらに好ましい。二種類以上の芳香族化合物を併用してもよい。芳香族化合物の芳香族環には、芳香族炭化水素環に加えて、芳香族性ヘテロ環を含む。芳香族炭化水素環は、6員環(すなわち、ベンゼン環)であることが特に好ましい。芳香族性ヘテロ環は一般に、不飽和ヘテロ環である。芳香族性ヘテロ環は、5員環、6員環又は7員環であることが好ましく、5員環又は6員環であることがさらに好ましい。芳香族性ヘテロ環は一般に、最多の二重結合を有する。ヘテロ原子としては、窒素原子、酸素原子及び硫黄原子が好ましく、窒素原子が特に好ましい。芳香族性ヘテロ環の例には、フラン環、チオフェン環、ピロール環、オキサゾール環、イソオキサゾール環、チアゾール環、イソチアゾール環、イミダゾール環、ピラゾール環、フラザン環、トリアゾール環、ピラン環、ピリジン環、ピリダジン環、ピリミジン環、ピラジン環及び1,3,5−トリアジン環が含まれる。これらについては、特開2004−109410号、特開2003−344655号、特開2000−275434号、特開2000−111914号、特開平12−275434号公報などに詳細が記載されている。
【0110】
本発明に係る撥水性フィルムは、作製されたフィルムがハンドリングされる際に、傷が付いたり、搬送性が悪化することを防止するために、マット剤として、微粒子を添加しても良い。
【0111】
微粒子としては、無機化合物の例として、二酸化珪素、二酸化チタン、酸化アルミニウム、酸化ジルコニウム、炭酸カルシウム、炭酸カルシウム、タルク、クレイ、焼成カオリン、焼成ケイ酸カルシウム、水和ケイ酸カルシウム、ケイ酸アルミニウム、ケイ酸マグネシウム及びリン酸カルシウム等を挙げることができる。微粒子は珪素を含むものが、濁度が低くなる点で好ましく、特に二酸化珪素が好ましい。
【0112】
微粒子の一次粒子の平均粒径は5〜400nmが好ましく、さらに好ましいのは10〜300nmである。これらは主に粒径0.05〜0.3μmの2次凝集体として含有されていてもよく、平均粒径100〜400nmの粒子であれば凝集せずに一次粒子として含まれていることも好ましい。撥水性フィルム中のこれらの微粒子の含有量は0.01〜1質量%であることが好ましく、特に0.05〜0.5質量%が好ましい。共流延法による多層構成の撥水性フィルムの場合は、表面にこの添加量の微粒子を含有することが好ましい。
【0113】
二酸化珪素の微粒子は、例えば、アエロジルR972、R972V、R974、R812、200、200V、300、R202、OX50、TT600(以上日本アエロジル(株)製)の商品名で市販されており、使用することができる。
【0114】
酸化ジルコニウムの微粒子は、例えば、アエロジルR976及びR811(以上日本アエロジル(株)製)の商品名で市販されており、使用することができる。
【0115】
ポリマーの例として、シリコーン樹脂、フッ素樹脂及びアクリル樹脂を挙げることができる。シリコーン樹脂が好ましく、特に三次元の網状構造を有するものが好ましく、例えば、トスパール103、同105、同108、同120、同145、同3120及び同240(以上東芝シリコーン(株)製)の商品名で市販されており、使用することができる。
【0116】
これらの中でもアエロジル200V、アエロジルR972Vが撥水性フィルムのヘイズを低く保ちながら、摩擦係数を下げる効果が大きいため特に好ましく用いられる。本発明の撥水性フィルムにおいては、少なくとも一方の面の動摩擦係数が0.2〜1.0であることが好ましい。
【0117】
(撥水性フィルムの製造方法)
本発明に係る樹脂フィルム基材をフィルムとして製造する方法としては、通常のインフレーション法、T−ダイ法、カレンダー法、切削法、流延法、エマルジョン法、ホットプレス法等の製造法が使用できるが、着色抑制、異物欠点の抑制、ダイラインなどの光学欠点の抑制などの観点から流延法による溶液流延法、溶融流延法が好ましい。
【0118】
以下、本発明に係る撥水性フィルムを作製する場合の製造方法について詳述する。
【0119】
<溶液流延法による撥水性フィルムの製造方法>
《有機溶媒》
本発明に係る撥水性フィルムを溶液流延法で製造する場合、ドープを形成するのに有用な有機溶媒は、セルロースエステル樹脂等の熱可塑性樹脂を溶解するものであれば制限なく用いることができる。
【0120】
例えば、塩素系有機溶媒としては、塩化メチレン、非塩素系有機溶媒としては、酢酸メチル、酢酸エチル、酢酸アミル、アセトン、テトラヒドロフラン、1,3−ジオキソラン、1,4−ジオキサン、シクロヘキサノン、ギ酸エチル、2,2,2−トリフルオロエタノール、2,2,3,3−ヘキサフルオロ−1−プロパノール、1,3−ジフルオロ−2−プロパノール、1,1,1,3,3,3−ヘキサフルオロ−2−メチル−2−プロパノール、1,1,1,3,3,3−ヘキサフルオロ−2−プロパノール、2,2,3,3,3−ペンタフルオロ−1−プロパノール、ニトロエタン、乳酸エチル、乳酸、ジアセトンアルコール等を挙げることができ、塩化メチレン、酢酸メチル、酢酸エチル、アセトン、乳酸エチル等を好ましく使用し得る。
【0121】
ドープには、上記有機溶媒の他に、1〜40質量%の炭素原子数1〜4の直鎖又は分岐鎖状の脂肪族アルコールを含有させてもよい。ドープ中のアルコールの比率が高くなるとウェブがゲル化し、金属支持体からの剥離が容易になり、また、アルコールの割合が少ない時は非塩素系有機溶媒系での熱可塑性樹脂の溶解を促進する役割もある。
【0122】
特に、メチレンクロライド、及び炭素数1〜4の直鎖又は分岐鎖状の脂肪族アルコールを含有する溶媒に、熱可塑性樹脂は、少なくとも計10〜45質量%溶解させたドープ組成物であることが好ましい。
【0123】
炭素原子数1〜4の直鎖又は分岐鎖状の脂肪族アルコールとしては、メタノール、エタノール、n−プロパノール、iso−プロパノール、n−ブタノール、sec−ブタノール、tert−ブタノールを挙げることができる。これらの内ドープの安定性、沸点も比較的低く、乾燥性もよいこと等からエタノールが好ましい。
【0124】
以下、本発明に係る撥水性フィルム(以下、単に「フィルム」ともいう。)の好ましい製膜方法について説明する。
【0125】
1)溶解工程
熱可塑性樹脂に対する良溶媒を主とする有機溶媒に、溶解釜中で熱可塑性樹脂、その他の添加剤を攪拌しながら溶解しドープを形成する工程である。
【0126】
熱可塑性樹脂の溶解には、常圧で行う方法、主溶媒の沸点以下で行う方法、主溶媒の沸点以上で加圧して行う方法、特開平9−95544号公報、特開平9−95557号公報、又は特開平9−95538号公報に記載の如き冷却溶解法で行う方法、特開平11−21379号公報に記載の如き高圧で行う方法等種々の溶解方法を用いることができるが、特に主溶媒の沸点以上で加圧して行う方法が好ましい。
【0127】
返材とは、フィルムを細かく粉砕した物で、フィルムを製膜するときに発生する、フィルムの両サイド部分を切り落とした物や、擦り傷などでスペックアウトしたフィルム原反のことをいい、これも再使用される。
【0128】
2)流延工程
ドープを、送液ポンプ(例えば、加圧型定量ギヤポンプ)を通して加圧ダイに送液し、無限に移送する無端の金属ベルト、例えばステンレスベルト、あるいは回転する金属ドラム等の金属支持体上の流延位置に、加圧ダイスリットからドープを流延する工程である。
【0129】
ダイの口金部分のスリット形状を調整でき、膜厚を均一にし易い加圧ダイが好ましい。加圧ダイには、コートハンガーダイやTダイ等があり、いずれも好ましく用いられる。金属支持体の表面は鏡面となっている。製膜速度を上げるために加圧ダイを金属支持体上に2基以上設け、ドープ量を分割して重層してもよい。あるいは複数のドープを同時に流延する共流延法によって積層構造のフィルムを得ることも好ましい。
【0130】
3)溶媒蒸発工程
ウェブ(流延用支持体上にドープを流延し、形成されたドープ膜をウェブと呼ぶ)を流延用支持体上で加熱し、溶媒を蒸発させる工程である。
【0131】
溶媒を蒸発させるには、ウェブ側から風を吹かせる方法及び/又は支持体の裏面から液体により伝熱させる方法、輻射熱により表裏から伝熱する方法等があるが、裏面液体伝熱方法の乾燥効率が良く好ましい。又、それらを組み合わせる方法も好ましく用いられる。流延後の支持体上のウェブを40〜100℃の雰囲気下、支持体上で乾燥させることが好ましい。40〜100℃の雰囲気下に維持するには、この温度の温風をウェブ上面に当てるか赤外線等の手段により加熱することが好ましい。
【0132】
面品質、透湿性、剥離性の観点から、30〜120秒以内で該ウェブを支持体から剥離することが好ましい。
【0133】
4)剥離工程
金属支持体上で溶媒が蒸発したウェブを、剥離位置で剥離する工程である。剥離されたウェブは次工程に送られる。
【0134】
金属支持体上の剥離位置における温度は好ましくは10〜40℃であり、さらに好ましくは11〜30℃である。
【0135】
なお、剥離する時点での金属支持体上でのウェブの剥離時残留溶媒量は、乾燥の条件の強弱、金属支持体の長さ等により50〜120質量%の範囲で剥離することが好ましいが、残留溶媒量がより多い時点で剥離する場合、ウェブが柔らか過ぎると剥離時平面性を損ね、剥離張力によるツレや縦スジが発生し易いため、経済速度と品質との兼ね合いで剥離時の残留溶媒量が決められる。
【0136】
ウェブの残留溶媒量は下記式で定義される。
【0137】
残留溶媒量(%)=(ウェブの加熱処理前質量−ウェブの加熱処理後質量)/(ウェブの加熱処理後質量)×100
なお、残留溶媒量を測定する際の加熱処理とは、115℃で1時間の加熱処理を行うことを表す。
【0138】
金属支持体とフィルムを剥離する際の剥離張力は、通常、196〜245N/mであるが、剥離の際に皺が入り易い場合、190N/m以下の張力で剥離することが好ましく、さらには、剥離できる最低張力〜166.6N/m、次いで、最低張力〜137.2N/mで剥離することが好ましいが、特に好ましくは最低張力〜100N/mで剥離することである。
【0139】
本発明においては、当該金属支持体上の剥離位置における温度を−50〜40℃とするのが好ましく、10〜40℃がより好ましく、15〜30℃とするのが最も好ましい。
【0140】
5)乾燥及び延伸工程
剥離後、ウェブを乾燥装置内に複数配置したロールに交互に通して搬送する乾燥装置35、及び/又はクリップでウェブの両端をクリップして搬送するテンター延伸装置34を用いて、ウェブを乾燥する。
【0141】
乾燥手段はウェブの両面に熱風を吹かせるのが一般的であるが、風の代わりにマイクロウェーブを当てて加熱する手段もある。余り急激な乾燥はでき上がりのフィルムの平面性を損ね易い。高温による乾燥は残留溶媒が8質量%以下くらいから行うのがよい。全体を通し、乾燥は概ね40〜250℃で行われる。特に40〜160℃で乾燥させることが好ましい。
【0142】
テンター延伸装置を用いる場合は、テンターの左右把持手段によってフィルムの把持長(把持開始から把持終了までの距離)を左右で独立に制御できる装置を用いることが好ましい。また、テンター工程において、平面性を改善するため意図的に異なる温度を持つ区画を作ることも好ましい。
【0143】
また、異なる温度区画の間にそれぞれの区画が干渉を起こさないように、ニュートラルゾーンを設けることも好ましい。
【0144】
なお、延伸操作は多段階に分割して実施してもよく、流延方向、幅手方向に二軸延伸を実施することも好ましい。また、二軸延伸を行う場合には同時二軸延伸を行ってもよいし、段階的に実施してもよい。
【0145】
この場合、段階的とは、例えば、延伸方向の異なる延伸を順次行うことも可能であるし、同一方向の延伸を多段階に分割し、かつ異なる方向の延伸をそのいずれかの段階に加えることも可能である。即ち、例えば、次のような延伸ステップも可能である。
【0146】
・流延方向に延伸−幅手方向に延伸−流延方向に延伸−流延方向に延伸
・幅手方向に延伸−幅手方向に延伸−流延方向に延伸−流延方向に延伸
また、同時2軸延伸には、一方向に延伸し、もう一方を、張力を緩和して収縮させる場合も含まれる。同時2軸延伸の好ましい延伸倍率は幅手方向、長手方向ともに×1.01倍〜×1.5倍の範囲でとることができる。
【0147】
テンターを行う場合のウェブの残留溶媒量は、テンター開始時に20〜100質量%であるのが好ましく、かつウェブの残留溶媒量が10質量%以下になる迄テンターを掛けながら乾燥を行うことが好ましく、さらに好ましくは5質量%以下である。
【0148】
テンターを行う場合の乾燥温度は、30〜160℃が好ましく、50〜150℃がさらに好ましく、70〜140℃が最も好ましい。
【0149】
テンター工程において、雰囲気の幅手方向の温度分布が少ないことが、フィルムの均一性を高める観点から好ましく、テンター工程での幅手方向の温度分布は、±5℃以内が好ましく、±2℃以内がより好ましく、±1℃以内が最も好ましい。
【0150】
6)巻き取り工程
ウェブ中の残留溶媒量が2質量%以下となってからフィルムとして巻き取り機37により巻き取る工程であり、残留溶媒量を0.4質量%以下にすることにより寸法安定性の良好なフィルムを得ることができる。特に0.00〜0.10質量%で巻き取ることが好ましい。
【0151】
巻き取り方法は、一般に使用されているものを用いればよく、定トルク法、定テンション法、テーパーテンション法、内部応力一定のプログラムテンションコントロール法等があり、それらを使いわければよい。
【0152】
本発明に係るフィルムは、長尺フィルムであることが好ましく、具体的には、100m〜5000m程度のものを示し、通常、ロール状で提供される形態のものである。また、フィルムの幅は1.3〜4mであることが好ましく、1.4〜2mであることがより好ましい。
【0153】
本発明に係るフィルムの膜厚に特に制限はないが、20〜200μmであることが好ましく、25〜150μmであることがより好ましく、30〜120μmであることが特に好ましい。
【0154】
<溶融流延製膜法による撥水性フィルムの製造方法>
本発明に係る樹脂フィルム基材を、撥水性フィルムとして、溶融流延製膜法により製造する場合の方法について説明する。
【0155】
〈溶融ペレット製造工程〉
溶融押出に用いる熱可塑性樹脂フィルムを構成する組成物は、通常あらかじめ混錬してペレット化しておくことが好ましい。
【0156】
ペレット化は、公知の方法でよく、例えば、乾燥した熱可塑性樹脂と目的に応じて添加剤をフィーダーで押出機に供給し1軸や2軸の押出機を用いて混錬し、ダイからストランド状に押出し、水冷又は空冷し、カッティングすることでできる。
【0157】
原材料は、押出する前に乾燥しておくことが原材料の分解を防止する上で重要である。特にセルロースエステルは吸湿しやすいので、除湿熱風乾燥機や真空乾燥機で70〜140℃で3時間以上乾燥し、水分率を200ppm以下、さらに100ppm以下にしておくことが好ましい。
【0158】
添加剤は、押出機に供給押出機合しておいてもよいし、それぞれ個別のフィーダーで供給してもよい。酸化防止剤等少量の添加剤は、均一に混合するため、こと前に混合しておくことが好ましい。
【0159】
酸化防止剤の混合は、固体同士で混合してもよいし、必要により、酸化防止剤を溶剤に溶解しておき、熱可塑性樹脂に含浸させて混合してもよく、あるいは噴霧して混合してもよい。
【0160】
真空ナウターミキサーなどが乾燥と混合を同時にできるので好ましい。また、フィーダー部やダイからの出口など空気と触れる場合は、除湿空気や除湿したN2ガスなどの雰囲気下にすることが好ましい。
【0161】
押出機は、せん断力を抑え、樹脂が劣化(分子量低下、着色、ゲル生成等)しないようにペレット化可能でなるべく低温で加工することが好ましい。例えば、2軸押出機の場合、深溝タイプのスクリューを用いて、同方向に回転させることが好ましい。混錬の均一性から、噛み合いタイプが好ましい。
【0162】
以上のようにして得られたペレットを用いてフィルム製膜を行う。ペレット化せず、原材料の粉末をそのままフィーダーで押出機に供給し、そのままフィルム製膜することも可能である。
【0163】
〈溶融混合物をダイから冷却ロールへ押し出す工程〉
まず、作製したペレットを1軸や2軸タイプの押出機を用いて、押し出す際の溶融温度Tmを200〜300℃程度とし、リーフディスクタイプのフィルターなどでろ過し異物を除去した後、Tダイからフィルム状に共押出し、冷却ロール上で固化し、弾性タッチロールと押圧しながら流延する。
【0164】
供給ホッパーから押出機へ導入する際は真空下又は減圧下や不活性ガス雰囲気下にして酸化分解等を防止することが好ましい。なお、Tmは、押出機のダイ出口部分の温度である。
【0165】
ダイに傷や可塑剤の凝結物等の異物が付着するとスジ状の欠陥が発生する場合がある。このような欠陥のことをダイラインとも呼ぶが、ダイライン等の表面の欠陥を小さくするためには、押出機からダイまでの配管には樹脂の滞留部が極力少なくなるような構造にすることが好ましい。ダイの内部やリップにキズ等が極力無いものを用いることが好ましい。
【0166】
押出機やダイなどの溶融樹脂と接触する内面は、表面粗さを小さくしたり、表面エネルギーの低い材質を用いるなどして、溶融樹脂が付着し難い表面加工が施されていることが好ましい。具体的には、ハードクロムメッキやセラミック溶射したものを表面粗さ0.2S以下となるように研磨したものが挙げられる。
【0167】
本発明において冷却ロールには特に制限はないが、高剛性の金属ロールで内部に温度制御可能な熱媒体又は冷媒体が流れるような構造を備えるロールであり、大きさは限定されないが、溶融押し出されたフィルムを冷却するのに十分な大きさであればよく、通常冷却ロールの直径は100mmから1m程度である。
【0168】
冷却ロールの表面材質は、炭素鋼、ステンレス、アルミニウム、チタンなどが挙げられる。さらに表面の硬度を上げたり、樹脂との剥離性を改良するため、ハードクロムメッキや、ニッケルメッキ、非晶質クロムメッキなどや、セラミック溶射等の表面処理を施すことが好ましい。
【0169】
冷却ロール表面の表面粗さは、Raで0.1μm以下とすることが好ましく、さらに0.05μm以下とすることが好ましい。ロール表面が平滑であるほど、得られるフィルムの表面も平滑にできるのである。もちろん表面加工した表面はさらに研磨し上述した表面粗さとすることが好ましい。
【0170】
本発明において、弾性タッチロールとしては、特開平03−124425号、特開平08−224772号、特開平07−100960号、特開平10−272676号、WO97/028950号、特開平11−235747号、特開2002−36332号、特開2005−172940号や特開2005−280217号公報に記載されているような表面が薄膜金属スリーブ被覆シリコンゴムロールを使用することができる。
【0171】
冷却ロールからフィルムを剥離する際は、張力を制御してフィルムの変形を防止することが好ましい。
【0172】
〈延伸工程〉
本発明では、上記のようにして得られたフィルムは冷却ロールに接する工程を通過後、さらに少なくとも1方向に1.01〜3.0倍延伸することもできる。
【0173】
好ましくは縦(フィルム搬送方向)、横(巾方向)両方向にそれぞれ1.1〜2.0倍延伸することが好ましい。
【0174】
延伸する方法は、公知のロール延伸機やテンターなどを好ましく用いることができる。特に撥水性フィルムが、偏光板保護フィルムを兼ねる場合は、延伸方向を巾方向とすることで偏光フィルムとの積層がロール形態でできるので好ましい。
【0175】
巾方向に延伸することで撥水性フィルムの遅相軸は巾方向になる。
【0176】
通常、延伸倍率は1.1〜3.0倍、好ましくは1.2〜1.5倍であり、延伸温度は、通常、フィルムを構成する樹脂のTg〜Tg+50℃、好ましくはTg〜Tg+50℃の温度範囲で行われる。
【0177】
延伸は、長手方向もしくは幅手方向で制御された均一な温度分布下で行うことが好ましい。好ましくは±2℃以内、さらに好ましくは±1℃以内、特に好ましくは±0.5℃以内である。
【0178】
上記の方法で作製したフィルム状樹脂フィルムを撥水性フィルムとして用いる場合、当該撥水性フィルムのリターデーション調整や寸法変化率を小さくする目的で、フィルムを長手方向や幅手方向に収縮させてもよい。
【0179】
長手方向に収縮するには、例えば、巾延伸を一時クリップアウトさせて長手方向に弛緩させる、又は横延伸機の隣り合うクリップの間隔を徐々に狭くすることによりフィルムを収縮させるという方法がある。
【0180】
遅相軸方向の均一性も重要であり、フィルム巾方向に対して、角度が−5〜+5°であることが好ましく、さらに−1〜+1°の範囲にあることが好ましく、特に−0.5〜+0.5°の範囲にあることが好ましく、特に−0.1〜+0.1°の範囲にあることが好ましい。これらのばらつきは延伸条件を最適化することで達成できる。
【0181】
本発明の撥水性フィルムは、長尺フィルムであることが好ましく、具体的には、100m〜5000m程度のものを示し、通常、ロール状で提供される形態のものである。また、フィルムの幅は1.3〜4mであることが好ましく、1.4〜2mであることがより好ましい。
【0182】
本発明に係るフィルム状樹脂フィルムの膜厚に特に制限はなく、目的に応じて変化させることが好ましい。例えば、偏光板保護フィルムに使用する場合は、20〜200μmであることが好ましく、25〜150μmであることがより好ましく、30〜120μmであることが特に好ましい。
【0183】
〈撥水性フィルムの製造装置〉
図1は、本発明の撥水性フィルムの製造装置の一例の全体構成を示す概略フローシートである。図1において、撥水性フィルムの製造方法は、熱可塑性樹脂等のフィルム材料を混合した後、押出し機1を用いて、流延ダイ4から第1冷却ロール5上に溶融押し出し、第1冷却ロール5に外接させるとともに、さらに、第2冷却ロール7、第3冷却ロール8の合計3本の冷却ロールに順に外接させて、冷却固化してフィルム10とする。次いで、剥離ロール9によって剥離したフィルム10を、次いで延伸装置12によりフィルムの両端部を把持して幅方向に延伸した後、巻取り装置16により巻き取る。また、平面性を矯正するために溶融フィルムを第1冷却ロール5表面に挟圧するタッチロール6が設けられている。このタッチロール6は表面が弾性を有し、第1冷却ロール5との間でニップを形成している。
【0184】
本発明において、製造装置には、ベルト及びロールを自動的に清掃する装置を付加させることが好ましい。清掃装置については特に限定はないが、例えば、ブラシ・ロール、吸水ロール、粘着ロール、ふき取りロール等をニップする方式、清浄エアーを吹き掛けるエアーブロー方式、レーザーによる焼却装置、あるいはこれらの組み合わせなどがある。
【0185】
清掃用ロールをニップする方式の場合、ベルト線速度とローラ線速度を変えると清掃効果が大きい。
【0186】
(機能性層)
撥水性フィルム製造に際し、延伸の前及び/又は後で硬化性樹脂層、帯電防止層、反射防止層、易滑性層、易接着層、防眩層、バリアー層、光学補償層等の機能性層を塗設してもよい。この際、コロナ放電処理、プラズマ処理、薬液処理等の各種表面処理を必要に応じて施すことができる。
【0187】
本発明においては、特に機械的強度を付与する観点から、硬化性樹脂層を設けることが好ましい。
【0188】
(硬化性樹脂層)
本発明に係る硬化性樹脂層は、バインダー成分として、活性線硬化樹脂又は熱硬化性樹脂を含有する。本発明においては、活性線硬化樹脂が好ましい。ここで、「活性線硬化樹脂」とは、紫外線や電子線のような活性線(「活性エネルギー線」ともいう。)照射により、架橋反応を経て硬化する樹脂を主たる成分とする樹脂をいう。
【0189】
〈活性線硬化樹脂〉
活性線硬化樹脂としては、エチレン性不飽和二重結合を有するモノマーを含む成分が好ましく用いられ、紫外線や電子線のような活性線を照射することによって硬化させて活性線硬化樹脂層が形成される。活性線硬化樹脂としては紫外線硬化性樹脂や電子線硬化性樹脂等が代表的なものとして挙げられるが、紫外線照射によって硬化する樹脂が機械的膜強度(耐擦傷性、鉛筆硬度)に優れる点から好ましい。紫外線硬化性樹脂としては、例えば、紫外線硬化型ウレタンアクリレート系樹脂、紫外線硬化型ポリエステルアクリレート系樹脂、紫外線硬化型エポキシアクリレート系樹脂、紫外線硬化型ポリオールアクリレート系樹脂、又は紫外線硬化型エポキシ樹脂等が好ましく用いられる。中でも紫外線硬化型アクリレート系樹脂が好ましい。紫外線硬化型アクリレート系樹脂としては、多官能アクリレートが好ましい。該多官能アクリレートとしては、ペンタエリスリトール多官能アクリレート、ジペンタエリスリトール多官能アクリレート、ペンタエリスリトール多官能メタクリレート、及びジペンタエリスリトール多官能メタクリレートよりなる群から選ばれることが好ましい。ここで、多官能アクリレートとは、分子中に2個以上のアクリロイルオキシ基又はメタクロイルオキシ基を有する化合物である。多官能アクリレートのモノマーとしては、例えばエチレングリコールジアクリレート、ジエチレングリコールジアクリレート、1,6−ヘキサンジオールジアクリレート、ネオペンチルグリコールジアクリレート、トリメチロールプロパントリアクリレート、トリメチロールエタントリアクリレート、テトラメチロールメタントリアクリレート、テトラメチロールメタンテトラアクリレート、ペンタグリセロールトリアクリレート、ペンタエリスリトールジアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールテトラアクリレート、グリセリントリアクリレート、ジペンタエリスリトールトリアクリレート、ジペンタエリスリトールテトラアクリレート、ジペンタエリスリトールペンタアクリレート、ジペンタエリスリトールヘキサアクリレート、トリス(アクリロイルオキシエチル)イソシアヌレート、エチレングリコールジメタクリレート、ジエチレングリコールジメタクリレート、1,6−ヘキサンジオールジメタクリレート、ネオペンチルグリコールジメタクリレート、トリメチロールプロパントリメタクリレート、トリメチロールエタントリメタクリレート、テトラメチロールメタントリメタクリレート、テトラメチロールメタンテトラメタクリレート、ペンタグリセロールトリメタクリレート、ペンタエリスリトールジメタクリレート、ペンタエリスリトールトリメタクリレート、ペンタエリスリトールテトラメタクリレート、グリセリントリメタクリレート、ジペンタエリスリトールトリメタクリレート、ジペンタエリスリトールテトラメタクリレート、ジペンタエリスリトールペンタメタクリレート、ジペンタエリスリトールヘキサメタクリレート、イソボロニルアクリレート等が好ましく挙げられる。これらの化合物は、それぞれ単独又は二種以上を混合して用いられる。また、上記モノマーの2量体、3量体等のオリゴマーであってもよい。
【0190】
また、硬化性樹脂層には活性線硬化樹脂の硬化促進のため、光重合開始剤を含有することが好ましい。光重合開始剤量としては、質量比で、光重合開始剤:活性線硬化樹脂=20:100〜0.01:100で含有することが好ましい。
【0191】
光重合開始剤としては、具体的には、アセトフェノン、ベンゾフェノン、ヒドロキシベンゾフェノン、ミヒラーケトン、α−アミロキシムエステル、チオキサントン等及びこれらの誘導体を挙げることができるが、特にこれらに限定されるものではない。
【0192】
〈溶媒〉
本発明に係る硬化性樹脂層を塗布して形成する際の塗布組成物には、溶媒として、前記熱可塑性樹脂に対する良溶媒、及び前記熱可塑性樹脂に対する貧溶媒からなる混合溶媒が用いられることが好ましい。ここで、良溶媒及び貧溶媒とは、以下に示す方法で測定した溶解性を有する溶媒を指す。
【0193】
前記熱可塑性樹脂の固形分3g相当に、溶解性を測定しようとする溶媒を全量が20gになるように加え、温度25℃にてかきまぜた場合に、均一で透明性を有し、粘度変化がなく相溶したものを、該試料に対し良溶媒であるとし、一方、にごりが認められたり、増粘、分離が認められたものを、該試料に対し貧溶媒であるとする。
【0194】
熱可塑性樹脂が、例えばポリエステル系樹脂又はポリエステルウレタン系樹脂である場合、良溶媒としては、トルエン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、アセトン、酢酸エチル、テトラヒドロフランなどを例示することができる。一方、貧溶媒としては、キシレン、エチルセロソルブ、プロピレングリコールモノメチルエーテル、イソブタノール、イソプロパノール、エタノール、メタノール、ヘキサン、精製水などを例示することができる。また、熱可塑性樹脂がアクリル系樹脂である場合、良溶媒としては、トルエン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、アセトン、酢酸エチル、テトラヒドロフラン、キシレンなどを例示することができる。一方、貧溶媒としては、エチルセロソルブ、プロピレングリコールモノメチルエーテル、イソブタノール、イソプロパノール、エタノール、メタノール、ヘキサン、精製水などを例示することができる。なお、前記の良溶媒、及び精製水を除く貧溶媒は、いずれも、通常用いられる活性線硬化樹脂に対して、良溶媒である。
【0195】
本発明においては、熱可塑性樹脂に対して良溶媒及び貧溶媒は、ともに一種を単独で用いてもよいし、二種以上を混合して用いてもよい。
【0196】
また、本発明に係る硬化性樹脂層には、無機化合物又は有機化合物の微粒子を含有してもよい。
【0197】
(微粒子〉
無機微粒子としては、酸化珪素、酸化チタン、酸化アルミニウム、酸化スズ、酸化インジウム、ITO、酸化亜鉛、酸化ジルコニウム、酸化マグネシウム、炭酸カルシウム、タルク、クレイ、焼成カオリン、焼成ケイ酸カルシウム、水和ケイ酸カルシウム、ケイ酸アルミニウム、ケイ酸マグネシウム及びリン酸カルシウムを挙げることができる。特に、酸化珪素、酸化チタン、酸化アルミニウム、酸化ジルコニウム、酸化マグネシウム等が好ましく用いられる。
【0198】
これら無機微粒子は、フィルムの透明性を維持しつつ耐擦傷性が向上することから、表面の一部に反応性官能基を有する有機成分が被覆されたものが好ましい。表面の一部に反応性官能基を有する有機成分を被覆する方法としては、例えば、金属酸化物微粒子の表面に存在する水酸基にシランカップリング剤等の有機成分を含む化合物が反応して、表面の一部に有機成分が結合した態様、金属酸化物微粒子の表面に存在する水酸基に水素結合等の相互作用により有機成分を付着させた態様や、ポリマー粒子中に1個又は2個以上の無機微粒子を含有する態様などが挙げられる。
【0199】
また、有機粒子としては、ポリメタアクリル酸メチルアクリレート樹脂粉末、アクリルスチレン系樹脂粉末、ポリメチルメタクリレート樹脂粉末、シリコン系樹脂粉末、ポリスチレン系樹脂粉末、ポリカーボネート樹脂粉末、ベンゾグアナミン系樹脂粉末、メラミン系樹脂粉末、ポリオレフィン系樹脂粉末、ポリエステル系樹脂粉末、ポリアミド系樹脂粉末、ポリイミド系樹脂粉末、又はポリ弗化エチレン系樹脂粉末等を添加することができる。
【0200】
好ましい微粒子は、架橋ポリスチレン粒子(例えば、綜研化学製SX−130H、SX−200H、SX−350H)、ポリメチルメタクリレート系粒子(例えば、綜研化学製MX150、MX300)、フッ素含有アクリル樹脂微粒子が挙げられる。フッ素含有アクリル樹脂微粒子としては、例えば日本ペイント製:FS−701等の市販品が挙げられる。また、アクリル粒子として、例えば日本ペイント製:S−4000、アクリル−スチレン粒子として、例えば日本ペイント製:S−1200、MG−251等が挙げられる。
【0201】
これらの微粒子粉末の平均粒子径は特に制限されないが、0.01〜5μmが好ましく、さらには、0.01〜1.0μmであることが特に好ましい。また、粒径の異なる二種以上の微粒子を含有しても良い。微粒子の平均粒子径は、例えばレーザー回折式粒度分布測定装置により測定することができる。
【0202】
紫外線硬化樹脂組成物と微粒子の割合は、樹脂組成物100質量部に対して、1〜400質量部となるように配合することが望ましく、さらに望ましくは、50〜200質量部である。
【0203】
本発明に係る硬化性樹脂層は、グラビアコーター、ディップコーター、リバースコーター、ワイヤーバーコーター、ダイコーター、インクジェット法等公知の方法を用いて、ハードコート層を形成する塗布組成物を塗布し、塗布後、加熱乾燥し、UV硬化処理することで形成できる。
【0204】
塗布量はウェット層厚として0.1〜40μmが適当で、好ましくは、0.5〜30μmである。また、ドライ層厚としては平均層厚0.1〜30μm、好ましくは1〜20μm、特に好ましくは6〜15μmである。
【0205】
UV硬化処理の光源としては、紫外線を発生する光源であれば制限なく使用できる。例えば、低圧水銀灯、中圧水銀灯、高圧水銀灯、超高圧水銀灯、カーボンアーク灯、メタルハライドランプ、キセノンランプ等を用いることができる。
【0206】
照射条件はそれぞれのランプによって異なるが、活性線の照射量は、通常5〜500mJ/cm2、好ましくは5〜200mJ/cm2である。
【0207】
また、活性線を照射する際には、フィルムの搬送方向に張力を付与しながら行うことが好ましく、さらに好ましくは幅方向にも張力を付与しながら行うことである。付与する張力は30〜300N/mが好ましい。張力を付与する方法は特に限定されず、バックロール上で搬送方向に張力を付与してもよく、テンターにて幅方向、又は2軸方向に張力を付与してもよい。これによってさらに平面性の優れたフィルムを得ることができる。
【0208】
硬化性樹脂層には、帯電防止性を付与するために導電剤を含んでも良く、好ましい導電剤としては、金属酸化物粒子又はπ共役系導電性ポリマーが挙げられる。また、イオン液体も導電性化合物として好ましく用いられる。
【0209】
また、硬化性樹脂層には、塗布性の観点、及び微粒子の均一な分散性の観点から、シリコーン系界面活性剤、フッ素系界面活性剤或いはポリオキシエーテル等の非イオン性界面活性剤、アニオン界面活性剤等を含有させることもできる。これらは塗布性を高める。また、これら成分は、塗布液中の固形分成分に対し、0.01〜3質量%の範囲で添加することが好ましい。
【実施例】
【0210】
以下に実施例を挙げて本発明を具体的に説明するが、本発明はこれらに限定されるものではない。
【0211】
〔撥水性フィルムの作製〕
〈実施例1:撥水性フィルム1の作製〉
(ドープ液組成1)
ダイヤナールBR85(三菱レイヨン(株)製) 50質量部
セルロースエステル(セルロースアセテートプロピオネート アシル基総置換度2.75、アセチル基置換度0.19、プロピオニル基置換度2.56、Mw=200000)
50質量部
メチレンクロライド 300質量部
エタノール 40質量部
上記組成物を、加熱しながら十分に溶解し、ドープ液を作製した。
【0212】
(製膜)
上記作製したドープ液を、ベルト流延装置を用い、温度22℃、2m幅でステンレスバンド支持体に均一に流延した。ステンレスバンド支持体で、残留溶剤量が100%になるまで溶媒を蒸発させ、剥離張力138N/mでステンレスバンド支持体上から剥離した。
【0213】
剥離したアクリル樹脂とセルロースエステル樹脂の混合物が相溶したウェブを35℃で溶媒を蒸発させ、1.6m幅にスリットし、その後、テンターで幅方向に1.1倍に延伸しながら、135℃の乾燥温度で乾燥させた。このときテンターで延伸を始めたときの残留溶剤量は10%であった。
【0214】
テンターで延伸後、130℃で5分間緩和を行った後に、50℃に温めたエタノールと純水の割合が80:20Vol%の混合溶媒をフィルム表面にスプレー塗工した。120℃及び140℃の乾燥ゾーンを多数のロールで搬送させながら乾燥を終了させ、1.5m幅にスリットし、フィルム両端に幅10mm高さ5μmのナーリング加工を施し、初期張力200N/m、終張力100N/mで内径15.24cmコアに巻き取り、アクリル樹脂とセルロースエステル樹脂の混合物が相溶し、表面微細凹凸樹脂フィルムである撥水性フィルム1を得た。
【0215】
ステンレスバンド支持体の回転速度とテンターの運転速度から算出されるMD方向の延伸倍率は1.1倍であった。
【0216】
表1に記載の撥水性フィルム1の残留溶剤量は0.1%であり、膜厚は80μm、巻長は5000mであった。
【0217】
(実施例2:撥水性フィルム2の作製)
〈主ドープ液の組成〉
メチレンクロライド 340質量部
エタノール 64質量部
セルロースエステル(セルロースアセテートプロピオネート アシル基総置換度2.46、アセチル基置換度1.58、プロピオニル基置換度0.88、Mw=200000)
100質量部
モノペットSB(第一工業製薬製) 10質量部
以上を密閉容器に投入し、攪拌しながら溶解してドープ液を調製した。次いで、無端ベルト流延装置を用い、ドープ液を温度33℃、1500mm幅でステンレスベルト支持体上に均一に流延した。ステンレスベルトの温度は50℃に制御した。
【0218】
ステンレスベルト支持体上で、流延(キャスト)したフィルム中の残留溶媒量が85%になるまで溶媒を蒸発させ、次いで剥離張力75N/mで、ステンレスベルト支持体上から剥離した。
【0219】
剥離直後に72℃に温めたエタノールと純水の割合が80:20Vol%の混合溶媒をフィルム表面にスプレー塗工した。
【0220】
貧溶媒の混合溶媒を表面に塗られたセルロースエステルフィルムを、155℃の熱をかけながらテンターを用いて、幅方向に37%延伸した。延伸開始時の残留溶媒は15%であった。
【0221】
次いで、乾燥ゾーンを多数のロールで搬送させながら乾燥を終了させた。乾燥温度は120℃で、搬送張力は90N/mとした。
【0222】
以上のようにして、乾燥膜厚80μmのセルロースエステルフィルムを得た。
【0223】
(実施例3:撥水性フィルム3の作製)
セルロースエステルA(リンター綿から合成されたセルローストリアセテート、アセチル基置換度2.92、Mw=290000) 100質量部
添加剤AC1(メタ)アクリル系共重合体 10質量部
メチレンクロライド 430質量部
エタノール 40質量部
以上を密閉容器に投入し、加熱し、撹拌しながら、完全に溶解した。
【0224】
次いで、ベルト流延装置を用い、温度35℃、2.0m幅でステンレスバンド支持体に均一に流延した。ステンレスバンド支持体で、残留溶剤量が100%になるまで溶剤を蒸発させ、ステンレスバンド支持体101上から剥離した。剥離したセルロースエステルフィルムのウェブを35℃で溶剤を蒸発させ、1.80m幅にスリットし、その後、テンターでTD方向(フィルムの搬送方向と直交する方向)に1.4倍に延伸しながら、135℃の乾燥温度で乾燥させた。このときテンターで延伸を始めたときの残留溶剤量は20%であった。また、TD延伸時の最大応力は10MPaであった。
【0225】
その後、55℃に温めたアセトンと純水の割合が70:30Vol%の混合溶媒をフィルム表面にスプレー塗工したした後に、120℃の乾燥装置内を多数のロールで搬送させながら15分間乾燥させた後、1.7m幅にスリットし、フィルム両端に幅15mm、高さ10μmのナーリング加工を施し、巻芯に巻き取り、撥水性フィルム3を得た。撥水性フィルムの残留溶剤量は0.2%であり、膜厚は80μm、巻長6000mであった。
【0226】
(実施例4:撥水性フィルム4の作製)
セルロースエステルのアセチル基置換度を2.4に変更して、アセトン/水混合溶媒をテンターに延伸する前に塗工したこと以外は撥水性フィルム3と同様の方法でフィルムを作製した。撥水性フィルムの残留溶剤量は0.2%であり、膜厚は80μm、巻長は7000mであった。
【0227】
(実施例5:撥水性フィルム5の作製)
ダイヤナールBR85(三菱レイヨン(株)製)を溶融流延した。フィルム作製後、50℃に温めたエタノールと純水の割合が70:30Vol%の混合溶媒をフィルム表面に塗布して撥水性フィルムを作製した。膜厚は80μm、巻長は3000mであった。
【0228】
(実施例6:撥水性フィルム6の作製)
混合溶媒をスプレー塗布する前に巻き取る以外は実施例3と同様の方法でフィルムを作製した。巻き取ったフィルムを1NのKOH溶液で45℃30秒のけん化条件でアルカリ鹸化処理した。その後、実施例3の混合溶媒を塗布−乾燥して撥水性フィルム6を作製した。
【0229】
(実施例7:撥水性フィルム7の作製)
実施例5で作製したフィルムを以下のコロナ条件で行った。
【0230】
〈コロナ処理条件〉
高周波電源:春日電機株式会社製、AG1−021(出力電力量=1.0kW)
コロナ電極:春日電気株式会社製、アルミ5型6山(電極長500mm)
処理速度:15m/分
得られたフィルムを実施例5と同様の塗布方法で撥水性フィルムを作製した。
【0231】
(比較例1)
実施例3で調製したドープ液に混合溶媒の塗工なしで実施例3と同じように製膜した。巻膜厚は80μm、巻長は3000mであった。
【0232】
(比較例2)
実施例6で作製したフィルムにおいて、混合溶媒の塗工なしで実施例6と同じように製膜した。巻膜厚は80μm、巻長は3000mであった。
【0233】
(実施例8:硬化性樹脂層を有する撥水性フィルム8の作製)
イソフタル酸及びアジピン酸からなる多塩基酸と、ネオペンチルグリコールを反応させることにより生成する、重量平均分子量65000、酸価7mgKOH/g、不揮発分60%のポリエステル樹脂7質量部、ジペンタエリスリトールテトラアクリレート1.8質量部、n−ブタノール/キシレンの質量比が4/6となる混合溶媒57.2質量部、光重合開始剤(商品名:イルガキュアー907、チバガイギー社製)0.2質量部を混合・撹拌して硬化性樹脂層塗布液1を調製した。
【0234】
次いで、前記において作製した撥水性フィルム1の平滑面側に、硬化性樹脂層塗布液1をリバースコーティングにて塗布し、70℃で1分間乾燥後、窒素雰囲気中で230W/cmで紫外線照射(照射距離10cm、照射時間30秒)を行い、塗工膜を硬化させ、厚さ5μm、の硬化性樹脂層を形成した。
【0235】
(実施例9:硬化性樹脂層を有する撥水性フィルム9の作製)
(A)ペンタエリスリトールトリアクリレート[新中村化学工業(株)製、商品名「NKエステルA−TMM−3」、固形分濃度100%]100質量部に、(B)トリス(2−アクリロイルオキシエチル)イソシアヌレート[東亜合成化学工業(株)製、商品名「アロニックスM−315」、固形分濃度100%]200質量部、光重合開始剤として1−ヒドロキシ−シクロヘキシルフェニルケトン[チバ・ジャパン(株)社製、商品名「イルガキュア184」]6質量部を添加し、固形分濃度が40質量%になるようにプロピレングリコールモノメチルエーテルで希釈し、硬化性樹脂層塗布液2を調製した。
【0236】
次いで、前記において作製した撥水性フィルム2の平滑面側に硬化性樹脂層塗布液2をリバースコーティングにて塗布し、70℃で1分間乾燥後、窒素雰囲気中で230W/cmで紫外線照射(照射距離10cm、照射時間30秒)を行い、塗工膜を硬化させ、厚さ5μm、の硬化性樹脂層を形成した。
【0237】
《評価》
(表面形状の測定)
撥水性フィルムの凹凸形状構造が存在する面において、130μm×130μmの正方形の領域を無作為に5個所抽出し、それぞれにつき3D測定レーザー顕微鏡(オリンパス社製 3D測定レーザー顕微鏡 LEXT OLS4000)で測定した観察像を得た。
【0238】
レーザー顕微鏡で測定する際の条件は、倍率を350倍とした。なお、イメージは、光拡散フィルムの面を垂直に見る方向から取得した。
【0239】
5個所の観察像について凹凸形状構造プロファイルに基づき凹凸のピッチ、及び凸部の最高点と凹部の最低点との差を測定した。
【0240】
(撥水性:水との接触角)
撥水性は、純水との接触角を、温度23℃、相対湿度55%RHにおいて、協和界面科学株式会社製:接触角計CA−Vにより測定し評価した。
【0241】
(引き裂き強度)
23℃、55%RHの条件下で、フィルム搬送方向(MD方向)、搬送方向と直交する方向(TD方向)の両方向において、エレメンドルフ法の引き裂き荷重をJIS K 7128−1991に従い東洋精機(株)製の軽荷重引き裂き装置で引き裂き強度を測定した。20mN以上で良好なレベルを○とし、20mN未満であって通常の使用においては問題ないレベルを△とした。
【0242】
以上の評価結果を表1にまとめて示す。
【0243】
【表1】

【0244】
表1に示した結果から明らかように、本発明の非常に簡便な手段により、従来公知の撥水性付与技術で得られる撥水性(水との接触角が90度以上)と同等レベルの撥水性を得られることが分かる。
【0245】
すなわち、本発明により、親水性熱可塑性樹脂を含有する撥水性フィルムを、〔先行技術文献〕の欄に記載した特許文献1〜4に開示されているような従来技術に比べ、簡便に、効率よく、かつ大量生産規模で製造できる新たな撥水性フィルムの製造方法を提供することができることがわかる。また、当該製造方法によって製造された高い撥水性を有する撥水性フィルムを提供するこができることが分かる。
【符号の説明】
【0246】
a 凸部の最高点
b 凹部の最低点
h 凸部の最高点と凹部の最低点との差(深さ)
p ピッチ
1 押出し機
2 フィルター
3 スタチックミキサー
4 流延ダイ
5 回転支持体(第1冷却ロール)
6 挟圧回転体(タッチロール)
7 回転支持体(第2冷却ロール)
8 回転支持体(第3冷却ロール)
9 剥離ロール
10 フィルム
11、13、14 搬送ロール
12 延伸機
15 スリッター
16 巻き取り機
F 樹脂フィルム
【技術分野】
【0001】
本発明は、親水性熱可塑性樹脂を含有するフィルム基材の表面に凹凸形状構造を有する撥水性フィルムの製造方法と当該製造方法によって製造された撥水性フィルムに関する。
【背景技術】
【0002】
親水性熱可塑性樹脂は広範な分野で使用されているが、野外或いは高湿度環境下に設置する装置等に用いられる親水性熱可塑性樹脂については、その本来の特徴を維持したままで、防汚性と撥水性とを両立させる観点から、特に撥水性機能を付与する技術の開発が望まれている。
【0003】
撥水性とは、水をはじく性質のことであり、当該撥水性は、低エネルギー表面に表面粗さを付与することにより実現できることが、蓮の葉における撥水性の解析によって明らかになり、高い撥水性を付与するための技術について種々の検討がなされている。
【0004】
例えば、特許文献1には、表面の少なくとも一部に、大きい周期の凹凸構造が形成され、その凹凸構造が前記周期より小さい周期の凹凸構造を有し、その表面積倍増因子が5以上である撥水表面を形成する方法が提案されている。この凹凸の形成方法としては。機械加工、電機めっき等が開示されている。
【0005】
また、特許文献2には、表面に微細な凹凸が形成された撥水膜が、部材本体の表面に形成され、前記撥水膜の前記凹凸の表面に沿ってダイヤモンド状炭素薄膜が形成されている撥水性部材が提案されている。この凹凸の形成方法としては、研削、エッチング、プラズマCVD法などが開示されている。
【0006】
しかし、これらの提案は、研削装置、エッチングやリソグラフィーなどの特殊な装置を用いて凹凸を形成しており、汎用性に欠け、大量生産には不向きなものである。
【0007】
また、特許文献3には、透明材の表面に、背面からの光の輝度を高める第1の凹凸形状が形成され、当該第1の凹凸形状が形成された表面上に、撥水性を有する低表面エネルギー物質からなる薄層が積層され、当該薄層の表面に、前記第1の凹凸形状よりも小さい表面粗さの第2の凹凸形状が形成されている超撥水性材料が提案されている。しかし、当該提案の凹凸は薄膜内に含有された微粒子によって形成されているので、十分な強度や耐久性を有しないものである。
【0008】
また、特許文献4には、撥水性化合物を含む液中で、光の照射により突起を形成可能な突起形成性層を有する突起形成材料の当該突起形成性層に対しパターン状に光照射を行い、少なくとも露光領域に前記撥水性化合物が直接化学的に結合した突起形状物を形成する突起形成工程を含む撥水パターン構造物の製造方法が提案されている。しかし、当該製造方法は、表面積の広い材料の大量生産には不向きなものである。
【0009】
したがって、高い撥水性を有する親水性熱可塑性樹脂材料については、簡便に、効率よく、かつ大量生産規模で製造できる方法は、未だ得られておらず、その速やかな開発が望まれているのが現状である。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特公平7−197017号公報
【特許文献2】特開2001−79484号公報
【特許文献3】特開2003−1735号公報
【特許文献4】特開2006−341162号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記問題・状況にかんがみてなされたものであり、その解決課題は、親水性熱可塑性樹脂を含有する撥水性フィルムを、簡便に、効率よく、かつ大量生産規模で製造できる撥水性フィルムの製造方法を提供することである。また、当該製造方法によって製造された高い撥水性を有する撥水性フィルムを提供することである。
【課題を解決するための手段】
【0012】
本発明に係る上記課題は、以下の手段により解決される。
【0013】
1.親水性熱可塑性樹脂を含有するフィルム基材の表面に凹凸形状構造を有する撥水性フィルムの製造方法であって、当該親水性熱可塑性樹脂を含有するフィルム基材に貧溶媒を含む混合溶媒を塗工する工程、及び当該混合溶媒を塗工したフィルム基材を乾燥する工程を有することを特徴とする撥水性フィルムの製造方法。
【0014】
2.前記凹凸形状構造における凹凸の平均ピッチが50nm〜3μmの範囲内であり、かつ凸部の最高点と凹部の最低点との差の平均値が5nm〜5μmの範囲内であることを特徴とする前記第1項に記載の撥水性フィルムの製造方法。
【0015】
3.前記貧溶媒が、水とアルコール類の混合溶媒であることを特徴とする前記第1項又は第2項に記載の撥水性フィルムの製造方法。
【0016】
4.前記貧溶媒が、水とケトン類の混合溶媒であることを特徴とする前記第1項から第3項までのいずれか一項に記載の撥水性フィルムの製造方法。
【0017】
5.前記第1項から第4項までのいずれか一項に記載の撥水性フィルムの製造方法によって製造された撥水性フィルムであって、水との接触角が90度以上であることを特徴とする撥水性フィルム。
【0018】
6.前記撥水性フィルムが、その一方の面が撥水性を有し、当該一方の面の反対側の面に硬化性樹脂層を有することを特徴とする前記第5項に記載の撥水性フィルム。
【0019】
7.前記硬化性樹脂層を構成する樹脂が、活性線硬化樹脂であることを特徴とする前記第5項又は第6項に記載の撥水性フィルム。
【発明の効果】
【0020】
本発明の上記手段により、親水性熱可塑性樹脂を含有する撥水性フィルムを、簡便に、効率よく、かつ大量生産規模で製造できる撥水性フィルムの製造方法を提供することができる。また、当該製造方法によって製造された高い撥水性を有する撥水性フィルムを提供することができる。
【0021】
本発明に係る混合溶媒の作用機構は、不明であるが、水を含む貧溶媒ではフィルム基材の構成成分であるセルロースエステルの多数のヒドロキシル基(OH基)と、溶媒分子との相互作用が大きく、そのため、セルロースエステルを含む表面近傍微細構造の空隙部分に溶媒分子が浸透・溶解等して表面に凹凸構造が形成されたものと推定される。
【0022】
一方、メチレンクロライドなどの良溶媒を用いた場合は、水との相溶性が低く、かつ、セルロースエステルに対する溶解作用が大きいため、フィルム基材の構成成分のセルロースエステルを全体的に均一に溶解するのみで凹凸構造が形成されない。
【図面の簡単な説明】
【0023】
【図1】凹凸形状構造を3D測定レーザー顕微鏡で測定して得た観察像に基づく凹凸構造の一例を示す概念図、及び本発明に係る凹凸のピッチと凸部の最高点と凹部の最低点との差(深さ)の定義を示す概念図
【図2】撥水性フィルムの製造装置の実施形態の一例を示す概略フローシート
【発明を実施するための形態】
【0024】
本発明の撥水性フィルムの製造方法は、親水性熱可塑性樹脂を含有するフィルム基材の表面に凹凸形状構造を有する撥水性フィルムの製造方法であって、当該親水性熱可塑性樹脂を含有するフィルム基材に貧溶媒を含む混合溶媒を塗工する工程、及び当該混合溶媒を塗工したフィルム基材を乾燥する工程を有することを特徴とする。この特徴は、請求項1から請求項7までの請求項に係る発明に共通する技術的特徴である。
【0025】
本発明の実施態様としては、本発明の効果発現の観点から、前記凹凸形状構造における凹凸の平均ピッチが50nm〜3μmの範囲内であり、かつ凸部の最高点と凹部の最低点との差の平均値が5nm〜5μmの範囲内であることが好ましい。さらに、前記貧溶媒が、水とアルコール類の混合溶媒又は水とケトン類の混合溶媒であることが好ましい。
【0026】
本発明の撥水性フィルムの製造方法によって製造された撥水性フィルムとしては、水との接触角が90度以上でることが好ましい。また、当該撥水性フィルムが、その一方の面が撥水性を有し、当該一方の面の反対側の面に硬化性樹脂層を有することが好ましい。さらに、当該硬化性樹脂層を構成する樹脂が、活性線硬化樹脂であることが好ましい。
【0027】
なお、本願において「撥水性フィルム」とは、当該フィルムの表面の純水との接触角を、温度23℃、相対湿度55%RHにおいて、協和界面科学株式会社製:接触角計CA−Vにより測定したとき、当該接触角が85度以上の値を示す樹脂フィルムをいう。
【0028】
以下、本発明とその構成要素、及び本発明を実施するための形態・態様について詳細な説明をする。なお、本願において、「〜」は、その前後に記載される数値を下限値及び上限値として含む意味で使用する。
【0029】
(撥水性フィルムの製造方法の概要)
本発明の撥水性フィルムの製造方法は、親水性熱可塑性樹脂を含有するフィルム基材の表面に凹凸形状構造を有する撥水性フィルムの製造方法であって、当該親水性熱可塑性樹脂を含有するフィルム基材に貧溶媒を含む混合溶媒を塗工する工程、及び前記混合溶媒を塗工したフィルム基材を乾燥する工程を有することを特徴とする。
【0030】
すなわち、本発明において、表面に凹凸形状構造を形成・付与する手段として、貧溶媒を含む混合溶媒を塗工することを特徴とする。なお、当該貧溶媒のpHは、セルロースエステルフィルム等のアルカリ鹸化処理において用いられる処理液のpHより低く、例えば、25℃において、pH5.5〜7.5の領域内であることが好ましい。
【0031】
なお、混合溶媒塗工を施したフィルムの表面粗さRaと当該前記混合溶媒塗工を施さないフィルムの表面粗さRaが、3nm以上相違するように調整することが好ましい。当該調整の方法としては、塗工する混合溶媒の溶媒化学種の選択、量、混合組成、溶媒の温度、乾燥温度等の条件の適正化等による方法が好ましい。
【0032】
例えば、樹脂フィルム基材として、アクリル樹脂とセルロースエステル樹脂との混合物を用いる場合、40〜60℃に温めたエタノールと純水の割合が50:50〜80:20Vol%の混合溶媒をフィルム表面にスプレー塗工し、その後、110〜150℃の乾燥ゾーンで搬送させながら乾燥することが好ましい。
【0033】
撥水性フィルムの製造方法の詳細については、後述する。
【0034】
(貧溶媒)
本発明の撥水性フィルムの製造方法は、親水性熱可塑性樹脂を含有するフィルム基材に貧溶媒を含む混合溶媒を塗工する工程及び乾燥する工程を有することを特徴とする。
【0035】
ここで、貧溶媒とは、下記親水性熱可塑性樹脂の固形分3g相当に、溶解性を測定しようとする溶媒を全量が20gになるように加え、温度25℃にてかきまぜた場合に、にごりが認められたり、増粘、分離が認められたものを、当該試料に対し貧溶媒であるとする。
【0036】
親水性熱可塑性樹脂が、例えばポリエステル系樹脂又はポリエステルウレタン系樹脂である場合、貧溶媒としては、キシレン、エチルセロソルブ、プロピレングリコールモノメチルエーテル、イソブタノール、イソプロパノール、エタノール、メタノール、ヘキサン、精製水などを例示することができる。
【0037】
また、親水性熱可塑性樹脂がアクリル系樹脂である場合、貧溶媒としては、エチルセロソルブ、プロピレングリコールモノメチルエーテル、イソブタノール、イソプロパノール、エタノール、メタノール、ヘキサン、精製水などを例示することができる。
【0038】
本発明においては、親水性熱可塑性樹脂に対して貧溶媒は、上記溶媒二種以上を混合して用いることが好ましい。特に、水とアルコール類(メタノール、エタノール、イソプロパノール等)の混合溶媒であることが好ましい。また、水とケトン類(アセトン、プロパノン、ブタノン等)の混合溶媒であってもよい。
【0039】
(撥水性フィルムの特徴)
本発明に係る撥水性フィルムは、当該撥水性フィルムの少なくとも一方の表面に凹凸形状構造を有し、当該凹凸形状構造における凹凸の平均ピッチが50nm〜3μmの範囲内であり、かつ凸部の最高点と凹部の最低点との差(深さ)の平均値が5nm〜5μmの範囲内であることが、撥水性の観点から好ましい。
【0040】
なお、当該凹凸の平均ピッチは、100nm〜1μmの範囲内であることが好ましい。また、当該凸部の最高点と凹部の最低点との差(深さ)の平均値は、10nm〜1μmの範囲内であることが好ましい。
【0041】
ここで、本発明に係る凹凸のピッチ、及び凸部の最高点と凹部の最低点との差(深さ)は、具体的には下記方法により測定される値である(図1参照)。
【0042】
先ず、撥水性フィルムの凹凸形状構造が存在する面において、130μm×130μmの正方形の領域を無作為に5個所抽出し、それぞれにつき3D測定レーザー顕微鏡で測定した観察像を得る。
【0043】
レーザー顕微鏡で測定する際の条件は、倍率を350倍とする。なお、当該観察像は、撥水性フィルムの面を垂直に見る方向から取得する。
【0044】
そして、5個所の観察像について得られた凹凸構造プロファイルに基づき凹凸のピッチ、及び凸部の最高点と凹部の最低点との差(深さ)を測定した。
【0045】
本願において、凹凸構造プロファイルにおいて各凹凸形状の最高点と最低点の中点を含む水平線より下方にある部分を「凹部」といい、当該水平面より上方にある部分を「凸部」という。
【0046】
ここで、「凸部の最高点」とは、各凹凸形状における凸部の最高点(高さが極大値である点)をいう。また、「凹部の最低点」とは、各凹凸形状における凹部の最低点(高さが極小値である点)をいう。
【0047】
「凹凸のピッチ」とは、隣接する凸部同士の最高点(ピーク)間の間隔をいう。また、「凹凸の平均ピッチ」とは、5個所の観察像のそれぞれについて測定領域130μmの範囲内に存在する凸部の最高点(ピーク)の数で130μmを除して得た値の平均値をいう。
【0048】
「凸部の最高点と凹部の最低点との差(深さ)」とは、隣接する凸部と凹部の最高点との最低点との差をいう。当該差(深さ)の平均値は、5個所の観察像のそれぞれについて測定領域130μmの範囲内に存在する各凹凸について測定して得た値の平均値をいう。
【0049】
なお、凹凸のピッチ、及び凸部の最高点と凹部の最低点との差(深さ)について、上記所定の範囲内に制御する方法としては、下記の製造方法において、製造条件を適切化することによって行うことができる。
【0050】
(親水性熱可塑性樹脂を含有するフィルム基材)
本発明に係る撥水性フィルムは、親水性熱可塑性樹脂を含有するフィルム基材の表面に凹凸形状構造を有することを特徴とする。
【0051】
ここで、「親水性熱可塑性樹脂」とは、ガラス転移温度又は融点まで加熱することによって軟らかくなり、目的の形に成形できる樹脂であって、親水性基を有する樹脂をいう。
【0052】
親水性を発現する親水性基として、ヒドロキシシル基(水酸基)、カルボキシル基、スルホン基、スルホニル基、アミノ基、アミド基、エーテル結合及びエステル結合(−CO−O−)から選ばれた少なくとも一種を有する樹脂が好ましい。
【0053】
親水性熱可塑性樹脂としては、ヒドロキシメチルセルロース、メチルセルロース等のセルロース誘導体、2−ヒドロキシエチル基、2−ヒドロキシプロピル基等のヒドロキシアルキル基を含むアクリル酸、メタクリル酸、ないしはマレイン酸のエステルの重合体や共重合体ないしはそれらの架橋体、ポリアクリルアミドやその共重合体、アクリロニトリルの重合体や架橋重合体の加水分解物、アクリル酸やメタクリル酸の重合体やその共重合体ないしはそれらの架橋体等のポリアクリル系樹脂、ポリビニルピロリドン系樹脂、ポリビニルアルコール及びその変成物、例えばカチオン化ポリビニルアルコール、シラノール化ポリビニルアルコール、スルホン化ポリビニルアルコールなど、ポリビニルアセタール系樹脂、ポリビニルブチラール系樹脂、澱粉−アクリロニトリル重合体の加水分解生成物、無水マレイン酸共重合体、ポリアクリルアミド系樹脂、ポリエチレンポリアミド系樹脂、ポリアミドポリアミン系樹脂、ポリエチレンオキサイド、ポリエチレンオキサイド−ポリプロピレンオキサイド共重合体等のポリアルキレンオキサイド誘導体、ポリエステル系樹脂、ポリウレタン系樹脂などが挙げられる。
【0054】
なお、本発明においては、上記の親水性熱可塑性樹脂を含有することを要するが、非親水性可塑性樹脂を含有してもよい。
【0055】
以下、本発明において好適に用いることができる親水性熱可塑性樹脂ないし熱可塑性樹脂について詳細な説明をする。
【0056】
〈セルロースエステル樹脂〉
本発明に用いることができるセルロースエステル樹脂は、セルロース(ジ、トリ)アセテート、セルロースプロピオネート、セルロースブチレート、セルロースアセテートプロピオネート、セルロースアセテートブチレート、セルロースアセテートフタレート、及びセルロースフタレートから選ばれる少なくとも1種であることが好ましい。
【0057】
これらの中で特に好ましいセルロースエステルは、セルローストリアセテート、セルロースプロピオネート、セルロースブチレート、セルロースアセテートプロピオネートやセルロースアセテートブチレートが挙げられる。
【0058】
混合脂肪酸エステルの置換度として、炭素原子数2〜4のアシル基を置換基として有している場合、アセチル基の置換度をXとし、プロピオニル基又はブチリル基の置換度をYとした時、下記式(I)及び(II)を同時に満たすセルロースエステルを含むセルロース樹脂であることが好ましい。
【0059】
式(I) 2.0≦X+Y≦3.0
式(II) 0≦X≦2.5
さらに、本発明で用いられるセルロースエステルは、重量平均分子量Mw/数平均分子量Mn比が1.5〜5.5のものが好ましく用いられ、特に好ましくは2.0〜5.0であり、さらに好ましくは2.5〜5.0であり、さらに好ましくは3.0〜5.0のセルロースエステルが好ましく用いられる。
【0060】
本発明で用いられるセルロースエステルの原料セルロースは、木材パルプでも綿花リンターでもよく、木材パルプは針葉樹でも広葉樹でもよいが、針葉樹の方がより好ましい。製膜の際の剥離性の点からは綿花リンターが好ましく用いられる。これらから作られたセルロースエステルは適宜混合して、或いは単独で使用することができる。
【0061】
例えば、綿花リンター由来セルロースエステル:木材パルプ(針葉樹)由来セルロースエステル:木材パルプ(広葉樹)由来セルロースエステルの比率が100:0:0、90:10:0、85:15:0、50:50:0、20:80:0、10:90:0、0:100:0、0:0:100、80:10:10、85:0:15、40:30:30で用いることができる。
【0062】
本発明において、セルロースエステル樹脂は、20mlの純水(電気伝導度0.1μS/cm以下、pH6.8)に1g投入し、25℃、1hr、窒素雰囲気下にて攪拌した時のpHが6〜7、電気伝導度が1〜100μS/cmであることが好ましい。
【0063】
〈アクリル樹脂〉
本発明に用いることができるアクリル樹脂には、メタクリル樹脂も含まれる。樹脂としては特に制限されるものではないが、メチルメタクリレート単位50〜99質量%、及びこれと共重合可能な他の単量体単位1〜50質量%からなるものが好ましい。
【0064】
共重合可能な他の単量体としては、アルキル数の炭素数が2〜18のアルキルメタクリレート、アルキル数の炭素数が1〜18のアルキルアクリレート、アクリル酸、メタクリル酸等のα,β−不飽和酸、マレイン酸、フマル酸、イタコン酸等の不飽和基含有二価カルボン酸、スチレン、α−メチルスチレン、核置換スチレン等の芳香族ビニル化合物、アクリロニトリル、メタクリロニトリル等のα,β−不飽和ニトリル、無水マレイン酸、マレイミド、N−置換マレイミド、グルタル酸無水物等が挙げられ、これらは単独で、あるいは2種以上を併用して用いることができる。
【0065】
これらの中でも、メチルアクリレート、エチルアクリレート、n−プロピルアクリレート、n−ブチルアクリレート、s−ブチルアクリレート、2−エチルヘキシルアクリレート等が好ましく、メチルアクリレートやn−ブチルアクリレートが特に好ましく用いられる。
【0066】
アクリル樹脂としては、市販のものも使用することができる。例えば、デルペット60N、80N(旭化成ケミカルズ(株)製)、ダイヤナールBR52、BR80、BR83、BR85、BR88(三菱レイヨン(株)製)、KT75(電気化学工業(株)製)等が挙げられる。
【0067】
〈環状オレフィン樹脂〉
本発明においては、環状オレフィン樹脂を用いることも好ましい。環状オレフィン樹脂としては、ノルボルネン系樹脂、単環の環状オレフィン系樹脂、環状共役ジエン系樹脂、ビニル脂環式炭化水素系樹脂、及び、これらの水素化物等を挙げることができる。これらの中で、ノルボルネン系樹脂は、透明性と成形性が良好なため、好適に用いることができる。
【0068】
ノルボルネン系樹脂としては、例えば、ノルボルネン構造を有する単量体の開環重合体若しくはノルボルネン構造を有する単量体と他の単量体との開環共重合体又はそれらの水素化物、ノルボルネン構造を有する単量体の付加重合体若しくはノルボルネン構造を有する単量体と他の単量体との付加共重合体又はそれらの水素化物等を挙げることができる。
【0069】
これらの中で、ノルボルネン構造を有する単量体の開環(共)重合体水素化物は、透明性、成形性、耐熱性、低吸湿性、寸法安定性、軽量性などの観点から、特に好適に用いることができる。
【0070】
ノルボルネン構造を有する単量体としては、ビシクロ[2.2.1]ヘプト−2−エン(慣用名:ノルボルネン)、トリシクロ[4.3.0.12,5]デカ−3,7−ジエン(慣用名:ジシクロペンタジエン)、7,8−ベンゾトリシクロ[4.3.0.12,5]デカ−3−エン(慣用名:メタノテトラヒドロフルオレン)、テトラシクロ[4.4.0.12,5.17,10]ドデカ−3−エン(慣用名:テトラシクロドデセン)、及びこれらの化合物の誘導体(例えば、環に置換基を有するもの)などを挙げることができる。ここで、置換基としては、例えばアルキル基、アルキレン基、極性基などを挙げることができる。また、これらの置換基は、同一又は相異なって複数個が環に結合していてもよい。ノルボルネン構造を有する単量体は1種単独で、あるいは2種以上を組み合わせて用いることができる。
【0071】
極性基の種類としては、ヘテロ原子、又はヘテロ原子を有する原子団などが挙げられる。ヘテロ原子としては、例えば、酸素原子、窒素原子、硫黄原子、ケイ素原子、ハロゲン原子などが挙げられる。極性基の具体例としては、カルボキシル基、カルボニルオキシカルボニル基、エポキシ基、ヒドロキシル基、オキシ基、エステル基、シラノール基、シリル基、アミノ基、ニトリル基、スルホン基などが挙げられる。
【0072】
ノルボルネン構造を有する単量体と開環共重合可能な他の単量体としては、シクロヘキセン、シクロヘプテン、シクロオクテンなどのモノ環状オレフィン類及びその誘導体、シクロヘキサジエン、シクロヘプタジエンなどの環状共役ジエン及びその誘導体などが挙げられる。
【0073】
ノルボルネン構造を有する単量体の開環重合体及びノルボルネン構造を有する単量体と共重合可能な他の単量体との開環共重合体は、単量体を公知の開環重合触媒の存在下に(共)重合することにより得ることができる。
【0074】
ノルボルネン構造を有する単量体と付加共重合可能な他の単量体としては、例えば、エチレン、プロピレン、1−ブテンなどの炭素数2〜20のα−オレフィン及びこれらの誘導体;シクロブテン、シクロペンテン、シクロヘキセンなどのシクロオレフィン及びこれらの誘導体;1,4−ヘキサジエン、4−メチル−1,4−ヘキサジエン、5−メチル−1,4−ヘキサジエンなどの非共役ジエンなどが挙げられる。これらの単量体は1種単独で、あるいは2種以上を組み合わせて用いることができる。これらの中でも、α−オレフィンが好ましく、エチレンがより好ましい。
【0075】
ノルボルネン構造を有する単量体の付加重合体及びノルボルネン構造を有する単量体と共重合可能な他の単量体との付加共重合体は、単量体を公知の付加重合触媒の存在下に重合することにより得ることができる。
【0076】
ノルボルネン構造を有する単量体の開環重合体の水素添加物、ノルボルネン構造を有する単量体とこれと開環共重合可能なその他の単量体との開環共重合体の水素添加物、ノルボルネン構造を有する単量体の付加重合体の水素添加物、及びノルボルネン構造を有する単量体とこれと付加共重合可能なその他の単量体との付加共重合体の水素添加物は、これらの重合体の溶液に、ニッケル、パラジウムなどの遷移金属を含む公知の水素添加触媒を添加し、炭素−炭素不飽和結合を好ましくは90%以上水素添加することによって得ることができる。
【0077】
ノルボルネン系樹脂の中でも、繰り返し単位として、X:ビシクロ[3.3.0]オクタン−2,4−ジイル−エチレン構造と、Y:トリシクロ[4.3.0.12,5]デカン−7,9−ジイル−エチレン構造とを有し、これらの繰り返し単位の含有量が、ノルボルネン系樹脂の繰り返し単位全体に対して90質量%以上であり、かつ、Xの含有割合とYの含有割合との比が、X:Yの質量比で100:0〜40:60であるものが好ましい。このような樹脂を用いることにより、長期的に寸法変化がなく、光学特性の安定性に優れる撥水性フィルムを得ることができる。
【0078】
本発明に用いる環状オレフィン樹脂の分子量は使用目的に応じて適宜選定される。溶媒としてシクロヘキサン(重合体樹脂が溶解しない場合はトルエン)を用いるゲル・パーミエーション・クロマトグラフィーで測定したポリイソプレン又はポリスチレン換算の重量平均分子量(Mw)で、通常20,000〜150,000である。好ましくは25,000〜100,000、より好ましくは30,000〜80,000である。重量平均分子量がこのような範囲にあるときに、フィルムの機械的強度及び成型加工性とが高度にバランスされ好適である。
【0079】
環状オレフィン樹脂のガラス転移温度は、使用目的に応じて適宜選択されればよい。耐久性及び延伸加工性の観点から、好ましくは130〜160℃、より好ましくは135〜150℃の範囲である。
【0080】
環状オレフィン樹脂の分子量分布(重量平均分子量(Mw)/数平均分子量(Mn))は、緩和時間、生産性等の観点から、1.2〜3.5、好ましくは1.5〜3.0、さらに好ましくは1.8〜2.7である。
【0081】
本発明に用いる環状オレフィン樹脂は、光弾性係数の絶対値が10×10−12Pa−1以下であることが好ましく、7×10−12Pa−1以下であることがより好ましく、4×10−12Pa−1以下であることが特に好ましい。光弾性係数Cは、複屈折をΔn、応力をσとしたとき、C=Δn/σで表される値である。
【0082】
本発明において、環状オレフィン樹脂には、実質的に粒子を含まないことが好ましい。ここで、実質的に粒子を含まないとは、環状オレフィン樹脂からなるフィルムへ粒子を添加しても、未添加状態からのヘイズの上昇巾が0.05%以下の範囲である量までは許容できることを意味する。特に、脂環式ポリオレフィン樹脂は、多くの有機粒子や無機粒子との親和性に欠けるため、上記範囲を超えた粒子を添加した環状オレフィン樹脂フィルムを延伸すると、空隙が発生しやすく、その結果として、ヘイズの著しい低下が生じるおそれがある。
【0083】
〈ポリカーボネート樹脂〉
本発明では、種々の公知のポリカーボネート樹脂も使用することができる。本発明においては、特に芳香族ポリカーボネートを用いることが好ましい。当該芳香族ポリカーボネートについて特に制約はなく、所望するフィルムの諸特性が得られる芳香族ポリカーボネートであれば特に制約はない。
【0084】
一般に、ポリカーボネートと総称される高分子材料は、その合成手法において重縮合反応が用いられて、主鎖が炭酸結合で結ばれているものを総称するが、これらの内でも、一般に、フェノール誘導体と、ホスゲン、ジフェニルカーボネートらから重縮合で得られるものを意味する。通常、ビスフェノール−Aと呼称されている2,2−ビス(4−ヒドロキシフェニル)プロパンをビスフェノール成分とする繰り返し単位で表される芳香族ポリカーボネートが好ましく選ばれるが、適宜各種ビスフェノール誘導体を選択することで、芳香族ポリカーボネート共重合体を構成することができる。
【0085】
かかる共重合成分としてこのビスフェノール−A以外に、ビス(4−ヒドロキシフェニル)メタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン、9,9−ビス(4−ヒドロキシフェニル)フルオレン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン、2,2−ビス(4−ヒドロキシ−3−メチルフェニル)プロパン、2,2−ビス(4−ヒドロキシフェニル)−2−フェニルエタン、2,2−ビス(4−ヒドロキシフェニル)−1,1,1,3,3,3−ヘキサフロロプロパン、ビス(4−ヒドロキシフェニル)ジフェニルメタン、ビス(4−ヒドロキシフェニル)サルファイド、ビス(4−ヒドロキシフェニル)スルホン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン等を挙げることができる。
【0086】
また、一部にテレフタル酸及び/又はイソフタル酸成分を含む芳香族ポリエステルカーボネートを使用することも可能である。このような構成単位をビスフェノール−Aからなる芳香族ポリカーボネートの構成成分の一部に使用することにより芳香族ポリカーボネートの性質、例えば耐熱性、溶解性を改良することができるが、このような共重合体についても本発明は有効である。
【0087】
ここで用いられる芳香族ポリカーボネートの粘度平均分子量は、10000以上、200000以下であれば好適に用いられる。粘度平均分子量20000〜120000が特に好ましい。粘度平均分子量が10000より低い樹脂を使用すると得られるフィルムの機械的強度が不足する場合があり、また400000以上の高分子量になるとドープの粘度が大きくなり過ぎ取扱い上問題を生じるので好ましくない。粘度平均分子量は市販の高速液体クロマトグラフィ等で測定することができる。
【0088】
本発明に係る芳香族ポリカーボネートのガラス転移温度は200℃以上であることが高耐熱性のフィルムを得る上で好ましく、より好ましくは230℃以上である。これらは、上記共重合成分を適宜選択して得ることができる。ガラス転移温度は、DSC装置(示差走査熱量分析装置)にて測定することができ、例えばセイコー電子工業株式会社製:RDC220にて、10℃/分の昇温条件によって求められる、ベースラインが偏奇し始める温度である。
【0089】
本発明において、上記芳香族ポリカーボネートを含むドープ組成物に用いる溶媒は、メチレンクロライド、及び炭素数1〜6の直鎖又は分岐鎖状の脂肪族アルコールを4〜14質量部含有する混合溶媒であることが好ましい。
【0090】
上記炭素数1〜6の直鎖又は分岐鎖状の脂肪族アルコールの混合量は、好ましくは4〜12質量部である。このような混合溶媒を用い、従来よりも高い残留溶媒濃度でウェブを剥離することにより、ウェブ剥離時の強い静電気の発生を抑制し、これによりベルトが損傷したり、フィルムのスジやムラ、微小傷の発生を防止することができる。
【0091】
加えるアルコールの種類は用いる溶媒により制限される。アルコールと当該溶媒とが相溶性があることが必要条件である。これらは単独で加えても良いし、2種類以上組み合わせても問題ない。本発明におけるアルコールとしては、炭素数1〜6、好ましくは1〜4、より好ましくは2〜4の鎖状、或いは分岐した脂肪族アルコールが好ましい。具体的にはメタノール、エタノール、イソプロパノール、ターシャリーブタノールなどが挙げられる。これらのうちエタノール、イソプロパノール、ターシャリーブタノールはほぼ同等の効果が得られるが、メタノールはやや効果が低い。理由は明らかでないが溶媒の沸点、即ち乾燥時の飛び易さが関係しているものと推測している。それ以上の高級アルコールは、高沸点であるためフィルム製膜後も残留しやすくなるので好ましくない。
【0092】
アルコールの添加量は慎重に選択されなければならない。これらのアルコールは芳香族ポリカーボネートに対する溶解性には全く乏しく、完全な貧溶媒である。従ってあまり多く加えることはできず、満足すべき剥離性が得られる最少量とすべきである。前述したようにメチレンクロライドに対して4〜14質量部、好ましくは4〜12質量部である。メチレンクロライド量に対しては、添加量が4〜14質量部の範囲であると、当該溶媒のポリマーに対する溶解性、ドープ安定性が向上し、剥離性改善の効果が大きくなる。
【0093】
本発明はドープ組成物中、上記メチレンクロライドと脂肪族アルコールで構成されるが、他の溶媒を使用することもできる。その他残りの溶媒としては芳香族ポリカーボネートを高濃度に溶解し、かつアルコールと相溶性があること、さらに低沸点溶媒であれば特に限定はない。例えば、芳香族ポリカーボネートに対して溶解力のある溶媒として、塩化メチレン以外にクロロホルム、1,2−ジクロロエタン、1,1,2−トリクロロエタン、クロロベンゼンなどのハロゲン系溶媒、1,3−ジオキソラン、1,4−ジオキサン、テトラヒドロフラン等の環状エーテル系の溶媒、シクロヘキサノン等のケトン系の溶媒が挙げられる。
【0094】
他の溶媒を使用する場合は特に限定はなく、効果を勘案して用いればよい。ここでいう効果とは、溶解性や安定性を犠牲にしない範囲で溶媒を混合することによる、たとえば溶液流延法により製膜したフィルムの表面性の改善(レベリング効果)、蒸発速度や系の粘度調節、結晶化抑制効果などである。これらの効果の度合により混合する溶媒の種類や添加量を決定すればよく、また混合する溶媒として1種又は2種以上用いてもかまわない。
【0095】
好適に用いられる他の溶媒としてはクロロホルム、1,2−ジクロロエタンなどのハロゲン系溶媒、トルエン、キシレンなどの炭化水素系溶媒、アセトン、メチルエチルケトン、シクロヘキサノンなどのケトン系溶媒、酢酸エチル、酢酸ブチルなどのエステル系溶媒、エチレングリコールジメチルエーテル、メトキシエチルアセテートなどのエーテル系溶媒が挙げられる。
【0096】
本発明に係るドープ組成物は、結果としてヘイズの低い透明な溶液が得られればいかなる方法で調製してもよい。あらかじめある溶媒に溶解させた芳香族ポリカーボネート溶液に、アルコールを所定量添加してもよいし、アルコールを含む混合溶媒に芳香族ポリカーボネートを溶解させてもよい。ただ先にも述べた様にアルコールは貧溶媒であるため、前者の後から添加する方法ではポリマーの析出によるドープ白濁の可能性があるため、後者の混合溶媒に溶解させる方法が好ましい。
【0097】
〈ポリエステル樹脂〉
本発明において用いることができるポリエステル樹脂は、ジカルボン酸とジオールを重合することにより得られ、ジカルボン酸構成単位(ジカルボン酸に由来する構成単位)の70%以上が芳香族ジカルボン酸に由来し、かつジオール構成単位(ジオールに由来する構成単位)の70%以上が脂肪族ジオールに由来する。
【0098】
芳香族ジカルボン酸に由来する構成単位の割合は70%以上、好ましくは80%以上、さらに好ましくは90%以上である。
【0099】
脂肪族ジオールに由来する構成単位の割合は70%以上、好ましくは80%以上、さらに好ましくは90%以上である。ポリエステル樹脂は、2種以上を併用してもよい。
【0100】
前記芳香族ジカルボン酸として、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,7−ナフタレンジカルボン酸等のナフタレンジカルボン酸、4,4′−ビフェニルジカルボン酸、3,4′−ビフェニルジカルボン酸等及びこれらのエステル形成性誘導体が例示できる。
【0101】
ポリエステル樹脂には本発明の目的を損なわない範囲でアジピン酸、アゼライン酸、セバシン酸等の脂肪族ジカルボン酸や安息香酸、プロピオン酸、酪酸等のモノカルボン酸を用いることができる。
【0102】
前記脂肪族ジオールとして、エチレングリコール、1,3−プロピレンジオール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、1,6−ヘキサンジオール等及びこれらのエステル形成性誘導体が例示できる。
【0103】
ポリエステル樹脂には本発明の目的を損なわない範囲でブチルアルコール、ヘキシルアルコール、オクチルアルコール等のモノアルコール類や、トリメチロールプロパン、グリセリン、ペンタエリスリトール等の多価アルコール類を用いることもできる。
【0104】
ポリエステル樹脂の製造には、公知の方法である直接エステル化法やエステル交換法を適用することができる。ポリエステル樹脂の製造時に使用する重縮合触媒としては、公知の三酸化アンチモン、五酸化アンチモン等のアンチモン化合物、酸化ゲルマニウム等のゲルマニウム化合物、酢酸チタン等のチタン化合物、塩化アルミニウム等のアルミニウム化合物等が例示できるが、これらに限定されない。
【0105】
好ましいポリエステル樹脂としては、ポリエチレンテレフタレート樹脂、ポリエチレンテレフタレート−イソフタレート共重合樹脂、ポリエチレン−1,4−シクロヘキサンジメチレン−テレフタレート共重合樹脂、ポリエチレン−2,6−ナフタレンジカルボキレート樹脂、ポリエチレン−2,6−ナフタレンジカルボキシレート−テレフタレート共重合樹脂、ポリエチレン−テレフタレート−4,4′−ビフェニルジカルボキシレート樹脂、ポリ−1,3−プロピレン−テレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリブチレン−2,6−ナフタレンジカルボキシレート樹脂等がある。
【0106】
より好ましいポリエステル樹脂としては、ポリエチレンテレフタレート樹脂、ポリエチレンテレフタレート−イソフタレート共重合樹脂、ポリエチレン−1,4−シクロヘキサンジメチレン−テレフタレート共重合樹脂、ポリブチレンテレフタレート樹脂及びポリエチレン−2,6−ナフタレンジカルボキシレート樹脂が挙げられる。
【0107】
ポリエステル樹脂の固有粘度(フェノール/1,1,2,2−テトラクロロエタン=60/40質量比混合溶媒中、25℃で測定した値)は、0.7〜2.0dl/gが好ましく、より好ましくは0.8〜1.5dl/gである。固有粘度が0.7以上であるとポリエステル樹脂の分子量が充分に高いために、これを使用して得られるポリエステル樹脂組成物からなる成形物が成形物として必要な機械的性質を有すると共に、透明性が良好となる。固有粘度が2.0以下の場合、成形性が良好となる。
【0108】
〈その他添加剤〉
本発明に係る熱可塑性樹脂基材及び当該基材上に設けられた各種機能層には、目的に応じて種々の化合物等を添加剤として含有させることができる。例えば、可塑剤、酸化防止剤、酸捕捉剤、光安定剤、紫外線吸収剤、光学異方性制御剤、マット剤、帯電防止剤、剥離剤、等を含有させることができる。
【0109】
前記添加剤の中で、本発明に有効に寄与するのは光学異方性制御剤であり、特にリターデーション上昇剤が光学的に複屈折性を本願目的の平面から斜め方向に発現し易くするため好ましい。リターデーション上昇剤は、少なくとも二つの芳香族環を有する芳香族化合物が好ましい。芳香族化合物は、樹脂の100質量部に対して、0.01乃至20質量部の範囲で使用することが好ましい。そして、0.05乃至15質量部の範囲で使用することが好ましく、0.1乃至10質量部の範囲で使用することがさらに好ましい。二種類以上の芳香族化合物を併用してもよい。芳香族化合物の芳香族環には、芳香族炭化水素環に加えて、芳香族性ヘテロ環を含む。芳香族炭化水素環は、6員環(すなわち、ベンゼン環)であることが特に好ましい。芳香族性ヘテロ環は一般に、不飽和ヘテロ環である。芳香族性ヘテロ環は、5員環、6員環又は7員環であることが好ましく、5員環又は6員環であることがさらに好ましい。芳香族性ヘテロ環は一般に、最多の二重結合を有する。ヘテロ原子としては、窒素原子、酸素原子及び硫黄原子が好ましく、窒素原子が特に好ましい。芳香族性ヘテロ環の例には、フラン環、チオフェン環、ピロール環、オキサゾール環、イソオキサゾール環、チアゾール環、イソチアゾール環、イミダゾール環、ピラゾール環、フラザン環、トリアゾール環、ピラン環、ピリジン環、ピリダジン環、ピリミジン環、ピラジン環及び1,3,5−トリアジン環が含まれる。これらについては、特開2004−109410号、特開2003−344655号、特開2000−275434号、特開2000−111914号、特開平12−275434号公報などに詳細が記載されている。
【0110】
本発明に係る撥水性フィルムは、作製されたフィルムがハンドリングされる際に、傷が付いたり、搬送性が悪化することを防止するために、マット剤として、微粒子を添加しても良い。
【0111】
微粒子としては、無機化合物の例として、二酸化珪素、二酸化チタン、酸化アルミニウム、酸化ジルコニウム、炭酸カルシウム、炭酸カルシウム、タルク、クレイ、焼成カオリン、焼成ケイ酸カルシウム、水和ケイ酸カルシウム、ケイ酸アルミニウム、ケイ酸マグネシウム及びリン酸カルシウム等を挙げることができる。微粒子は珪素を含むものが、濁度が低くなる点で好ましく、特に二酸化珪素が好ましい。
【0112】
微粒子の一次粒子の平均粒径は5〜400nmが好ましく、さらに好ましいのは10〜300nmである。これらは主に粒径0.05〜0.3μmの2次凝集体として含有されていてもよく、平均粒径100〜400nmの粒子であれば凝集せずに一次粒子として含まれていることも好ましい。撥水性フィルム中のこれらの微粒子の含有量は0.01〜1質量%であることが好ましく、特に0.05〜0.5質量%が好ましい。共流延法による多層構成の撥水性フィルムの場合は、表面にこの添加量の微粒子を含有することが好ましい。
【0113】
二酸化珪素の微粒子は、例えば、アエロジルR972、R972V、R974、R812、200、200V、300、R202、OX50、TT600(以上日本アエロジル(株)製)の商品名で市販されており、使用することができる。
【0114】
酸化ジルコニウムの微粒子は、例えば、アエロジルR976及びR811(以上日本アエロジル(株)製)の商品名で市販されており、使用することができる。
【0115】
ポリマーの例として、シリコーン樹脂、フッ素樹脂及びアクリル樹脂を挙げることができる。シリコーン樹脂が好ましく、特に三次元の網状構造を有するものが好ましく、例えば、トスパール103、同105、同108、同120、同145、同3120及び同240(以上東芝シリコーン(株)製)の商品名で市販されており、使用することができる。
【0116】
これらの中でもアエロジル200V、アエロジルR972Vが撥水性フィルムのヘイズを低く保ちながら、摩擦係数を下げる効果が大きいため特に好ましく用いられる。本発明の撥水性フィルムにおいては、少なくとも一方の面の動摩擦係数が0.2〜1.0であることが好ましい。
【0117】
(撥水性フィルムの製造方法)
本発明に係る樹脂フィルム基材をフィルムとして製造する方法としては、通常のインフレーション法、T−ダイ法、カレンダー法、切削法、流延法、エマルジョン法、ホットプレス法等の製造法が使用できるが、着色抑制、異物欠点の抑制、ダイラインなどの光学欠点の抑制などの観点から流延法による溶液流延法、溶融流延法が好ましい。
【0118】
以下、本発明に係る撥水性フィルムを作製する場合の製造方法について詳述する。
【0119】
<溶液流延法による撥水性フィルムの製造方法>
《有機溶媒》
本発明に係る撥水性フィルムを溶液流延法で製造する場合、ドープを形成するのに有用な有機溶媒は、セルロースエステル樹脂等の熱可塑性樹脂を溶解するものであれば制限なく用いることができる。
【0120】
例えば、塩素系有機溶媒としては、塩化メチレン、非塩素系有機溶媒としては、酢酸メチル、酢酸エチル、酢酸アミル、アセトン、テトラヒドロフラン、1,3−ジオキソラン、1,4−ジオキサン、シクロヘキサノン、ギ酸エチル、2,2,2−トリフルオロエタノール、2,2,3,3−ヘキサフルオロ−1−プロパノール、1,3−ジフルオロ−2−プロパノール、1,1,1,3,3,3−ヘキサフルオロ−2−メチル−2−プロパノール、1,1,1,3,3,3−ヘキサフルオロ−2−プロパノール、2,2,3,3,3−ペンタフルオロ−1−プロパノール、ニトロエタン、乳酸エチル、乳酸、ジアセトンアルコール等を挙げることができ、塩化メチレン、酢酸メチル、酢酸エチル、アセトン、乳酸エチル等を好ましく使用し得る。
【0121】
ドープには、上記有機溶媒の他に、1〜40質量%の炭素原子数1〜4の直鎖又は分岐鎖状の脂肪族アルコールを含有させてもよい。ドープ中のアルコールの比率が高くなるとウェブがゲル化し、金属支持体からの剥離が容易になり、また、アルコールの割合が少ない時は非塩素系有機溶媒系での熱可塑性樹脂の溶解を促進する役割もある。
【0122】
特に、メチレンクロライド、及び炭素数1〜4の直鎖又は分岐鎖状の脂肪族アルコールを含有する溶媒に、熱可塑性樹脂は、少なくとも計10〜45質量%溶解させたドープ組成物であることが好ましい。
【0123】
炭素原子数1〜4の直鎖又は分岐鎖状の脂肪族アルコールとしては、メタノール、エタノール、n−プロパノール、iso−プロパノール、n−ブタノール、sec−ブタノール、tert−ブタノールを挙げることができる。これらの内ドープの安定性、沸点も比較的低く、乾燥性もよいこと等からエタノールが好ましい。
【0124】
以下、本発明に係る撥水性フィルム(以下、単に「フィルム」ともいう。)の好ましい製膜方法について説明する。
【0125】
1)溶解工程
熱可塑性樹脂に対する良溶媒を主とする有機溶媒に、溶解釜中で熱可塑性樹脂、その他の添加剤を攪拌しながら溶解しドープを形成する工程である。
【0126】
熱可塑性樹脂の溶解には、常圧で行う方法、主溶媒の沸点以下で行う方法、主溶媒の沸点以上で加圧して行う方法、特開平9−95544号公報、特開平9−95557号公報、又は特開平9−95538号公報に記載の如き冷却溶解法で行う方法、特開平11−21379号公報に記載の如き高圧で行う方法等種々の溶解方法を用いることができるが、特に主溶媒の沸点以上で加圧して行う方法が好ましい。
【0127】
返材とは、フィルムを細かく粉砕した物で、フィルムを製膜するときに発生する、フィルムの両サイド部分を切り落とした物や、擦り傷などでスペックアウトしたフィルム原反のことをいい、これも再使用される。
【0128】
2)流延工程
ドープを、送液ポンプ(例えば、加圧型定量ギヤポンプ)を通して加圧ダイに送液し、無限に移送する無端の金属ベルト、例えばステンレスベルト、あるいは回転する金属ドラム等の金属支持体上の流延位置に、加圧ダイスリットからドープを流延する工程である。
【0129】
ダイの口金部分のスリット形状を調整でき、膜厚を均一にし易い加圧ダイが好ましい。加圧ダイには、コートハンガーダイやTダイ等があり、いずれも好ましく用いられる。金属支持体の表面は鏡面となっている。製膜速度を上げるために加圧ダイを金属支持体上に2基以上設け、ドープ量を分割して重層してもよい。あるいは複数のドープを同時に流延する共流延法によって積層構造のフィルムを得ることも好ましい。
【0130】
3)溶媒蒸発工程
ウェブ(流延用支持体上にドープを流延し、形成されたドープ膜をウェブと呼ぶ)を流延用支持体上で加熱し、溶媒を蒸発させる工程である。
【0131】
溶媒を蒸発させるには、ウェブ側から風を吹かせる方法及び/又は支持体の裏面から液体により伝熱させる方法、輻射熱により表裏から伝熱する方法等があるが、裏面液体伝熱方法の乾燥効率が良く好ましい。又、それらを組み合わせる方法も好ましく用いられる。流延後の支持体上のウェブを40〜100℃の雰囲気下、支持体上で乾燥させることが好ましい。40〜100℃の雰囲気下に維持するには、この温度の温風をウェブ上面に当てるか赤外線等の手段により加熱することが好ましい。
【0132】
面品質、透湿性、剥離性の観点から、30〜120秒以内で該ウェブを支持体から剥離することが好ましい。
【0133】
4)剥離工程
金属支持体上で溶媒が蒸発したウェブを、剥離位置で剥離する工程である。剥離されたウェブは次工程に送られる。
【0134】
金属支持体上の剥離位置における温度は好ましくは10〜40℃であり、さらに好ましくは11〜30℃である。
【0135】
なお、剥離する時点での金属支持体上でのウェブの剥離時残留溶媒量は、乾燥の条件の強弱、金属支持体の長さ等により50〜120質量%の範囲で剥離することが好ましいが、残留溶媒量がより多い時点で剥離する場合、ウェブが柔らか過ぎると剥離時平面性を損ね、剥離張力によるツレや縦スジが発生し易いため、経済速度と品質との兼ね合いで剥離時の残留溶媒量が決められる。
【0136】
ウェブの残留溶媒量は下記式で定義される。
【0137】
残留溶媒量(%)=(ウェブの加熱処理前質量−ウェブの加熱処理後質量)/(ウェブの加熱処理後質量)×100
なお、残留溶媒量を測定する際の加熱処理とは、115℃で1時間の加熱処理を行うことを表す。
【0138】
金属支持体とフィルムを剥離する際の剥離張力は、通常、196〜245N/mであるが、剥離の際に皺が入り易い場合、190N/m以下の張力で剥離することが好ましく、さらには、剥離できる最低張力〜166.6N/m、次いで、最低張力〜137.2N/mで剥離することが好ましいが、特に好ましくは最低張力〜100N/mで剥離することである。
【0139】
本発明においては、当該金属支持体上の剥離位置における温度を−50〜40℃とするのが好ましく、10〜40℃がより好ましく、15〜30℃とするのが最も好ましい。
【0140】
5)乾燥及び延伸工程
剥離後、ウェブを乾燥装置内に複数配置したロールに交互に通して搬送する乾燥装置35、及び/又はクリップでウェブの両端をクリップして搬送するテンター延伸装置34を用いて、ウェブを乾燥する。
【0141】
乾燥手段はウェブの両面に熱風を吹かせるのが一般的であるが、風の代わりにマイクロウェーブを当てて加熱する手段もある。余り急激な乾燥はでき上がりのフィルムの平面性を損ね易い。高温による乾燥は残留溶媒が8質量%以下くらいから行うのがよい。全体を通し、乾燥は概ね40〜250℃で行われる。特に40〜160℃で乾燥させることが好ましい。
【0142】
テンター延伸装置を用いる場合は、テンターの左右把持手段によってフィルムの把持長(把持開始から把持終了までの距離)を左右で独立に制御できる装置を用いることが好ましい。また、テンター工程において、平面性を改善するため意図的に異なる温度を持つ区画を作ることも好ましい。
【0143】
また、異なる温度区画の間にそれぞれの区画が干渉を起こさないように、ニュートラルゾーンを設けることも好ましい。
【0144】
なお、延伸操作は多段階に分割して実施してもよく、流延方向、幅手方向に二軸延伸を実施することも好ましい。また、二軸延伸を行う場合には同時二軸延伸を行ってもよいし、段階的に実施してもよい。
【0145】
この場合、段階的とは、例えば、延伸方向の異なる延伸を順次行うことも可能であるし、同一方向の延伸を多段階に分割し、かつ異なる方向の延伸をそのいずれかの段階に加えることも可能である。即ち、例えば、次のような延伸ステップも可能である。
【0146】
・流延方向に延伸−幅手方向に延伸−流延方向に延伸−流延方向に延伸
・幅手方向に延伸−幅手方向に延伸−流延方向に延伸−流延方向に延伸
また、同時2軸延伸には、一方向に延伸し、もう一方を、張力を緩和して収縮させる場合も含まれる。同時2軸延伸の好ましい延伸倍率は幅手方向、長手方向ともに×1.01倍〜×1.5倍の範囲でとることができる。
【0147】
テンターを行う場合のウェブの残留溶媒量は、テンター開始時に20〜100質量%であるのが好ましく、かつウェブの残留溶媒量が10質量%以下になる迄テンターを掛けながら乾燥を行うことが好ましく、さらに好ましくは5質量%以下である。
【0148】
テンターを行う場合の乾燥温度は、30〜160℃が好ましく、50〜150℃がさらに好ましく、70〜140℃が最も好ましい。
【0149】
テンター工程において、雰囲気の幅手方向の温度分布が少ないことが、フィルムの均一性を高める観点から好ましく、テンター工程での幅手方向の温度分布は、±5℃以内が好ましく、±2℃以内がより好ましく、±1℃以内が最も好ましい。
【0150】
6)巻き取り工程
ウェブ中の残留溶媒量が2質量%以下となってからフィルムとして巻き取り機37により巻き取る工程であり、残留溶媒量を0.4質量%以下にすることにより寸法安定性の良好なフィルムを得ることができる。特に0.00〜0.10質量%で巻き取ることが好ましい。
【0151】
巻き取り方法は、一般に使用されているものを用いればよく、定トルク法、定テンション法、テーパーテンション法、内部応力一定のプログラムテンションコントロール法等があり、それらを使いわければよい。
【0152】
本発明に係るフィルムは、長尺フィルムであることが好ましく、具体的には、100m〜5000m程度のものを示し、通常、ロール状で提供される形態のものである。また、フィルムの幅は1.3〜4mであることが好ましく、1.4〜2mであることがより好ましい。
【0153】
本発明に係るフィルムの膜厚に特に制限はないが、20〜200μmであることが好ましく、25〜150μmであることがより好ましく、30〜120μmであることが特に好ましい。
【0154】
<溶融流延製膜法による撥水性フィルムの製造方法>
本発明に係る樹脂フィルム基材を、撥水性フィルムとして、溶融流延製膜法により製造する場合の方法について説明する。
【0155】
〈溶融ペレット製造工程〉
溶融押出に用いる熱可塑性樹脂フィルムを構成する組成物は、通常あらかじめ混錬してペレット化しておくことが好ましい。
【0156】
ペレット化は、公知の方法でよく、例えば、乾燥した熱可塑性樹脂と目的に応じて添加剤をフィーダーで押出機に供給し1軸や2軸の押出機を用いて混錬し、ダイからストランド状に押出し、水冷又は空冷し、カッティングすることでできる。
【0157】
原材料は、押出する前に乾燥しておくことが原材料の分解を防止する上で重要である。特にセルロースエステルは吸湿しやすいので、除湿熱風乾燥機や真空乾燥機で70〜140℃で3時間以上乾燥し、水分率を200ppm以下、さらに100ppm以下にしておくことが好ましい。
【0158】
添加剤は、押出機に供給押出機合しておいてもよいし、それぞれ個別のフィーダーで供給してもよい。酸化防止剤等少量の添加剤は、均一に混合するため、こと前に混合しておくことが好ましい。
【0159】
酸化防止剤の混合は、固体同士で混合してもよいし、必要により、酸化防止剤を溶剤に溶解しておき、熱可塑性樹脂に含浸させて混合してもよく、あるいは噴霧して混合してもよい。
【0160】
真空ナウターミキサーなどが乾燥と混合を同時にできるので好ましい。また、フィーダー部やダイからの出口など空気と触れる場合は、除湿空気や除湿したN2ガスなどの雰囲気下にすることが好ましい。
【0161】
押出機は、せん断力を抑え、樹脂が劣化(分子量低下、着色、ゲル生成等)しないようにペレット化可能でなるべく低温で加工することが好ましい。例えば、2軸押出機の場合、深溝タイプのスクリューを用いて、同方向に回転させることが好ましい。混錬の均一性から、噛み合いタイプが好ましい。
【0162】
以上のようにして得られたペレットを用いてフィルム製膜を行う。ペレット化せず、原材料の粉末をそのままフィーダーで押出機に供給し、そのままフィルム製膜することも可能である。
【0163】
〈溶融混合物をダイから冷却ロールへ押し出す工程〉
まず、作製したペレットを1軸や2軸タイプの押出機を用いて、押し出す際の溶融温度Tmを200〜300℃程度とし、リーフディスクタイプのフィルターなどでろ過し異物を除去した後、Tダイからフィルム状に共押出し、冷却ロール上で固化し、弾性タッチロールと押圧しながら流延する。
【0164】
供給ホッパーから押出機へ導入する際は真空下又は減圧下や不活性ガス雰囲気下にして酸化分解等を防止することが好ましい。なお、Tmは、押出機のダイ出口部分の温度である。
【0165】
ダイに傷や可塑剤の凝結物等の異物が付着するとスジ状の欠陥が発生する場合がある。このような欠陥のことをダイラインとも呼ぶが、ダイライン等の表面の欠陥を小さくするためには、押出機からダイまでの配管には樹脂の滞留部が極力少なくなるような構造にすることが好ましい。ダイの内部やリップにキズ等が極力無いものを用いることが好ましい。
【0166】
押出機やダイなどの溶融樹脂と接触する内面は、表面粗さを小さくしたり、表面エネルギーの低い材質を用いるなどして、溶融樹脂が付着し難い表面加工が施されていることが好ましい。具体的には、ハードクロムメッキやセラミック溶射したものを表面粗さ0.2S以下となるように研磨したものが挙げられる。
【0167】
本発明において冷却ロールには特に制限はないが、高剛性の金属ロールで内部に温度制御可能な熱媒体又は冷媒体が流れるような構造を備えるロールであり、大きさは限定されないが、溶融押し出されたフィルムを冷却するのに十分な大きさであればよく、通常冷却ロールの直径は100mmから1m程度である。
【0168】
冷却ロールの表面材質は、炭素鋼、ステンレス、アルミニウム、チタンなどが挙げられる。さらに表面の硬度を上げたり、樹脂との剥離性を改良するため、ハードクロムメッキや、ニッケルメッキ、非晶質クロムメッキなどや、セラミック溶射等の表面処理を施すことが好ましい。
【0169】
冷却ロール表面の表面粗さは、Raで0.1μm以下とすることが好ましく、さらに0.05μm以下とすることが好ましい。ロール表面が平滑であるほど、得られるフィルムの表面も平滑にできるのである。もちろん表面加工した表面はさらに研磨し上述した表面粗さとすることが好ましい。
【0170】
本発明において、弾性タッチロールとしては、特開平03−124425号、特開平08−224772号、特開平07−100960号、特開平10−272676号、WO97/028950号、特開平11−235747号、特開2002−36332号、特開2005−172940号や特開2005−280217号公報に記載されているような表面が薄膜金属スリーブ被覆シリコンゴムロールを使用することができる。
【0171】
冷却ロールからフィルムを剥離する際は、張力を制御してフィルムの変形を防止することが好ましい。
【0172】
〈延伸工程〉
本発明では、上記のようにして得られたフィルムは冷却ロールに接する工程を通過後、さらに少なくとも1方向に1.01〜3.0倍延伸することもできる。
【0173】
好ましくは縦(フィルム搬送方向)、横(巾方向)両方向にそれぞれ1.1〜2.0倍延伸することが好ましい。
【0174】
延伸する方法は、公知のロール延伸機やテンターなどを好ましく用いることができる。特に撥水性フィルムが、偏光板保護フィルムを兼ねる場合は、延伸方向を巾方向とすることで偏光フィルムとの積層がロール形態でできるので好ましい。
【0175】
巾方向に延伸することで撥水性フィルムの遅相軸は巾方向になる。
【0176】
通常、延伸倍率は1.1〜3.0倍、好ましくは1.2〜1.5倍であり、延伸温度は、通常、フィルムを構成する樹脂のTg〜Tg+50℃、好ましくはTg〜Tg+50℃の温度範囲で行われる。
【0177】
延伸は、長手方向もしくは幅手方向で制御された均一な温度分布下で行うことが好ましい。好ましくは±2℃以内、さらに好ましくは±1℃以内、特に好ましくは±0.5℃以内である。
【0178】
上記の方法で作製したフィルム状樹脂フィルムを撥水性フィルムとして用いる場合、当該撥水性フィルムのリターデーション調整や寸法変化率を小さくする目的で、フィルムを長手方向や幅手方向に収縮させてもよい。
【0179】
長手方向に収縮するには、例えば、巾延伸を一時クリップアウトさせて長手方向に弛緩させる、又は横延伸機の隣り合うクリップの間隔を徐々に狭くすることによりフィルムを収縮させるという方法がある。
【0180】
遅相軸方向の均一性も重要であり、フィルム巾方向に対して、角度が−5〜+5°であることが好ましく、さらに−1〜+1°の範囲にあることが好ましく、特に−0.5〜+0.5°の範囲にあることが好ましく、特に−0.1〜+0.1°の範囲にあることが好ましい。これらのばらつきは延伸条件を最適化することで達成できる。
【0181】
本発明の撥水性フィルムは、長尺フィルムであることが好ましく、具体的には、100m〜5000m程度のものを示し、通常、ロール状で提供される形態のものである。また、フィルムの幅は1.3〜4mであることが好ましく、1.4〜2mであることがより好ましい。
【0182】
本発明に係るフィルム状樹脂フィルムの膜厚に特に制限はなく、目的に応じて変化させることが好ましい。例えば、偏光板保護フィルムに使用する場合は、20〜200μmであることが好ましく、25〜150μmであることがより好ましく、30〜120μmであることが特に好ましい。
【0183】
〈撥水性フィルムの製造装置〉
図1は、本発明の撥水性フィルムの製造装置の一例の全体構成を示す概略フローシートである。図1において、撥水性フィルムの製造方法は、熱可塑性樹脂等のフィルム材料を混合した後、押出し機1を用いて、流延ダイ4から第1冷却ロール5上に溶融押し出し、第1冷却ロール5に外接させるとともに、さらに、第2冷却ロール7、第3冷却ロール8の合計3本の冷却ロールに順に外接させて、冷却固化してフィルム10とする。次いで、剥離ロール9によって剥離したフィルム10を、次いで延伸装置12によりフィルムの両端部を把持して幅方向に延伸した後、巻取り装置16により巻き取る。また、平面性を矯正するために溶融フィルムを第1冷却ロール5表面に挟圧するタッチロール6が設けられている。このタッチロール6は表面が弾性を有し、第1冷却ロール5との間でニップを形成している。
【0184】
本発明において、製造装置には、ベルト及びロールを自動的に清掃する装置を付加させることが好ましい。清掃装置については特に限定はないが、例えば、ブラシ・ロール、吸水ロール、粘着ロール、ふき取りロール等をニップする方式、清浄エアーを吹き掛けるエアーブロー方式、レーザーによる焼却装置、あるいはこれらの組み合わせなどがある。
【0185】
清掃用ロールをニップする方式の場合、ベルト線速度とローラ線速度を変えると清掃効果が大きい。
【0186】
(機能性層)
撥水性フィルム製造に際し、延伸の前及び/又は後で硬化性樹脂層、帯電防止層、反射防止層、易滑性層、易接着層、防眩層、バリアー層、光学補償層等の機能性層を塗設してもよい。この際、コロナ放電処理、プラズマ処理、薬液処理等の各種表面処理を必要に応じて施すことができる。
【0187】
本発明においては、特に機械的強度を付与する観点から、硬化性樹脂層を設けることが好ましい。
【0188】
(硬化性樹脂層)
本発明に係る硬化性樹脂層は、バインダー成分として、活性線硬化樹脂又は熱硬化性樹脂を含有する。本発明においては、活性線硬化樹脂が好ましい。ここで、「活性線硬化樹脂」とは、紫外線や電子線のような活性線(「活性エネルギー線」ともいう。)照射により、架橋反応を経て硬化する樹脂を主たる成分とする樹脂をいう。
【0189】
〈活性線硬化樹脂〉
活性線硬化樹脂としては、エチレン性不飽和二重結合を有するモノマーを含む成分が好ましく用いられ、紫外線や電子線のような活性線を照射することによって硬化させて活性線硬化樹脂層が形成される。活性線硬化樹脂としては紫外線硬化性樹脂や電子線硬化性樹脂等が代表的なものとして挙げられるが、紫外線照射によって硬化する樹脂が機械的膜強度(耐擦傷性、鉛筆硬度)に優れる点から好ましい。紫外線硬化性樹脂としては、例えば、紫外線硬化型ウレタンアクリレート系樹脂、紫外線硬化型ポリエステルアクリレート系樹脂、紫外線硬化型エポキシアクリレート系樹脂、紫外線硬化型ポリオールアクリレート系樹脂、又は紫外線硬化型エポキシ樹脂等が好ましく用いられる。中でも紫外線硬化型アクリレート系樹脂が好ましい。紫外線硬化型アクリレート系樹脂としては、多官能アクリレートが好ましい。該多官能アクリレートとしては、ペンタエリスリトール多官能アクリレート、ジペンタエリスリトール多官能アクリレート、ペンタエリスリトール多官能メタクリレート、及びジペンタエリスリトール多官能メタクリレートよりなる群から選ばれることが好ましい。ここで、多官能アクリレートとは、分子中に2個以上のアクリロイルオキシ基又はメタクロイルオキシ基を有する化合物である。多官能アクリレートのモノマーとしては、例えばエチレングリコールジアクリレート、ジエチレングリコールジアクリレート、1,6−ヘキサンジオールジアクリレート、ネオペンチルグリコールジアクリレート、トリメチロールプロパントリアクリレート、トリメチロールエタントリアクリレート、テトラメチロールメタントリアクリレート、テトラメチロールメタンテトラアクリレート、ペンタグリセロールトリアクリレート、ペンタエリスリトールジアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールテトラアクリレート、グリセリントリアクリレート、ジペンタエリスリトールトリアクリレート、ジペンタエリスリトールテトラアクリレート、ジペンタエリスリトールペンタアクリレート、ジペンタエリスリトールヘキサアクリレート、トリス(アクリロイルオキシエチル)イソシアヌレート、エチレングリコールジメタクリレート、ジエチレングリコールジメタクリレート、1,6−ヘキサンジオールジメタクリレート、ネオペンチルグリコールジメタクリレート、トリメチロールプロパントリメタクリレート、トリメチロールエタントリメタクリレート、テトラメチロールメタントリメタクリレート、テトラメチロールメタンテトラメタクリレート、ペンタグリセロールトリメタクリレート、ペンタエリスリトールジメタクリレート、ペンタエリスリトールトリメタクリレート、ペンタエリスリトールテトラメタクリレート、グリセリントリメタクリレート、ジペンタエリスリトールトリメタクリレート、ジペンタエリスリトールテトラメタクリレート、ジペンタエリスリトールペンタメタクリレート、ジペンタエリスリトールヘキサメタクリレート、イソボロニルアクリレート等が好ましく挙げられる。これらの化合物は、それぞれ単独又は二種以上を混合して用いられる。また、上記モノマーの2量体、3量体等のオリゴマーであってもよい。
【0190】
また、硬化性樹脂層には活性線硬化樹脂の硬化促進のため、光重合開始剤を含有することが好ましい。光重合開始剤量としては、質量比で、光重合開始剤:活性線硬化樹脂=20:100〜0.01:100で含有することが好ましい。
【0191】
光重合開始剤としては、具体的には、アセトフェノン、ベンゾフェノン、ヒドロキシベンゾフェノン、ミヒラーケトン、α−アミロキシムエステル、チオキサントン等及びこれらの誘導体を挙げることができるが、特にこれらに限定されるものではない。
【0192】
〈溶媒〉
本発明に係る硬化性樹脂層を塗布して形成する際の塗布組成物には、溶媒として、前記熱可塑性樹脂に対する良溶媒、及び前記熱可塑性樹脂に対する貧溶媒からなる混合溶媒が用いられることが好ましい。ここで、良溶媒及び貧溶媒とは、以下に示す方法で測定した溶解性を有する溶媒を指す。
【0193】
前記熱可塑性樹脂の固形分3g相当に、溶解性を測定しようとする溶媒を全量が20gになるように加え、温度25℃にてかきまぜた場合に、均一で透明性を有し、粘度変化がなく相溶したものを、該試料に対し良溶媒であるとし、一方、にごりが認められたり、増粘、分離が認められたものを、該試料に対し貧溶媒であるとする。
【0194】
熱可塑性樹脂が、例えばポリエステル系樹脂又はポリエステルウレタン系樹脂である場合、良溶媒としては、トルエン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、アセトン、酢酸エチル、テトラヒドロフランなどを例示することができる。一方、貧溶媒としては、キシレン、エチルセロソルブ、プロピレングリコールモノメチルエーテル、イソブタノール、イソプロパノール、エタノール、メタノール、ヘキサン、精製水などを例示することができる。また、熱可塑性樹脂がアクリル系樹脂である場合、良溶媒としては、トルエン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、アセトン、酢酸エチル、テトラヒドロフラン、キシレンなどを例示することができる。一方、貧溶媒としては、エチルセロソルブ、プロピレングリコールモノメチルエーテル、イソブタノール、イソプロパノール、エタノール、メタノール、ヘキサン、精製水などを例示することができる。なお、前記の良溶媒、及び精製水を除く貧溶媒は、いずれも、通常用いられる活性線硬化樹脂に対して、良溶媒である。
【0195】
本発明においては、熱可塑性樹脂に対して良溶媒及び貧溶媒は、ともに一種を単独で用いてもよいし、二種以上を混合して用いてもよい。
【0196】
また、本発明に係る硬化性樹脂層には、無機化合物又は有機化合物の微粒子を含有してもよい。
【0197】
(微粒子〉
無機微粒子としては、酸化珪素、酸化チタン、酸化アルミニウム、酸化スズ、酸化インジウム、ITO、酸化亜鉛、酸化ジルコニウム、酸化マグネシウム、炭酸カルシウム、タルク、クレイ、焼成カオリン、焼成ケイ酸カルシウム、水和ケイ酸カルシウム、ケイ酸アルミニウム、ケイ酸マグネシウム及びリン酸カルシウムを挙げることができる。特に、酸化珪素、酸化チタン、酸化アルミニウム、酸化ジルコニウム、酸化マグネシウム等が好ましく用いられる。
【0198】
これら無機微粒子は、フィルムの透明性を維持しつつ耐擦傷性が向上することから、表面の一部に反応性官能基を有する有機成分が被覆されたものが好ましい。表面の一部に反応性官能基を有する有機成分を被覆する方法としては、例えば、金属酸化物微粒子の表面に存在する水酸基にシランカップリング剤等の有機成分を含む化合物が反応して、表面の一部に有機成分が結合した態様、金属酸化物微粒子の表面に存在する水酸基に水素結合等の相互作用により有機成分を付着させた態様や、ポリマー粒子中に1個又は2個以上の無機微粒子を含有する態様などが挙げられる。
【0199】
また、有機粒子としては、ポリメタアクリル酸メチルアクリレート樹脂粉末、アクリルスチレン系樹脂粉末、ポリメチルメタクリレート樹脂粉末、シリコン系樹脂粉末、ポリスチレン系樹脂粉末、ポリカーボネート樹脂粉末、ベンゾグアナミン系樹脂粉末、メラミン系樹脂粉末、ポリオレフィン系樹脂粉末、ポリエステル系樹脂粉末、ポリアミド系樹脂粉末、ポリイミド系樹脂粉末、又はポリ弗化エチレン系樹脂粉末等を添加することができる。
【0200】
好ましい微粒子は、架橋ポリスチレン粒子(例えば、綜研化学製SX−130H、SX−200H、SX−350H)、ポリメチルメタクリレート系粒子(例えば、綜研化学製MX150、MX300)、フッ素含有アクリル樹脂微粒子が挙げられる。フッ素含有アクリル樹脂微粒子としては、例えば日本ペイント製:FS−701等の市販品が挙げられる。また、アクリル粒子として、例えば日本ペイント製:S−4000、アクリル−スチレン粒子として、例えば日本ペイント製:S−1200、MG−251等が挙げられる。
【0201】
これらの微粒子粉末の平均粒子径は特に制限されないが、0.01〜5μmが好ましく、さらには、0.01〜1.0μmであることが特に好ましい。また、粒径の異なる二種以上の微粒子を含有しても良い。微粒子の平均粒子径は、例えばレーザー回折式粒度分布測定装置により測定することができる。
【0202】
紫外線硬化樹脂組成物と微粒子の割合は、樹脂組成物100質量部に対して、1〜400質量部となるように配合することが望ましく、さらに望ましくは、50〜200質量部である。
【0203】
本発明に係る硬化性樹脂層は、グラビアコーター、ディップコーター、リバースコーター、ワイヤーバーコーター、ダイコーター、インクジェット法等公知の方法を用いて、ハードコート層を形成する塗布組成物を塗布し、塗布後、加熱乾燥し、UV硬化処理することで形成できる。
【0204】
塗布量はウェット層厚として0.1〜40μmが適当で、好ましくは、0.5〜30μmである。また、ドライ層厚としては平均層厚0.1〜30μm、好ましくは1〜20μm、特に好ましくは6〜15μmである。
【0205】
UV硬化処理の光源としては、紫外線を発生する光源であれば制限なく使用できる。例えば、低圧水銀灯、中圧水銀灯、高圧水銀灯、超高圧水銀灯、カーボンアーク灯、メタルハライドランプ、キセノンランプ等を用いることができる。
【0206】
照射条件はそれぞれのランプによって異なるが、活性線の照射量は、通常5〜500mJ/cm2、好ましくは5〜200mJ/cm2である。
【0207】
また、活性線を照射する際には、フィルムの搬送方向に張力を付与しながら行うことが好ましく、さらに好ましくは幅方向にも張力を付与しながら行うことである。付与する張力は30〜300N/mが好ましい。張力を付与する方法は特に限定されず、バックロール上で搬送方向に張力を付与してもよく、テンターにて幅方向、又は2軸方向に張力を付与してもよい。これによってさらに平面性の優れたフィルムを得ることができる。
【0208】
硬化性樹脂層には、帯電防止性を付与するために導電剤を含んでも良く、好ましい導電剤としては、金属酸化物粒子又はπ共役系導電性ポリマーが挙げられる。また、イオン液体も導電性化合物として好ましく用いられる。
【0209】
また、硬化性樹脂層には、塗布性の観点、及び微粒子の均一な分散性の観点から、シリコーン系界面活性剤、フッ素系界面活性剤或いはポリオキシエーテル等の非イオン性界面活性剤、アニオン界面活性剤等を含有させることもできる。これらは塗布性を高める。また、これら成分は、塗布液中の固形分成分に対し、0.01〜3質量%の範囲で添加することが好ましい。
【実施例】
【0210】
以下に実施例を挙げて本発明を具体的に説明するが、本発明はこれらに限定されるものではない。
【0211】
〔撥水性フィルムの作製〕
〈実施例1:撥水性フィルム1の作製〉
(ドープ液組成1)
ダイヤナールBR85(三菱レイヨン(株)製) 50質量部
セルロースエステル(セルロースアセテートプロピオネート アシル基総置換度2.75、アセチル基置換度0.19、プロピオニル基置換度2.56、Mw=200000)
50質量部
メチレンクロライド 300質量部
エタノール 40質量部
上記組成物を、加熱しながら十分に溶解し、ドープ液を作製した。
【0212】
(製膜)
上記作製したドープ液を、ベルト流延装置を用い、温度22℃、2m幅でステンレスバンド支持体に均一に流延した。ステンレスバンド支持体で、残留溶剤量が100%になるまで溶媒を蒸発させ、剥離張力138N/mでステンレスバンド支持体上から剥離した。
【0213】
剥離したアクリル樹脂とセルロースエステル樹脂の混合物が相溶したウェブを35℃で溶媒を蒸発させ、1.6m幅にスリットし、その後、テンターで幅方向に1.1倍に延伸しながら、135℃の乾燥温度で乾燥させた。このときテンターで延伸を始めたときの残留溶剤量は10%であった。
【0214】
テンターで延伸後、130℃で5分間緩和を行った後に、50℃に温めたエタノールと純水の割合が80:20Vol%の混合溶媒をフィルム表面にスプレー塗工した。120℃及び140℃の乾燥ゾーンを多数のロールで搬送させながら乾燥を終了させ、1.5m幅にスリットし、フィルム両端に幅10mm高さ5μmのナーリング加工を施し、初期張力200N/m、終張力100N/mで内径15.24cmコアに巻き取り、アクリル樹脂とセルロースエステル樹脂の混合物が相溶し、表面微細凹凸樹脂フィルムである撥水性フィルム1を得た。
【0215】
ステンレスバンド支持体の回転速度とテンターの運転速度から算出されるMD方向の延伸倍率は1.1倍であった。
【0216】
表1に記載の撥水性フィルム1の残留溶剤量は0.1%であり、膜厚は80μm、巻長は5000mであった。
【0217】
(実施例2:撥水性フィルム2の作製)
〈主ドープ液の組成〉
メチレンクロライド 340質量部
エタノール 64質量部
セルロースエステル(セルロースアセテートプロピオネート アシル基総置換度2.46、アセチル基置換度1.58、プロピオニル基置換度0.88、Mw=200000)
100質量部
モノペットSB(第一工業製薬製) 10質量部
以上を密閉容器に投入し、攪拌しながら溶解してドープ液を調製した。次いで、無端ベルト流延装置を用い、ドープ液を温度33℃、1500mm幅でステンレスベルト支持体上に均一に流延した。ステンレスベルトの温度は50℃に制御した。
【0218】
ステンレスベルト支持体上で、流延(キャスト)したフィルム中の残留溶媒量が85%になるまで溶媒を蒸発させ、次いで剥離張力75N/mで、ステンレスベルト支持体上から剥離した。
【0219】
剥離直後に72℃に温めたエタノールと純水の割合が80:20Vol%の混合溶媒をフィルム表面にスプレー塗工した。
【0220】
貧溶媒の混合溶媒を表面に塗られたセルロースエステルフィルムを、155℃の熱をかけながらテンターを用いて、幅方向に37%延伸した。延伸開始時の残留溶媒は15%であった。
【0221】
次いで、乾燥ゾーンを多数のロールで搬送させながら乾燥を終了させた。乾燥温度は120℃で、搬送張力は90N/mとした。
【0222】
以上のようにして、乾燥膜厚80μmのセルロースエステルフィルムを得た。
【0223】
(実施例3:撥水性フィルム3の作製)
セルロースエステルA(リンター綿から合成されたセルローストリアセテート、アセチル基置換度2.92、Mw=290000) 100質量部
添加剤AC1(メタ)アクリル系共重合体 10質量部
メチレンクロライド 430質量部
エタノール 40質量部
以上を密閉容器に投入し、加熱し、撹拌しながら、完全に溶解した。
【0224】
次いで、ベルト流延装置を用い、温度35℃、2.0m幅でステンレスバンド支持体に均一に流延した。ステンレスバンド支持体で、残留溶剤量が100%になるまで溶剤を蒸発させ、ステンレスバンド支持体101上から剥離した。剥離したセルロースエステルフィルムのウェブを35℃で溶剤を蒸発させ、1.80m幅にスリットし、その後、テンターでTD方向(フィルムの搬送方向と直交する方向)に1.4倍に延伸しながら、135℃の乾燥温度で乾燥させた。このときテンターで延伸を始めたときの残留溶剤量は20%であった。また、TD延伸時の最大応力は10MPaであった。
【0225】
その後、55℃に温めたアセトンと純水の割合が70:30Vol%の混合溶媒をフィルム表面にスプレー塗工したした後に、120℃の乾燥装置内を多数のロールで搬送させながら15分間乾燥させた後、1.7m幅にスリットし、フィルム両端に幅15mm、高さ10μmのナーリング加工を施し、巻芯に巻き取り、撥水性フィルム3を得た。撥水性フィルムの残留溶剤量は0.2%であり、膜厚は80μm、巻長6000mであった。
【0226】
(実施例4:撥水性フィルム4の作製)
セルロースエステルのアセチル基置換度を2.4に変更して、アセトン/水混合溶媒をテンターに延伸する前に塗工したこと以外は撥水性フィルム3と同様の方法でフィルムを作製した。撥水性フィルムの残留溶剤量は0.2%であり、膜厚は80μm、巻長は7000mであった。
【0227】
(実施例5:撥水性フィルム5の作製)
ダイヤナールBR85(三菱レイヨン(株)製)を溶融流延した。フィルム作製後、50℃に温めたエタノールと純水の割合が70:30Vol%の混合溶媒をフィルム表面に塗布して撥水性フィルムを作製した。膜厚は80μm、巻長は3000mであった。
【0228】
(実施例6:撥水性フィルム6の作製)
混合溶媒をスプレー塗布する前に巻き取る以外は実施例3と同様の方法でフィルムを作製した。巻き取ったフィルムを1NのKOH溶液で45℃30秒のけん化条件でアルカリ鹸化処理した。その後、実施例3の混合溶媒を塗布−乾燥して撥水性フィルム6を作製した。
【0229】
(実施例7:撥水性フィルム7の作製)
実施例5で作製したフィルムを以下のコロナ条件で行った。
【0230】
〈コロナ処理条件〉
高周波電源:春日電機株式会社製、AG1−021(出力電力量=1.0kW)
コロナ電極:春日電気株式会社製、アルミ5型6山(電極長500mm)
処理速度:15m/分
得られたフィルムを実施例5と同様の塗布方法で撥水性フィルムを作製した。
【0231】
(比較例1)
実施例3で調製したドープ液に混合溶媒の塗工なしで実施例3と同じように製膜した。巻膜厚は80μm、巻長は3000mであった。
【0232】
(比較例2)
実施例6で作製したフィルムにおいて、混合溶媒の塗工なしで実施例6と同じように製膜した。巻膜厚は80μm、巻長は3000mであった。
【0233】
(実施例8:硬化性樹脂層を有する撥水性フィルム8の作製)
イソフタル酸及びアジピン酸からなる多塩基酸と、ネオペンチルグリコールを反応させることにより生成する、重量平均分子量65000、酸価7mgKOH/g、不揮発分60%のポリエステル樹脂7質量部、ジペンタエリスリトールテトラアクリレート1.8質量部、n−ブタノール/キシレンの質量比が4/6となる混合溶媒57.2質量部、光重合開始剤(商品名:イルガキュアー907、チバガイギー社製)0.2質量部を混合・撹拌して硬化性樹脂層塗布液1を調製した。
【0234】
次いで、前記において作製した撥水性フィルム1の平滑面側に、硬化性樹脂層塗布液1をリバースコーティングにて塗布し、70℃で1分間乾燥後、窒素雰囲気中で230W/cmで紫外線照射(照射距離10cm、照射時間30秒)を行い、塗工膜を硬化させ、厚さ5μm、の硬化性樹脂層を形成した。
【0235】
(実施例9:硬化性樹脂層を有する撥水性フィルム9の作製)
(A)ペンタエリスリトールトリアクリレート[新中村化学工業(株)製、商品名「NKエステルA−TMM−3」、固形分濃度100%]100質量部に、(B)トリス(2−アクリロイルオキシエチル)イソシアヌレート[東亜合成化学工業(株)製、商品名「アロニックスM−315」、固形分濃度100%]200質量部、光重合開始剤として1−ヒドロキシ−シクロヘキシルフェニルケトン[チバ・ジャパン(株)社製、商品名「イルガキュア184」]6質量部を添加し、固形分濃度が40質量%になるようにプロピレングリコールモノメチルエーテルで希釈し、硬化性樹脂層塗布液2を調製した。
【0236】
次いで、前記において作製した撥水性フィルム2の平滑面側に硬化性樹脂層塗布液2をリバースコーティングにて塗布し、70℃で1分間乾燥後、窒素雰囲気中で230W/cmで紫外線照射(照射距離10cm、照射時間30秒)を行い、塗工膜を硬化させ、厚さ5μm、の硬化性樹脂層を形成した。
【0237】
《評価》
(表面形状の測定)
撥水性フィルムの凹凸形状構造が存在する面において、130μm×130μmの正方形の領域を無作為に5個所抽出し、それぞれにつき3D測定レーザー顕微鏡(オリンパス社製 3D測定レーザー顕微鏡 LEXT OLS4000)で測定した観察像を得た。
【0238】
レーザー顕微鏡で測定する際の条件は、倍率を350倍とした。なお、イメージは、光拡散フィルムの面を垂直に見る方向から取得した。
【0239】
5個所の観察像について凹凸形状構造プロファイルに基づき凹凸のピッチ、及び凸部の最高点と凹部の最低点との差を測定した。
【0240】
(撥水性:水との接触角)
撥水性は、純水との接触角を、温度23℃、相対湿度55%RHにおいて、協和界面科学株式会社製:接触角計CA−Vにより測定し評価した。
【0241】
(引き裂き強度)
23℃、55%RHの条件下で、フィルム搬送方向(MD方向)、搬送方向と直交する方向(TD方向)の両方向において、エレメンドルフ法の引き裂き荷重をJIS K 7128−1991に従い東洋精機(株)製の軽荷重引き裂き装置で引き裂き強度を測定した。20mN以上で良好なレベルを○とし、20mN未満であって通常の使用においては問題ないレベルを△とした。
【0242】
以上の評価結果を表1にまとめて示す。
【0243】
【表1】
【0244】
表1に示した結果から明らかように、本発明の非常に簡便な手段により、従来公知の撥水性付与技術で得られる撥水性(水との接触角が90度以上)と同等レベルの撥水性を得られることが分かる。
【0245】
すなわち、本発明により、親水性熱可塑性樹脂を含有する撥水性フィルムを、〔先行技術文献〕の欄に記載した特許文献1〜4に開示されているような従来技術に比べ、簡便に、効率よく、かつ大量生産規模で製造できる新たな撥水性フィルムの製造方法を提供することができることがわかる。また、当該製造方法によって製造された高い撥水性を有する撥水性フィルムを提供するこができることが分かる。
【符号の説明】
【0246】
a 凸部の最高点
b 凹部の最低点
h 凸部の最高点と凹部の最低点との差(深さ)
p ピッチ
1 押出し機
2 フィルター
3 スタチックミキサー
4 流延ダイ
5 回転支持体(第1冷却ロール)
6 挟圧回転体(タッチロール)
7 回転支持体(第2冷却ロール)
8 回転支持体(第3冷却ロール)
9 剥離ロール
10 フィルム
11、13、14 搬送ロール
12 延伸機
15 スリッター
16 巻き取り機
F 樹脂フィルム
【特許請求の範囲】
【請求項1】
親水性熱可塑性樹脂を含有するフィルム基材の表面に凹凸形状構造を有する撥水性フィルムの製造方法であって、当該親水性熱可塑性樹脂を含有するフィルム基材に貧溶媒を含む混合溶媒を塗工する工程、及び当該混合溶媒を塗工したフィルム基材を乾燥する工程を有することを特徴とする撥水性フィルムの製造方法。
【請求項2】
前記凹凸形状構造における凹凸の平均ピッチが50nm〜3μmの範囲内であり、かつ凸部の最高点と凹部の最低点との差の平均値が5nm〜5μmの範囲内であることを特徴とする請求項1に記載の撥水性フィルムの製造方法。
【請求項3】
前記貧溶媒が、水とアルコール類の混合溶媒であることを特徴とする請求項1又は請求項2に記載の撥水性フィルムの製造方法。
【請求項4】
前記貧溶媒が、水とケトン類の混合溶媒であることを特徴とする請求項1から請求項3までのいずれか一項に記載の撥水性フィルムの製造方法。
【請求項5】
請求項1から請求項4までのいずれか一項に記載の撥水性フィルムの製造方法によって製造された撥水性フィルムであって、水との接触角が90度以上であることを特徴とする撥水性フィルム。
【請求項6】
前記撥水性フィルムが、その一方の面が撥水性を有し、当該一方の面の反対側の面に硬化性樹脂層を有することを特徴とする請求項5に記載の撥水性フィルム。
【請求項7】
前記硬化性樹脂層を構成する樹脂が、活性線硬化樹脂であることを特徴とする請求項5又は請求項6に記載の撥水性フィルム。
【請求項1】
親水性熱可塑性樹脂を含有するフィルム基材の表面に凹凸形状構造を有する撥水性フィルムの製造方法であって、当該親水性熱可塑性樹脂を含有するフィルム基材に貧溶媒を含む混合溶媒を塗工する工程、及び当該混合溶媒を塗工したフィルム基材を乾燥する工程を有することを特徴とする撥水性フィルムの製造方法。
【請求項2】
前記凹凸形状構造における凹凸の平均ピッチが50nm〜3μmの範囲内であり、かつ凸部の最高点と凹部の最低点との差の平均値が5nm〜5μmの範囲内であることを特徴とする請求項1に記載の撥水性フィルムの製造方法。
【請求項3】
前記貧溶媒が、水とアルコール類の混合溶媒であることを特徴とする請求項1又は請求項2に記載の撥水性フィルムの製造方法。
【請求項4】
前記貧溶媒が、水とケトン類の混合溶媒であることを特徴とする請求項1から請求項3までのいずれか一項に記載の撥水性フィルムの製造方法。
【請求項5】
請求項1から請求項4までのいずれか一項に記載の撥水性フィルムの製造方法によって製造された撥水性フィルムであって、水との接触角が90度以上であることを特徴とする撥水性フィルム。
【請求項6】
前記撥水性フィルムが、その一方の面が撥水性を有し、当該一方の面の反対側の面に硬化性樹脂層を有することを特徴とする請求項5に記載の撥水性フィルム。
【請求項7】
前記硬化性樹脂層を構成する樹脂が、活性線硬化樹脂であることを特徴とする請求項5又は請求項6に記載の撥水性フィルム。
【図1】

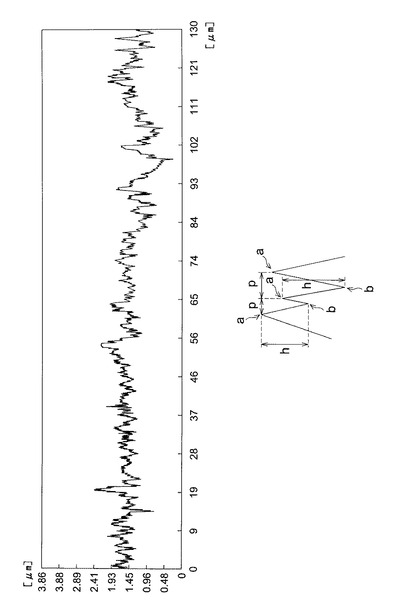
【図2】
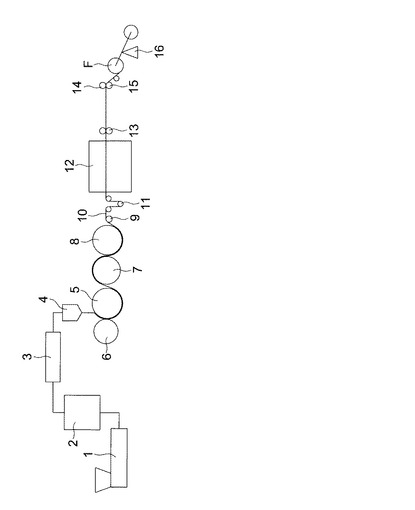
【図2】
【公開番号】特開2012−62379(P2012−62379A)
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願番号】特願2010−206442(P2010−206442)
【出願日】平成22年9月15日(2010.9.15)
【出願人】(303000408)コニカミノルタオプト株式会社 (3,255)
【Fターム(参考)】
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願日】平成22年9月15日(2010.9.15)
【出願人】(303000408)コニカミノルタオプト株式会社 (3,255)
【Fターム(参考)】
[ Back to top ]