
撥水段ボール及びその製造方法
【課題】
従来の装置では、塗工液の粘度を100mPa・s以上にすると、塗工ロールと塗工ライナーの端部接触部から塗工液の液飛びが発生して周辺を汚染するため、塗工液の粘度を100mPa・s以上にすることができないという問題が有った。
【解決手段】
本発明では、有姿の比重が水に近いプラスチック填料を塗料に配合し、沈殿を生じすることなく、塗工液の粘度を100mPa・s以上にできる。 このことにより、塗工ライナーの滑り角度の低下防止、フレキソ印刷不良の改善、合成樹脂接着剤の接着不良改善の効果がある。
従来の装置では、塗工液の粘度を100mPa・s以上にすると、塗工ロールと塗工ライナーの端部接触部から塗工液の液飛びが発生して周辺を汚染するため、塗工液の粘度を100mPa・s以上にすることができないという問題が有った。
【解決手段】
本発明では、有姿の比重が水に近いプラスチック填料を塗料に配合し、沈殿を生じすることなく、塗工液の粘度を100mPa・s以上にできる。 このことにより、塗工ライナーの滑り角度の低下防止、フレキソ印刷不良の改善、合成樹脂接着剤の接着不良改善の効果がある。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コルゲーターの貼合工程において、簡易で、液飛び防止装置を有しないロール塗工機を使用して、塗料をライナーのオモテ面側に塗工、乾燥して製造する撥水・遮水段ボール及びその製造方法に関するものである。
【背景技術】
【0002】
コルゲーター貼合工程にて、ライナーのオモテ面側に撥水剤を塗工乾燥し、撥水段ボールを製造する従来技術として、所謂自家撥水段ボールと称されるものが有る。
自家撥水段ボールは、コルゲーターのライナーミルロールスタンドとシングルフェサー間及びライナーミルロールスタンドとダブルフェサー間に取り付けた、簡易なロール塗工機(図1)で塗工して製造されるものであり、ロール塗工機(図1)は小スペース、簡易作業を命題としており、ライナーの紙幅変更に伴って修正する必要があるロールサイド部分の液飛び防止装置を有しない設計が大部分を占める。
【0003】
従来の装置では、塗工液の粘度を100mPa・s以上にすると、塗工ロールと塗工ライナーの端部接触部(図2)から塗工液の液飛びが発生して周辺を汚染するため、塗工液の粘度を100mPa・s以上にすることができないという問題が有った。
【0004】
このため、その塗工液の粘度は100mPa・s以下、好ましくは50mPa・s以下にする必要があり、塗工液の配合において、塗工液の粘度が100mPa・s以下になると沈降沈殿する填料(ピグメント)は使用できず、塗工液粘度を100mPa・s以下にしても沈降沈殿しないワックスと合成樹脂等のエマルジョンから成り立っていた。
従来技術では、填料が沈降すると配管詰まり等の製造トラブルが発生していた。
【0005】
従来技術における塗料の合成樹脂等の性質は、塗料中のワックスがライナー原紙内部へ浸透するのを防止するのに役立ち、ワックスは主に撥水性と遮水性の向上に役立っているものであった。
【0006】
しかしながら、従来技術においては、塗工液に滑り防止等に効果のある填料を配合していないため、遮水性を大幅に高める目的でライナーへの塗工量を増やしていた。その結果、塗工液中のワックスによる影響で、滑り角度の大幅低下、フレキソ印刷不良、酢酸ビニール接着剤等の合成樹脂接着剤を使用する際の接着不良等の諸問題が発生し、実際上、段ボールの遮水性を大幅に高めることができないという問題が有った。
【0007】
特許文献1の塗工ライナーでは、有機ピグメントを含有し、通常球形をしており、球の中が詰まっているものと中空のものとがあり、いずれも使用可能である、とあるが、特許文献1は網点の欠落が少なく、白紙光沢及び印刷光沢に優れる塗工ライナーに関する公報であり、塗料の粘度範囲により顔料が沈殿することを考慮している公報ではない。
請求項5及び6に記載した、実密粒子構造とは、球の中が詰まっている状態を示し、中空粒子構造とは、球状の内側が空洞であり中空になっている状態を示す。
【0008】
特許文献2の耐水性段ボールシートでは、顔料はプラスチック填料ではなく、カオリン、炭酸カルシウム、水酸化アルミニウムなどが使われている。
【0009】
特許文献3の段ボールシートでは、顔料としてアクリル樹脂、ベンゾグアナミン樹脂、尿素樹脂、澱粉粒子などの微粉末が使用できる、としているが、塗工時に顔料が塗工面に対して平行に配置して積層構造となる平版状(アスペクト比が4以上、さらに好ましくは6以上であるもの)の顔料、としており塗料の粘度範囲により顔料が沈殿することを考慮している公報ではない。
【0010】
特許文献4の段ボールシートでは、顔料として、染料と混合した合成樹脂顔料を用いることができる、としているが、これも塗料の粘度範囲により顔料が沈殿することを考慮している公報ではない。
【0011】
【特許文献1】特開平11−279989号公報
【特許文献2】特開2002−013098号公報
【特許文献3】特開2002−234089号公報
【特許文献4】特開2002−275788号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、コルゲーター貼合工程の簡易なロール塗工機(図1)を使用して、ロールからの液飛びと塗料中の填料沈降を防止し、高度の撥水性と遮水性を有する段ボールを製造するものである。
【課題を解決するための手段】
【0013】
本発明においては、塗工したライナーに高度の撥水性と遮水性を付与しても、滑り角度の低下、フレキソ印刷不良と酢酸ビニール接着不良を防止するため、塗料中にプラスチック填料を配合するものであり、100mPa・s以下の粘度にすると沈降沈殿してしまう無機填料は配合しない。
【0014】
プラスチック填料は、通常使用の無機填料(比重=2〜5)と異なり、実際上の比重を塗工液の比重とほぼ同一にすることが可能であり、塗料粘度を100mPa・s以下にしても沈降沈殿することはない。
無機填料には、カオリン、炭酸カルシウム、酸化チタン等が有るが、これらは全て、比重が2以上であり、コルゲーター貼合工程で塗工する塗料に配合すると沈降沈殿してしまうので配合できない。
無機填料を配合した場合、塗料粘度を300mPa・sまで高めれば無機填料は沈降しないが、300mPa・sでは、コルゲーター工程の簡易なロール塗工機(図1)では、塗料の液飛びが発生するため、配合できない。
【0015】
本発明では、プラスチック填料を塗料に配合することにより、塗工ライナーの滑り角度の低下防止、フレキソ印刷不良の改善、合成樹脂接着剤の接着不良改善の効果がある。
このため、本発明は、コルゲーター貼合工程の簡易なロール塗工機使用において、塗工したライナーの遮水性の大幅向上、滑り角度・フレキソ印刷性・合成樹脂接着剤接着性等の低下防止を同時に行なうことのできるものである。
【発明の効果】
【0016】
本発明は、ライナーオモテ面への塗工場所と装置は、従来技術の自家撥水段ボールと同様である。
つまり、塗工場所は、コルゲーターのライナーミルロールスタンドとシングルフェサー間及びライナーミルロールスタンドとダブルフェサー間であり、塗工装置は、図1に示すように、小スペース、簡易作業を命題としたロールサイド部分の液飛び防止装置を有しないものである。
【0017】
塗料の主成分は、合成樹脂とワックスのエマルジョンとプラスチック填料の3成分の分散液からなり、その濃度は、作成時は30〜50%であるが、塗工時は、2〜6倍に水稀釈し、6〜25%にて使用し、その濃度でライナーに9〜17g/m2、好ましくは約12〜14g/m2塗工して、本発明の撥水・遮水段ボールを製造するものである。 尚、請求項3に記載した有姿塗工量とは、水を含んだ状態の塗工量を示す。
このため、固形塗工量は、0.1〜5g/m2、好ましくは0.8〜3.2g/m2になる。
【0018】
本発明は、塗料にプラスチック填料を配合しているため、固形塗工量を3g/m2程度まで高めても、段ボールとしての滑り角度を18度以上に維持し、良好なフレキソ印刷性と酢ビ接着性を維持できるものである。
本明細書での滑り角度は、塗料塗工面同士をJIS P 8147の規定に従って測定した値を意味する。
そして、撥水性を示すコッブ吸水量(JIS P 8140の2分値:コッブ吸水度が少ない程遮水性が良い)は、25g/m2以下とすることが好ましい。なお、参考までに、一般ライナーの2分法コッブ吸水量は35g/m2程度であり、通常の自家耐水段ボールの2分法コッブ吸水量は25g/m2程度である。
本発明では、更に、市販耐水ライナーのコッブ吸水量(20〜25g/m2)より低くするために20g/m2以下にすることもできるし、もっと極端に撥水性を高め、コッブ吸水量を5g/m2(接触時間=2分)以下にすることも可能である。本発明ではプラスチック填料により滑り角度が制御されているので、撥水剤の塗布量は自由に選べることが利点となっている。
【発明を実施するための最良の形態】
【0019】
本発明塗料中の合成樹脂としては、スチレン・ブタジェン共重合体、スチレン・アクリル共重合体、各種アクリル系共重合体(アクリル酸、アクリル酸メチル、アクリル酸ブチル等の共重合体)等であり、スチレン・アクリル共重合体が好ましいものである。
【0020】
ワックスとしては、パラフィンワックス(n−パラフィンワックス、イソパラフィンワックス、シクロパラフィンワックス等)、ポリエチレン系等であり、パラフィンワックスが好ましいものである。
【0021】
プラスチック填料としては、密実粒子(填料中に空間を有しない粒子)の場合は、アクリル系とスチレン・アクリル系等であり、その比重は1.01〜1.08であり、塗料比重とほぼ同様のため、塗料粘度を100msp・s以下にしても、填料の沈降は起こらないものである。
中空粒子の場合は、アクリル系とスチレン・アクリル系等であり、その比重は0.4〜1.08がある。
しかしながら、中空粒子の場合は、填料の中空部分に塗料液が入るため、実比重は塗料比重とほぼ同様になり、塗料粘度を50mPa・s以下に低下させても、ほとんど沈降しないものである。
【0022】
更に、プラスチック填料は合成樹脂エマルジョン・ワックスエマルジョンとの分散が容易であり、ライナーへ塗工された後には、プラスチック填料がライナー表面に存在し、滑り角度の低下防止、フレキソ印刷性の向上、合成樹脂接着性の低下防止に役立つものである。
【0023】
従来技術の所謂自家撥水段ボールの場合は、塗料中に填料を配合していないため、塗工後のライナー表面は、塗料中のワックスがブリードアウトし、滑り角度が大幅に低下し、印刷不良と合成樹脂接着剤の接着不良の原因となっていた。
【0024】
このため、従来技術では、滑り角度等の段ボールケースとしての特性を維持した状態で、その遮水性を大幅に向上させ、市販耐水ライナー以上にすることは、実際上できないものであった。
本発明は、これらの問題を解消し、コルゲーター貼合工程の簡易なロール塗工機(図1)使用にて、市販耐水ライナー使用の耐水段ボールより高い遮水性を有する段ボールを製造するものである。
【実施例】
【0025】
(実施例1)
塗料としては、合成樹脂:スチレン・アクリル共重合体(Tg35℃)40部、ワックス:n−パラフィンワックス(Tg57℃)40部、プラスチック填料:アクリル系密実填料(比重1.06、粒径0.5μm)20部の配合にて、濃度=40%、粘度=500mPa・sのものを作成し、作成時塗料とする。
次に、この塗料を稀釈して22%濃度にし、その粘度を40mPa・sにし、塗工時塗料とする。
次に、コルゲーター貼合工程の簡易なロール塗工機(図1)使用にて、この塗料をOFK280ライナー(王子板紙)のオモテ面側に約13g/m2塗工し、塗工後一般中芯160(王子板紙)と貼合して撥水段ボールを製造する。
(実施例2)
塗料としては、合成樹脂:スチレン・アクリル共重合体(Tg35℃)42.5部、ワックス:n−パラフィンワックス135°F42.5部、プラスチック填料:スチレン・アクリル系中空填料(比重0.47[溶液を含んだ状態の比重は1.05]、粒径0.5μm)15部の配合にて、濃度=33%、粘度=100mPa・sのものを作成し、作成時塗料とする。
次に、この塗料を稀釈して16.5%濃度にし、その粘度を10mPa・sにし、塗工時塗料とする。
以下、コルゲーター貼合工程での塗工は実施例1と同様
(実施例3)
塗料としては、合成樹脂:スチレン・アクリル共重合体(Tg35℃)42.5部、ワックス:n−パラフィンワックス135°F42.5部、プラスチック填料:スチレン・アクリル系中空填料(比重0.40[溶液を含んだ状態での比重は0.94]、粒径0.5μm)15部の配合にて、濃度=33%、粘度=100mPa・sのものを作成し、作成時塗料とする。
次に、この塗料を稀釈して16.5%濃度にし、その粘度を10mPa・sにし、塗工時塗料とする。
以下、コルゲーター貼合工程での塗工は実施例1と同様
(比較例1)
塗料としては、合成樹脂:スチレン・アクリル共重合体(Tg35℃)40部、ワックス:n−パラフィンワックス(Tg57℃)40部、無機填料:炭酸カルシュウム(比重2.65、粒径0.1〜0.6μm)20部の配合にて、濃度=40%、粘度=800mPa・sのものを作成し、作成時塗料とする。
次に、この塗料を稀釈して22%濃度にし、その粘度を50mPa・sにし、塗工時塗料とする。
以下、コルゲーター貼合工程での塗工は実施例1と同様
(比較例2)
塗料として、市販撥水剤:リパックスA―740改(填料の配合なし、近代化学工業)、濃度=40%、粘度=40mPa・sを使用。
次に、この塗料を稀釈して16.5%濃度にし、その粘度を10mPa・s以下にし、塗工時塗料とする。
以下、コルゲーター貼合工程での塗工は実施例1と同様
(比較例3)
市販耐水ライナー280(HP280、王子板紙)と一般中芯160(王子板紙)を貼合し、耐水段ボールを製造する。
<結果>

*1)填料の沈降:塗工時の状態で、5時間放置し、填料の沈降なしを◎、沈降有りを×とする。
*2)遮水性:段ボールのコッブ吸水量(JIS P 8140)を測定し、15g/m2・2分以下を◎、15〜20を○、20〜25を△、25以上を×とする。
*3)滑り角度:20°以上を◎、17〜20°を△、17°以下を×とする。
*4)合成樹脂接着剤での接着性:段ボールの表面に酢酸ビニール系接着剤を50g/m2以上塗工、次にもう1つの段ボールを貼り合わせ、圧力をかけた状態で1日放置、次に接着部分を手ではがし、ライナーが破壊するものを◎、はがし方法によりライナーの一部が破壊するものを△、ライナーが破壊しないものを×とする。
【産業上の利用可能性】
【0026】
本発明において、コルゲーターの貼合工程で薬剤を塗工して製造する、所謂自家撥水段ボールの従来技術では困難であった、段ボールの遮水性を大幅に向上することを可能とした。
【図面の簡単な説明】
【0027】
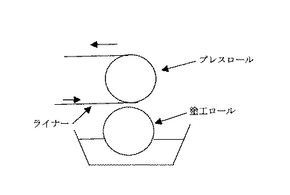
【図1】コルゲーター貼合工程の簡単なロール塗工機
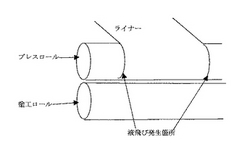
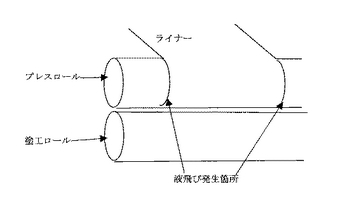
【図2】塗工ロールと塗工ライナーの端部接触部
【技術分野】
【0001】
本発明は、コルゲーターの貼合工程において、簡易で、液飛び防止装置を有しないロール塗工機を使用して、塗料をライナーのオモテ面側に塗工、乾燥して製造する撥水・遮水段ボール及びその製造方法に関するものである。
【背景技術】
【0002】
コルゲーター貼合工程にて、ライナーのオモテ面側に撥水剤を塗工乾燥し、撥水段ボールを製造する従来技術として、所謂自家撥水段ボールと称されるものが有る。
自家撥水段ボールは、コルゲーターのライナーミルロールスタンドとシングルフェサー間及びライナーミルロールスタンドとダブルフェサー間に取り付けた、簡易なロール塗工機(図1)で塗工して製造されるものであり、ロール塗工機(図1)は小スペース、簡易作業を命題としており、ライナーの紙幅変更に伴って修正する必要があるロールサイド部分の液飛び防止装置を有しない設計が大部分を占める。
【0003】
従来の装置では、塗工液の粘度を100mPa・s以上にすると、塗工ロールと塗工ライナーの端部接触部(図2)から塗工液の液飛びが発生して周辺を汚染するため、塗工液の粘度を100mPa・s以上にすることができないという問題が有った。
【0004】
このため、その塗工液の粘度は100mPa・s以下、好ましくは50mPa・s以下にする必要があり、塗工液の配合において、塗工液の粘度が100mPa・s以下になると沈降沈殿する填料(ピグメント)は使用できず、塗工液粘度を100mPa・s以下にしても沈降沈殿しないワックスと合成樹脂等のエマルジョンから成り立っていた。
従来技術では、填料が沈降すると配管詰まり等の製造トラブルが発生していた。
【0005】
従来技術における塗料の合成樹脂等の性質は、塗料中のワックスがライナー原紙内部へ浸透するのを防止するのに役立ち、ワックスは主に撥水性と遮水性の向上に役立っているものであった。
【0006】
しかしながら、従来技術においては、塗工液に滑り防止等に効果のある填料を配合していないため、遮水性を大幅に高める目的でライナーへの塗工量を増やしていた。その結果、塗工液中のワックスによる影響で、滑り角度の大幅低下、フレキソ印刷不良、酢酸ビニール接着剤等の合成樹脂接着剤を使用する際の接着不良等の諸問題が発生し、実際上、段ボールの遮水性を大幅に高めることができないという問題が有った。
【0007】
特許文献1の塗工ライナーでは、有機ピグメントを含有し、通常球形をしており、球の中が詰まっているものと中空のものとがあり、いずれも使用可能である、とあるが、特許文献1は網点の欠落が少なく、白紙光沢及び印刷光沢に優れる塗工ライナーに関する公報であり、塗料の粘度範囲により顔料が沈殿することを考慮している公報ではない。
請求項5及び6に記載した、実密粒子構造とは、球の中が詰まっている状態を示し、中空粒子構造とは、球状の内側が空洞であり中空になっている状態を示す。
【0008】
特許文献2の耐水性段ボールシートでは、顔料はプラスチック填料ではなく、カオリン、炭酸カルシウム、水酸化アルミニウムなどが使われている。
【0009】
特許文献3の段ボールシートでは、顔料としてアクリル樹脂、ベンゾグアナミン樹脂、尿素樹脂、澱粉粒子などの微粉末が使用できる、としているが、塗工時に顔料が塗工面に対して平行に配置して積層構造となる平版状(アスペクト比が4以上、さらに好ましくは6以上であるもの)の顔料、としており塗料の粘度範囲により顔料が沈殿することを考慮している公報ではない。
【0010】
特許文献4の段ボールシートでは、顔料として、染料と混合した合成樹脂顔料を用いることができる、としているが、これも塗料の粘度範囲により顔料が沈殿することを考慮している公報ではない。
【0011】
【特許文献1】特開平11−279989号公報
【特許文献2】特開2002−013098号公報
【特許文献3】特開2002−234089号公報
【特許文献4】特開2002−275788号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、コルゲーター貼合工程の簡易なロール塗工機(図1)を使用して、ロールからの液飛びと塗料中の填料沈降を防止し、高度の撥水性と遮水性を有する段ボールを製造するものである。
【課題を解決するための手段】
【0013】
本発明においては、塗工したライナーに高度の撥水性と遮水性を付与しても、滑り角度の低下、フレキソ印刷不良と酢酸ビニール接着不良を防止するため、塗料中にプラスチック填料を配合するものであり、100mPa・s以下の粘度にすると沈降沈殿してしまう無機填料は配合しない。
【0014】
プラスチック填料は、通常使用の無機填料(比重=2〜5)と異なり、実際上の比重を塗工液の比重とほぼ同一にすることが可能であり、塗料粘度を100mPa・s以下にしても沈降沈殿することはない。
無機填料には、カオリン、炭酸カルシウム、酸化チタン等が有るが、これらは全て、比重が2以上であり、コルゲーター貼合工程で塗工する塗料に配合すると沈降沈殿してしまうので配合できない。
無機填料を配合した場合、塗料粘度を300mPa・sまで高めれば無機填料は沈降しないが、300mPa・sでは、コルゲーター工程の簡易なロール塗工機(図1)では、塗料の液飛びが発生するため、配合できない。
【0015】
本発明では、プラスチック填料を塗料に配合することにより、塗工ライナーの滑り角度の低下防止、フレキソ印刷不良の改善、合成樹脂接着剤の接着不良改善の効果がある。
このため、本発明は、コルゲーター貼合工程の簡易なロール塗工機使用において、塗工したライナーの遮水性の大幅向上、滑り角度・フレキソ印刷性・合成樹脂接着剤接着性等の低下防止を同時に行なうことのできるものである。
【発明の効果】
【0016】
本発明は、ライナーオモテ面への塗工場所と装置は、従来技術の自家撥水段ボールと同様である。
つまり、塗工場所は、コルゲーターのライナーミルロールスタンドとシングルフェサー間及びライナーミルロールスタンドとダブルフェサー間であり、塗工装置は、図1に示すように、小スペース、簡易作業を命題としたロールサイド部分の液飛び防止装置を有しないものである。
【0017】
塗料の主成分は、合成樹脂とワックスのエマルジョンとプラスチック填料の3成分の分散液からなり、その濃度は、作成時は30〜50%であるが、塗工時は、2〜6倍に水稀釈し、6〜25%にて使用し、その濃度でライナーに9〜17g/m2、好ましくは約12〜14g/m2塗工して、本発明の撥水・遮水段ボールを製造するものである。 尚、請求項3に記載した有姿塗工量とは、水を含んだ状態の塗工量を示す。
このため、固形塗工量は、0.1〜5g/m2、好ましくは0.8〜3.2g/m2になる。
【0018】
本発明は、塗料にプラスチック填料を配合しているため、固形塗工量を3g/m2程度まで高めても、段ボールとしての滑り角度を18度以上に維持し、良好なフレキソ印刷性と酢ビ接着性を維持できるものである。
本明細書での滑り角度は、塗料塗工面同士をJIS P 8147の規定に従って測定した値を意味する。
そして、撥水性を示すコッブ吸水量(JIS P 8140の2分値:コッブ吸水度が少ない程遮水性が良い)は、25g/m2以下とすることが好ましい。なお、参考までに、一般ライナーの2分法コッブ吸水量は35g/m2程度であり、通常の自家耐水段ボールの2分法コッブ吸水量は25g/m2程度である。
本発明では、更に、市販耐水ライナーのコッブ吸水量(20〜25g/m2)より低くするために20g/m2以下にすることもできるし、もっと極端に撥水性を高め、コッブ吸水量を5g/m2(接触時間=2分)以下にすることも可能である。本発明ではプラスチック填料により滑り角度が制御されているので、撥水剤の塗布量は自由に選べることが利点となっている。
【発明を実施するための最良の形態】
【0019】
本発明塗料中の合成樹脂としては、スチレン・ブタジェン共重合体、スチレン・アクリル共重合体、各種アクリル系共重合体(アクリル酸、アクリル酸メチル、アクリル酸ブチル等の共重合体)等であり、スチレン・アクリル共重合体が好ましいものである。
【0020】
ワックスとしては、パラフィンワックス(n−パラフィンワックス、イソパラフィンワックス、シクロパラフィンワックス等)、ポリエチレン系等であり、パラフィンワックスが好ましいものである。
【0021】
プラスチック填料としては、密実粒子(填料中に空間を有しない粒子)の場合は、アクリル系とスチレン・アクリル系等であり、その比重は1.01〜1.08であり、塗料比重とほぼ同様のため、塗料粘度を100msp・s以下にしても、填料の沈降は起こらないものである。
中空粒子の場合は、アクリル系とスチレン・アクリル系等であり、その比重は0.4〜1.08がある。
しかしながら、中空粒子の場合は、填料の中空部分に塗料液が入るため、実比重は塗料比重とほぼ同様になり、塗料粘度を50mPa・s以下に低下させても、ほとんど沈降しないものである。
【0022】
更に、プラスチック填料は合成樹脂エマルジョン・ワックスエマルジョンとの分散が容易であり、ライナーへ塗工された後には、プラスチック填料がライナー表面に存在し、滑り角度の低下防止、フレキソ印刷性の向上、合成樹脂接着性の低下防止に役立つものである。
【0023】
従来技術の所謂自家撥水段ボールの場合は、塗料中に填料を配合していないため、塗工後のライナー表面は、塗料中のワックスがブリードアウトし、滑り角度が大幅に低下し、印刷不良と合成樹脂接着剤の接着不良の原因となっていた。
【0024】
このため、従来技術では、滑り角度等の段ボールケースとしての特性を維持した状態で、その遮水性を大幅に向上させ、市販耐水ライナー以上にすることは、実際上できないものであった。
本発明は、これらの問題を解消し、コルゲーター貼合工程の簡易なロール塗工機(図1)使用にて、市販耐水ライナー使用の耐水段ボールより高い遮水性を有する段ボールを製造するものである。
【実施例】
【0025】
(実施例1)
塗料としては、合成樹脂:スチレン・アクリル共重合体(Tg35℃)40部、ワックス:n−パラフィンワックス(Tg57℃)40部、プラスチック填料:アクリル系密実填料(比重1.06、粒径0.5μm)20部の配合にて、濃度=40%、粘度=500mPa・sのものを作成し、作成時塗料とする。
次に、この塗料を稀釈して22%濃度にし、その粘度を40mPa・sにし、塗工時塗料とする。
次に、コルゲーター貼合工程の簡易なロール塗工機(図1)使用にて、この塗料をOFK280ライナー(王子板紙)のオモテ面側に約13g/m2塗工し、塗工後一般中芯160(王子板紙)と貼合して撥水段ボールを製造する。
(実施例2)
塗料としては、合成樹脂:スチレン・アクリル共重合体(Tg35℃)42.5部、ワックス:n−パラフィンワックス135°F42.5部、プラスチック填料:スチレン・アクリル系中空填料(比重0.47[溶液を含んだ状態の比重は1.05]、粒径0.5μm)15部の配合にて、濃度=33%、粘度=100mPa・sのものを作成し、作成時塗料とする。
次に、この塗料を稀釈して16.5%濃度にし、その粘度を10mPa・sにし、塗工時塗料とする。
以下、コルゲーター貼合工程での塗工は実施例1と同様
(実施例3)
塗料としては、合成樹脂:スチレン・アクリル共重合体(Tg35℃)42.5部、ワックス:n−パラフィンワックス135°F42.5部、プラスチック填料:スチレン・アクリル系中空填料(比重0.40[溶液を含んだ状態での比重は0.94]、粒径0.5μm)15部の配合にて、濃度=33%、粘度=100mPa・sのものを作成し、作成時塗料とする。
次に、この塗料を稀釈して16.5%濃度にし、その粘度を10mPa・sにし、塗工時塗料とする。
以下、コルゲーター貼合工程での塗工は実施例1と同様
(比較例1)
塗料としては、合成樹脂:スチレン・アクリル共重合体(Tg35℃)40部、ワックス:n−パラフィンワックス(Tg57℃)40部、無機填料:炭酸カルシュウム(比重2.65、粒径0.1〜0.6μm)20部の配合にて、濃度=40%、粘度=800mPa・sのものを作成し、作成時塗料とする。
次に、この塗料を稀釈して22%濃度にし、その粘度を50mPa・sにし、塗工時塗料とする。
以下、コルゲーター貼合工程での塗工は実施例1と同様
(比較例2)
塗料として、市販撥水剤:リパックスA―740改(填料の配合なし、近代化学工業)、濃度=40%、粘度=40mPa・sを使用。
次に、この塗料を稀釈して16.5%濃度にし、その粘度を10mPa・s以下にし、塗工時塗料とする。
以下、コルゲーター貼合工程での塗工は実施例1と同様
(比較例3)
市販耐水ライナー280(HP280、王子板紙)と一般中芯160(王子板紙)を貼合し、耐水段ボールを製造する。
<結果>
*1)填料の沈降:塗工時の状態で、5時間放置し、填料の沈降なしを◎、沈降有りを×とする。
*2)遮水性:段ボールのコッブ吸水量(JIS P 8140)を測定し、15g/m2・2分以下を◎、15〜20を○、20〜25を△、25以上を×とする。
*3)滑り角度:20°以上を◎、17〜20°を△、17°以下を×とする。
*4)合成樹脂接着剤での接着性:段ボールの表面に酢酸ビニール系接着剤を50g/m2以上塗工、次にもう1つの段ボールを貼り合わせ、圧力をかけた状態で1日放置、次に接着部分を手ではがし、ライナーが破壊するものを◎、はがし方法によりライナーの一部が破壊するものを△、ライナーが破壊しないものを×とする。
【産業上の利用可能性】
【0026】
本発明において、コルゲーターの貼合工程で薬剤を塗工して製造する、所謂自家撥水段ボールの従来技術では困難であった、段ボールの遮水性を大幅に向上することを可能とした。
【図面の簡単な説明】
【0027】
【図1】コルゲーター貼合工程の簡単なロール塗工機
【図2】塗工ロールと塗工ライナーの端部接触部
【特許請求の範囲】
【請求項1】
ライナーと波形中芯からなる段ボールを製造する装置であるコルゲーターの貼合工程において、少なくとも一方のライナーのオモテ面側にワックスと合成樹脂とプラスチック填料で構成される塗料を0.1〜5.0g/m2(固形分)塗工した段ボール。
【請求項2】
塗料塗工後の段ボールシートの特性で、塗工面の撥水度(JAPAN TAPPI 68)はR6以上、コッブ吸水度(JIS P8140:接触時間=2分)は25g/m2以下、滑り角度(JIS P8147)は18度以上、であることを特徴とする請求項1の段ボール。
【請求項3】
コルゲーターの貼合工程において、ライナーに塗工する塗料の濃度が5〜40%であり、該塗料の粘度は100mPa・s以下であり、塗工液の有姿塗工量が9〜17g/m2あることを特徴とする請求項1〜2のいずれかに記載の段ボールの製造方法。
【請求項4】
塗料の塗工装置は、ライナーの紙幅に合わせて移動する液飛び防止装置を有しないことを特徴とする請求項3の段ボールの製造方法。
【請求項5】
塗料の粘度を100mPa・s以下にしても、プラスチック填料は密実粒子構造を有し、粒径は0.1〜1.0μm、且つ比重は0.9〜1.1とし、プラスチック填料の沈降を防止することを特徴とする請求項3に記載の段ボールの製造方法。
【請求項6】
塗料の粘度を100mPa・s以下にしても、プラスチック填料は中空粒子構造を有し、粒径は0.1〜1.0μm、且つ溶液を含んだ比重が0.9〜1.1とし、プラスチック填料の沈降を防止することを特徴とする請求項3に記載の段ボールの製造方法。
【請求項1】
ライナーと波形中芯からなる段ボールを製造する装置であるコルゲーターの貼合工程において、少なくとも一方のライナーのオモテ面側にワックスと合成樹脂とプラスチック填料で構成される塗料を0.1〜5.0g/m2(固形分)塗工した段ボール。
【請求項2】
塗料塗工後の段ボールシートの特性で、塗工面の撥水度(JAPAN TAPPI 68)はR6以上、コッブ吸水度(JIS P8140:接触時間=2分)は25g/m2以下、滑り角度(JIS P8147)は18度以上、であることを特徴とする請求項1の段ボール。
【請求項3】
コルゲーターの貼合工程において、ライナーに塗工する塗料の濃度が5〜40%であり、該塗料の粘度は100mPa・s以下であり、塗工液の有姿塗工量が9〜17g/m2あることを特徴とする請求項1〜2のいずれかに記載の段ボールの製造方法。
【請求項4】
塗料の塗工装置は、ライナーの紙幅に合わせて移動する液飛び防止装置を有しないことを特徴とする請求項3の段ボールの製造方法。
【請求項5】
塗料の粘度を100mPa・s以下にしても、プラスチック填料は密実粒子構造を有し、粒径は0.1〜1.0μm、且つ比重は0.9〜1.1とし、プラスチック填料の沈降を防止することを特徴とする請求項3に記載の段ボールの製造方法。
【請求項6】
塗料の粘度を100mPa・s以下にしても、プラスチック填料は中空粒子構造を有し、粒径は0.1〜1.0μm、且つ溶液を含んだ比重が0.9〜1.1とし、プラスチック填料の沈降を防止することを特徴とする請求項3に記載の段ボールの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2006−150752(P2006−150752A)
【公開日】平成18年6月15日(2006.6.15)
【国際特許分類】
【出願番号】特願2004−344639(P2004−344639)
【出願日】平成16年11月29日(2004.11.29)
【出願人】(000122298)王子製紙株式会社 (2,055)
【出願人】(502356517)王子チヨダコンテナー株式会社 (66)
【Fターム(参考)】
【公開日】平成18年6月15日(2006.6.15)
【国際特許分類】
【出願日】平成16年11月29日(2004.11.29)
【出願人】(000122298)王子製紙株式会社 (2,055)
【出願人】(502356517)王子チヨダコンテナー株式会社 (66)
【Fターム(参考)】
[ Back to top ]