
撹拌容器、及びめっき方法、並びに研磨方法
【課題】被加工物が容器本体の回転中心の底面に滞留したり、容器本体の底面に張り付くのを防止して良好な撹拌状態を得ることができるようにする。
【解決手段】回転可能な有底筒状の容器本体1が傾斜状に配された撹拌容器において、回転中心には回転軸2が設けられると共に、該回転軸2には容器本体1の底部1aに固着された突起物3が連接されている。そして、突起物3の底面積が、容器本体1の底面積に対し面積比率で75%以上とされている。また、突起物と容器本体の内壁面とのなす角度が90°以下のときは、突起物3の底面積が、容器本体1の底面積に対し面積比率で90%以下とされている。
【解決手段】回転可能な有底筒状の容器本体1が傾斜状に配された撹拌容器において、回転中心には回転軸2が設けられると共に、該回転軸2には容器本体1の底部1aに固着された突起物3が連接されている。そして、突起物3の底面積が、容器本体1の底面積に対し面積比率で75%以上とされている。また、突起物と容器本体の内壁面とのなす角度が90°以下のときは、突起物3の底面積が、容器本体1の底面積に対し面積比率で90%以下とされている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は撹拌容器、及びめっき方法、並びに研磨方法に関し、より詳しくは被加工物を撹拌しながらめっき処理や研磨処理を行う撹拌容器、及びこれを用いためっき方法、並びに研磨方法に関する。
【背景技術】
【0002】
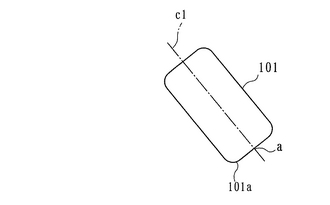
従来より、図10に示すように、所定の処理液で満たされた有底円筒状の容器本体101に多数の被加工物を投入し、傾斜状に設置して回転し、内容物を撹拌して処理液と被加工物とを接触させることにより、被加工物にめっき処理を施したり研磨処理を施す撹拌容器が知られている。
【0003】
ところで、この種の撹拌容器は、容器本体101を回転させた場合に、旋回の中心部が低く周囲が高くなるようにすり鉢状に回転するため、容器本体101の底面101aと軸芯c1との交点(点aで示す)に位置する被加工物は移動することなく同一箇所で旋回運動をするのみであり、したがって容器本体101内で被加工物と処理液とが均一に撹拌せず、各被加工物間で加工精度にバラツキが生じる。
【0004】
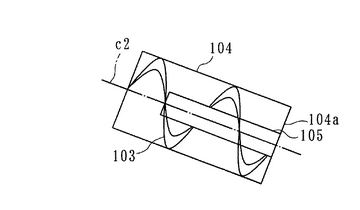
そこで、図11に示すように、任意の角度で傾斜する軸芯線c2を中心にして回転される有底の円筒状容器104と、該円筒状容器104の収容物を軸芯線c2と直交する方向に混合するブレード103とを備え、ブレード103の内縁との間に適宜の間隔を形成しながら前記軸芯線c2上に配された柱状体105を有する混合構造が提案されている(特許文献1)。
【0005】
特許文献1は、円筒状容器104の軸芯線c2かつ底面104a上に柱状物105を設けているので、傾斜状に設置された円筒状容器104に被混合物を収容して回転させた場合であっても、軸芯上底面に被加工物が滞留するのを防止することができる。
【0006】
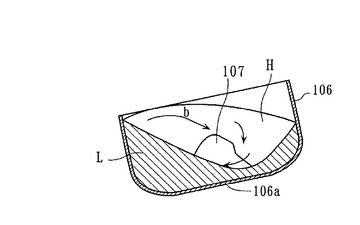
また、他の先行技術としては、回転槽106の中央部に頂部が円錐形状に形成されたセンターポール107を設けて回転槽106を回転させ、これによりバレル研磨を行うバレル研磨方法も提案されている(特許文献2)。
【0007】
特許文献2は、回転槽106の底面106aの中央にセンターポール107を設け、マス(被加工物、研磨石等、研磨対象となる総体)を低速領域L→高速領域H→低速領域L→…とセンターポール107周辺に向けて螺旋状軌跡を描きながら回転槽106内で循環させ、これにより被加工物が軸芯上底面に滞留するのを防止することができる。
【0008】
【特許文献1】特開平10−80628号公報
【特許文献2】特開2001−252858号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1及び2では、円筒状容器104の底面104a及び回転槽106の底面106aが平面状に形成されているため、被加工物が微小な角柱状に形成されている場合は、該被加工物が底面104a、106aに張り付いて均一な撹拌状態を得ることができず、このためこれらの装置を使用してめっき処理や研磨処理を行なっても、各被加工物間で加工精度にバラツキが生じ、製品歩留まりの低下を招くという問題点があった。
【0010】
本発明はこのような事情に鑑みなされたものであって、被加工物が容器本体の回転中心の底面に滞留したり、容器本体の底面に張り付くのを防止して良好な撹拌状態を得ることができる撹拌容器、及びこの撹拌容器を用いためっき方法、並びに研磨方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
〔背景技術〕の項でも述べたように、有底筒状容器の軸芯かつ底面に突起物を設けることにより、被加工物が軸芯上底面に滞留してしまうのを防止することができるが、有底筒状容器を回転させて内容物を撹拌させようとした場合、突起物周囲の底面上の平面部領域に被加工物が張り付いてしまうことから、本発明者らは、斯かる被加工物の張り付きを防止すべく鋭意研究を進めたところ、容器本体の底部の平坦部領域を小さくするのが効果的であることを見出した。そして更に実験を繰り返したところ、容器本体の底表面積に対する前記突起物の底表面積を面積比率で75%以上とすることにより、被加工物が容器本体底部に張り付くのを防止して均一な撹拌状態を得ることができるという知見を得た。
【0012】
本発明はこのような知見に基づきなされたものであって、本発明に係る撹拌容器は、回転可能な有底筒状の容器本体が傾斜状に配された撹拌容器において、前記容器本体の回転中心を内包する底面上に突起物が形成され、かつ、前記突起物の底面積が、前記容器本体の底面積に対し面積比率で75%以上であることを特徴としている。
【0013】
突起物と容器本体の内壁面とのなす角度が90°以下の場合、前記突起物の底面積が容器本体の底面積に近付き過ぎると、微小な被加工物が容器本体の内壁面と突起物との間に挟まれてしまうおそれがあり、斯かる事態が生じるのを回避するためには、容器本体の底面積に対する突起物の底面積を面積比率で90%以下に設定する必要があることが、本発明者らの実験結果により分かった。
【0014】
すなわち、本発明の撹拌容器は、前記突起物と前記容器本体の内壁面とのなす角度が90°以下のときは、前記突起物の底面積が、前記容器本体の底面積に対し面積比率で90%以下であることを特徴としている。
【0015】
また、突起物としての作用を呈するためには、突起物の高さは、前記突起物の底部を円換算した場合の直径の1/10以上であるのが好ましい。
【0016】
すなわち、本発明の撹拌容器は、前記突起物の高さが、前記突起物の底面を円換算した場合の直径の1/10以上であることを特徴としている。
【0017】
また、本発明に係るめっき方法は、上記撹拌容器の容器本体をめっき液で満たすと共に、該容器本体に多数の被めっき物を投入し、前記容器本体を回転させて前記被めっき物及び前記めっき液を撹拌し、前記被めっき物の表面にめっき皮膜を形成することを特徴としている。
【0018】
また、本発明のめっき方法は、前記容器本体に導電性媒体を投入することを特徴としている。
【0019】
さらに、本発明に係る研磨方法は、上記撹拌容器の容器本体を研磨液で満たすと共に、該容器本体に多数の被研磨物を投入し、前記容器本体を回転させて前記被加工物及び前記研磨材を撹拌し、前記研磨物の表面を研磨することを特徴としている。
【発明の効果】
【0020】
上記撹拌容器によれば、容器本体の回転中心を内包する底面上に突起物が形成され、かつ、前記突起物の底面積が、前記容器本体の底面積に対し面積比率で75%以上であるので、各種処理液で満たされた撹拌容器に被加工物を投入し、該撹拌容器を傾斜させて回転させても、容器本体の底面の回転中心やその近傍に被加工物が滞留することはなく、また、容器本体の底面に被加工物が張り付くのを防止することができ、処理液と被加工物とを均一に撹拌させることができる。
【0021】
また、前記突起物と前記容器本体の内壁面とのなす角度が90°以下のときは、前記突起物の底面積が、前記容器本体の底面積に対し面積比率で90%以下であるので、微小な被加工物を容器本体に投入して撹拌処理を行なっても、被加工物が突起物と容器本体の内壁面との間に挟まれることもなく、均一な撹拌状態を得ることができる。
【0022】
また、前記突起物の高さは、前記突起物の底部を円換算した場合の直径の1/10以上であるので、底部には十分な段差を形成することができ、したがって被加工物が底面に張り付いたり底面の回転中心やその近傍に滞留することもなく、撹拌状態を均一なものにすることができる。
【0023】
また、本発明のめっき方法によれば、上記撹拌容器の容器本体をめっき液で満たすと共に、該容器本体に多数の被めっき物、及び必要に応じて導電性媒体を投入し、前記容器本体を回転させて前記被めっき物及び前記めっき液を撹拌し、前記被めっき物の表面にめっき皮膜を形成するので、均一な撹拌状態下でめっき処理が行なわれることとなり、多数の被めっき物を同一ロットでめっき処理しても各被めっき物間でバラツキのないめっき皮膜を形成することができ、製品歩留まりの向上を図ることができる。
【0024】
また、本発明の研磨方法によれば、上記撹拌容器の容器本体を研磨液で満たすと共に、該容器本体に多数の被研磨物を投入し、前記容器本体を回転させて前記被研磨物及び前記研磨液を撹拌し、前記研磨物の表面を研磨するので、均一な撹拌状態下で研磨処理が行なわれることとなり、多数の被研磨物を同一ロットで研磨しても各被研磨物間で研磨精度にバラツキが生じるのを回避することが可能となり、製品歩留まりの向上を図ることができる。
【発明を実施するための最良の形態】
【0025】
次に、本発明の実施の形態を図面に基づいて詳説する。
【0026】
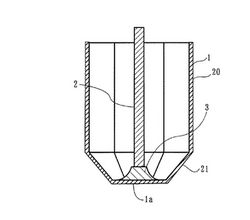
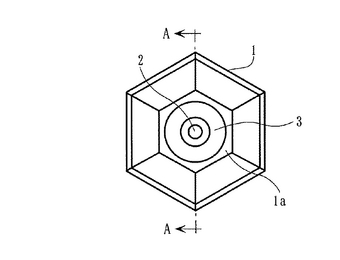
図1は本発明に係る撹拌容器の一実施の形態を模式的に示した平面図であり、図2は図1のA−A断面図である。
【0027】
この撹拌容器は、有底六角筒状の容器本体1を有し、容器本体1の内壁面1bは胴部20に対し底部21が傾斜状に縮径されている。また、回転中心(軸芯)には回転軸2が設けられると共に、該回転軸2には容器本体1の底面1aに形成された突起物3が連接されている。そして、本撹拌容器は、容器本体1が傾斜状に設置されて使用される。
【0028】
突起物3は、本実施の形態では円錐台形状に形成され、かつ底面1aとの接続部はR(アール)状に形成されており、容器本体1の底面積に対する突起物3の底面積が、面積比率で75%以上とされている。
【0029】
以下、前記面積比率を75%以上とした理由を述べる。
【0030】
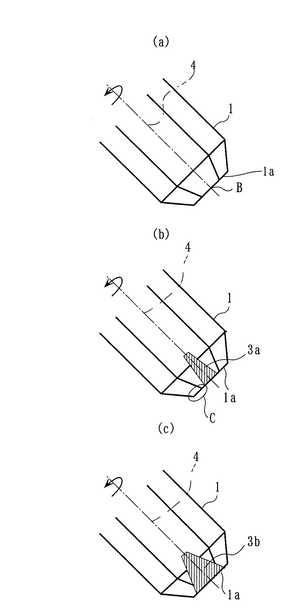
図3(a)に示すように、処理液で満たされた容器本体1に多数の被加工物を投入し、所定角度(例えば、45°)に傾斜させて容器本体1を回転させた場合、〔背景技術〕の項でも述べたように、旋回の中心部が低く周囲が高くなるようにすり鉢状に回転するため、容器本体の底面1aと回転中心4との交点Bに位置する被加工物は当該位置で旋回運動をするのみで、容器本体1内を移動せず、このため被加工物を処理液中で十分に撹拌させることができず、被加工物間で加工精度のバラツキが生じ、製品歩留まりの低下を招くおそれがある。
【0031】
一方、図3(b)に示すように、容器本体1の底面1aの回転中心4上に突起物3aを設けた場合は、突起物3aの作用により、回転中心4又はその近傍で旋回運動のみを行う被加工物の存在を低減又は無くすることが可能であるが、突起物3aの底面積が容器本体1の底面積に比べて過度に小さい場合は、突起物3aと容器本体1との間の平面部領域(図中、Cで示す部分)が大きくなるため、斯かる平面部領域に被加工物が張り付いてしまうおそれがある。つまりこの場合も図3(a)と同様、処理液との撹拌が十分になされない被加工物が存在することとなるため、被加工物間で加工精度にバラツキが生じ、製品歩留まりの低下を招くおそれがある。
【0032】
そこで、本実施の形態では、図3(c)に示すように、容器本体1の底面積と突起物3bの底面積との差異を狭めるように工夫し、突起物3bの底面積が、容器本体1の底面積に対し、面積比率で75%以上となるように突起物3bを形成している。そしてこのように容器本体1の底面積に対する突起物3bの底面積の面積比率を75%以上とすることにより、底面1aの平面部領域が小さくなり、これにより、被加工物が軸芯上底面又はその近傍で滞留するのを防止すると共に、容器本体1の底面1aに被加工物が張り付くのを防止することができ、均一な撹拌状態を得ることができる。
【0033】
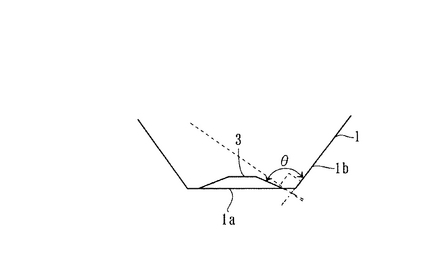
また、容器本体1の底面積に対する突起物3の底面積の上限は、図4に示すように、突起物3の外周面と容器本体1の内壁面1bとのなす角度θが90°を超える場合は、被加工物が内壁面1bや底面1bと突起物3との間に挟まれることもなく、したがって容器本体1の底面積の上限を突起物3の底面積に対し100%とすることが可能である。
【0034】
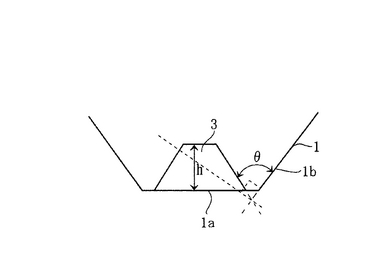
しかしながら、図5に示すように、突起物3の外周面と容器本体1の内壁面1bとのなす角度θが90°以下のときに容器本体1の底面積に対する突起物3の底面積が、面積比率で90%を超える場合は、被加工物が、内壁面1b及び底面1aと突起物3との間に挟まれてしまうおそれがあり、したがって、この場合は容器本体1の底面積に対する突起物3の底面積を面積比率で90%以下とする必要がある。
【0035】
また、突起物3が、容器本体1の底面1aとの間で明確な段差を有することにより、撹拌効果が高まることから、段差として有効な値に設定するのが好ましく、そのためには突起物3の底面からの高さhは、突起物3の底面を円換算した場合の直径の1/10以上であるのが好ましい。
【0036】
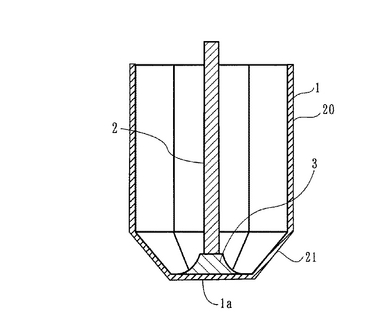
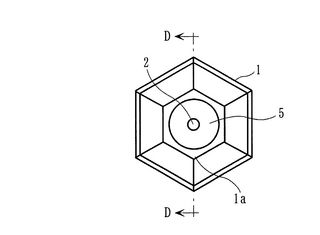
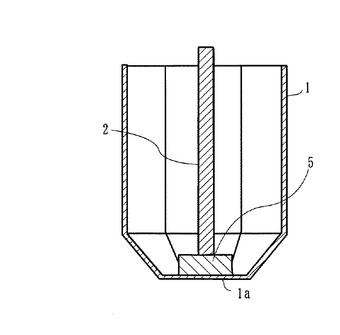
図6は本発明の撹拌容器の第2の実施の形態を示す平面図であり、図7は図6のD−D断面図である。
【0037】
この第2の実施の形態では突起物5が円柱状に形成されている。このように突起物5が円柱状であっても、突起物5の底面積が容器本体1の底面積に対し75%以上であれば、処理液が満たされた容器本体内で容器本体1を傾斜させて回転させても、被加工物が軸芯上底面に滞留するのを防止できると共に、被加工物が底面に張り付くこともなく、均一な撹拌状態を得ることができる。
【0038】
また、突起物5が円柱状の場合は、図7から明らかなように、通常は突起物5の外周面と容器本体1の内壁面1bとのなす角度θが90°以下となるため、容器本体1の底面積に対する突起物5の底面積の上限は90%とする必要がある。
【0039】
また、上記実施の形態では突起物形状として円錐台形状、円柱形状について述べたが、角錐台形状であってもよく、或いは角柱形状であってもよい。また、図1、2では円錐台状の突起物3は斜面がR状に形成されているが、直線状に形成されていてもよい。
【0040】
このように形成された撹拌容器はめっき装置や研磨装置として使用することができる。
【0041】
例えば、めっき装置として使用する場合は、ニッケルめっき液等のめっき液が満たされた容器本体1に多数の被めっき物、及び必要に応じて導電性媒体を投入し、前記容器本体1を回転させる。容器本体1内の底面1a上には上述した突起物3、5が設けられているので、被めっき物が軸芯上底面で旋回運動して滞留したり、底面に張り付くこともなく、前記被めっき物はめっき液中で均一に撹拌されて混合し、これにより被めっき物は導電性媒体を介してめっき液と接触し、被めっき物の表面には各被めっき物間でバラツキのない均質なめっき皮膜を形成することができる。
【0042】
また、本撹拌容器を研磨装置として使用する場合は、研磨液が満たされた容器本体1に多数の被研磨物を投入し、前記容器本体1を回転させる。尚、ここでいう研磨液とは、例えば、シリカなどの研磨粉の入った水などが望ましい。そして、上述と同様、容器本体1内の底面1a上には突起物3、5が設けられているので、被研磨物が軸芯上底面で旋回運動して滞留したり、底面に張り付くこともなく、前記被研磨物は研磨液中で均一に撹拌されて混合し、これにより被研磨物は研磨液と接触して研磨され、各被研磨物間でバラツキのない均質な研磨表面を得ることができる。
【0043】
次に、本発明の実施例を具体的に説明する。
【実施例】
【0044】
上述した図1、2に示す形状の撹拌容器を製造した。
【0045】
すなわち、まず、胴部から底部にかけて傾斜状に縮径された略六角筒状の容器本体1を用意した(内容積:2.25×10−4m3、底面積:1.50×10−3m2)。そして、傾斜面がR状に形成された円錐台形状の突起物3(底面積1.12×10−3m2)を容器本体1の軸芯上底面に固着し、さらに、回転軸(直径:0.01m)を突起物3の上面に装着し、これにより実施例1の撹拌容器を作製した。尚、実施例1の撹拌容器は、容器本体1の底面積に対する突起物3の底面積は、面積比率75%であった。
【0046】
また、容器本体の内容積を2.20×10−4m3、突起物3の底面積を1.35×10−3m2とし、容器本体1の底面積に対する突起物3の底面積を90%とした以外は、実施例1と略同様にして実施例2の撹拌容器を作製した。
【0047】
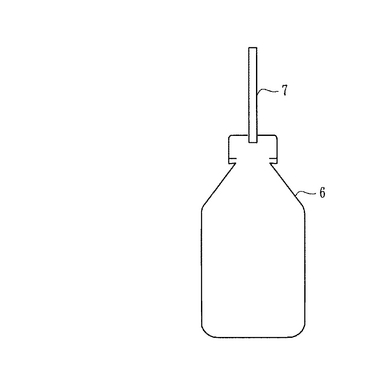
次に、図8に示すように、有底略四角筒状であって上部が傾斜状に縮径された容器本体6(内容積:9.80×10−4m3、底面積4.9×10−3m2(70mm□))を用意した。次いでこの容器本体6の頸部に回転軸7を挿着し、これにより比較例1の撹拌容器を作製した。また、比較例1の撹拌容器は、容器本体1の底面積に対する突起物3の底面積は、面積比率4.7%であった。
【0048】
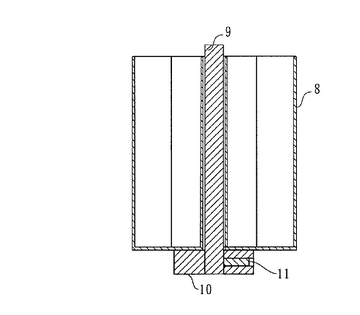
また、図9に示すように、外形が有底六角筒状であって中央部に円筒部が形成された容器本体8を用意した。次いで円筒部に回転軸9を挿入すると共に該回転軸9の先端を容器本体1の下部に付設された回転軸止め具10に形成し、これにより比較例2の撹拌容器を製造した。尚、回転軸9は六角穴付きボルトや挿入ピン等の固着具11を介して回転軸止め具10に固着されている。また、比較例2の撹拌容器は、容器本体1の底面積に対する突起物3の底面積は、面積比率4.7%であった。
【0049】
また、突起物3の底面積を1.00×10−3m2とした以外は、実施例1と略同様にして比較例3の撹拌容器を作製した。尚、比較例3の撹拌容器は、容器本体1の底面積に対する突起物3の底面積は、面積比率67%であった。
【0050】
次に、実施例1、2及び比較例1〜3の撹拌容器の容器本体を市販の無電解ニッケル液で満たし、次いで、長さ2.0mm、幅1.6mm、高さ0.9mmの被めっき物、及び直径1.5mmの鋼球を容器本体に投入し、傾斜角度45°、回転数0.5s−1(30rpm)で2分間、回転させて撹拌状態を目視で観察した。
【0051】
尚、被めっき物の投入量は100個の場合と1000個の場合について行い、鋼球の投入量は、被めっき物に対し鋼球の体積比が2倍となるように調整して行った。
【0052】
表1は各実施例及び比較例の撹拌容器の主な仕様と撹拌状態を示している。
【表1】

比較例1では、容器本体内の被めっき物個数が100個と少ない場合は、突起物を設けなくとも、容器本体の底面において面方向の移動が生じ、被めっき物が軸芯上底面に滞留してしまうことはなかったが、多数の被めっき物が底面に張り付いてしまい、撹拌状態は悪かった。また、容器本体内の被めっき物個数が1000個と多い場合は、軸芯上底面で被めっき物が滞留してしまい、また多くの被めっき物が底面に張り付いてしまい、撹拌状態は極めて悪かった。
【0053】
比較例2は、容器本体内の被めっき物個数が100個と少ない時は、比較例1と同様、容器本体の底面で面方向の移動が生じ、軸芯上底面近傍での被めっき物の滞留は生じなかったが、多くの被めっき物が容器本体の底面に張り付いてしまい、撹拌状態は悪かった。また、容器本体内の被めっき物個数が1000個と多い場合は、回転軸が突起物の作用を奏し、したがって軸芯上底面近傍での被めっき物の滞留は或る程度改善されたものの、突起物の作用をなす回転軸の底面積が0.11×10−3m2と小さいため、軸芯上底面近傍の被めっき物の移動量は小さく、また、多くのめっき物が底面に張り付ついてしまい、撹拌状態は悪かった。
【0054】
比較例3は、被めっき物が軸芯上底面に滞留することはなかったが、容器本体の底面積に対する突起物の底面積の面積比率が67%と低いため 被めっき物個数が100個の場合及び1000個の場合のいずれにおいても、若干ではあるが容器本体の底面への被めっき物の張り付きが認められた。
【0055】
これに対し実施例1、2は、面積比率が75%、90%であり、容器本体の底面は平面部領域が狭いため、被めっき物個数が100個及び1000個のいずれにおいても、軸芯上底面及びその近傍での被めっき物の滞留はなく、また被めっき物の底面への張り付きも生じず、被めっき物は突起物の外周に沿って強力に撹拌されていることが確認された。
【図面の簡単な説明】
【0056】
【図1】本発明に係る撹拌容器の一実施の形態を示す平面図である。
【図2】図1のA−A断面図である。
【図3】容器本体の底面積に対する突起物の底面積の面積比率の下限値を限定した理由を説明するための図である。
【図4】前記面積比率の上限値を説明するための一例を示す図である。
【図5】前記面積比率の上限値を説明するための他の例を示す図である。
【図6】本発明に係る撹拌容器の他の実施の形態を示す平面図である。
【図7】図1のD−D断面図である。
【図8】比較例1の撹拌容器を示す概略正面図である。
【図9】比較例2の撹拌容器を示す概略断面図である。
【図10】突起物が設けられていない場合の問題点を説明するための図である。
【図11】特許文献1で開示された撹拌容器の一例を示す内部構造図である。
【図12】特許文献2で開示された撹拌容器の撹拌状態を示す断面図である。
【符号の説明】
【0057】
1 容器本体
1a 底面
3 突起物
【技術分野】
【0001】
本発明は撹拌容器、及びめっき方法、並びに研磨方法に関し、より詳しくは被加工物を撹拌しながらめっき処理や研磨処理を行う撹拌容器、及びこれを用いためっき方法、並びに研磨方法に関する。
【背景技術】
【0002】
従来より、図10に示すように、所定の処理液で満たされた有底円筒状の容器本体101に多数の被加工物を投入し、傾斜状に設置して回転し、内容物を撹拌して処理液と被加工物とを接触させることにより、被加工物にめっき処理を施したり研磨処理を施す撹拌容器が知られている。
【0003】
ところで、この種の撹拌容器は、容器本体101を回転させた場合に、旋回の中心部が低く周囲が高くなるようにすり鉢状に回転するため、容器本体101の底面101aと軸芯c1との交点(点aで示す)に位置する被加工物は移動することなく同一箇所で旋回運動をするのみであり、したがって容器本体101内で被加工物と処理液とが均一に撹拌せず、各被加工物間で加工精度にバラツキが生じる。
【0004】
そこで、図11に示すように、任意の角度で傾斜する軸芯線c2を中心にして回転される有底の円筒状容器104と、該円筒状容器104の収容物を軸芯線c2と直交する方向に混合するブレード103とを備え、ブレード103の内縁との間に適宜の間隔を形成しながら前記軸芯線c2上に配された柱状体105を有する混合構造が提案されている(特許文献1)。
【0005】
特許文献1は、円筒状容器104の軸芯線c2かつ底面104a上に柱状物105を設けているので、傾斜状に設置された円筒状容器104に被混合物を収容して回転させた場合であっても、軸芯上底面に被加工物が滞留するのを防止することができる。
【0006】
また、他の先行技術としては、回転槽106の中央部に頂部が円錐形状に形成されたセンターポール107を設けて回転槽106を回転させ、これによりバレル研磨を行うバレル研磨方法も提案されている(特許文献2)。
【0007】
特許文献2は、回転槽106の底面106aの中央にセンターポール107を設け、マス(被加工物、研磨石等、研磨対象となる総体)を低速領域L→高速領域H→低速領域L→…とセンターポール107周辺に向けて螺旋状軌跡を描きながら回転槽106内で循環させ、これにより被加工物が軸芯上底面に滞留するのを防止することができる。
【0008】
【特許文献1】特開平10−80628号公報
【特許文献2】特開2001−252858号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1及び2では、円筒状容器104の底面104a及び回転槽106の底面106aが平面状に形成されているため、被加工物が微小な角柱状に形成されている場合は、該被加工物が底面104a、106aに張り付いて均一な撹拌状態を得ることができず、このためこれらの装置を使用してめっき処理や研磨処理を行なっても、各被加工物間で加工精度にバラツキが生じ、製品歩留まりの低下を招くという問題点があった。
【0010】
本発明はこのような事情に鑑みなされたものであって、被加工物が容器本体の回転中心の底面に滞留したり、容器本体の底面に張り付くのを防止して良好な撹拌状態を得ることができる撹拌容器、及びこの撹拌容器を用いためっき方法、並びに研磨方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
〔背景技術〕の項でも述べたように、有底筒状容器の軸芯かつ底面に突起物を設けることにより、被加工物が軸芯上底面に滞留してしまうのを防止することができるが、有底筒状容器を回転させて内容物を撹拌させようとした場合、突起物周囲の底面上の平面部領域に被加工物が張り付いてしまうことから、本発明者らは、斯かる被加工物の張り付きを防止すべく鋭意研究を進めたところ、容器本体の底部の平坦部領域を小さくするのが効果的であることを見出した。そして更に実験を繰り返したところ、容器本体の底表面積に対する前記突起物の底表面積を面積比率で75%以上とすることにより、被加工物が容器本体底部に張り付くのを防止して均一な撹拌状態を得ることができるという知見を得た。
【0012】
本発明はこのような知見に基づきなされたものであって、本発明に係る撹拌容器は、回転可能な有底筒状の容器本体が傾斜状に配された撹拌容器において、前記容器本体の回転中心を内包する底面上に突起物が形成され、かつ、前記突起物の底面積が、前記容器本体の底面積に対し面積比率で75%以上であることを特徴としている。
【0013】
突起物と容器本体の内壁面とのなす角度が90°以下の場合、前記突起物の底面積が容器本体の底面積に近付き過ぎると、微小な被加工物が容器本体の内壁面と突起物との間に挟まれてしまうおそれがあり、斯かる事態が生じるのを回避するためには、容器本体の底面積に対する突起物の底面積を面積比率で90%以下に設定する必要があることが、本発明者らの実験結果により分かった。
【0014】
すなわち、本発明の撹拌容器は、前記突起物と前記容器本体の内壁面とのなす角度が90°以下のときは、前記突起物の底面積が、前記容器本体の底面積に対し面積比率で90%以下であることを特徴としている。
【0015】
また、突起物としての作用を呈するためには、突起物の高さは、前記突起物の底部を円換算した場合の直径の1/10以上であるのが好ましい。
【0016】
すなわち、本発明の撹拌容器は、前記突起物の高さが、前記突起物の底面を円換算した場合の直径の1/10以上であることを特徴としている。
【0017】
また、本発明に係るめっき方法は、上記撹拌容器の容器本体をめっき液で満たすと共に、該容器本体に多数の被めっき物を投入し、前記容器本体を回転させて前記被めっき物及び前記めっき液を撹拌し、前記被めっき物の表面にめっき皮膜を形成することを特徴としている。
【0018】
また、本発明のめっき方法は、前記容器本体に導電性媒体を投入することを特徴としている。
【0019】
さらに、本発明に係る研磨方法は、上記撹拌容器の容器本体を研磨液で満たすと共に、該容器本体に多数の被研磨物を投入し、前記容器本体を回転させて前記被加工物及び前記研磨材を撹拌し、前記研磨物の表面を研磨することを特徴としている。
【発明の効果】
【0020】
上記撹拌容器によれば、容器本体の回転中心を内包する底面上に突起物が形成され、かつ、前記突起物の底面積が、前記容器本体の底面積に対し面積比率で75%以上であるので、各種処理液で満たされた撹拌容器に被加工物を投入し、該撹拌容器を傾斜させて回転させても、容器本体の底面の回転中心やその近傍に被加工物が滞留することはなく、また、容器本体の底面に被加工物が張り付くのを防止することができ、処理液と被加工物とを均一に撹拌させることができる。
【0021】
また、前記突起物と前記容器本体の内壁面とのなす角度が90°以下のときは、前記突起物の底面積が、前記容器本体の底面積に対し面積比率で90%以下であるので、微小な被加工物を容器本体に投入して撹拌処理を行なっても、被加工物が突起物と容器本体の内壁面との間に挟まれることもなく、均一な撹拌状態を得ることができる。
【0022】
また、前記突起物の高さは、前記突起物の底部を円換算した場合の直径の1/10以上であるので、底部には十分な段差を形成することができ、したがって被加工物が底面に張り付いたり底面の回転中心やその近傍に滞留することもなく、撹拌状態を均一なものにすることができる。
【0023】
また、本発明のめっき方法によれば、上記撹拌容器の容器本体をめっき液で満たすと共に、該容器本体に多数の被めっき物、及び必要に応じて導電性媒体を投入し、前記容器本体を回転させて前記被めっき物及び前記めっき液を撹拌し、前記被めっき物の表面にめっき皮膜を形成するので、均一な撹拌状態下でめっき処理が行なわれることとなり、多数の被めっき物を同一ロットでめっき処理しても各被めっき物間でバラツキのないめっき皮膜を形成することができ、製品歩留まりの向上を図ることができる。
【0024】
また、本発明の研磨方法によれば、上記撹拌容器の容器本体を研磨液で満たすと共に、該容器本体に多数の被研磨物を投入し、前記容器本体を回転させて前記被研磨物及び前記研磨液を撹拌し、前記研磨物の表面を研磨するので、均一な撹拌状態下で研磨処理が行なわれることとなり、多数の被研磨物を同一ロットで研磨しても各被研磨物間で研磨精度にバラツキが生じるのを回避することが可能となり、製品歩留まりの向上を図ることができる。
【発明を実施するための最良の形態】
【0025】
次に、本発明の実施の形態を図面に基づいて詳説する。
【0026】
図1は本発明に係る撹拌容器の一実施の形態を模式的に示した平面図であり、図2は図1のA−A断面図である。
【0027】
この撹拌容器は、有底六角筒状の容器本体1を有し、容器本体1の内壁面1bは胴部20に対し底部21が傾斜状に縮径されている。また、回転中心(軸芯)には回転軸2が設けられると共に、該回転軸2には容器本体1の底面1aに形成された突起物3が連接されている。そして、本撹拌容器は、容器本体1が傾斜状に設置されて使用される。
【0028】
突起物3は、本実施の形態では円錐台形状に形成され、かつ底面1aとの接続部はR(アール)状に形成されており、容器本体1の底面積に対する突起物3の底面積が、面積比率で75%以上とされている。
【0029】
以下、前記面積比率を75%以上とした理由を述べる。
【0030】
図3(a)に示すように、処理液で満たされた容器本体1に多数の被加工物を投入し、所定角度(例えば、45°)に傾斜させて容器本体1を回転させた場合、〔背景技術〕の項でも述べたように、旋回の中心部が低く周囲が高くなるようにすり鉢状に回転するため、容器本体の底面1aと回転中心4との交点Bに位置する被加工物は当該位置で旋回運動をするのみで、容器本体1内を移動せず、このため被加工物を処理液中で十分に撹拌させることができず、被加工物間で加工精度のバラツキが生じ、製品歩留まりの低下を招くおそれがある。
【0031】
一方、図3(b)に示すように、容器本体1の底面1aの回転中心4上に突起物3aを設けた場合は、突起物3aの作用により、回転中心4又はその近傍で旋回運動のみを行う被加工物の存在を低減又は無くすることが可能であるが、突起物3aの底面積が容器本体1の底面積に比べて過度に小さい場合は、突起物3aと容器本体1との間の平面部領域(図中、Cで示す部分)が大きくなるため、斯かる平面部領域に被加工物が張り付いてしまうおそれがある。つまりこの場合も図3(a)と同様、処理液との撹拌が十分になされない被加工物が存在することとなるため、被加工物間で加工精度にバラツキが生じ、製品歩留まりの低下を招くおそれがある。
【0032】
そこで、本実施の形態では、図3(c)に示すように、容器本体1の底面積と突起物3bの底面積との差異を狭めるように工夫し、突起物3bの底面積が、容器本体1の底面積に対し、面積比率で75%以上となるように突起物3bを形成している。そしてこのように容器本体1の底面積に対する突起物3bの底面積の面積比率を75%以上とすることにより、底面1aの平面部領域が小さくなり、これにより、被加工物が軸芯上底面又はその近傍で滞留するのを防止すると共に、容器本体1の底面1aに被加工物が張り付くのを防止することができ、均一な撹拌状態を得ることができる。
【0033】
また、容器本体1の底面積に対する突起物3の底面積の上限は、図4に示すように、突起物3の外周面と容器本体1の内壁面1bとのなす角度θが90°を超える場合は、被加工物が内壁面1bや底面1bと突起物3との間に挟まれることもなく、したがって容器本体1の底面積の上限を突起物3の底面積に対し100%とすることが可能である。
【0034】
しかしながら、図5に示すように、突起物3の外周面と容器本体1の内壁面1bとのなす角度θが90°以下のときに容器本体1の底面積に対する突起物3の底面積が、面積比率で90%を超える場合は、被加工物が、内壁面1b及び底面1aと突起物3との間に挟まれてしまうおそれがあり、したがって、この場合は容器本体1の底面積に対する突起物3の底面積を面積比率で90%以下とする必要がある。
【0035】
また、突起物3が、容器本体1の底面1aとの間で明確な段差を有することにより、撹拌効果が高まることから、段差として有効な値に設定するのが好ましく、そのためには突起物3の底面からの高さhは、突起物3の底面を円換算した場合の直径の1/10以上であるのが好ましい。
【0036】
図6は本発明の撹拌容器の第2の実施の形態を示す平面図であり、図7は図6のD−D断面図である。
【0037】
この第2の実施の形態では突起物5が円柱状に形成されている。このように突起物5が円柱状であっても、突起物5の底面積が容器本体1の底面積に対し75%以上であれば、処理液が満たされた容器本体内で容器本体1を傾斜させて回転させても、被加工物が軸芯上底面に滞留するのを防止できると共に、被加工物が底面に張り付くこともなく、均一な撹拌状態を得ることができる。
【0038】
また、突起物5が円柱状の場合は、図7から明らかなように、通常は突起物5の外周面と容器本体1の内壁面1bとのなす角度θが90°以下となるため、容器本体1の底面積に対する突起物5の底面積の上限は90%とする必要がある。
【0039】
また、上記実施の形態では突起物形状として円錐台形状、円柱形状について述べたが、角錐台形状であってもよく、或いは角柱形状であってもよい。また、図1、2では円錐台状の突起物3は斜面がR状に形成されているが、直線状に形成されていてもよい。
【0040】
このように形成された撹拌容器はめっき装置や研磨装置として使用することができる。
【0041】
例えば、めっき装置として使用する場合は、ニッケルめっき液等のめっき液が満たされた容器本体1に多数の被めっき物、及び必要に応じて導電性媒体を投入し、前記容器本体1を回転させる。容器本体1内の底面1a上には上述した突起物3、5が設けられているので、被めっき物が軸芯上底面で旋回運動して滞留したり、底面に張り付くこともなく、前記被めっき物はめっき液中で均一に撹拌されて混合し、これにより被めっき物は導電性媒体を介してめっき液と接触し、被めっき物の表面には各被めっき物間でバラツキのない均質なめっき皮膜を形成することができる。
【0042】
また、本撹拌容器を研磨装置として使用する場合は、研磨液が満たされた容器本体1に多数の被研磨物を投入し、前記容器本体1を回転させる。尚、ここでいう研磨液とは、例えば、シリカなどの研磨粉の入った水などが望ましい。そして、上述と同様、容器本体1内の底面1a上には突起物3、5が設けられているので、被研磨物が軸芯上底面で旋回運動して滞留したり、底面に張り付くこともなく、前記被研磨物は研磨液中で均一に撹拌されて混合し、これにより被研磨物は研磨液と接触して研磨され、各被研磨物間でバラツキのない均質な研磨表面を得ることができる。
【0043】
次に、本発明の実施例を具体的に説明する。
【実施例】
【0044】
上述した図1、2に示す形状の撹拌容器を製造した。
【0045】
すなわち、まず、胴部から底部にかけて傾斜状に縮径された略六角筒状の容器本体1を用意した(内容積:2.25×10−4m3、底面積:1.50×10−3m2)。そして、傾斜面がR状に形成された円錐台形状の突起物3(底面積1.12×10−3m2)を容器本体1の軸芯上底面に固着し、さらに、回転軸(直径:0.01m)を突起物3の上面に装着し、これにより実施例1の撹拌容器を作製した。尚、実施例1の撹拌容器は、容器本体1の底面積に対する突起物3の底面積は、面積比率75%であった。
【0046】
また、容器本体の内容積を2.20×10−4m3、突起物3の底面積を1.35×10−3m2とし、容器本体1の底面積に対する突起物3の底面積を90%とした以外は、実施例1と略同様にして実施例2の撹拌容器を作製した。
【0047】
次に、図8に示すように、有底略四角筒状であって上部が傾斜状に縮径された容器本体6(内容積:9.80×10−4m3、底面積4.9×10−3m2(70mm□))を用意した。次いでこの容器本体6の頸部に回転軸7を挿着し、これにより比較例1の撹拌容器を作製した。また、比較例1の撹拌容器は、容器本体1の底面積に対する突起物3の底面積は、面積比率4.7%であった。
【0048】
また、図9に示すように、外形が有底六角筒状であって中央部に円筒部が形成された容器本体8を用意した。次いで円筒部に回転軸9を挿入すると共に該回転軸9の先端を容器本体1の下部に付設された回転軸止め具10に形成し、これにより比較例2の撹拌容器を製造した。尚、回転軸9は六角穴付きボルトや挿入ピン等の固着具11を介して回転軸止め具10に固着されている。また、比較例2の撹拌容器は、容器本体1の底面積に対する突起物3の底面積は、面積比率4.7%であった。
【0049】
また、突起物3の底面積を1.00×10−3m2とした以外は、実施例1と略同様にして比較例3の撹拌容器を作製した。尚、比較例3の撹拌容器は、容器本体1の底面積に対する突起物3の底面積は、面積比率67%であった。
【0050】
次に、実施例1、2及び比較例1〜3の撹拌容器の容器本体を市販の無電解ニッケル液で満たし、次いで、長さ2.0mm、幅1.6mm、高さ0.9mmの被めっき物、及び直径1.5mmの鋼球を容器本体に投入し、傾斜角度45°、回転数0.5s−1(30rpm)で2分間、回転させて撹拌状態を目視で観察した。
【0051】
尚、被めっき物の投入量は100個の場合と1000個の場合について行い、鋼球の投入量は、被めっき物に対し鋼球の体積比が2倍となるように調整して行った。
【0052】
表1は各実施例及び比較例の撹拌容器の主な仕様と撹拌状態を示している。
【表1】
比較例1では、容器本体内の被めっき物個数が100個と少ない場合は、突起物を設けなくとも、容器本体の底面において面方向の移動が生じ、被めっき物が軸芯上底面に滞留してしまうことはなかったが、多数の被めっき物が底面に張り付いてしまい、撹拌状態は悪かった。また、容器本体内の被めっき物個数が1000個と多い場合は、軸芯上底面で被めっき物が滞留してしまい、また多くの被めっき物が底面に張り付いてしまい、撹拌状態は極めて悪かった。
【0053】
比較例2は、容器本体内の被めっき物個数が100個と少ない時は、比較例1と同様、容器本体の底面で面方向の移動が生じ、軸芯上底面近傍での被めっき物の滞留は生じなかったが、多くの被めっき物が容器本体の底面に張り付いてしまい、撹拌状態は悪かった。また、容器本体内の被めっき物個数が1000個と多い場合は、回転軸が突起物の作用を奏し、したがって軸芯上底面近傍での被めっき物の滞留は或る程度改善されたものの、突起物の作用をなす回転軸の底面積が0.11×10−3m2と小さいため、軸芯上底面近傍の被めっき物の移動量は小さく、また、多くのめっき物が底面に張り付ついてしまい、撹拌状態は悪かった。
【0054】
比較例3は、被めっき物が軸芯上底面に滞留することはなかったが、容器本体の底面積に対する突起物の底面積の面積比率が67%と低いため 被めっき物個数が100個の場合及び1000個の場合のいずれにおいても、若干ではあるが容器本体の底面への被めっき物の張り付きが認められた。
【0055】
これに対し実施例1、2は、面積比率が75%、90%であり、容器本体の底面は平面部領域が狭いため、被めっき物個数が100個及び1000個のいずれにおいても、軸芯上底面及びその近傍での被めっき物の滞留はなく、また被めっき物の底面への張り付きも生じず、被めっき物は突起物の外周に沿って強力に撹拌されていることが確認された。
【図面の簡単な説明】
【0056】
【図1】本発明に係る撹拌容器の一実施の形態を示す平面図である。
【図2】図1のA−A断面図である。
【図3】容器本体の底面積に対する突起物の底面積の面積比率の下限値を限定した理由を説明するための図である。
【図4】前記面積比率の上限値を説明するための一例を示す図である。
【図5】前記面積比率の上限値を説明するための他の例を示す図である。
【図6】本発明に係る撹拌容器の他の実施の形態を示す平面図である。
【図7】図1のD−D断面図である。
【図8】比較例1の撹拌容器を示す概略正面図である。
【図9】比較例2の撹拌容器を示す概略断面図である。
【図10】突起物が設けられていない場合の問題点を説明するための図である。
【図11】特許文献1で開示された撹拌容器の一例を示す内部構造図である。
【図12】特許文献2で開示された撹拌容器の撹拌状態を示す断面図である。
【符号の説明】
【0057】
1 容器本体
1a 底面
3 突起物
【特許請求の範囲】
【請求項1】
回転可能な有底筒状の容器本体が傾斜状に配された撹拌容器において、
前記容器本体の回転中心を内包する底面上に突起物が形成され、
かつ、前記突起物の底面積が、前記容器本体の底面積に対し面積比率で75%以上であることを特徴とする撹拌容器。
【請求項2】
前記突起物と前記容器本体の内壁面とのなす角度が90°以下のときは、前記突起物の底面積が、前記容器本体の底面積に対し面積比率で90%以下であることを特徴とする請求項1記載の撹拌容器。
【請求項3】
前記突起物の高さは、前記突起物の底面を円換算した場合の直径の1/10以上であることを特徴とする請求項1又は請求項2記載の撹拌容器。
【請求項4】
請求項1乃至請求項3のいずれかに記載の撹拌容器の容器本体をめっき液で満たすと共に、該容器本体に多数の被めっき物を投入し、前記容器本体を回転させて前記被めっき物及び前記めっき液を撹拌し、前記被めっき物の表面にめっき皮膜を形成することを特徴とするめっき方法。
【請求項5】
前記容器本体に導電性媒体を投入することを特徴とする請求項4記載のめっき方法。
【請求項6】
請求項1乃至請求項3のいずれかに記載の撹拌容器の容器本体を研磨液で満たすと共に、該容器本体に多数の被研磨物を投入し、前記容器本体を回転させて前記被加工物及び前記研磨液を撹拌し、前記被研磨物の表面を研磨することを特徴とする研磨方法。
【請求項1】
回転可能な有底筒状の容器本体が傾斜状に配された撹拌容器において、
前記容器本体の回転中心を内包する底面上に突起物が形成され、
かつ、前記突起物の底面積が、前記容器本体の底面積に対し面積比率で75%以上であることを特徴とする撹拌容器。
【請求項2】
前記突起物と前記容器本体の内壁面とのなす角度が90°以下のときは、前記突起物の底面積が、前記容器本体の底面積に対し面積比率で90%以下であることを特徴とする請求項1記載の撹拌容器。
【請求項3】
前記突起物の高さは、前記突起物の底面を円換算した場合の直径の1/10以上であることを特徴とする請求項1又は請求項2記載の撹拌容器。
【請求項4】
請求項1乃至請求項3のいずれかに記載の撹拌容器の容器本体をめっき液で満たすと共に、該容器本体に多数の被めっき物を投入し、前記容器本体を回転させて前記被めっき物及び前記めっき液を撹拌し、前記被めっき物の表面にめっき皮膜を形成することを特徴とするめっき方法。
【請求項5】
前記容器本体に導電性媒体を投入することを特徴とする請求項4記載のめっき方法。
【請求項6】
請求項1乃至請求項3のいずれかに記載の撹拌容器の容器本体を研磨液で満たすと共に、該容器本体に多数の被研磨物を投入し、前記容器本体を回転させて前記被加工物及び前記研磨液を撹拌し、前記被研磨物の表面を研磨することを特徴とする研磨方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2006−219713(P2006−219713A)
【公開日】平成18年8月24日(2006.8.24)
【国際特許分類】
【出願番号】特願2005−33139(P2005−33139)
【出願日】平成17年2月9日(2005.2.9)
【出願人】(000006231)株式会社村田製作所 (3,635)
【Fターム(参考)】
【公開日】平成18年8月24日(2006.8.24)
【国際特許分類】
【出願日】平成17年2月9日(2005.2.9)
【出願人】(000006231)株式会社村田製作所 (3,635)
【Fターム(参考)】
[ Back to top ]