
操作スイッチ用部材、キーパネル、電子機器および操作スイッチ用部材の製造方法
【課題】電波透過性と金属光沢調の外観デザインとを有し、ユーザーからの要求に応じて短期間で製造して出荷することができ、かつ、機械的衝撃、摩擦等に曝された場合でも外観デザインが大きく劣化しないこと。
【解決手段】透光性のキートップ20の非操作面20B上に、少なくとも、金属材料を含みかつ当該金属材料が離散的に存在する金属含有層30と、加飾層40と、ベースシート50と、がこの順に積層され、金属含有層30には、その厚み方向を貫くように透明領域32が存在する操作スイッチ用部材、これを用いたキーパネルおよび電子機器、ならびに、当該操作スイッチ用部材の製造方法。
【解決手段】透光性のキートップ20の非操作面20B上に、少なくとも、金属材料を含みかつ当該金属材料が離散的に存在する金属含有層30と、加飾層40と、ベースシート50と、がこの順に積層され、金属含有層30には、その厚み方向を貫くように透明領域32が存在する操作スイッチ用部材、これを用いたキーパネルおよび電子機器、ならびに、当該操作スイッチ用部材の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、操作スイッチ用部材、キーパネル、電子機器および操作スイッチ用部材の製造方法に関するものである。
【背景技術】
【0002】
押釦スイッチのキートップ部分の文字や記号等の表示部の形成方法としては、印刷によって形成される方法の他に、レーザ照射により形成される方法が知られている。たとえば、レーザ照射による材料の変性を利用した表示部の形成方法(層材料変性方式)として、アルミ粉が配合されたメタリック色調層、あるいは、蒸着金属層にレーザ光を照射して金属成分を酸化させることで、透光性のある表示部パターンを形成する技術(特許文献1、2参照)や、レーザ照射による材料の成分組成等の化学変化等を利用して、表示部パターンを形成する技術(特許文献3参照)などが提案されている。
【0003】
また、携帯電話等の電子機器では、デザイン性の観点から、金属光沢を有する外観デザインが採用されることが多い。このような金属光沢を有する外観デザインを実現するためには、基材上に金属膜や、光輝性顔料が分散したメタリック調の膜が形成された部材が用いられることが多い。しかし、電波の送信、受信、検出等を行う機能を有する電子機器では、このような機能が阻害されないことも必要である。したがって、これらの点に加えて、低コスト化も考慮して、従来から電波透過性部材として用いられていたインジウム等の金属蒸着膜の代わりに、シリコン等と金属との合金からなる非晶質構造を有した連続した層を基材上に設けた電波透過性装飾部材が提案されている(特許文献4参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−242853号公報(請求項4等)
【特許文献2】特開2000−306453号公報(請求項1等)
【特許文献3】WO2009/123010(段落番号0033等)
【特許文献4】WO2009/038116(請求項1、段落番号0002〜0008、0035、0043、0095等)
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、各種電子機器に用いられる操作スイッチ用部材は、使用される地域の言語に応じて文字や記号等の表示部が形成される必要がある。このため、電波透過性と金属光沢調のデザインとを有する操作スイッチ用部材を用いて電子機器を組み立てるユーザーからの要求に応じて、レーザ加工による表示部形成を行うだけで操作スイッチ用部材がユーザーへと出荷できることが好ましいと言える。この場合、レーザ加工により表示部が形成されれば完成品となる半製品を準備しておくことで、在庫リスクを抱えること無く、短期間のうちに、ユーザーに対して、表示部も形成された操作スイッチ用部材を供給することができる。
【0006】
また、操作スイッチ用部材を用いた電子機器、特に携帯電話等の携帯型の電子機器は、その利用用途等にもよるが、その表面が、機械的衝撃、摩擦等に曝される場合もある。そして、このような機械的衝撃、摩擦等が、顕著な場合および/または幾度も繰り返されるものである場合、操作スイッチ用部材の操作面側に、金属光沢を発揮する層や、表示部を形成する層が設けられていると、これらの層が禿げ落ちてしまう。そして、その結果、外観デザインが大きく劣化してしまうことになる。
【0007】
本発明は、上記事情に鑑みて成されたものであり、電波透過性と金属光沢調の外観デザインとを有し、ユーザーからの要求に応じて短期間で製造して出荷することができ、かつ、機械的衝撃、摩擦等に曝された場合でも外観デザインが大きく劣化しない操作スイッチ用部材、これを用いたキーパネルおよび電子機器、ならびに、当該操作スイッチ用部材の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題は以下の本発明により達成される。すなわち、
本発明の操作スイッチ用部材は、透光性のキートップを有し、該キートップの非操作面上に、少なくとも、金属材料を含みかつ当該金属材料が離散的に存在する金属含有層と、加飾層と、ベースシートと、がこの順に積層され、金属含有層には、金属含有層の厚み方向を貫くように透明な領域が存在することを特徴とする。
【0009】
本発明の操作スイッチ用部材の一実施形態は、金属含有層が、Sn、In、ならびに、SnおよびInから選択される少なくとも1種を主成分として含む合金、から選択される金属材料からなる金属層であることが好ましい。
【0010】
本発明の操作スイッチ用部材の他の実施形態は、金属含有層が、Al粉と、結着材成分とを含むAl粉含有層であることが好ましい。
【0011】
本発明のキーパネルは、本発明の操作スイッチ用部材を備えたことを特徴とする。
【0012】
本発明の電子機器は、本発明の操作スイッチ用部材を備えたことを特徴とする。
【0013】
本発明の電子機器の一実施態様は、電子機器が携帯電話であることが好ましい。
【0014】
本発明の操作スイッチ用部材の製造方法は、透光性のキートップの非操作面上に、金属材料を含み、かつ、当該金属材料が離散的に存在する金属含有層を形成する金属含有層形成工程と、金属含有層上に加飾層を形成する加飾層形成工程と、加飾層上にベースシートを接着するベースシート接着工程と、該ベースシート接着工程を少なくとも経た後に、キートップの非操作面と反対の面側から、金属含有層の一部の領域に対して、レーザ光を照射するレーザ照射工程を行うことで、操作スイッチ用部材を作製することを特徴とする。
【発明の効果】
【0015】
本発明によれば、電波透過性と金属光沢調の外観デザインとを有し、ユーザーからの要求に応じて短期間で製造して出荷することができ、かつ、機械的衝撃、摩擦等に曝された場合でも外観デザインが大きく劣化しない操作スイッチ用部材、これを用いたキーパネルおよび電子機器、ならびに、当該操作スイッチ用部材の製造方法を提供することができる。
【図面の簡単な説明】
【0016】
【図1】本実施形態の操作スイッチ用部材の一例を示す模式断面図である。
【図2】本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。
【図3】本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。
【図4】本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。
【図5】本実施形態の操作スイッチ用部材の製造方法の一部分を示す模式断面図である。
【図6】本実施形態の操作スイッチ用部材の製造方法の他の部分を示す模式断面図である。
【図7】本実施形態の電子機器の一例を示す外観図である。
【発明を実施するための形態】
【0017】
(操作スイッチ用部材およびその製造方法)
本実施形態の操作スイッチ用部材は、透光性のキートップを有し、該キートップの非操作面上に、少なくとも、金属材料を含みかつ当該金属材料が離散的に存在する金属含有層と、加飾層と、ベースシートと、がこの順に積層され、金属含有層には、金属含有層の厚み方向を貫くように透明な領域が存在することを特徴とする。
【0018】
本実施形態の操作スイッチ用部材は、金属含有層を有し、この層が、透光性を有するキートップが設けられた側の面(操作面)から視認できるため、金属光沢調の外観デザインを有する。また、この金属含有層は、金属材料が離散的に存在している。すなわち、金属含有層は絶縁性が高く、金属材料の塊と、金属材料の塊との間隙を電波が通過できるため、電波透過性を有する。これに加えて、金属含有層には、金属含有層の厚み方向を貫くように透明な領域(透明領域)が存在する。したがって、この透明領域の直下に位置する加飾層の色模様が、操作面から視認できる。このため、透明領域の形状パターンに応じて、各種の文字や記号等の表示部が形成できる。
【0019】
また、金属光沢調の外観デザインや、表示部を形成する金属含有層および加飾層は、キートップの非操作面側に配置されている。このため、本実施形態の操作スイッチ用部材の操作面が、機械的衝撃や、摩擦等に曝されても、これらの層が禿げ落ちることが無く、外観デザインが大きく劣化するのを抑制できる。
【0020】
なお、金属含有層は、基本的に、半透明または不透明な層である。しかし、レーザ光の照射により、金属含有層に含まれる金属材料が、その周囲に存在するマトリックス材料等に含まれる酸素原子と反応して酸化した場合、金属含有層のレーザ光が照射された領域は、光透過率が向上し、透明化して透明領域が形成される。それゆえ、キートップ上に、金属含有層、加飾層およびベースシートがこの順に少なくとも積層された半製品に対して、キートップ側からレーザ光を照射すれば、表示部が形成され、操作スイッチ用部材が完成する。
【0021】
すなわち、操作スイッチ用部材として必要な層が積層された半製品を準備しておけば、操作スイッチ用部材を用いた電子機器等の製品を組み立てるユーザからの要求があった場合、レーザ加工を実施するだけで、各地域の言語等に対応した表示部が形成された操作スイッチ用部材をユーザに出荷できる。すなわち、本実施形態の操作スイッチ用部材は、ユーザーからの要求に応じて短期間で製造して出荷することが可能である。また、レーザ加工のみで完成品となる半製品は、レーザ加工により、如何様な地域にも対応した表示部を形成できる。このため、見込み生産によるレーザ加工済みの完成品をストックしておく場合と比べて、ストックされた半製品をレーザ加工して出荷する場合では、在庫リスクを非常に小さくすることができる。
【0022】
なお、金属含有層中に存在する透明領域は、金属含有層の透明領域以外その他の領域に対して相対的に光透過性が向上しているのであれば、透明領域の光透過率は、肉眼では半透明として認識できる程度であってもよい。たとえば、金属含有層の透明領域以外のその他の領域が、完全な不透明であれば、透明領域は、目視観察により透明または半透明と認識出来る程度の光透過性を有していればよい。また、金属含有層の透明領域以外のその他の領域が、半透明であれば、目視観察により透明と認識出来る程度の光透過性を有していればよい。これにより、透明領域により形成される表示部が、肉眼で容易に認識できる。
【0023】
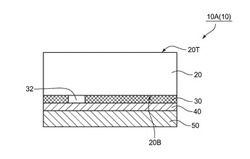
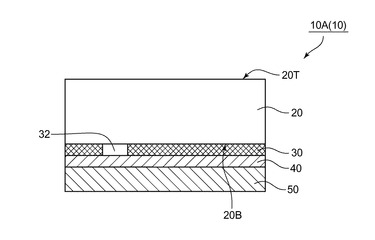
図1は、本実施形態の操作スイッチ用部材の一例を示す模式断面図であり、最も基本的な層構成を示したものである。図1に示す操作スイッチ用部材10A(10)は、キートップ20の非操作面20B上に、金属含有層30、加飾層40、ベースシート50が、この順に積層された層構成を有する。また、非操作面20Bと平行な方向において、金属含有層30の一部の領域は、透明領域32となっている。そして、この透明領域32の輪郭形状と、透明領域32の直下に位置する加飾層40の色模様とにより、表示部が形成される。なお、操作面の耐傷性の確保や、各部材・層間の接着性確保などの観点から、図1に示す操作スイッチ用部材10Aに対して、必要に応じてさらにその他の層を設けることができる。
【0024】
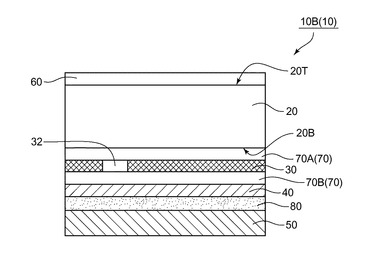
図2は、本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。なお、図2中、図1に示すものと同様のものについては同じ符号が付してある。ここで、図2に示す操作スイッチ用部材10B(10)は、図1に示す押釦スイッチ部材10Aに対して、(1)キートップ20の非操作面20Bと反対側の面(操作面)20Tを被覆する保護層60、(2)キートップ20と金属含有層30との間に設けられた透明樹脂層70A(70)、(3)金属含有層30と加飾層40との間に設けられた透明樹脂層70B(70)、および、(4)加飾層40とベースシート50との間に設けられた接着層80を更に設けた層構成を有する。
【0025】
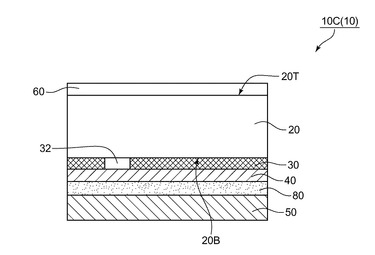
図3は、本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。なお、図3中、図1および図2に示すものと同様のものについては同じ符号が付してある。図3に示す操作スイッチ用部材10C(10)は、図1に示す押釦スイッチ部材10Aに対して、(1)キートップ20の操作面20Tを被覆する保護層60、および、(2)加飾層40とベースシート50との間に設けられた接着層80を更に設けた層構成を有する。
【0026】
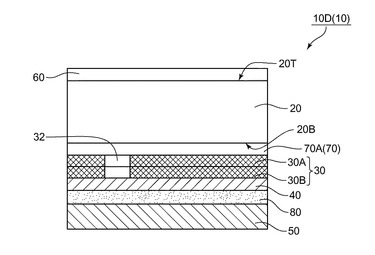
図4は、本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。なお、図4中、図1〜図3に示すものと同様のものについては同じ符号が付してある。図4に示す操作スイッチ用部材10D(10)は、図3に示す押釦スイッチ部材10Cの金属含有層30を2層化し、かつ、金属含有層30とキートップ20との間に透明樹脂層70A(70)を設けた構成を有するものである。ここで、図4に示す金属含有層30は、キートップ20側に位置する第一の金属含有層30Aと、ベースシート50側に位置する第二の金属含有層30Bとから構成されている。
【0027】
以上に説明した本実施形態の操作スイッチ用部材10の作製に際しては、透光性のキートップ20の非操作面20B上に、金属材料を含み、かつ、当該金属材料が離散的に存在する金属含有層30を形成する金属含有層形成工程と、金属含有層30上に加飾層40を形成する加飾層形成工程と、加飾層40上にベースシート50を接着するベースシート接着工程と、を少なくとも実施する。なお、操作スイッチ用部材10の層構成に応じて、これら3つの工程の他に、保護層60を形成する保護層形成工程、透明樹脂層70を形成する透明樹脂層形成工程等を実施することもできる。また、ベースシート接着工程では、加熱圧着等により加飾層40とベースシート50とを直接接着してもよく、接着剤を介して加飾層40とベースシート50とを接着してもよい。
【0028】
そして、ベースシート接着工程を少なくとも経た後に、キートップ20の非操作面20Bの反対の面側から、金属含有層30の一部の領域(すなわち、透明領域32となりうる部分)に対して、レーザ光を照射するレーザ照射工程を行うことで、操作スイッチ用部材10が完成する。なお、このレーザ照射工程は、操作スイッチ用部材10を作製する際の実質的な最終工程であり、レーザ照射工程の実施直前の状態(半製品の状態)では、操作スイッチ用部材10として必要な層構成は完成した状態にある。
【0029】
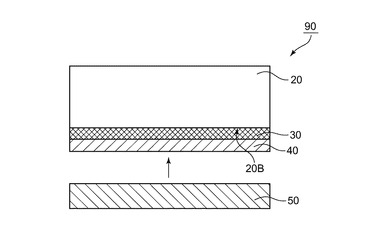
図5および図6は、本実施形態の操作スイッチ用部材の製造方法の工程の一部分を示す模式断面図であり、具体的には、図1に示す操作スイッチ用部材10Aの製造過程について示した図である。なお、図5および図6中、図1中に示すものと同様のものについては同じ符号が付してある。操作スイッチ用部材10Aを作製する場合、まず、図5に示すように、キートップ20の非操作面20B上に金属含有層30および加飾層40をこの順に積層した積層体90を得る。なお、図2〜図4に示す操作スイッチ用部材10B、10C、10Dを作製する場合、積層体90としてはさらに、透明樹脂層70や保護層60も形成されたものを準備する。
【0030】
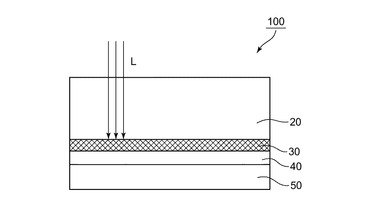
次に、この積層体90の加飾層40側の面に対して、ベースシート50を接着することで、キートップ20の非操作面20B上に金属含有層30、加飾層40、ベースシート50がこの順に積層された半製品100を得る(図6)。なお、図2〜図4に示す操作スイッチ用部材10B、10C、10Dを作製する場合、半製品100としては、加飾層40とベースシート50との間に接着層80が形成されたものを準備する。
【0031】
そして、この半製品100のキートップ20が設けられた側からレーザ光Lを照射する。この際、レーザ光Lは、キートップ20中を透過して、金属含有層30の一部の領域に照射・吸収される。そして、レーザ光が照射・吸収される領域にて、金属材料の酸化が生じて、透明領域32が形成され、図1に示す操作スイッチ用部材10Aが作製される。
【0032】
レーザ加工する際に利用するレーザ光源およびレーザ照射条件については、形成する透明領域32のサイズ、金属含有層30の厚み、金属含有層30を構成する金属材料の種類などに応じて適宜選択できる。そして、レーザ加工に際しては、レーザビームを金属含有層30の略真上から走査することで所定の文字や記号等を表す表示部を形成する。レーザ光源としては、公知のレーザ光源が利用でき、紫外域、可視域、または、赤外域のいずれの波長域のレーザ光源でも利用できる。赤外域のレーザ光源を利用する場合、たとえば1064nmの中心波長を持つものとしては、YAGレーザや、YVO4レーザなどを挙げることができる。
【0033】
なお、金属含有層30は、金属材料が連続的に存在するベタ膜では無いため、透明領域32を形成するために実施されるレーザ加工時のレーザ出力をより小さくできる。この理由は、金属含有層30中に金属材料が離散的に存在しているため、レーザ照射時に、金属材料の周囲に存在するマトリックス材料中に存在する酸素原子と、金属原子とが速やかに反応して金属酸化物に変性できるためであると考えられる。このため、文字・記号等に対応する透明領域32の形成に際して、キートップ20等の金属含有層30上に位置する各層がレーザ照射により劣化・変性して、部分的に屈折率が変化し、操作スイッチ用部材10の外観が劣化するのをより確実に抑制できる。
【0034】
−キートップ−
次に、図1〜図4に例示した本実施形態の操作スイッチ用部材10の各層の詳細についてより具体的に説明する。キートップ20は、図1等に例示したように1つのキーとして認識できる形状、または、複数のキーとして認識できる形状(1枚のシートに個々のキー部分に対応する複数の凸部等を設けた形状)を成すのであればその形状や材質は特に限定されないが、一般的には、断面形状が半円形や半楕円形、台形等などのブロック状樹脂が用いられ、このブロック状樹脂は1枚のベースシート50の片面に複数個設けられたものでもよい。キートップ20は、たとえば、射出成型や、UV硬化型樹脂を用いた型転写などにより作製することができる。キートップの作製に用いられる樹脂材料としては、例えば、PC樹脂(ポリカーボネート樹脂)やABS樹脂(アクリロニトリル・ブタジエン・スチレン共重合樹脂)、PMMA樹脂(ポリメチルメタクリレート樹脂)、PBT樹脂(ポリブチレンテレフタレート樹脂)、PA樹脂(ポリアミド樹脂)などが挙げられ、また、UV硬化型樹脂としてはウレタンアクリレートなどが挙げられる。また、キートップ20は透光性を有していることが必要である。ここで、本願明細書において、「透光性」とは、可視光域の波長(約400〜800nm)の光に対する透過率が5%以上であることを意味する。なお、透過率は10%以上であることが好ましく、20%以上であることがより好ましい。
【0035】
−金属含有層−
金属含有層30は、金属材料を含みかつ当該金属材料が離散的に存在する構造を有するものであれば特に限定されないが、以下の構成を有する層であることが好ましい。すなわち、金属含有層30は、(1)Sn、In、ならびに、SnおよびInから選択される少なくとも1種を主成分として含む合金、から選択される金属材料からなる金属層、または、(2)Al粉と、結着材成分とを含むAl粉含有層、であることが好ましい。また、金属含有層30は、金属層および/またはAl粉含有層を2層以上積層した層構成を有するものでもよい。なお、金属含有層30の一部の領域に、その厚み方向を貫くように形成される透明領域32は、上述したように、金属含有層30に対するレーザ照射により金属材料を酸化することで形成することができる。
【0036】
(1)金属層は、真空蒸着法、スパッタリング法等の公知の気相成膜法を用いて成膜される。金属層の膜厚としては、金属光沢感の確保と、電波透過性の確保とが両立できるように選択されるのであれば特に限定されないが、通常は、0.01〜0.05μmの範囲内が好ましく、0.02〜0.04μmの範囲内がより好ましい。膜厚を0.01μm以上とすることにより、操作スイッチ用部材10の外観に十分な金属光沢感を付与できる。また、膜厚を0.05μm以下とすることにより、金属材料を離散的に存在させた構造とすることができ、十分な電波透過性が確保できる。なお、金属層が、電波透過性の確保に必要な金属材料が離散的に存在する構造となっているか否かは、金属層の表面抵抗値の測定により判断することができる。この場合、金属層の4端子法により測定される表面抵抗値は、電波透過性の確保の観点から105Ω以上であることが好ましく、106Ω以上であることがより好ましい。
【0037】
なお、金属層を構成する金属材料が、SnまたはSnを主成分とする合金である場合は、銀色または黒色の色調を有する金属光沢感を得ることができる。また、金属層を構成する金属材料が、InまたはInを主成分とする合金である場合は、銀色の色調を有する金属光沢感を得ることができる。これに加えて、InまたはInを主成分とする合金からなる金属層では、金属層自体の耐湿性にも優れるため、水分による金属層の劣化によって、金属光沢感が損なわれにくい。
【0038】
金属材料が離散的に存在した構造を有する金属層は、同じ膜厚の金属材料が連続的に形成された構造を有する金属層と比べて、光透過性が高い。このため、図1〜図3に例示したように金属含有層30が単層のみで構成される場合において、この金属含有層30が金属層からなるときは、この金属層自体に起因する光の反射による金属光沢感が得られる。これに加えて、加飾層40が無色透明な層では無く着色した層である場合、加飾層40の色模様も透けて見える外観デザインを実現することも容易である。なお、加飾層40の色模様の透け具合は、金属材料が離散的に存在した構造を有する金属層の厚み、使用する金属材料の組成等を適宜選択することで制御できる。
【0039】
一方、金属含有層30の隠蔽性を高めて、加飾層40の色模様を透けて見えないようにするためには、図1〜図3に例示したように金属含有層30が単層のみで構成される場合においては、金属含有層30として、膜厚を厚めに設定、および/または、Al粉の含有濃度を高く設定したAl粉含有層を選択できる。また、図4に例示したように金属含有層30が2層構成である場合においては、キートップ20側に位置する第一の金属含有層30Aを金属層とし、ベースシート50側に位置する第二の金属含有層30BをAl粉含有層とすることができる。この場合、金属層に起因する金属光沢感や色味が得られると共に、金属層のみでは不足気味の隠蔽性を、Al粉含有層を設けることで補うことができる。
【0040】
(2)Al粉含有層は、Al粉および結着材成分を溶剤に分散・溶解させたインク(いわゆるミラーインク)を用いて、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法を利用して成膜できる。また、Al粉含有層には、金属光沢に所定の色味を付与するために、顔料が含まれていてもよい。Al粉含有層に含まれるAl粉の含有量、言い換えれば、ミラーインク中の全固形成分に占めるAl粉の含有割合としては、5重量%以上が好ましく、10重量%以上がより好ましい。これにより、十分な金属光沢感を得ることができる。また、Al粉含有層に含まれるAl粉の含有量の上限値は、Al粉同士が接触によるAl粉含有層の導通が生じず、電波透過性が喪失しない程度であれば特に限定されないが、具体的には 50重量%以下が好ましく、40重量%以下がより好ましい。これにより、Al粉含有層中に柔軟性を有する結着材成分がより多く含まれ、Al粉含有層の強度が増加する。このため、Al粉含有層の破壊に起因する層間の剥離をより確実に抑制できる。また、結着材としてはインクに用いられる透明な結着材として利用されるものであれば公知の有機材料が利用できる。
【0041】
Al粉含有層の膜厚は特に限定されるものではないが、十分な金属光沢感を確保する観点からは1μm以上であることが好ましく、1.5μm以上であることがより好ましい。また、Al粉含有層の膜厚の上限値は、ミラーインクの使用コスト低減等の実用上の観点から3μm以下であることが好ましい。
【0042】
金属含有層30は、必要に応じて、キートップ20の非操作面20B上の一部の領域を覆うように設けられていてもよいが、通常は、非操作面20B上の全領域を覆うように設けられていることが特に好ましい。この場合、押釦スイッチ10の操作面側全面に金属光沢感を付与することができる。
【0043】
なお、金属含有層30自体は、水分により劣化し易いため、このような劣化が生じると、金属光沢感が低下して操作スイッチ用部材10の外観デザインが劣化してしまう可能性も考えられる。しかしながら、本実施形態の操作スイッチ用部材10においては、金属含有層30は、ガス透過性が極めて低いキートップ20とベースシート50との間に配置されている。このため、キートップ20の操作面20T上に金属含有層30、あるいは、金属光沢感の付与のみを目的として金属層(連続膜、いわゆるベタ膜)を配置する場合と比べて、本実施形態の操作スイッチ用部材10では、金属含有層30の耐湿性に極めて優れる。
【0044】
−加飾層−
加飾層40は、オフセット印刷、スクリーン印刷などの公知の印刷方法により形成することができる。ここで、加飾層形成用の材料としては、一般的に、固形分として顔料等の色材成分と樹脂成分とを含むインクを用いることができる。但し、透明な加飾層40を形成する場合には、色材成分を含まないインクを用いることもできる。加飾層40の厚みは特に限定されないが、色濃度の確保等、実用上の観点からは1.0μm〜10μm程度の範囲内が好ましい。なお、加飾層40は、金属含有層30が設けられている領域に関係無く、非操作面20B上の全領域を覆うように設けられていてもよく、金属含有層30が設けられている領域の一部を覆うように設けられていてもよい。但し、加飾層40が、金属含有層30が設けられている領域の一部を覆うように設けられる場合、少なくとも透明領域32が設けられる領域を覆うように設けられる。
【0045】
−ベースシート−
ベースシート50としては、予めフィルム状に形成されたシートを用いることができ、キートップ20側の部材と接着される面と反対側の面に、予め押圧子(凸部)が設けられていてもよい。押圧子を設けた場合、操作スイッチ用部材10は、押釦スイッチ用部材として用いることができる。このベースシート50を構成する材料としては、たとえば、シリコーン樹脂、ウレタン樹脂、ポリエステル樹脂などを用いることができる。
【0046】
−保護層−
保護層60の形成方法は特に限定されないが、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法を利用して形成できる。保護層60は、キートップ20と同様の透光性を有し、かつ、操作スイッチ用部材10表面の機械的・化学的耐久性を向上させることができるものであれば公知の材料を利用できる。保護層60の形成に際して、たとえば、ウレタンアクリレート等の透明な樹脂材料を溶剤に溶解した溶液や、公知のハードコート剤などが利用できる。なお、保護層60の厚みとしては、機械的・化学的耐久性を向上の確保等の実用上の観点から、5μm〜30μmの範囲内が好ましく、10μm〜25μmの範囲内がより好ましい。
【0047】
−透明樹脂層−
透明樹脂層70は、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法を利用して形成できる。透明樹脂層70は、キートップ20と同様の透光性を有しており、このような透光性が得られる透明樹脂材料を溶剤に溶解させた溶液を用いて形成される。透明樹脂層70を構成する材料としては、たとえば、公知の透明な樹脂材料や、公知のハードコート剤などが利用できる。また、透明樹脂層70の両側に設けられる層または部材との密着性を高めるために、これらの層または部材に含まれる樹脂成分と同一・類似の分子構造を有する透明な樹脂材料を用いることも好ましい。透明樹脂層70の厚みとしては特に限定されないが、実用上の観点から、たとえば、1.0μm〜20μmの範囲内とすることが好ましい。
【0048】
−接着層−
接着層80は、オフセット印刷、スクリーン印刷などの公知の印刷方法により加飾層40または透明樹脂層70等のキートップ20側の部材の表面、または、ベースシート50表面に、接着剤を印刷して、キートップ20側の部材の表面とベースシート50側の部材とを貼り合わせて接着することで形成される。なお、接着剤の塗付後は、そのまま貼り合わせを行ってもよいが、ハンドリング性を向上させるために、室温または高温乾燥を行い、接着剤の種類や使用量等に応じて、60℃〜100℃の範囲内で、少なくとも1分〜90分間の乾燥処理を行う。また、貼り合わせに際しては、単に圧着するだけでなく、圧着と同時に加熱する接着方式(いわゆる融着)を採用してもよい。
【0049】
なお、貼り合わせに用いられる接着剤としては、特に限定されるものではないが、たとえば、シアノアクリレート系の接着剤、または、印刷インクを用いることができる。ここで、印刷インクを用いる場合は、融着により接着を行うことが好ましい。ここで、「印刷インク」とは、溶媒により希釈され、かつ、印刷可能なウレタン系またはエポキシ系の反応型接着剤を意味する。
【0050】
(キーパネルおよび電子機器)
本実施形態のキーパネルは、少なくとも本実施形態の操作スイッチ用部材10を備えたものである。ここで、本願明細書において、「キーパネル」とは操作スイッチを有する操作盤のことである。キーパネルは、キー部分を押し込むことで操作を行うタイプのキーパネルであってもよいし、キー部分をタッチすることで操作を行うタイプのキーパネル(いわゆるタッチパネル)であってもよい。また、キーパネルは、スイッチ操作による操作対象となる電子機器本体と一体に設けられたものであってもよいし、スイッチ操作による操作対象となる電子機器本体と物理的に分離して設けられたものであってもよい。なお、後者の場合は、キーパネルと電子機器とが、有線接続されるタイプであってもよいし、キーパネルと電子機器とが赤外線通信などによって信号のやり取りが可能なワイヤレスタイプであってもよい。また、本実施形態の電子機器は、上述したキーパネルを電子機器本体と一体的に有するものであればその用途は特に限定されない。
【0051】
しかしながら、本実施形態のキーパネルおよび電子機器は、本実施形態の押釦スイッチ部材10を備えると共に、電波を発信する機能、および、電波を受信する機能、から選択される少なくとも一方の機能を有していることが特に好ましい。このような機能も備えたキーパネルや電子機器としては、(1)赤外線により電子機器本体に対して指令を行うエアーコンディショナやテレビ等のリモートコントローラ、(2)ラジオトランシーバー、(3)ブルートゥース規格等に基づく各種の無線通信機能を有する電子機器、(4)携帯電話、などが挙げられる。図7は、本実施形態の電子機器の一例を示す外観図であり、具体的には携帯電話について示す図である。図7に示す携帯電話200は、ディスプレイ部分202と本実施形態の操作スイッチ用部材10を備えたキーパネルを有する本体部分204とから構成されている。
【実施例】
【0052】
以下に本発明を、実施例を挙げてより具体的に説明するが本発明は以下の実施例にのみ限定されるものではない。
【0053】
(実施例1)
図2に示す層構成を有する操作スイッチ用部材10Bを以下の手順で作製した。まず、キートップ20(ポリカーボネート樹脂製、厚み0.5mm)の操作面20Tに、保護層60として、紫外線硬化型アクリル系樹脂を塗装し、紫外線を照射することで厚み15μmの保護層60を形成した。次に、キートップ20の非操作面20B上に、厚み10μmの透明樹脂層70Aを、顔料成分を除いた溶剤希釈型アクリルインクを用いてスクリーン印刷により形成した。続いて、この透明樹脂層70Aの表面に、真空蒸着法により、Snからなる金属層(金属含有層30)を形成した。なお、この金属層の厚みは0.03μmであった。また、金属層の表面抵抗値は3.5×107Ωであり、絶縁性を示したことから、電波透過性が得られていることが確認された。
【0054】
次に、この金属層上に、透明樹脂層70Aを形成した場合と同様にして、透明樹脂層70Bを形成した。続いて、この透明樹脂層70B上に、赤色インク(赤色顔料を配合した溶剤希釈型アクリルインク)を用いてスクリーン印刷により厚みが5μmの加飾層40を形成した。その後、この加飾層40上にシアノアクリレート系接着剤を厚みが5μm程度となるように塗布した後、加飾層40の接着剤が塗布された面に対して、ベースシート50(シリコーン樹脂製)を貼り合わて、接着することで、レーザ加工処理前の半製品を得た。
【0055】
続いて、この半製品のキートップ20側から、レーザ光を照射して、レーザ加工を行い、表示部(透明領域32)を形成した。これにより図2に示す層構成を有する操作スイッチ用部材10Bを得た。なお、レーザ加工に際しては、レーザ光源として、YVO4レーザ(波長1064nm)を用い、レーザパワーを3w、ビーム径を0.06mmに設定した。
【0056】
(実施例2)
金属層を構成する材料をInに変更した以外は、実施例1と同様にして操作スイッチ用部材10Bを作製した。なお、この金属層の厚みは0.02μmであった。また、金属層の表面抵抗値は1.2×108Ωであり、絶縁性を示したことから、電波透過性が得られていることが確認された。
【0057】
(実施例3)
金属層を構成する材料をIn−Sn合金(InとSnとの比率(重量比)は、Inが50重量%、Snが50重量%)に変更した以外は、実施例1と同様にして操作スイッチ用部材10Bを作製した。なお、この金属層の厚みは0.03μmであった。また、金属層の表面抵抗値は6.7×107Ωであり、絶縁性を示したことから、電波透過性が得られていることが確認された。
【0058】
(実施例4)
図3に示す層構成を有する操作スイッチ用部材10Cを以下の手順で作製した。まず、キートップ20(ポリカーボネート樹脂製、厚み0.5mm)の操作面20Tに、実施例1と同様にして保護層60を形成した。次に、キートップ20の非操作面20B上に、Al粉を用いたミラーインク(帝国インキ製造社製、MIR−9100)をスクリーン印刷することで、厚み1.5μmのAl粉含有層(金属含有層30)を形成した。なお、このAl粉含有層の表面抵抗値は5.2×107Ωであり、絶縁性を示したことから、電波透過性が得られていることが確認された。
【0059】
次に、このAl粉含有層上に、実施例1と同様にして、加飾層40を形成後、接着剤を用いてベースシート50を接着することでレーザ加工処理前の半製品を得た。続いて、この半製品のキートップ20側から、レーザ光を照射して、レーザ加工を行い、表示部(透明領域32)を形成した。これにより図3に示す層構成を有する操作スイッチ用部材10Cを得た。なお、レーザ加工は、レーザパワーを3.5wに変更した以外は、実施例1と同様の条件で実施した。
【0060】
(実施例5)
Al粉含有層の形成に際して、インクとして、Al粉を用いたミラーインク(帝国インキ製造社製、MIR−9100)と、赤色インク(赤色顔料を配合した溶剤希釈型アクリルインク)とを、重量比で8:2の割合で混合したインクを用いた以外は、実施例4と同様にして操作スイッチ用部材10Cを作製した。なお、Al粉含有層の表面抵抗値は7.7×109Ωであり、絶縁性を示したことから、電波透過性が得られていることが確認された。
【0061】
(実施例6)
図4に示す層構成を有する操作スイッチ用部材10Dを以下の手順で作製した。まず、キートップ20(ポリカーボネート樹脂製、厚み0.5mm)の操作面20Tに、実施例1と同様にして保護層60を形成した。次に、キートップ20の非操作面20B上に、実施例1と同様にして透明樹脂層70Aを形成した。
【0062】
続いて、この透明樹脂層70Aの表面に、真空蒸着法により、Snからなる金属層(第一の金属含有層30A)を形成した。なお、この金属層の厚みは0.02μmであった。また、金属層の表面抵抗値は8.5×107Ωであり、絶縁性を示したことから、電波透過性が得られていることが確認された。さらに、第一の金属含有層30A上に、Al粉を用いたミラーインク(帝国インキ製造社製、MIR−9100)をスクリーン印刷することで、厚み1μmのAl粉含有層(第二の金属含有層30B)を形成した。なお、このAl粉含有層の表面抵抗値は1.12×107Ωであり、絶縁性を示したことから、電波透過性が得られていることが確認された。
【0063】
次に、このAl粉含有層上に、実施例1と同様にして、加飾層40を形成後、接着剤を用いてベースシート50を接着することでレーザ加工処理前の半製品を得た。続いて、この半製品のキートップ20側から、レーザ光を照射して、レーザ加工を行い、表示部(透明領域32)を形成した。これにより図4に示す層構成を有する操作スイッチ用部材10Dを得た。なお、レーザ加工は、レーザパワーを4wに変更した以外は、実施例1と同様の条件で実施した。
【0064】
(比較例1)
Inからなる金属層の代わりに、Alからなる金属層を真空蒸着法により形成した以外は、実施例1と同様にして、半製品を作製した。なお、Alからなる金属層の厚みは0.08μmであった。また、この金属層の表面抵抗値は36Ωであり、導電性を示したことから、電波透過性が得られていないことが確認された。
【0065】
続いて、この半製品のキートップ20側から、レーザ光を照射して、レーザ加工を行い、表示部(透明領域32)を形成することで操作スイッチ用部材を得た。なお、レーザ加工は、レーザパワーを4wに変更した以外は、実施例1と同様の条件で実施した。
【0066】
(比較例2)
Inからなる金属層の代わりに、Al箔からなる金属層を熱転写印刷により形成した以外は、実施例1と同様にして、半製品を作製した。なお、熱転写印刷には、厚みが0.1μmのAl蒸着膜が形成された熱転写フィルムを用いた。なお、この金属層の表面抵抗値は0.6Ωであり、導電性を示したことから、電波透過性が得られていないことが確認された。
【0067】
続いて、この半製品のキートップ20側から、レーザ光を照射して、レーザ加工を行い、表示部(透明領域32)を形成することで操作スイッチ用部材を得た。なお、レーザ加工は、レーザパワーを5wに変更した以外は、実施例1と同様の条件で実施した。
【0068】
(評価)
各実施例および比較例の操作スイッチ用部材について、いずれも目視で明確に確認できる表示部が形成されていた。また、各実施例および比較例の操作スイッチ用部材について、電波透過性、金属光沢感、加飾層40の隠蔽性、および、レーザ加工時の焼けについて評価した。結果を表1に示す。なお、いずれの実施例および比較例の操作スイッチ用部材においても、金属含有層30のレーザ光が照射された領域は完全に透明化していることが確認された。
【0069】
【表1】

【0070】
なお、表1中に示す各評価項目の評価方法および評価基準は以下の通りである。
【0071】
−電波透過性−
電波透過性の有無は、各実施例の金属含有層30および各比較例の金属層の表面抵抗値の測定結果に基づいて、表面抵抗値が105Ω以上の場合を電波透過性の有り、表面抵抗値が105Ω未満の場合を電波透過性の無し、として評価した。
【0072】
−金属光沢感−
金属光沢感は、蛍光灯照明下の室内にて操作スイッチ用部材のキートップ側の面を目視観察して、金属光沢の度合いを評価した。評価基準は以下の通りである。
A:反射光の輝度が十分に高く、鏡面状態を呈している。
B:金属調を呈するが、鏡面状態ではない。
C:反射光の輝度が低く、金属調の質感も低い。
【0073】
−加飾層40の隠蔽性−
加飾層40の隠蔽性は、蛍光灯照明下の室内にて操作スイッチ用部材のキートップ側の面を目視観察し、表示部(透明領域32)が形成された領域を基準として、表示部(透明領域32)が形成されていない領域が、表示部の色味を呈しているか否かや、表示部の色味を呈している場合はその程度を評価した。評価基準は以下の通りである。
H:表示部が形成されていない領域は、表示部の色味を強く呈している。
M:表示部が形成されていない領域は、表示部の色味を若干呈している。
L:表示部が形成されていない領域は、表示部の色味を全く呈していない。
【0074】
−レーザ加工時の焼け−
レーザ加工時の焼けは、蛍光灯照明下の室内にて操作スイッチ用部材のキートップ側の面を目視観察し、表示部(透明領域32)以外の直上に位置するキートップ20や保護層60を基準として、表示部(透明領域32)の直上に位置するキートップ20や保護層60の変色または屈折率の変化が生じているか否かにより判断した。評価基準は以下の通りである。
A:表示部(透明領域32)の直上に位置するキートップ20や保護層60の変色または屈折率の変化は全く観察されない。
B:表示部(透明領域32)の直上に位置するキートップ20や保護層60の変色または屈折率の変化が若干観察される。
C:表示部(透明領域32)の直上に位置するキートップ20や保護層60の変色または屈折率の変化が顕著に観察される。
【符号の説明】
【0075】
10、10A、10B、10C、10D 操作スイッチ用部材
20 キートップ
20T 操作面
20B 非操作面
30 金属含有層
32 透明領域
30A 第一の金属含有層
30B 第二の金属含有層
40 加飾層
50 ベースシート
60 保護層
70、70A、70B 透明樹脂層
80 接着層
90 積層体
100 半製品
200 携帯電話
202 ディスプレイ部分
204 本体部分
【技術分野】
【0001】
本発明は、操作スイッチ用部材、キーパネル、電子機器および操作スイッチ用部材の製造方法に関するものである。
【背景技術】
【0002】
押釦スイッチのキートップ部分の文字や記号等の表示部の形成方法としては、印刷によって形成される方法の他に、レーザ照射により形成される方法が知られている。たとえば、レーザ照射による材料の変性を利用した表示部の形成方法(層材料変性方式)として、アルミ粉が配合されたメタリック色調層、あるいは、蒸着金属層にレーザ光を照射して金属成分を酸化させることで、透光性のある表示部パターンを形成する技術(特許文献1、2参照)や、レーザ照射による材料の成分組成等の化学変化等を利用して、表示部パターンを形成する技術(特許文献3参照)などが提案されている。
【0003】
また、携帯電話等の電子機器では、デザイン性の観点から、金属光沢を有する外観デザインが採用されることが多い。このような金属光沢を有する外観デザインを実現するためには、基材上に金属膜や、光輝性顔料が分散したメタリック調の膜が形成された部材が用いられることが多い。しかし、電波の送信、受信、検出等を行う機能を有する電子機器では、このような機能が阻害されないことも必要である。したがって、これらの点に加えて、低コスト化も考慮して、従来から電波透過性部材として用いられていたインジウム等の金属蒸着膜の代わりに、シリコン等と金属との合金からなる非晶質構造を有した連続した層を基材上に設けた電波透過性装飾部材が提案されている(特許文献4参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−242853号公報(請求項4等)
【特許文献2】特開2000−306453号公報(請求項1等)
【特許文献3】WO2009/123010(段落番号0033等)
【特許文献4】WO2009/038116(請求項1、段落番号0002〜0008、0035、0043、0095等)
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、各種電子機器に用いられる操作スイッチ用部材は、使用される地域の言語に応じて文字や記号等の表示部が形成される必要がある。このため、電波透過性と金属光沢調のデザインとを有する操作スイッチ用部材を用いて電子機器を組み立てるユーザーからの要求に応じて、レーザ加工による表示部形成を行うだけで操作スイッチ用部材がユーザーへと出荷できることが好ましいと言える。この場合、レーザ加工により表示部が形成されれば完成品となる半製品を準備しておくことで、在庫リスクを抱えること無く、短期間のうちに、ユーザーに対して、表示部も形成された操作スイッチ用部材を供給することができる。
【0006】
また、操作スイッチ用部材を用いた電子機器、特に携帯電話等の携帯型の電子機器は、その利用用途等にもよるが、その表面が、機械的衝撃、摩擦等に曝される場合もある。そして、このような機械的衝撃、摩擦等が、顕著な場合および/または幾度も繰り返されるものである場合、操作スイッチ用部材の操作面側に、金属光沢を発揮する層や、表示部を形成する層が設けられていると、これらの層が禿げ落ちてしまう。そして、その結果、外観デザインが大きく劣化してしまうことになる。
【0007】
本発明は、上記事情に鑑みて成されたものであり、電波透過性と金属光沢調の外観デザインとを有し、ユーザーからの要求に応じて短期間で製造して出荷することができ、かつ、機械的衝撃、摩擦等に曝された場合でも外観デザインが大きく劣化しない操作スイッチ用部材、これを用いたキーパネルおよび電子機器、ならびに、当該操作スイッチ用部材の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題は以下の本発明により達成される。すなわち、
本発明の操作スイッチ用部材は、透光性のキートップを有し、該キートップの非操作面上に、少なくとも、金属材料を含みかつ当該金属材料が離散的に存在する金属含有層と、加飾層と、ベースシートと、がこの順に積層され、金属含有層には、金属含有層の厚み方向を貫くように透明な領域が存在することを特徴とする。
【0009】
本発明の操作スイッチ用部材の一実施形態は、金属含有層が、Sn、In、ならびに、SnおよびInから選択される少なくとも1種を主成分として含む合金、から選択される金属材料からなる金属層であることが好ましい。
【0010】
本発明の操作スイッチ用部材の他の実施形態は、金属含有層が、Al粉と、結着材成分とを含むAl粉含有層であることが好ましい。
【0011】
本発明のキーパネルは、本発明の操作スイッチ用部材を備えたことを特徴とする。
【0012】
本発明の電子機器は、本発明の操作スイッチ用部材を備えたことを特徴とする。
【0013】
本発明の電子機器の一実施態様は、電子機器が携帯電話であることが好ましい。
【0014】
本発明の操作スイッチ用部材の製造方法は、透光性のキートップの非操作面上に、金属材料を含み、かつ、当該金属材料が離散的に存在する金属含有層を形成する金属含有層形成工程と、金属含有層上に加飾層を形成する加飾層形成工程と、加飾層上にベースシートを接着するベースシート接着工程と、該ベースシート接着工程を少なくとも経た後に、キートップの非操作面と反対の面側から、金属含有層の一部の領域に対して、レーザ光を照射するレーザ照射工程を行うことで、操作スイッチ用部材を作製することを特徴とする。
【発明の効果】
【0015】
本発明によれば、電波透過性と金属光沢調の外観デザインとを有し、ユーザーからの要求に応じて短期間で製造して出荷することができ、かつ、機械的衝撃、摩擦等に曝された場合でも外観デザインが大きく劣化しない操作スイッチ用部材、これを用いたキーパネルおよび電子機器、ならびに、当該操作スイッチ用部材の製造方法を提供することができる。
【図面の簡単な説明】
【0016】
【図1】本実施形態の操作スイッチ用部材の一例を示す模式断面図である。
【図2】本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。
【図3】本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。
【図4】本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。
【図5】本実施形態の操作スイッチ用部材の製造方法の一部分を示す模式断面図である。
【図6】本実施形態の操作スイッチ用部材の製造方法の他の部分を示す模式断面図である。
【図7】本実施形態の電子機器の一例を示す外観図である。
【発明を実施するための形態】
【0017】
(操作スイッチ用部材およびその製造方法)
本実施形態の操作スイッチ用部材は、透光性のキートップを有し、該キートップの非操作面上に、少なくとも、金属材料を含みかつ当該金属材料が離散的に存在する金属含有層と、加飾層と、ベースシートと、がこの順に積層され、金属含有層には、金属含有層の厚み方向を貫くように透明な領域が存在することを特徴とする。
【0018】
本実施形態の操作スイッチ用部材は、金属含有層を有し、この層が、透光性を有するキートップが設けられた側の面(操作面)から視認できるため、金属光沢調の外観デザインを有する。また、この金属含有層は、金属材料が離散的に存在している。すなわち、金属含有層は絶縁性が高く、金属材料の塊と、金属材料の塊との間隙を電波が通過できるため、電波透過性を有する。これに加えて、金属含有層には、金属含有層の厚み方向を貫くように透明な領域(透明領域)が存在する。したがって、この透明領域の直下に位置する加飾層の色模様が、操作面から視認できる。このため、透明領域の形状パターンに応じて、各種の文字や記号等の表示部が形成できる。
【0019】
また、金属光沢調の外観デザインや、表示部を形成する金属含有層および加飾層は、キートップの非操作面側に配置されている。このため、本実施形態の操作スイッチ用部材の操作面が、機械的衝撃や、摩擦等に曝されても、これらの層が禿げ落ちることが無く、外観デザインが大きく劣化するのを抑制できる。
【0020】
なお、金属含有層は、基本的に、半透明または不透明な層である。しかし、レーザ光の照射により、金属含有層に含まれる金属材料が、その周囲に存在するマトリックス材料等に含まれる酸素原子と反応して酸化した場合、金属含有層のレーザ光が照射された領域は、光透過率が向上し、透明化して透明領域が形成される。それゆえ、キートップ上に、金属含有層、加飾層およびベースシートがこの順に少なくとも積層された半製品に対して、キートップ側からレーザ光を照射すれば、表示部が形成され、操作スイッチ用部材が完成する。
【0021】
すなわち、操作スイッチ用部材として必要な層が積層された半製品を準備しておけば、操作スイッチ用部材を用いた電子機器等の製品を組み立てるユーザからの要求があった場合、レーザ加工を実施するだけで、各地域の言語等に対応した表示部が形成された操作スイッチ用部材をユーザに出荷できる。すなわち、本実施形態の操作スイッチ用部材は、ユーザーからの要求に応じて短期間で製造して出荷することが可能である。また、レーザ加工のみで完成品となる半製品は、レーザ加工により、如何様な地域にも対応した表示部を形成できる。このため、見込み生産によるレーザ加工済みの完成品をストックしておく場合と比べて、ストックされた半製品をレーザ加工して出荷する場合では、在庫リスクを非常に小さくすることができる。
【0022】
なお、金属含有層中に存在する透明領域は、金属含有層の透明領域以外その他の領域に対して相対的に光透過性が向上しているのであれば、透明領域の光透過率は、肉眼では半透明として認識できる程度であってもよい。たとえば、金属含有層の透明領域以外のその他の領域が、完全な不透明であれば、透明領域は、目視観察により透明または半透明と認識出来る程度の光透過性を有していればよい。また、金属含有層の透明領域以外のその他の領域が、半透明であれば、目視観察により透明と認識出来る程度の光透過性を有していればよい。これにより、透明領域により形成される表示部が、肉眼で容易に認識できる。
【0023】
図1は、本実施形態の操作スイッチ用部材の一例を示す模式断面図であり、最も基本的な層構成を示したものである。図1に示す操作スイッチ用部材10A(10)は、キートップ20の非操作面20B上に、金属含有層30、加飾層40、ベースシート50が、この順に積層された層構成を有する。また、非操作面20Bと平行な方向において、金属含有層30の一部の領域は、透明領域32となっている。そして、この透明領域32の輪郭形状と、透明領域32の直下に位置する加飾層40の色模様とにより、表示部が形成される。なお、操作面の耐傷性の確保や、各部材・層間の接着性確保などの観点から、図1に示す操作スイッチ用部材10Aに対して、必要に応じてさらにその他の層を設けることができる。
【0024】
図2は、本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。なお、図2中、図1に示すものと同様のものについては同じ符号が付してある。ここで、図2に示す操作スイッチ用部材10B(10)は、図1に示す押釦スイッチ部材10Aに対して、(1)キートップ20の非操作面20Bと反対側の面(操作面)20Tを被覆する保護層60、(2)キートップ20と金属含有層30との間に設けられた透明樹脂層70A(70)、(3)金属含有層30と加飾層40との間に設けられた透明樹脂層70B(70)、および、(4)加飾層40とベースシート50との間に設けられた接着層80を更に設けた層構成を有する。
【0025】
図3は、本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。なお、図3中、図1および図2に示すものと同様のものについては同じ符号が付してある。図3に示す操作スイッチ用部材10C(10)は、図1に示す押釦スイッチ部材10Aに対して、(1)キートップ20の操作面20Tを被覆する保護層60、および、(2)加飾層40とベースシート50との間に設けられた接着層80を更に設けた層構成を有する。
【0026】
図4は、本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。なお、図4中、図1〜図3に示すものと同様のものについては同じ符号が付してある。図4に示す操作スイッチ用部材10D(10)は、図3に示す押釦スイッチ部材10Cの金属含有層30を2層化し、かつ、金属含有層30とキートップ20との間に透明樹脂層70A(70)を設けた構成を有するものである。ここで、図4に示す金属含有層30は、キートップ20側に位置する第一の金属含有層30Aと、ベースシート50側に位置する第二の金属含有層30Bとから構成されている。
【0027】
以上に説明した本実施形態の操作スイッチ用部材10の作製に際しては、透光性のキートップ20の非操作面20B上に、金属材料を含み、かつ、当該金属材料が離散的に存在する金属含有層30を形成する金属含有層形成工程と、金属含有層30上に加飾層40を形成する加飾層形成工程と、加飾層40上にベースシート50を接着するベースシート接着工程と、を少なくとも実施する。なお、操作スイッチ用部材10の層構成に応じて、これら3つの工程の他に、保護層60を形成する保護層形成工程、透明樹脂層70を形成する透明樹脂層形成工程等を実施することもできる。また、ベースシート接着工程では、加熱圧着等により加飾層40とベースシート50とを直接接着してもよく、接着剤を介して加飾層40とベースシート50とを接着してもよい。
【0028】
そして、ベースシート接着工程を少なくとも経た後に、キートップ20の非操作面20Bの反対の面側から、金属含有層30の一部の領域(すなわち、透明領域32となりうる部分)に対して、レーザ光を照射するレーザ照射工程を行うことで、操作スイッチ用部材10が完成する。なお、このレーザ照射工程は、操作スイッチ用部材10を作製する際の実質的な最終工程であり、レーザ照射工程の実施直前の状態(半製品の状態)では、操作スイッチ用部材10として必要な層構成は完成した状態にある。
【0029】
図5および図6は、本実施形態の操作スイッチ用部材の製造方法の工程の一部分を示す模式断面図であり、具体的には、図1に示す操作スイッチ用部材10Aの製造過程について示した図である。なお、図5および図6中、図1中に示すものと同様のものについては同じ符号が付してある。操作スイッチ用部材10Aを作製する場合、まず、図5に示すように、キートップ20の非操作面20B上に金属含有層30および加飾層40をこの順に積層した積層体90を得る。なお、図2〜図4に示す操作スイッチ用部材10B、10C、10Dを作製する場合、積層体90としてはさらに、透明樹脂層70や保護層60も形成されたものを準備する。
【0030】
次に、この積層体90の加飾層40側の面に対して、ベースシート50を接着することで、キートップ20の非操作面20B上に金属含有層30、加飾層40、ベースシート50がこの順に積層された半製品100を得る(図6)。なお、図2〜図4に示す操作スイッチ用部材10B、10C、10Dを作製する場合、半製品100としては、加飾層40とベースシート50との間に接着層80が形成されたものを準備する。
【0031】
そして、この半製品100のキートップ20が設けられた側からレーザ光Lを照射する。この際、レーザ光Lは、キートップ20中を透過して、金属含有層30の一部の領域に照射・吸収される。そして、レーザ光が照射・吸収される領域にて、金属材料の酸化が生じて、透明領域32が形成され、図1に示す操作スイッチ用部材10Aが作製される。
【0032】
レーザ加工する際に利用するレーザ光源およびレーザ照射条件については、形成する透明領域32のサイズ、金属含有層30の厚み、金属含有層30を構成する金属材料の種類などに応じて適宜選択できる。そして、レーザ加工に際しては、レーザビームを金属含有層30の略真上から走査することで所定の文字や記号等を表す表示部を形成する。レーザ光源としては、公知のレーザ光源が利用でき、紫外域、可視域、または、赤外域のいずれの波長域のレーザ光源でも利用できる。赤外域のレーザ光源を利用する場合、たとえば1064nmの中心波長を持つものとしては、YAGレーザや、YVO4レーザなどを挙げることができる。
【0033】
なお、金属含有層30は、金属材料が連続的に存在するベタ膜では無いため、透明領域32を形成するために実施されるレーザ加工時のレーザ出力をより小さくできる。この理由は、金属含有層30中に金属材料が離散的に存在しているため、レーザ照射時に、金属材料の周囲に存在するマトリックス材料中に存在する酸素原子と、金属原子とが速やかに反応して金属酸化物に変性できるためであると考えられる。このため、文字・記号等に対応する透明領域32の形成に際して、キートップ20等の金属含有層30上に位置する各層がレーザ照射により劣化・変性して、部分的に屈折率が変化し、操作スイッチ用部材10の外観が劣化するのをより確実に抑制できる。
【0034】
−キートップ−
次に、図1〜図4に例示した本実施形態の操作スイッチ用部材10の各層の詳細についてより具体的に説明する。キートップ20は、図1等に例示したように1つのキーとして認識できる形状、または、複数のキーとして認識できる形状(1枚のシートに個々のキー部分に対応する複数の凸部等を設けた形状)を成すのであればその形状や材質は特に限定されないが、一般的には、断面形状が半円形や半楕円形、台形等などのブロック状樹脂が用いられ、このブロック状樹脂は1枚のベースシート50の片面に複数個設けられたものでもよい。キートップ20は、たとえば、射出成型や、UV硬化型樹脂を用いた型転写などにより作製することができる。キートップの作製に用いられる樹脂材料としては、例えば、PC樹脂(ポリカーボネート樹脂)やABS樹脂(アクリロニトリル・ブタジエン・スチレン共重合樹脂)、PMMA樹脂(ポリメチルメタクリレート樹脂)、PBT樹脂(ポリブチレンテレフタレート樹脂)、PA樹脂(ポリアミド樹脂)などが挙げられ、また、UV硬化型樹脂としてはウレタンアクリレートなどが挙げられる。また、キートップ20は透光性を有していることが必要である。ここで、本願明細書において、「透光性」とは、可視光域の波長(約400〜800nm)の光に対する透過率が5%以上であることを意味する。なお、透過率は10%以上であることが好ましく、20%以上であることがより好ましい。
【0035】
−金属含有層−
金属含有層30は、金属材料を含みかつ当該金属材料が離散的に存在する構造を有するものであれば特に限定されないが、以下の構成を有する層であることが好ましい。すなわち、金属含有層30は、(1)Sn、In、ならびに、SnおよびInから選択される少なくとも1種を主成分として含む合金、から選択される金属材料からなる金属層、または、(2)Al粉と、結着材成分とを含むAl粉含有層、であることが好ましい。また、金属含有層30は、金属層および/またはAl粉含有層を2層以上積層した層構成を有するものでもよい。なお、金属含有層30の一部の領域に、その厚み方向を貫くように形成される透明領域32は、上述したように、金属含有層30に対するレーザ照射により金属材料を酸化することで形成することができる。
【0036】
(1)金属層は、真空蒸着法、スパッタリング法等の公知の気相成膜法を用いて成膜される。金属層の膜厚としては、金属光沢感の確保と、電波透過性の確保とが両立できるように選択されるのであれば特に限定されないが、通常は、0.01〜0.05μmの範囲内が好ましく、0.02〜0.04μmの範囲内がより好ましい。膜厚を0.01μm以上とすることにより、操作スイッチ用部材10の外観に十分な金属光沢感を付与できる。また、膜厚を0.05μm以下とすることにより、金属材料を離散的に存在させた構造とすることができ、十分な電波透過性が確保できる。なお、金属層が、電波透過性の確保に必要な金属材料が離散的に存在する構造となっているか否かは、金属層の表面抵抗値の測定により判断することができる。この場合、金属層の4端子法により測定される表面抵抗値は、電波透過性の確保の観点から105Ω以上であることが好ましく、106Ω以上であることがより好ましい。
【0037】
なお、金属層を構成する金属材料が、SnまたはSnを主成分とする合金である場合は、銀色または黒色の色調を有する金属光沢感を得ることができる。また、金属層を構成する金属材料が、InまたはInを主成分とする合金である場合は、銀色の色調を有する金属光沢感を得ることができる。これに加えて、InまたはInを主成分とする合金からなる金属層では、金属層自体の耐湿性にも優れるため、水分による金属層の劣化によって、金属光沢感が損なわれにくい。
【0038】
金属材料が離散的に存在した構造を有する金属層は、同じ膜厚の金属材料が連続的に形成された構造を有する金属層と比べて、光透過性が高い。このため、図1〜図3に例示したように金属含有層30が単層のみで構成される場合において、この金属含有層30が金属層からなるときは、この金属層自体に起因する光の反射による金属光沢感が得られる。これに加えて、加飾層40が無色透明な層では無く着色した層である場合、加飾層40の色模様も透けて見える外観デザインを実現することも容易である。なお、加飾層40の色模様の透け具合は、金属材料が離散的に存在した構造を有する金属層の厚み、使用する金属材料の組成等を適宜選択することで制御できる。
【0039】
一方、金属含有層30の隠蔽性を高めて、加飾層40の色模様を透けて見えないようにするためには、図1〜図3に例示したように金属含有層30が単層のみで構成される場合においては、金属含有層30として、膜厚を厚めに設定、および/または、Al粉の含有濃度を高く設定したAl粉含有層を選択できる。また、図4に例示したように金属含有層30が2層構成である場合においては、キートップ20側に位置する第一の金属含有層30Aを金属層とし、ベースシート50側に位置する第二の金属含有層30BをAl粉含有層とすることができる。この場合、金属層に起因する金属光沢感や色味が得られると共に、金属層のみでは不足気味の隠蔽性を、Al粉含有層を設けることで補うことができる。
【0040】
(2)Al粉含有層は、Al粉および結着材成分を溶剤に分散・溶解させたインク(いわゆるミラーインク)を用いて、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法を利用して成膜できる。また、Al粉含有層には、金属光沢に所定の色味を付与するために、顔料が含まれていてもよい。Al粉含有層に含まれるAl粉の含有量、言い換えれば、ミラーインク中の全固形成分に占めるAl粉の含有割合としては、5重量%以上が好ましく、10重量%以上がより好ましい。これにより、十分な金属光沢感を得ることができる。また、Al粉含有層に含まれるAl粉の含有量の上限値は、Al粉同士が接触によるAl粉含有層の導通が生じず、電波透過性が喪失しない程度であれば特に限定されないが、具体的には 50重量%以下が好ましく、40重量%以下がより好ましい。これにより、Al粉含有層中に柔軟性を有する結着材成分がより多く含まれ、Al粉含有層の強度が増加する。このため、Al粉含有層の破壊に起因する層間の剥離をより確実に抑制できる。また、結着材としてはインクに用いられる透明な結着材として利用されるものであれば公知の有機材料が利用できる。
【0041】
Al粉含有層の膜厚は特に限定されるものではないが、十分な金属光沢感を確保する観点からは1μm以上であることが好ましく、1.5μm以上であることがより好ましい。また、Al粉含有層の膜厚の上限値は、ミラーインクの使用コスト低減等の実用上の観点から3μm以下であることが好ましい。
【0042】
金属含有層30は、必要に応じて、キートップ20の非操作面20B上の一部の領域を覆うように設けられていてもよいが、通常は、非操作面20B上の全領域を覆うように設けられていることが特に好ましい。この場合、押釦スイッチ10の操作面側全面に金属光沢感を付与することができる。
【0043】
なお、金属含有層30自体は、水分により劣化し易いため、このような劣化が生じると、金属光沢感が低下して操作スイッチ用部材10の外観デザインが劣化してしまう可能性も考えられる。しかしながら、本実施形態の操作スイッチ用部材10においては、金属含有層30は、ガス透過性が極めて低いキートップ20とベースシート50との間に配置されている。このため、キートップ20の操作面20T上に金属含有層30、あるいは、金属光沢感の付与のみを目的として金属層(連続膜、いわゆるベタ膜)を配置する場合と比べて、本実施形態の操作スイッチ用部材10では、金属含有層30の耐湿性に極めて優れる。
【0044】
−加飾層−
加飾層40は、オフセット印刷、スクリーン印刷などの公知の印刷方法により形成することができる。ここで、加飾層形成用の材料としては、一般的に、固形分として顔料等の色材成分と樹脂成分とを含むインクを用いることができる。但し、透明な加飾層40を形成する場合には、色材成分を含まないインクを用いることもできる。加飾層40の厚みは特に限定されないが、色濃度の確保等、実用上の観点からは1.0μm〜10μm程度の範囲内が好ましい。なお、加飾層40は、金属含有層30が設けられている領域に関係無く、非操作面20B上の全領域を覆うように設けられていてもよく、金属含有層30が設けられている領域の一部を覆うように設けられていてもよい。但し、加飾層40が、金属含有層30が設けられている領域の一部を覆うように設けられる場合、少なくとも透明領域32が設けられる領域を覆うように設けられる。
【0045】
−ベースシート−
ベースシート50としては、予めフィルム状に形成されたシートを用いることができ、キートップ20側の部材と接着される面と反対側の面に、予め押圧子(凸部)が設けられていてもよい。押圧子を設けた場合、操作スイッチ用部材10は、押釦スイッチ用部材として用いることができる。このベースシート50を構成する材料としては、たとえば、シリコーン樹脂、ウレタン樹脂、ポリエステル樹脂などを用いることができる。
【0046】
−保護層−
保護層60の形成方法は特に限定されないが、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法を利用して形成できる。保護層60は、キートップ20と同様の透光性を有し、かつ、操作スイッチ用部材10表面の機械的・化学的耐久性を向上させることができるものであれば公知の材料を利用できる。保護層60の形成に際して、たとえば、ウレタンアクリレート等の透明な樹脂材料を溶剤に溶解した溶液や、公知のハードコート剤などが利用できる。なお、保護層60の厚みとしては、機械的・化学的耐久性を向上の確保等の実用上の観点から、5μm〜30μmの範囲内が好ましく、10μm〜25μmの範囲内がより好ましい。
【0047】
−透明樹脂層−
透明樹脂層70は、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法を利用して形成できる。透明樹脂層70は、キートップ20と同様の透光性を有しており、このような透光性が得られる透明樹脂材料を溶剤に溶解させた溶液を用いて形成される。透明樹脂層70を構成する材料としては、たとえば、公知の透明な樹脂材料や、公知のハードコート剤などが利用できる。また、透明樹脂層70の両側に設けられる層または部材との密着性を高めるために、これらの層または部材に含まれる樹脂成分と同一・類似の分子構造を有する透明な樹脂材料を用いることも好ましい。透明樹脂層70の厚みとしては特に限定されないが、実用上の観点から、たとえば、1.0μm〜20μmの範囲内とすることが好ましい。
【0048】
−接着層−
接着層80は、オフセット印刷、スクリーン印刷などの公知の印刷方法により加飾層40または透明樹脂層70等のキートップ20側の部材の表面、または、ベースシート50表面に、接着剤を印刷して、キートップ20側の部材の表面とベースシート50側の部材とを貼り合わせて接着することで形成される。なお、接着剤の塗付後は、そのまま貼り合わせを行ってもよいが、ハンドリング性を向上させるために、室温または高温乾燥を行い、接着剤の種類や使用量等に応じて、60℃〜100℃の範囲内で、少なくとも1分〜90分間の乾燥処理を行う。また、貼り合わせに際しては、単に圧着するだけでなく、圧着と同時に加熱する接着方式(いわゆる融着)を採用してもよい。
【0049】
なお、貼り合わせに用いられる接着剤としては、特に限定されるものではないが、たとえば、シアノアクリレート系の接着剤、または、印刷インクを用いることができる。ここで、印刷インクを用いる場合は、融着により接着を行うことが好ましい。ここで、「印刷インク」とは、溶媒により希釈され、かつ、印刷可能なウレタン系またはエポキシ系の反応型接着剤を意味する。
【0050】
(キーパネルおよび電子機器)
本実施形態のキーパネルは、少なくとも本実施形態の操作スイッチ用部材10を備えたものである。ここで、本願明細書において、「キーパネル」とは操作スイッチを有する操作盤のことである。キーパネルは、キー部分を押し込むことで操作を行うタイプのキーパネルであってもよいし、キー部分をタッチすることで操作を行うタイプのキーパネル(いわゆるタッチパネル)であってもよい。また、キーパネルは、スイッチ操作による操作対象となる電子機器本体と一体に設けられたものであってもよいし、スイッチ操作による操作対象となる電子機器本体と物理的に分離して設けられたものであってもよい。なお、後者の場合は、キーパネルと電子機器とが、有線接続されるタイプであってもよいし、キーパネルと電子機器とが赤外線通信などによって信号のやり取りが可能なワイヤレスタイプであってもよい。また、本実施形態の電子機器は、上述したキーパネルを電子機器本体と一体的に有するものであればその用途は特に限定されない。
【0051】
しかしながら、本実施形態のキーパネルおよび電子機器は、本実施形態の押釦スイッチ部材10を備えると共に、電波を発信する機能、および、電波を受信する機能、から選択される少なくとも一方の機能を有していることが特に好ましい。このような機能も備えたキーパネルや電子機器としては、(1)赤外線により電子機器本体に対して指令を行うエアーコンディショナやテレビ等のリモートコントローラ、(2)ラジオトランシーバー、(3)ブルートゥース規格等に基づく各種の無線通信機能を有する電子機器、(4)携帯電話、などが挙げられる。図7は、本実施形態の電子機器の一例を示す外観図であり、具体的には携帯電話について示す図である。図7に示す携帯電話200は、ディスプレイ部分202と本実施形態の操作スイッチ用部材10を備えたキーパネルを有する本体部分204とから構成されている。
【実施例】
【0052】
以下に本発明を、実施例を挙げてより具体的に説明するが本発明は以下の実施例にのみ限定されるものではない。
【0053】
(実施例1)
図2に示す層構成を有する操作スイッチ用部材10Bを以下の手順で作製した。まず、キートップ20(ポリカーボネート樹脂製、厚み0.5mm)の操作面20Tに、保護層60として、紫外線硬化型アクリル系樹脂を塗装し、紫外線を照射することで厚み15μmの保護層60を形成した。次に、キートップ20の非操作面20B上に、厚み10μmの透明樹脂層70Aを、顔料成分を除いた溶剤希釈型アクリルインクを用いてスクリーン印刷により形成した。続いて、この透明樹脂層70Aの表面に、真空蒸着法により、Snからなる金属層(金属含有層30)を形成した。なお、この金属層の厚みは0.03μmであった。また、金属層の表面抵抗値は3.5×107Ωであり、絶縁性を示したことから、電波透過性が得られていることが確認された。
【0054】
次に、この金属層上に、透明樹脂層70Aを形成した場合と同様にして、透明樹脂層70Bを形成した。続いて、この透明樹脂層70B上に、赤色インク(赤色顔料を配合した溶剤希釈型アクリルインク)を用いてスクリーン印刷により厚みが5μmの加飾層40を形成した。その後、この加飾層40上にシアノアクリレート系接着剤を厚みが5μm程度となるように塗布した後、加飾層40の接着剤が塗布された面に対して、ベースシート50(シリコーン樹脂製)を貼り合わて、接着することで、レーザ加工処理前の半製品を得た。
【0055】
続いて、この半製品のキートップ20側から、レーザ光を照射して、レーザ加工を行い、表示部(透明領域32)を形成した。これにより図2に示す層構成を有する操作スイッチ用部材10Bを得た。なお、レーザ加工に際しては、レーザ光源として、YVO4レーザ(波長1064nm)を用い、レーザパワーを3w、ビーム径を0.06mmに設定した。
【0056】
(実施例2)
金属層を構成する材料をInに変更した以外は、実施例1と同様にして操作スイッチ用部材10Bを作製した。なお、この金属層の厚みは0.02μmであった。また、金属層の表面抵抗値は1.2×108Ωであり、絶縁性を示したことから、電波透過性が得られていることが確認された。
【0057】
(実施例3)
金属層を構成する材料をIn−Sn合金(InとSnとの比率(重量比)は、Inが50重量%、Snが50重量%)に変更した以外は、実施例1と同様にして操作スイッチ用部材10Bを作製した。なお、この金属層の厚みは0.03μmであった。また、金属層の表面抵抗値は6.7×107Ωであり、絶縁性を示したことから、電波透過性が得られていることが確認された。
【0058】
(実施例4)
図3に示す層構成を有する操作スイッチ用部材10Cを以下の手順で作製した。まず、キートップ20(ポリカーボネート樹脂製、厚み0.5mm)の操作面20Tに、実施例1と同様にして保護層60を形成した。次に、キートップ20の非操作面20B上に、Al粉を用いたミラーインク(帝国インキ製造社製、MIR−9100)をスクリーン印刷することで、厚み1.5μmのAl粉含有層(金属含有層30)を形成した。なお、このAl粉含有層の表面抵抗値は5.2×107Ωであり、絶縁性を示したことから、電波透過性が得られていることが確認された。
【0059】
次に、このAl粉含有層上に、実施例1と同様にして、加飾層40を形成後、接着剤を用いてベースシート50を接着することでレーザ加工処理前の半製品を得た。続いて、この半製品のキートップ20側から、レーザ光を照射して、レーザ加工を行い、表示部(透明領域32)を形成した。これにより図3に示す層構成を有する操作スイッチ用部材10Cを得た。なお、レーザ加工は、レーザパワーを3.5wに変更した以外は、実施例1と同様の条件で実施した。
【0060】
(実施例5)
Al粉含有層の形成に際して、インクとして、Al粉を用いたミラーインク(帝国インキ製造社製、MIR−9100)と、赤色インク(赤色顔料を配合した溶剤希釈型アクリルインク)とを、重量比で8:2の割合で混合したインクを用いた以外は、実施例4と同様にして操作スイッチ用部材10Cを作製した。なお、Al粉含有層の表面抵抗値は7.7×109Ωであり、絶縁性を示したことから、電波透過性が得られていることが確認された。
【0061】
(実施例6)
図4に示す層構成を有する操作スイッチ用部材10Dを以下の手順で作製した。まず、キートップ20(ポリカーボネート樹脂製、厚み0.5mm)の操作面20Tに、実施例1と同様にして保護層60を形成した。次に、キートップ20の非操作面20B上に、実施例1と同様にして透明樹脂層70Aを形成した。
【0062】
続いて、この透明樹脂層70Aの表面に、真空蒸着法により、Snからなる金属層(第一の金属含有層30A)を形成した。なお、この金属層の厚みは0.02μmであった。また、金属層の表面抵抗値は8.5×107Ωであり、絶縁性を示したことから、電波透過性が得られていることが確認された。さらに、第一の金属含有層30A上に、Al粉を用いたミラーインク(帝国インキ製造社製、MIR−9100)をスクリーン印刷することで、厚み1μmのAl粉含有層(第二の金属含有層30B)を形成した。なお、このAl粉含有層の表面抵抗値は1.12×107Ωであり、絶縁性を示したことから、電波透過性が得られていることが確認された。
【0063】
次に、このAl粉含有層上に、実施例1と同様にして、加飾層40を形成後、接着剤を用いてベースシート50を接着することでレーザ加工処理前の半製品を得た。続いて、この半製品のキートップ20側から、レーザ光を照射して、レーザ加工を行い、表示部(透明領域32)を形成した。これにより図4に示す層構成を有する操作スイッチ用部材10Dを得た。なお、レーザ加工は、レーザパワーを4wに変更した以外は、実施例1と同様の条件で実施した。
【0064】
(比較例1)
Inからなる金属層の代わりに、Alからなる金属層を真空蒸着法により形成した以外は、実施例1と同様にして、半製品を作製した。なお、Alからなる金属層の厚みは0.08μmであった。また、この金属層の表面抵抗値は36Ωであり、導電性を示したことから、電波透過性が得られていないことが確認された。
【0065】
続いて、この半製品のキートップ20側から、レーザ光を照射して、レーザ加工を行い、表示部(透明領域32)を形成することで操作スイッチ用部材を得た。なお、レーザ加工は、レーザパワーを4wに変更した以外は、実施例1と同様の条件で実施した。
【0066】
(比較例2)
Inからなる金属層の代わりに、Al箔からなる金属層を熱転写印刷により形成した以外は、実施例1と同様にして、半製品を作製した。なお、熱転写印刷には、厚みが0.1μmのAl蒸着膜が形成された熱転写フィルムを用いた。なお、この金属層の表面抵抗値は0.6Ωであり、導電性を示したことから、電波透過性が得られていないことが確認された。
【0067】
続いて、この半製品のキートップ20側から、レーザ光を照射して、レーザ加工を行い、表示部(透明領域32)を形成することで操作スイッチ用部材を得た。なお、レーザ加工は、レーザパワーを5wに変更した以外は、実施例1と同様の条件で実施した。
【0068】
(評価)
各実施例および比較例の操作スイッチ用部材について、いずれも目視で明確に確認できる表示部が形成されていた。また、各実施例および比較例の操作スイッチ用部材について、電波透過性、金属光沢感、加飾層40の隠蔽性、および、レーザ加工時の焼けについて評価した。結果を表1に示す。なお、いずれの実施例および比較例の操作スイッチ用部材においても、金属含有層30のレーザ光が照射された領域は完全に透明化していることが確認された。
【0069】
【表1】
【0070】
なお、表1中に示す各評価項目の評価方法および評価基準は以下の通りである。
【0071】
−電波透過性−
電波透過性の有無は、各実施例の金属含有層30および各比較例の金属層の表面抵抗値の測定結果に基づいて、表面抵抗値が105Ω以上の場合を電波透過性の有り、表面抵抗値が105Ω未満の場合を電波透過性の無し、として評価した。
【0072】
−金属光沢感−
金属光沢感は、蛍光灯照明下の室内にて操作スイッチ用部材のキートップ側の面を目視観察して、金属光沢の度合いを評価した。評価基準は以下の通りである。
A:反射光の輝度が十分に高く、鏡面状態を呈している。
B:金属調を呈するが、鏡面状態ではない。
C:反射光の輝度が低く、金属調の質感も低い。
【0073】
−加飾層40の隠蔽性−
加飾層40の隠蔽性は、蛍光灯照明下の室内にて操作スイッチ用部材のキートップ側の面を目視観察し、表示部(透明領域32)が形成された領域を基準として、表示部(透明領域32)が形成されていない領域が、表示部の色味を呈しているか否かや、表示部の色味を呈している場合はその程度を評価した。評価基準は以下の通りである。
H:表示部が形成されていない領域は、表示部の色味を強く呈している。
M:表示部が形成されていない領域は、表示部の色味を若干呈している。
L:表示部が形成されていない領域は、表示部の色味を全く呈していない。
【0074】
−レーザ加工時の焼け−
レーザ加工時の焼けは、蛍光灯照明下の室内にて操作スイッチ用部材のキートップ側の面を目視観察し、表示部(透明領域32)以外の直上に位置するキートップ20や保護層60を基準として、表示部(透明領域32)の直上に位置するキートップ20や保護層60の変色または屈折率の変化が生じているか否かにより判断した。評価基準は以下の通りである。
A:表示部(透明領域32)の直上に位置するキートップ20や保護層60の変色または屈折率の変化は全く観察されない。
B:表示部(透明領域32)の直上に位置するキートップ20や保護層60の変色または屈折率の変化が若干観察される。
C:表示部(透明領域32)の直上に位置するキートップ20や保護層60の変色または屈折率の変化が顕著に観察される。
【符号の説明】
【0075】
10、10A、10B、10C、10D 操作スイッチ用部材
20 キートップ
20T 操作面
20B 非操作面
30 金属含有層
32 透明領域
30A 第一の金属含有層
30B 第二の金属含有層
40 加飾層
50 ベースシート
60 保護層
70、70A、70B 透明樹脂層
80 接着層
90 積層体
100 半製品
200 携帯電話
202 ディスプレイ部分
204 本体部分
【特許請求の範囲】
【請求項1】
透光性のキートップを有し、
該キートップの非操作面上に、少なくとも、金属材料を含みかつ当該金属材料が離散的に存在する金属含有層と、加飾層と、ベースシートと、がこの順に積層され、
上記金属含有層には、上記金属含有層の厚み方向を貫くように透明な領域が存在することを特徴とする操作スイッチ用部材。
【請求項2】
請求項1に記載の操作スイッチ用部材において、
前記金属含有層が、Sn、In、ならびに、SnおよびInから選択される少なくとも1種を主成分として含む合金、から選択される金属材料からなる金属層であることを特徴とする操作スイッチ用部材。
【請求項3】
請求項1に記載の操作スイッチ用部材において、
前記金属含有層が、Al粉と、結着材成分とを含むAl粉含有層であることを特徴とする操作スイッチ用部材。
【請求項4】
請求項1〜3のいずれか1つに記載の操作スイッチ用部材を備えたことを特徴とするキーパネル。
【請求項5】
請求項1〜4のいずれか1つに記載の操作スイッチ用部材を備えたことを特徴とする電子機器。
【請求項6】
請求項5に記載の電子機器において、
電子機器が携帯電話であることを特徴とする電子機器。
【請求項7】
透光性のキートップの非操作面上に、金属材料を含み、かつ、当該金属材料が離散的に存在する金属含有層を形成する金属含有層形成工程と、
上記金属含有層上に加飾層を形成する加飾層形成工程と、
上記加飾層上にベースシートを接着するベースシート接着工程と、
該ベースシート接着工程を少なくとも経た後に、上記キートップの非操作面と反対の面側から、上記金属含有層の一部の領域に対して、レーザ光を照射するレーザ照射工程を行うことで、操作スイッチ用部材を作製することを特徴とする操作スイッチ用部材の製造方法。
【請求項1】
透光性のキートップを有し、
該キートップの非操作面上に、少なくとも、金属材料を含みかつ当該金属材料が離散的に存在する金属含有層と、加飾層と、ベースシートと、がこの順に積層され、
上記金属含有層には、上記金属含有層の厚み方向を貫くように透明な領域が存在することを特徴とする操作スイッチ用部材。
【請求項2】
請求項1に記載の操作スイッチ用部材において、
前記金属含有層が、Sn、In、ならびに、SnおよびInから選択される少なくとも1種を主成分として含む合金、から選択される金属材料からなる金属層であることを特徴とする操作スイッチ用部材。
【請求項3】
請求項1に記載の操作スイッチ用部材において、
前記金属含有層が、Al粉と、結着材成分とを含むAl粉含有層であることを特徴とする操作スイッチ用部材。
【請求項4】
請求項1〜3のいずれか1つに記載の操作スイッチ用部材を備えたことを特徴とするキーパネル。
【請求項5】
請求項1〜4のいずれか1つに記載の操作スイッチ用部材を備えたことを特徴とする電子機器。
【請求項6】
請求項5に記載の電子機器において、
電子機器が携帯電話であることを特徴とする電子機器。
【請求項7】
透光性のキートップの非操作面上に、金属材料を含み、かつ、当該金属材料が離散的に存在する金属含有層を形成する金属含有層形成工程と、
上記金属含有層上に加飾層を形成する加飾層形成工程と、
上記加飾層上にベースシートを接着するベースシート接着工程と、
該ベースシート接着工程を少なくとも経た後に、上記キートップの非操作面と反対の面側から、上記金属含有層の一部の領域に対して、レーザ光を照射するレーザ照射工程を行うことで、操作スイッチ用部材を作製することを特徴とする操作スイッチ用部材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−33424(P2012−33424A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2010−173344(P2010−173344)
【出願日】平成22年8月2日(2010.8.2)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成22年8月2日(2010.8.2)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]