
操作スイッチ用部材、キーパネル、電子機器および操作スイッチ用部材の製造方法
【課題】レーザ光の照射により操作スイッチ用部材の金属含有層に透明領域が形成されても、キートップの操作面において膨らみを抑制することを可能とする。
【解決手段】操作スイッチ用部材10は、透光性のキートップ20と、金属材料を含む金属含有層30と、膨れ吸収層40と、加飾層60と、を有し、加飾層60は、金属含有層30と膨れ吸収層40との間、または膨れ吸収層40よりもキートップ20から離間する側に設けられていて、金属含有層30には、金属材料の加熱により形成されると共に金属含有層30の厚み方向を貫き、かつキートップ20側から加飾層60を視認可能とする透明領域32が存在し、膨れ吸収層40は、キートップ20よりも硬度が低く設けられていて、この膨れ吸収層40で金属材料の加熱により生じる膨れを吸収可能としている。
【解決手段】操作スイッチ用部材10は、透光性のキートップ20と、金属材料を含む金属含有層30と、膨れ吸収層40と、加飾層60と、を有し、加飾層60は、金属含有層30と膨れ吸収層40との間、または膨れ吸収層40よりもキートップ20から離間する側に設けられていて、金属含有層30には、金属材料の加熱により形成されると共に金属含有層30の厚み方向を貫き、かつキートップ20側から加飾層60を視認可能とする透明領域32が存在し、膨れ吸収層40は、キートップ20よりも硬度が低く設けられていて、この膨れ吸収層40で金属材料の加熱により生じる膨れを吸収可能としている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、操作スイッチ用部材、キーパネル、電子機器および操作スイッチ用部材の製造方法に関するものである。
【背景技術】
【0002】
押釦スイッチのキートップ部分の文字や記号等の表示部の形成方法としては、印刷によって形成される方法の他に、レーザ照射により形成される方法が知られている。たとえば、レーザ照射による材料の変性を利用した表示部の形成方法(層材料変性方式)として、アルミ粉が配合されたメタリック色調層、あるいは、蒸着金属層にレーザ光を照射することで、透光性のある表示部パターンを形成する技術(特許文献1、2参照)や、レーザ照射による材料の成分組成等の化学変化等を利用して、表示部パターンを形成する技術(特許文献3参照)などが提案されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−242853号公報(請求項4等)
【特許文献2】特開2000−306453号公報(請求項1等)
【特許文献3】WO2009/123010(段落番号0033等)
【特許文献4】WO2009/038116(請求項1、段落番号0002〜0008、0035、0043、0095等)
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、レーザ光を照射して金属部分に透光部分(透明領域)を形成する場合、その透明領域においては、体積膨張が生じて、キートップ部分の表面において膨らみが形成されてしまう。この膨らみは、たとえば視認により判別できる状態となったり、手触りにて判別できる状態となってしまう。
【0005】
より詳細には、操作スイッチ用部材を成形した後にレーザ光を照射して透光部分を形成する場合、金属部分の加熱による発泡(気化)により、薄膜層である金属部分が非均一化(偏在)することで、透過率が変化する。この過程において、金属部分の発泡に際して、キートップ部分に膨れが発生し、冷却後においても当該膨れの形状の一部が残存してしまう。そのため、現状では、操作スイッチ用部材を成形する前にレーザ光を照射して透光部分を形成し、その後に金型を用いて成形することにより、キートップの操作面(表面)の膨らみを、操作面表面とは反対側の裏面側に押し込めるようにしている。
【0006】
しかしながら、この場合には、操作スイッチ用部材を成形する前に、レーザ光にて金属部分に所望のパターンに対応する透明領域を形成することとなる。そのため、たとえば透明領域が形成される前の半製品を大量にストックしておいて、各国の言語等に応じたパターンに対応する透明領域を、表面における膨らみを抑えつつ形成できれば、生産効率は大きく向上する。しかしながら、現状では、そのような透明領域の形成手法はとれない状態となっている。
【0007】
また、操作スイッチ用部材を成形する前にレーザ光を照射して透明領域を形成し、その後に金型を用いて、キートップの操作面の膨らみを裏面側に押し込める場合、透明領域に位置ずれが生じる場合がある。そのような位置ずれを生じさせないためには、操作スイッチ用部材を成形した後にレーザ光を照射し、かつ表面における膨らみを抑えた状態で透明領域を形成できることが好ましい。
【0008】
本発明は、上記事情に鑑みて成されたものであり、レーザ光の照射により金属含有層に透明領域が形成されても、キートップの操作面において膨らみを抑制することが可能な操作スイッチ用部材、これを用いたキーパネルおよび電子機器、ならびに、当該操作スイッチ用部材の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
上記課題は以下の本発明により達成される。すなわち、
本発明の操作スイッチ用部材は、透光性のキートップと、金属材料を含む金属含有層と、膨れ吸収層と、加飾層と、を有し、加飾層は、金属含有層と膨れ吸収層との間、または膨れ吸収層よりもキートップから離間する側に設けられていて、金属含有層には、金属材料の加熱により形成されると共に金属含有層の厚み方向を貫き、かつキートップ側から加飾層を視認可能とする透明領域が存在し、膨れ吸収層は、キートップよりも硬度が低くかつ当該キートップよりも薄く設けられていて、この膨れ吸収層で金属材料の加熱により生じる膨れを吸収可能としている、ことを特徴とする。
【0010】
また、本発明の操作スイッチ用部材の他の側面は、上述の発明に加えて更に、膨れ吸収層は、ベースシートと、このベースシートを膨れ吸収層および加飾層のうち表面に露出しているいずれかに接着させる接着層と、を有し、ベースシートと接着層のうち少なくとも一方は、キートップよりも硬度が低く設けられ、かつ空洞よりも厚み寸法が大きい、ことが好ましい。
【0011】
また、本発明の操作スイッチ用部材の他の側面は、上述の各発明に加えて更に、膨れ吸収層は、金属含有層に積層される中間緩衝層を有する、ことが好ましい。
【0012】
また、本発明の操作スイッチ用部材の他の側面は、上述の各発明に加えて更に、キートップと金属含有層の間には、金属含有層のキートップに対する密着性を向上させると共に透明性を有する透明樹脂層が設けられていて、金属含有層が、Sn、In、Al、ならびにSn、In、Alから選択される少なくとも1種を主成分として含む合金、から選択される金属材料からなる金属層である、ことが好ましい。
【0013】
また、本発明の操作スイッチ用部材の他の側面は、上述の各発明に加えて更に、金属含有層が、Al粉と、結着材成分とを含むAl粉含有層であることが好ましい。
【0014】
また、他の発明は、上述の操作スイッチ用部材の各発明を備えたキーパネルであることが好ましい。
【0015】
また、他の発明は、上述の操作スイッチ用部材の各発明を備えた電子機器であることが好ましい。
【0016】
また、他の発明は、上述の電子機器は携帯電話であることが好ましい。
【0017】
また、本発明の他の側面である操作スイッチ用部材の製造方法は、透光性のキートップの非操作面上に、金属材料を含む金属含有層を形成する金属含有層形成工程と、金属含有層形成工程の後に、キートップよりも硬度が低くかつ当該キートップよりも薄く設けられ、金属材料の加熱により生じる膨れを吸収可能とする膨れ吸収層を形成する膨れ吸収層形成工程と、金属含有層と膨れ吸収層との間、または膨れ吸収層よりもキートップから離間する側に加飾層を形成する加飾層形成工程と、キートップの非操作面と反対の面側から、金属含有層の一部の領域に対して、レーザ光を照射するレーザ照射工程と、を行うことで、操作スイッチ用部材を作製することを特徴とする。
【発明の効果】
【0018】
本発明によれば、レーザ光の照射により金属含有層に透明領域が形成されても、キートップの操作面において膨らみを抑制することが可能となる。
【図面の簡単な説明】
【0019】
【図1】本実施形態の操作スイッチ用部材の一例を示す模式断面図である。
【図2】本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。
【図3】本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。
【図4】本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。
【図5】本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。
【図6】本実施形態の操作スイッチ用部材の製造方法の一部分を示す模式断面図である。
【図7】本実施形態の操作スイッチ用部材の製造方法の他の部分を示す模式断面図である。
【図8】本実施形態の電子機器の一例を示す外観図である。
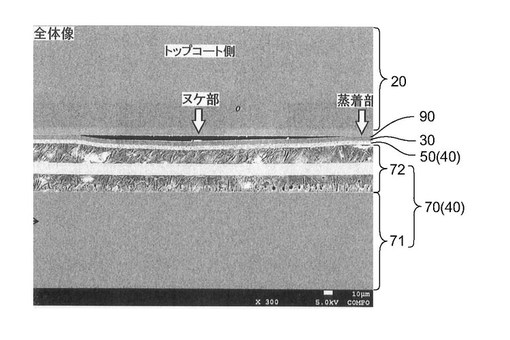
【図9】本実施形態の操作スイッチ用部材の断面の電子顕微鏡写真である。
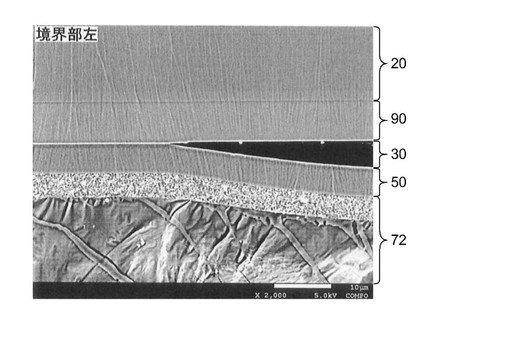
【図10】図9の電子顕微鏡写真の左側の一部分を拡大した電子顕微鏡写真である。
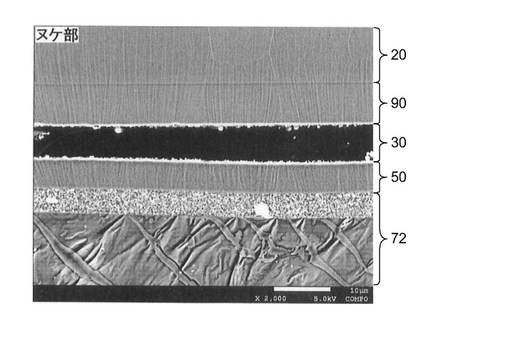
【図11】図9の電子顕微鏡写真の中央の一部分を拡大した電子顕微鏡写真である。
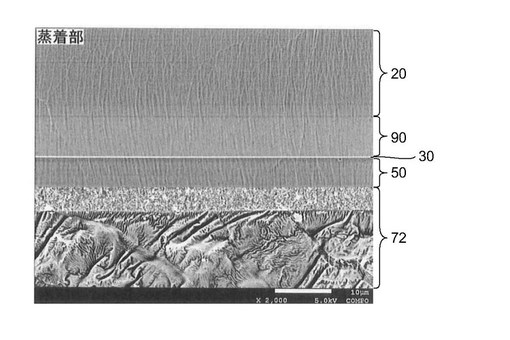
【図12】本実施形態の操作スイッチ用部材の断面のうち、空洞が存在せずに金属含有層が蒸着している部分を拡大した電子顕微鏡写真である。
【発明を実施するための形態】
【0020】
(操作スイッチ用部材およびその製造方法)
本実施形態の操作スイッチ用部材は、透光性のキートップと、金属材料を含む金属含有層と、膨れ吸収層と、加飾層と、を有し、加飾層は、金属含有層と膨れ吸収層との間または膨れ吸収層よりもキートップから離間する側に設けられていて、金属含有層には、金属材料の加熱により形成されると共に金属含有層の厚み方向を貫き、かつキートップ側から加飾層を視認可能とする透明領域が存在し、膨れ吸収層は、キートップよりも硬度が低く設けられていて、この膨れ吸収層で金属材料の加熱により生じる膨れを吸収可能としていることを特徴とする。
【0021】
本実施形態の操作スイッチ用部材は、金属含有層を有し、この層が、透光性を有するキートップが設けられた側の面(操作面)から視認できるため、金属光沢調の外観デザインを有する。また、この金属含有層は、金属材料を含んでおり、レーザ光の照射により金属材料に熱エネルギが与えられ、それにより金属材料のうちレーザ光が照射された部分が発泡(気化)し、その気化によって屈折率が変化し、透明性が付与される。
【0022】
より詳細には、金属含有層は、基本的に、半透明または不透明な層である。しかしながら、レーザ光の照射により、金属含有層に含まれる金属材料は、瞬時に高温蒸気となって膨張し(これが上記の発泡(気化))、その発泡(気化)により薄膜層である金属含有層が非均一化して、金属含有層の透過率が変化することで透明性が付与されて透明領域が形成される。それゆえ、上述のように構成された半製品に対して、キートップ側からレーザ光を照射すれば、表示部が形成され、操作スイッチ用部材が完成する。ただし、透明領域の形成は、金属材料の発泡(気化)以外を起因とするものであっても良い。すなわち、レーザ光の照射等による加熱によって、金属材料の性質が変化して金属含有層に透明性が付与され、透明領域が形成されるものであれば、金属材料の発泡(気化)以外を起因とするものについても本発明に含まれる。
【0023】
なお、金属含有層中に存在する透明領域は、金属含有層の透明領域以外その他の領域に対して相対的に光透過性が向上しているのであれば、透明領域の光透過率は、肉眼では半透明として認識できる程度であってもよい。たとえば、金属含有層の透明領域以外のその他の領域が、完全な不透明であれば、透明領域は、目視観察により透明または半透明と認識出来る程度の光透過性を有していればよい。また、金属含有層の透明領域以外のその他の領域が、半透明であれば、目視観察により透明と認識出来る程度の光透過性を有していればよい。これにより、透明領域により形成される表示部が、肉眼で容易に認識できる。
【0024】
また、金属光沢調の外観デザインや、表示部を形成する金属含有層および加飾層は、キートップの非操作面側に配置されている。このため、本実施形態の操作スイッチ用部材の操作面が、機械的衝撃や、摩擦等に曝されても、これらの層が禿げ落ちることが無く、外観デザインが大きく劣化するのを抑制できる。
【0025】
また、膨れ吸収層は、金属含有層のうちキートップ側よりも硬度が低く設けられている層であり、金属含有層に含まれる金属材料の発泡(気化)時の膨らみによって押し込まれることを可能とするものである。すなわち、金属含有層における金属材料にレーザ光が照射され、金属材料が発泡(気化)する際には、金属材料の蒸気の発生により、金属含有層の間またはいずれかの面側(キートップ側またはキートップとは反対側)に、空洞が形成される。また、空洞を形成した後に、金属材料の蒸気は、空洞の両端に集まって冷却固化するが、冷却後も空洞はなくならない。そして、このような空洞が形成されると、膨れ吸収層のうち透明領域に対応する部分では、上述の空洞の形成により押し込む向きの力が付与される。そのため、膨れ吸収層のうち透明領域に対応する部分は凹み、キートップの操作面(表面)に膨れが生じるのを低減することが可能となる。それにより、キートップの表面を視認しても、膨れが判別し難くなり、また手触りによっても膨れが判別し難い状態とすることができる。
【0026】
また、従来は、操作スイッチ用部材を成形する前に、レーザ光にて金属部分に所望のパターンに対応する透明領域を形成することとなる。そのため、従来は、たとえば透明領域が形成される前の半製品を大量にストックしておいて、各国の言語等に応じたパターンに対応する透明領域を、表面における膨らみを抑えつつ形成することが困難である。しかしながら、キートップの操作面(表面)に膨れが生じるのを低減することにより、従来必要とされていた、レーザ光の照射の後に、金型を用いて、キートップの操作面(表面)の膨らみを、操作面(表面)とは反対側の裏面側に押し込める工程が不要となる。
【0027】
このように金型を用いて成形する工程が不要となるため、操作スイッチ用部材として必要な層が積層された半製品を準備しておけば、操作スイッチ用部材を用いた電子機器等の製品を組み立てるユーザからの要求があった場合、レーザ加工を実施するだけで、各地域の言語等に対応した表示部が形成された操作スイッチ用部材をユーザに出荷できる。すなわち、本実施形態の操作スイッチ用部材は、ユーザからの要求に応じて短期間で製造して出荷することが可能である。また、レーザ加工のみで完成品となる半製品は、レーザ加工により、如何様な地域にも対応した表示部を形成できる。このため、見込み生産によるレーザ加工済みの完成品をストックしておく場合と比べて、ストックされた半製品をレーザ加工して出荷する場合では、在庫リスクを非常に小さくすることができる。
【0028】
また、地域の言語等に対応した表示部は、後にレーザ加工によって形成可能となるため、その表示部の存在しない半製品を一度に大量に生産することが可能となる。それにより、生産効率を大きく向上させることが可能となる。
【0029】
また、従来のように、操作スイッチ用部材を成形する前にレーザ光を照射して透明領域を形成し、その後に金型を用いて、キートップの操作面の膨らみを裏面側に押し込める場合、透明領域に位置ずれが生じる場合がある。しかしながら、上述のように、金型を用いて成形する工程が不要となるため、そのような位置ずれが生じるのを防止することが可能となる。
【0030】
なお、金属含有層のキートップ側、およびそれとは反対側(加飾層側)に何等力が加わっていないとすると、金属含有層のキートップ側の面および反対側(加飾層側)の面の両方に向かうように、空洞の形成による押し込む力が作用し、キートップの表面には膨らみが形成される。しかしながら、金属含有層のキートップ側から、かかる押し込む力に抗する向きの力が付与されると、上述の押し込む力は、金属含有層のうち加飾層側に向かうものとなる。そのような、金属含有層のキートップ側に向かう膨らみは抑えつつ、加飾層側に向かう押し込み(膨らみ)を許容するために、膨れ吸収層の硬度は、金属含有層のキートップ側の面に接触する部分の硬度よりも、小さく設けられている。
【0031】
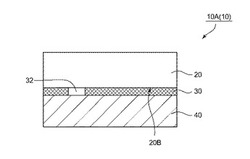
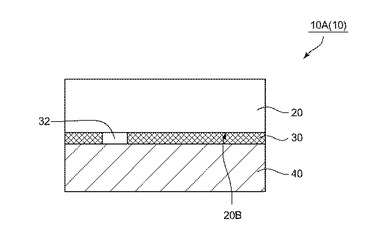
図1は、本実施形態の操作スイッチ用部材の一例を示す模式断面図であり、最も基本的な層構成を示したものである。図1に示す操作スイッチ用部材10A(10)は、キートップ20の非操作面20B上に、金属含有層30、膨れ吸収層40が、この順に積層された層構成を有する。この構成においては、加飾層は図示されていないが、当該加飾層は、金属含有層30と膨れ吸収層40との間に設けられていても良く、膨れ吸収層40の内部に設けられていても良い。
【0032】
また、非操作面20Bと平行な方向において、金属含有層30の一部の領域は、透明領域32となっている。そして、この透明領域32の輪郭形状と、透明領域32の直下に位置する不図示の加飾層の色模様とにより、表示部が形成される。なお、操作面の耐傷性の確保や、各部材・層間の接着性確保などの観点から、図1に示す操作スイッチ用部材10Aに対して、必要に応じてさらにその他の層を設けることができる。
【0033】
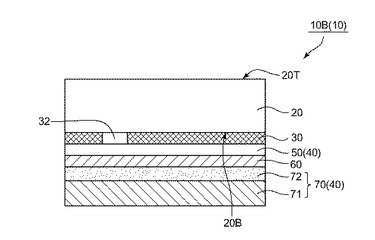
図2は、本実施形態の操作スイッチ用部材の一例を示す模式断面図である。なお、図2中、図1に示すものと同様のものについては同じ符号が付してある。ここで、図2に示す操作スイッチ用部材10B(10)は、金属含有層30と、中間緩衝層(ミドルコート)50と、加飾層60と、緩衝層70と、がこの順に積層された層構成を有している。なお、中間緩衝層50と、緩衝層70とは、膨れ吸収層としての機能を有している。ただし、中間緩衝層50のみを膨れ吸収層40としても良く、緩衝層70のみを膨れ吸収層40としても良い。また、緩衝層70は、ベースシート71と、このベースシート71を接着する接着層72とを更に設けた層構成を有する。なお、中間緩衝層50は、加飾層60を視認するために透明性を有している。また、中間緩衝層50は、膨れ吸収層40としての機能以外に、金属含有層30を保護する役割も有している。
【0034】
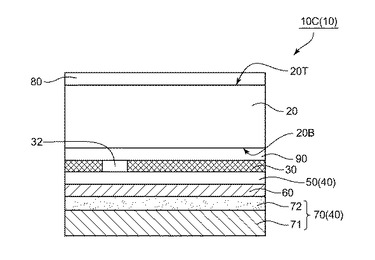
図3は、本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。なお、図3中、図2に示すものと同様のものについては同じ符号が付してある。ここで、図3に示す操作スイッチ用部材10C(10)は、図2に示す押釦スイッチ部材10Bに対して、(1)キートップ20の非操作面20Bと反対側の面(操作面)20Tを被覆する保護層80、(2)キートップ20と金属含有層30との間に設けられた透明樹脂層90(アンダーコート)とを更に設けた層構成を有する。キートップ20の非操作面20Bに透明樹脂層90(アンダーコート)を設ける場合、金属含有層30との密着性を向上させることができる。
【0035】
図4は、本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。なお、図4中、図1〜図3に示すものと同様のものについては同じ符号が付してある。図4に示す操作スイッチ用部材10D(10)は、図2に示す押釦スイッチ部材10Bに対して、(1)キートップ20の操作面20Tを被覆する保護層80とを更に設けた層構成を有する。
【0036】
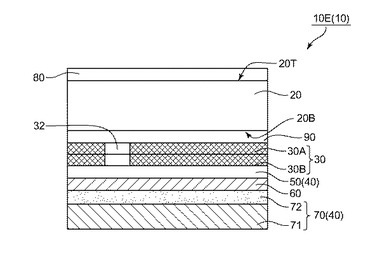
図5は、本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。なお、図5中、図1〜図4に示すものと同様のものについては同じ符号が付してある。図5に示す操作スイッチ用部材10E(10)は、図4に示す押釦スイッチ部材10Dの金属含有層30を2層化し、かつ、金属含有層30とキートップ20との間に透明樹脂層90を設けた構成を有するものである。ここで、図5に示す金属含有層30は、キートップ20側に位置する第一の金属含有層30Aと、緩衝層70側に位置する第二の金属含有層30Bとから構成されている。
【0037】
以上に説明した本実施形態の操作スイッチ用部材10の作製に際しては、透光性のキートップ20の非操作面20B上に、金属材料を含む金属含有層30を形成する金属含有層形成工程と、金属含有層30上に、キートップ20よりも硬度が低く設けられ、金属材料の発泡(気化)時に際して生じる膨れを吸収可能とする膨れ吸収層40を形成する膨れ吸収層形成工程と、金属含有層と膨れ吸収層との間または膨れ吸収層よりもキートップから離間する側に加飾層50を形成する加飾層形成工程と、を少なくとも実施する。
【0038】
なお、操作スイッチ用部材10の層構成に応じて、これら3つの工程の他に、透明樹脂層90を形成する透明樹脂層形成工程を実施することが好ましい。また、キートップ20の表面(キートップ20のうち金属含有層30が位置する側とは反対側の面)に保護層80を形成する保護層形成工程を実施することが好ましい。また、加飾層60の裏面(加飾層60のうち緩衝層70側の面)に、接着層72を形成する接着層形成工程を実施することが好ましい。
【0039】
そして、ベースシート接着工程を少なくとも経た後に、キートップ20の非操作面20Bの反対の面側から、金属含有層30の一部の領域(すなわち、透明領域32となりうる部分)に対して、レーザ光を照射するレーザ照射工程を行う。すると、レーザ光が照射された部分においては、金属材料が発泡(気化)し、その気化によって屈折率が変化し、透明性が付与されて透明領域32が形成される。
【0040】
ここで、金属材料が発泡(気化)する際には、金属材料の蒸気の発生により、金属含有層の間またはいずれかの面側(キートップ側またはキートップとは反対側)に、空洞が形成される。この空洞が形成される場合、当該金属含有層30の表面(キートップ20側の面)と裏面(加飾層60側の面)との間の硬度の相違から、金属含有層30の表面よりも、金属含有層30の裏面側が、はるかに大きく膨らむ。すなわち、金属含有層30の表面側では、空洞の形成による凸部分の高さはさほど大きくはならず、金属含有層30の裏面側において空洞の形成による凸部分の高さが大きくなる。このとき、膨れ吸収層40は、凸部分の形成に応じて凹み部分が形成される。なお、本実施の形態では、空洞は金属含有層30に含まれるものとして説明する。この場合、金属含有層30に空洞が形成されることは、金属含有層30が膨れる、ということを意味する。
【0041】
以上のようにして、金属材料が発泡(気化)されて空洞が形成されることにより、透明領域32が形成される。それによって、操作スイッチ用部材10が完成する。なお、このレーザ照射工程は、操作スイッチ用部材10を作製する際の実質的な最終工程であり、レーザ照射工程の実施直前の状態(半製品の状態)では、操作スイッチ用部材10として必要な層構成は完成した状態にある。
【0042】
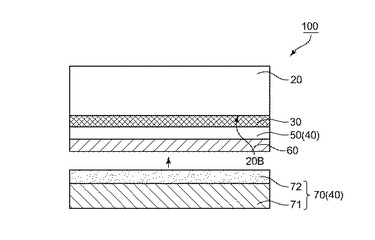
図6および図7は、本実施形態の操作スイッチ用部材の製造方法の工程の一部分を示す模式断面図であり、具体的には、図2に示す操作スイッチ用部材10Aの製造過程について示した図である。なお、図6および図7中、図1中に示すものと同様のものについては同じ符号が付してある。操作スイッチ用部材10Aを作製する場合、まず、図6に示すように、キートップ20の非操作面20B上に金属含有層30、中間緩衝層50、および加飾層60をこの順に積層した積層体100を得る。なお、図3〜図5に示す操作スイッチ用部材10C、10D、10Eを作製する場合、積層体100としてはさらに、透明樹脂層90や保護層80も形成されたものを準備する。
【0043】
次に、この積層体100の加飾層60側の面に対して、ベースシート71を接着して接着層72を形成することで、キートップ20の非操作面20B上に金属含有層30、中間緩衝層50、加飾層60、緩衝層70がこの順に積層された半製品110を得る(図7)。
【0044】
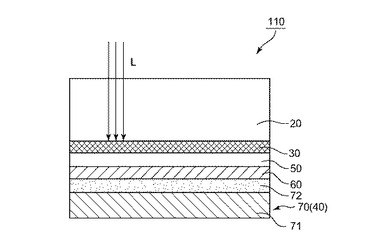
そして、この半製品110のキートップ20が設けられた側からレーザ光Lを照射する。この際、レーザ光Lは、キートップ20中を透過して、金属含有層30の一部の領域に照射・吸収される。そして、レーザ光が照射・吸収される領域にて、金属材料が発泡(気化)し、その気化に際して透明領域32が形成され、図1に示す操作スイッチ用部材10Aが作製される。
【0045】
レーザ加工する際に利用するレーザ光源およびレーザ照射条件については、形成する透明領域32のサイズ、金属含有層30の厚み、金属含有層30を構成する金属材料の種類などに応じて適宜選択できる。そして、レーザ加工に際しては、レーザビームを金属含有層30の略真上から走査することで所定の文字や記号等を表す表示部を形成する。レーザ光源としては、公知のレーザ光源が利用でき、紫外域、可視域、または、赤外域のいずれの波長域のレーザ光源でも利用できる。赤外域のレーザ光源を利用する場合、たとえば1064nmの中心波長を持つものとしては、YAGレーザや、YVO4 レーザなどを挙げることができる。
【0046】
−キートップ−
次に、図1〜図4に例示した本実施形態の操作スイッチ用部材10の各層の詳細についてより具体的に説明する。キートップ20は、図1等に例示したように1つのキーとして認識できる形状、または、複数のキーとして認識できる形状(1枚のシートに個々のキー部分に対応する複数の凸部等を設けた形状)を成すのであればその形状や材質は特に限定されないが、一般的には、断面形状が半円形や半楕円形、台形等などのブロック状樹脂が用いられ、このブロック状樹脂は1枚のベースシート71の片面に複数個設けられたものでもよい。キートップ20は、たとえば、射出成型や、UV硬化型樹脂を用いた型転写などにより作製することができる。
【0047】
キートップ20は、膨れ吸収層40よりも、硬度が高い材料から構成される必要があり、そのようなキートップ20の作製に用いられる樹脂材料としては、例えば、PC樹脂(ポリカーボネート樹脂)やABS樹脂(アクリロニトリル・ブタジエン・スチレン共重合樹脂)、PMMA樹脂(ポリメチルメタクリレート樹脂)、PBT樹脂(ポリブチレンテレフタレート樹脂)、PA樹脂(ポリアミド樹脂)、PVC樹脂(ポリ塩化ビニール樹脂)、エポキシ樹脂などが挙げられる。これらの中で、PVC樹脂(ポリ塩化ビニール樹脂)、エポキシ樹脂は、可塑剤を添加する分量を変化させることにより、硬度を自由に変更することが可能となっている。また、UV硬化型樹脂としてはウレタンアクリレートなどが挙げられる。また、キートップ20は透光性を有していることが必要である。ここで、本願明細書において、「透光性」とは、可視光域の波長(約400〜800nm)の光に対する透過率が5%以上であることを意味する。なお、透過率は10%以上であることが好ましく、20%以上であることがより好ましい。
【0048】
また、キートップ20の非操作面20B上に、金属含有層30が積層される構成を採用する場合においても、キートップ20は、膨れ吸収層40よりも、硬度が高い材料から構成される必要がある。このような膨れ吸収層40よりも硬度が高い材料としては、上述した各種の材料を用いることが可能である。
【0049】
キートップ20の非操作面20B上に、金属含有層30が積層される構成を採用する場合、その硬度は、膨れ吸収層40よりも高いことが必要であるが、そのような硬度としては、デュロメータ タイプD(JISK7215 D法)硬度が60度〜80度の範囲にあることが望ましい。また、そのような硬度におけるキートップ20の厚み寸法は、0.2mm以上であることが望ましい。
【0050】
このように、キートップ20の硬度が大きく、厚み寸法が上述の0.2mm以上の場合には、後述する膨れ吸収層40との関係においてキートップ20が凹みにくくなり、キートップ20側に向かって透明領域32が大きくは膨らまない。すなわち、キートップ20の操作面20T側に凸部分が形成されるのを抑えることができる。そして、かかる硬度および厚み寸法により、キートップ20の操作面20Tにおいて膨らみを小さくすることが可能となる。それにより、操作面20Tにおける膨らみは、視認によっても目立たない状態としたり、手触りによっても判別しがたい状態とすることができる。
【0051】
−金属含有層−
金属含有層30は、金属材料を含み、かつレーザ光の照射により当該金属材料が発泡(気化)して屈折率が変化することにより、加飾層60が視認される程度の厚みを有するものであれば特に限定されないが、以下の構成を有する層であることが好ましい。すなわち、金属含有層30は、(1)Al、およびAlを主成分として含む合金、から選択される金属層、(2)Sn、In、ならびに、SnおよびInから選択される少なくとも1種を主成分として含む合金、から選択される金属材料からなる金属層、または、(3)Al粉と、結着材成分とを含むAl粉含有層、であることが好ましい。また、金属含有層30は、金属層および/またはAl粉含有層を2層以上積層した層構成を有するものでもよい。なお、金属含有層30の一部の領域に、その厚み方向を貫くように形成される透明領域32は、上述したように、金属含有層30に対するレーザ照射により金属材料を発泡(気化)させることで形成することができる。
【0052】
なお、金属含有層30が(1)の金属層である場合、金属光沢感の付与を目的とする金属の連続膜(いわゆるベタ膜)を形成するのに好適である。また、金属含有層30が(2)の金属層である場合、または金属含有層30が(3)のAl粉含有層である場合、金属材料を離散的に存在させるのみ好適である。金属材料を離散的に存在させる場合には、金属含有層30に、電波透過性を付与させることが可能となる。
【0053】
なお、金属含有層30は、金属材料の発泡(気化)による透明領域32の形成に際して、空洞が生じるものとなっている。そのような空洞は、金属含有層30が(1)の金属層である場合に生じ易いものとなっている。しかしながら、金属含有層30が(2)の金属層である場合であって金属材料を離散的に存在させる場合、または金属含有層30が(3)のAl粉含有層である場合であって金属材料を離散的に存在させる場合にも、金属材料の発泡(帰化)による透明領域32の形成においては空洞が生じる場合があり、そのような場合に、本実施の形態の構成の適用により、有効に作用効果を発揮させることが可能である。
【0054】
金属含有層30が(1)の金属層である場合、または金属含有層30が(2)の金属層である場合、真空蒸着法、スパッタリング法等の公知の気相成膜法を用いて成膜される。金属層の膜厚は、金属光沢感が確保されるものであれば特に限定されないが、金属の連続膜(ベタ膜)となると共に透明領域32を良好に形成可能であることを考慮すると、通常は、0.05μm〜2μmの範囲内が好ましく、0.07μm〜1.5μmの範囲内がより好ましい。膜厚が0.02μm以上とすることにより、操作スイッチ用部材10の外観に十分な金属光沢感を付与できる。また、膜厚を0.07μm以下程度とする場合には、金属材料を離散的に存在させた構造とすることができる。
【0055】
なお、金属層を構成する金属材料が、SnまたはSnを主成分とする合金である場合は、銀色または黒色の色調を有する金属光沢感を得ることができる。また、金属層を構成する金属材料が、InまたはInを主成分とする合金である場合は、銀色の色調を有する金属光沢感を得ることができる。これに加えて、InまたはInを主成分とする合金からなる金属層では、金属層自体の耐湿性にも優れるため、水分による金属層の劣化によって、金属光沢感が損なわれにくい。
【0056】
金属含有層30が(3)のAl粉含有層である場合、このAl粉含有層は、Al粉および結着材成分を溶剤に分散・溶解させたインク(いわゆるミラーインク)を用いて、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法を利用して成膜できる。また、Al粉含有層には、金属光沢に所定の色味を付与するために、顔料が含まれていてもよい。Al粉含有層に含まれるAl粉の含有量、言い換えれば、ミラーインク中の全固形成分に占めるAl粉の含有割合としては、20重量%以上が好ましく、40重量%以上がより好ましい。これにより、十分な金属光沢感を得ることができる。また、Al粉含有層に含まれるAl粉の含有量の上限値は、Al粉同士が接触によるAl粉含有層の導通が生じず、電波透過性が喪失しない程度であれば特に限定されないが、具体的には、90重量%以下が好ましく、80重量%以下がより好ましい。これにより、Al粉含有層中に柔軟性を有する結着材成分がより多く含まれ、Al粉含有層の強度が増加する。このため、Al粉含有層の破壊に起因する層間の剥離をより確実に抑制できる。また、結着材としてはインクに用いられる透明な結着材として利用されるものであれば公知の有機材料が利用できる。
【0057】
Al粉含有層の膜厚は特に限定されるものではないが、十分な金属光沢感を確保する観点からは1μm以上であることが好ましく、1.5μm以上であることがより好ましい。また、Al粉含有層の膜厚の上限値は、ミラーインクの使用コスト低減等の実用上の観点から3μm以下であることが好ましい。
【0058】
金属含有層30は、必要に応じて、キートップ20の非操作面20B上の一部の領域を覆うように設けられていてもよいが、通常は、非操作面20B上の全領域を覆うように設けられていることが特に好ましい。この場合、押釦スイッチ10の操作面側全面に金属光沢感を付与することができる。
【0059】
なお、空洞が形成されることによる、上述の金属含有層30の膨れは、5μm〜10μmの範囲内となっている。
【0060】
−膨れ吸収層−
上述のように、中間緩衝層50と、緩衝層70のうちの少なくとも一方は、膨れ吸収層40としての機能を有している。金属含有層30に空洞が形成されて金属含有層30が膨れる場合を考慮すると、膨れ吸収層40として機能する部分は、金属含有層30の膨れ以上の厚み寸法を有している必要がある。そのため、膨れ吸収層40として機能する部分の厚み寸法は、10μm以上であることが必要である。ただし、膨れ吸収層40は、薄い方が曲がり易いことから、キートップ20よりも薄いことが必要であるが、膨れ吸収層40が十分に柔らかく、当該膨れ吸収層40の窪みによって膨れを吸収可能である場合には、膨れ吸収層40はキートップ20より厚くても良い。
【0061】
なお、透明領域32は、レーザ光によって金属材料が局所的に高温にさせられて形成されるため、膨れ吸収層40を熱可塑性エラストマーを用いて作製する場合には、熱変形を生じさせることにより、膨れ吸収層40側への透明領域32の突出を、一層良好に吸収可能となる。
【0062】
膨れ吸収層40の硬度は、キートップ20の硬度よりも低いことが必要であるが、そのような硬度としては、デュロメータ タイプD(JISK7215 D法)硬度が60度以下であることが望ましい。また、膨れ吸収層40は、キートップ20の硬度に対して、デュロメータ タイプD(JISK7215 D法)で20度以上低いことが望ましい。
【0063】
−中間緩衝層−
図2〜図7に示す、膨れ吸収層40を構成し得る中間緩衝層50は、たとえば、未硬化の紫外線硬化型樹脂をコーティング後、紫外線を照射して硬化することにより形成したり、熱硬化型樹脂をコーティングした後に加熱硬化させることにより形成することができる。紫外線硬化型樹脂としては、光重合型プレポリマーとモノマーを含む主剤に光重合開始剤等を添加したものを用いることができる。また、紫外線硬化型樹脂としては、上記の他に、必要に応じて、充填剤、老化防止剤、反応促進剤、反応抑制剤、安定剤、着色剤等を配合しても良い。紫外線硬化型樹脂の主剤としては、アクリル系、メタクリル系、スチレン系、不飽和ポリエステル系、ポリエステルポリオール系、ポリエステルエーテル系、ウレタン系、シリコン系、エポキシ系またはフェノール系等のモノマーおよび/またはオリゴマー、これらの誘導体のモノマーおよび/またはオリゴマー、もしくはこれらの複数種を混合したものを用いることができる。また、熱硬化性樹脂としては、たとえば、ポリイミド樹脂、エポキシ樹脂などを用いることができる。
【0064】
また、中間緩衝層50の硬度は、キートップ20の硬度よりも低いことが必要であるが、そのような硬度としては、デュロメータ タイプD(JISK7215 D法)硬度が40度〜60度の範囲であることが望ましい。また、膨れ吸収層40は、キートップ20の硬度に対して、デュロメータ タイプD(JISK7215 D法)で20度以上低いことが望ましい。また、中間緩衝層50が、金属含有層30の膨れを吸収する機能を有する場合を考慮すると、中間緩衝層50は、金属含有層30の膨れ以上の厚み寸法を有している必要がある。そのため、中間緩衝層50の厚み寸法は、10μm以上であることが必要である。
【0065】
−緩衝層−
上述のように、膨れ吸収層40を構成し得る緩衝層70は、ベースシート71と、接着層72とを有している。そして、ベースシート71と接着剤72とのうち、少なくとも一方が、金属含有層30の膨れを吸収する機能を有していることが必要である。ただし、中間緩衝層50が膨れを吸収する機能を有している場合には、緩衝層70は膨れ吸収層40としての機能を有していなくても良い。なお、緩衝層70と中間緩衝層50の両方が、金属含有層30の膨れを吸収する機能を有することが好ましい。
【0066】
ベースシート71としては、予めフィルム状に形成されたシートを用いることができ、キートップ20側の部材と接着される面と反対側の面に、予め押圧子(凸部)が設けられていてもよい。押圧子を設けた場合、操作スイッチ用部材10は、押釦スイッチ用部材として用いることができる。このベースシート71を構成する材料としては、たとえば、シリコーン樹脂、ウレタン樹脂、ポリエステル樹脂、ポリエチレンテレフタレート(PET)などを用いることができる。なお、シート状のシリコーン樹脂においては、デュロメータ タイプD(JISK7215 D法)硬度が10度〜45度の範囲にあり、シート状のウレタン樹脂においては、デュロメータ タイプD(JISK7215 D法)硬度が20度〜50度の範囲にあり、これらは金属含有層30の膨れを吸収する機能を有している。ただし、ポリエチレンテレフタレート(PET)においては、デュロメータ タイプD(JISK7215 D法)硬度が50度〜70度の範囲にあるため、金属含有層30の膨れを吸収する機能は、ほとんど有しない。そのため、ベースシート71としてポリエチレンテレフタレート(PET)を用いる場合には、接着剤72と中間緩衝層50のうち少なくとも一方に、金属含有層30の膨れを吸収する機能を持たせることになる。
【0067】
また、接着層72は、接着剤の硬化によって形成されるもの、両面テープによって構成されるもののいずれであっても良い。接着剤としては、たとえば、シアノアクリレート系接着剤、エポキシ系接着剤、アクリル系接着剤、ウレタン系接着剤、シリコーン系接着剤、紫外線硬化型接着剤、可視光硬化型接着剤を利用することができる。また、接着剤の硬化によって接着層72が形成される場合、当該硬化後の接着剤においては、デュロメータ タイプD(JISK7215 D法)硬度が40度〜70度の範囲であることが望ましい。ただし、硬化後の接着剤によって形成される接着層72が、金属含有層30の膨れを吸収する機能を備える場合、その接着層72は、キートップ20の硬度に対して、デュロメータ タイプD(JISK7215 D法)硬度で20度以上低いことが望ましい。また、接着剤が金属含有層30の膨れを吸収する機能を備える場合、接着剤の厚み寸法としては10μm以上が必要である。
【0068】
また、上述のように、接着層72としては両面テープを用いることもできる。両面テープは、基材の両面に粘着剤が塗布されたものであるが、基材としては、紙、布、PET等の樹脂を用いることができる。また、粘着剤としては、アクリル系、シリコーン系、ゴム系等のものを用いることができる。また、両面テープにおいては、デュロメータ タイプD(JISK7215 D法)硬度が15度〜45度の範囲内であることが望ましい。なお、ほとんどの両面テープは、金属含有層30の膨れを吸収する機能を備えている。確実に金属含有層30の膨れを吸収する機能を備えるものとする場合、両面テープは、キートップ20の硬度に対して、デュロメータ タイプD(JISK7215 D法)で20度以上低いことが望ましい。また、両面テープが金属含有層30の膨れを吸収する機能を備える場合、基材の表裏の粘着剤を合算した厚み寸法としては、10μm以上が必要である。
【0069】
−加飾層−
加飾層60は、オフセット印刷、スクリーン印刷などの公知の印刷方法により形成することができる。ここで、加飾層形成用の材料としては、一般的に、固形分として顔料等の色材成分と樹脂成分とを含むインクを用いることができる。但し、透明な加飾層60を形成する場合には、色材成分を含まないインクを用いることもできる。加飾層60の厚みは特に限定されないが、色濃度の確保等、実用上の観点からは1.0μm〜10μm程度の範囲内が好ましい。なお、加飾層60は、金属含有層30が設けられている領域に関係無く、非操作面20B上の全領域を覆うように設けられていてもよく、金属含有層30が設けられている領域の一部を覆うように設けられていてもよい。但し、加飾層60が、金属含有層30が設けられている領域の一部を覆うように設けられる場合、少なくとも透明領域32が設けられる領域を覆うように設けられる。
【0070】
−透明樹脂層−
図2および図4に示すように、キートップ20と金属含有層30の間に、透明樹脂層90を設ける場合、当該透明樹脂層90は、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法を利用して形成できる。この透明樹脂層90は、キートップ20と同様の透光性を有しており、このような透光性が得られる透明樹脂材料を溶剤に溶解させた溶液を用いて形成される。
【0071】
透明樹脂層90を設ける場合、キートップ20との組み合わせにより、キートップ20の操作面20Tにおける膨らみを、視認によっても目立たない状態としたり、手触りによっても判別しがたい状態とすることが望まれる。そこで、(1)透明樹脂層90単独でキートップ20の操作面20T側に膨れが生じるのを低減する場合と、(2)透明樹脂層90とキートップ20とによりキートップ20の操作面20T側に膨れが生じるのを低減する場合、とについて説明する。
【0072】
(1)透明樹脂層90単独でキートップ20の操作面20T側に膨れが生じるのを低減する場合
透明樹脂層90単独でキートップ20の操作面20T側に膨れが生じるのを低減する場合、当該透明樹脂層90は、膨れ吸収層40よりも、硬度が高い材料から構成される必要がある。そのような材料としては、各種の硬質プラスチックを採用することが好ましいが、そのような硬質プラスチックとしては、PC樹脂(ポリカーボネート樹脂)、PMMA樹脂(ポリメチルメタクリレート樹脂)、PVC樹脂(ポリ塩化ビニール樹脂)、エポキシ樹脂などが挙げられる。これらの中で、PVC樹脂(ポリ塩化ビニール樹脂)、エポキシ樹脂は、可塑剤を添加する分量を変化させることにより、硬度を自由に変更することが可能となっている。
【0073】
透明樹脂層90の硬度は、膨れ吸収層40よりも高いことが必要であるが、そのような硬度としては、30度〜70度であることが望ましい。また、この場合の厚み寸法は、5μm〜30μmであることが望ましい。
【0074】
以上のような透明樹脂層90の場合には、透明領域32は、透明樹脂層90側にはさほど大きく凸とならず(膨らまず)、膨れ吸収層40側に向かい大きく凸となる(膨らませる)ことが可能となる。すなわち、透明樹脂層90の硬度が大きい場合には、透明樹脂層90が凹みにくく、透明樹脂層90側に向かって透明領域32が大きくは膨らまない。そのため、キートップ20の操作面20Tにおいて膨らみを小さくすることが可能となる。それにより、操作面20Tにおける膨らみは、視認によっても目立たない状態としたり、手触りによっても判別しがたい状態とすることができる。
【0075】
(2)透明樹脂層90とキートップ20とでキートップ20の操作面20T側に膨れが生じるのを低減する場合
透明樹脂層90とキートップ20とでキートップ20の操作面20T側に膨れが生じるのを低減する場合においても、透明樹脂層90単独で操作面20T側に膨れが生じるのと同様の材料を用いて、透明樹脂層90を作製することが望ましい。
【0076】
−保護層−
保護層80の形成方法は特に限定されないが、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法を利用して形成できる。保護層80は、キートップ20と同様の透光性を有し、かつ、操作スイッチ用部材10表面の機械的化学的耐久性を向上させることができるものであれば公知の材料を利用できる。保護層80の形成に際して、たとえば、ウレタンアクリレート等の透明な樹脂材料を溶剤に溶解した溶液や、公知のハードコート剤などが利用できる。なお、保護層80の厚みとしては、機械的・化学的耐久性を向上の確保等の実用上の観点から、5μm〜30μmの範囲内が好ましく、10μm〜25μmの範囲内がより好ましい。
【0077】
(キーパネルおよび電子機器)
本実施形態のキーパネルは、少なくとも本実施形態の操作スイッチ用部材10を備えたものである。ここで、本願明細書において、「キーパネル」とは操作スイッチを有する操作盤のことである。キーパネルは、キー部分を押し込むことで操作を行うタイプのキーパネルであってもよいし、キー部分をタッチすることで操作を行うタイプのキーパネル(いわゆるタッチパネル)であってもよい。また、キーパネルは、スイッチ操作による操作対象となる電子機器本体と一体に設けられたものであってもよいし、スイッチ操作による操作対象となる電子機器本体と物理的に分離して設けられたものであってもよい。なお、後者の場合は、キーパネルと電子機器とが、有線接続されるタイプであってもよいし、キーパネルと電子機器とが赤外線通信などによって信号のやり取りが可能なワイヤレスタイプであってもよい。また、本実施形態の電子機器は、上述したキーパネルを電子機器本体と一体的に有するものであればその用途は特に限定されない。
【0078】
図8は、本実施形態の電子機器の一例を示す外観図であり、具体的には携帯電話について示す図である。図8に示す携帯電話200は、ディスプレイ部分202と本実施形態の操作スイッチ用部材10を備えたキーパネルを有する本体部分204とから構成されている。
【0079】
なお、キートップ20の非操作面20B上に、金属含有層30が積層される構成を採用する場合、当該キートップ20は、硬質の熱硬化性樹脂を材料とすると共に、膨れ吸収層40は、熱可塑性樹脂を材料としても良い。この構成の場合、レーザ光の照射により透明領域32が形成される際に、レーザ光の照射による局所的な高温部分が形成されて、熱可塑性樹脂が変形する。その一方、透明領域32のうちキートップ20側は、当該キートップ20が硬質の熱硬化性樹脂を材料とするため、キートップ20が凹みにくく、キートップ20側に向かって透明領域32が大きくは膨らまない。そのため、キートップ20側に向かって透明領域32が大きく膨らまない分だけ、熱可塑性樹脂である膨れ吸収層40は、透明領域32の膨れを吸収するように、大きく熱変形する。それにより、キートップ20の操作面20Tにおいて膨らみを小さくすることが可能となる。それにより、操作面20Tにおける膨らみは、視認によっても目立たない状態としたり、手触りによっても判別しがたい状態とすることができる。
【0080】
また、金属含有層30は、電波透過性を考慮した材料としても良い。その場合、金属材料が離散的に存在するものとして、当該金属含有層30の絶縁性が高いものとすれば良い。そのように構成すると、金属材料の塊と、金属材料の塊との間隙を電波が通過できるため、電波透過性を有するものとすることができる。
【0081】
なお、金属材料が離散的に存在した構造を有する金属層は、同じ膜厚の金属材料が連続的に形成された構造を有する金属層と比べて、光透過性が高い。このため、図1〜図4に例示したように金属含有層30が単層のみで構成される場合において、この金属含有層30が金属層からなるときは、この金属層自体に起因する光の反射による金属光沢感が得られる。これに加えて、加飾層60が無色透明な層では無く着色した層である場合、加飾層60の色模様も透けて見える外観デザインを実現することも容易である。なお、加飾層60の色模様の透け具合は、金属材料が離散的に存在した構造を有する金属層の厚み、使用する金属材料の組成等を適宜選択することで制御できる。
【0082】
なお、上述した膨れ吸収層40の硬度および厚み寸法と同じ程度の硬度および厚み寸法を加飾層60に持たせることが可能である場合には、そのように構成しても良い。その場合、加飾層60は膨れ吸収層の機能を有するものとなるため、膨れ吸収層40を省略する構成を採用することが可能である。
【実施例】
【0083】
以下に本発明を、実施例を挙げてより具体的に説明するが本発明は以下の実施例にのみ限定されるものではない。また、以下の説明においては、キートップ20の操作面20Tに保護層80を形成する場合について説明しているが、実施例1から比較例1においては、キートップ20の操作面20Tに保護層80を形成する場合と、保護層80を形成しない場合の双方について、評価を行った。
【0084】
(実施例1)
図1に示す層構成を有する操作スイッチ用部材10Bを以下の手順で作製した。まず、キートップ20(ポリカーボネート樹脂(PC樹脂)製、厚み0.5mm)の操作面20Tに、紫外線硬化型アクリル系樹脂を塗装し、紫外線を照射することで厚み10.0μmの保護層80を形成した。次に、キートップ20の非操作面20B上に、スクリーン印刷により、Al粉を含有するインクによって金属層(金属含有層30)を形成した。なお、この金属層の厚みは1.5μmであった。
【0085】
次に、この金属含有層30上に、厚み寸法が50.0μmのアクリル粘着性両面テープ(商品名:ハイボン(日立化成ポリマー株式会社製))を介して、厚み寸法が0.2mmのPETを接着して、レーザ加工処理前の半製品を得た。
【0086】
続いて、この半製品のキートップ20側から、レーザ光を照射して、レーザ加工を行い、表示部(透明領域32)を形成した。これにより図2に示す層構成を有する操作スイッチ用部材10Bを得た。なお、レーザ加工に際しては、レーザ光源として、YVO4 レーザ(波長1064nm)を用い、レーザパワーを3w、ビーム径を0.06mmに設定した。
【0087】
(実施例2)
実施例2では、キートップ20の非操作面20B上に、紫外線硬化型アクリル系樹脂を塗装し、紫外線を照射することで厚み10.0μmの透明樹脂層90を形成した。さらに、この透明樹脂層90上に、真空蒸着法の一種であるPVD(Physical Vapor Deposition)により、Alからなる金属層(金属含有層30)を形成した。なお、この金属層の厚みは0.1μmであった。また、金属含有層30に、紫外線硬化型アクリル系樹脂をコーティングした後に紫外線を照射し、10.0μmの中間緩衝層50を得た。それ以外の部分は、実施例1と同様にして操作スイッチ用部材10Bを作製した。
【0088】
(実施例3)
実施例3では、実施例2のものに対して、緩衝層70を変更している。すなわち、実施例2の両面テープに変えて、実施例3では接着剤を接着層72として用いている。この接着剤としては、シアノアクリレート系接着剤を用い、その厚み寸法は、50.0μmであった。また、ベースシート71としては、厚み寸法が0.5mmのシリコーンゴムを用いた。それ以外の部分は、実施例2と同様である。
【0089】
(実施例4)
実施例4では、実施例3のものに対して、ベースシート71を変更している。すなわち、実施例4では、ベースシート71としては、厚み寸法が0.2mmのポリウレタンを用いた。それ以外の部分は、実施例3と同様である。
【0090】
(比較例1)
比較例1では、実施例2におけるキートップ20と、ベースシート71とを入れ替えた構成となっている。すなわち、キートップ20として、厚み寸法が0.2mmのPETを用いると共に、ベースシート71として、厚み寸法が0.5mmのポリカーボネート樹脂を用いている。それ以外の部分は、実施例2と同様である。
【0091】
(比較例2)
厚み寸法が0.5mmのポリカーボネート樹脂をキートップ20として用いると共に、このキートップ20の操作面20T上に、紫外線硬化型アクリル系樹脂を塗装し、紫外線を照射することで厚み10.0μmの透明樹脂層90を形成した。さらに、この透明樹脂層90上に、真空蒸着法の一種であるPVD(Physical Vapor Deposition)により、Alからなる金属層(金属含有層30)を形成した。なお、この金属層の厚みは0.1μmであった。その後、金属層(金属含有層30)上に、紫外線硬化型アクリル系樹脂を塗装し、紫外線を照射することで厚み10.0μmの保護層80を形成した。また、キートップ20の非操作面20Tに、厚み寸法が50.0μmのアクリル粘着性両面テープ(商品名:ハイボン(日立化成ポリマー株式会社製))を介して、厚み寸法が0.5mmのポリカーボネート樹脂(PC樹脂)を接着して、レーザ加工処理前の半製品を得た。なお、レーザ加工に関しては、実施例1と同様である。
【0092】
(評価)
各実施例および比較例の操作スイッチ用部材について、いずれも目視で明確に確認できる表示部が形成されていた。また、各実施例および比較例の操作スイッチ用部材について、膨れの視認性、膨れの手触り感について評価した結果を表1、表2に示す。なお、いずれの実施例および比較例の操作スイッチ用部材においても、金属含有層30のレーザ光が照射された領域は完全に透明化していることが確認された。
【0093】
【表1】

【表2】
【0094】
なお、表1中に示す各評価項目の評価方法および評価基準は以下の通りである。
【0095】
−膨れの視認性−
膨れの視認性については、蛍光灯照明下の室内にて操作スイッチ用部材のキートップ側の面を目視観察して、膨れの視認の度合いを評価した。評価基準は以下の通りである。
A:膨れがほとんど視認できない。
B:膨れは僅かに視認できるものの、比較例に対して大幅に低減されて、特に注意しなければ視認できないレベルである。
C:特に注意しなくても膨れが視認できるレベルである。
【0096】
−膨れの手触り感−
膨れの手触り感については、操作スイッチ用部材のキートップ側を実際に指先等で触ることにより、その手触り感を評価した。評価基準は以下の通りである。
A:手触りによっては、膨れを判別できない。
B:手触りにより膨れは僅かに判別できるものの、比較例に対して大幅に低減されて、特に注意しなければ判別できないレベルである。
C:特に注意しなくても、手触りにより膨れが判別できるレベルである。
【0097】
(実施例5)〜その他の実施例
図9〜図11に、実施例(実施例5)を示す。これら図9〜図11は、空洞が形成された操作スイッチ用部材の断面を示す電子顕微鏡写真である。また、図12は、空洞が存在しない状態の金属含有層付近を拡大して示す電子顕微鏡写真である。実施例5においては、ポリカーボネート樹脂を材質とするキートップ20、ウレタンアクリレート系の紫外線硬化型樹脂を硬化させた透明樹脂層90(アンダーコート)、真空蒸着法の一種であるPVD(Physical Vapor Deposition)によりインジウムからなる金属層(金属含有層30)、ウレタンアクリレート系の紫外線硬化型樹脂を硬化させた中間緩衝層50、加飾層60、PETからなる基材とアクリル系の粘着剤とから構成される両面テープ(接着層72)、ポリウレタン樹脂を材質とするベースシート71、がこの順に積層された操作スイッチ用部材である。
【0098】
かかる操作スイッチ用部材に、レーザ光を照射すると、図9〜図11に示すように、金属含有層30中の金属材料の発泡(気化)により、空洞が形成されているが、図9〜図11に示すものでは、特に両面テープ(接着層72)が、膨れ吸収層としての役割を果たしている。すなわち、空洞が形成されても、キートップ20側の操作面20Tが凸となるようにはほとんど膨らまず、とりわけ両面テープが大きく凹むことによって、金属材料の発泡(気化)による膨れを吸収している。
【符号の説明】
【0099】
10、10A、10B、10C、10D、10E 操作スイッチ用部材
20 キートップ
20T 操作面
20B 非操作面
30 金属含有層
32 透明領域
30A 第一の金属含有層
30B 第二の金属含有層
40 膨れ吸収層
50 中間緩衝層
60 加飾層
70 緩衝層
71 ベースシート
72 接着層
80 保護層
90 透明樹脂層
100 積層体
110 半製品
200 携帯電話
202 ディスプレイ部分
204 本体部分
【技術分野】
【0001】
本発明は、操作スイッチ用部材、キーパネル、電子機器および操作スイッチ用部材の製造方法に関するものである。
【背景技術】
【0002】
押釦スイッチのキートップ部分の文字や記号等の表示部の形成方法としては、印刷によって形成される方法の他に、レーザ照射により形成される方法が知られている。たとえば、レーザ照射による材料の変性を利用した表示部の形成方法(層材料変性方式)として、アルミ粉が配合されたメタリック色調層、あるいは、蒸着金属層にレーザ光を照射することで、透光性のある表示部パターンを形成する技術(特許文献1、2参照)や、レーザ照射による材料の成分組成等の化学変化等を利用して、表示部パターンを形成する技術(特許文献3参照)などが提案されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−242853号公報(請求項4等)
【特許文献2】特開2000−306453号公報(請求項1等)
【特許文献3】WO2009/123010(段落番号0033等)
【特許文献4】WO2009/038116(請求項1、段落番号0002〜0008、0035、0043、0095等)
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、レーザ光を照射して金属部分に透光部分(透明領域)を形成する場合、その透明領域においては、体積膨張が生じて、キートップ部分の表面において膨らみが形成されてしまう。この膨らみは、たとえば視認により判別できる状態となったり、手触りにて判別できる状態となってしまう。
【0005】
より詳細には、操作スイッチ用部材を成形した後にレーザ光を照射して透光部分を形成する場合、金属部分の加熱による発泡(気化)により、薄膜層である金属部分が非均一化(偏在)することで、透過率が変化する。この過程において、金属部分の発泡に際して、キートップ部分に膨れが発生し、冷却後においても当該膨れの形状の一部が残存してしまう。そのため、現状では、操作スイッチ用部材を成形する前にレーザ光を照射して透光部分を形成し、その後に金型を用いて成形することにより、キートップの操作面(表面)の膨らみを、操作面表面とは反対側の裏面側に押し込めるようにしている。
【0006】
しかしながら、この場合には、操作スイッチ用部材を成形する前に、レーザ光にて金属部分に所望のパターンに対応する透明領域を形成することとなる。そのため、たとえば透明領域が形成される前の半製品を大量にストックしておいて、各国の言語等に応じたパターンに対応する透明領域を、表面における膨らみを抑えつつ形成できれば、生産効率は大きく向上する。しかしながら、現状では、そのような透明領域の形成手法はとれない状態となっている。
【0007】
また、操作スイッチ用部材を成形する前にレーザ光を照射して透明領域を形成し、その後に金型を用いて、キートップの操作面の膨らみを裏面側に押し込める場合、透明領域に位置ずれが生じる場合がある。そのような位置ずれを生じさせないためには、操作スイッチ用部材を成形した後にレーザ光を照射し、かつ表面における膨らみを抑えた状態で透明領域を形成できることが好ましい。
【0008】
本発明は、上記事情に鑑みて成されたものであり、レーザ光の照射により金属含有層に透明領域が形成されても、キートップの操作面において膨らみを抑制することが可能な操作スイッチ用部材、これを用いたキーパネルおよび電子機器、ならびに、当該操作スイッチ用部材の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
上記課題は以下の本発明により達成される。すなわち、
本発明の操作スイッチ用部材は、透光性のキートップと、金属材料を含む金属含有層と、膨れ吸収層と、加飾層と、を有し、加飾層は、金属含有層と膨れ吸収層との間、または膨れ吸収層よりもキートップから離間する側に設けられていて、金属含有層には、金属材料の加熱により形成されると共に金属含有層の厚み方向を貫き、かつキートップ側から加飾層を視認可能とする透明領域が存在し、膨れ吸収層は、キートップよりも硬度が低くかつ当該キートップよりも薄く設けられていて、この膨れ吸収層で金属材料の加熱により生じる膨れを吸収可能としている、ことを特徴とする。
【0010】
また、本発明の操作スイッチ用部材の他の側面は、上述の発明に加えて更に、膨れ吸収層は、ベースシートと、このベースシートを膨れ吸収層および加飾層のうち表面に露出しているいずれかに接着させる接着層と、を有し、ベースシートと接着層のうち少なくとも一方は、キートップよりも硬度が低く設けられ、かつ空洞よりも厚み寸法が大きい、ことが好ましい。
【0011】
また、本発明の操作スイッチ用部材の他の側面は、上述の各発明に加えて更に、膨れ吸収層は、金属含有層に積層される中間緩衝層を有する、ことが好ましい。
【0012】
また、本発明の操作スイッチ用部材の他の側面は、上述の各発明に加えて更に、キートップと金属含有層の間には、金属含有層のキートップに対する密着性を向上させると共に透明性を有する透明樹脂層が設けられていて、金属含有層が、Sn、In、Al、ならびにSn、In、Alから選択される少なくとも1種を主成分として含む合金、から選択される金属材料からなる金属層である、ことが好ましい。
【0013】
また、本発明の操作スイッチ用部材の他の側面は、上述の各発明に加えて更に、金属含有層が、Al粉と、結着材成分とを含むAl粉含有層であることが好ましい。
【0014】
また、他の発明は、上述の操作スイッチ用部材の各発明を備えたキーパネルであることが好ましい。
【0015】
また、他の発明は、上述の操作スイッチ用部材の各発明を備えた電子機器であることが好ましい。
【0016】
また、他の発明は、上述の電子機器は携帯電話であることが好ましい。
【0017】
また、本発明の他の側面である操作スイッチ用部材の製造方法は、透光性のキートップの非操作面上に、金属材料を含む金属含有層を形成する金属含有層形成工程と、金属含有層形成工程の後に、キートップよりも硬度が低くかつ当該キートップよりも薄く設けられ、金属材料の加熱により生じる膨れを吸収可能とする膨れ吸収層を形成する膨れ吸収層形成工程と、金属含有層と膨れ吸収層との間、または膨れ吸収層よりもキートップから離間する側に加飾層を形成する加飾層形成工程と、キートップの非操作面と反対の面側から、金属含有層の一部の領域に対して、レーザ光を照射するレーザ照射工程と、を行うことで、操作スイッチ用部材を作製することを特徴とする。
【発明の効果】
【0018】
本発明によれば、レーザ光の照射により金属含有層に透明領域が形成されても、キートップの操作面において膨らみを抑制することが可能となる。
【図面の簡単な説明】
【0019】
【図1】本実施形態の操作スイッチ用部材の一例を示す模式断面図である。
【図2】本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。
【図3】本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。
【図4】本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。
【図5】本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。
【図6】本実施形態の操作スイッチ用部材の製造方法の一部分を示す模式断面図である。
【図7】本実施形態の操作スイッチ用部材の製造方法の他の部分を示す模式断面図である。
【図8】本実施形態の電子機器の一例を示す外観図である。
【図9】本実施形態の操作スイッチ用部材の断面の電子顕微鏡写真である。
【図10】図9の電子顕微鏡写真の左側の一部分を拡大した電子顕微鏡写真である。
【図11】図9の電子顕微鏡写真の中央の一部分を拡大した電子顕微鏡写真である。
【図12】本実施形態の操作スイッチ用部材の断面のうち、空洞が存在せずに金属含有層が蒸着している部分を拡大した電子顕微鏡写真である。
【発明を実施するための形態】
【0020】
(操作スイッチ用部材およびその製造方法)
本実施形態の操作スイッチ用部材は、透光性のキートップと、金属材料を含む金属含有層と、膨れ吸収層と、加飾層と、を有し、加飾層は、金属含有層と膨れ吸収層との間または膨れ吸収層よりもキートップから離間する側に設けられていて、金属含有層には、金属材料の加熱により形成されると共に金属含有層の厚み方向を貫き、かつキートップ側から加飾層を視認可能とする透明領域が存在し、膨れ吸収層は、キートップよりも硬度が低く設けられていて、この膨れ吸収層で金属材料の加熱により生じる膨れを吸収可能としていることを特徴とする。
【0021】
本実施形態の操作スイッチ用部材は、金属含有層を有し、この層が、透光性を有するキートップが設けられた側の面(操作面)から視認できるため、金属光沢調の外観デザインを有する。また、この金属含有層は、金属材料を含んでおり、レーザ光の照射により金属材料に熱エネルギが与えられ、それにより金属材料のうちレーザ光が照射された部分が発泡(気化)し、その気化によって屈折率が変化し、透明性が付与される。
【0022】
より詳細には、金属含有層は、基本的に、半透明または不透明な層である。しかしながら、レーザ光の照射により、金属含有層に含まれる金属材料は、瞬時に高温蒸気となって膨張し(これが上記の発泡(気化))、その発泡(気化)により薄膜層である金属含有層が非均一化して、金属含有層の透過率が変化することで透明性が付与されて透明領域が形成される。それゆえ、上述のように構成された半製品に対して、キートップ側からレーザ光を照射すれば、表示部が形成され、操作スイッチ用部材が完成する。ただし、透明領域の形成は、金属材料の発泡(気化)以外を起因とするものであっても良い。すなわち、レーザ光の照射等による加熱によって、金属材料の性質が変化して金属含有層に透明性が付与され、透明領域が形成されるものであれば、金属材料の発泡(気化)以外を起因とするものについても本発明に含まれる。
【0023】
なお、金属含有層中に存在する透明領域は、金属含有層の透明領域以外その他の領域に対して相対的に光透過性が向上しているのであれば、透明領域の光透過率は、肉眼では半透明として認識できる程度であってもよい。たとえば、金属含有層の透明領域以外のその他の領域が、完全な不透明であれば、透明領域は、目視観察により透明または半透明と認識出来る程度の光透過性を有していればよい。また、金属含有層の透明領域以外のその他の領域が、半透明であれば、目視観察により透明と認識出来る程度の光透過性を有していればよい。これにより、透明領域により形成される表示部が、肉眼で容易に認識できる。
【0024】
また、金属光沢調の外観デザインや、表示部を形成する金属含有層および加飾層は、キートップの非操作面側に配置されている。このため、本実施形態の操作スイッチ用部材の操作面が、機械的衝撃や、摩擦等に曝されても、これらの層が禿げ落ちることが無く、外観デザインが大きく劣化するのを抑制できる。
【0025】
また、膨れ吸収層は、金属含有層のうちキートップ側よりも硬度が低く設けられている層であり、金属含有層に含まれる金属材料の発泡(気化)時の膨らみによって押し込まれることを可能とするものである。すなわち、金属含有層における金属材料にレーザ光が照射され、金属材料が発泡(気化)する際には、金属材料の蒸気の発生により、金属含有層の間またはいずれかの面側(キートップ側またはキートップとは反対側)に、空洞が形成される。また、空洞を形成した後に、金属材料の蒸気は、空洞の両端に集まって冷却固化するが、冷却後も空洞はなくならない。そして、このような空洞が形成されると、膨れ吸収層のうち透明領域に対応する部分では、上述の空洞の形成により押し込む向きの力が付与される。そのため、膨れ吸収層のうち透明領域に対応する部分は凹み、キートップの操作面(表面)に膨れが生じるのを低減することが可能となる。それにより、キートップの表面を視認しても、膨れが判別し難くなり、また手触りによっても膨れが判別し難い状態とすることができる。
【0026】
また、従来は、操作スイッチ用部材を成形する前に、レーザ光にて金属部分に所望のパターンに対応する透明領域を形成することとなる。そのため、従来は、たとえば透明領域が形成される前の半製品を大量にストックしておいて、各国の言語等に応じたパターンに対応する透明領域を、表面における膨らみを抑えつつ形成することが困難である。しかしながら、キートップの操作面(表面)に膨れが生じるのを低減することにより、従来必要とされていた、レーザ光の照射の後に、金型を用いて、キートップの操作面(表面)の膨らみを、操作面(表面)とは反対側の裏面側に押し込める工程が不要となる。
【0027】
このように金型を用いて成形する工程が不要となるため、操作スイッチ用部材として必要な層が積層された半製品を準備しておけば、操作スイッチ用部材を用いた電子機器等の製品を組み立てるユーザからの要求があった場合、レーザ加工を実施するだけで、各地域の言語等に対応した表示部が形成された操作スイッチ用部材をユーザに出荷できる。すなわち、本実施形態の操作スイッチ用部材は、ユーザからの要求に応じて短期間で製造して出荷することが可能である。また、レーザ加工のみで完成品となる半製品は、レーザ加工により、如何様な地域にも対応した表示部を形成できる。このため、見込み生産によるレーザ加工済みの完成品をストックしておく場合と比べて、ストックされた半製品をレーザ加工して出荷する場合では、在庫リスクを非常に小さくすることができる。
【0028】
また、地域の言語等に対応した表示部は、後にレーザ加工によって形成可能となるため、その表示部の存在しない半製品を一度に大量に生産することが可能となる。それにより、生産効率を大きく向上させることが可能となる。
【0029】
また、従来のように、操作スイッチ用部材を成形する前にレーザ光を照射して透明領域を形成し、その後に金型を用いて、キートップの操作面の膨らみを裏面側に押し込める場合、透明領域に位置ずれが生じる場合がある。しかしながら、上述のように、金型を用いて成形する工程が不要となるため、そのような位置ずれが生じるのを防止することが可能となる。
【0030】
なお、金属含有層のキートップ側、およびそれとは反対側(加飾層側)に何等力が加わっていないとすると、金属含有層のキートップ側の面および反対側(加飾層側)の面の両方に向かうように、空洞の形成による押し込む力が作用し、キートップの表面には膨らみが形成される。しかしながら、金属含有層のキートップ側から、かかる押し込む力に抗する向きの力が付与されると、上述の押し込む力は、金属含有層のうち加飾層側に向かうものとなる。そのような、金属含有層のキートップ側に向かう膨らみは抑えつつ、加飾層側に向かう押し込み(膨らみ)を許容するために、膨れ吸収層の硬度は、金属含有層のキートップ側の面に接触する部分の硬度よりも、小さく設けられている。
【0031】
図1は、本実施形態の操作スイッチ用部材の一例を示す模式断面図であり、最も基本的な層構成を示したものである。図1に示す操作スイッチ用部材10A(10)は、キートップ20の非操作面20B上に、金属含有層30、膨れ吸収層40が、この順に積層された層構成を有する。この構成においては、加飾層は図示されていないが、当該加飾層は、金属含有層30と膨れ吸収層40との間に設けられていても良く、膨れ吸収層40の内部に設けられていても良い。
【0032】
また、非操作面20Bと平行な方向において、金属含有層30の一部の領域は、透明領域32となっている。そして、この透明領域32の輪郭形状と、透明領域32の直下に位置する不図示の加飾層の色模様とにより、表示部が形成される。なお、操作面の耐傷性の確保や、各部材・層間の接着性確保などの観点から、図1に示す操作スイッチ用部材10Aに対して、必要に応じてさらにその他の層を設けることができる。
【0033】
図2は、本実施形態の操作スイッチ用部材の一例を示す模式断面図である。なお、図2中、図1に示すものと同様のものについては同じ符号が付してある。ここで、図2に示す操作スイッチ用部材10B(10)は、金属含有層30と、中間緩衝層(ミドルコート)50と、加飾層60と、緩衝層70と、がこの順に積層された層構成を有している。なお、中間緩衝層50と、緩衝層70とは、膨れ吸収層としての機能を有している。ただし、中間緩衝層50のみを膨れ吸収層40としても良く、緩衝層70のみを膨れ吸収層40としても良い。また、緩衝層70は、ベースシート71と、このベースシート71を接着する接着層72とを更に設けた層構成を有する。なお、中間緩衝層50は、加飾層60を視認するために透明性を有している。また、中間緩衝層50は、膨れ吸収層40としての機能以外に、金属含有層30を保護する役割も有している。
【0034】
図3は、本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。なお、図3中、図2に示すものと同様のものについては同じ符号が付してある。ここで、図3に示す操作スイッチ用部材10C(10)は、図2に示す押釦スイッチ部材10Bに対して、(1)キートップ20の非操作面20Bと反対側の面(操作面)20Tを被覆する保護層80、(2)キートップ20と金属含有層30との間に設けられた透明樹脂層90(アンダーコート)とを更に設けた層構成を有する。キートップ20の非操作面20Bに透明樹脂層90(アンダーコート)を設ける場合、金属含有層30との密着性を向上させることができる。
【0035】
図4は、本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。なお、図4中、図1〜図3に示すものと同様のものについては同じ符号が付してある。図4に示す操作スイッチ用部材10D(10)は、図2に示す押釦スイッチ部材10Bに対して、(1)キートップ20の操作面20Tを被覆する保護層80とを更に設けた層構成を有する。
【0036】
図5は、本実施形態の操作スイッチ用部材の他の例を示す模式断面図である。なお、図5中、図1〜図4に示すものと同様のものについては同じ符号が付してある。図5に示す操作スイッチ用部材10E(10)は、図4に示す押釦スイッチ部材10Dの金属含有層30を2層化し、かつ、金属含有層30とキートップ20との間に透明樹脂層90を設けた構成を有するものである。ここで、図5に示す金属含有層30は、キートップ20側に位置する第一の金属含有層30Aと、緩衝層70側に位置する第二の金属含有層30Bとから構成されている。
【0037】
以上に説明した本実施形態の操作スイッチ用部材10の作製に際しては、透光性のキートップ20の非操作面20B上に、金属材料を含む金属含有層30を形成する金属含有層形成工程と、金属含有層30上に、キートップ20よりも硬度が低く設けられ、金属材料の発泡(気化)時に際して生じる膨れを吸収可能とする膨れ吸収層40を形成する膨れ吸収層形成工程と、金属含有層と膨れ吸収層との間または膨れ吸収層よりもキートップから離間する側に加飾層50を形成する加飾層形成工程と、を少なくとも実施する。
【0038】
なお、操作スイッチ用部材10の層構成に応じて、これら3つの工程の他に、透明樹脂層90を形成する透明樹脂層形成工程を実施することが好ましい。また、キートップ20の表面(キートップ20のうち金属含有層30が位置する側とは反対側の面)に保護層80を形成する保護層形成工程を実施することが好ましい。また、加飾層60の裏面(加飾層60のうち緩衝層70側の面)に、接着層72を形成する接着層形成工程を実施することが好ましい。
【0039】
そして、ベースシート接着工程を少なくとも経た後に、キートップ20の非操作面20Bの反対の面側から、金属含有層30の一部の領域(すなわち、透明領域32となりうる部分)に対して、レーザ光を照射するレーザ照射工程を行う。すると、レーザ光が照射された部分においては、金属材料が発泡(気化)し、その気化によって屈折率が変化し、透明性が付与されて透明領域32が形成される。
【0040】
ここで、金属材料が発泡(気化)する際には、金属材料の蒸気の発生により、金属含有層の間またはいずれかの面側(キートップ側またはキートップとは反対側)に、空洞が形成される。この空洞が形成される場合、当該金属含有層30の表面(キートップ20側の面)と裏面(加飾層60側の面)との間の硬度の相違から、金属含有層30の表面よりも、金属含有層30の裏面側が、はるかに大きく膨らむ。すなわち、金属含有層30の表面側では、空洞の形成による凸部分の高さはさほど大きくはならず、金属含有層30の裏面側において空洞の形成による凸部分の高さが大きくなる。このとき、膨れ吸収層40は、凸部分の形成に応じて凹み部分が形成される。なお、本実施の形態では、空洞は金属含有層30に含まれるものとして説明する。この場合、金属含有層30に空洞が形成されることは、金属含有層30が膨れる、ということを意味する。
【0041】
以上のようにして、金属材料が発泡(気化)されて空洞が形成されることにより、透明領域32が形成される。それによって、操作スイッチ用部材10が完成する。なお、このレーザ照射工程は、操作スイッチ用部材10を作製する際の実質的な最終工程であり、レーザ照射工程の実施直前の状態(半製品の状態)では、操作スイッチ用部材10として必要な層構成は完成した状態にある。
【0042】
図6および図7は、本実施形態の操作スイッチ用部材の製造方法の工程の一部分を示す模式断面図であり、具体的には、図2に示す操作スイッチ用部材10Aの製造過程について示した図である。なお、図6および図7中、図1中に示すものと同様のものについては同じ符号が付してある。操作スイッチ用部材10Aを作製する場合、まず、図6に示すように、キートップ20の非操作面20B上に金属含有層30、中間緩衝層50、および加飾層60をこの順に積層した積層体100を得る。なお、図3〜図5に示す操作スイッチ用部材10C、10D、10Eを作製する場合、積層体100としてはさらに、透明樹脂層90や保護層80も形成されたものを準備する。
【0043】
次に、この積層体100の加飾層60側の面に対して、ベースシート71を接着して接着層72を形成することで、キートップ20の非操作面20B上に金属含有層30、中間緩衝層50、加飾層60、緩衝層70がこの順に積層された半製品110を得る(図7)。
【0044】
そして、この半製品110のキートップ20が設けられた側からレーザ光Lを照射する。この際、レーザ光Lは、キートップ20中を透過して、金属含有層30の一部の領域に照射・吸収される。そして、レーザ光が照射・吸収される領域にて、金属材料が発泡(気化)し、その気化に際して透明領域32が形成され、図1に示す操作スイッチ用部材10Aが作製される。
【0045】
レーザ加工する際に利用するレーザ光源およびレーザ照射条件については、形成する透明領域32のサイズ、金属含有層30の厚み、金属含有層30を構成する金属材料の種類などに応じて適宜選択できる。そして、レーザ加工に際しては、レーザビームを金属含有層30の略真上から走査することで所定の文字や記号等を表す表示部を形成する。レーザ光源としては、公知のレーザ光源が利用でき、紫外域、可視域、または、赤外域のいずれの波長域のレーザ光源でも利用できる。赤外域のレーザ光源を利用する場合、たとえば1064nmの中心波長を持つものとしては、YAGレーザや、YVO4 レーザなどを挙げることができる。
【0046】
−キートップ−
次に、図1〜図4に例示した本実施形態の操作スイッチ用部材10の各層の詳細についてより具体的に説明する。キートップ20は、図1等に例示したように1つのキーとして認識できる形状、または、複数のキーとして認識できる形状(1枚のシートに個々のキー部分に対応する複数の凸部等を設けた形状)を成すのであればその形状や材質は特に限定されないが、一般的には、断面形状が半円形や半楕円形、台形等などのブロック状樹脂が用いられ、このブロック状樹脂は1枚のベースシート71の片面に複数個設けられたものでもよい。キートップ20は、たとえば、射出成型や、UV硬化型樹脂を用いた型転写などにより作製することができる。
【0047】
キートップ20は、膨れ吸収層40よりも、硬度が高い材料から構成される必要があり、そのようなキートップ20の作製に用いられる樹脂材料としては、例えば、PC樹脂(ポリカーボネート樹脂)やABS樹脂(アクリロニトリル・ブタジエン・スチレン共重合樹脂)、PMMA樹脂(ポリメチルメタクリレート樹脂)、PBT樹脂(ポリブチレンテレフタレート樹脂)、PA樹脂(ポリアミド樹脂)、PVC樹脂(ポリ塩化ビニール樹脂)、エポキシ樹脂などが挙げられる。これらの中で、PVC樹脂(ポリ塩化ビニール樹脂)、エポキシ樹脂は、可塑剤を添加する分量を変化させることにより、硬度を自由に変更することが可能となっている。また、UV硬化型樹脂としてはウレタンアクリレートなどが挙げられる。また、キートップ20は透光性を有していることが必要である。ここで、本願明細書において、「透光性」とは、可視光域の波長(約400〜800nm)の光に対する透過率が5%以上であることを意味する。なお、透過率は10%以上であることが好ましく、20%以上であることがより好ましい。
【0048】
また、キートップ20の非操作面20B上に、金属含有層30が積層される構成を採用する場合においても、キートップ20は、膨れ吸収層40よりも、硬度が高い材料から構成される必要がある。このような膨れ吸収層40よりも硬度が高い材料としては、上述した各種の材料を用いることが可能である。
【0049】
キートップ20の非操作面20B上に、金属含有層30が積層される構成を採用する場合、その硬度は、膨れ吸収層40よりも高いことが必要であるが、そのような硬度としては、デュロメータ タイプD(JISK7215 D法)硬度が60度〜80度の範囲にあることが望ましい。また、そのような硬度におけるキートップ20の厚み寸法は、0.2mm以上であることが望ましい。
【0050】
このように、キートップ20の硬度が大きく、厚み寸法が上述の0.2mm以上の場合には、後述する膨れ吸収層40との関係においてキートップ20が凹みにくくなり、キートップ20側に向かって透明領域32が大きくは膨らまない。すなわち、キートップ20の操作面20T側に凸部分が形成されるのを抑えることができる。そして、かかる硬度および厚み寸法により、キートップ20の操作面20Tにおいて膨らみを小さくすることが可能となる。それにより、操作面20Tにおける膨らみは、視認によっても目立たない状態としたり、手触りによっても判別しがたい状態とすることができる。
【0051】
−金属含有層−
金属含有層30は、金属材料を含み、かつレーザ光の照射により当該金属材料が発泡(気化)して屈折率が変化することにより、加飾層60が視認される程度の厚みを有するものであれば特に限定されないが、以下の構成を有する層であることが好ましい。すなわち、金属含有層30は、(1)Al、およびAlを主成分として含む合金、から選択される金属層、(2)Sn、In、ならびに、SnおよびInから選択される少なくとも1種を主成分として含む合金、から選択される金属材料からなる金属層、または、(3)Al粉と、結着材成分とを含むAl粉含有層、であることが好ましい。また、金属含有層30は、金属層および/またはAl粉含有層を2層以上積層した層構成を有するものでもよい。なお、金属含有層30の一部の領域に、その厚み方向を貫くように形成される透明領域32は、上述したように、金属含有層30に対するレーザ照射により金属材料を発泡(気化)させることで形成することができる。
【0052】
なお、金属含有層30が(1)の金属層である場合、金属光沢感の付与を目的とする金属の連続膜(いわゆるベタ膜)を形成するのに好適である。また、金属含有層30が(2)の金属層である場合、または金属含有層30が(3)のAl粉含有層である場合、金属材料を離散的に存在させるのみ好適である。金属材料を離散的に存在させる場合には、金属含有層30に、電波透過性を付与させることが可能となる。
【0053】
なお、金属含有層30は、金属材料の発泡(気化)による透明領域32の形成に際して、空洞が生じるものとなっている。そのような空洞は、金属含有層30が(1)の金属層である場合に生じ易いものとなっている。しかしながら、金属含有層30が(2)の金属層である場合であって金属材料を離散的に存在させる場合、または金属含有層30が(3)のAl粉含有層である場合であって金属材料を離散的に存在させる場合にも、金属材料の発泡(帰化)による透明領域32の形成においては空洞が生じる場合があり、そのような場合に、本実施の形態の構成の適用により、有効に作用効果を発揮させることが可能である。
【0054】
金属含有層30が(1)の金属層である場合、または金属含有層30が(2)の金属層である場合、真空蒸着法、スパッタリング法等の公知の気相成膜法を用いて成膜される。金属層の膜厚は、金属光沢感が確保されるものであれば特に限定されないが、金属の連続膜(ベタ膜)となると共に透明領域32を良好に形成可能であることを考慮すると、通常は、0.05μm〜2μmの範囲内が好ましく、0.07μm〜1.5μmの範囲内がより好ましい。膜厚が0.02μm以上とすることにより、操作スイッチ用部材10の外観に十分な金属光沢感を付与できる。また、膜厚を0.07μm以下程度とする場合には、金属材料を離散的に存在させた構造とすることができる。
【0055】
なお、金属層を構成する金属材料が、SnまたはSnを主成分とする合金である場合は、銀色または黒色の色調を有する金属光沢感を得ることができる。また、金属層を構成する金属材料が、InまたはInを主成分とする合金である場合は、銀色の色調を有する金属光沢感を得ることができる。これに加えて、InまたはInを主成分とする合金からなる金属層では、金属層自体の耐湿性にも優れるため、水分による金属層の劣化によって、金属光沢感が損なわれにくい。
【0056】
金属含有層30が(3)のAl粉含有層である場合、このAl粉含有層は、Al粉および結着材成分を溶剤に分散・溶解させたインク(いわゆるミラーインク)を用いて、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法を利用して成膜できる。また、Al粉含有層には、金属光沢に所定の色味を付与するために、顔料が含まれていてもよい。Al粉含有層に含まれるAl粉の含有量、言い換えれば、ミラーインク中の全固形成分に占めるAl粉の含有割合としては、20重量%以上が好ましく、40重量%以上がより好ましい。これにより、十分な金属光沢感を得ることができる。また、Al粉含有層に含まれるAl粉の含有量の上限値は、Al粉同士が接触によるAl粉含有層の導通が生じず、電波透過性が喪失しない程度であれば特に限定されないが、具体的には、90重量%以下が好ましく、80重量%以下がより好ましい。これにより、Al粉含有層中に柔軟性を有する結着材成分がより多く含まれ、Al粉含有層の強度が増加する。このため、Al粉含有層の破壊に起因する層間の剥離をより確実に抑制できる。また、結着材としてはインクに用いられる透明な結着材として利用されるものであれば公知の有機材料が利用できる。
【0057】
Al粉含有層の膜厚は特に限定されるものではないが、十分な金属光沢感を確保する観点からは1μm以上であることが好ましく、1.5μm以上であることがより好ましい。また、Al粉含有層の膜厚の上限値は、ミラーインクの使用コスト低減等の実用上の観点から3μm以下であることが好ましい。
【0058】
金属含有層30は、必要に応じて、キートップ20の非操作面20B上の一部の領域を覆うように設けられていてもよいが、通常は、非操作面20B上の全領域を覆うように設けられていることが特に好ましい。この場合、押釦スイッチ10の操作面側全面に金属光沢感を付与することができる。
【0059】
なお、空洞が形成されることによる、上述の金属含有層30の膨れは、5μm〜10μmの範囲内となっている。
【0060】
−膨れ吸収層−
上述のように、中間緩衝層50と、緩衝層70のうちの少なくとも一方は、膨れ吸収層40としての機能を有している。金属含有層30に空洞が形成されて金属含有層30が膨れる場合を考慮すると、膨れ吸収層40として機能する部分は、金属含有層30の膨れ以上の厚み寸法を有している必要がある。そのため、膨れ吸収層40として機能する部分の厚み寸法は、10μm以上であることが必要である。ただし、膨れ吸収層40は、薄い方が曲がり易いことから、キートップ20よりも薄いことが必要であるが、膨れ吸収層40が十分に柔らかく、当該膨れ吸収層40の窪みによって膨れを吸収可能である場合には、膨れ吸収層40はキートップ20より厚くても良い。
【0061】
なお、透明領域32は、レーザ光によって金属材料が局所的に高温にさせられて形成されるため、膨れ吸収層40を熱可塑性エラストマーを用いて作製する場合には、熱変形を生じさせることにより、膨れ吸収層40側への透明領域32の突出を、一層良好に吸収可能となる。
【0062】
膨れ吸収層40の硬度は、キートップ20の硬度よりも低いことが必要であるが、そのような硬度としては、デュロメータ タイプD(JISK7215 D法)硬度が60度以下であることが望ましい。また、膨れ吸収層40は、キートップ20の硬度に対して、デュロメータ タイプD(JISK7215 D法)で20度以上低いことが望ましい。
【0063】
−中間緩衝層−
図2〜図7に示す、膨れ吸収層40を構成し得る中間緩衝層50は、たとえば、未硬化の紫外線硬化型樹脂をコーティング後、紫外線を照射して硬化することにより形成したり、熱硬化型樹脂をコーティングした後に加熱硬化させることにより形成することができる。紫外線硬化型樹脂としては、光重合型プレポリマーとモノマーを含む主剤に光重合開始剤等を添加したものを用いることができる。また、紫外線硬化型樹脂としては、上記の他に、必要に応じて、充填剤、老化防止剤、反応促進剤、反応抑制剤、安定剤、着色剤等を配合しても良い。紫外線硬化型樹脂の主剤としては、アクリル系、メタクリル系、スチレン系、不飽和ポリエステル系、ポリエステルポリオール系、ポリエステルエーテル系、ウレタン系、シリコン系、エポキシ系またはフェノール系等のモノマーおよび/またはオリゴマー、これらの誘導体のモノマーおよび/またはオリゴマー、もしくはこれらの複数種を混合したものを用いることができる。また、熱硬化性樹脂としては、たとえば、ポリイミド樹脂、エポキシ樹脂などを用いることができる。
【0064】
また、中間緩衝層50の硬度は、キートップ20の硬度よりも低いことが必要であるが、そのような硬度としては、デュロメータ タイプD(JISK7215 D法)硬度が40度〜60度の範囲であることが望ましい。また、膨れ吸収層40は、キートップ20の硬度に対して、デュロメータ タイプD(JISK7215 D法)で20度以上低いことが望ましい。また、中間緩衝層50が、金属含有層30の膨れを吸収する機能を有する場合を考慮すると、中間緩衝層50は、金属含有層30の膨れ以上の厚み寸法を有している必要がある。そのため、中間緩衝層50の厚み寸法は、10μm以上であることが必要である。
【0065】
−緩衝層−
上述のように、膨れ吸収層40を構成し得る緩衝層70は、ベースシート71と、接着層72とを有している。そして、ベースシート71と接着剤72とのうち、少なくとも一方が、金属含有層30の膨れを吸収する機能を有していることが必要である。ただし、中間緩衝層50が膨れを吸収する機能を有している場合には、緩衝層70は膨れ吸収層40としての機能を有していなくても良い。なお、緩衝層70と中間緩衝層50の両方が、金属含有層30の膨れを吸収する機能を有することが好ましい。
【0066】
ベースシート71としては、予めフィルム状に形成されたシートを用いることができ、キートップ20側の部材と接着される面と反対側の面に、予め押圧子(凸部)が設けられていてもよい。押圧子を設けた場合、操作スイッチ用部材10は、押釦スイッチ用部材として用いることができる。このベースシート71を構成する材料としては、たとえば、シリコーン樹脂、ウレタン樹脂、ポリエステル樹脂、ポリエチレンテレフタレート(PET)などを用いることができる。なお、シート状のシリコーン樹脂においては、デュロメータ タイプD(JISK7215 D法)硬度が10度〜45度の範囲にあり、シート状のウレタン樹脂においては、デュロメータ タイプD(JISK7215 D法)硬度が20度〜50度の範囲にあり、これらは金属含有層30の膨れを吸収する機能を有している。ただし、ポリエチレンテレフタレート(PET)においては、デュロメータ タイプD(JISK7215 D法)硬度が50度〜70度の範囲にあるため、金属含有層30の膨れを吸収する機能は、ほとんど有しない。そのため、ベースシート71としてポリエチレンテレフタレート(PET)を用いる場合には、接着剤72と中間緩衝層50のうち少なくとも一方に、金属含有層30の膨れを吸収する機能を持たせることになる。
【0067】
また、接着層72は、接着剤の硬化によって形成されるもの、両面テープによって構成されるもののいずれであっても良い。接着剤としては、たとえば、シアノアクリレート系接着剤、エポキシ系接着剤、アクリル系接着剤、ウレタン系接着剤、シリコーン系接着剤、紫外線硬化型接着剤、可視光硬化型接着剤を利用することができる。また、接着剤の硬化によって接着層72が形成される場合、当該硬化後の接着剤においては、デュロメータ タイプD(JISK7215 D法)硬度が40度〜70度の範囲であることが望ましい。ただし、硬化後の接着剤によって形成される接着層72が、金属含有層30の膨れを吸収する機能を備える場合、その接着層72は、キートップ20の硬度に対して、デュロメータ タイプD(JISK7215 D法)硬度で20度以上低いことが望ましい。また、接着剤が金属含有層30の膨れを吸収する機能を備える場合、接着剤の厚み寸法としては10μm以上が必要である。
【0068】
また、上述のように、接着層72としては両面テープを用いることもできる。両面テープは、基材の両面に粘着剤が塗布されたものであるが、基材としては、紙、布、PET等の樹脂を用いることができる。また、粘着剤としては、アクリル系、シリコーン系、ゴム系等のものを用いることができる。また、両面テープにおいては、デュロメータ タイプD(JISK7215 D法)硬度が15度〜45度の範囲内であることが望ましい。なお、ほとんどの両面テープは、金属含有層30の膨れを吸収する機能を備えている。確実に金属含有層30の膨れを吸収する機能を備えるものとする場合、両面テープは、キートップ20の硬度に対して、デュロメータ タイプD(JISK7215 D法)で20度以上低いことが望ましい。また、両面テープが金属含有層30の膨れを吸収する機能を備える場合、基材の表裏の粘着剤を合算した厚み寸法としては、10μm以上が必要である。
【0069】
−加飾層−
加飾層60は、オフセット印刷、スクリーン印刷などの公知の印刷方法により形成することができる。ここで、加飾層形成用の材料としては、一般的に、固形分として顔料等の色材成分と樹脂成分とを含むインクを用いることができる。但し、透明な加飾層60を形成する場合には、色材成分を含まないインクを用いることもできる。加飾層60の厚みは特に限定されないが、色濃度の確保等、実用上の観点からは1.0μm〜10μm程度の範囲内が好ましい。なお、加飾層60は、金属含有層30が設けられている領域に関係無く、非操作面20B上の全領域を覆うように設けられていてもよく、金属含有層30が設けられている領域の一部を覆うように設けられていてもよい。但し、加飾層60が、金属含有層30が設けられている領域の一部を覆うように設けられる場合、少なくとも透明領域32が設けられる領域を覆うように設けられる。
【0070】
−透明樹脂層−
図2および図4に示すように、キートップ20と金属含有層30の間に、透明樹脂層90を設ける場合、当該透明樹脂層90は、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法を利用して形成できる。この透明樹脂層90は、キートップ20と同様の透光性を有しており、このような透光性が得られる透明樹脂材料を溶剤に溶解させた溶液を用いて形成される。
【0071】
透明樹脂層90を設ける場合、キートップ20との組み合わせにより、キートップ20の操作面20Tにおける膨らみを、視認によっても目立たない状態としたり、手触りによっても判別しがたい状態とすることが望まれる。そこで、(1)透明樹脂層90単独でキートップ20の操作面20T側に膨れが生じるのを低減する場合と、(2)透明樹脂層90とキートップ20とによりキートップ20の操作面20T側に膨れが生じるのを低減する場合、とについて説明する。
【0072】
(1)透明樹脂層90単独でキートップ20の操作面20T側に膨れが生じるのを低減する場合
透明樹脂層90単独でキートップ20の操作面20T側に膨れが生じるのを低減する場合、当該透明樹脂層90は、膨れ吸収層40よりも、硬度が高い材料から構成される必要がある。そのような材料としては、各種の硬質プラスチックを採用することが好ましいが、そのような硬質プラスチックとしては、PC樹脂(ポリカーボネート樹脂)、PMMA樹脂(ポリメチルメタクリレート樹脂)、PVC樹脂(ポリ塩化ビニール樹脂)、エポキシ樹脂などが挙げられる。これらの中で、PVC樹脂(ポリ塩化ビニール樹脂)、エポキシ樹脂は、可塑剤を添加する分量を変化させることにより、硬度を自由に変更することが可能となっている。
【0073】
透明樹脂層90の硬度は、膨れ吸収層40よりも高いことが必要であるが、そのような硬度としては、30度〜70度であることが望ましい。また、この場合の厚み寸法は、5μm〜30μmであることが望ましい。
【0074】
以上のような透明樹脂層90の場合には、透明領域32は、透明樹脂層90側にはさほど大きく凸とならず(膨らまず)、膨れ吸収層40側に向かい大きく凸となる(膨らませる)ことが可能となる。すなわち、透明樹脂層90の硬度が大きい場合には、透明樹脂層90が凹みにくく、透明樹脂層90側に向かって透明領域32が大きくは膨らまない。そのため、キートップ20の操作面20Tにおいて膨らみを小さくすることが可能となる。それにより、操作面20Tにおける膨らみは、視認によっても目立たない状態としたり、手触りによっても判別しがたい状態とすることができる。
【0075】
(2)透明樹脂層90とキートップ20とでキートップ20の操作面20T側に膨れが生じるのを低減する場合
透明樹脂層90とキートップ20とでキートップ20の操作面20T側に膨れが生じるのを低減する場合においても、透明樹脂層90単独で操作面20T側に膨れが生じるのと同様の材料を用いて、透明樹脂層90を作製することが望ましい。
【0076】
−保護層−
保護層80の形成方法は特に限定されないが、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法を利用して形成できる。保護層80は、キートップ20と同様の透光性を有し、かつ、操作スイッチ用部材10表面の機械的化学的耐久性を向上させることができるものであれば公知の材料を利用できる。保護層80の形成に際して、たとえば、ウレタンアクリレート等の透明な樹脂材料を溶剤に溶解した溶液や、公知のハードコート剤などが利用できる。なお、保護層80の厚みとしては、機械的・化学的耐久性を向上の確保等の実用上の観点から、5μm〜30μmの範囲内が好ましく、10μm〜25μmの範囲内がより好ましい。
【0077】
(キーパネルおよび電子機器)
本実施形態のキーパネルは、少なくとも本実施形態の操作スイッチ用部材10を備えたものである。ここで、本願明細書において、「キーパネル」とは操作スイッチを有する操作盤のことである。キーパネルは、キー部分を押し込むことで操作を行うタイプのキーパネルであってもよいし、キー部分をタッチすることで操作を行うタイプのキーパネル(いわゆるタッチパネル)であってもよい。また、キーパネルは、スイッチ操作による操作対象となる電子機器本体と一体に設けられたものであってもよいし、スイッチ操作による操作対象となる電子機器本体と物理的に分離して設けられたものであってもよい。なお、後者の場合は、キーパネルと電子機器とが、有線接続されるタイプであってもよいし、キーパネルと電子機器とが赤外線通信などによって信号のやり取りが可能なワイヤレスタイプであってもよい。また、本実施形態の電子機器は、上述したキーパネルを電子機器本体と一体的に有するものであればその用途は特に限定されない。
【0078】
図8は、本実施形態の電子機器の一例を示す外観図であり、具体的には携帯電話について示す図である。図8に示す携帯電話200は、ディスプレイ部分202と本実施形態の操作スイッチ用部材10を備えたキーパネルを有する本体部分204とから構成されている。
【0079】
なお、キートップ20の非操作面20B上に、金属含有層30が積層される構成を採用する場合、当該キートップ20は、硬質の熱硬化性樹脂を材料とすると共に、膨れ吸収層40は、熱可塑性樹脂を材料としても良い。この構成の場合、レーザ光の照射により透明領域32が形成される際に、レーザ光の照射による局所的な高温部分が形成されて、熱可塑性樹脂が変形する。その一方、透明領域32のうちキートップ20側は、当該キートップ20が硬質の熱硬化性樹脂を材料とするため、キートップ20が凹みにくく、キートップ20側に向かって透明領域32が大きくは膨らまない。そのため、キートップ20側に向かって透明領域32が大きく膨らまない分だけ、熱可塑性樹脂である膨れ吸収層40は、透明領域32の膨れを吸収するように、大きく熱変形する。それにより、キートップ20の操作面20Tにおいて膨らみを小さくすることが可能となる。それにより、操作面20Tにおける膨らみは、視認によっても目立たない状態としたり、手触りによっても判別しがたい状態とすることができる。
【0080】
また、金属含有層30は、電波透過性を考慮した材料としても良い。その場合、金属材料が離散的に存在するものとして、当該金属含有層30の絶縁性が高いものとすれば良い。そのように構成すると、金属材料の塊と、金属材料の塊との間隙を電波が通過できるため、電波透過性を有するものとすることができる。
【0081】
なお、金属材料が離散的に存在した構造を有する金属層は、同じ膜厚の金属材料が連続的に形成された構造を有する金属層と比べて、光透過性が高い。このため、図1〜図4に例示したように金属含有層30が単層のみで構成される場合において、この金属含有層30が金属層からなるときは、この金属層自体に起因する光の反射による金属光沢感が得られる。これに加えて、加飾層60が無色透明な層では無く着色した層である場合、加飾層60の色模様も透けて見える外観デザインを実現することも容易である。なお、加飾層60の色模様の透け具合は、金属材料が離散的に存在した構造を有する金属層の厚み、使用する金属材料の組成等を適宜選択することで制御できる。
【0082】
なお、上述した膨れ吸収層40の硬度および厚み寸法と同じ程度の硬度および厚み寸法を加飾層60に持たせることが可能である場合には、そのように構成しても良い。その場合、加飾層60は膨れ吸収層の機能を有するものとなるため、膨れ吸収層40を省略する構成を採用することが可能である。
【実施例】
【0083】
以下に本発明を、実施例を挙げてより具体的に説明するが本発明は以下の実施例にのみ限定されるものではない。また、以下の説明においては、キートップ20の操作面20Tに保護層80を形成する場合について説明しているが、実施例1から比較例1においては、キートップ20の操作面20Tに保護層80を形成する場合と、保護層80を形成しない場合の双方について、評価を行った。
【0084】
(実施例1)
図1に示す層構成を有する操作スイッチ用部材10Bを以下の手順で作製した。まず、キートップ20(ポリカーボネート樹脂(PC樹脂)製、厚み0.5mm)の操作面20Tに、紫外線硬化型アクリル系樹脂を塗装し、紫外線を照射することで厚み10.0μmの保護層80を形成した。次に、キートップ20の非操作面20B上に、スクリーン印刷により、Al粉を含有するインクによって金属層(金属含有層30)を形成した。なお、この金属層の厚みは1.5μmであった。
【0085】
次に、この金属含有層30上に、厚み寸法が50.0μmのアクリル粘着性両面テープ(商品名:ハイボン(日立化成ポリマー株式会社製))を介して、厚み寸法が0.2mmのPETを接着して、レーザ加工処理前の半製品を得た。
【0086】
続いて、この半製品のキートップ20側から、レーザ光を照射して、レーザ加工を行い、表示部(透明領域32)を形成した。これにより図2に示す層構成を有する操作スイッチ用部材10Bを得た。なお、レーザ加工に際しては、レーザ光源として、YVO4 レーザ(波長1064nm)を用い、レーザパワーを3w、ビーム径を0.06mmに設定した。
【0087】
(実施例2)
実施例2では、キートップ20の非操作面20B上に、紫外線硬化型アクリル系樹脂を塗装し、紫外線を照射することで厚み10.0μmの透明樹脂層90を形成した。さらに、この透明樹脂層90上に、真空蒸着法の一種であるPVD(Physical Vapor Deposition)により、Alからなる金属層(金属含有層30)を形成した。なお、この金属層の厚みは0.1μmであった。また、金属含有層30に、紫外線硬化型アクリル系樹脂をコーティングした後に紫外線を照射し、10.0μmの中間緩衝層50を得た。それ以外の部分は、実施例1と同様にして操作スイッチ用部材10Bを作製した。
【0088】
(実施例3)
実施例3では、実施例2のものに対して、緩衝層70を変更している。すなわち、実施例2の両面テープに変えて、実施例3では接着剤を接着層72として用いている。この接着剤としては、シアノアクリレート系接着剤を用い、その厚み寸法は、50.0μmであった。また、ベースシート71としては、厚み寸法が0.5mmのシリコーンゴムを用いた。それ以外の部分は、実施例2と同様である。
【0089】
(実施例4)
実施例4では、実施例3のものに対して、ベースシート71を変更している。すなわち、実施例4では、ベースシート71としては、厚み寸法が0.2mmのポリウレタンを用いた。それ以外の部分は、実施例3と同様である。
【0090】
(比較例1)
比較例1では、実施例2におけるキートップ20と、ベースシート71とを入れ替えた構成となっている。すなわち、キートップ20として、厚み寸法が0.2mmのPETを用いると共に、ベースシート71として、厚み寸法が0.5mmのポリカーボネート樹脂を用いている。それ以外の部分は、実施例2と同様である。
【0091】
(比較例2)
厚み寸法が0.5mmのポリカーボネート樹脂をキートップ20として用いると共に、このキートップ20の操作面20T上に、紫外線硬化型アクリル系樹脂を塗装し、紫外線を照射することで厚み10.0μmの透明樹脂層90を形成した。さらに、この透明樹脂層90上に、真空蒸着法の一種であるPVD(Physical Vapor Deposition)により、Alからなる金属層(金属含有層30)を形成した。なお、この金属層の厚みは0.1μmであった。その後、金属層(金属含有層30)上に、紫外線硬化型アクリル系樹脂を塗装し、紫外線を照射することで厚み10.0μmの保護層80を形成した。また、キートップ20の非操作面20Tに、厚み寸法が50.0μmのアクリル粘着性両面テープ(商品名:ハイボン(日立化成ポリマー株式会社製))を介して、厚み寸法が0.5mmのポリカーボネート樹脂(PC樹脂)を接着して、レーザ加工処理前の半製品を得た。なお、レーザ加工に関しては、実施例1と同様である。
【0092】
(評価)
各実施例および比較例の操作スイッチ用部材について、いずれも目視で明確に確認できる表示部が形成されていた。また、各実施例および比較例の操作スイッチ用部材について、膨れの視認性、膨れの手触り感について評価した結果を表1、表2に示す。なお、いずれの実施例および比較例の操作スイッチ用部材においても、金属含有層30のレーザ光が照射された領域は完全に透明化していることが確認された。
【0093】
【表1】
【表2】
【0094】
なお、表1中に示す各評価項目の評価方法および評価基準は以下の通りである。
【0095】
−膨れの視認性−
膨れの視認性については、蛍光灯照明下の室内にて操作スイッチ用部材のキートップ側の面を目視観察して、膨れの視認の度合いを評価した。評価基準は以下の通りである。
A:膨れがほとんど視認できない。
B:膨れは僅かに視認できるものの、比較例に対して大幅に低減されて、特に注意しなければ視認できないレベルである。
C:特に注意しなくても膨れが視認できるレベルである。
【0096】
−膨れの手触り感−
膨れの手触り感については、操作スイッチ用部材のキートップ側を実際に指先等で触ることにより、その手触り感を評価した。評価基準は以下の通りである。
A:手触りによっては、膨れを判別できない。
B:手触りにより膨れは僅かに判別できるものの、比較例に対して大幅に低減されて、特に注意しなければ判別できないレベルである。
C:特に注意しなくても、手触りにより膨れが判別できるレベルである。
【0097】
(実施例5)〜その他の実施例
図9〜図11に、実施例(実施例5)を示す。これら図9〜図11は、空洞が形成された操作スイッチ用部材の断面を示す電子顕微鏡写真である。また、図12は、空洞が存在しない状態の金属含有層付近を拡大して示す電子顕微鏡写真である。実施例5においては、ポリカーボネート樹脂を材質とするキートップ20、ウレタンアクリレート系の紫外線硬化型樹脂を硬化させた透明樹脂層90(アンダーコート)、真空蒸着法の一種であるPVD(Physical Vapor Deposition)によりインジウムからなる金属層(金属含有層30)、ウレタンアクリレート系の紫外線硬化型樹脂を硬化させた中間緩衝層50、加飾層60、PETからなる基材とアクリル系の粘着剤とから構成される両面テープ(接着層72)、ポリウレタン樹脂を材質とするベースシート71、がこの順に積層された操作スイッチ用部材である。
【0098】
かかる操作スイッチ用部材に、レーザ光を照射すると、図9〜図11に示すように、金属含有層30中の金属材料の発泡(気化)により、空洞が形成されているが、図9〜図11に示すものでは、特に両面テープ(接着層72)が、膨れ吸収層としての役割を果たしている。すなわち、空洞が形成されても、キートップ20側の操作面20Tが凸となるようにはほとんど膨らまず、とりわけ両面テープが大きく凹むことによって、金属材料の発泡(気化)による膨れを吸収している。
【符号の説明】
【0099】
10、10A、10B、10C、10D、10E 操作スイッチ用部材
20 キートップ
20T 操作面
20B 非操作面
30 金属含有層
32 透明領域
30A 第一の金属含有層
30B 第二の金属含有層
40 膨れ吸収層
50 中間緩衝層
60 加飾層
70 緩衝層
71 ベースシート
72 接着層
80 保護層
90 透明樹脂層
100 積層体
110 半製品
200 携帯電話
202 ディスプレイ部分
204 本体部分
【特許請求の範囲】
【請求項1】
透光性のキートップと、金属材料を含む金属含有層と、膨れ吸収層と、加飾層と、を有し、
上記加飾層は、上記金属含有層と上記膨れ吸収層との間、または上記膨れ吸収層よりも上記キートップから離間する側に設けられていて、
上記金属含有層には、上記金属材料の加熱により形成されると共に上記金属含有層の厚み方向を貫き、かつ上記キートップ側から上記加飾層を視認可能とする透明領域が存在し、
上記膨れ吸収層は、上記キートップよりも硬度が低くかつ当該キートップよりも薄く設けられていて、この膨れ吸収層で上記金属材料の加熱により生じる膨れを吸収可能としている、
ことを特徴とする操作スイッチ用部材。
【請求項2】
請求項1記載の操作スイッチ用部材であって、
前記膨れ吸収層は、ベースシートと、このベースシートを前記膨れ吸収層および前記加飾層のうち表面に露出しているいずれかに接着させる接着層と、を有し、
上記ベースシートと上記接着層のうち少なくとも一方は、前記キートップよりも硬度が低く設けられ、かつ前記空洞よりも厚み寸法が大きい、
ことを特徴とする操作スイッチ用部材。
【請求項3】
請求項1または2記載の操作スイッチ用部材であって、
前記膨れ吸収層は、前記金属含有層に積層される中間緩衝層を有する、
ことを特徴とする操作スイッチ用部材。
【請求項4】
請求項1から3のいずれか1項に記載の操作スイッチ用部材であって、
前記キートップと前記金属含有層の間には、前記金属含有層の前記キートップに対する密着性を向上させると共に透明性を有する透明樹脂層が設けられていて、
前記金属含有層が、Sn、In、Al、ならびにSn、In、Alから選択される少なくとも1種を主成分として含む合金、から選択される金属材料からなる金属層である、
ことを特徴とする操作スイッチ用部材。
【請求項5】
請求項1から3のいずれか1項に記載の操作スイッチ用部材において、
前記金属含有層が、Al粉と、結着材成分とを含むAl粉含有層であることを特徴とする操作スイッチ用部材。
【請求項6】
請求項1から5のいずれか1つに記載の操作スイッチ用部材を備えたことを特徴とするキーパネル。
【請求項7】
請求項1から6のいずれか1つに記載の操作スイッチ用部材を備えたことを特徴とする電子機器。
【請求項8】
請求項7に記載の電子機器において、
電子機器が携帯電話であることを特徴とする電子機器。
【請求項9】
透光性のキートップの非操作面上に、金属材料を含む金属含有層を形成する金属含有層形成工程と、
上記金属含有層形成工程の後に、上記キートップよりも硬度が低くかつ当該キートップよりも薄く設けられ、上記金属材料の加熱により生じる膨れを吸収可能とする膨れ吸収層を形成する膨れ吸収層形成工程と、
上記金属含有層と上記膨れ吸収層との間、または上記膨れ吸収層よりも上記キートップから離間する側に加飾層を形成する加飾層形成工程と、
上記キートップの非操作面と反対の面側から、上記金属含有層の一部の領域に対して、レーザ光を照射するレーザ照射工程と、
を行うことで、操作スイッチ用部材を作製することを特徴とする操作スイッチ用部材の製造方法。
【請求項1】
透光性のキートップと、金属材料を含む金属含有層と、膨れ吸収層と、加飾層と、を有し、
上記加飾層は、上記金属含有層と上記膨れ吸収層との間、または上記膨れ吸収層よりも上記キートップから離間する側に設けられていて、
上記金属含有層には、上記金属材料の加熱により形成されると共に上記金属含有層の厚み方向を貫き、かつ上記キートップ側から上記加飾層を視認可能とする透明領域が存在し、
上記膨れ吸収層は、上記キートップよりも硬度が低くかつ当該キートップよりも薄く設けられていて、この膨れ吸収層で上記金属材料の加熱により生じる膨れを吸収可能としている、
ことを特徴とする操作スイッチ用部材。
【請求項2】
請求項1記載の操作スイッチ用部材であって、
前記膨れ吸収層は、ベースシートと、このベースシートを前記膨れ吸収層および前記加飾層のうち表面に露出しているいずれかに接着させる接着層と、を有し、
上記ベースシートと上記接着層のうち少なくとも一方は、前記キートップよりも硬度が低く設けられ、かつ前記空洞よりも厚み寸法が大きい、
ことを特徴とする操作スイッチ用部材。
【請求項3】
請求項1または2記載の操作スイッチ用部材であって、
前記膨れ吸収層は、前記金属含有層に積層される中間緩衝層を有する、
ことを特徴とする操作スイッチ用部材。
【請求項4】
請求項1から3のいずれか1項に記載の操作スイッチ用部材であって、
前記キートップと前記金属含有層の間には、前記金属含有層の前記キートップに対する密着性を向上させると共に透明性を有する透明樹脂層が設けられていて、
前記金属含有層が、Sn、In、Al、ならびにSn、In、Alから選択される少なくとも1種を主成分として含む合金、から選択される金属材料からなる金属層である、
ことを特徴とする操作スイッチ用部材。
【請求項5】
請求項1から3のいずれか1項に記載の操作スイッチ用部材において、
前記金属含有層が、Al粉と、結着材成分とを含むAl粉含有層であることを特徴とする操作スイッチ用部材。
【請求項6】
請求項1から5のいずれか1つに記載の操作スイッチ用部材を備えたことを特徴とするキーパネル。
【請求項7】
請求項1から6のいずれか1つに記載の操作スイッチ用部材を備えたことを特徴とする電子機器。
【請求項8】
請求項7に記載の電子機器において、
電子機器が携帯電話であることを特徴とする電子機器。
【請求項9】
透光性のキートップの非操作面上に、金属材料を含む金属含有層を形成する金属含有層形成工程と、
上記金属含有層形成工程の後に、上記キートップよりも硬度が低くかつ当該キートップよりも薄く設けられ、上記金属材料の加熱により生じる膨れを吸収可能とする膨れ吸収層を形成する膨れ吸収層形成工程と、
上記金属含有層と上記膨れ吸収層との間、または上記膨れ吸収層よりも上記キートップから離間する側に加飾層を形成する加飾層形成工程と、
上記キートップの非操作面と反対の面側から、上記金属含有層の一部の領域に対して、レーザ光を照射するレーザ照射工程と、
を行うことで、操作スイッチ用部材を作製することを特徴とする操作スイッチ用部材の製造方法。
【図1】

【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−74302(P2012−74302A)
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願番号】特願2010−219534(P2010−219534)
【出願日】平成22年9月29日(2010.9.29)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願日】平成22年9月29日(2010.9.29)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]