
擦れ音低減防風性布帛
【課題】衣料分野で好適に使用される防風性を有する布帛において着用時などに発生する布帛同士の擦れ音が少ない防風性布帛を提供する。
【解決手段】繊維布帛の少なくとも片面に合成樹脂層が積層されてなる防風性布帛であって、防風性布帛のJIS L−1096 A法(フラジール形法)による通気度が1〜30cc/cm2・secであり、防風性布帛表面の空孔率が0.1〜30%であり、防風性布帛同士の擦れ音が、周波数が4000Hzにおいて35dB以下、8000Hzにおいて30dB以下であることを特徴とする、防風性布帛
【解決手段】繊維布帛の少なくとも片面に合成樹脂層が積層されてなる防風性布帛であって、防風性布帛のJIS L−1096 A法(フラジール形法)による通気度が1〜30cc/cm2・secであり、防風性布帛表面の空孔率が0.1〜30%であり、防風性布帛同士の擦れ音が、周波数が4000Hzにおいて35dB以下、8000Hzにおいて30dB以下であることを特徴とする、防風性布帛
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、衣料分野で好適に使用される防風性を有する布帛に関し、特に衣料としての着用時などに発生する布帛同士の擦れ音が少ない防風性布帛に関するものである。
【背景技術】
【0002】
布帛を衣料として用いる際、体温の損失を予防し、防寒性を向上させることを目的として、布帛の片面または両面に合成樹脂からなるフィルムをラミネートする方法や、合成樹脂をコーティングする方法により通気性を抑制した布帛、すなわち防風性布帛が広く使用されている。しかし、このような布帛は、着用時に布帛から特有のカサカサという擦れ音が発生して耳障りで不快であるため、この擦れ音の発生を抑えた防風性布帛が望まれている。
【0003】
特許文献1には、片面に透湿性樹脂皮膜を有する布帛において、布帛に極細の糸を用いる事で擦れ音を低減させることが開示されている。しかし、布帛に極細糸を使用すると生産工程中に糸切れが発生しやすく、生産効率が悪くなるという問題や、糸使用量が多くなるため高コストになるという問題がある。
【0004】
また、特許文献2には伸縮性生地に合成樹脂をコーティングし、防風性、保温性、耐久性を兼ね備えた布帛が開示されている。この発明は主に身体に密着する衣服を対象とする布帛のため、伸縮性は優れていても、擦れ音の発生についての問題は考慮されていない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−10267号公報
【特許文献2】特許第2991615号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記の従来の問題点を解決し、衣料分野で好適に使用される防風性を有する布帛において着用時などに発生する布帛同士の擦れ音が少ない防風性布帛を提供することを目的とする。
【課題を解決するための手段】
【0007】
すなわち、本発明は、以下に示す防風性布帛を提供する。
1) 繊維布帛の少なくとも片面に微多孔質膜が積層されてなる防風性布帛であって、
防風性布帛のJIS L−1096 A法(フラジール形法)による通気度が1〜30cc/cm2・secであり、
防風性布帛表面の空孔率が0.1〜30%であり、
防風性布帛同士の擦れ音が、周波数が4000Hzにおいて35dB以下、8000Hzにおいて30dB以下であることを特徴とする、
防風性布帛。
【0008】
2)微多孔質膜がポリウレタン樹脂またはアクリル樹脂からなることを特徴とする、1)に記載の防風性布帛。
【発明の効果】
【0009】
本発明によれば、衣料分野で好適に使用される防風性を有する布帛において着用時などに発生する布帛同士の擦れ音が少ない防風性布帛を提供することができる。
【図面の簡単な説明】
【0010】
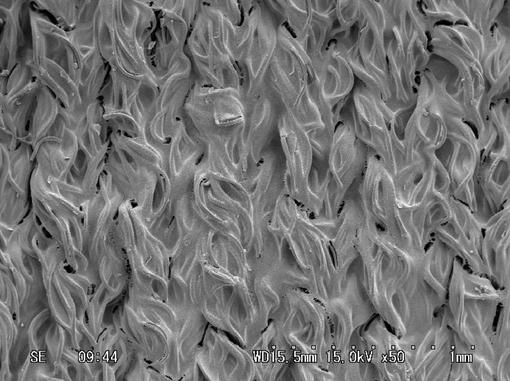
【図1】本発明の実施例1に係る防風性布帛の表面を、50倍に拡大して撮影した電子顕微鏡写真である。
【図2】本発明の比較例1に係る布帛の表面を、50倍に拡大して撮影した電子顕微鏡写真である。
【発明を実施するための形態】
【0011】
本発明を反映した上記課題解決手段を実施するための実施形態について、以下に詳細に説明する。
【0012】
本発明の防風性布帛は、繊維布帛と該繊維布帛の片面に積層された微多孔質膜とからなるものである。
1.防風性布帛
(1)繊維布帛
本発明に用いられる繊維布帛の形態としては、例えば、織物、編物、不織布などを挙げることができる。また、繊維素材としては、例えば、綿、麻、羊毛、絹等の天然繊維、レーヨン、キュプラ等の再生繊維、アセテート、トリアセテート等の半合成繊維、ポリアミド(ナイロン6、ナイロン66等)、ポリエステル(ポリエチレンテレフタレート、ポリトリメチレンテレフタレート等)、ポリウレタン、ポリアクリル等の合成繊維などを挙げることができ、これらが2種以上組み合わされていてもよい。なかでも、繊維物性全般に優れた合成繊維からなる布帛が好ましく、特にポリアミド繊維またはポリエステル繊維からなる布帛が好ましい。さらに、分散染料の微多孔質膜への移行昇華を防ぐため、ポリエステル繊維はカチオン可染ポリエステル繊維であることが好ましい。
【0013】
繊維布帛には、必要に応じて、染色をはじめ、撥水加工、帯電防止加工、難燃加工、カレンダー加工などが施されていてもよい。
なかでも、撥水加工を施すことにより、防水性を付与することができるとともに、微多孔質膜を積層する場合にあっては、合成樹脂液が繊維布帛内部に深く浸透するのを抑制し、風合いが硬くなるのを防止することができるため好ましい。このとき用いられる撥水剤としては、パラフィン系撥水剤、シリコーン系撥水剤、フッ素系撥水剤などを挙げることができる。なかでも、高い撥水性を付与することができるという点で、フッ素系撥水剤が好ましい。撥水加工は、パディング法、スプレー法などの常法に従い施すことができる。
【0014】
上記繊維布帛の厚みは特に限定されないが、200〜600μmであることが好ましい。
【0015】
(2)微多孔質膜
本発明において、微多孔質膜はポリウレタン樹脂またはアクリル樹脂を原料として形成される。微多孔質膜を形成するには種々の方法があり、方法によっては(例えば、発泡剤を用いる方法など)ポリウレタン樹脂またはアクリル樹脂以外の使用も可能であるが、本発明においては、湿式法または選択蒸発法(後述する)が好ましく採用される。これらの方法が適用可能な樹脂となると、専らポリウレタン樹脂またはアクリル樹脂が好ましく用いられる。
【0016】
微多孔質膜は、その物性に影響を及ぼさない範囲内で、ポリウレタン樹脂、アクリル樹脂以外の成分を含んでいてもよい。このような任意成分としては、例えば、着色用の顔料、透湿性の向上や表面のタッチを改善する目的で添加される無機/有機微粒子、皮膜強度を向上させる架橋剤、湿式成膜助剤である界面活性剤などを挙げることができる。
【0017】
微多孔質膜の厚みは5〜200μmであることが好ましい。厚みが5μm未満であると、微多孔質膜の耐摩耗性や防風性が不十分となるおそれがある。厚みが200μmをこえると、風合いや衣服とした際の着心地が悪くなったりするおそれがある。繊維布帛の表面には凹凸が存在するため、合成樹脂液を直接塗布する場合、得られる微多孔質膜の厚みは部分的に異なる。また、後述する防風性布帛の製造方法の違い(湿式法、選択蒸発法)によっても得られる微多孔質膜の厚みは異なるが、凡そ5〜200μmの範囲内であればよい。
【0018】
微多孔質膜表面には微細な孔が存在し、その孔径は特に限定されないが、0.5〜300μmであることが好ましい。
【0019】
(3)防風性布帛
本発明の防風性布帛の通気性は、JIS L−1096 A法(フラジール形法)による通気度が1〜30cc/cm2・secであることが求められる。通気度が1cc/cm2・sec未満であると、衣服として着用した際に蒸れ感を覚え、快適性が損なわれるおそれがあり、30cc/cm2・secをこえると、十分な防風性が得られない。
【0020】
本発明の防風性布帛同士の擦れ音は、後述する測定方法において、周波数が4000Hzのとき35dB以下、8000Hzのとき30dB以下であることが求められる。周波数が上限値をこえると、擦れ音が不快に感じられる。
【0021】
なお、dB(デシベル)は音圧レベルの単位であり、音の大きさを表す量として用いられている。「音」は空気中を伝わる疎密の波であり、「音圧」は疎密の波の圧力変化の大きさを表したものであり、「音圧レベル」とは、測定点の音圧の基準値に対する比を対数で表したものである。可聴域(ヒトが音として認識することができる周波数帯域で、個人差があるが20Hz〜20000Hz程度)にある音は同じ周波数であれば、音圧が大きいほど大きな音として認識される。周波数とは1秒間に繰り返される振動数を表し、Hz(ヘルツ)という単位で表す。音は周波数が高いほど高い音、周波数が低いほど低い音として認識される。ヒトが最もよく認識できる周波数帯域は700〜12000Hzとされ、その中でも耳障りな不快音は4000〜8000Hzの周波数帯域とされている。ガラスに爪を立てた時に出るキーという不快音の周波数もこの周波数帯域にある。
【0022】
本発明の防風性布帛の表面の空孔率は、後述する測定方法において、0.1〜30%であることが求められる。空孔率が0.1%未満であると、耳障りな擦れ音が発生し、空孔率が30%を越えると通気度が高く、防風性布帛とは言い難くなる。擦れ音が低減する理由について、その原理は明確ではないが、例えば、太鼓の膜が破れると音が鳴らない(音波が伝わらない)のと同様に、微多孔質膜表面に微細な孔が存在すると膜が十分に振動せずに音波が伝わりにくくなり、音として感じられにくくなることが考えられる。また、微多孔質膜表面の微細な孔によって、音波が散乱、屈折されることにより減衰して、擦れ音が低減されることも考えられる。
【0023】
本発明の防風性布帛の透湿性は、JIS L−1099(塩化カルシウム法 A−1法)による透湿度が5000g/m2・24h以上であることが好ましい。透湿度が5000g/m2・24h未満であると、衣服として着用した際に蒸れ感を覚え、快適性が損なわれるおそれがある。
【0024】
2.防風性布帛の製造方法
繊維布帛に微多孔質膜を積層する方法として、(1)自己乳化型ポリウレタン樹脂水溶液と水易溶性ポリウレタン樹脂水溶液からなる合成樹脂液を、繊維布帛に塗布した後乾燥させ、該合成樹脂液を塗布した繊維布帛を水中に浸漬する方法(湿式法とよぶ)(2)有機溶剤系のポリウレタン樹脂またはアクリル樹脂を有機溶剤に溶解させ、さらに水を加えて均一化させてなる合成樹脂液を、繊維布帛に塗布した後、水の蒸発を妨げながら有機溶剤を選択的に蒸発させるために温度条件を段階的に変化させて凝固させる方法(選択蒸発法とよぶ)、を挙げることができる。なかでも、孔の形状を制御し易いという点で選択蒸発法がより好ましい。
【0025】
(1)湿式法
湿式法は、自己乳化型ポリウレタン樹脂水溶液と水易溶性ポリウレタン樹脂水溶液からなる合成樹脂液を、繊維布帛の片面に塗布した後乾燥させ、次いで、該合成樹脂液を塗布した繊維布帛を水中に浸漬させ、合成樹脂液に含まれる水易溶性ポリウレタン樹脂を水中に溶出させることで、多数の微細孔を有する皮膜を形成する方法である。ここで、自己乳化型ポリウレタン樹脂とはポリウレタン分子構造内に親水性部分を含有し、ポリウレタン水分散液の状態において界面活性剤を含有しなくともポリウレタン単独で水中に分散した状態を保つことができるものである。水易溶性ポリウレタン樹脂とは、エチレンオキサイドを含むアルキレンオキサイドを付加した水溶性ポリオキシアルキレン化合物とポリイソシアネートから誘導されるポリウレタン樹脂である。
【0026】
湿式法において用いられる合成樹脂液は、自己乳化型ポリウレタン樹脂水溶液と水易溶性ポリウレタン樹脂水溶液からなる合成樹脂液であり、自己乳化型ポリウレタン樹脂を、全液量に対し固形分で好ましくは10〜35重量%、より好ましくは15〜30重量%、水易溶性ポリウレタン樹脂を、固形分で好ましくは5〜25重量%、より好ましくは10〜20重量%の濃度となるように配合したものであり、自己乳化型ポリウレタン樹脂と水易溶性ポリウレタン樹脂の濃度が上記範囲内となるように適宜水等を加えて濃度の調整を行っても構わない。自己乳化型ポリウレタン樹脂の濃度が35重量%をこえたとき、または、水易溶性ポリウレタン樹脂の濃度が5重量%未満であるとき、微多孔質膜表面の空孔率が減少して擦れ音が発生しやすくなる。自己乳化型ポリウレタン樹脂の濃度が10重量%未満であるとき、または、水易溶性ポリウレタン樹脂の濃度が25重量%をこえるとき、擦れ音は低下するが微多孔質膜表面の空孔率が増加し、孔のサイズも大きくなるため、防風性が損なわれるおそれがある。
【0027】
このとき、合成樹脂液の粘度は、5000〜15000cpsであることが好ましく、7000〜10000cpsであることがより好ましい。粘度が5000cps未満であると、合成樹脂液が繊維布帛内部に深く浸透して風合いが硬くなったり、合成樹脂液が繊維布帛の他方の面にまで漏れ出したりするおそれがある。粘度が15000cpsをこえると、塗布時にスジや気泡が発生し易く、樹脂皮膜の形成が困難となり、十分な防風性が得られないおそれがある。
【0028】
かかる合成樹脂液を繊維布帛の片面に塗布する方法としては、ナイフコーティングが好ましく採用される。より具体的には、フローティングナイフコーティング、ロールオンナイフコーティングなどを挙げることができる。
【0029】
合成樹脂液の塗布量は、乾燥重量として、20〜35g/m2であることが好ましく、25〜30g/m2であることがより好ましい。塗布量をこの範囲に設定することにより、湿式法においては、好ましくは5〜30μm、より好ましくは10〜25μmの厚みを有する微多孔質膜となる。
【0030】
ここで、合成樹脂液の塗布量は、合成樹脂液中の樹脂濃度、塗布時の厚みにより調整することができる。ただし、塗布時の厚みが大きすぎると、気泡など品位面での不具合が生じる虞があり、さらには乾燥に多大な熱量が必要となり、エネルギー効率の面でも好ましくない。逆に、塗布時の厚みが小さすぎると、繊維布帛表面の凹凸の影響を受け易くなり、均一性に優れた微多孔質膜を安定して形成することが困難となるおそれがある。
【0031】
次いで、合成樹脂液を塗布した繊維布帛を120℃で2〜4分間乾燥させ、水中に浸漬する。この過程で、合成樹脂液に含まれる水易溶性ポリウレタン樹脂が水中に溶出し、多数の微細孔を有する皮膜が形成される。
【0032】
布帛を浸漬させる水の温度は、40〜60℃であることが好ましい。温度が40℃未満であると水易溶性ポリウレタン樹脂が十分に溶出しないおそれがあり、60℃をこえると皮膜強度が低下するおそれがある。
【0033】
浸漬時間は、10〜20分間であることが好ましい。浸漬時間が10分間未満であると、水易溶性ポリウレタン樹脂が十分に溶出しないおそれがあり、浸漬時間が20分間をこえると、生産性が低下するおそれがある。
【0034】
次いで、マングルで絞り、100℃で3〜4分間熱処理して乾燥する。かくして、繊維布帛と微多孔質膜との積層体を得ることができる。
【0035】
(2)選択蒸発法
選択蒸発法は、以下の通りである。
ポリウレタン樹脂またはアクリル樹脂を、水と比較して小さい蒸発熱を有する有機溶剤に添加し、さらに水を加えて均一化させてなる合成樹脂液を、繊維布帛に塗布する。塗布方法は、(1)湿式法の場合と同様である。次いで、一次乾燥温度にて合成樹脂液を塗布した繊維布帛を熱処理して、水と比較して小さい蒸発熱を有する有機溶剤を優先的に蒸発させる。ここで蒸発熱とは、一定量の物質を気体に変化させるために必要な熱量のことであり、単位はkcal/molで表される。蒸発熱の小さい物質は、少ない熱量で蒸発するということになり、「蒸発しやすい」といえる。例えば1atmにおいて、水は40.66kcal/mol、トルエンは33.5kcal/mol、メチルエチルケトンは7.64kcal/molであり、メチルエチルケトン、トルエン、水の順に蒸発しやすいといえる。上記の理由により、水よりも先に有機溶剤が蒸発することで布帛上の合成樹脂液がゲル化し、次の二次乾燥温度にて合成樹脂液が乾燥、固化し、合成樹脂液中に残存する水を蒸発させることにより水が存在していた場所が孔となるのである。
【0036】
一次乾燥温度の熱処理温度は、70〜90℃であることが好ましい。これは水と比較して小さい蒸発熱を有する有機溶剤のみを蒸発させ、水を合成樹脂液中に残留させる目的がある。次に、二次乾燥温度で熱処理温度を100〜120℃に上げ、水を完全に蒸発させる。熱処理時間は、それぞれ1〜3分間であることが好ましい。乾燥温度を初めから高温にして水と有機溶剤の両方を同時に蒸発させてしまうと微多孔質膜の孔の形成が不十分になるおそれがあるため、上記のように温度条件を段階的に変化させて乾燥を行う。乾燥機内の開始部を一次乾燥温度に設定し、終了部を二次乾燥温度に設定するなどして、一つの乾燥工程において段階的に変化させる方法を用いてもよく、二つ以上の乾燥工程に分けるなどする方法を用いてもよい。
かくして、繊維布帛と微多孔質膜との積層体を得ることができる。
【0037】
選択蒸発法において用いられる有機溶剤としては、例えば、トルエン、ベンゼン、ヘキサン、イソプロピルアルコール、エチルアルコール、N,N−ジメチルホルムアミド、ジメチルスルホキシド、メチルエチルケトン、酢酸エチルなどを挙げることができる。これらは1種単独で、または2種以上組み合わせて用いることができる。これら有機溶剤は、使用する樹脂との相溶性、加工時の乾燥性、あるいは安全性や経済性の点から適宜選択すればよい。
【0038】
(2a)ポリウレタン樹脂を用いる方法
選択蒸発法のうち、ポリウレタン樹脂を用いる方法において、用いられる合成樹脂液は、ポリウレタン樹脂液に有機溶剤を加え、全液量に対してポリウレタン樹脂の固形分量が好ましくは5〜25重量%、より好ましくは10〜20重量%の濃度となるように添加し、さらに水を加えて均一化させてなるものである。濃度が5重量%未満であると樹脂皮膜の形成が困難となり、十分な防風性が得られないおそれがある。25重量%をこえると乾燥後の樹脂皮膜が厚くなり、風合いが堅くなったり、コストアップしたりするおそれがある。
【0039】
合成樹脂液に含まれる水の量は、16〜29重量%であることが好ましい。水の量が16重量%未満であると、微多孔質膜表面の空孔率が減少して擦れ音が発生しやすくなり、29重量%をこえると、擦れ音は低下するが微多孔質膜表面の空孔率が増加し、孔のサイズも大きくなるため、防風性が損なわれるおそれがある。
【0040】
このとき、合成樹脂液の粘度は、3000〜8000cpsであることが好ましく、4000〜6000cpsであることがより好ましい。粘度が3000cps未満であると、合成樹脂液が繊維布帛内部に深く浸透して風合いが硬くなったり、合成樹脂液が繊維布帛の他方の面にまで漏れ出したりするおそれがある。粘度が8000cpsをこえると、塗布時にスジや気泡が発生し易く、樹脂皮膜の形成が困難となり、十分な防風性が得られないおそれがある。
【0041】
合成樹脂液の塗布量は、乾燥重量として、10〜40g/m2であることが好ましく、20〜30g/m2であることがより好ましい。塗布量をこの範囲に設定することにより、ポリウレタン樹脂を用いる選択蒸発法においては、好ましくは50〜200μm、より好ましくは80〜150μmの厚みを有する微多孔質膜となる。
【0042】
(2b)アクリル樹脂を用いる方法
選択蒸発法のうち、アクリル樹脂を用いる方法において、用いられる合成樹脂液は、アクリル樹脂液に有機溶剤を加え、全液量に対してアクリル樹脂の固形分量が好ましくは5〜20重量%、より好ましくは9〜18重量%の濃度で溶解させ、さらに水を加えて均一化させてなるものである。濃度が5重量%未満であると、樹脂皮膜の形成が困難となり、十分な防風性が得られないおそれがある。20重量%をこえると乾燥後の樹脂皮膜が厚くなり、風合いが堅くなったり、コストアップしたりするおそれがある。
【0043】
合成樹脂液に含まれる水の量は、3〜40重量%であることが好ましい。水の量が3重量%未満であると、微多孔質膜表面の空孔率が減少して擦れ音が発生しやすくなり、40重量%をこえると、擦れ音は低下するが微多孔質膜表面の空孔率が増加し、孔のサイズも大きくなるため、防風性が損なわれるおそれがある。
【0044】
このとき、合成樹脂液の粘度は、8000〜25000cpsであることが好ましく、10000〜20000cpsであることがより好ましい。粘度が8000cps未満であると、合成樹脂液が繊維布帛内部に深く浸透して風合いが硬くなったり、合成樹脂液が繊維布帛の他方の面にまで漏れ出したりするおそれがある。粘度が25000cpsをこえると、塗布時にスジや気泡が発生し易く、樹脂皮膜の形成が困難となり、十分な防風性が得られないおそれがある。
【0045】
合成樹脂液の塗布量は、乾燥重量として10〜30g/m2であることが好ましく、15〜25g/m2であることがより好ましい。塗布量をこの範囲に設定することにより、アクリル樹脂を用いる選択蒸発法においては、好ましくは5〜25μm、より好ましくは8〜20μmの厚みを有する微多孔質膜となる。
【実施例】
【0046】
以下、実施例により本発明をさらに詳しく説明するが、本発明は以下の実施例に限定されるものではない。物性値の測定、防風性布帛の評価は以下の方法に従った。
【0047】
(1)通気度
JIS L−1096 A法(フラジール形法)に従った。
【0048】
(2)空孔率
作成した試料を、走査型電子顕微鏡(SEM)を使用して、倍率50倍に拡大して観察し、任意の1mm2の範囲において、走査型電子顕微鏡(SEM)の計測ソフト(PCI)を使い試料表面の孔の大きさと数を計測して、以下式により空孔率を算出した。孔は完全な円形ではないため、全て楕円であると仮定して、楕円の長径をAμm、短径をBμmとすると、
楕円の面積=3.14×A×B
であるため、孔の数をN個とすると、
空孔率(%)=3.14×(A1×B1+A2×B2+A3×B3+・・・AN×BN)×(10−3)2×100
【0049】
(3)計測機器による擦れ音の測定
作成した試料から20cm×20cmのサイズを1枚裁断し、両手を使って微多孔質膜面同士を軽く擦り合わせ、その際に発生する擦れ音を測定する。擦れ音の測定は音響振動計測システム−松下インターテクノ製 MIT3560D、マイクにブリュエル・ケア製自由音場型マイクロフォン「型番4189」を使用し、マイクとの距離を30cmに保ち測定する。解析ソフトとしてブリュエル・ケア製「PULSE」を用いて行った。周波数4000Hzにおける音量(dB)と8000Hzにおける音量(dB)をそれぞれ3回測定し、その平均をそれぞれ算出して擦れ音とした。
【0050】
(4)擦れ音の官能評価
試料を擦り合わせたときに発生する音について、音鳴りと耳障り感の評価を以下の基準に従って評価した。
◎:音鳴りが無く耳障りを全く感じない。
○:音鳴り小さく耳障りに感じない。
×:音鳴りが耳障りに感じる。
【0051】
(5)透湿度
JIS L−1099 A−1法(塩化カルシウム法)に従った。
【0052】
(6)風合い
試料の風合いについて、以下の基準に従って評価した。
◎:非常に柔らかい。
○:柔らかい。
×:堅くざらつく。
【0053】
[実施例1]
56dtex/72フィラメントのナイロンウーリー加工フィラメント糸を用いて、ツイル組織の織物を製織し、常法により精練、染色を行った。
【0054】
次いで、上記で作成した織物を処方1に示すフッ素系撥水剤水溶液に浸漬し、マングルにて絞り(絞り率:60重量%)、120℃で60秒間乾燥した後、170℃で60秒間熱処理して撥水加工を行った。
【0055】
<処方1>
1)商品名「アサヒガードAG−7000」;3重量部
(フッ素系撥水剤、旭硝子株式会社製)
2)水;97重量部
【0056】
次いで、処方2に示すポリウレタン合成樹脂液を、ナイフコータを用いて、塗布量が乾燥重量:25g/m2となるように前記織物に塗布した後、120℃で3分間熱処理し、その後50℃の温水中に10分間浸漬し、マングルにて絞り、100℃で3分間熱処理して乾燥した。
かくして、微多孔質膜が15μmの実施例1の防風性布帛を得た。
【0057】
<処方2>
1)商品名「バインダーCB−501」;50重量部
(ポリエステル系ポリウレタン樹脂を42重量%含む水溶液、林化学工業株式会社製)
2)商品名「パラミリオンAF−36」;50重量部
(ポリエーテル系ポリウレタン樹脂を34重量%含む水溶液、大原パラヂウム化学株式会社製)
3)商品名「NBP211」;4重量部
(ブロックイソシアネート架橋剤、明成化学工業株式会社製)
合成樹脂液の粘度は、7000cps(B型粘度計)であった。
【0058】
[実施例2]
56dtex/24フィラメントのカチオン可染ポリエステル糸を用いて、スムース組織の編物を製編し、常法により精練、染色を行った。
【0059】
次いで、上記で作成した編物を実施例1と同様にして撥水加工を行った後、処方3に示すポリウレタン合成樹脂液を、ナイフコータを用いて塗布し、乾燥工程で開始部の乾燥温度(一次乾燥温度)を90℃、終了部の乾燥温度(二次乾燥温度)を120℃でそれぞれ2分間ずつ乾燥させ、乾燥重量30g/m2の皮膜を形成した。
かくして、微多孔質膜が150μmの実施例2の防風性布帛を得た。
【0060】
<処方3>
(処方3−1)
1)商品名「クリスボンPX−550」;32重量部
(ポリエーテル系ポリウレタン樹脂を33重量%含む(メチルエチルケトン/水=95/5)溶液、DIC株式会社製)
2)商品名「ゾルテックスアシスターEA−7」;0.48重量部
(成膜剤、DIC株式会社製)
3)商品名「クリスボンアシスターSD−27M」;0.32重量部
(撥水剤、DIC株式会社製)
4)トルエン;10.7重量部
5)メチルエチルケトン;5.3重量部
(処方3−2)
6)水;14.4重量部
7)メチルエチルケトン;1.6重量部
処方3−1を混合した後、処方3−2を混合した溶媒を数回に分けて加え、処方3の合成樹脂液とした。
合成樹脂液の粘度は、4000cps(B型粘度計)であった。
【0061】
[実施例3]
33dtex/10フィラメントの66ナイロン糸を用いて、40ゲージのスムース組織の編物を製編し、常法により精練、染色を行った。
【0062】
次いで、上記で作成した編物を実施例1と同様にして撥水加工を行った後、処方4に示すアクリル合成樹脂液を、ナイフコータを用いて塗布し、乾燥工程で開始部の乾燥温度(一次乾燥温度)を90℃、終了部の乾燥温度(二次乾燥温度)を120℃でそれぞれ2分間ずつ乾燥させ、乾燥重量24g/m2の皮膜を形成した。
かくして、微多孔質膜が13μmの実施例3の防風性布帛を得た。
【0063】
<処方4>
1)商品名「トアアクロンXE−3491A」;100重量部
(アクリル樹脂を20重量%含むトルエン溶液、株式会社トウペ製)
2)商品名「コロネートHX」;2重量部
(イソシアネート系架橋剤、日本ポリウレタン工業株式会社製)
3)トルエン;50重量部
4)水;50重量部
合成樹脂液の粘度は、20000cps(B型粘度計)であった。
【0064】
[比較例1]
実施例1で染色までを行った織物に、実施例1と同様にして撥水加工を行った後、処方5に示す処方の合成樹脂液を実施例1と同様にして塗布、成膜して乾燥重量18g/m2の皮膜を形成した。
かくして、微多孔質膜が10μmの比較例1の防風性布帛を得た。
【0065】
<処方5>
1)商品名「バインダーCB−501」;15重量部
(ポリエステル系ポリウレタン樹脂を42重量%含む水溶液、林化学工業株式会社製)
2)商品名「パラミリオンAF−36」;85重量部
(ポリエーテル系ポリウレタン樹脂を34重量%含む水溶液、大原パラヂウム化学株式会社製)
3)商品名「NBP211」;4重量部
(ブロックイソシアネート架橋剤、明成化学工業株式会社製)
合成樹脂液の粘度は、7000cps(B型粘度計)であった。
【0066】
[比較例2]
実施例3で染色までを行った編物に、実施例1と同様にして撥水加工を行った後、処方6に示す処方の合成樹脂液を実施例3と同様にして塗布、成膜して、乾燥重量25g/m2の皮膜を形成した。
かくして、微多孔質膜が15μmの比較例2の防風性布帛を得た。
【0067】
<処方6>
1)商品名「トアアクロンXE−3491A」;100重量部
(アクリル樹脂を20重量%含むトルエン溶液、株式会社トウペ製)
2)商品名「コロネートHX」;2重量部
(ポリイソシアネート架橋剤、日本ポリウレタン工業株式会社製)
3)トルエン;15重量部
合成樹脂液の粘度は、14000cps(B型粘度計)であった。
【0068】
[評価]
実施例1〜3および比較例1、2で得た防風性布帛について評価した結果を表1に示す。
【0069】
また、実施例1、比較例1に係る防風性布帛の表面を50倍に拡大して撮影した電子顕微鏡写真を、各々図1、図2に示した。
【0070】
実施例1〜3の防風性布帛はいずれも十分な防風性を備えるとともに、不快な擦れ音が軽減されたものであった。
【0071】
一方、比較例1の布帛は、防風性能は満たしているが、風合いが堅く、擦れ音に関しても条件を満たしていないものであった。
【0072】
比較例2の布帛は、擦れ音、風合いは条件を満たしているが、防風性能を満たさないものであった。
【0073】
【表1】

【技術分野】
【0001】
本発明は、衣料分野で好適に使用される防風性を有する布帛に関し、特に衣料としての着用時などに発生する布帛同士の擦れ音が少ない防風性布帛に関するものである。
【背景技術】
【0002】
布帛を衣料として用いる際、体温の損失を予防し、防寒性を向上させることを目的として、布帛の片面または両面に合成樹脂からなるフィルムをラミネートする方法や、合成樹脂をコーティングする方法により通気性を抑制した布帛、すなわち防風性布帛が広く使用されている。しかし、このような布帛は、着用時に布帛から特有のカサカサという擦れ音が発生して耳障りで不快であるため、この擦れ音の発生を抑えた防風性布帛が望まれている。
【0003】
特許文献1には、片面に透湿性樹脂皮膜を有する布帛において、布帛に極細の糸を用いる事で擦れ音を低減させることが開示されている。しかし、布帛に極細糸を使用すると生産工程中に糸切れが発生しやすく、生産効率が悪くなるという問題や、糸使用量が多くなるため高コストになるという問題がある。
【0004】
また、特許文献2には伸縮性生地に合成樹脂をコーティングし、防風性、保温性、耐久性を兼ね備えた布帛が開示されている。この発明は主に身体に密着する衣服を対象とする布帛のため、伸縮性は優れていても、擦れ音の発生についての問題は考慮されていない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−10267号公報
【特許文献2】特許第2991615号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記の従来の問題点を解決し、衣料分野で好適に使用される防風性を有する布帛において着用時などに発生する布帛同士の擦れ音が少ない防風性布帛を提供することを目的とする。
【課題を解決するための手段】
【0007】
すなわち、本発明は、以下に示す防風性布帛を提供する。
1) 繊維布帛の少なくとも片面に微多孔質膜が積層されてなる防風性布帛であって、
防風性布帛のJIS L−1096 A法(フラジール形法)による通気度が1〜30cc/cm2・secであり、
防風性布帛表面の空孔率が0.1〜30%であり、
防風性布帛同士の擦れ音が、周波数が4000Hzにおいて35dB以下、8000Hzにおいて30dB以下であることを特徴とする、
防風性布帛。
【0008】
2)微多孔質膜がポリウレタン樹脂またはアクリル樹脂からなることを特徴とする、1)に記載の防風性布帛。
【発明の効果】
【0009】
本発明によれば、衣料分野で好適に使用される防風性を有する布帛において着用時などに発生する布帛同士の擦れ音が少ない防風性布帛を提供することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施例1に係る防風性布帛の表面を、50倍に拡大して撮影した電子顕微鏡写真である。
【図2】本発明の比較例1に係る布帛の表面を、50倍に拡大して撮影した電子顕微鏡写真である。
【発明を実施するための形態】
【0011】
本発明を反映した上記課題解決手段を実施するための実施形態について、以下に詳細に説明する。
【0012】
本発明の防風性布帛は、繊維布帛と該繊維布帛の片面に積層された微多孔質膜とからなるものである。
1.防風性布帛
(1)繊維布帛
本発明に用いられる繊維布帛の形態としては、例えば、織物、編物、不織布などを挙げることができる。また、繊維素材としては、例えば、綿、麻、羊毛、絹等の天然繊維、レーヨン、キュプラ等の再生繊維、アセテート、トリアセテート等の半合成繊維、ポリアミド(ナイロン6、ナイロン66等)、ポリエステル(ポリエチレンテレフタレート、ポリトリメチレンテレフタレート等)、ポリウレタン、ポリアクリル等の合成繊維などを挙げることができ、これらが2種以上組み合わされていてもよい。なかでも、繊維物性全般に優れた合成繊維からなる布帛が好ましく、特にポリアミド繊維またはポリエステル繊維からなる布帛が好ましい。さらに、分散染料の微多孔質膜への移行昇華を防ぐため、ポリエステル繊維はカチオン可染ポリエステル繊維であることが好ましい。
【0013】
繊維布帛には、必要に応じて、染色をはじめ、撥水加工、帯電防止加工、難燃加工、カレンダー加工などが施されていてもよい。
なかでも、撥水加工を施すことにより、防水性を付与することができるとともに、微多孔質膜を積層する場合にあっては、合成樹脂液が繊維布帛内部に深く浸透するのを抑制し、風合いが硬くなるのを防止することができるため好ましい。このとき用いられる撥水剤としては、パラフィン系撥水剤、シリコーン系撥水剤、フッ素系撥水剤などを挙げることができる。なかでも、高い撥水性を付与することができるという点で、フッ素系撥水剤が好ましい。撥水加工は、パディング法、スプレー法などの常法に従い施すことができる。
【0014】
上記繊維布帛の厚みは特に限定されないが、200〜600μmであることが好ましい。
【0015】
(2)微多孔質膜
本発明において、微多孔質膜はポリウレタン樹脂またはアクリル樹脂を原料として形成される。微多孔質膜を形成するには種々の方法があり、方法によっては(例えば、発泡剤を用いる方法など)ポリウレタン樹脂またはアクリル樹脂以外の使用も可能であるが、本発明においては、湿式法または選択蒸発法(後述する)が好ましく採用される。これらの方法が適用可能な樹脂となると、専らポリウレタン樹脂またはアクリル樹脂が好ましく用いられる。
【0016】
微多孔質膜は、その物性に影響を及ぼさない範囲内で、ポリウレタン樹脂、アクリル樹脂以外の成分を含んでいてもよい。このような任意成分としては、例えば、着色用の顔料、透湿性の向上や表面のタッチを改善する目的で添加される無機/有機微粒子、皮膜強度を向上させる架橋剤、湿式成膜助剤である界面活性剤などを挙げることができる。
【0017】
微多孔質膜の厚みは5〜200μmであることが好ましい。厚みが5μm未満であると、微多孔質膜の耐摩耗性や防風性が不十分となるおそれがある。厚みが200μmをこえると、風合いや衣服とした際の着心地が悪くなったりするおそれがある。繊維布帛の表面には凹凸が存在するため、合成樹脂液を直接塗布する場合、得られる微多孔質膜の厚みは部分的に異なる。また、後述する防風性布帛の製造方法の違い(湿式法、選択蒸発法)によっても得られる微多孔質膜の厚みは異なるが、凡そ5〜200μmの範囲内であればよい。
【0018】
微多孔質膜表面には微細な孔が存在し、その孔径は特に限定されないが、0.5〜300μmであることが好ましい。
【0019】
(3)防風性布帛
本発明の防風性布帛の通気性は、JIS L−1096 A法(フラジール形法)による通気度が1〜30cc/cm2・secであることが求められる。通気度が1cc/cm2・sec未満であると、衣服として着用した際に蒸れ感を覚え、快適性が損なわれるおそれがあり、30cc/cm2・secをこえると、十分な防風性が得られない。
【0020】
本発明の防風性布帛同士の擦れ音は、後述する測定方法において、周波数が4000Hzのとき35dB以下、8000Hzのとき30dB以下であることが求められる。周波数が上限値をこえると、擦れ音が不快に感じられる。
【0021】
なお、dB(デシベル)は音圧レベルの単位であり、音の大きさを表す量として用いられている。「音」は空気中を伝わる疎密の波であり、「音圧」は疎密の波の圧力変化の大きさを表したものであり、「音圧レベル」とは、測定点の音圧の基準値に対する比を対数で表したものである。可聴域(ヒトが音として認識することができる周波数帯域で、個人差があるが20Hz〜20000Hz程度)にある音は同じ周波数であれば、音圧が大きいほど大きな音として認識される。周波数とは1秒間に繰り返される振動数を表し、Hz(ヘルツ)という単位で表す。音は周波数が高いほど高い音、周波数が低いほど低い音として認識される。ヒトが最もよく認識できる周波数帯域は700〜12000Hzとされ、その中でも耳障りな不快音は4000〜8000Hzの周波数帯域とされている。ガラスに爪を立てた時に出るキーという不快音の周波数もこの周波数帯域にある。
【0022】
本発明の防風性布帛の表面の空孔率は、後述する測定方法において、0.1〜30%であることが求められる。空孔率が0.1%未満であると、耳障りな擦れ音が発生し、空孔率が30%を越えると通気度が高く、防風性布帛とは言い難くなる。擦れ音が低減する理由について、その原理は明確ではないが、例えば、太鼓の膜が破れると音が鳴らない(音波が伝わらない)のと同様に、微多孔質膜表面に微細な孔が存在すると膜が十分に振動せずに音波が伝わりにくくなり、音として感じられにくくなることが考えられる。また、微多孔質膜表面の微細な孔によって、音波が散乱、屈折されることにより減衰して、擦れ音が低減されることも考えられる。
【0023】
本発明の防風性布帛の透湿性は、JIS L−1099(塩化カルシウム法 A−1法)による透湿度が5000g/m2・24h以上であることが好ましい。透湿度が5000g/m2・24h未満であると、衣服として着用した際に蒸れ感を覚え、快適性が損なわれるおそれがある。
【0024】
2.防風性布帛の製造方法
繊維布帛に微多孔質膜を積層する方法として、(1)自己乳化型ポリウレタン樹脂水溶液と水易溶性ポリウレタン樹脂水溶液からなる合成樹脂液を、繊維布帛に塗布した後乾燥させ、該合成樹脂液を塗布した繊維布帛を水中に浸漬する方法(湿式法とよぶ)(2)有機溶剤系のポリウレタン樹脂またはアクリル樹脂を有機溶剤に溶解させ、さらに水を加えて均一化させてなる合成樹脂液を、繊維布帛に塗布した後、水の蒸発を妨げながら有機溶剤を選択的に蒸発させるために温度条件を段階的に変化させて凝固させる方法(選択蒸発法とよぶ)、を挙げることができる。なかでも、孔の形状を制御し易いという点で選択蒸発法がより好ましい。
【0025】
(1)湿式法
湿式法は、自己乳化型ポリウレタン樹脂水溶液と水易溶性ポリウレタン樹脂水溶液からなる合成樹脂液を、繊維布帛の片面に塗布した後乾燥させ、次いで、該合成樹脂液を塗布した繊維布帛を水中に浸漬させ、合成樹脂液に含まれる水易溶性ポリウレタン樹脂を水中に溶出させることで、多数の微細孔を有する皮膜を形成する方法である。ここで、自己乳化型ポリウレタン樹脂とはポリウレタン分子構造内に親水性部分を含有し、ポリウレタン水分散液の状態において界面活性剤を含有しなくともポリウレタン単独で水中に分散した状態を保つことができるものである。水易溶性ポリウレタン樹脂とは、エチレンオキサイドを含むアルキレンオキサイドを付加した水溶性ポリオキシアルキレン化合物とポリイソシアネートから誘導されるポリウレタン樹脂である。
【0026】
湿式法において用いられる合成樹脂液は、自己乳化型ポリウレタン樹脂水溶液と水易溶性ポリウレタン樹脂水溶液からなる合成樹脂液であり、自己乳化型ポリウレタン樹脂を、全液量に対し固形分で好ましくは10〜35重量%、より好ましくは15〜30重量%、水易溶性ポリウレタン樹脂を、固形分で好ましくは5〜25重量%、より好ましくは10〜20重量%の濃度となるように配合したものであり、自己乳化型ポリウレタン樹脂と水易溶性ポリウレタン樹脂の濃度が上記範囲内となるように適宜水等を加えて濃度の調整を行っても構わない。自己乳化型ポリウレタン樹脂の濃度が35重量%をこえたとき、または、水易溶性ポリウレタン樹脂の濃度が5重量%未満であるとき、微多孔質膜表面の空孔率が減少して擦れ音が発生しやすくなる。自己乳化型ポリウレタン樹脂の濃度が10重量%未満であるとき、または、水易溶性ポリウレタン樹脂の濃度が25重量%をこえるとき、擦れ音は低下するが微多孔質膜表面の空孔率が増加し、孔のサイズも大きくなるため、防風性が損なわれるおそれがある。
【0027】
このとき、合成樹脂液の粘度は、5000〜15000cpsであることが好ましく、7000〜10000cpsであることがより好ましい。粘度が5000cps未満であると、合成樹脂液が繊維布帛内部に深く浸透して風合いが硬くなったり、合成樹脂液が繊維布帛の他方の面にまで漏れ出したりするおそれがある。粘度が15000cpsをこえると、塗布時にスジや気泡が発生し易く、樹脂皮膜の形成が困難となり、十分な防風性が得られないおそれがある。
【0028】
かかる合成樹脂液を繊維布帛の片面に塗布する方法としては、ナイフコーティングが好ましく採用される。より具体的には、フローティングナイフコーティング、ロールオンナイフコーティングなどを挙げることができる。
【0029】
合成樹脂液の塗布量は、乾燥重量として、20〜35g/m2であることが好ましく、25〜30g/m2であることがより好ましい。塗布量をこの範囲に設定することにより、湿式法においては、好ましくは5〜30μm、より好ましくは10〜25μmの厚みを有する微多孔質膜となる。
【0030】
ここで、合成樹脂液の塗布量は、合成樹脂液中の樹脂濃度、塗布時の厚みにより調整することができる。ただし、塗布時の厚みが大きすぎると、気泡など品位面での不具合が生じる虞があり、さらには乾燥に多大な熱量が必要となり、エネルギー効率の面でも好ましくない。逆に、塗布時の厚みが小さすぎると、繊維布帛表面の凹凸の影響を受け易くなり、均一性に優れた微多孔質膜を安定して形成することが困難となるおそれがある。
【0031】
次いで、合成樹脂液を塗布した繊維布帛を120℃で2〜4分間乾燥させ、水中に浸漬する。この過程で、合成樹脂液に含まれる水易溶性ポリウレタン樹脂が水中に溶出し、多数の微細孔を有する皮膜が形成される。
【0032】
布帛を浸漬させる水の温度は、40〜60℃であることが好ましい。温度が40℃未満であると水易溶性ポリウレタン樹脂が十分に溶出しないおそれがあり、60℃をこえると皮膜強度が低下するおそれがある。
【0033】
浸漬時間は、10〜20分間であることが好ましい。浸漬時間が10分間未満であると、水易溶性ポリウレタン樹脂が十分に溶出しないおそれがあり、浸漬時間が20分間をこえると、生産性が低下するおそれがある。
【0034】
次いで、マングルで絞り、100℃で3〜4分間熱処理して乾燥する。かくして、繊維布帛と微多孔質膜との積層体を得ることができる。
【0035】
(2)選択蒸発法
選択蒸発法は、以下の通りである。
ポリウレタン樹脂またはアクリル樹脂を、水と比較して小さい蒸発熱を有する有機溶剤に添加し、さらに水を加えて均一化させてなる合成樹脂液を、繊維布帛に塗布する。塗布方法は、(1)湿式法の場合と同様である。次いで、一次乾燥温度にて合成樹脂液を塗布した繊維布帛を熱処理して、水と比較して小さい蒸発熱を有する有機溶剤を優先的に蒸発させる。ここで蒸発熱とは、一定量の物質を気体に変化させるために必要な熱量のことであり、単位はkcal/molで表される。蒸発熱の小さい物質は、少ない熱量で蒸発するということになり、「蒸発しやすい」といえる。例えば1atmにおいて、水は40.66kcal/mol、トルエンは33.5kcal/mol、メチルエチルケトンは7.64kcal/molであり、メチルエチルケトン、トルエン、水の順に蒸発しやすいといえる。上記の理由により、水よりも先に有機溶剤が蒸発することで布帛上の合成樹脂液がゲル化し、次の二次乾燥温度にて合成樹脂液が乾燥、固化し、合成樹脂液中に残存する水を蒸発させることにより水が存在していた場所が孔となるのである。
【0036】
一次乾燥温度の熱処理温度は、70〜90℃であることが好ましい。これは水と比較して小さい蒸発熱を有する有機溶剤のみを蒸発させ、水を合成樹脂液中に残留させる目的がある。次に、二次乾燥温度で熱処理温度を100〜120℃に上げ、水を完全に蒸発させる。熱処理時間は、それぞれ1〜3分間であることが好ましい。乾燥温度を初めから高温にして水と有機溶剤の両方を同時に蒸発させてしまうと微多孔質膜の孔の形成が不十分になるおそれがあるため、上記のように温度条件を段階的に変化させて乾燥を行う。乾燥機内の開始部を一次乾燥温度に設定し、終了部を二次乾燥温度に設定するなどして、一つの乾燥工程において段階的に変化させる方法を用いてもよく、二つ以上の乾燥工程に分けるなどする方法を用いてもよい。
かくして、繊維布帛と微多孔質膜との積層体を得ることができる。
【0037】
選択蒸発法において用いられる有機溶剤としては、例えば、トルエン、ベンゼン、ヘキサン、イソプロピルアルコール、エチルアルコール、N,N−ジメチルホルムアミド、ジメチルスルホキシド、メチルエチルケトン、酢酸エチルなどを挙げることができる。これらは1種単独で、または2種以上組み合わせて用いることができる。これら有機溶剤は、使用する樹脂との相溶性、加工時の乾燥性、あるいは安全性や経済性の点から適宜選択すればよい。
【0038】
(2a)ポリウレタン樹脂を用いる方法
選択蒸発法のうち、ポリウレタン樹脂を用いる方法において、用いられる合成樹脂液は、ポリウレタン樹脂液に有機溶剤を加え、全液量に対してポリウレタン樹脂の固形分量が好ましくは5〜25重量%、より好ましくは10〜20重量%の濃度となるように添加し、さらに水を加えて均一化させてなるものである。濃度が5重量%未満であると樹脂皮膜の形成が困難となり、十分な防風性が得られないおそれがある。25重量%をこえると乾燥後の樹脂皮膜が厚くなり、風合いが堅くなったり、コストアップしたりするおそれがある。
【0039】
合成樹脂液に含まれる水の量は、16〜29重量%であることが好ましい。水の量が16重量%未満であると、微多孔質膜表面の空孔率が減少して擦れ音が発生しやすくなり、29重量%をこえると、擦れ音は低下するが微多孔質膜表面の空孔率が増加し、孔のサイズも大きくなるため、防風性が損なわれるおそれがある。
【0040】
このとき、合成樹脂液の粘度は、3000〜8000cpsであることが好ましく、4000〜6000cpsであることがより好ましい。粘度が3000cps未満であると、合成樹脂液が繊維布帛内部に深く浸透して風合いが硬くなったり、合成樹脂液が繊維布帛の他方の面にまで漏れ出したりするおそれがある。粘度が8000cpsをこえると、塗布時にスジや気泡が発生し易く、樹脂皮膜の形成が困難となり、十分な防風性が得られないおそれがある。
【0041】
合成樹脂液の塗布量は、乾燥重量として、10〜40g/m2であることが好ましく、20〜30g/m2であることがより好ましい。塗布量をこの範囲に設定することにより、ポリウレタン樹脂を用いる選択蒸発法においては、好ましくは50〜200μm、より好ましくは80〜150μmの厚みを有する微多孔質膜となる。
【0042】
(2b)アクリル樹脂を用いる方法
選択蒸発法のうち、アクリル樹脂を用いる方法において、用いられる合成樹脂液は、アクリル樹脂液に有機溶剤を加え、全液量に対してアクリル樹脂の固形分量が好ましくは5〜20重量%、より好ましくは9〜18重量%の濃度で溶解させ、さらに水を加えて均一化させてなるものである。濃度が5重量%未満であると、樹脂皮膜の形成が困難となり、十分な防風性が得られないおそれがある。20重量%をこえると乾燥後の樹脂皮膜が厚くなり、風合いが堅くなったり、コストアップしたりするおそれがある。
【0043】
合成樹脂液に含まれる水の量は、3〜40重量%であることが好ましい。水の量が3重量%未満であると、微多孔質膜表面の空孔率が減少して擦れ音が発生しやすくなり、40重量%をこえると、擦れ音は低下するが微多孔質膜表面の空孔率が増加し、孔のサイズも大きくなるため、防風性が損なわれるおそれがある。
【0044】
このとき、合成樹脂液の粘度は、8000〜25000cpsであることが好ましく、10000〜20000cpsであることがより好ましい。粘度が8000cps未満であると、合成樹脂液が繊維布帛内部に深く浸透して風合いが硬くなったり、合成樹脂液が繊維布帛の他方の面にまで漏れ出したりするおそれがある。粘度が25000cpsをこえると、塗布時にスジや気泡が発生し易く、樹脂皮膜の形成が困難となり、十分な防風性が得られないおそれがある。
【0045】
合成樹脂液の塗布量は、乾燥重量として10〜30g/m2であることが好ましく、15〜25g/m2であることがより好ましい。塗布量をこの範囲に設定することにより、アクリル樹脂を用いる選択蒸発法においては、好ましくは5〜25μm、より好ましくは8〜20μmの厚みを有する微多孔質膜となる。
【実施例】
【0046】
以下、実施例により本発明をさらに詳しく説明するが、本発明は以下の実施例に限定されるものではない。物性値の測定、防風性布帛の評価は以下の方法に従った。
【0047】
(1)通気度
JIS L−1096 A法(フラジール形法)に従った。
【0048】
(2)空孔率
作成した試料を、走査型電子顕微鏡(SEM)を使用して、倍率50倍に拡大して観察し、任意の1mm2の範囲において、走査型電子顕微鏡(SEM)の計測ソフト(PCI)を使い試料表面の孔の大きさと数を計測して、以下式により空孔率を算出した。孔は完全な円形ではないため、全て楕円であると仮定して、楕円の長径をAμm、短径をBμmとすると、
楕円の面積=3.14×A×B
であるため、孔の数をN個とすると、
空孔率(%)=3.14×(A1×B1+A2×B2+A3×B3+・・・AN×BN)×(10−3)2×100
【0049】
(3)計測機器による擦れ音の測定
作成した試料から20cm×20cmのサイズを1枚裁断し、両手を使って微多孔質膜面同士を軽く擦り合わせ、その際に発生する擦れ音を測定する。擦れ音の測定は音響振動計測システム−松下インターテクノ製 MIT3560D、マイクにブリュエル・ケア製自由音場型マイクロフォン「型番4189」を使用し、マイクとの距離を30cmに保ち測定する。解析ソフトとしてブリュエル・ケア製「PULSE」を用いて行った。周波数4000Hzにおける音量(dB)と8000Hzにおける音量(dB)をそれぞれ3回測定し、その平均をそれぞれ算出して擦れ音とした。
【0050】
(4)擦れ音の官能評価
試料を擦り合わせたときに発生する音について、音鳴りと耳障り感の評価を以下の基準に従って評価した。
◎:音鳴りが無く耳障りを全く感じない。
○:音鳴り小さく耳障りに感じない。
×:音鳴りが耳障りに感じる。
【0051】
(5)透湿度
JIS L−1099 A−1法(塩化カルシウム法)に従った。
【0052】
(6)風合い
試料の風合いについて、以下の基準に従って評価した。
◎:非常に柔らかい。
○:柔らかい。
×:堅くざらつく。
【0053】
[実施例1]
56dtex/72フィラメントのナイロンウーリー加工フィラメント糸を用いて、ツイル組織の織物を製織し、常法により精練、染色を行った。
【0054】
次いで、上記で作成した織物を処方1に示すフッ素系撥水剤水溶液に浸漬し、マングルにて絞り(絞り率:60重量%)、120℃で60秒間乾燥した後、170℃で60秒間熱処理して撥水加工を行った。
【0055】
<処方1>
1)商品名「アサヒガードAG−7000」;3重量部
(フッ素系撥水剤、旭硝子株式会社製)
2)水;97重量部
【0056】
次いで、処方2に示すポリウレタン合成樹脂液を、ナイフコータを用いて、塗布量が乾燥重量:25g/m2となるように前記織物に塗布した後、120℃で3分間熱処理し、その後50℃の温水中に10分間浸漬し、マングルにて絞り、100℃で3分間熱処理して乾燥した。
かくして、微多孔質膜が15μmの実施例1の防風性布帛を得た。
【0057】
<処方2>
1)商品名「バインダーCB−501」;50重量部
(ポリエステル系ポリウレタン樹脂を42重量%含む水溶液、林化学工業株式会社製)
2)商品名「パラミリオンAF−36」;50重量部
(ポリエーテル系ポリウレタン樹脂を34重量%含む水溶液、大原パラヂウム化学株式会社製)
3)商品名「NBP211」;4重量部
(ブロックイソシアネート架橋剤、明成化学工業株式会社製)
合成樹脂液の粘度は、7000cps(B型粘度計)であった。
【0058】
[実施例2]
56dtex/24フィラメントのカチオン可染ポリエステル糸を用いて、スムース組織の編物を製編し、常法により精練、染色を行った。
【0059】
次いで、上記で作成した編物を実施例1と同様にして撥水加工を行った後、処方3に示すポリウレタン合成樹脂液を、ナイフコータを用いて塗布し、乾燥工程で開始部の乾燥温度(一次乾燥温度)を90℃、終了部の乾燥温度(二次乾燥温度)を120℃でそれぞれ2分間ずつ乾燥させ、乾燥重量30g/m2の皮膜を形成した。
かくして、微多孔質膜が150μmの実施例2の防風性布帛を得た。
【0060】
<処方3>
(処方3−1)
1)商品名「クリスボンPX−550」;32重量部
(ポリエーテル系ポリウレタン樹脂を33重量%含む(メチルエチルケトン/水=95/5)溶液、DIC株式会社製)
2)商品名「ゾルテックスアシスターEA−7」;0.48重量部
(成膜剤、DIC株式会社製)
3)商品名「クリスボンアシスターSD−27M」;0.32重量部
(撥水剤、DIC株式会社製)
4)トルエン;10.7重量部
5)メチルエチルケトン;5.3重量部
(処方3−2)
6)水;14.4重量部
7)メチルエチルケトン;1.6重量部
処方3−1を混合した後、処方3−2を混合した溶媒を数回に分けて加え、処方3の合成樹脂液とした。
合成樹脂液の粘度は、4000cps(B型粘度計)であった。
【0061】
[実施例3]
33dtex/10フィラメントの66ナイロン糸を用いて、40ゲージのスムース組織の編物を製編し、常法により精練、染色を行った。
【0062】
次いで、上記で作成した編物を実施例1と同様にして撥水加工を行った後、処方4に示すアクリル合成樹脂液を、ナイフコータを用いて塗布し、乾燥工程で開始部の乾燥温度(一次乾燥温度)を90℃、終了部の乾燥温度(二次乾燥温度)を120℃でそれぞれ2分間ずつ乾燥させ、乾燥重量24g/m2の皮膜を形成した。
かくして、微多孔質膜が13μmの実施例3の防風性布帛を得た。
【0063】
<処方4>
1)商品名「トアアクロンXE−3491A」;100重量部
(アクリル樹脂を20重量%含むトルエン溶液、株式会社トウペ製)
2)商品名「コロネートHX」;2重量部
(イソシアネート系架橋剤、日本ポリウレタン工業株式会社製)
3)トルエン;50重量部
4)水;50重量部
合成樹脂液の粘度は、20000cps(B型粘度計)であった。
【0064】
[比較例1]
実施例1で染色までを行った織物に、実施例1と同様にして撥水加工を行った後、処方5に示す処方の合成樹脂液を実施例1と同様にして塗布、成膜して乾燥重量18g/m2の皮膜を形成した。
かくして、微多孔質膜が10μmの比較例1の防風性布帛を得た。
【0065】
<処方5>
1)商品名「バインダーCB−501」;15重量部
(ポリエステル系ポリウレタン樹脂を42重量%含む水溶液、林化学工業株式会社製)
2)商品名「パラミリオンAF−36」;85重量部
(ポリエーテル系ポリウレタン樹脂を34重量%含む水溶液、大原パラヂウム化学株式会社製)
3)商品名「NBP211」;4重量部
(ブロックイソシアネート架橋剤、明成化学工業株式会社製)
合成樹脂液の粘度は、7000cps(B型粘度計)であった。
【0066】
[比較例2]
実施例3で染色までを行った編物に、実施例1と同様にして撥水加工を行った後、処方6に示す処方の合成樹脂液を実施例3と同様にして塗布、成膜して、乾燥重量25g/m2の皮膜を形成した。
かくして、微多孔質膜が15μmの比較例2の防風性布帛を得た。
【0067】
<処方6>
1)商品名「トアアクロンXE−3491A」;100重量部
(アクリル樹脂を20重量%含むトルエン溶液、株式会社トウペ製)
2)商品名「コロネートHX」;2重量部
(ポリイソシアネート架橋剤、日本ポリウレタン工業株式会社製)
3)トルエン;15重量部
合成樹脂液の粘度は、14000cps(B型粘度計)であった。
【0068】
[評価]
実施例1〜3および比較例1、2で得た防風性布帛について評価した結果を表1に示す。
【0069】
また、実施例1、比較例1に係る防風性布帛の表面を50倍に拡大して撮影した電子顕微鏡写真を、各々図1、図2に示した。
【0070】
実施例1〜3の防風性布帛はいずれも十分な防風性を備えるとともに、不快な擦れ音が軽減されたものであった。
【0071】
一方、比較例1の布帛は、防風性能は満たしているが、風合いが堅く、擦れ音に関しても条件を満たしていないものであった。
【0072】
比較例2の布帛は、擦れ音、風合いは条件を満たしているが、防風性能を満たさないものであった。
【0073】
【表1】
【特許請求の範囲】
【請求項1】
繊維布帛の少なくとも片面に微多孔質膜が積層されてなる防風性布帛であって、
防風性布帛のJIS L−1096 A法(フラジール形法)による通気度が1〜30cc/cm2・secであり、
防風性布帛表面の空孔率が0.1〜30%であり、
防風性布帛同士の擦れ音が、周波数が4000Hzにおいて35dB以下、8000Hzにおいて30dB以下であることを特徴とする、
防風性布帛。
【請求項2】
微多孔質膜がポリウレタン樹脂またはアクリル樹脂からなることを特徴とする、請求項1に記載の防風性布帛。
【請求項1】
繊維布帛の少なくとも片面に微多孔質膜が積層されてなる防風性布帛であって、
防風性布帛のJIS L−1096 A法(フラジール形法)による通気度が1〜30cc/cm2・secであり、
防風性布帛表面の空孔率が0.1〜30%であり、
防風性布帛同士の擦れ音が、周波数が4000Hzにおいて35dB以下、8000Hzにおいて30dB以下であることを特徴とする、
防風性布帛。
【請求項2】
微多孔質膜がポリウレタン樹脂またはアクリル樹脂からなることを特徴とする、請求項1に記載の防風性布帛。
【図1】

【図2】

【図2】
【公開番号】特開2011−252243(P2011−252243A)
【公開日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願番号】特願2010−125455(P2010−125455)
【出願日】平成22年6月1日(2010.6.1)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
【公開日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願日】平成22年6月1日(2010.6.1)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
[ Back to top ]