
支持装置及びその製造方法
【課題】支持する半導体ウエハWF等の板状部材に凹凸が生じたり、支持不良になることを防止できるようにすること。
【解決手段】支持装置10は、吸引孔20が設けられた吸引面11を備えて半導体ウエハWFを支持可能な支持テーブル12と、吸引面11と半導体ウエハWFとの間に配置されるとともに、面内に貫通孔13Aを有する多孔板13とを備えて構成されている。支持テーブル12は、多孔板13を吸引面11側に接着するために形成される内側第1凹溝17及び外側第1凹溝18を備えている。各第1凹溝17、18は、接着剤ADを貯留する貯留部31と、この貯留部31から溢れ出た接着剤ADを受容可能な受け部30とを備えている。
【解決手段】支持装置10は、吸引孔20が設けられた吸引面11を備えて半導体ウエハWFを支持可能な支持テーブル12と、吸引面11と半導体ウエハWFとの間に配置されるとともに、面内に貫通孔13Aを有する多孔板13とを備えて構成されている。支持テーブル12は、多孔板13を吸引面11側に接着するために形成される内側第1凹溝17及び外側第1凹溝18を備えている。各第1凹溝17、18は、接着剤ADを貯留する貯留部31と、この貯留部31から溢れ出た接着剤ADを受容可能な受け部30とを備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、支持装置及びその製造方法に係り、更に詳しくは、板状部材を吸着して支持することができる支持装置及びその製造方法に関する。
【背景技術】
【0002】
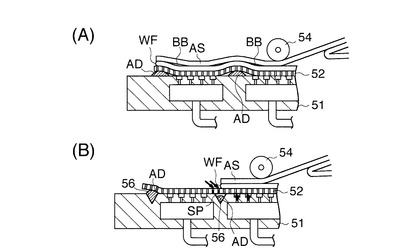
従来より、半導体ウエハ(以下、単に「ウエハ」と称する場合がある)等の板状部材に接着シートを貼付するシート貼付装置が広く利用されるに至っている。かかるシート貼付装置としては、板状部材における接着シートが貼付される面の反対側の面を吸着して支持する支持装置を用いたものが知られており、当該支持装置としては、特許文献1に開示されたものが例示できる。特許文献1の支持装置は、吸着テーブルと、この吸着テーブルの上面上に設置され、複数の貫通孔を有する多孔板とを備えている。ここで、図5(A)に示されるように、支持テーブル51上に多孔板52を設置するため、これらを接着剤ADにより接着する場合がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−193315号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、図5(A)のように接着する場合、接着剤ADを塗布した箇所において多孔板52が部分的に盛り上がり、当該多孔板52における板状部材WFの載置面(図中上面)に凹凸が形成されてしまう。この結果、多孔板52上で吸着した板状部材WFにも多孔板52に倣って凹凸が形成され、例えば、多孔板52上で支持した板状部材WFに接着シートASを貼付したときに、それらの間に気泡BBが発生したり、板状部材WFに形成された凹凸の上を押圧ローラ54が通過するときに、当該板状部材WFに局所的な押圧力が加わり、当該板状部材WFが損傷したりする、という不都合を招来する。また、多孔板52上で支持した板状部材WFに研削や研磨等の処理を施した場合、厚みに不均等が生じたりする、という不都合もある。
【0005】
前記不都合を解消するため、支持テーブル51上面にV状または凹状の溝56を形成し、当該溝56内に接着剤ADを貯留して多孔板52を接着することが考えられる。ところが、この場合にあっても、図5(B)に示すように、接着剤ADの量が多いと、多孔板52が部分的に盛り上がって、前述と同様の不都合を招来することとなる。また、接着剤ADの量が少ないと、多孔板52を接着することができないばかりではなく、少ないなりに一部の接着剤ADによって接着できたとしても、当該接着剤ADと多孔板52下面との間に隙間SPができてしまい、当該隙間SPを通じ、板状部材WFを吸着するためのエアが漏れてしまい、板状部材WFの支持不良が発生する、という不都合を生じる。
【0006】
[発明の目的]
本発明の目的は、支持する板状部材に凹凸が生じたり、板状部材が支持不良になることを防止することができる支持装置及びその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
前記目的を達成するため、本発明は、吸引孔が設けられた吸引面を備えて板状部材を支持可能な支持テーブルと、前記吸引面と板状部材との間に配置されるとともに、面内に貫通孔を有する多孔板とを備えた支持装置において、
前記支持テーブルは、前記多孔板を前記吸引面側に接着するために形成された第1凹溝を備え、当該第1凹溝は、前記接着に用いられる接着剤を貯留する貯留部と、この貯留部から溢れ出た接着剤を受容可能な受け部とを備える、という構成を採っている。
【0008】
本発明において、前記貯留部には、第2凹溝が形成される、という構成を採ってもよい。
【0009】
また、前記第1凹溝は、平面視閉ループ状に形成されているとともに、貯留した接着剤で第1凹溝の内外を隔てる隔壁部を形成可能に設けられる、という構成も好ましくは採用される。
【0010】
また、前記多孔板は、弾性部材により構成することが好ましい。
【0011】
更に、前記多孔板の前記吸引面側に位置する面には、粗面処理が施されるとよい。
【0012】
また、請求項1ないし4の何れかに記載の支持装置の製造方法であって、
前記支持テーブルの前記第1凹溝に接着剤を貯留した後、前記吸引面上に前記多孔板を配置し、前記貯留部から溢れ出た接着剤を前記受け部で受容しながら前記吸引面側に前記多孔板を接着する、という方法を採っている。
【発明の効果】
【0013】
本発明によれば、板状部材を吸着するためのエア漏れを防止すべく、貯留部に多めの量の接着剤を貯留したとしても、吸引面上に多孔板を載置したときに、接着剤は受け部方向に流れ出るようになる。これにより、接着剤を貯留した部分が吸引面から盛り上がることを防止でき、吸着面側に接着される多孔板、延いては、多孔板上で支持される板状部材を平滑にすることが可能となる。その上、従来のようなエア漏れによって板状部材の支持不良が発生することを確実に防止でき、板状部材と当該板状部材に貼付される接着シートとの間に気泡が発生じたり、押圧ローラの押圧力で板状部材を損傷させたり、板状部材を研削や研磨したときに厚みに不均等が生じたりする、という不都合を防ぐことが可能となる。
【0014】
また、貯留部に第2凹溝を形成した場合、貯留部内に接着剤を貯留した後、多孔板を接着する前に、接着剤が貯留部外へ流れることを抑制することができる。
【0015】
更に、貯留した接着剤で第1凹溝の内外を区画する隔壁部を形成した場合、当該隔壁部を介して第1凹溝の内側を減圧でき、確実に板状部材を支持することができる。
【0016】
また、多孔板を弾性部材により構成したので、多孔板に板状部材を配置するときに、それらが当接する際の衝撃を緩和することができる。
【0017】
更に、多孔板の吸着面側の面に粗面処理を施したので、接着剤の多孔板に対する接着力向上並びに、多孔板の各貫通孔それぞれに確実に吸引力を付与することができる。
【図面の簡単な説明】
【0018】
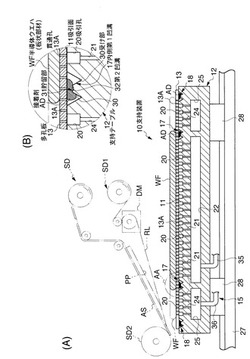
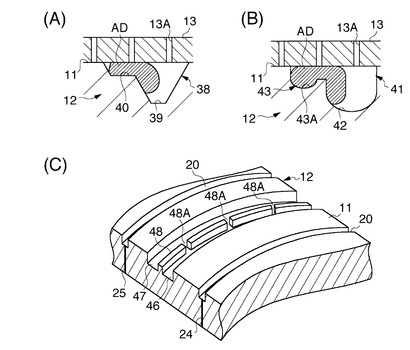
【図1】(A)は実施形態に係る支持装置の概略正面断面図、(B)は(A)のAA部拡大図。
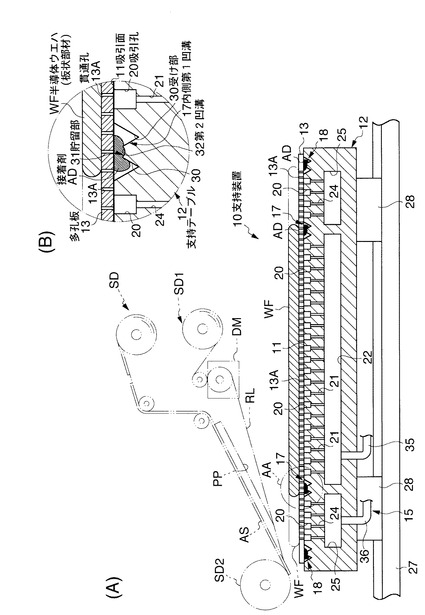
【図2】支持装置の部分概略平面図。
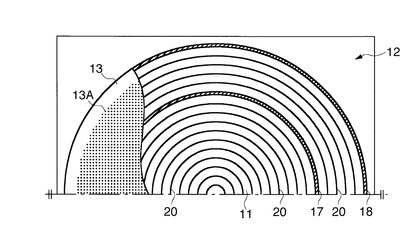
【図3】(A)、(B)は、多孔板を支持テーブルに接着する手順説明図。
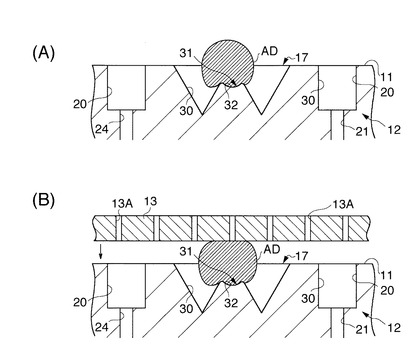
【図4】(A)〜(C)は、変形例に係る第1凹溝の説明図。
【図5】(A)及び(B)は、従来例に係る支持装置の説明図。
【発明を実施するための形態】
【0019】
以下、本発明の実施の形態について図面を参照しながら説明する。
なお、本明細書において、特に明示しない限り、「上」、「下」、「左」、「右」は、図1を基準として用いる。
【0020】
図1、2において、支持装置10は、吸引面11を上面に備えて板状部材としてのウエハWFを支持可能な支持テーブル12と、この支持テーブル12で支持するウエハWFと吸引面11との間に配置される多孔板13と、支持テーブル12上のウエハWFを吸引するための吸引手段15とを備えて構成されている。
【0021】
支持装置10は、図1中二点鎖線で示す位置に設けられるシート貼付装置SDの下方に設けられる。このシート貼付装置SDは、剥離シートRLを駆動機器としての回動モータDMによって引っ張って繰り出し、この繰り出しの途中で剥離シートRLを剥離板PPで折り返して当該剥離シートRLに所定間隔毎に仮着された接着シートASを1枚ずつ剥離して供給可能な供給手段SD1と、この供給手段SD1から供給された接着シートASを押圧してウエハWFの上面に貼付する押圧ローラSD2とを備えて構成されている。
【0022】
前記支持テーブル12の吸引面11には、当該吸引面11の中心側に設けられた第1凹溝としての内側第1凹溝17及び、第1凹溝17の外側に設けられた第1凹溝としての外側第1凹溝18が形成されている。これら内側、外側第1凹溝17、18は、図2に示されるように、平面視閉ループ状となる同心円形状に形成されている。本実施形態では、内側、外側第1凹溝17、18の径寸法は、例えば、8、12インチサイズのウエハWFの径寸法に対応している。吸引面11における内側、外側第1凹溝17、18の内方には、複数の吸引孔20が設けられ、当該吸引孔20は、内側、外側第1凹溝17、18と同心円形状をなす環状の凹溝により形成されている。内側第1凹溝17の内部に位置する吸引孔20は、それぞれ穴21を介して内側チャンバ22に連通している。一方、内側第1凹溝17と外側第1凹溝18との間に位置する吸引孔20は、それぞれ穴24を介して外側チャンバ25に連通しており、この外側チャンバ25は平面視で内側チャンバ22を囲うループ状に設けられている。なお、支持テーブル12は、駆動機器としての直動モータ27のスライダ28を介して左右方向に相対移動可能に設けられている。
【0023】
前記内側第1凹溝17は、多孔板13を吸着面11側に接着する接着剤ADを貯留可能とするために、断面視でW字に近似した形状に設けられ、内側第1凹溝17の径方向(左右方向)に並ぶV溝状をなす一対の受け部30と、これら受け部30の間に設けられた貯留部31とを備えて構成されている。貯留部31には、U溝状をなす第2凹溝32が形成され、接着剤ADを貯留するスペースが形成される。これにより、貯留部31から溢れ出た接着剤ADを受け部30内で受容可能となっている。
【0024】
前記外側第1凹溝18は、直径が異なるだけで、実質的に内側第1凹溝17と同じなので説明を省略する。
【0025】
前記多孔板13は、その面内に形成された複数の貫通孔13Aを備えている。多孔板13は、樹脂、ゴム、繊維等の弾性部材により構成され、ウエハWFを多孔板13上に搬入した際の緩衝手段として機能し得る。多孔板13の下面(吸着面11側の面)には、サンドブラストやエッチング等によって粗面処理が施されている。これにより、多孔板13の下面と接着剤ADとの接着力を強めることができ、また、吸着面11と多孔板13の下面との間に、吸引孔20へ吸引されるエアの通り道を造り、各貫通孔13Aそれぞれに吸引力が及ぶようになっている。
【0026】
前記吸引手段15は、内側チャンバ22及び外側チャンバ25に接続される減圧管35、36と、これら減圧管35、36に接続されてチャンバ22、25内を吸気可能な図示しない減圧ポンプや真空エジェクタ等の減圧手段と、この減圧手段と減圧管35、36との間に設けられた図示しない弁とを備えている。吸引手段15は、前記弁の切り替えにより各チャンバ22、25を吸気し、当該吸気によって多孔板13上にウエハWFを吸着支持可能に設けられている。
【0027】
以上の構成において、吸引面11上に多孔板13を接着する場合、先ず、図3(A)に示されるように、内側、外側第1凹溝17、18の貯留部31上に接着剤ADを貯留する。このとき、接着剤ADは、ノズル等を介して内側、外側第1凹溝17、18の延出方向に細長く一続きに塗布し、且つ、塗布した始端と終端とを連結して平面視閉ループ状を呈するようにする。また、貯留部31上に貯留した接着剤ADの最上部が吸引面11より上方となるように塗布する。
【0028】
次いで、吸引面11上に多孔板13を接近させると、図3(B)に示されるように、多孔板13の下面に接着剤ADの上側が接触して当該接着剤ADが押し潰され、貯留部31から溢れ出た接着剤ADは、図1に示されるように、受け部30内に流れ込んで受容される。そして、多孔板13の下面と貯留部31との間に接着剤ADが掛け渡された状態で、接着剤ADを介して多孔板13と支持テーブル12とが接着される。このとき、接着剤ADは、吸引面11の面方向において、内側、外側第1凹溝17、18の内外を隔てる隔壁部として形成され、接着剤ADと多孔板13との間、及び、接着剤ADと貯留部31との間でエアの流れを遮断可能となる。
【0029】
前記支持装置10にウエハWFを支持する場合、図示しない搬送手段により、ウエハWFを保持して多孔板13の上面上に載置する。ここで、図1中実線で示される8インチサイズのウエハWFを支持する場合、図示しない弁の作動によって、減圧管35を介して内側チャンバ22が図示しない減圧手段に接続されて減圧される。この減圧により、穴21、内側第1凹部17の内方の吸引孔20及び貫通孔13Aを通じて吸引が行われ、ウエハWFが多孔板13上における内側第1凹部17の内部領域で吸着支持される。このとき、内側第1凹溝17内の接着剤ADで隔壁部が形成されているので、内側第1凹溝17の内部領域での気密性が保たれる。なお、図1中二点鎖線で示される12インチサイズのウエハWFを支持する場合、図示しない弁の作動によって、各減圧管35、36を介して内側チャンバ22及び外側チャンバ25が図示しない減圧手段に接続されて減圧される。これにより、内側第1凹部17の内部を含む外側第1凹部18の内部領域において、12インチサイズのウエハWFを全体的に吸着支持可能となる。このときも、外側第1凹溝18内の接着剤ADで隔壁部が形成されているので、外側第1凹溝18の内部領域での気密性が保たれる。
【0030】
従って、このような実施形態によれば、内側、外側第1凹溝17、18が受け部30を有するので、貯留した接着剤ADが吸引面11から盛り上がることを回避することができ、多孔板13及びその上面に載置されるウエハWの平滑化を図ることが可能となる。これにより、接着シートASの貼付時に、ウエハWFとの間に気泡が生じる貼付不良を防止可能となる他、押圧ローラSD2による押圧力の均一化を通じてウエハWFの破損を回避することができる。しかも、接着剤ADと多孔板13下面との間に隙間が生じないように接着でき、当該隙間に起因したエア漏れによるウエハWFの支持不良をなくすことができる。
【0031】
以上のように、本発明を実施するための最良の構成、方法等は、前記記載で開示されているが、本発明は、これに限定されるものではない。
すなわち、本発明は、主に特定の実施形態に関して特に図示、説明されているが、本発明の技術的思想及び目的の範囲から逸脱することなく、以上説明した実施形態に対し、形状、位置若しくは配置等に関し、必要に応じて当業者が様々な変更を加えることができるものである。
従って、上記に開示した形状などを限定した記載は、本発明の理解を容易にするために例示的に記載したものであり、本発明を限定するものではないから、それらの形状などの限定の一部若しくは全部の限定を外した部材の名称での記載は、本発明に含まれるものである。
【0032】
例えば、第1凹溝は、前記実施形態と同様に接着剤ADを貯留できる限りにおいて、種々の変更が可能であり、図4(A)〜(C)に示される構成に代替することができる。同図(A)の第1凹溝38は、底部が平坦になるV字に近似した形状の受け部39と、この受け部39の図中左側に連なって形成され、底面が水平に形成された貯留部40とを備えている。同図(B)の第1凹溝41は、J字状の受け部42と、この受け部42の図中左側に連なり、左右反転したJ字状に第2凹溝43Aが形成された貯留部43とを備えている。同図(C)の第1凹溝45は、受け部46と貯留部47との間に仕切部48を設け、当該仕切部48に接着剤ADが流れる流路48Aを設けている。当該流路48Aは、第1凹溝45の延出方向所定間隔毎に設けられている。なお、同図(C)の受け部46及び貯留部47の形成位置は逆にしてもよい。
また、第1凹溝の径寸法は、例えば、コンパクトディスク(CD)やデジタル多用途ディスク(DVD)等の光ディスクや偏光板等の各種板状部材のサイズに合わせて適宜変更でき、板状部材が半導体ウエハの場合、8、12インチのものに限らず、2、6、18インチ等様々なサイズに対応して設定することができ、上記実施形態のように2つのサイズに対応させたもの以外に、1だけのサイズに対応させたものや、3つ以上のサイズに対応させたものであってもよい。
更に、吸引孔20は、環状の凹溝以外に、丸孔、角孔形状等の他の形状としたり、ポーラス体で形成したりしてもよく、内側、外側第1凹溝17、18と同心円形状でなくてもよい。
また、吸引孔20は、内側第1凹溝17の内側に1だけ設けてもよいし、2以上設けてもよいし、内側第1凹溝17と外側第1凹溝18との間に1だけ設けてもよいし2以上設けてもよい。
更に、多孔板13は、弾性部材以外に、金属、ガラス、木材等の非弾性部材で構成してもよい。
また、支持装置10はシート貼付装置と組み合わせる以外に、被着体から接着シートを剥離するシート剥離装置や、被着体を研削、研磨、切削、計測、測長、測量する各種処理装置等と組み合わせることができる。
更に、支持装置10を停止させておき、シート貼付装置、シート剥離装置、その他各種処理装置等を移動させて相対移動可能としてもよいし、支持装置10及びシート貼付装置、シート剥離装置、その他各種処理装置等の両方を移動させて相対移動可能としてもよい。
【0033】
また、前記実施形態における駆動機器は、回動モータ、直動モータ、リニアモータ、単軸ロボット、多関節ロボット等の電動機器、エアシリンダ、油圧シリンダ、ロッドレスシリンダ及びロータリシリンダ等のアクチュエータ等を採用することができる上、それらを直接的又は間接的に組み合せたものを採用することもできる(実施形態で例示したものと重複するものもある)。
【0034】
更に、本発明における板状部材および接着シートASの種別や材質などは、特に限定されず、例えば、接着シートASは、基材シートと接着剤層との間に中間層を有するものや、基材シートの上面にカバー層を有するもの等3層以上のものでもよい。また、板状部材が適宜な物品(例えば、食品や樹脂容器等)であって、接着シートASがラベルであってもよく、板状部材が半導体ウエハであって、接着シートASが保護シート、ダイシングテープ、ダイアタッチフィルムなどであってもよい。この際、半導体ウエハは、シリコン半導体ウエハや化合物半導体ウエハ等が例示でき、このような半導体ウエハに貼付する接着シートASは、保護シート、ダイシングテープ、ダイアタッチフィルムに限らず、その他の任意のシート、フィルム、テープ等、任意の用途、形状の接着シート等が適用できる。さらに、板状部材が光ディスクの基板であって、接着シートASが記録層を構成する樹脂層を有したものであってもよい。以上のように、板状部材としては、ガラス板、鋼板、樹脂板等や、その他の板状部材のみならず、任意の形態の部材や物品なども対象とすることができる。
【符号の説明】
【0035】
10 支持装置
11 吸引面
12 支持テーブル
13 多孔板
13A 貫通孔
17 内側第1凹溝(第1凹溝)
18 外側第1凹溝(第1凹溝)
20 吸引孔
30 受け部
31 貯留部
32 第2凹溝
AD 接着剤
WF 半導体ウエハ(板状部材)
【技術分野】
【0001】
本発明は、支持装置及びその製造方法に係り、更に詳しくは、板状部材を吸着して支持することができる支持装置及びその製造方法に関する。
【背景技術】
【0002】
従来より、半導体ウエハ(以下、単に「ウエハ」と称する場合がある)等の板状部材に接着シートを貼付するシート貼付装置が広く利用されるに至っている。かかるシート貼付装置としては、板状部材における接着シートが貼付される面の反対側の面を吸着して支持する支持装置を用いたものが知られており、当該支持装置としては、特許文献1に開示されたものが例示できる。特許文献1の支持装置は、吸着テーブルと、この吸着テーブルの上面上に設置され、複数の貫通孔を有する多孔板とを備えている。ここで、図5(A)に示されるように、支持テーブル51上に多孔板52を設置するため、これらを接着剤ADにより接着する場合がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−193315号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、図5(A)のように接着する場合、接着剤ADを塗布した箇所において多孔板52が部分的に盛り上がり、当該多孔板52における板状部材WFの載置面(図中上面)に凹凸が形成されてしまう。この結果、多孔板52上で吸着した板状部材WFにも多孔板52に倣って凹凸が形成され、例えば、多孔板52上で支持した板状部材WFに接着シートASを貼付したときに、それらの間に気泡BBが発生したり、板状部材WFに形成された凹凸の上を押圧ローラ54が通過するときに、当該板状部材WFに局所的な押圧力が加わり、当該板状部材WFが損傷したりする、という不都合を招来する。また、多孔板52上で支持した板状部材WFに研削や研磨等の処理を施した場合、厚みに不均等が生じたりする、という不都合もある。
【0005】
前記不都合を解消するため、支持テーブル51上面にV状または凹状の溝56を形成し、当該溝56内に接着剤ADを貯留して多孔板52を接着することが考えられる。ところが、この場合にあっても、図5(B)に示すように、接着剤ADの量が多いと、多孔板52が部分的に盛り上がって、前述と同様の不都合を招来することとなる。また、接着剤ADの量が少ないと、多孔板52を接着することができないばかりではなく、少ないなりに一部の接着剤ADによって接着できたとしても、当該接着剤ADと多孔板52下面との間に隙間SPができてしまい、当該隙間SPを通じ、板状部材WFを吸着するためのエアが漏れてしまい、板状部材WFの支持不良が発生する、という不都合を生じる。
【0006】
[発明の目的]
本発明の目的は、支持する板状部材に凹凸が生じたり、板状部材が支持不良になることを防止することができる支持装置及びその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
前記目的を達成するため、本発明は、吸引孔が設けられた吸引面を備えて板状部材を支持可能な支持テーブルと、前記吸引面と板状部材との間に配置されるとともに、面内に貫通孔を有する多孔板とを備えた支持装置において、
前記支持テーブルは、前記多孔板を前記吸引面側に接着するために形成された第1凹溝を備え、当該第1凹溝は、前記接着に用いられる接着剤を貯留する貯留部と、この貯留部から溢れ出た接着剤を受容可能な受け部とを備える、という構成を採っている。
【0008】
本発明において、前記貯留部には、第2凹溝が形成される、という構成を採ってもよい。
【0009】
また、前記第1凹溝は、平面視閉ループ状に形成されているとともに、貯留した接着剤で第1凹溝の内外を隔てる隔壁部を形成可能に設けられる、という構成も好ましくは採用される。
【0010】
また、前記多孔板は、弾性部材により構成することが好ましい。
【0011】
更に、前記多孔板の前記吸引面側に位置する面には、粗面処理が施されるとよい。
【0012】
また、請求項1ないし4の何れかに記載の支持装置の製造方法であって、
前記支持テーブルの前記第1凹溝に接着剤を貯留した後、前記吸引面上に前記多孔板を配置し、前記貯留部から溢れ出た接着剤を前記受け部で受容しながら前記吸引面側に前記多孔板を接着する、という方法を採っている。
【発明の効果】
【0013】
本発明によれば、板状部材を吸着するためのエア漏れを防止すべく、貯留部に多めの量の接着剤を貯留したとしても、吸引面上に多孔板を載置したときに、接着剤は受け部方向に流れ出るようになる。これにより、接着剤を貯留した部分が吸引面から盛り上がることを防止でき、吸着面側に接着される多孔板、延いては、多孔板上で支持される板状部材を平滑にすることが可能となる。その上、従来のようなエア漏れによって板状部材の支持不良が発生することを確実に防止でき、板状部材と当該板状部材に貼付される接着シートとの間に気泡が発生じたり、押圧ローラの押圧力で板状部材を損傷させたり、板状部材を研削や研磨したときに厚みに不均等が生じたりする、という不都合を防ぐことが可能となる。
【0014】
また、貯留部に第2凹溝を形成した場合、貯留部内に接着剤を貯留した後、多孔板を接着する前に、接着剤が貯留部外へ流れることを抑制することができる。
【0015】
更に、貯留した接着剤で第1凹溝の内外を区画する隔壁部を形成した場合、当該隔壁部を介して第1凹溝の内側を減圧でき、確実に板状部材を支持することができる。
【0016】
また、多孔板を弾性部材により構成したので、多孔板に板状部材を配置するときに、それらが当接する際の衝撃を緩和することができる。
【0017】
更に、多孔板の吸着面側の面に粗面処理を施したので、接着剤の多孔板に対する接着力向上並びに、多孔板の各貫通孔それぞれに確実に吸引力を付与することができる。
【図面の簡単な説明】
【0018】
【図1】(A)は実施形態に係る支持装置の概略正面断面図、(B)は(A)のAA部拡大図。
【図2】支持装置の部分概略平面図。
【図3】(A)、(B)は、多孔板を支持テーブルに接着する手順説明図。
【図4】(A)〜(C)は、変形例に係る第1凹溝の説明図。
【図5】(A)及び(B)は、従来例に係る支持装置の説明図。
【発明を実施するための形態】
【0019】
以下、本発明の実施の形態について図面を参照しながら説明する。
なお、本明細書において、特に明示しない限り、「上」、「下」、「左」、「右」は、図1を基準として用いる。
【0020】
図1、2において、支持装置10は、吸引面11を上面に備えて板状部材としてのウエハWFを支持可能な支持テーブル12と、この支持テーブル12で支持するウエハWFと吸引面11との間に配置される多孔板13と、支持テーブル12上のウエハWFを吸引するための吸引手段15とを備えて構成されている。
【0021】
支持装置10は、図1中二点鎖線で示す位置に設けられるシート貼付装置SDの下方に設けられる。このシート貼付装置SDは、剥離シートRLを駆動機器としての回動モータDMによって引っ張って繰り出し、この繰り出しの途中で剥離シートRLを剥離板PPで折り返して当該剥離シートRLに所定間隔毎に仮着された接着シートASを1枚ずつ剥離して供給可能な供給手段SD1と、この供給手段SD1から供給された接着シートASを押圧してウエハWFの上面に貼付する押圧ローラSD2とを備えて構成されている。
【0022】
前記支持テーブル12の吸引面11には、当該吸引面11の中心側に設けられた第1凹溝としての内側第1凹溝17及び、第1凹溝17の外側に設けられた第1凹溝としての外側第1凹溝18が形成されている。これら内側、外側第1凹溝17、18は、図2に示されるように、平面視閉ループ状となる同心円形状に形成されている。本実施形態では、内側、外側第1凹溝17、18の径寸法は、例えば、8、12インチサイズのウエハWFの径寸法に対応している。吸引面11における内側、外側第1凹溝17、18の内方には、複数の吸引孔20が設けられ、当該吸引孔20は、内側、外側第1凹溝17、18と同心円形状をなす環状の凹溝により形成されている。内側第1凹溝17の内部に位置する吸引孔20は、それぞれ穴21を介して内側チャンバ22に連通している。一方、内側第1凹溝17と外側第1凹溝18との間に位置する吸引孔20は、それぞれ穴24を介して外側チャンバ25に連通しており、この外側チャンバ25は平面視で内側チャンバ22を囲うループ状に設けられている。なお、支持テーブル12は、駆動機器としての直動モータ27のスライダ28を介して左右方向に相対移動可能に設けられている。
【0023】
前記内側第1凹溝17は、多孔板13を吸着面11側に接着する接着剤ADを貯留可能とするために、断面視でW字に近似した形状に設けられ、内側第1凹溝17の径方向(左右方向)に並ぶV溝状をなす一対の受け部30と、これら受け部30の間に設けられた貯留部31とを備えて構成されている。貯留部31には、U溝状をなす第2凹溝32が形成され、接着剤ADを貯留するスペースが形成される。これにより、貯留部31から溢れ出た接着剤ADを受け部30内で受容可能となっている。
【0024】
前記外側第1凹溝18は、直径が異なるだけで、実質的に内側第1凹溝17と同じなので説明を省略する。
【0025】
前記多孔板13は、その面内に形成された複数の貫通孔13Aを備えている。多孔板13は、樹脂、ゴム、繊維等の弾性部材により構成され、ウエハWFを多孔板13上に搬入した際の緩衝手段として機能し得る。多孔板13の下面(吸着面11側の面)には、サンドブラストやエッチング等によって粗面処理が施されている。これにより、多孔板13の下面と接着剤ADとの接着力を強めることができ、また、吸着面11と多孔板13の下面との間に、吸引孔20へ吸引されるエアの通り道を造り、各貫通孔13Aそれぞれに吸引力が及ぶようになっている。
【0026】
前記吸引手段15は、内側チャンバ22及び外側チャンバ25に接続される減圧管35、36と、これら減圧管35、36に接続されてチャンバ22、25内を吸気可能な図示しない減圧ポンプや真空エジェクタ等の減圧手段と、この減圧手段と減圧管35、36との間に設けられた図示しない弁とを備えている。吸引手段15は、前記弁の切り替えにより各チャンバ22、25を吸気し、当該吸気によって多孔板13上にウエハWFを吸着支持可能に設けられている。
【0027】
以上の構成において、吸引面11上に多孔板13を接着する場合、先ず、図3(A)に示されるように、内側、外側第1凹溝17、18の貯留部31上に接着剤ADを貯留する。このとき、接着剤ADは、ノズル等を介して内側、外側第1凹溝17、18の延出方向に細長く一続きに塗布し、且つ、塗布した始端と終端とを連結して平面視閉ループ状を呈するようにする。また、貯留部31上に貯留した接着剤ADの最上部が吸引面11より上方となるように塗布する。
【0028】
次いで、吸引面11上に多孔板13を接近させると、図3(B)に示されるように、多孔板13の下面に接着剤ADの上側が接触して当該接着剤ADが押し潰され、貯留部31から溢れ出た接着剤ADは、図1に示されるように、受け部30内に流れ込んで受容される。そして、多孔板13の下面と貯留部31との間に接着剤ADが掛け渡された状態で、接着剤ADを介して多孔板13と支持テーブル12とが接着される。このとき、接着剤ADは、吸引面11の面方向において、内側、外側第1凹溝17、18の内外を隔てる隔壁部として形成され、接着剤ADと多孔板13との間、及び、接着剤ADと貯留部31との間でエアの流れを遮断可能となる。
【0029】
前記支持装置10にウエハWFを支持する場合、図示しない搬送手段により、ウエハWFを保持して多孔板13の上面上に載置する。ここで、図1中実線で示される8インチサイズのウエハWFを支持する場合、図示しない弁の作動によって、減圧管35を介して内側チャンバ22が図示しない減圧手段に接続されて減圧される。この減圧により、穴21、内側第1凹部17の内方の吸引孔20及び貫通孔13Aを通じて吸引が行われ、ウエハWFが多孔板13上における内側第1凹部17の内部領域で吸着支持される。このとき、内側第1凹溝17内の接着剤ADで隔壁部が形成されているので、内側第1凹溝17の内部領域での気密性が保たれる。なお、図1中二点鎖線で示される12インチサイズのウエハWFを支持する場合、図示しない弁の作動によって、各減圧管35、36を介して内側チャンバ22及び外側チャンバ25が図示しない減圧手段に接続されて減圧される。これにより、内側第1凹部17の内部を含む外側第1凹部18の内部領域において、12インチサイズのウエハWFを全体的に吸着支持可能となる。このときも、外側第1凹溝18内の接着剤ADで隔壁部が形成されているので、外側第1凹溝18の内部領域での気密性が保たれる。
【0030】
従って、このような実施形態によれば、内側、外側第1凹溝17、18が受け部30を有するので、貯留した接着剤ADが吸引面11から盛り上がることを回避することができ、多孔板13及びその上面に載置されるウエハWの平滑化を図ることが可能となる。これにより、接着シートASの貼付時に、ウエハWFとの間に気泡が生じる貼付不良を防止可能となる他、押圧ローラSD2による押圧力の均一化を通じてウエハWFの破損を回避することができる。しかも、接着剤ADと多孔板13下面との間に隙間が生じないように接着でき、当該隙間に起因したエア漏れによるウエハWFの支持不良をなくすことができる。
【0031】
以上のように、本発明を実施するための最良の構成、方法等は、前記記載で開示されているが、本発明は、これに限定されるものではない。
すなわち、本発明は、主に特定の実施形態に関して特に図示、説明されているが、本発明の技術的思想及び目的の範囲から逸脱することなく、以上説明した実施形態に対し、形状、位置若しくは配置等に関し、必要に応じて当業者が様々な変更を加えることができるものである。
従って、上記に開示した形状などを限定した記載は、本発明の理解を容易にするために例示的に記載したものであり、本発明を限定するものではないから、それらの形状などの限定の一部若しくは全部の限定を外した部材の名称での記載は、本発明に含まれるものである。
【0032】
例えば、第1凹溝は、前記実施形態と同様に接着剤ADを貯留できる限りにおいて、種々の変更が可能であり、図4(A)〜(C)に示される構成に代替することができる。同図(A)の第1凹溝38は、底部が平坦になるV字に近似した形状の受け部39と、この受け部39の図中左側に連なって形成され、底面が水平に形成された貯留部40とを備えている。同図(B)の第1凹溝41は、J字状の受け部42と、この受け部42の図中左側に連なり、左右反転したJ字状に第2凹溝43Aが形成された貯留部43とを備えている。同図(C)の第1凹溝45は、受け部46と貯留部47との間に仕切部48を設け、当該仕切部48に接着剤ADが流れる流路48Aを設けている。当該流路48Aは、第1凹溝45の延出方向所定間隔毎に設けられている。なお、同図(C)の受け部46及び貯留部47の形成位置は逆にしてもよい。
また、第1凹溝の径寸法は、例えば、コンパクトディスク(CD)やデジタル多用途ディスク(DVD)等の光ディスクや偏光板等の各種板状部材のサイズに合わせて適宜変更でき、板状部材が半導体ウエハの場合、8、12インチのものに限らず、2、6、18インチ等様々なサイズに対応して設定することができ、上記実施形態のように2つのサイズに対応させたもの以外に、1だけのサイズに対応させたものや、3つ以上のサイズに対応させたものであってもよい。
更に、吸引孔20は、環状の凹溝以外に、丸孔、角孔形状等の他の形状としたり、ポーラス体で形成したりしてもよく、内側、外側第1凹溝17、18と同心円形状でなくてもよい。
また、吸引孔20は、内側第1凹溝17の内側に1だけ設けてもよいし、2以上設けてもよいし、内側第1凹溝17と外側第1凹溝18との間に1だけ設けてもよいし2以上設けてもよい。
更に、多孔板13は、弾性部材以外に、金属、ガラス、木材等の非弾性部材で構成してもよい。
また、支持装置10はシート貼付装置と組み合わせる以外に、被着体から接着シートを剥離するシート剥離装置や、被着体を研削、研磨、切削、計測、測長、測量する各種処理装置等と組み合わせることができる。
更に、支持装置10を停止させておき、シート貼付装置、シート剥離装置、その他各種処理装置等を移動させて相対移動可能としてもよいし、支持装置10及びシート貼付装置、シート剥離装置、その他各種処理装置等の両方を移動させて相対移動可能としてもよい。
【0033】
また、前記実施形態における駆動機器は、回動モータ、直動モータ、リニアモータ、単軸ロボット、多関節ロボット等の電動機器、エアシリンダ、油圧シリンダ、ロッドレスシリンダ及びロータリシリンダ等のアクチュエータ等を採用することができる上、それらを直接的又は間接的に組み合せたものを採用することもできる(実施形態で例示したものと重複するものもある)。
【0034】
更に、本発明における板状部材および接着シートASの種別や材質などは、特に限定されず、例えば、接着シートASは、基材シートと接着剤層との間に中間層を有するものや、基材シートの上面にカバー層を有するもの等3層以上のものでもよい。また、板状部材が適宜な物品(例えば、食品や樹脂容器等)であって、接着シートASがラベルであってもよく、板状部材が半導体ウエハであって、接着シートASが保護シート、ダイシングテープ、ダイアタッチフィルムなどであってもよい。この際、半導体ウエハは、シリコン半導体ウエハや化合物半導体ウエハ等が例示でき、このような半導体ウエハに貼付する接着シートASは、保護シート、ダイシングテープ、ダイアタッチフィルムに限らず、その他の任意のシート、フィルム、テープ等、任意の用途、形状の接着シート等が適用できる。さらに、板状部材が光ディスクの基板であって、接着シートASが記録層を構成する樹脂層を有したものであってもよい。以上のように、板状部材としては、ガラス板、鋼板、樹脂板等や、その他の板状部材のみならず、任意の形態の部材や物品なども対象とすることができる。
【符号の説明】
【0035】
10 支持装置
11 吸引面
12 支持テーブル
13 多孔板
13A 貫通孔
17 内側第1凹溝(第1凹溝)
18 外側第1凹溝(第1凹溝)
20 吸引孔
30 受け部
31 貯留部
32 第2凹溝
AD 接着剤
WF 半導体ウエハ(板状部材)
【特許請求の範囲】
【請求項1】
吸引孔が設けられた吸引面を備えて板状部材を支持可能な支持テーブルと、前記吸引面と板状部材との間に配置されるとともに、面内に貫通孔を有する多孔板とを備えた支持装置において、
前記支持テーブルは、前記多孔板を前記吸引面側に接着するために形成された第1凹溝を備え、当該第1凹溝は、前記接着に用いられる接着剤を貯留する貯留部と、この貯留部から溢れ出た接着剤を受容可能な受け部とを備えていることを特徴とする支持装置。
【請求項2】
前記貯留部には、第2凹溝が形成されていることを特徴とする請求項1記載の支持装置。
【請求項3】
前記第1凹溝は、平面視閉ループ状に形成されているとともに、貯留した接着剤で第1凹溝の内外を隔てる隔壁部を形成可能に設けられていることを特徴とする請求項1又は2記載の支持装置。
【請求項4】
前記多孔板の前記吸引面側に位置する面には、粗面処理が施されていることを特徴とする請求項1、2又は3記載の支持装置。
【請求項5】
請求項1ないし4の何れかに記載の支持装置の製造方法であって、
前記支持テーブルの前記第1凹溝に接着剤を貯留した後、前記吸引面上に前記多孔板を配置し、前記貯留部から溢れ出た接着剤を前記受け部で受容しながら前記吸引面側に前記多孔板を接着することを特徴とする支持装置の製造方法。
【請求項1】
吸引孔が設けられた吸引面を備えて板状部材を支持可能な支持テーブルと、前記吸引面と板状部材との間に配置されるとともに、面内に貫通孔を有する多孔板とを備えた支持装置において、
前記支持テーブルは、前記多孔板を前記吸引面側に接着するために形成された第1凹溝を備え、当該第1凹溝は、前記接着に用いられる接着剤を貯留する貯留部と、この貯留部から溢れ出た接着剤を受容可能な受け部とを備えていることを特徴とする支持装置。
【請求項2】
前記貯留部には、第2凹溝が形成されていることを特徴とする請求項1記載の支持装置。
【請求項3】
前記第1凹溝は、平面視閉ループ状に形成されているとともに、貯留した接着剤で第1凹溝の内外を隔てる隔壁部を形成可能に設けられていることを特徴とする請求項1又は2記載の支持装置。
【請求項4】
前記多孔板の前記吸引面側に位置する面には、粗面処理が施されていることを特徴とする請求項1、2又は3記載の支持装置。
【請求項5】
請求項1ないし4の何れかに記載の支持装置の製造方法であって、
前記支持テーブルの前記第1凹溝に接着剤を貯留した後、前記吸引面上に前記多孔板を配置し、前記貯留部から溢れ出た接着剤を前記受け部で受容しながら前記吸引面側に前記多孔板を接着することを特徴とする支持装置の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−105935(P2013−105935A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−249514(P2011−249514)
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
[ Back to top ]