
支持装置
【課題】駆動源の負荷が小さく、真空チャンバの構成部品を高速回転することに適した支持装置を提供する。
【解決手段】本発明の支持装置は、回転軸3に所定の隙間を存して同心に外挿され、回転軸3の長手方向の端面が側壁に密着される筒状部材4を有している。回転軸3の筒状部材4から大気側に延出する部分には、回転軸3より大径のフランジ部5が一体的に形成され、このフランジ部5に所定の隙間を存して囲うカバー部材6が配置されている。カバー部材6の内周面には、回転軸3の長手方向に沿う環状の2つの第2の加圧溝61a,61bが凹設されている。給気通路62a,62bと給気管63a,63bとコンプレッサー48とが、第2の加圧溝61a,61bにベアリングガスを供給する第2のガス供給手段を構成する。
【解決手段】本発明の支持装置は、回転軸3に所定の隙間を存して同心に外挿され、回転軸3の長手方向の端面が側壁に密着される筒状部材4を有している。回転軸3の筒状部材4から大気側に延出する部分には、回転軸3より大径のフランジ部5が一体的に形成され、このフランジ部5に所定の隙間を存して囲うカバー部材6が配置されている。カバー部材6の内周面には、回転軸3の長手方向に沿う環状の2つの第2の加圧溝61a,61bが凹設されている。給気通路62a,62bと給気管63a,63bとコンプレッサー48とが、第2の加圧溝61a,61bにベアリングガスを供給する第2のガス供給手段を構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、真空チャンバの隔壁を通してその内部に挿入される一方向に長手の回転軸を気密に片持ち支持する支持装置に関する。
【背景技術】
【0002】
従来、上記種の支持装置は例えば特許文献1で知られている。この従来例のものは、真空チャンバの隔壁を通してその内部に挿入される一方向に長手の回転軸の周囲を囲い、回転軸の長手方向の端面が真空チャンバの隔壁に当接する筒状部材を備える。この筒状部材には、回転軸に外挿されるOリング等のシール部材と、ベアリング等の軸受けとが設けられている。
【0003】
ここで、上記特許文献1記載のものでは、回転軸がベアリングで支持されているため、摩擦抵抗が大きい。しかも、回転軸に外挿されるOリング等のシール部材で気密性を保持しているが、シール部材自体は、柔軟性のある材質のものであることから、回転軸の回転に伴い、シール部材が変形して回転軸とシール部材との間に隙間が生じ、十分に気密性を保持できない虞がある。
【0004】
そこで、本発明者らは、回転軸に所定の隙間を存して同心に外挿され、回転軸の長手方向の端面が隔壁に密着される筒状部材を有し、この筒状部材の真空チャンバ側の内周面に、回転軸の周方向に環状の排気溝を凹設すると共に、この排気溝より大気側の内周面に、回転軸の周方向に環状の第1の加圧溝を凹設し、この第1の加圧溝に大気圧より高圧のベアリングガスを供給するガス供給手段と、排気溝内を排気する排気手段とが設けられる支持装置を提案している(特願2010−277505参照)。
【0005】
上記支持装置では、回転軸の筒状部材から大気側に延出する部分に、球状部材を介して環状の第1及び第2の板状部材が夫々設けられ、第2の板状部材が、回転軸の大気側の端面に固定されたサポート部材に固定され、回転軸の軸方向への移動が規制される。そして、サポート部材がカップリング部材を介してモータ等の駆動源に連結され、これにより、長手の回転軸を気密に片持ち支持する構成が実現される。
【0006】
然しながら、上記支持装置では、回転軸の回転時、第1の板状部材と第2の板状部材とで挟持される各球状部材が抵抗になり、しかも、モータの駆動軸がカップリング部材を介してサポート部材、ひいては、回転軸に固定されるため、カップリング部材等も抵抗となる。その結果、上記の如く、回転軸の軸方向の規制を機械的な構成で行うのでは、相変わらず駆動源に負荷がかかり、回転軸に連結される真空チャンバの構成部品を高速回転するような場合には、出力の大きな駆動源が必要となり、これでは、コスト高を招く。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−130234号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記点に鑑み、駆動源の負荷が小さく、真空チャンバの構成部品を高速回転することに適した支持装置を提供することをその課題とするものである。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明は、真空チャンバの隔壁を通してその内部に挿入される一方向に長手の回転軸を気密に片持ち支持する支持装置であって、回転軸に所定の隙間を存して同心に外挿され、長手方向の端面が隔壁に密着される筒状部材を有し、この筒状部材の真空チャンバ側の内周面に、回転軸の周方向に環状の排気溝を凹設すると共に、この排気溝より大気側の内周面に、回転軸の周方向に環状の第1の加圧溝を凹設し、この第1の加圧溝に大気圧より高圧のベアリングガスを供給する第1のガス供給手段と、排気溝内を排気する排気手段とが設けられるものにおいて、前記回転軸の筒状部材から大気側に延出する部分に、当該回転軸より大径のフランジ部を有し、このフランジ部に所定の隙間を存して囲うカバー部材を配置し、このカバー部材の内周面に、長手方向に沿う環状の第2の加圧溝を凹設し、この第2の加圧溝に大気圧より高圧のベアリングガスを供給する第2のガス供給手段を更に備えることを特徴とする
【0010】
本発明によれば、第2のガス供給手段により第2の加圧溝にベアリングガスが供給されると、フランジ部に向けてベアリングガスが噴出され、回転軸の軸方向の移動が規制される。つまり、回転軸が、ベアリングガスによりカバー部材と接触することなく、軸方向にも支持されるため、本発明者らが提案している上記支持装置と比較して、微小な駆動力で回転軸を回転させることができる。従って、駆動源の負荷を小さくすることができ、真空チャンバ内の構成部品を高速回転させる構成が容易に実現できる。
【図面の簡単な説明】
【0011】
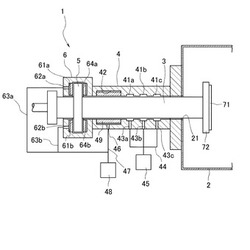
【図1】本発明の実施形態の支持装置の断面図。
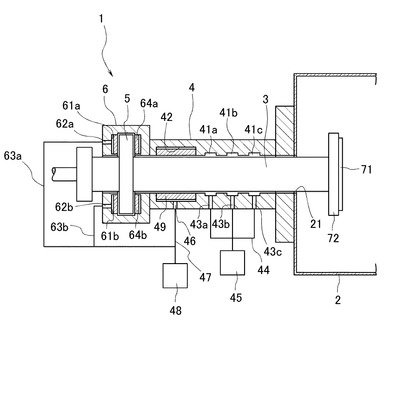
【図2】(a)及び(b)は、回転軸が静止した状態における真空チャンバ内の圧力と時間との関係を示したグラフ。
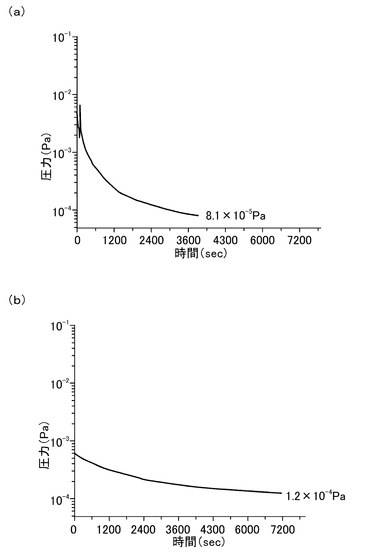
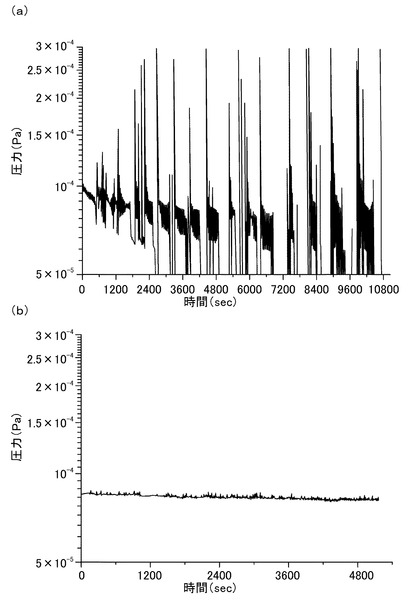
【図3】(a)及び(b)は、回転軸が回転した状態における真空チャンバ内の圧力と時間との関係を示したグラフ。
【発明を実施するための形態】
【0012】
図1を参照して、1は、真空チャンバ2内に挿入される回転軸3を気密に片持ち支持する本発明の実施形態の支持装置を示している。回転軸3は、その一端部が、真空チャンバ2の側壁に設けられた開口21を通じて、真空チャンバ2内に挿入される。そして、真空チャンバ2内に存する回転軸3の部分には、例えば、処理対象物71を保持する基板ホルダ72等の真空チャンバ2の構成部品が連結され、この構成部品を回転自在に支持する。真空チャンバ2外に存する回転軸3の部分には、モータ等の駆動源(図示省略)が連結され、これにより、回転軸3が回転駆動される。
【0013】
支持装置1は、筒状部材4を有している。筒状部材4は、回転軸3の外径よりも僅かに大径の内周面を有し、回転軸3に所定の隙間を存して同心に外挿され、回転軸3の長手方向の端面が側壁にOリング等の真空シール(図示省略)を介して密着される。これにより、筒状部材4の内周面と回転軸3の外周面との間の隙間と、真空チャンバ2内部とが連通する。上記所定の隙間は、筒状部材4の内周面と回転軸3の外周面との間隔が10〜15mmであることが好ましい。また、筒状部材4は、回転軸3よりも短いものであり、回転軸3の大気側の部分は筒状部材4から延出している。
【0014】
筒状部材4の真空チャンバ2側の内周面には、回転軸3の周方向に環状の3つの排気溝41a〜41cが凹設されると共に、これらの排気溝41a〜41cより大気側の内周面には、回転軸3の周方向に環状の第1の加圧溝42が凹設されている。各排気溝41a〜41cは、同形のものであり、回転軸3の長手方向に沿って、所定の間隔で凹設されている。なお、本実施形態の支持装置では、3つの排気溝が凹設されているが、排気溝の数は特に限定されない。
【0015】
筒状部材4には、各排気溝41a〜41cに夫々連通する通路43a〜43cが開設され、排気管44を介して真空ポンプ45に接続されている。そして、通路43a〜43cと排気管44と真空ポンプ45とが、各排気溝41a〜41c内に流入する後述するベアリングガスを排気し、真空チャンバ2内を気密保持する排気手段を構成する。また、筒状部材4には、第1の加圧溝42に連通する給気通路46が開設され、給気管47を介して、コンプレッサー48に接続されている。第1の加圧溝42には、カーボン製多孔質体の第1の噴出部49が嵌着され、第1の加圧溝42と第1の噴出部49の外周面との間に、第1の供給空間が画成され、この第1の供給空間にベアリングガスを供給するようにしている。この場合、給気通路46と給気管47とコンプレッサー48とが、第1の加圧溝42にベアリングガスを供給する第1のガス供給手段を構成する。
【0016】
上記回転軸3の筒状部材4から大気側に延出する部分には、回転軸3より大径のフランジ部5が一体的に形成され、このフランジ部5に所定の隙間を存して囲うカバー部材6が配置されている。カバー部材6の内周面には、回転軸3の長手方向に沿う環状の2つの第2の加圧溝61a,61bが凹設されている。カバー部材6には、第2の加圧溝61a,61bに連通する給気通路62a,62bが開設され、給気管63a,63bを介して、コンプレッサー48に連結されている。第2の加圧溝61a,61bの内側には、カーボン製多孔質体の第2の噴出部64a,64bが嵌着され、第2の加圧溝61a,61bと第2の噴出部64a,64bの外周面との間に、第2の供給空間が画成され、第2の供給空間にベアリングガスが供給されるようにしている。この場合、給気通路62a,62bと給気管63a,63bとコンプレッサー48とが、第2の加圧溝61a,61bにベアリングガスを供給する第2のガス供給手段を構成する。
【0017】
以上によれば、コンプレッサー48から供給される大気圧より高圧のベアリングガスは、給気管47と給気通路46とを通じて、第1の供給空間に到達し、第1の噴出部49内を通過し、回転軸3の外周面のうち、第1の噴出部49の内周面と対向する面に向って噴出され、回転軸3が周方向で支承される。この噴出されたベアリングガスは、大気側の排気溝41aに流入し、通路43aを通じて、真空ポンプ45へ排気される。当該大気側の排気溝41aから排気されずに排気溝41a内に残ったベアリングガスは、中央の排気溝41bに流入し、通路43bを通じて、真空ポンプ45へ排気される。更に、当該中央の排気溝41b内に残ったベアリングガスについても、同様である。また、真空チャンバ2側の排気溝41cに残ったベアリングガスは、開口21から真空チャンバ2内に流入する。
【0018】
また、コンプレッサー48から供給される大気圧より高圧のベアリングガスは、更に、給気管63a,63bと給気通路62a,62bとを通じて、第2の供給空間に到達し、第2の噴出部64a,64b内を通過し、フランジ部5のうち、第2の噴出部64a,64baの内周面と対向する部分に向かって噴出され、回転軸3が軸方向で支承される。つまり、回転軸3の軸方向への移動が規制される。
【0019】
上記実施形態によれば、回転軸3が、ベアリングガスにより第2の噴出部64a,64bと接触することなく、支承されるため、本発明者らが提案している上記支持装置と比較して、微小な駆動力で回転軸3を回転させることができる。従って、駆動源の負荷を小さくすることができ、真空チャンバ2内の構成部品を高速回転させることが容易に実現できる。
【0020】
図2及び図3は、本発明品と比較品(従来の支持装置)との夫々の真空チャンバ内の圧力と時間との関係を示す。これによれば、回転軸が静止した状態において、比較品のものでは、図2(a)の如く、真空引き開始から約4000秒後に真空チャンバ内は8.1×10−5Paに到達し、本発明品では、図2(b)の如く、真空引き開始から約7200秒後に1.2×10−4Paに到達している。
【0021】
回転軸が回転した状態において、比較品のものでは、図3(a)の如く、真空チャンバ内に圧力変動が大きく生じ、リークレートは1.0×10−4Pa・m3/secであった。
【0022】
一方、回転軸が回転した状態において、本発明品のものでは、図3(b)の如く、真空チャンバ内に圧力変動は僅かに生じるものの、ほぼ一定の圧力が維持されている。このとき、リークレートは1.25×10−6Pa・m3/secであった。従って、本発明品のものは、比較品のものと比べ、気密性を保持している。
【0023】
以上、本発明の実施形態について図面を参照して説明したが、本発明はこれに限定されない。例えば、上記実施形態では、第1の加圧溝42に第1の噴出部49が嵌着されており、また、第2の加圧溝61a,61bに第2の噴出部64a,64bが嵌着されているが、第1の噴出部49と第2の噴出部64a,64bとを省略することも可能である。この場合、第1の加圧溝42に供給されたベアリングガスは、回転軸3の外周面のうち、第1の加圧溝42に対向する面に向かって噴出され、また、第2の加圧溝61a,61bに供給されたベアリングガスは、フランジ部5のうち、第2の加圧溝61a,61bと対向する部分に向かって噴出される。
【符号の説明】
【0024】
1…支持装置、3…回転軸、4…筒状部材、41a〜41c…排気溝、42…第1の加圧溝、5…フランジ部、6…カバー部材、61a,61b…第2の加圧溝。
【技術分野】
【0001】
本発明は、真空チャンバの隔壁を通してその内部に挿入される一方向に長手の回転軸を気密に片持ち支持する支持装置に関する。
【背景技術】
【0002】
従来、上記種の支持装置は例えば特許文献1で知られている。この従来例のものは、真空チャンバの隔壁を通してその内部に挿入される一方向に長手の回転軸の周囲を囲い、回転軸の長手方向の端面が真空チャンバの隔壁に当接する筒状部材を備える。この筒状部材には、回転軸に外挿されるOリング等のシール部材と、ベアリング等の軸受けとが設けられている。
【0003】
ここで、上記特許文献1記載のものでは、回転軸がベアリングで支持されているため、摩擦抵抗が大きい。しかも、回転軸に外挿されるOリング等のシール部材で気密性を保持しているが、シール部材自体は、柔軟性のある材質のものであることから、回転軸の回転に伴い、シール部材が変形して回転軸とシール部材との間に隙間が生じ、十分に気密性を保持できない虞がある。
【0004】
そこで、本発明者らは、回転軸に所定の隙間を存して同心に外挿され、回転軸の長手方向の端面が隔壁に密着される筒状部材を有し、この筒状部材の真空チャンバ側の内周面に、回転軸の周方向に環状の排気溝を凹設すると共に、この排気溝より大気側の内周面に、回転軸の周方向に環状の第1の加圧溝を凹設し、この第1の加圧溝に大気圧より高圧のベアリングガスを供給するガス供給手段と、排気溝内を排気する排気手段とが設けられる支持装置を提案している(特願2010−277505参照)。
【0005】
上記支持装置では、回転軸の筒状部材から大気側に延出する部分に、球状部材を介して環状の第1及び第2の板状部材が夫々設けられ、第2の板状部材が、回転軸の大気側の端面に固定されたサポート部材に固定され、回転軸の軸方向への移動が規制される。そして、サポート部材がカップリング部材を介してモータ等の駆動源に連結され、これにより、長手の回転軸を気密に片持ち支持する構成が実現される。
【0006】
然しながら、上記支持装置では、回転軸の回転時、第1の板状部材と第2の板状部材とで挟持される各球状部材が抵抗になり、しかも、モータの駆動軸がカップリング部材を介してサポート部材、ひいては、回転軸に固定されるため、カップリング部材等も抵抗となる。その結果、上記の如く、回転軸の軸方向の規制を機械的な構成で行うのでは、相変わらず駆動源に負荷がかかり、回転軸に連結される真空チャンバの構成部品を高速回転するような場合には、出力の大きな駆動源が必要となり、これでは、コスト高を招く。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−130234号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記点に鑑み、駆動源の負荷が小さく、真空チャンバの構成部品を高速回転することに適した支持装置を提供することをその課題とするものである。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明は、真空チャンバの隔壁を通してその内部に挿入される一方向に長手の回転軸を気密に片持ち支持する支持装置であって、回転軸に所定の隙間を存して同心に外挿され、長手方向の端面が隔壁に密着される筒状部材を有し、この筒状部材の真空チャンバ側の内周面に、回転軸の周方向に環状の排気溝を凹設すると共に、この排気溝より大気側の内周面に、回転軸の周方向に環状の第1の加圧溝を凹設し、この第1の加圧溝に大気圧より高圧のベアリングガスを供給する第1のガス供給手段と、排気溝内を排気する排気手段とが設けられるものにおいて、前記回転軸の筒状部材から大気側に延出する部分に、当該回転軸より大径のフランジ部を有し、このフランジ部に所定の隙間を存して囲うカバー部材を配置し、このカバー部材の内周面に、長手方向に沿う環状の第2の加圧溝を凹設し、この第2の加圧溝に大気圧より高圧のベアリングガスを供給する第2のガス供給手段を更に備えることを特徴とする
【0010】
本発明によれば、第2のガス供給手段により第2の加圧溝にベアリングガスが供給されると、フランジ部に向けてベアリングガスが噴出され、回転軸の軸方向の移動が規制される。つまり、回転軸が、ベアリングガスによりカバー部材と接触することなく、軸方向にも支持されるため、本発明者らが提案している上記支持装置と比較して、微小な駆動力で回転軸を回転させることができる。従って、駆動源の負荷を小さくすることができ、真空チャンバ内の構成部品を高速回転させる構成が容易に実現できる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態の支持装置の断面図。
【図2】(a)及び(b)は、回転軸が静止した状態における真空チャンバ内の圧力と時間との関係を示したグラフ。
【図3】(a)及び(b)は、回転軸が回転した状態における真空チャンバ内の圧力と時間との関係を示したグラフ。
【発明を実施するための形態】
【0012】
図1を参照して、1は、真空チャンバ2内に挿入される回転軸3を気密に片持ち支持する本発明の実施形態の支持装置を示している。回転軸3は、その一端部が、真空チャンバ2の側壁に設けられた開口21を通じて、真空チャンバ2内に挿入される。そして、真空チャンバ2内に存する回転軸3の部分には、例えば、処理対象物71を保持する基板ホルダ72等の真空チャンバ2の構成部品が連結され、この構成部品を回転自在に支持する。真空チャンバ2外に存する回転軸3の部分には、モータ等の駆動源(図示省略)が連結され、これにより、回転軸3が回転駆動される。
【0013】
支持装置1は、筒状部材4を有している。筒状部材4は、回転軸3の外径よりも僅かに大径の内周面を有し、回転軸3に所定の隙間を存して同心に外挿され、回転軸3の長手方向の端面が側壁にOリング等の真空シール(図示省略)を介して密着される。これにより、筒状部材4の内周面と回転軸3の外周面との間の隙間と、真空チャンバ2内部とが連通する。上記所定の隙間は、筒状部材4の内周面と回転軸3の外周面との間隔が10〜15mmであることが好ましい。また、筒状部材4は、回転軸3よりも短いものであり、回転軸3の大気側の部分は筒状部材4から延出している。
【0014】
筒状部材4の真空チャンバ2側の内周面には、回転軸3の周方向に環状の3つの排気溝41a〜41cが凹設されると共に、これらの排気溝41a〜41cより大気側の内周面には、回転軸3の周方向に環状の第1の加圧溝42が凹設されている。各排気溝41a〜41cは、同形のものであり、回転軸3の長手方向に沿って、所定の間隔で凹設されている。なお、本実施形態の支持装置では、3つの排気溝が凹設されているが、排気溝の数は特に限定されない。
【0015】
筒状部材4には、各排気溝41a〜41cに夫々連通する通路43a〜43cが開設され、排気管44を介して真空ポンプ45に接続されている。そして、通路43a〜43cと排気管44と真空ポンプ45とが、各排気溝41a〜41c内に流入する後述するベアリングガスを排気し、真空チャンバ2内を気密保持する排気手段を構成する。また、筒状部材4には、第1の加圧溝42に連通する給気通路46が開設され、給気管47を介して、コンプレッサー48に接続されている。第1の加圧溝42には、カーボン製多孔質体の第1の噴出部49が嵌着され、第1の加圧溝42と第1の噴出部49の外周面との間に、第1の供給空間が画成され、この第1の供給空間にベアリングガスを供給するようにしている。この場合、給気通路46と給気管47とコンプレッサー48とが、第1の加圧溝42にベアリングガスを供給する第1のガス供給手段を構成する。
【0016】
上記回転軸3の筒状部材4から大気側に延出する部分には、回転軸3より大径のフランジ部5が一体的に形成され、このフランジ部5に所定の隙間を存して囲うカバー部材6が配置されている。カバー部材6の内周面には、回転軸3の長手方向に沿う環状の2つの第2の加圧溝61a,61bが凹設されている。カバー部材6には、第2の加圧溝61a,61bに連通する給気通路62a,62bが開設され、給気管63a,63bを介して、コンプレッサー48に連結されている。第2の加圧溝61a,61bの内側には、カーボン製多孔質体の第2の噴出部64a,64bが嵌着され、第2の加圧溝61a,61bと第2の噴出部64a,64bの外周面との間に、第2の供給空間が画成され、第2の供給空間にベアリングガスが供給されるようにしている。この場合、給気通路62a,62bと給気管63a,63bとコンプレッサー48とが、第2の加圧溝61a,61bにベアリングガスを供給する第2のガス供給手段を構成する。
【0017】
以上によれば、コンプレッサー48から供給される大気圧より高圧のベアリングガスは、給気管47と給気通路46とを通じて、第1の供給空間に到達し、第1の噴出部49内を通過し、回転軸3の外周面のうち、第1の噴出部49の内周面と対向する面に向って噴出され、回転軸3が周方向で支承される。この噴出されたベアリングガスは、大気側の排気溝41aに流入し、通路43aを通じて、真空ポンプ45へ排気される。当該大気側の排気溝41aから排気されずに排気溝41a内に残ったベアリングガスは、中央の排気溝41bに流入し、通路43bを通じて、真空ポンプ45へ排気される。更に、当該中央の排気溝41b内に残ったベアリングガスについても、同様である。また、真空チャンバ2側の排気溝41cに残ったベアリングガスは、開口21から真空チャンバ2内に流入する。
【0018】
また、コンプレッサー48から供給される大気圧より高圧のベアリングガスは、更に、給気管63a,63bと給気通路62a,62bとを通じて、第2の供給空間に到達し、第2の噴出部64a,64b内を通過し、フランジ部5のうち、第2の噴出部64a,64baの内周面と対向する部分に向かって噴出され、回転軸3が軸方向で支承される。つまり、回転軸3の軸方向への移動が規制される。
【0019】
上記実施形態によれば、回転軸3が、ベアリングガスにより第2の噴出部64a,64bと接触することなく、支承されるため、本発明者らが提案している上記支持装置と比較して、微小な駆動力で回転軸3を回転させることができる。従って、駆動源の負荷を小さくすることができ、真空チャンバ2内の構成部品を高速回転させることが容易に実現できる。
【0020】
図2及び図3は、本発明品と比較品(従来の支持装置)との夫々の真空チャンバ内の圧力と時間との関係を示す。これによれば、回転軸が静止した状態において、比較品のものでは、図2(a)の如く、真空引き開始から約4000秒後に真空チャンバ内は8.1×10−5Paに到達し、本発明品では、図2(b)の如く、真空引き開始から約7200秒後に1.2×10−4Paに到達している。
【0021】
回転軸が回転した状態において、比較品のものでは、図3(a)の如く、真空チャンバ内に圧力変動が大きく生じ、リークレートは1.0×10−4Pa・m3/secであった。
【0022】
一方、回転軸が回転した状態において、本発明品のものでは、図3(b)の如く、真空チャンバ内に圧力変動は僅かに生じるものの、ほぼ一定の圧力が維持されている。このとき、リークレートは1.25×10−6Pa・m3/secであった。従って、本発明品のものは、比較品のものと比べ、気密性を保持している。
【0023】
以上、本発明の実施形態について図面を参照して説明したが、本発明はこれに限定されない。例えば、上記実施形態では、第1の加圧溝42に第1の噴出部49が嵌着されており、また、第2の加圧溝61a,61bに第2の噴出部64a,64bが嵌着されているが、第1の噴出部49と第2の噴出部64a,64bとを省略することも可能である。この場合、第1の加圧溝42に供給されたベアリングガスは、回転軸3の外周面のうち、第1の加圧溝42に対向する面に向かって噴出され、また、第2の加圧溝61a,61bに供給されたベアリングガスは、フランジ部5のうち、第2の加圧溝61a,61bと対向する部分に向かって噴出される。
【符号の説明】
【0024】
1…支持装置、3…回転軸、4…筒状部材、41a〜41c…排気溝、42…第1の加圧溝、5…フランジ部、6…カバー部材、61a,61b…第2の加圧溝。
【特許請求の範囲】
【請求項1】
真空チャンバの隔壁を通してその内部に挿入される一方向に長手の回転軸を気密に片持ち支持する支持装置であって、
回転軸に所定の隙間を存して同心に外挿され、長手方向の端面が隔壁に密着される筒状部材を有し、この筒状部材の真空チャンバ側の内周面に、回転軸の周方向に環状の排気溝を凹設すると共に、この排気溝より大気側の内周面に、回転軸の周方向に環状の第1の加圧溝を凹設し、この第1の加圧溝に大気圧より高圧のベアリングガスを供給する第1のガス供給手段と、排気溝内を排気する排気手段とが設けられるものにおいて、
前記回転軸の筒状部材から大気側に延出する部分に、当該回転軸より大径のフランジ部を有し、
このフランジ部に所定の隙間を存して囲うカバー部材を配置し、このカバー部材の内周面に、長手方向に沿う環状の第2の加圧溝を凹設し、この第2の加圧溝に大気圧より高圧のベアリングガスを供給する第2のガス供給手段を更に備えることを特徴とする支持装置。
【請求項1】
真空チャンバの隔壁を通してその内部に挿入される一方向に長手の回転軸を気密に片持ち支持する支持装置であって、
回転軸に所定の隙間を存して同心に外挿され、長手方向の端面が隔壁に密着される筒状部材を有し、この筒状部材の真空チャンバ側の内周面に、回転軸の周方向に環状の排気溝を凹設すると共に、この排気溝より大気側の内周面に、回転軸の周方向に環状の第1の加圧溝を凹設し、この第1の加圧溝に大気圧より高圧のベアリングガスを供給する第1のガス供給手段と、排気溝内を排気する排気手段とが設けられるものにおいて、
前記回転軸の筒状部材から大気側に延出する部分に、当該回転軸より大径のフランジ部を有し、
このフランジ部に所定の隙間を存して囲うカバー部材を配置し、このカバー部材の内周面に、長手方向に沿う環状の第2の加圧溝を凹設し、この第2の加圧溝に大気圧より高圧のベアリングガスを供給する第2のガス供給手段を更に備えることを特徴とする支持装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−113429(P2013−113429A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−263205(P2011−263205)
【出願日】平成23年12月1日(2011.12.1)
【出願人】(000231464)株式会社アルバック (1,740)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年12月1日(2011.12.1)
【出願人】(000231464)株式会社アルバック (1,740)
【Fターム(参考)】
[ Back to top ]