
改善された特性を有する複合紡糸長繊維スパンボンド多層不織布及びその製造方法
【課題】ウェブの均一性、柔軟性、通気性、耐水性及び各層間の接着強度に優れた複合スパンボンド長繊維多層不織布及びその製造方法の提供。
【解決手段】スパンボンド不織布を最外層とし、内層は1層のメルトブローン不織布層を、必要に応じて1層以上のスパンボンド不織布層及びメルトブローン不織布層が付加的に積層されるスパンボンド多層不織布B−2の製造方法において、スピンビームと紡糸ノズルとの間に分配板を介装して、芯部に高融点重合体またはプロピレン重合体を鞘部に低融点重合体又はエチレン系重合体をそれぞれのノズル孔側に誘導して芯鞘型複合長繊維を製造し、多孔質の連続ベルトB−1の上に積層してウェブを形成して、ウェブとベルトとを分離し易くするエアー噴射装置B−3とウェブを部分的に熱圧着してエンボシング結合により固定したシート状物を吸引式ドラムにより熱処理ワインディングをして製造するステップを含むことを特徴とする。
【解決手段】スパンボンド不織布を最外層とし、内層は1層のメルトブローン不織布層を、必要に応じて1層以上のスパンボンド不織布層及びメルトブローン不織布層が付加的に積層されるスパンボンド多層不織布B−2の製造方法において、スピンビームと紡糸ノズルとの間に分配板を介装して、芯部に高融点重合体またはプロピレン重合体を鞘部に低融点重合体又はエチレン系重合体をそれぞれのノズル孔側に誘導して芯鞘型複合長繊維を製造し、多孔質の連続ベルトB−1の上に積層してウェブを形成して、ウェブとベルトとを分離し易くするエアー噴射装置B−3とウェブを部分的に熱圧着してエンボシング結合により固定したシート状物を吸引式ドラムにより熱処理ワインディングをして製造するステップを含むことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は改善された特性を有する複合紡糸長繊維スパンボンド不織布及びその製造方法に係り、さらに詳しくは、スパンボンド不織布を最外層とし、内層は1層のメルトブローン不織布層を有し、必要に応じて少なくとも1層以上のスパンボンド不織布層及びメルトブローン不織布層が付加的に積層されるか、あるいは、メルトブローン層が積層されなくてもよいスパンボンド多層不織布であって、前記不織布の最外層を構成するスパンボンド不織布を、低融点重合体が高融点重合体を繊維の長手方向に取り囲む芯鞘型長繊維にして、幅の収縮及び接着強度の低下を防止しつつ、肌触りがよく、しかも、優れた柔軟性を有する複合紡糸長繊維スパンボンド多層不織布及びその製造方法に関する。
【背景技術】
【0002】
一般に、スパンボンド長繊維不織布とは、化学繊維を紡糸工程により製造した不織布のことをいい、ノズルからの繊維を走行するコンベヤーの上に吹き飛ばしてコンベヤーの上に長繊維の層を形成して製造した不織布の一種であり、製造工程の能率がよく、経済性に富んでいるというメリットがある。また、メルトブローン不織布とは、メルトブローン工程により製造された不織布のことをいい、ここに用いられるウェブは極細繊維であるため柔らかく、保温性に優れており、しかも、高度のろ過性能を有するなど、一般の不織布から得られないメリットを有するとはいえ、ウェブ強度が極めて低いという欠点がある。このような不織布の製造方法であるスパンボンド及びメルトブローン不織布の製造工程において最も多用される原料としては、一般に、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレートなどのポリオレフィン系樹脂及びポリアミド系樹脂であり、これらの樹脂を溶融紡糸して繊維化させ、ウェブを形成して熱接着方式により不織布を製造する。
【0003】
ところが、上述した従来公知のポリプロピレン長繊維製のスパンボンド不織布は、柔軟ではなく、優れた肌触りを有しないという欠点があった。このため、前記欠点を補完するために、ポリプロピレン短繊維を空気噴射若しくは梳綿してウェブを製造し、加熱されたローラーにより接着させる工法やエアースルー工法を用いて短繊維不織布を製造することが提案されているが、このようにして製造された不織布は、肌触りには優れているとはいえ、耐毛羽たち性及び強度に劣っているという問題があり、しかも、衛生材のスリム化に起因する生産性の低下及び物理的特性の限界という不都合があり、好ましくない。なお、ポリエチレン長繊維製のスパンボンド不織布は、比較的に柔軟であり、しかも、良好な肌触りは有するが、紡糸に難点があり、強度に劣っており、しかも、伸率が高くておむつや生理用ナプキンなどの衛生材や産業用材には向いていない。
【0004】
したがって、上記の諸問題点を解消するために、スパンボンド不織布としてプロピレン系及びエチレン系の複合繊維製のスパンボンド不織布を使用し、メルトブローン不織布として特定のポリオレフィン系エラストマー及びプロピレン系重合体のポリオレフィン組成物からなるスパンボンド不織布層とメルトブローン不織布層を有する柔軟性不織布積層体であって、均一性に優れており、柔軟性、通気性及び耐水性に優れており、しかも、各層間の接着強度に優れた柔軟性不織布積層体が提案されている(例えば、下記の特許文献1参照)。また、120〜135℃の高融点と、前記高融点よりも少なくとも5℃低い90〜125℃の低融点を有するポリエチレン系樹脂(A)と、前記ポリエチレン系樹脂(A)よりも融点が10℃以上高い高融点樹脂(B)と、から構成され、ポリエチレン系樹脂(A)と高融点樹脂(B)との重量成分比(A/B)が50/50〜10/90であり、ポリエチレン系樹脂(A)が繊維表面のうちの少なくとも一部を長手方向に連続して形成する複合繊維、好ましくは、芯鞘型またはサイドバイサイド型複合繊維を用いて得られる複合繊維不織布が提案されている(例えば、下記の特許文献2参照)。さらに、複合長繊維不織布及びこの製造方法であって、スパンボンド多層不織布に柔らかな肌触り及び優れた柔軟性を与えるために最外層を構成するスパンボンド不織布を製造するに当たって、低融点重合体であるポリエチレン繊維が高融点重合体であるポリプロピレン繊維の長手方向に芯鞘型長繊維からなるスパンボンド層の間にメルトブローン層を形成し、これを熱圧着する方法が提案されている(例えば、下記の特許文献3参照)。さらに、例えば、下記の特許文献4には、従来における、低融点重合体であるポリエチレンの使用に起因する伸率の相対的な増加、製品幅の収縮による工程上のロス及び設備障害といった問題を熱風による熱処理工程を追加することにより解消することが開示されている。
【0005】
しかしながら、下記の特許文献1などの従来の技術においては、エチレン成分の含量が増えて柔軟性の度合いが増加したり、不織布ウェブの重量が下がったりする場合に、前記原料が有する柔軟特性によって不織布積層剤がベルトの上に張り付いたりウェブが分離されたりするなど、おむつや生理用ナプキンなどを生産する高速設備において障害が頻繁に起こることによる生産ラインの渋滞などの問題がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】大韓民国特許公開番号第2001−0012474号
【特許文献2】大韓民国特許公開番号第2001−0034314号
【特許文献3】大韓民国特許公開番号第2004−0013756号
【特許文献4】大韓民国特許公開番号第2011−0021147号
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、本発明は上記事情に鑑みてなされたものであり、その目的は、前記複合多層不織布積層剤がベルトの上に張り付くことを防ぎ、且つ、ウェブを分離し易くすることにより、特に、ウェブの重量が下がったり柔軟性が上がったりすることによる多層不織布の剥離問題を解消することにより、ウェブの均一性が良好であり、柔軟性、通気性、耐水性及び各層間の接着強度に優れた柔軟性複合スパンボンド長繊維多層不織布を提供することにある。
【0008】
本発明の他の目的は、前記優れた特性を有する複合スパンボンド長繊維多層不織布を一層容易に製造することのできる製造方法を提供することにある。
【0009】
本発明はまた、前記明確な目的の他に、これらの目的及び本明細書の全般的な技術からこの分野における通常の技術者によって容易に導き出され得る他の目的を達成することをその目的とする。
【課題を解決するための手段】
【0010】
前記目的を達成するために、本発明に係る改善された特性を有する複合紡糸長繊維スパンボンド多層不織布の製造方法は、スパンボンド不織布を最外層とし、内層は1層のメルトブローン不織布層を有し、必要に応じて少なくとも1層以上のスパンボンド不織布層及びメルトブローン不織布層が付加的に積層されるか、あるいは、メルトブローン層が積層されなくてもよいスパンボンド多層不織布の製造方法において、前記製造方法は、芯部に鞘部を長手方向に取り囲ませるためにスピンビームと紡糸ノズルとの間に分配板を介装して、芯部に高融点重合体またはプロピレン重合体を、鞘部に低融点重合体またはエチレン系重合体をそれぞれのノズル孔側に誘導して紡糸することにより、芯鞘型複合長繊維を製造し、紡糸された複合長繊維を繊維ウェブとベルトとが分離され易い多孔質の連続ベルトの上に積層して複合長繊維のウェブを形成して、前記繊維ウェブとベルトとを分離し易くするエアー噴射装置とこの複合長繊維ウェブを部分的に熱圧着してエンボシング結合により固定したシート状物を吸引式ドラムにより熱処理ワインディングをして製造するステップを含むことを特徴とする。
【0011】
本発明の他の局面によれば、前記芯鞘型スパンボンド長繊維不織布層は、高融点重合体は、230℃における溶融指数(MI)が30〜60g/10分であるポリプロピレン樹脂を溶融して得られ、且つ、低融点重合体は、190℃における溶融指数(MI)が25〜35g/10分であり、密度が0.9515〜0.9565である高密度ポリエチレン(HDPE)を溶融して得ることが好ましい。
【0012】
本発明において、プロピレン重合体としては、前記プロピレン単独重合体、ランダム共重合体、または、ブロック共重合体を単独または2種以上組み合わせて用いることができる。また、本発明において、低融点重合体として、前記ポリプロピレンの他に、ポリエチレン、例えば、高密度ポリエチレン(HDPE)、中密度ポリエチレン(MDPE)、低密度ポリエチレン(LDPE)、線状低密度ポリエチレン(LLDPE)などを用いることができる。低融点重合体成分に用いて好適なポリオレフィン重合体は、オレフィン重合体が、好ましくは、前記溶融温度差の範囲によって高融点成分重合体よりも低い低融点を有するものであればよく、好ましくは、商業的な入手し易さから、ポリエチレン、ポリプロピレンまたはこれらのブレンド共重合体が挙げられる。
【0013】
本発明のさらに他の局面によれば、前記芯鞘型スパンボンド長繊維不織布層は、芯部と鞘部との重量比が50〜50から70〜30になるように複合溶融紡糸して製造することが好ましい。
【0014】
本発明のさらに他の局面によれば、前記積層された繊維ウェブとベルトとを分離し易くするエアー噴射装置のエアー噴射速度は、15〜25m/sの適正エアー速度であることが好ましい。
【0015】
上述したように、本発明の製造方法においては、積層不織布とベルトとを分離し易くするためにエアー噴射装置を用いるところに特徴があるが、熱結合前にコンベヤーベルトとカレンダーロールとの間に多数の孔が形成されている矩形状のエアー噴射装置がベルトの上下部から上方に所定のエアー圧を噴射して積層不織布とコンベヤーベルトとを分離し易くする役割を果たす。前記エアー噴射装置の空気噴射速度は、5〜30m/s、特に好ましくは、15〜25m/sに保つ必要がある。エアー噴射速度が5m/s未満である場合に、ベルトと不織布シート状物との分離が円滑に行われず、30m/sを超える場合には、エアー圧が強すぎてシートが離脱してしまうため好ましくない。
【0016】
本発明のさらに他の局面によれば、前記吸引式ドラムにより熱処理する工程における熱処理温度は、80〜110℃であることが好ましい。もし、吸引式ドラムにより80℃以下において熱処理を施すと、メルトブローン層とスパンボンド不織布フィラメントとの低融点重合体の熱的セッティング効果がないため伸率の増加が抑えられる効果があまり得られず、逆に、110℃以上において熱処理を施すと、柔らかな肌触りを毀損する虞があるため好ましくない。
【0017】
前記他の目的を達成するための本発明の改善された特性を有する複合紡糸長繊維スパンボンド多層不織布は、スパンボンド不織布を最外層とし、内層は少なくとも1層のメルトブローン不織布層を有し、必要に応じて少なくとも1層以上のスパンボンド不織布層及びメルトブローン不織布層が付加的に積層されてなるスパンボンド多層不織布において、前記最外層を構成するスパンボンド不織布層は、低融点重合体が高融点重合体を繊維の長手方向に取り囲む芯鞘型長繊維製であり、前記芯鞘型長繊維製のスパンボンド不織布層の間にメルトブローン不織布層が形成され、連続したベルトの上に積層されてウェブが形成され、繊維ウェブとベルトとを分離し易くするエアー噴射装置を経た後、カレンダーロールにより熱圧着ボンディングされてシート状に製造された後に、吸引式ドラムにおいて熱処理されて製造されたものであることを特徴とする。
【0018】
本発明の他の局面によれば、前記スパンボンド不織布層間のメルトブローン不織布層を形成する不織布の目付けは0.5〜2.0gsm/m<SUP>2</SUP>であることが好ましい。もし、メルトブローン不織布の目付けが0.5g/m<SUP>2</SUP>未満であれば、組織が緻密ではないため液体を遮断することができず、2.0g/m<SUP>2</SUP>を超えると、組織が緻密化して合成樹脂の透過の遮断に効果的であるが、柔らかな肌触りを示さないという問題点があるため好ましくない。
【0019】
本発明のさらに他の局面によれば、前記本発明に係る改善された特性を有する複合スパンボンド長繊維多層不織布は、使い捨ておむつ、生理用ナプキンのサイドギャザー、バックシート及び親水加工されたトップシートなどの用途で用いられるものであることが好ましい。
【発明の効果】
【0020】
本発明の複合紡糸長繊維スパンボンド多層不織布及びその製造方法によれば、複合多層不織布積層剤がベルトの上に張り付くことなくウェブが分離され易くなることにより、特に、ウェブ重量の減少や柔軟性の増加による多層不織布の剥離問題を解消することにより、ウェブの均一性が良好であり、柔軟性、通気性、耐水性及び各層間の接着強度に優れた柔軟性複合スパンボンド長繊維多層不織布を製造することができる。したがって、本発明の不織布は、従来より不織布が用いられている各種の用途で用いられるだけではなく、使い捨ておむつ、生理用ナプキンのサイドギャザー、バックシート及び親水加工されたトップシートなどの用途で用いられる。
【図面の簡単な説明】
【0021】
【図1】本発明に従い用いられてスパンボンド不織布を形成する2成分紡績システムの概略的な例示図である。
【図2】本発明に従い用いられて積層不織布とベルトとを分離し易くするエアー噴射装置の概略図である。
【発明を実施するための形態】
【0022】
本発明において用いられる「不織物若しくは不織布」という用語は、編織または織造以外の手段により形成され、繊維またはフィラメントの一部または全部の結合を含む繊維またはフィラメントのウェブを意味し、このような結合は、例えば、もつれなどの熱的、接着的または機械的な手段により形成され得る。通常の不織は、スパンボンド、メルトブローン、梳綿、ウェットレイ及びエアーレイ工程により形成される。
【0023】
本発明において用いられる「スパンボンド」という用語は、通常、重合体押出物の溶融押出により高速度空気により焼き入れ及び延伸された筋から形成されて表面上に収集され、しばしば熱及び圧力のパターン化された適用により結合されたフィラメントを強化させたフィラメントの不織物若しくは不織布を意味する。
【0024】
本発明の2成分の重合体は、高融点重合体及び低融点重合体に大別できるが、高融点重合体とは、長繊維の他の成分の重合体よりも融点が5℃以上、好ましくは、10℃以上高い融点を有するものをいい、本発明において、高融点重合体としてはポリプロピレン樹脂が用いられるが、その理由は、柔軟であり、且つ、強度に優れているためである。この樹脂は、プロピレンから誘導される構成単位90モル%以上、好ましくは、95モル%以上含有する重合体である。
【0025】
本発明において用いられる「複合」及び「多成分」という用語は、相互交換的に用いられ、繊維またはフィラメントの全長に沿って個別の重合体成分に占められた2以上の個別セクションを招くそれぞれの繊維またはフィラメントと多重押出物とを組み合わせることにより形成された繊維またはフィラメントを意味する。繊維の横断面としては、サイドバイサイド型、パイ型、鞘芯型、偏心性鞘芯型及び海島型などの種々の配列が取られる。
【0026】
本発明において特に興味深いことは、鞘芯配列である。
【0027】
上述したように、本発明の改善された特性を有する複合スパンボンド長繊維多層不織布の製造方法は、ポリエチレン長繊維の柔軟な特性とポリプロピレン長繊維の低伸率、高強力特性とを組み合わせることにより、柔らかくて液体遮断性に優れており、しかも、従来の問題点を解消する機械的な特性に優れた複合スパンボンド長繊維多層不織布を提供するために、連続的に駆動されるコンベヤーベルトの上にスパンボンド不織布層を積層し、前記スパンボンド不織布層の上に少なくとも1層のメルトブローン不織布層を付加的に積層した後、さらにスパンボンド不織布層を積層してなるものである。特に、本発明のスパンボンド長繊維多層不織布は、特定の層の構成に限定されるものではなく、例えば、単一層(メルトブローン層Mまたはスパンボンド層S)、2層(SSまたはSM)の複合物または3以上の層(SMS、SMMS、SSMMS、SSMMSSウェブ)の複合化層を含むことができる。なお、前記それぞれの単一層は、重量(gsm)が大幅に異なる場合がある。
【0028】
本発明の好適な実施形態によれば、前記長繊維スパンボンド不織布を製造するためのポリマーとしては、ポリオレフィン、ポリエステル、ポリアミド、これら(オレフィン、エステル、アミドまたはその他のモノマー)の共重合体及びこれらのブレンドよりなる群から選ばれる熱可塑性または紡糸可能な高分子が挙げられる。
【0029】
[製造方法]
次いで、図面に基づき、複合スパンボンド長繊維多層不織布を製造するための工程ラインについて説明する。図1は、本発明に従い用いられてスパンボンド不織布を形成する2成分紡績システムの概略的な例示図である。
【0030】
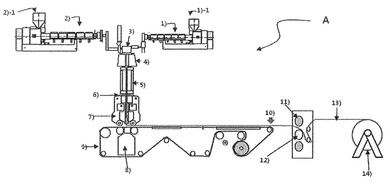
図1に示すように、本発明に係る不織ウェブの例示的な製造工程においては、先ず、2成分重合体を溶融して長繊維スパンボンド不織布を製造する。2成分重合体は、個別の押出器1、2においてそれぞれ溶融されたポリマーを混練して製造される。重合体の芯部成分は第1ホッパー1)−1から当該押出器に供給され、任意に重合体の鞘部成分は第2ホッパー2)−1から当該押出器に供給される。溶融された成分重合体は、個別の押出器1)及び2)からそれぞれの重合体導管を経てスピンビーム3)に運ばれる。2成分フィラメントを紡糸するための紡糸口の形状は当業界における熟練者に公知であり、このため、本発明においてはその詳細な説明を省く。次いで、工程ラインAにおいて、紡糸ノズル4)から延びたフィラメントのカーテンに隣り合うように紡糸されたフィラメントは、蜂の巣状の冷却チャンバー5)を介して噴射される冷却空気により固化される。その後、上部から吹き付けられる空気とコンベヤーベルトの下部において吸い込む空気の圧力により延伸され、分離され易い多孔性の特殊コンベヤーベルト9の上に所定の重量で積層されてウェブが形成される。
【0031】
メルトブローン不織布の製造方法は、本発明が属する技術分野において通常用いられる公知の方法であり、溶融指数(MI)が800〜1300g/10分であるポリプロピレン樹脂を溶融し、多数のオリフィスにより紡糸するときに口金の両側から強い熱風を吹き付けて極細糸を製造する。このとき、スパンボンド層及びメルトブローン層の接着強度を低下させないためには、メルトブローン不織布の目付けは0.3〜2gsm/m<SUP>2</SUP>であることが好ましく、より好ましくは、0.5〜1.5gsm/m<SUP>2</SUP>である。メルトブローン不織布の目付けが0.3gsm/m<SUP>2</SUP>未満であれば、組織が緻密ではないため液体を遮断することができず、2gsm/m<SUP>2</SUP>を超えると、組織が緻密化して合成樹脂の透過の遮断に効果的であるが、柔らかな肌触りを示さないという問題がある。
【0032】
本発明において、複合スパンボンド長繊維不織布の繊度は、5.0d以下であり、好ましくは、3.0d以下であり、さらに好ましくは、2.0d以下である。これは、上記の繊度であれば、不織布の柔軟性を有するためである。なお、メルトブローン不織布を構成する繊維は、1〜5μmの太さを有する。これは、繊維が太くなると、強度及び肌触りが低下するという欠点があるためである。
【0033】
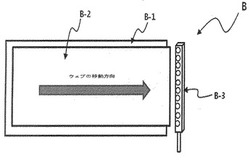
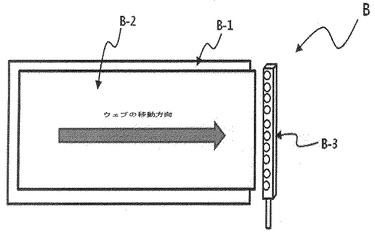
図2は、本発明に従い用いられて積層不織布とベルトとを分離し易くするエアー噴射装置(図1における10)の概略図である。図2に示すように、熱結合前にコンベヤーベルトB−1とカレンダーロールとの間に多数の孔が形成されている矩形状のエアー噴射装置B−3がベルトの上下部から上方に所定のエアー圧を噴射して積層不織布B−2とコンベヤーベルトB−1とを分離する。エアー噴射装置の空気噴射速度は、5〜30m/sに保つ必要がある。エアー噴射速度が5m/s未満である場合に、ベルトと不織布シート状物との分離が円滑に行われず、30m/sを超える場合には、エアー圧が強すぎてシートが離脱してしまうため好ましくない。
【0034】
基本的な多層構造不織布は、連続的に駆動されるコンベヤーベルトの上にスパンボンド不織布層が積層され、スパンボンド不織布層の上にメルトブローン不織布層が積層され、最終的にスパンボンド不織布層が積層される。
【0035】
このようにして積層された不織布は、力学的特性及び形態安定性を与えるために熱的に結合される。換言すると、熱カレンダーを介して熱及び圧力が与えられて熱粘着されてシート化される。このとき、カレンダーロールは、接着面積を限定するものではないが、一方の面は、通常、接着面積が10〜20%であるエンボスロール(Emboss roll)11により構成され、他方の面は、表面が滑らかなロール12により構成される。ロールの温度が所定のレベル以上になると、シートが加熱ロールに熱融着されてシートの生産が不可能であり、また、温度が低すぎると、シートの物性が低下してしまう。このため、カレンダーロールの熱的温度は、120℃〜160℃であることが好ましく、さらに好ましくは、130℃〜150℃である。
【0036】
熱的ボンディングし終わった不織布シートは、熱風吸引式ドラムにより熱処理されるが、このような熱処理によってスパンボンド層内に分散されたメルトブローン層とスパンボンド不織布フィラメントの鞘型を構成している低融点重合体が熱的にセッティングされて低融点重合体の固有の物性である柔らかな肌触りは維持しつつ機械的物性に優れた複合スパンボンド長繊維多層不織布が得られる。このときの熱風の温度は、70℃〜120℃であることが好ましく、さらに好ましくは、80℃〜110℃である。80℃以下においては、メルトブローン層とスパンボンド不織布フィラメントの低融点重合体の熱的セッティング効果がなくて伸率の増加が抑えられる効果があまり得られず、110℃以上においては柔らかな肌触りを毀損する虞があるため好ましくない。
【0037】
以下、実施例及び比較例を挙げて本発明についてより具体的に説明するが、本発明の範囲はこれらの実施例に限定されるものではないことはいうまでもない。
【0038】
以下の各実施例及び比較例に従い製造されたスパンボンド長繊維不織布に対する各種の特性値の測定及び評価は下記のようにして行い、その結果を下記表1に示す。
【0039】
(1)引っ張り強伸度 :インストロン社製の引っ張り強伸度測定設備を用い、EDANA20.2−89法に準拠して、試験片のサイズを5cm(幅)×20cm(長さ)にして引っ張り速度が500m/minとなる条件下で測定した。
【0040】
(2)耐水圧:FX−3000試験機を用い、DIN53、886方法により不織布を対象として耐水圧を測定した。
【0041】
(3)剛軟度:曲げ長さ測定機を用い、WSP90.5不織布曲げ長さの測定方法により剛軟度を測定した。
【0042】
実施例1
2成分紡績ラインを用いたが、このとき、押出機は、外壁周りは150mmであり、L/Dは30であり、ノズルは、ノズル径が0.6mmであり、L/Dは4であり、単位メートル当たりに5000個の孔を有する。用いられたコンベヤーベルトは、通気度単位8910m<SUP>3</SUP>/m<SUP>2</SUP>/Hr(100Pa)を有するCOFPA社製のSuprastat4000であり、繊維シートとベルトとを分離し易くするために用いた。
【0043】
高融点重合体は、230℃における溶融指数(MI)が約45g/10分であるポリプロピレン樹脂を溶融して得られ、低融点重合体は、190℃における溶融指数(MI)が約30g/10分であり、密度が0.9515〜0.9565である高密度ポリエチレン(HDPE)を溶融して得られ、芯鞘型複合溶融紡糸を行い、鞘部が高密度ポリエチレン(HDPE)であり、芯部がポリプロピレン樹脂であり、鞘部と芯部との重量比が50/50であるスパンボンド不織布を最外層とし、メルトブローン不織布の目付けが0.8g/m<SUP>2</SUP>であるスパンボンド/メルトブローン/メルトブローン/スパンボンド層をこの順にコンベヤーベルトの上に積層させた後、シートの分離のために用いられた矩形状のエアー噴射装置のエアー放出速度は約20m/sに維持した。カレンダーロールにより熱圧着した後、温度が100℃であり、60%の熱風吸引式ドラムにより熱処理して目付けが15g/m<SUP>2</SUP>の不織布を得た。
【0044】
実施例2
鞘部/芯部の原料の割合を30/70にした以外は、実施例1の方法と同様にして不織布を製作した。
【0045】
実施例3
メルトブローン不織布の目付けのみを1.5g/m<SUP>2</SUP>にした以外は、実施例1の方法と同様にして、合計の目付けが15g/m<SUP>2</SUP>である不織布を製造した。
【0046】
実施例4
メルトブローン不織布の目付けのみを1.5g/m<SUP>2</SUP>にした以外は、実施例1の方法と同様にして、合計の目付けが12g/m<SUP>2</SUP>である不織布を製造した。
【0047】
比較例1
メルトブローン不織布の目付けのみを0.0g/m<SUP>2</SUP>にした以外は、実施例1の方法と同様にして、合計の目付けが15g/m<SUP>2</SUP>である不織布を製造した。
【0048】
比較例2
メルトブローン不織布の目付けのみを3.5g/m<SUP>2</SUP>にした以外は、実施例1の方法と同様にして、合計の目付けが15g/m<SUP>2</SUP>である不織布を製造した。
【0049】
比較例3
シートを分離するためのエアー噴射装置のエアー放出速度のみを5m/s未満に維持した以外は、実施例4の方法と同様にして不織布を製作した。
【0050】
比較例4
熱風吸引式ドラムにより熱処理を施さなかった以外は、実施例1の方法と同様にして不織布を製作した。
【0051】
【表1】

【符号の説明】
【0052】
1、2…押出器
3…スピンビーム
4…紡糸ノズル
5…冷却チャンバー
B−1…コンベヤーベルト
B−2…積層不織布
B−3…エアー噴射装置
【技術分野】
【0001】
本発明は改善された特性を有する複合紡糸長繊維スパンボンド不織布及びその製造方法に係り、さらに詳しくは、スパンボンド不織布を最外層とし、内層は1層のメルトブローン不織布層を有し、必要に応じて少なくとも1層以上のスパンボンド不織布層及びメルトブローン不織布層が付加的に積層されるか、あるいは、メルトブローン層が積層されなくてもよいスパンボンド多層不織布であって、前記不織布の最外層を構成するスパンボンド不織布を、低融点重合体が高融点重合体を繊維の長手方向に取り囲む芯鞘型長繊維にして、幅の収縮及び接着強度の低下を防止しつつ、肌触りがよく、しかも、優れた柔軟性を有する複合紡糸長繊維スパンボンド多層不織布及びその製造方法に関する。
【背景技術】
【0002】
一般に、スパンボンド長繊維不織布とは、化学繊維を紡糸工程により製造した不織布のことをいい、ノズルからの繊維を走行するコンベヤーの上に吹き飛ばしてコンベヤーの上に長繊維の層を形成して製造した不織布の一種であり、製造工程の能率がよく、経済性に富んでいるというメリットがある。また、メルトブローン不織布とは、メルトブローン工程により製造された不織布のことをいい、ここに用いられるウェブは極細繊維であるため柔らかく、保温性に優れており、しかも、高度のろ過性能を有するなど、一般の不織布から得られないメリットを有するとはいえ、ウェブ強度が極めて低いという欠点がある。このような不織布の製造方法であるスパンボンド及びメルトブローン不織布の製造工程において最も多用される原料としては、一般に、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレートなどのポリオレフィン系樹脂及びポリアミド系樹脂であり、これらの樹脂を溶融紡糸して繊維化させ、ウェブを形成して熱接着方式により不織布を製造する。
【0003】
ところが、上述した従来公知のポリプロピレン長繊維製のスパンボンド不織布は、柔軟ではなく、優れた肌触りを有しないという欠点があった。このため、前記欠点を補完するために、ポリプロピレン短繊維を空気噴射若しくは梳綿してウェブを製造し、加熱されたローラーにより接着させる工法やエアースルー工法を用いて短繊維不織布を製造することが提案されているが、このようにして製造された不織布は、肌触りには優れているとはいえ、耐毛羽たち性及び強度に劣っているという問題があり、しかも、衛生材のスリム化に起因する生産性の低下及び物理的特性の限界という不都合があり、好ましくない。なお、ポリエチレン長繊維製のスパンボンド不織布は、比較的に柔軟であり、しかも、良好な肌触りは有するが、紡糸に難点があり、強度に劣っており、しかも、伸率が高くておむつや生理用ナプキンなどの衛生材や産業用材には向いていない。
【0004】
したがって、上記の諸問題点を解消するために、スパンボンド不織布としてプロピレン系及びエチレン系の複合繊維製のスパンボンド不織布を使用し、メルトブローン不織布として特定のポリオレフィン系エラストマー及びプロピレン系重合体のポリオレフィン組成物からなるスパンボンド不織布層とメルトブローン不織布層を有する柔軟性不織布積層体であって、均一性に優れており、柔軟性、通気性及び耐水性に優れており、しかも、各層間の接着強度に優れた柔軟性不織布積層体が提案されている(例えば、下記の特許文献1参照)。また、120〜135℃の高融点と、前記高融点よりも少なくとも5℃低い90〜125℃の低融点を有するポリエチレン系樹脂(A)と、前記ポリエチレン系樹脂(A)よりも融点が10℃以上高い高融点樹脂(B)と、から構成され、ポリエチレン系樹脂(A)と高融点樹脂(B)との重量成分比(A/B)が50/50〜10/90であり、ポリエチレン系樹脂(A)が繊維表面のうちの少なくとも一部を長手方向に連続して形成する複合繊維、好ましくは、芯鞘型またはサイドバイサイド型複合繊維を用いて得られる複合繊維不織布が提案されている(例えば、下記の特許文献2参照)。さらに、複合長繊維不織布及びこの製造方法であって、スパンボンド多層不織布に柔らかな肌触り及び優れた柔軟性を与えるために最外層を構成するスパンボンド不織布を製造するに当たって、低融点重合体であるポリエチレン繊維が高融点重合体であるポリプロピレン繊維の長手方向に芯鞘型長繊維からなるスパンボンド層の間にメルトブローン層を形成し、これを熱圧着する方法が提案されている(例えば、下記の特許文献3参照)。さらに、例えば、下記の特許文献4には、従来における、低融点重合体であるポリエチレンの使用に起因する伸率の相対的な増加、製品幅の収縮による工程上のロス及び設備障害といった問題を熱風による熱処理工程を追加することにより解消することが開示されている。
【0005】
しかしながら、下記の特許文献1などの従来の技術においては、エチレン成分の含量が増えて柔軟性の度合いが増加したり、不織布ウェブの重量が下がったりする場合に、前記原料が有する柔軟特性によって不織布積層剤がベルトの上に張り付いたりウェブが分離されたりするなど、おむつや生理用ナプキンなどを生産する高速設備において障害が頻繁に起こることによる生産ラインの渋滞などの問題がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】大韓民国特許公開番号第2001−0012474号
【特許文献2】大韓民国特許公開番号第2001−0034314号
【特許文献3】大韓民国特許公開番号第2004−0013756号
【特許文献4】大韓民国特許公開番号第2011−0021147号
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、本発明は上記事情に鑑みてなされたものであり、その目的は、前記複合多層不織布積層剤がベルトの上に張り付くことを防ぎ、且つ、ウェブを分離し易くすることにより、特に、ウェブの重量が下がったり柔軟性が上がったりすることによる多層不織布の剥離問題を解消することにより、ウェブの均一性が良好であり、柔軟性、通気性、耐水性及び各層間の接着強度に優れた柔軟性複合スパンボンド長繊維多層不織布を提供することにある。
【0008】
本発明の他の目的は、前記優れた特性を有する複合スパンボンド長繊維多層不織布を一層容易に製造することのできる製造方法を提供することにある。
【0009】
本発明はまた、前記明確な目的の他に、これらの目的及び本明細書の全般的な技術からこの分野における通常の技術者によって容易に導き出され得る他の目的を達成することをその目的とする。
【課題を解決するための手段】
【0010】
前記目的を達成するために、本発明に係る改善された特性を有する複合紡糸長繊維スパンボンド多層不織布の製造方法は、スパンボンド不織布を最外層とし、内層は1層のメルトブローン不織布層を有し、必要に応じて少なくとも1層以上のスパンボンド不織布層及びメルトブローン不織布層が付加的に積層されるか、あるいは、メルトブローン層が積層されなくてもよいスパンボンド多層不織布の製造方法において、前記製造方法は、芯部に鞘部を長手方向に取り囲ませるためにスピンビームと紡糸ノズルとの間に分配板を介装して、芯部に高融点重合体またはプロピレン重合体を、鞘部に低融点重合体またはエチレン系重合体をそれぞれのノズル孔側に誘導して紡糸することにより、芯鞘型複合長繊維を製造し、紡糸された複合長繊維を繊維ウェブとベルトとが分離され易い多孔質の連続ベルトの上に積層して複合長繊維のウェブを形成して、前記繊維ウェブとベルトとを分離し易くするエアー噴射装置とこの複合長繊維ウェブを部分的に熱圧着してエンボシング結合により固定したシート状物を吸引式ドラムにより熱処理ワインディングをして製造するステップを含むことを特徴とする。
【0011】
本発明の他の局面によれば、前記芯鞘型スパンボンド長繊維不織布層は、高融点重合体は、230℃における溶融指数(MI)が30〜60g/10分であるポリプロピレン樹脂を溶融して得られ、且つ、低融点重合体は、190℃における溶融指数(MI)が25〜35g/10分であり、密度が0.9515〜0.9565である高密度ポリエチレン(HDPE)を溶融して得ることが好ましい。
【0012】
本発明において、プロピレン重合体としては、前記プロピレン単独重合体、ランダム共重合体、または、ブロック共重合体を単独または2種以上組み合わせて用いることができる。また、本発明において、低融点重合体として、前記ポリプロピレンの他に、ポリエチレン、例えば、高密度ポリエチレン(HDPE)、中密度ポリエチレン(MDPE)、低密度ポリエチレン(LDPE)、線状低密度ポリエチレン(LLDPE)などを用いることができる。低融点重合体成分に用いて好適なポリオレフィン重合体は、オレフィン重合体が、好ましくは、前記溶融温度差の範囲によって高融点成分重合体よりも低い低融点を有するものであればよく、好ましくは、商業的な入手し易さから、ポリエチレン、ポリプロピレンまたはこれらのブレンド共重合体が挙げられる。
【0013】
本発明のさらに他の局面によれば、前記芯鞘型スパンボンド長繊維不織布層は、芯部と鞘部との重量比が50〜50から70〜30になるように複合溶融紡糸して製造することが好ましい。
【0014】
本発明のさらに他の局面によれば、前記積層された繊維ウェブとベルトとを分離し易くするエアー噴射装置のエアー噴射速度は、15〜25m/sの適正エアー速度であることが好ましい。
【0015】
上述したように、本発明の製造方法においては、積層不織布とベルトとを分離し易くするためにエアー噴射装置を用いるところに特徴があるが、熱結合前にコンベヤーベルトとカレンダーロールとの間に多数の孔が形成されている矩形状のエアー噴射装置がベルトの上下部から上方に所定のエアー圧を噴射して積層不織布とコンベヤーベルトとを分離し易くする役割を果たす。前記エアー噴射装置の空気噴射速度は、5〜30m/s、特に好ましくは、15〜25m/sに保つ必要がある。エアー噴射速度が5m/s未満である場合に、ベルトと不織布シート状物との分離が円滑に行われず、30m/sを超える場合には、エアー圧が強すぎてシートが離脱してしまうため好ましくない。
【0016】
本発明のさらに他の局面によれば、前記吸引式ドラムにより熱処理する工程における熱処理温度は、80〜110℃であることが好ましい。もし、吸引式ドラムにより80℃以下において熱処理を施すと、メルトブローン層とスパンボンド不織布フィラメントとの低融点重合体の熱的セッティング効果がないため伸率の増加が抑えられる効果があまり得られず、逆に、110℃以上において熱処理を施すと、柔らかな肌触りを毀損する虞があるため好ましくない。
【0017】
前記他の目的を達成するための本発明の改善された特性を有する複合紡糸長繊維スパンボンド多層不織布は、スパンボンド不織布を最外層とし、内層は少なくとも1層のメルトブローン不織布層を有し、必要に応じて少なくとも1層以上のスパンボンド不織布層及びメルトブローン不織布層が付加的に積層されてなるスパンボンド多層不織布において、前記最外層を構成するスパンボンド不織布層は、低融点重合体が高融点重合体を繊維の長手方向に取り囲む芯鞘型長繊維製であり、前記芯鞘型長繊維製のスパンボンド不織布層の間にメルトブローン不織布層が形成され、連続したベルトの上に積層されてウェブが形成され、繊維ウェブとベルトとを分離し易くするエアー噴射装置を経た後、カレンダーロールにより熱圧着ボンディングされてシート状に製造された後に、吸引式ドラムにおいて熱処理されて製造されたものであることを特徴とする。
【0018】
本発明の他の局面によれば、前記スパンボンド不織布層間のメルトブローン不織布層を形成する不織布の目付けは0.5〜2.0gsm/m<SUP>2</SUP>であることが好ましい。もし、メルトブローン不織布の目付けが0.5g/m<SUP>2</SUP>未満であれば、組織が緻密ではないため液体を遮断することができず、2.0g/m<SUP>2</SUP>を超えると、組織が緻密化して合成樹脂の透過の遮断に効果的であるが、柔らかな肌触りを示さないという問題点があるため好ましくない。
【0019】
本発明のさらに他の局面によれば、前記本発明に係る改善された特性を有する複合スパンボンド長繊維多層不織布は、使い捨ておむつ、生理用ナプキンのサイドギャザー、バックシート及び親水加工されたトップシートなどの用途で用いられるものであることが好ましい。
【発明の効果】
【0020】
本発明の複合紡糸長繊維スパンボンド多層不織布及びその製造方法によれば、複合多層不織布積層剤がベルトの上に張り付くことなくウェブが分離され易くなることにより、特に、ウェブ重量の減少や柔軟性の増加による多層不織布の剥離問題を解消することにより、ウェブの均一性が良好であり、柔軟性、通気性、耐水性及び各層間の接着強度に優れた柔軟性複合スパンボンド長繊維多層不織布を製造することができる。したがって、本発明の不織布は、従来より不織布が用いられている各種の用途で用いられるだけではなく、使い捨ておむつ、生理用ナプキンのサイドギャザー、バックシート及び親水加工されたトップシートなどの用途で用いられる。
【図面の簡単な説明】
【0021】
【図1】本発明に従い用いられてスパンボンド不織布を形成する2成分紡績システムの概略的な例示図である。
【図2】本発明に従い用いられて積層不織布とベルトとを分離し易くするエアー噴射装置の概略図である。
【発明を実施するための形態】
【0022】
本発明において用いられる「不織物若しくは不織布」という用語は、編織または織造以外の手段により形成され、繊維またはフィラメントの一部または全部の結合を含む繊維またはフィラメントのウェブを意味し、このような結合は、例えば、もつれなどの熱的、接着的または機械的な手段により形成され得る。通常の不織は、スパンボンド、メルトブローン、梳綿、ウェットレイ及びエアーレイ工程により形成される。
【0023】
本発明において用いられる「スパンボンド」という用語は、通常、重合体押出物の溶融押出により高速度空気により焼き入れ及び延伸された筋から形成されて表面上に収集され、しばしば熱及び圧力のパターン化された適用により結合されたフィラメントを強化させたフィラメントの不織物若しくは不織布を意味する。
【0024】
本発明の2成分の重合体は、高融点重合体及び低融点重合体に大別できるが、高融点重合体とは、長繊維の他の成分の重合体よりも融点が5℃以上、好ましくは、10℃以上高い融点を有するものをいい、本発明において、高融点重合体としてはポリプロピレン樹脂が用いられるが、その理由は、柔軟であり、且つ、強度に優れているためである。この樹脂は、プロピレンから誘導される構成単位90モル%以上、好ましくは、95モル%以上含有する重合体である。
【0025】
本発明において用いられる「複合」及び「多成分」という用語は、相互交換的に用いられ、繊維またはフィラメントの全長に沿って個別の重合体成分に占められた2以上の個別セクションを招くそれぞれの繊維またはフィラメントと多重押出物とを組み合わせることにより形成された繊維またはフィラメントを意味する。繊維の横断面としては、サイドバイサイド型、パイ型、鞘芯型、偏心性鞘芯型及び海島型などの種々の配列が取られる。
【0026】
本発明において特に興味深いことは、鞘芯配列である。
【0027】
上述したように、本発明の改善された特性を有する複合スパンボンド長繊維多層不織布の製造方法は、ポリエチレン長繊維の柔軟な特性とポリプロピレン長繊維の低伸率、高強力特性とを組み合わせることにより、柔らかくて液体遮断性に優れており、しかも、従来の問題点を解消する機械的な特性に優れた複合スパンボンド長繊維多層不織布を提供するために、連続的に駆動されるコンベヤーベルトの上にスパンボンド不織布層を積層し、前記スパンボンド不織布層の上に少なくとも1層のメルトブローン不織布層を付加的に積層した後、さらにスパンボンド不織布層を積層してなるものである。特に、本発明のスパンボンド長繊維多層不織布は、特定の層の構成に限定されるものではなく、例えば、単一層(メルトブローン層Mまたはスパンボンド層S)、2層(SSまたはSM)の複合物または3以上の層(SMS、SMMS、SSMMS、SSMMSSウェブ)の複合化層を含むことができる。なお、前記それぞれの単一層は、重量(gsm)が大幅に異なる場合がある。
【0028】
本発明の好適な実施形態によれば、前記長繊維スパンボンド不織布を製造するためのポリマーとしては、ポリオレフィン、ポリエステル、ポリアミド、これら(オレフィン、エステル、アミドまたはその他のモノマー)の共重合体及びこれらのブレンドよりなる群から選ばれる熱可塑性または紡糸可能な高分子が挙げられる。
【0029】
[製造方法]
次いで、図面に基づき、複合スパンボンド長繊維多層不織布を製造するための工程ラインについて説明する。図1は、本発明に従い用いられてスパンボンド不織布を形成する2成分紡績システムの概略的な例示図である。
【0030】
図1に示すように、本発明に係る不織ウェブの例示的な製造工程においては、先ず、2成分重合体を溶融して長繊維スパンボンド不織布を製造する。2成分重合体は、個別の押出器1、2においてそれぞれ溶融されたポリマーを混練して製造される。重合体の芯部成分は第1ホッパー1)−1から当該押出器に供給され、任意に重合体の鞘部成分は第2ホッパー2)−1から当該押出器に供給される。溶融された成分重合体は、個別の押出器1)及び2)からそれぞれの重合体導管を経てスピンビーム3)に運ばれる。2成分フィラメントを紡糸するための紡糸口の形状は当業界における熟練者に公知であり、このため、本発明においてはその詳細な説明を省く。次いで、工程ラインAにおいて、紡糸ノズル4)から延びたフィラメントのカーテンに隣り合うように紡糸されたフィラメントは、蜂の巣状の冷却チャンバー5)を介して噴射される冷却空気により固化される。その後、上部から吹き付けられる空気とコンベヤーベルトの下部において吸い込む空気の圧力により延伸され、分離され易い多孔性の特殊コンベヤーベルト9の上に所定の重量で積層されてウェブが形成される。
【0031】
メルトブローン不織布の製造方法は、本発明が属する技術分野において通常用いられる公知の方法であり、溶融指数(MI)が800〜1300g/10分であるポリプロピレン樹脂を溶融し、多数のオリフィスにより紡糸するときに口金の両側から強い熱風を吹き付けて極細糸を製造する。このとき、スパンボンド層及びメルトブローン層の接着強度を低下させないためには、メルトブローン不織布の目付けは0.3〜2gsm/m<SUP>2</SUP>であることが好ましく、より好ましくは、0.5〜1.5gsm/m<SUP>2</SUP>である。メルトブローン不織布の目付けが0.3gsm/m<SUP>2</SUP>未満であれば、組織が緻密ではないため液体を遮断することができず、2gsm/m<SUP>2</SUP>を超えると、組織が緻密化して合成樹脂の透過の遮断に効果的であるが、柔らかな肌触りを示さないという問題がある。
【0032】
本発明において、複合スパンボンド長繊維不織布の繊度は、5.0d以下であり、好ましくは、3.0d以下であり、さらに好ましくは、2.0d以下である。これは、上記の繊度であれば、不織布の柔軟性を有するためである。なお、メルトブローン不織布を構成する繊維は、1〜5μmの太さを有する。これは、繊維が太くなると、強度及び肌触りが低下するという欠点があるためである。
【0033】
図2は、本発明に従い用いられて積層不織布とベルトとを分離し易くするエアー噴射装置(図1における10)の概略図である。図2に示すように、熱結合前にコンベヤーベルトB−1とカレンダーロールとの間に多数の孔が形成されている矩形状のエアー噴射装置B−3がベルトの上下部から上方に所定のエアー圧を噴射して積層不織布B−2とコンベヤーベルトB−1とを分離する。エアー噴射装置の空気噴射速度は、5〜30m/sに保つ必要がある。エアー噴射速度が5m/s未満である場合に、ベルトと不織布シート状物との分離が円滑に行われず、30m/sを超える場合には、エアー圧が強すぎてシートが離脱してしまうため好ましくない。
【0034】
基本的な多層構造不織布は、連続的に駆動されるコンベヤーベルトの上にスパンボンド不織布層が積層され、スパンボンド不織布層の上にメルトブローン不織布層が積層され、最終的にスパンボンド不織布層が積層される。
【0035】
このようにして積層された不織布は、力学的特性及び形態安定性を与えるために熱的に結合される。換言すると、熱カレンダーを介して熱及び圧力が与えられて熱粘着されてシート化される。このとき、カレンダーロールは、接着面積を限定するものではないが、一方の面は、通常、接着面積が10〜20%であるエンボスロール(Emboss roll)11により構成され、他方の面は、表面が滑らかなロール12により構成される。ロールの温度が所定のレベル以上になると、シートが加熱ロールに熱融着されてシートの生産が不可能であり、また、温度が低すぎると、シートの物性が低下してしまう。このため、カレンダーロールの熱的温度は、120℃〜160℃であることが好ましく、さらに好ましくは、130℃〜150℃である。
【0036】
熱的ボンディングし終わった不織布シートは、熱風吸引式ドラムにより熱処理されるが、このような熱処理によってスパンボンド層内に分散されたメルトブローン層とスパンボンド不織布フィラメントの鞘型を構成している低融点重合体が熱的にセッティングされて低融点重合体の固有の物性である柔らかな肌触りは維持しつつ機械的物性に優れた複合スパンボンド長繊維多層不織布が得られる。このときの熱風の温度は、70℃〜120℃であることが好ましく、さらに好ましくは、80℃〜110℃である。80℃以下においては、メルトブローン層とスパンボンド不織布フィラメントの低融点重合体の熱的セッティング効果がなくて伸率の増加が抑えられる効果があまり得られず、110℃以上においては柔らかな肌触りを毀損する虞があるため好ましくない。
【0037】
以下、実施例及び比較例を挙げて本発明についてより具体的に説明するが、本発明の範囲はこれらの実施例に限定されるものではないことはいうまでもない。
【0038】
以下の各実施例及び比較例に従い製造されたスパンボンド長繊維不織布に対する各種の特性値の測定及び評価は下記のようにして行い、その結果を下記表1に示す。
【0039】
(1)引っ張り強伸度 :インストロン社製の引っ張り強伸度測定設備を用い、EDANA20.2−89法に準拠して、試験片のサイズを5cm(幅)×20cm(長さ)にして引っ張り速度が500m/minとなる条件下で測定した。
【0040】
(2)耐水圧:FX−3000試験機を用い、DIN53、886方法により不織布を対象として耐水圧を測定した。
【0041】
(3)剛軟度:曲げ長さ測定機を用い、WSP90.5不織布曲げ長さの測定方法により剛軟度を測定した。
【0042】
実施例1
2成分紡績ラインを用いたが、このとき、押出機は、外壁周りは150mmであり、L/Dは30であり、ノズルは、ノズル径が0.6mmであり、L/Dは4であり、単位メートル当たりに5000個の孔を有する。用いられたコンベヤーベルトは、通気度単位8910m<SUP>3</SUP>/m<SUP>2</SUP>/Hr(100Pa)を有するCOFPA社製のSuprastat4000であり、繊維シートとベルトとを分離し易くするために用いた。
【0043】
高融点重合体は、230℃における溶融指数(MI)が約45g/10分であるポリプロピレン樹脂を溶融して得られ、低融点重合体は、190℃における溶融指数(MI)が約30g/10分であり、密度が0.9515〜0.9565である高密度ポリエチレン(HDPE)を溶融して得られ、芯鞘型複合溶融紡糸を行い、鞘部が高密度ポリエチレン(HDPE)であり、芯部がポリプロピレン樹脂であり、鞘部と芯部との重量比が50/50であるスパンボンド不織布を最外層とし、メルトブローン不織布の目付けが0.8g/m<SUP>2</SUP>であるスパンボンド/メルトブローン/メルトブローン/スパンボンド層をこの順にコンベヤーベルトの上に積層させた後、シートの分離のために用いられた矩形状のエアー噴射装置のエアー放出速度は約20m/sに維持した。カレンダーロールにより熱圧着した後、温度が100℃であり、60%の熱風吸引式ドラムにより熱処理して目付けが15g/m<SUP>2</SUP>の不織布を得た。
【0044】
実施例2
鞘部/芯部の原料の割合を30/70にした以外は、実施例1の方法と同様にして不織布を製作した。
【0045】
実施例3
メルトブローン不織布の目付けのみを1.5g/m<SUP>2</SUP>にした以外は、実施例1の方法と同様にして、合計の目付けが15g/m<SUP>2</SUP>である不織布を製造した。
【0046】
実施例4
メルトブローン不織布の目付けのみを1.5g/m<SUP>2</SUP>にした以外は、実施例1の方法と同様にして、合計の目付けが12g/m<SUP>2</SUP>である不織布を製造した。
【0047】
比較例1
メルトブローン不織布の目付けのみを0.0g/m<SUP>2</SUP>にした以外は、実施例1の方法と同様にして、合計の目付けが15g/m<SUP>2</SUP>である不織布を製造した。
【0048】
比較例2
メルトブローン不織布の目付けのみを3.5g/m<SUP>2</SUP>にした以外は、実施例1の方法と同様にして、合計の目付けが15g/m<SUP>2</SUP>である不織布を製造した。
【0049】
比較例3
シートを分離するためのエアー噴射装置のエアー放出速度のみを5m/s未満に維持した以外は、実施例4の方法と同様にして不織布を製作した。
【0050】
比較例4
熱風吸引式ドラムにより熱処理を施さなかった以外は、実施例1の方法と同様にして不織布を製作した。
【0051】
【表1】
【符号の説明】
【0052】
1、2…押出器
3…スピンビーム
4…紡糸ノズル
5…冷却チャンバー
B−1…コンベヤーベルト
B−2…積層不織布
B−3…エアー噴射装置
【特許請求の範囲】
【請求項1】
スパンボンド不織布を最外層とし、内層は1層のメルトブローン不織布層を有し、必要に応じて少なくとも1層以上のスパンボンド不織布層及びメルトブローン不織布層が付加的に積層されるか、あるいは、メルトブローン層が積層されなくてもよいスパンボンド多層不織布の製造方法において、
前記製造方法は、芯部に鞘部を長手方向に取り囲ませるためにスピンビームと紡糸ノズルとの間に分配板を介装して、芯部に高融点重合体またはプロピレン重合体を、鞘部に低融点重合体またはエチレン系重合体をそれぞれのノズル孔側に誘導して紡糸することにより、芯鞘型複合長繊維を製造し、紡糸された複合長繊維を繊維ウェブとベルトとが分離され易い多孔質の連続ベルトの上に積層して複合長繊維のウェブを形成して、前記繊維ウェブとベルトとを分離し易くするエアー噴射装置とこの複合長繊維ウェブを部分的に熱圧着してエンボシング結合により固定したシート状物を吸引式ドラムにより熱処理ワインディングをして製造するステップを含むことを特徴とする改善された特性を有する複合スパンボンド長繊維多層不織布の製造方法。
【請求項2】
前記吸引式ドラムにより熱処理する工程における熱処理温度は、80〜110℃であることを特徴とする請求項1に記載の改善された特性を有する複合スパンボンド長繊維多層不織布の製造方法。
【請求項3】
積層された繊維ウェブとベルトとを分離し易くするエアー噴射装置のエアー噴射速度は、15〜25m/sの適正エアー速度であることを特徴とする請求項1に記載の改善された特性を有する複合スパンボンド長繊維多層不織布の製造方法。
【請求項4】
前記最外層のスパンボンド長繊維不織布層を構成する高融点重合体は、230℃における溶融指数(MI)が30〜60g/10分であるポリプロピレン樹脂を溶融してなり、且つ、低融点重合体は、190℃における溶融指数(MI)が25〜35g/10分であり、密度が0.9515〜0.9565である高密度ポリエチレン(HDPE)を溶融して得ることを特徴とする請求項1に記載の改善された特性を有する複合スパンボンド長繊維多層不織布の製造方法。
【請求項5】
前記芯鞘型スパンボンド長繊維不織布層は、鞘部が高密度ポリエチレン(HDPE)であり、芯部がポリプロピレン樹脂であり、これらの芯部と鞘部との重量比が50〜50から70〜30になるように複合溶融紡糸して製造される複合フィラメントからなるものであることを特徴とする請求項1に記載の改善された特性を有する複合スパンボンド長繊維多層不織布の製造方法。
【請求項6】
請求項1から請求項5のいずれかに記載の方法により製造されたものであることを特徴とする改善された特性を有する複合スパンボンド長繊維多層不織布。
【請求項7】
前記スパンボンド不織布層間のメルトブローン不織布層を形成する不織布の目付けは、0.5〜2.0gsm/m<SUP>2</SUP>であることを特徴とする請求項6に記載の改善された特性を有する複合スパンボンド長繊維多層不織布。
【請求項8】
使い捨ておむつ、生理用ナプキンのサイドギャザー、バックシート及び親水加工されたトップシートなどの用途で用いられるものであることを特徴とする請求項6に記載の改善された特性を有する複合スパンボンド長繊維多層不織布。
【請求項1】
スパンボンド不織布を最外層とし、内層は1層のメルトブローン不織布層を有し、必要に応じて少なくとも1層以上のスパンボンド不織布層及びメルトブローン不織布層が付加的に積層されるか、あるいは、メルトブローン層が積層されなくてもよいスパンボンド多層不織布の製造方法において、
前記製造方法は、芯部に鞘部を長手方向に取り囲ませるためにスピンビームと紡糸ノズルとの間に分配板を介装して、芯部に高融点重合体またはプロピレン重合体を、鞘部に低融点重合体またはエチレン系重合体をそれぞれのノズル孔側に誘導して紡糸することにより、芯鞘型複合長繊維を製造し、紡糸された複合長繊維を繊維ウェブとベルトとが分離され易い多孔質の連続ベルトの上に積層して複合長繊維のウェブを形成して、前記繊維ウェブとベルトとを分離し易くするエアー噴射装置とこの複合長繊維ウェブを部分的に熱圧着してエンボシング結合により固定したシート状物を吸引式ドラムにより熱処理ワインディングをして製造するステップを含むことを特徴とする改善された特性を有する複合スパンボンド長繊維多層不織布の製造方法。
【請求項2】
前記吸引式ドラムにより熱処理する工程における熱処理温度は、80〜110℃であることを特徴とする請求項1に記載の改善された特性を有する複合スパンボンド長繊維多層不織布の製造方法。
【請求項3】
積層された繊維ウェブとベルトとを分離し易くするエアー噴射装置のエアー噴射速度は、15〜25m/sの適正エアー速度であることを特徴とする請求項1に記載の改善された特性を有する複合スパンボンド長繊維多層不織布の製造方法。
【請求項4】
前記最外層のスパンボンド長繊維不織布層を構成する高融点重合体は、230℃における溶融指数(MI)が30〜60g/10分であるポリプロピレン樹脂を溶融してなり、且つ、低融点重合体は、190℃における溶融指数(MI)が25〜35g/10分であり、密度が0.9515〜0.9565である高密度ポリエチレン(HDPE)を溶融して得ることを特徴とする請求項1に記載の改善された特性を有する複合スパンボンド長繊維多層不織布の製造方法。
【請求項5】
前記芯鞘型スパンボンド長繊維不織布層は、鞘部が高密度ポリエチレン(HDPE)であり、芯部がポリプロピレン樹脂であり、これらの芯部と鞘部との重量比が50〜50から70〜30になるように複合溶融紡糸して製造される複合フィラメントからなるものであることを特徴とする請求項1に記載の改善された特性を有する複合スパンボンド長繊維多層不織布の製造方法。
【請求項6】
請求項1から請求項5のいずれかに記載の方法により製造されたものであることを特徴とする改善された特性を有する複合スパンボンド長繊維多層不織布。
【請求項7】
前記スパンボンド不織布層間のメルトブローン不織布層を形成する不織布の目付けは、0.5〜2.0gsm/m<SUP>2</SUP>であることを特徴とする請求項6に記載の改善された特性を有する複合スパンボンド長繊維多層不織布。
【請求項8】
使い捨ておむつ、生理用ナプキンのサイドギャザー、バックシート及び親水加工されたトップシートなどの用途で用いられるものであることを特徴とする請求項6に記載の改善された特性を有する複合スパンボンド長繊維多層不織布。
【図1】

【図2】
【図2】
【公開番号】特開2013−32607(P2013−32607A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2012−134483(P2012−134483)
【出願日】平成24年6月14日(2012.6.14)
【出願人】(511244311)トーレ アドバンスド マテリアルズ コーリア インク. (5)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成24年6月14日(2012.6.14)
【出願人】(511244311)トーレ アドバンスド マテリアルズ コーリア インク. (5)
【Fターム(参考)】
[ Back to top ]