
放出供給部を有するコンベヤアセンブリ、このようなコンベヤアセンブリを有する書類処理ライン、および製品放出方法
【課題】製品を放出するために適した放出供給部を有するコンベヤアセンブリであって、処理している間、製品が間違って放出されたり、詰まってしまったり、遅延の理由となる他の製品処理を妨げることを防止するコンベヤアセンブリを提供する。
【解決手段】上流ベルトコンベヤ2は、排出端部2aによって、下流ベルトコンベヤ3の供給端部3aに連結され、 排出端部2aは、排出端部リターンプーリ10aによって画定され、供給端部3aは、供給端部リターンプーリ11aによって画定され、排出端部リターンプーリ10aおよび/または供給端部リターンプーリ11aは、二つのリターンプーリ10a,11aの間の放出開口を形成するために、各コンベヤ2,3の搬送面に平行な面内でコンベヤ2,3の搬送方向Tに沿って移動可能に配置されている。
【解決手段】上流ベルトコンベヤ2は、排出端部2aによって、下流ベルトコンベヤ3の供給端部3aに連結され、 排出端部2aは、排出端部リターンプーリ10aによって画定され、供給端部3aは、供給端部リターンプーリ11aによって画定され、排出端部リターンプーリ10aおよび/または供給端部リターンプーリ11aは、二つのリターンプーリ10a,11aの間の放出開口を形成するために、各コンベヤ2,3の搬送面に平行な面内でコンベヤ2,3の搬送方向Tに沿って移動可能に配置されている。
【発明の詳細な説明】
【背景技術】
【0001】
本発明は、放出供給部を有するコンベヤアセンブリにおいて、搬送面を画定する上流ベルトコンベヤと下流ベルトコンベヤとを備え、当該ベルトコンベヤは、搬送方向において搬送速度で一連の製品を操作して搬送するよう配置されている。
【0002】
このような放出供給部を有するコンベヤアセンブリは、従来から知られている。既知のコンベヤアセンブリは製品を搬送することができるコンベヤを有している。製品はあらゆる種類の製品である。既知のコンベヤアセンブリは、コンベヤベルトに設けられたスイッチを有しており、当該スイッチは、非放出状態では、上流ベルトコンベヤと下流ベルトコンベヤの間を連結し、放出状態では、下流または上流方向に回転して離れている。結果として、放出される製品は、開口を通過して落下したり、排出コンベヤに搬送されたりし、このようにして、コンベヤベルトから離れる。このようなコンベヤアセンブリは、例えば、製品供給に合わない製品を放出するための製品処理ラインにおいて用いられる。例えば、これらの製品は、間違えて包装されたり、損壊されたり、その他通常ではないものである。
【0003】
しかしながら、製品が、例えば一時間あたり15,000−18,000品目というように、とても速い速度でコンベヤ上を搬送されるので、このようなコンベヤアセンブリは、正確な瞬間にスイッチを回転させて離したり、回転させて戻したりすることが困難であるというような欠点を有している。スイッチが回転して離れたときに、その速度のために、水平方向で、製品が開口を超えて移動し落下しないということが起こる。このような状況において、例えば、製品を下方に押圧する目的のためにコンベヤアセンブリに設けられた要素によって、製品を下方に押圧する必要がある。また、回転して離れるタイミングおよび回転して戻るタイミングは、製品がスイッチとコンベヤとの間で終わってしまうので、停止の原因となりうる。スイッチが回転して戻るのがとても遅いので、例えば、まだ存在している開口で詰まることによって、続く製品も、閉鎖状態にまで戻っていないスイッチによって妨害されうる。正確な瞬間にスイッチが回転して離れないと、放出される製品は、謝った方法で開口から落下し、その結果、放出される製品は好ましい方法では放出されない。
【発明の開示】
【発明が解決しようとする課題】
【0004】
このため、本発明は、製品を放出するために適した放出供給部を有するコンベヤアセンブリであって、処理している間、製品が、間違って放出されたり、詰まってしまったり、遅延の理由となる他の製品処理を妨げることを防止するコンベヤアセンブリを提供することを考えている。
【課題を解決するための手段】
【0005】
この目的のために、本発明は、導入部に記載されたタイプによる放出供給部を有し、上流ベルトコンベヤが、排出端部によって、下流ベルトコンベヤの供給端部に連結され、排出端部が、排出端部リターンプーリによって画定され、供給端部が、供給端部リターンプーリによって画定され、排出端部リターンプーリおよび/または供給端部リターンプーリは、二つのリターンプーリの間の放出開口を形成するために、各コンベヤの搬送面に平行な面内でコンベヤの搬送方向に沿って移動可能に配置されている、コンベヤアセンブリを提供する。排出端部リターンプーリおよび供給端部リターンプーリが移動可能に配置され、その結果、放出開口が形成されうるので、コンベヤアセンブリは、放出開口を形成したり閉じたりするためのスイッチのような分離移動部を全く有していない。このようなコンベヤアセンブリの比較的単純な構成によって、少なくとも、コンベヤアセンブリのコンベヤの搬送面側において、製品の処理工程の不必要な分離が防止される。
【0006】
本発明のさらなる詳細により、上述の移動可能なリターンプーリの各々は、それを移動させるための調整可能な駆動部を有し、コンベヤアセンブリは、二つのリターンプーリの移動を調整するためのコントロール部を有し、コントロール部は、放出開口を形成するために、排出端部リターンプーリおよび供給端部リターンプーリの両方を移動通路で移動させるよう、配置されている。この方法において、放出開口は、コントロール部がどのように駆動部を制御するかに応じて、あらゆる好ましい瞬間に形成されることができる。また、放出開口は、排出端部リターンプーリ進行と供給端部リターンプーリ進行を異なる移動通路に移動させることによって、コンベヤに対して異なる位置に形成される。本発明のさらなる詳細により、コントロール部が、放出開口が放出される製品とともに作動して移動するように、移動通路を調整する場合が、特に好ましい。コントロール部は、駆動部を好ましい瞬間に正確に駆動させることができ、このことによって、放出開口は、正確に定められた時間と位置で形成され、放出開口は正確に定められた移動距離を超えて、好ましい方向、つまり製品の搬送方向において、正確な移動速度で、移動する。この結果、放出される製品を搬送している間、放出開口は、あらゆる時間で製品の近くに位置している。結果として、続く製品は、放出される製品の放出によって邪魔されない。ここで、コントロール部が、放出開口を閉じている間、とても近いため供給端部リターンプーリが続く製品の下方に来るよう、供給端部リターンプーリが排出端部リターンプーリに少なくとも近づくまで、排出端部リターンプーリがちょうど放出された製品に続く製品の重心の下流のままにあるよう、移動通路を調整する場合が好ましい。ここで、本発明のさらなる詳細により、コントロール部は、放出開口が閉じている間において、放出開口が閉じるまで、排出端部リターンプーリが、ちょうど放出された製品に続く製品の下流のままであるよう、移動通路を調整する場合も好ましい。
【0007】
本発明のさらなる詳細によれば、コントロール部は、先に形成された放出開口が閉じている間または閉じた後、二つのリターンプーリが開始位置に再び来るまで、搬送方向と反対方向に二つのリターンプーリを移動させるために配置されている。この結果、放出される製品の各々に対して、リターンプーリは、放出開口が、毎回、同じ開始位置から形成される間に、最も好ましい移動通路を進むことができる。
【0008】
本発明のさらなる詳細によると、上流ベルトコンベヤは、排出端部に近い固定リターンプーリを有する固定フレームを有し、上述の移動可能な排出端部リターンプーリは、第二リターンプーリが存在する移動可能なリターンプーリ内に含まれているが、上流ベルトコンベヤは、排出端部リターンプーリ、第二リターンプーリおよび固定リターンプーリ上を連続的に案内される。リターンプーリフレームを移動させることによって、排出端部リターンプーリの移動が発生する。搬送方向または搬送方向と反対方向におけるリターンプーリフレームの直線移動だけによって、排出リターンプーリの移動通路が生じる。同じことが、下流コンベヤの供給端部リターンプーリにも当てはまる。この結果、本発明のさらなる詳細によれば、下流ベルトコンベヤは、供給端部の近くの固定リターンプーリを有する固定フレームを有し、上述の移動可能な供給端部リターンプーリは、第二リターンプーリが存在する移動可能なリターンプーリフレームに含まれ、下流ベルトコンベヤは、供給端部リターンプーリ、第二リターンプーリおよび固定リターンプーリ上を連続的に案内される。ここで、本発明のさらなる詳細によれば、排出端部リターンプーリ移動駆動部は、上流ベルトコンベヤのリターンプーリフレームと係合することが好ましく、また、本発明のさらなる詳細によれば、供給端部リターンプーリ移動駆動部は、下流ベルトコンベヤのリターンプーリフレームと係合することが好ましい。
【0009】
本発明の別の詳細によれば、コンベヤアセンブリは、ベルトコンベヤ上を移動する製品の製品特性を検知するためのセンサーを有してもよい。本発明のさらなる詳細によれば、コントロール部は、排出端部および/または供給端部の移動モーメントおよび移動速度を制御するために、製品特性に応じて、排出端部リターンプーリ移動駆動部および供給端部リターンプーリ移動駆動部の各々を制御するよう配置されてもよい。結果として、放出供給部を有するコンベヤアセンブリは、完全に自動的に生じる放出開口を形成することができる。例えば、製品の大きさや重さに基づいて、コントロール部は駆動部を制御することができる。そして、放出開口を形成するタイミングと放出開口を通過して放出される製品の大きさが、放出開口を大きくまたは小さくすることによって、考慮に入れられる。様々な大きさおよび他の製品の特徴も、コントロール部にプログラムされてもよく、それに基づいて、コントロール部は駆動部に信号を送ることができる。
【0010】
本発明は、さらに、上述されたコンベヤアセンブリを有する書類処理ラインにも関連している。
【0011】
本発明は、さらに、製品がコンベヤアセンブリにより搬送され、特定の特徴を有する製品が放出開口を介して放出され、他の特徴を有する製品が上流ベルトコンベヤから下流ベルトコンベヤまで搬送される、上述したコンベヤアセンブリが用いられる製品放出方法にも関連している。
【0012】
このような書類処理ラインとこのような製品放出方法は、放出モジュールの記載で述べられたのと同様の利点および好ましい効果を提供する。
【0013】
本発明のさらなる詳細は従属項に記載され、以降に、図面を参照として、さらに詳細に説明される。
【発明を実施するための形態】
【0014】
同じ参照番号は、異なる図面において同じ部分を示していることには注意すべきである。
【0015】
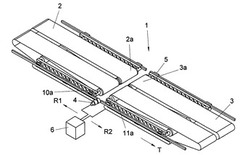
図1は、本発明による放出供給部を有するコンベヤアセンブリ1を示している。コンベヤアセンブリ1は、搬送面を画定する上流および下流ベルトコンベヤ2,3を有し、当該上流および下流ベルトコンベヤ2,3は、搬送方向Tに搬送速度で一連の製品Pを作動して搬送するよう構成されている。製品Pは、例えば、封筒内に封入された書類、雑誌、フィルム内に封入された書類、容器に入っていない書類、および他の同様の製品である。箱内に封入された本や同様の製品のような包装は、このようなコンベヤアセンブリ1によって進められる。上流ベルトコンベヤ2は、排出端部2aによって、下流ベルトコンベヤ3の供給端部3aに連結されている。排出端部2aは、排出端部のリターンプーリ10aによって画定され、供給端部3aは供給端部リターンプーリ11aによって画定される。排出端部リターンプーリ10aおよび/または供給端部リターンプーリ11aは、二つのリターンプーリ10a,11aの間の放出開口Oを形成するために、各コンベヤ2,3の搬送面に平行な面内で各コンベヤ2,3の搬送方向Tに沿って、移動可能に配置されている。放出開口Oは、コンベヤ2,3を介した他の製品Pの搬送が続く間、製品を放出するように配置されている。製品Pが放出されない場合には、この製品Pは上流コンベヤ2から下流コンベヤ3へと移動される。製品Pは、例えば、製品Pが折れ曲がったり、しわくちゃになったり、間違って包装されたり、他の同様な逸脱を示したりすることによって、正常から外れた場合には放出されうる。例えば、選択基準に基づいて、製品の二つの分類に分離されるような、他の理由のための放出も、放出供給部を有するコンベヤアセンブリ1によって生じる。放出開口Oの形成は、図6a−6fによってさらに説明される。
【0016】
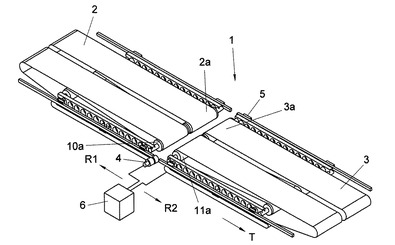
図2は、コンベヤアセンブリ1の上方平面図を示している。コンベヤアセンブリ1は、上述された移動可能なリターンプーリ10a,11aの各々に対して、それを移動可能にするための調整可能駆動部4,5を備えている。さらに、コンベヤアセンブリ1は、二つのリターンプーリ10a,11aの移動を調整するためのコントロール部6を有している。コントロール部6は、放出開口Oを形成するために、排出端部リターンプーリ10aおよび供給端部リターンプーリ11aの両方を移動通路で移動させるよう、配置されている。コントロール部6は、放出開口Oが放出される製品Pとともに作動して移動するよう、これらの移動通路を調整することができる。駆動部4,5は、可変方向R1またはR2における可変速度で、排出端部リターンプーリ10aおよび供給端部リターンプーリ11aを別々に駆動することができる。図1および図2は、コンベヤアセンブリ1が、駆動部4,5を調整するためのコントロール部6を有していることを、概略的に示している。コントロール部6は、搬送方向Tと反対、すなわち方向R1、に上流ベルトコンベヤ2の排出端部2aを移動させるよう、排出端部リターンプーリ駆動部4を調整し、次に、下流ベルトコンベヤ3の供給端部3aの方向で、適切な搬送速度で排出端部2aを移動させ、最後に、開始位置に達するまで搬送方向Tと反対方向に排出端部2aを移動させるように、配置されている。
【0017】
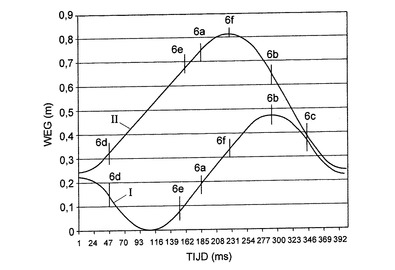
図5において、下方のカーブIは、時間で再び示される、排出端部2a、従って排出端部リターンプーリ10aの移動を示している。カーブIIは、時間における、供給端部3a、従って供給端部リターンプーリ11aの移動を示している。このような移動を実現するために、コントロール部6は、最初の位置に移動するまで、搬送方向Tと反対に供給端部3aを移動させることによって、搬送方向Tにおいて適切な搬送速度で、下流ベルトコンベヤ3の供給端部3aを移動させるよう、供給端部リターンプーリ移動駆動部5を制御するように配置されている。コントロール部6は、図5に示すように、排出端部リターンプーリ10aの移動と、供給端部リターンプーリ11aの移動が、ほぼ同時に始まり、ほぼ同時に終わることを確実にすることが好ましい。この結果、放出開口Oは、いうならば、放出される製品P1とともに、移動する。これは、さらに、図6a-6fで説明される。
【0018】
図2は、さらに、ベルトコンベヤ2,3上を運ばれる製品Pの製品特性を検知するためのセンサー7を有してもよいことを示している。製品特性とは、例えば、製品Pの大きさや製品Pの重さである。センサー7は、通過した製品Pの数も検知する。コントロール部6は、製品特性に応じて、排出端部リターンプーリ移動駆動部4と、供給端部リターンプーリ移動駆動部5の各々を制御することができ、このことによって、排出端部リターンプーリ10aおよび供給端部リターンプーリ11aの両方の移動モーメントと、移動速度を制御することができる。コントロール部6は、放出されるために製品Pが必要とする大きさおよび/または重さの基準を決定することができる。この目的のために、コントロール部6は、検知された製品特性と、予めプログラムされた値とを比較することができる。コントロール部6が製品Pが放出されるために必要とすることを決定する場合には、コントロール部6は、製品の大きさに基づいて、排出端部リターンプーリ10aおよび供給端部リターンプーリ11aの移動通路と、それらの移動通路が進行するために必要とする速度を決定することができる。
【0019】
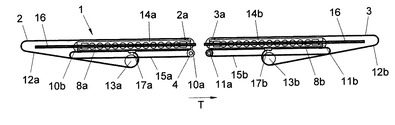
図3は、上流ベルトコンベヤ2が、排出端部2a近くの固定リターンプーリ13aを有する固定フレーム8aを有していることを示している。排出端部リターンプーリ10aは、移動可能なリターンプーリフレーム14aに含まれ、当該リターンプーリフレーム14a内に第二リターンプーリ10bが存在している。上流コンベヤベルト12aは、排出端部リターンプーリ10a、第二リターンプーリ10b、および固定リターンプーリ13a上を、連続して、案内される。下流ベルトコンベヤ3は、供給端部3a近くの固定リターンプーリ13bを有する固定フレーム8bを有している。供給端部リターンプーリ11aは、移動可能なリターンプーリフレーム14b内に含まれ、当該移動可能なリターンプーリフレーム14b内に、第二リターンプーリ11bが存在している。下流コンベヤベルト12bは、排出端部リターンプーリ11a、第二リターンプーリ11b、および固定リターンプーリ13b上を、連続して、案内される。上流ベルトコンベヤ2と下流ベルトコンベヤ3の両方の固定フレーム8a,8bは、搬送方向Tに概ね平行に延在するガイド16に連結されている。排出端部リターンプーリ移動駆動部4は、本実施の形態では締め具17aによって、上流ベルトコンベヤ2のリターンプーリフレーム14aと係合している。供給端部リターンプーリ移動駆動部5は、例えば締め具17bによって、下流ベルトコンベヤ3のリターンプーリフレーム14bと係合している。
【0020】
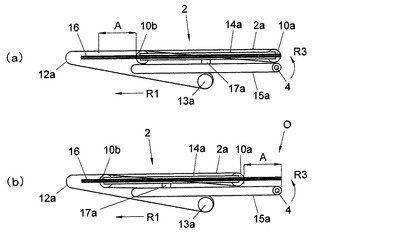
図4aおよび図4bは、この場合に、排出端部2aの実際の移動がどのようにして行われるか示している。排出端部リターンプーリ移動駆動部4がコントロール部(図示せず)から信号を受けると、排出端部リターンプーリ移動駆動部4は例えば方向R1において駆動要素15aを移動させる。締め具17aは、駆動要素15aの移動によって、方向R1に移動する。締め具17aは、リターンプーリフレーム14a上に、固定して設けられているので、リターンプーリ10a,10bを含むこのフレーム14aもまた、方向R1に移動する。リターンプーリフレーム14aはガイド16上に沿って移動するので、排出端部2aは距離Aを超えて方向R1に移動するため、コンベヤ2の排出端部2a側において、放出開口Oの一部は長さAで形成される。この移動の間、コンベヤベルト12aは張った状態にある。このようにして、反対方向R2における移動がどのようにして行われるか、また、下流コンベヤ3の供給端部3aの移動がどのようにして行われるか、が明らかになるだろう。
【0021】
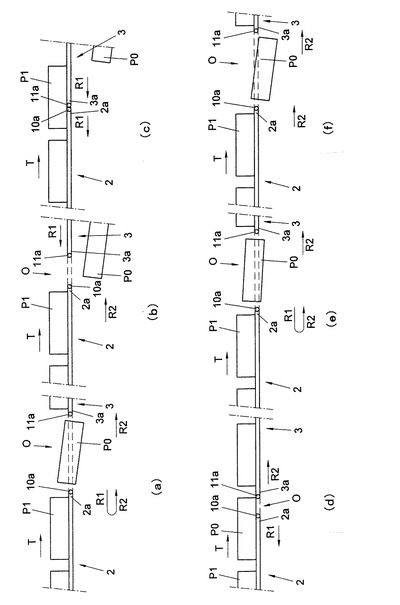
図6a-図6fは、製品Pを放出する方法をステップで示している。図5は、線図で、排出端部2aおよび供給端部3aが図6a-図6fでどのように位置しているかを、曲線IとIIによって示している。図6a-図6fの各時間において、排出端部2aの下方および供給端部3aの下方で、移動通路が各端部2a,3aによって進み、従って、前の図面と比較して、移動通路が排出端部リターンプーリ10aおよび供給端部リターンプーリ11aによって進むことが示されている。図6a−6cは、製品Pの第一放出サイクルを示し、図6d−6fは第二サイクルを示している。図6bおよび6cは、コントロール部(図示せず)が、放出開口Oを閉じている間に、排出リターンプーリ10aが、とても近いため供給端部リターンプーリ11aが続く製品P1の下方に来るよう、供給端部リターンプーリ11aが排出端部リターンプーリ10aに少なくとも近づくまで、排出端部リターンプーリ10aがちょうど放出された製品P0に続く製品P1の重心Zの下流のままにあるよう、各端部2a,3aの移動通路を調整することを示している。本発明の他の実施の形態において、コントロール部6は、放出開口が閉じている間において、排出端部リターンプーリ10aが、放出開口Oが閉じるまで、ちょうど放出された製品P0に続く製品P1の下流のままであるよう、二つの端部2a,3aの移動通路を調整する、こともできる。
【0022】
さらに、コントロール部6は、先に形成された放出開口Oが閉じている間または閉じた後、二つのリターンプーリ10a,11aが開始位置に再び来るまで、搬送方向Tと反対方向、方向R1に、二つのリターンプーリ10a,11aを移動させるよう、配置されている。
【0023】
図6a−6cは、製品P0を放出している間、続く製品P1が上流コンベヤ2から下流コンベヤ3まで、製品P0の放出により妨げられない一定の速度で、移動される。
【0024】
本発明は、記載された代表的な実施の形態に限られず、請求項によって定義づけられた本発明の範囲内で様々な修正をすることは明らかである。例えば、コンベヤの搬送速度を変えることはできる。論理的には、コントロール部はその駆動部のコントロールを調整する。例えば、リターンプーリフレームは、この代表的な実施の形態に記載されている方法と異なる方法によって構成されるが、記載されたのと同じ作用を有していてもよい。さらに、排出端部の駆動部および供給端部の駆動部は、異なる方法で実施されてもよい。コンベヤアセンブリが記載された代表的な実施の形態に示されているのと同様の方法で作用するが、コンベヤ毎に、複数のコンベヤベルトは互いに隣接して設けられてよく、コンベヤは傾いた角度でコンベヤアセンブリ内に配置されてもよい。
【図面の簡単な説明】
【0025】
【図1】コンベヤアセンブリの斜視図。
【図2】コンベヤアセンブリの上方平面図。
【図3】コンベヤアセンブリの側方正面図。
【図4】コンベヤベルトの側方正面図。
【図5】ある時間における、排出端部リターンプーリと供給端部リターンプーリの移動通路を示した概略図。
【図6】放出処理における異なる工程を示す概略図。
【背景技術】
【0001】
本発明は、放出供給部を有するコンベヤアセンブリにおいて、搬送面を画定する上流ベルトコンベヤと下流ベルトコンベヤとを備え、当該ベルトコンベヤは、搬送方向において搬送速度で一連の製品を操作して搬送するよう配置されている。
【0002】
このような放出供給部を有するコンベヤアセンブリは、従来から知られている。既知のコンベヤアセンブリは製品を搬送することができるコンベヤを有している。製品はあらゆる種類の製品である。既知のコンベヤアセンブリは、コンベヤベルトに設けられたスイッチを有しており、当該スイッチは、非放出状態では、上流ベルトコンベヤと下流ベルトコンベヤの間を連結し、放出状態では、下流または上流方向に回転して離れている。結果として、放出される製品は、開口を通過して落下したり、排出コンベヤに搬送されたりし、このようにして、コンベヤベルトから離れる。このようなコンベヤアセンブリは、例えば、製品供給に合わない製品を放出するための製品処理ラインにおいて用いられる。例えば、これらの製品は、間違えて包装されたり、損壊されたり、その他通常ではないものである。
【0003】
しかしながら、製品が、例えば一時間あたり15,000−18,000品目というように、とても速い速度でコンベヤ上を搬送されるので、このようなコンベヤアセンブリは、正確な瞬間にスイッチを回転させて離したり、回転させて戻したりすることが困難であるというような欠点を有している。スイッチが回転して離れたときに、その速度のために、水平方向で、製品が開口を超えて移動し落下しないということが起こる。このような状況において、例えば、製品を下方に押圧する目的のためにコンベヤアセンブリに設けられた要素によって、製品を下方に押圧する必要がある。また、回転して離れるタイミングおよび回転して戻るタイミングは、製品がスイッチとコンベヤとの間で終わってしまうので、停止の原因となりうる。スイッチが回転して戻るのがとても遅いので、例えば、まだ存在している開口で詰まることによって、続く製品も、閉鎖状態にまで戻っていないスイッチによって妨害されうる。正確な瞬間にスイッチが回転して離れないと、放出される製品は、謝った方法で開口から落下し、その結果、放出される製品は好ましい方法では放出されない。
【発明の開示】
【発明が解決しようとする課題】
【0004】
このため、本発明は、製品を放出するために適した放出供給部を有するコンベヤアセンブリであって、処理している間、製品が、間違って放出されたり、詰まってしまったり、遅延の理由となる他の製品処理を妨げることを防止するコンベヤアセンブリを提供することを考えている。
【課題を解決するための手段】
【0005】
この目的のために、本発明は、導入部に記載されたタイプによる放出供給部を有し、上流ベルトコンベヤが、排出端部によって、下流ベルトコンベヤの供給端部に連結され、排出端部が、排出端部リターンプーリによって画定され、供給端部が、供給端部リターンプーリによって画定され、排出端部リターンプーリおよび/または供給端部リターンプーリは、二つのリターンプーリの間の放出開口を形成するために、各コンベヤの搬送面に平行な面内でコンベヤの搬送方向に沿って移動可能に配置されている、コンベヤアセンブリを提供する。排出端部リターンプーリおよび供給端部リターンプーリが移動可能に配置され、その結果、放出開口が形成されうるので、コンベヤアセンブリは、放出開口を形成したり閉じたりするためのスイッチのような分離移動部を全く有していない。このようなコンベヤアセンブリの比較的単純な構成によって、少なくとも、コンベヤアセンブリのコンベヤの搬送面側において、製品の処理工程の不必要な分離が防止される。
【0006】
本発明のさらなる詳細により、上述の移動可能なリターンプーリの各々は、それを移動させるための調整可能な駆動部を有し、コンベヤアセンブリは、二つのリターンプーリの移動を調整するためのコントロール部を有し、コントロール部は、放出開口を形成するために、排出端部リターンプーリおよび供給端部リターンプーリの両方を移動通路で移動させるよう、配置されている。この方法において、放出開口は、コントロール部がどのように駆動部を制御するかに応じて、あらゆる好ましい瞬間に形成されることができる。また、放出開口は、排出端部リターンプーリ進行と供給端部リターンプーリ進行を異なる移動通路に移動させることによって、コンベヤに対して異なる位置に形成される。本発明のさらなる詳細により、コントロール部が、放出開口が放出される製品とともに作動して移動するように、移動通路を調整する場合が、特に好ましい。コントロール部は、駆動部を好ましい瞬間に正確に駆動させることができ、このことによって、放出開口は、正確に定められた時間と位置で形成され、放出開口は正確に定められた移動距離を超えて、好ましい方向、つまり製品の搬送方向において、正確な移動速度で、移動する。この結果、放出される製品を搬送している間、放出開口は、あらゆる時間で製品の近くに位置している。結果として、続く製品は、放出される製品の放出によって邪魔されない。ここで、コントロール部が、放出開口を閉じている間、とても近いため供給端部リターンプーリが続く製品の下方に来るよう、供給端部リターンプーリが排出端部リターンプーリに少なくとも近づくまで、排出端部リターンプーリがちょうど放出された製品に続く製品の重心の下流のままにあるよう、移動通路を調整する場合が好ましい。ここで、本発明のさらなる詳細により、コントロール部は、放出開口が閉じている間において、放出開口が閉じるまで、排出端部リターンプーリが、ちょうど放出された製品に続く製品の下流のままであるよう、移動通路を調整する場合も好ましい。
【0007】
本発明のさらなる詳細によれば、コントロール部は、先に形成された放出開口が閉じている間または閉じた後、二つのリターンプーリが開始位置に再び来るまで、搬送方向と反対方向に二つのリターンプーリを移動させるために配置されている。この結果、放出される製品の各々に対して、リターンプーリは、放出開口が、毎回、同じ開始位置から形成される間に、最も好ましい移動通路を進むことができる。
【0008】
本発明のさらなる詳細によると、上流ベルトコンベヤは、排出端部に近い固定リターンプーリを有する固定フレームを有し、上述の移動可能な排出端部リターンプーリは、第二リターンプーリが存在する移動可能なリターンプーリ内に含まれているが、上流ベルトコンベヤは、排出端部リターンプーリ、第二リターンプーリおよび固定リターンプーリ上を連続的に案内される。リターンプーリフレームを移動させることによって、排出端部リターンプーリの移動が発生する。搬送方向または搬送方向と反対方向におけるリターンプーリフレームの直線移動だけによって、排出リターンプーリの移動通路が生じる。同じことが、下流コンベヤの供給端部リターンプーリにも当てはまる。この結果、本発明のさらなる詳細によれば、下流ベルトコンベヤは、供給端部の近くの固定リターンプーリを有する固定フレームを有し、上述の移動可能な供給端部リターンプーリは、第二リターンプーリが存在する移動可能なリターンプーリフレームに含まれ、下流ベルトコンベヤは、供給端部リターンプーリ、第二リターンプーリおよび固定リターンプーリ上を連続的に案内される。ここで、本発明のさらなる詳細によれば、排出端部リターンプーリ移動駆動部は、上流ベルトコンベヤのリターンプーリフレームと係合することが好ましく、また、本発明のさらなる詳細によれば、供給端部リターンプーリ移動駆動部は、下流ベルトコンベヤのリターンプーリフレームと係合することが好ましい。
【0009】
本発明の別の詳細によれば、コンベヤアセンブリは、ベルトコンベヤ上を移動する製品の製品特性を検知するためのセンサーを有してもよい。本発明のさらなる詳細によれば、コントロール部は、排出端部および/または供給端部の移動モーメントおよび移動速度を制御するために、製品特性に応じて、排出端部リターンプーリ移動駆動部および供給端部リターンプーリ移動駆動部の各々を制御するよう配置されてもよい。結果として、放出供給部を有するコンベヤアセンブリは、完全に自動的に生じる放出開口を形成することができる。例えば、製品の大きさや重さに基づいて、コントロール部は駆動部を制御することができる。そして、放出開口を形成するタイミングと放出開口を通過して放出される製品の大きさが、放出開口を大きくまたは小さくすることによって、考慮に入れられる。様々な大きさおよび他の製品の特徴も、コントロール部にプログラムされてもよく、それに基づいて、コントロール部は駆動部に信号を送ることができる。
【0010】
本発明は、さらに、上述されたコンベヤアセンブリを有する書類処理ラインにも関連している。
【0011】
本発明は、さらに、製品がコンベヤアセンブリにより搬送され、特定の特徴を有する製品が放出開口を介して放出され、他の特徴を有する製品が上流ベルトコンベヤから下流ベルトコンベヤまで搬送される、上述したコンベヤアセンブリが用いられる製品放出方法にも関連している。
【0012】
このような書類処理ラインとこのような製品放出方法は、放出モジュールの記載で述べられたのと同様の利点および好ましい効果を提供する。
【0013】
本発明のさらなる詳細は従属項に記載され、以降に、図面を参照として、さらに詳細に説明される。
【発明を実施するための形態】
【0014】
同じ参照番号は、異なる図面において同じ部分を示していることには注意すべきである。
【0015】
図1は、本発明による放出供給部を有するコンベヤアセンブリ1を示している。コンベヤアセンブリ1は、搬送面を画定する上流および下流ベルトコンベヤ2,3を有し、当該上流および下流ベルトコンベヤ2,3は、搬送方向Tに搬送速度で一連の製品Pを作動して搬送するよう構成されている。製品Pは、例えば、封筒内に封入された書類、雑誌、フィルム内に封入された書類、容器に入っていない書類、および他の同様の製品である。箱内に封入された本や同様の製品のような包装は、このようなコンベヤアセンブリ1によって進められる。上流ベルトコンベヤ2は、排出端部2aによって、下流ベルトコンベヤ3の供給端部3aに連結されている。排出端部2aは、排出端部のリターンプーリ10aによって画定され、供給端部3aは供給端部リターンプーリ11aによって画定される。排出端部リターンプーリ10aおよび/または供給端部リターンプーリ11aは、二つのリターンプーリ10a,11aの間の放出開口Oを形成するために、各コンベヤ2,3の搬送面に平行な面内で各コンベヤ2,3の搬送方向Tに沿って、移動可能に配置されている。放出開口Oは、コンベヤ2,3を介した他の製品Pの搬送が続く間、製品を放出するように配置されている。製品Pが放出されない場合には、この製品Pは上流コンベヤ2から下流コンベヤ3へと移動される。製品Pは、例えば、製品Pが折れ曲がったり、しわくちゃになったり、間違って包装されたり、他の同様な逸脱を示したりすることによって、正常から外れた場合には放出されうる。例えば、選択基準に基づいて、製品の二つの分類に分離されるような、他の理由のための放出も、放出供給部を有するコンベヤアセンブリ1によって生じる。放出開口Oの形成は、図6a−6fによってさらに説明される。
【0016】
図2は、コンベヤアセンブリ1の上方平面図を示している。コンベヤアセンブリ1は、上述された移動可能なリターンプーリ10a,11aの各々に対して、それを移動可能にするための調整可能駆動部4,5を備えている。さらに、コンベヤアセンブリ1は、二つのリターンプーリ10a,11aの移動を調整するためのコントロール部6を有している。コントロール部6は、放出開口Oを形成するために、排出端部リターンプーリ10aおよび供給端部リターンプーリ11aの両方を移動通路で移動させるよう、配置されている。コントロール部6は、放出開口Oが放出される製品Pとともに作動して移動するよう、これらの移動通路を調整することができる。駆動部4,5は、可変方向R1またはR2における可変速度で、排出端部リターンプーリ10aおよび供給端部リターンプーリ11aを別々に駆動することができる。図1および図2は、コンベヤアセンブリ1が、駆動部4,5を調整するためのコントロール部6を有していることを、概略的に示している。コントロール部6は、搬送方向Tと反対、すなわち方向R1、に上流ベルトコンベヤ2の排出端部2aを移動させるよう、排出端部リターンプーリ駆動部4を調整し、次に、下流ベルトコンベヤ3の供給端部3aの方向で、適切な搬送速度で排出端部2aを移動させ、最後に、開始位置に達するまで搬送方向Tと反対方向に排出端部2aを移動させるように、配置されている。
【0017】
図5において、下方のカーブIは、時間で再び示される、排出端部2a、従って排出端部リターンプーリ10aの移動を示している。カーブIIは、時間における、供給端部3a、従って供給端部リターンプーリ11aの移動を示している。このような移動を実現するために、コントロール部6は、最初の位置に移動するまで、搬送方向Tと反対に供給端部3aを移動させることによって、搬送方向Tにおいて適切な搬送速度で、下流ベルトコンベヤ3の供給端部3aを移動させるよう、供給端部リターンプーリ移動駆動部5を制御するように配置されている。コントロール部6は、図5に示すように、排出端部リターンプーリ10aの移動と、供給端部リターンプーリ11aの移動が、ほぼ同時に始まり、ほぼ同時に終わることを確実にすることが好ましい。この結果、放出開口Oは、いうならば、放出される製品P1とともに、移動する。これは、さらに、図6a-6fで説明される。
【0018】
図2は、さらに、ベルトコンベヤ2,3上を運ばれる製品Pの製品特性を検知するためのセンサー7を有してもよいことを示している。製品特性とは、例えば、製品Pの大きさや製品Pの重さである。センサー7は、通過した製品Pの数も検知する。コントロール部6は、製品特性に応じて、排出端部リターンプーリ移動駆動部4と、供給端部リターンプーリ移動駆動部5の各々を制御することができ、このことによって、排出端部リターンプーリ10aおよび供給端部リターンプーリ11aの両方の移動モーメントと、移動速度を制御することができる。コントロール部6は、放出されるために製品Pが必要とする大きさおよび/または重さの基準を決定することができる。この目的のために、コントロール部6は、検知された製品特性と、予めプログラムされた値とを比較することができる。コントロール部6が製品Pが放出されるために必要とすることを決定する場合には、コントロール部6は、製品の大きさに基づいて、排出端部リターンプーリ10aおよび供給端部リターンプーリ11aの移動通路と、それらの移動通路が進行するために必要とする速度を決定することができる。
【0019】
図3は、上流ベルトコンベヤ2が、排出端部2a近くの固定リターンプーリ13aを有する固定フレーム8aを有していることを示している。排出端部リターンプーリ10aは、移動可能なリターンプーリフレーム14aに含まれ、当該リターンプーリフレーム14a内に第二リターンプーリ10bが存在している。上流コンベヤベルト12aは、排出端部リターンプーリ10a、第二リターンプーリ10b、および固定リターンプーリ13a上を、連続して、案内される。下流ベルトコンベヤ3は、供給端部3a近くの固定リターンプーリ13bを有する固定フレーム8bを有している。供給端部リターンプーリ11aは、移動可能なリターンプーリフレーム14b内に含まれ、当該移動可能なリターンプーリフレーム14b内に、第二リターンプーリ11bが存在している。下流コンベヤベルト12bは、排出端部リターンプーリ11a、第二リターンプーリ11b、および固定リターンプーリ13b上を、連続して、案内される。上流ベルトコンベヤ2と下流ベルトコンベヤ3の両方の固定フレーム8a,8bは、搬送方向Tに概ね平行に延在するガイド16に連結されている。排出端部リターンプーリ移動駆動部4は、本実施の形態では締め具17aによって、上流ベルトコンベヤ2のリターンプーリフレーム14aと係合している。供給端部リターンプーリ移動駆動部5は、例えば締め具17bによって、下流ベルトコンベヤ3のリターンプーリフレーム14bと係合している。
【0020】
図4aおよび図4bは、この場合に、排出端部2aの実際の移動がどのようにして行われるか示している。排出端部リターンプーリ移動駆動部4がコントロール部(図示せず)から信号を受けると、排出端部リターンプーリ移動駆動部4は例えば方向R1において駆動要素15aを移動させる。締め具17aは、駆動要素15aの移動によって、方向R1に移動する。締め具17aは、リターンプーリフレーム14a上に、固定して設けられているので、リターンプーリ10a,10bを含むこのフレーム14aもまた、方向R1に移動する。リターンプーリフレーム14aはガイド16上に沿って移動するので、排出端部2aは距離Aを超えて方向R1に移動するため、コンベヤ2の排出端部2a側において、放出開口Oの一部は長さAで形成される。この移動の間、コンベヤベルト12aは張った状態にある。このようにして、反対方向R2における移動がどのようにして行われるか、また、下流コンベヤ3の供給端部3aの移動がどのようにして行われるか、が明らかになるだろう。
【0021】
図6a-図6fは、製品Pを放出する方法をステップで示している。図5は、線図で、排出端部2aおよび供給端部3aが図6a-図6fでどのように位置しているかを、曲線IとIIによって示している。図6a-図6fの各時間において、排出端部2aの下方および供給端部3aの下方で、移動通路が各端部2a,3aによって進み、従って、前の図面と比較して、移動通路が排出端部リターンプーリ10aおよび供給端部リターンプーリ11aによって進むことが示されている。図6a−6cは、製品Pの第一放出サイクルを示し、図6d−6fは第二サイクルを示している。図6bおよび6cは、コントロール部(図示せず)が、放出開口Oを閉じている間に、排出リターンプーリ10aが、とても近いため供給端部リターンプーリ11aが続く製品P1の下方に来るよう、供給端部リターンプーリ11aが排出端部リターンプーリ10aに少なくとも近づくまで、排出端部リターンプーリ10aがちょうど放出された製品P0に続く製品P1の重心Zの下流のままにあるよう、各端部2a,3aの移動通路を調整することを示している。本発明の他の実施の形態において、コントロール部6は、放出開口が閉じている間において、排出端部リターンプーリ10aが、放出開口Oが閉じるまで、ちょうど放出された製品P0に続く製品P1の下流のままであるよう、二つの端部2a,3aの移動通路を調整する、こともできる。
【0022】
さらに、コントロール部6は、先に形成された放出開口Oが閉じている間または閉じた後、二つのリターンプーリ10a,11aが開始位置に再び来るまで、搬送方向Tと反対方向、方向R1に、二つのリターンプーリ10a,11aを移動させるよう、配置されている。
【0023】
図6a−6cは、製品P0を放出している間、続く製品P1が上流コンベヤ2から下流コンベヤ3まで、製品P0の放出により妨げられない一定の速度で、移動される。
【0024】
本発明は、記載された代表的な実施の形態に限られず、請求項によって定義づけられた本発明の範囲内で様々な修正をすることは明らかである。例えば、コンベヤの搬送速度を変えることはできる。論理的には、コントロール部はその駆動部のコントロールを調整する。例えば、リターンプーリフレームは、この代表的な実施の形態に記載されている方法と異なる方法によって構成されるが、記載されたのと同じ作用を有していてもよい。さらに、排出端部の駆動部および供給端部の駆動部は、異なる方法で実施されてもよい。コンベヤアセンブリが記載された代表的な実施の形態に示されているのと同様の方法で作用するが、コンベヤ毎に、複数のコンベヤベルトは互いに隣接して設けられてよく、コンベヤは傾いた角度でコンベヤアセンブリ内に配置されてもよい。
【図面の簡単な説明】
【0025】
【図1】コンベヤアセンブリの斜視図。
【図2】コンベヤアセンブリの上方平面図。
【図3】コンベヤアセンブリの側方正面図。
【図4】コンベヤベルトの側方正面図。
【図5】ある時間における、排出端部リターンプーリと供給端部リターンプーリの移動通路を示した概略図。
【図6】放出処理における異なる工程を示す概略図。
【特許請求の範囲】
【請求項1】
放出供給部を有するコンベヤアセンブリにおいて、
搬送面を画定する上流ベルトコンベヤ(2)と下流ベルトコンベヤ(3)とを備え、
当該ベルトコンベヤ(2,3)は、搬送方向(T)において搬送速度で一連の製品(P)を操作して搬送するよう配置され、
上流ベルトコンベヤ(2)は、排出端部(2a)によって、下流ベルトコンベヤ(3)の供給端部(3a)に連結され、
排出端部(2a)は、排出端部リターンプーリ(10a)によって画定され、
供給端部(3a)は、供給端部リターンプーリ(11a)によって画定され、
排出端部リターンプーリ(10a)および/または供給端部リターンプーリ(11a)は、二つのリターンプーリ(10a,11a)の間の放出開口(O)を形成するために、各コンベヤ(2,3)の搬送面に平行な面内でコンベヤ(2,3)の搬送方向(T)に沿って移動可能に配置されている、コンベヤアセンブリ。
【請求項2】
前記移動可能なリターンプーリ(10a,11a)の各々は、それを移動させるための調整可能な駆動部(4,5)を有し、
コンベヤアセンブリ(1)は、二つのリターンプーリ(10a,11a)の移動を調整するためのコントロール部(6)を有し、
コントロール部(6)は、放出開口(O)を形成するために、排出端部リターンプーリ(10a)および供給端部リターンプーリ(11a)の両方を移動通路で移動させるよう、配置されている、請求項1によるコンベヤアセンブリ。
【請求項3】
コントロール部(6)は、放出開口(O)が放出される製品(P)とともに作動して移動するように、移動通路を調整する、請求項2によるコンベヤアセンブリ。
【請求項4】
コントロール部(6)は、放出開口(O)が閉じている間、とても近いため供給端部リターンプーリ(11a)が続く製品(P1)の下方に来るよう、供給端部リターンプーリ(11a)が排出端部リターンプーリ(10a)に少なくとも近づくまで、排出端部リターンプーリ(10a)がちょうど放出された製品(P0)に続く製品(P1)の重心(Z)の下流のままにあるよう、移動通路を調整する、請求項2または3によるコンベヤアセンブリ。
【請求項5】
コントロール部(6)は、放出開口(O)が閉じている間、排出端部リターンプーリ(10a)が、放出開口(O)が閉じるまで、ちょうど放出された製品(P0)に続く製品(P1)の下流のままであるよう、移動通路を調整する、請求項2または3によるコンベヤアセンブリ。
【請求項6】
コントロール部(6)は、先に形成された放出開口(O)が閉じている間または閉じた後、二つのリターンプーリ(10a,11a)が開始位置に再び来るまで、搬送方向(T)と反対方向に二つのリターンプーリ(10a,11a)を移動させるように配置されている、請求項1乃至5のいずれか1項によるコンベヤアセンブリ。
【請求項7】
上流ベルトコンベヤ(2)は、排出端部(2a)に近い固定リターンプーリ(13a)を有する固定フレーム(8a)を有し、
前記移動可能な排出端部リターンプーリ(10a)は、第二リターンプーリ(10b)が存在する移動可能なリターンプーリ(14a)内に含まれており、
上流コンベヤベルト(12a)は、排出端部リターンプーリ(10a)、第二リターンプーリ(10b)および固定リターンプーリ(13a)上を連続的に案内される、請求項1乃至6のいずれか1項によるコンベヤアセンブリ。
【請求項8】
下流ベルトコンベヤ(3)は、供給端部(3a)の近くの固定リターンプーリ(13b)を有する固定フレーム(8b)を有し、
前記移動可能な供給端部リターンプーリ(11a)は、第二リターンプーリ(11b)が存在する移動可能なリターンプーリフレーム(14b)に含まれ、
下流コンベヤベルト(12b)は、供給端部リターンプーリ(11a)、第二リターンプーリ(11b)および固定リターンプーリ(13b)上を連続的に案内される、請求項1乃至7のいずれか1項によるコンベヤアセンブリ。
【請求項9】
排出端部リターンプーリ移動駆動部(4)は、上流ベルトコンベヤ(2)のリターンプーリフレーム(14a)と係合する、請求項2および7によるコンベヤアセンブリ。
【請求項10】
供給端部リターンプーリ移動駆動部(5)は、下流ベルトコンベヤ(3)のリターンプーリフレーム(14b)と係合する、請求項2および8によるコンベヤアセンブリ。
【請求項11】
コントロール部(6)は、搬送方向(T)と反対に上流ベルトコンベヤ(2)の排出端部(2a)を移動させ、その後下流ベルトコンベヤ(3)の供給端部(3a)の方向に、適切な搬送速度で、排出端部(2a)を移動させ、最後に開始位置に達するまで搬送方向(T)と反対に排出端部(2a)を移動させるように排出端部リターンプーリ移動駆動部(4)を制御するよう配置されている、少なくとも請求項9によるコンベヤアセンブリ。
【請求項12】
コントロール部(6)は、下流ベルトコンベヤの供給端部(3a)を搬送方向(T)に適切な搬送速度で移動させた後、開始位置に達するまで搬送方向(T)と反対に供給端部(3a)を移動させるように供給端部リターンプーリ移動駆動部(5)を制御するよう配置されている、少なくとも請求項10によるコンベヤアセンブリ。
【請求項13】
コントロール部(6)は、排出端部(2a)および供給端部(3a)の各々の移動を、概ね同時に開始させ、かつ、概ね同時に終了させるように配置されている、少なくとも請求項11または12によるコンベヤアセンブリ。
【請求項14】
ベルトコンベヤ(2,3)上を移動する製品(P)の製品特性を検知するためのセンサー(7)を有する、請求項1乃至13のいずれか1項によるコンベヤアセンブリ。
【請求項15】
コントロール部(6)は、排出端部(2a)および/または供給端部(3a)の移動モーメントおよび移動速度を制御するために、製品特性に応じて、排出端部リターンプーリ移動駆動部(4)および供給端部リターンプーリ移動駆動部(5)の各々を制御するよう配置されている、少なくとも請求項14によるコンベヤアセンブリ。
【請求項16】
請求項1乃至15のいずれか1項によるコンベヤアセンブリを有する書類処理ライン。
【請求項17】
請求項1乃至15のいずれか1項によるコンベヤアセンブリが用いられる製品(P)放出方法であって、
製品(P)はコンベヤアセンブリ(1)により搬送され、
特定の特徴を有する製品(P)は放出開口(O)を介して放出され、
他の特徴を有する製品(P)は上流ベルトコンベヤ(2)から下流ベルトコンベヤ(3)まで搬送される、製品(P)放出方法。
【請求項1】
放出供給部を有するコンベヤアセンブリにおいて、
搬送面を画定する上流ベルトコンベヤ(2)と下流ベルトコンベヤ(3)とを備え、
当該ベルトコンベヤ(2,3)は、搬送方向(T)において搬送速度で一連の製品(P)を操作して搬送するよう配置され、
上流ベルトコンベヤ(2)は、排出端部(2a)によって、下流ベルトコンベヤ(3)の供給端部(3a)に連結され、
排出端部(2a)は、排出端部リターンプーリ(10a)によって画定され、
供給端部(3a)は、供給端部リターンプーリ(11a)によって画定され、
排出端部リターンプーリ(10a)および/または供給端部リターンプーリ(11a)は、二つのリターンプーリ(10a,11a)の間の放出開口(O)を形成するために、各コンベヤ(2,3)の搬送面に平行な面内でコンベヤ(2,3)の搬送方向(T)に沿って移動可能に配置されている、コンベヤアセンブリ。
【請求項2】
前記移動可能なリターンプーリ(10a,11a)の各々は、それを移動させるための調整可能な駆動部(4,5)を有し、
コンベヤアセンブリ(1)は、二つのリターンプーリ(10a,11a)の移動を調整するためのコントロール部(6)を有し、
コントロール部(6)は、放出開口(O)を形成するために、排出端部リターンプーリ(10a)および供給端部リターンプーリ(11a)の両方を移動通路で移動させるよう、配置されている、請求項1によるコンベヤアセンブリ。
【請求項3】
コントロール部(6)は、放出開口(O)が放出される製品(P)とともに作動して移動するように、移動通路を調整する、請求項2によるコンベヤアセンブリ。
【請求項4】
コントロール部(6)は、放出開口(O)が閉じている間、とても近いため供給端部リターンプーリ(11a)が続く製品(P1)の下方に来るよう、供給端部リターンプーリ(11a)が排出端部リターンプーリ(10a)に少なくとも近づくまで、排出端部リターンプーリ(10a)がちょうど放出された製品(P0)に続く製品(P1)の重心(Z)の下流のままにあるよう、移動通路を調整する、請求項2または3によるコンベヤアセンブリ。
【請求項5】
コントロール部(6)は、放出開口(O)が閉じている間、排出端部リターンプーリ(10a)が、放出開口(O)が閉じるまで、ちょうど放出された製品(P0)に続く製品(P1)の下流のままであるよう、移動通路を調整する、請求項2または3によるコンベヤアセンブリ。
【請求項6】
コントロール部(6)は、先に形成された放出開口(O)が閉じている間または閉じた後、二つのリターンプーリ(10a,11a)が開始位置に再び来るまで、搬送方向(T)と反対方向に二つのリターンプーリ(10a,11a)を移動させるように配置されている、請求項1乃至5のいずれか1項によるコンベヤアセンブリ。
【請求項7】
上流ベルトコンベヤ(2)は、排出端部(2a)に近い固定リターンプーリ(13a)を有する固定フレーム(8a)を有し、
前記移動可能な排出端部リターンプーリ(10a)は、第二リターンプーリ(10b)が存在する移動可能なリターンプーリ(14a)内に含まれており、
上流コンベヤベルト(12a)は、排出端部リターンプーリ(10a)、第二リターンプーリ(10b)および固定リターンプーリ(13a)上を連続的に案内される、請求項1乃至6のいずれか1項によるコンベヤアセンブリ。
【請求項8】
下流ベルトコンベヤ(3)は、供給端部(3a)の近くの固定リターンプーリ(13b)を有する固定フレーム(8b)を有し、
前記移動可能な供給端部リターンプーリ(11a)は、第二リターンプーリ(11b)が存在する移動可能なリターンプーリフレーム(14b)に含まれ、
下流コンベヤベルト(12b)は、供給端部リターンプーリ(11a)、第二リターンプーリ(11b)および固定リターンプーリ(13b)上を連続的に案内される、請求項1乃至7のいずれか1項によるコンベヤアセンブリ。
【請求項9】
排出端部リターンプーリ移動駆動部(4)は、上流ベルトコンベヤ(2)のリターンプーリフレーム(14a)と係合する、請求項2および7によるコンベヤアセンブリ。
【請求項10】
供給端部リターンプーリ移動駆動部(5)は、下流ベルトコンベヤ(3)のリターンプーリフレーム(14b)と係合する、請求項2および8によるコンベヤアセンブリ。
【請求項11】
コントロール部(6)は、搬送方向(T)と反対に上流ベルトコンベヤ(2)の排出端部(2a)を移動させ、その後下流ベルトコンベヤ(3)の供給端部(3a)の方向に、適切な搬送速度で、排出端部(2a)を移動させ、最後に開始位置に達するまで搬送方向(T)と反対に排出端部(2a)を移動させるように排出端部リターンプーリ移動駆動部(4)を制御するよう配置されている、少なくとも請求項9によるコンベヤアセンブリ。
【請求項12】
コントロール部(6)は、下流ベルトコンベヤの供給端部(3a)を搬送方向(T)に適切な搬送速度で移動させた後、開始位置に達するまで搬送方向(T)と反対に供給端部(3a)を移動させるように供給端部リターンプーリ移動駆動部(5)を制御するよう配置されている、少なくとも請求項10によるコンベヤアセンブリ。
【請求項13】
コントロール部(6)は、排出端部(2a)および供給端部(3a)の各々の移動を、概ね同時に開始させ、かつ、概ね同時に終了させるように配置されている、少なくとも請求項11または12によるコンベヤアセンブリ。
【請求項14】
ベルトコンベヤ(2,3)上を移動する製品(P)の製品特性を検知するためのセンサー(7)を有する、請求項1乃至13のいずれか1項によるコンベヤアセンブリ。
【請求項15】
コントロール部(6)は、排出端部(2a)および/または供給端部(3a)の移動モーメントおよび移動速度を制御するために、製品特性に応じて、排出端部リターンプーリ移動駆動部(4)および供給端部リターンプーリ移動駆動部(5)の各々を制御するよう配置されている、少なくとも請求項14によるコンベヤアセンブリ。
【請求項16】
請求項1乃至15のいずれか1項によるコンベヤアセンブリを有する書類処理ライン。
【請求項17】
請求項1乃至15のいずれか1項によるコンベヤアセンブリが用いられる製品(P)放出方法であって、
製品(P)はコンベヤアセンブリ(1)により搬送され、
特定の特徴を有する製品(P)は放出開口(O)を介して放出され、
他の特徴を有する製品(P)は上流ベルトコンベヤ(2)から下流ベルトコンベヤ(3)まで搬送される、製品(P)放出方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−326715(P2007−326715A)
【公開日】平成19年12月20日(2007.12.20)
【国際特許分類】
【外国語出願】
【出願番号】特願2007−136966(P2007−136966)
【出願日】平成19年5月23日(2007.5.23)
【出願人】(502450413)ビュールス‐ザーンダム、ベスローテン、フェンノートシャップ (4)
【氏名又は名称原語表記】BUHRS−ZAANDAM B.V.
【Fターム(参考)】
【公開日】平成19年12月20日(2007.12.20)
【国際特許分類】
【出願番号】特願2007−136966(P2007−136966)
【出願日】平成19年5月23日(2007.5.23)
【出願人】(502450413)ビュールス‐ザーンダム、ベスローテン、フェンノートシャップ (4)
【氏名又は名称原語表記】BUHRS−ZAANDAM B.V.
【Fターム(参考)】
[ Back to top ]