
放射線不透過性ビーディングを有する移植片及びステント植皮
【課題】移植可能な医療用具のための放射線不透過性ビーディングを提供する。
【解決手段】第1表面と、第1表面から空間的に離れた第2表面とを有する合成非金属材料の層を有する移植片で、さらに前記層に結合されたビーディング104及びこのビーディングに結合された放射線不透過性物質を提供する。ステントフレーム22、中心軸を画定する第1内層24及び第2外層26を有する移植可能なプロテーゼを提供する。移植可能なプロテーゼは、さらに前記層の少なくとも1つに結合したビーディングを含む。
【解決手段】第1表面と、第1表面から空間的に離れた第2表面とを有する合成非金属材料の層を有する移植片で、さらに前記層に結合されたビーディング104及びこのビーディングに結合された放射線不透過性物質を提供する。ステントフレーム22、中心軸を画定する第1内層24及び第2外層26を有する移植可能なプロテーゼを提供する。移植可能なプロテーゼは、さらに前記層の少なくとも1つに結合したビーディングを含む。
【発明の詳細な説明】
【技術分野】
【0001】
優先データ及び参照による組み込み
この出願は2005年11月9日に提出された米国仮特許出願番号60/734726号の優先権の利益を主張し、その全内容は参照により本明細書に組み込まれるものとする。
【0002】
技術分野
本発明は、一般に医療用具に関するものであり、より詳細には移植可能な医療用具のための放射線不透過性ビーディングに関するものである。
【背景技術】
【0003】
発明の背景
特に定義しない限り、放射線不透過性(Radio-opaque)及び放射線不透過性(Radiopaque)という用語は同じ意味を有する。人工移植片、ステント植皮及び関連した腔内医療用具は、血液又は他の生体液の流れが制限されるように狭くなった(狭窄した)管状の体内の脈管(body vessel)又は管(duct)を治療するために執刀者によって現在使用されている。そのような狭まり(狭窄)は、例えば動脈硬化症として知られる病気の経過の結果として生じる。これらの製品は血管を「押し広げる(prop open)」ために使用されるが、またそれらは、呼吸系、生殖系、胆管、肝管(liver ducts)又はその他の任意の管状の身体構造において崩壊又は狭まった管状構造を強化するために使用される。ポリテトラフルオロエチレン(PTFE)からなる脈管移植片は、典型的には体内の損傷又は閉塞した血管に取って代わるために、又はそれらを修復するために使用される。しかしながら、それらは、血管内に移植片を固定するための追加の手段、例えば縫合、クランプ又は収縮を克服するための同様に機能する要素を必要とする場合がある。
【0004】
PTFEは、優れた生体適合性を有し、人の体内に配置されたときに免疫原性の反応をわずかに生じるか、又はまったく生じないために、血管移植片又はその他の移植可能なプロテーゼを作る材料として通常有利であることがわかっている。その好ましい形態、延伸PTFE(ePTFE)では、材料は軽く、多孔質であり、生体細胞によって容易にコロニーを作り、体の永続的な部分となる。管移植片グレードのePTFEの製造方法は、当業者によく知られている。この方法での重要な工程がPTFEをePTFEへの延伸であると言えば十分である。この延伸は、PTFEがその元の長さの数百パーセントに引き伸ばされる制御された縦の引き伸ばしを表す。ePTFE移植片の例は、米国特許第5641443号、第5827327号、第5861026号、第5641443号、第5827327号、第6203735号、第6221101号、第6436135号及び第6589278号に示され、説明されている(それぞれ参照によりその全内容が本明細書に組み込まれるものとする)。利用されるePTFE以外の材料から作られる移植片としては、例えばダクロンメッシュ強化臍帯組織、牛のコラーゲン、ポリエステルニット(knitted)コラーゲン、含浸トリコットニットポリエステルコラーゲン(tricot knitted polyester collagen impregnated)及びポリウレタン(商品名「Vectra(商標)」として入手可能)などが挙げられる。
【0005】
移植片の患者の脈管構造への移植は、非常に正確な技術に関連する。一般に、前記医療用具は、所望の位置に移植片を配置する移植装置により血管の患部又は損傷を受けた部分に導かれる。配置する間位置を正確に示すために、執刀者は、一般にフルオロスコープを利用してX線により配置を観察する。さらに、移植された医療用具の視覚化は、移植、追跡診査及び治療に必須である。したがって、フルオロスコープを用いて移植片又は移植医療用具を移植するために、前記医療用具の一部は、好ましくは放射線不透過性でなければならない。
【0006】
移植片は、一般にカテーテル又はシースの形態の束縛部材により損傷を受けた部分又は患部に配送でき、束縛部材を取り除くことによって配置できる。配置のための正確な位置に医療用具又は移植片を導くために、放射線不透過性は、好ましくは脈管内の正しい場所を確認するために前記医療用具又は束縛部材に組み込まれる。問題は、シースによる移植片の配送時に生じる。特に、移植片とシースとの間の任意の干渉が存在する場合、配送手順は、シースによって、及び狭窄部位まで移動するために移植片の追加の操作を必要とすることによって複雑となる。
【0007】
移植された移植片の位置を目視により確認することに加えて、移植片の向きを目視で確認すること、及び/又は移植片の配置が悪くないか、例えばねじれていないか、又はよじれていないかを目視で決定することが必要であるかもしれない。一般に、移植片の壁厚は、相対的に薄く、約50μm〜約1000μmの範囲である。移植医療用具の薄い壁及び大きさは、移植片に柔軟性を与え、移植の際に組織の周りの移植片の操作を助ける。薄い壁の移植片の使用は、小さなサイズのカテーテルに基づく送達システムを用いて送達できる小さな医療用具の製造を可能にする。しかしながら、これらの薄い壁の医療用具は、移植の際の構造的な劣化(degradation)、例えばよじれを受ける場合があると考えられる。
【0008】
ステントは、血管壁への固定を維持することができる血管内プロテーゼを与えるために血管移植片と組み合わせて使用される(すなわち、ステント植皮)。また、ステントとともに移植片を使用することは、平滑筋細胞及び他の組織がステントの網状の開口部を介して成長して管の再狭窄を生じるというステントで見られる問題を克服するために役に立つ。ステント植皮は、気管気管支樹などの、体内の種々の脈管の開通性を維持するように設計されたプロテーゼの医療用具である。この医療用具は、ePTFEによって被包されたバルーン付き拡張可能なステント又はePTFEによって被包され、柔軟性のある運搬システムに予め詰められた自己拡張型ニチノールステントを含んでもよい。後者の1つの例は、「Fluency(商標)」として一般に知られており、C.R. Bard Peripheral Vascular Inc.により販売されている。そのようなステント植皮の例は、米国特許第6053941号、第6124523号、第6383214号、第6451047号及び第6797217号に示され、説明されている(それぞれ参照によりその全内容が本明細書に組み込まれるものとする)。ポリマーコーティング及びePTFEでステントを被覆する分野は、特に当業者により実質的に調査されている。ePTFE材料でステントを被覆する1つの有名な方法は、2つの層がステントの壁の開口部により接している場所で熱によって互いに実質的に融合されたePTFEの2つの層内に被包することである。これは、ePTFE層が剥離することなく、拡張及び収縮できる固体のワンピース(one
-piece)医療用具を提供する。
【0009】
被包されたステントの患者の脈管構造への移植は、非常に正確な技術に関連する。一般に、前記医療用具は、所望の位置に被包されたステントを配置する移植装置により血管の患部又は損傷を受けた部分に導かれる。配置する間位置を正確に示すために、執刀者は、一般にフルオロスコープを利用してX線により配置を観察する。意図されたものでない位置への被包されたステントの配置は、すぐに外傷を生じて、複数の配置計画(deployment attempts)及び/又は配置された医療用具の再配置に関連した侵襲性を増大するかもしれない。さらに、移植された医療用具の視覚化は、移植、追跡診査及び治療に必須である。したがって、フルオロスコープを用いて被包されたステントを移植するために、ステント又は移植医療用具の一部は、放射線不透過性でなければならない。
【0010】
バルーン付きカテーテルが視覚マーカーとして使用してもよい組み込まれた放射線不透過性部材(feature)を有することができるために、バルーン付きカテーテルを用いて血管内に移植し、拡張したステントは、蛍光透視法によって配置が確認できる。しかしながら、バルーンがステントの拡張後に移動する場合、ステントの正しい配置は、ステントに埋め込まれた放射線不透過性マーカーの非存在下では、確認できない。自己拡張型ステントは、一般にカテーテル又はシースの形態の束縛部材により損傷を受けた部分又は患部に配送でき、束縛部材を取り除くことによって配置できる。配置のための正確な位置に、医療用具を自己拡張型ステントに導くために、放射線不透過性は、脈管内の正しい場所を確認するために前記医療用具又は束縛部材に組み込まれる。
【発明の開示】
【課題を解決するための手段】
【0011】
(発明の開示)
好ましい実施態様は、第1表面と、第1表面から空間的に離れた第2表面とを有する合成非金属材料の層を含む移植医療用具を提供する。この移植医療用具は、さらに前記層に結合したビーディング及びこのビーディングに結合した放射線不透過性物質を含む。好ましくは、ビーディングはよじれ抵抗性を与え、ビーディングへの放射線不透過性物質の結合は放射線不透過性ビーディングを与える。好ましくは、合成非金属材料の層は細長い実質的に管状の部材を形成する。第2表面は、好ましくは前記管状部材の外面を形成し、さらに放射線不透過性ビーディングは、好ましくは外面の周りにらせん状に巻き付いている。さらに、放射線不透過性ビーディングは、好ましくは実質的に矩形の断面積を画定する。一実施態様では、放射線不透過性ビーディングはポリウレタン材料に埋め込まれた放射線不透過性材料を含む。さらに別の実施態様では、放射線不透過性ビーディングはポリテトラフルオロエチレンシェル内に分散された放射線不透過性コアを含む。好ましくは、放射線不透過性材料は20重量%の硫酸バリウムを含む。あるいは、放射線不透過性ビーディングは約20%のタンタル粉末を有するペーストから形成される。またさらに別のものでは、放射線不透過性ビーディングは約20%〜約40%の硫酸バリウムを有するペーストから形成される。より好ましくは、放射線不透過性ビーディングは約40%のタンタル粉末及び約60%のPTFEを含むテープである。
【0012】
別の実施態様は、移植医療用具を形成する方法を提供し、この方法は、好ましくはポリマーシェルに放射線不透過性物質を配置し、放射線不透過性物質及びシェルを圧縮してビレットを形成し、ビレットを押出成形して放射線不透過性ビーディングを形成し、及び移植材料の周りに前記ビーディングを巻き付けて移植医療用具を確定する。この方法は、さらに前記巻き付けが移植片に前記ビーディングをあらかじめ組み込むことを含む方法を提供する。さらに、この方法は、好ましくは溶媒を適用することを含む。
【0013】
本発明のさらに別の実施態様では、ステント植皮医療用具は中心軸の周りに配置された第1内層及び第2外層を有するステントのフレームを含む。前記ステント植皮は、さらに少なくとも1つの前記層と結合したビーディングを含む。さらに、前記ステント植皮医療用具はビーディングに結合した放射線不透過性物質をさらに含むことができる。放射線不透過性物質のビーディングへの結合は放射線不透過性ビーディングを与える。
【0014】
さらに別の好ましい実施態様では、ステント植皮医療用具を形成する方法が与えられる。前記ステント植皮医療用具は、少なくともポリマーシェルに放射線不透過性物質を配置し、放射線不透過性物質及びシェルを圧縮してビレットを形成し、ビレットを押出成形して放射線不透過性ビーディングを形成し、及び移植材料の周りに前記ビーディングを巻き付けて移植医療用具を確定することを含むことにより形成される。
【0015】
移植医療用具におけるよじれは、それを通る血流を実質的に減らし、移植片を本質的に使用できなくする。したがって、外科的移植の間及び外科的移植後のよじれを防ぐ能力は血流を回復させる因子である。一般に、GENTERFLEX(商標)移植片のような市販の血管移植片製品では、例えばビーディングは移植片におけるよじれを防ぐために与えられる。本発明の好ましい実施態様では、ビーディングは放射線不透過性及びよじれ防止を与える。
【0016】
別の好ましい実施態様は、体内の移植可能なプロテーゼの位置を観測する方法を提供する。前記方法は、好ましくは放射線不透過性ビーディングを有する移植可能なプロテーゼを体内に配置し、前記体を電磁エネルギーに曝露することを含む。前記方法は、さらにX線透視で前記ビーディングの少なくとも一部を観測して体内での移植可能なプロテーゼの位置を決定することを含む。
【0017】
したがって、正確に形成された放射線不透過性ビーディングは、移植医療用具に構造的な剛性を与えることに加えて執刀者の視覚の要求を満たすことを容易にできる。より具体的には、移植片又はステント植皮医療用具に結合した放射線不透過性ビーディングは、前記医療用具の移植、追跡及び治療を助けるのに必要な視覚的合図を与える。放射線不透過性ビーディングは、また柔軟性を著しく悪化させることなく、移植片に十分な構造的支持を与えることによって移植片におけるよじれを減らすように形成できる。さらに、放射線不透過性ビーディングの使用は、好ましくは移植片と送達シースとの間の、又はステント植皮と送達シースとの間の線接触を、放射線不透過性ビーディングとシースとの間で画定される領域において線接触への接触を制限することによって最小限にするように設定できる。ステントとシースとの間の表面接触又は干渉を最小限にすることにより、自己拡張ステントをカバーするシースを回収するのに必要な力を最小限にできると考えられる。
【図面の簡単な説明】
【0018】
【図1】図1は好ましい移植医療用具を示す。
【図1A】図1Aは、図1の移植医療用具のX線像である。
【図2】図2は、図1の医療用具で使用される放射線不透過性ビーディングの第1の実施態様の断面図である。
【図3】図3は、放射線不透過性ビーディングの別の実施態様の断面図である。
【図4】図4は、予備成形バレルの具体例である。
【図5】図5は、好ましい移植医療用具の別の実施態様の断面図である。
【図6】図6は、好ましい移植医療用具の別の実施態様を示す。
【図7】図7は、好ましい移植医療用具のさらに別の実施態様を示す。
【図8】図8は、放射線不透過性ビーディングを有する好ましいステント植皮を示す。
【図9】図9は、図8の放射線不透過性ビーディングを有するステント植皮のX線像である。
【図9A】図9Aは、図8の放射線不透過性ビーディングの断面図である。
【図10】図10は、さらに別の放射線不透過性ビーディングの断面図である。
【図11】図11は、放射線不透過性ビーディングを有する別のステント植皮の種々の斜視図及び断面図である。
【図11A】11Aは、放射線不透過性ビーディングを有する別のステント植皮の種々の斜視図及び断面図である。
【図11B】11Bは、放射線不透過性ビーディングを有する別のステント植皮の種々の斜視図及び断面図である。
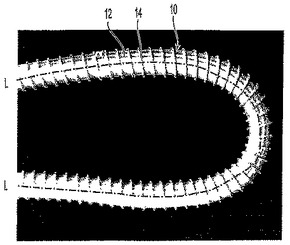
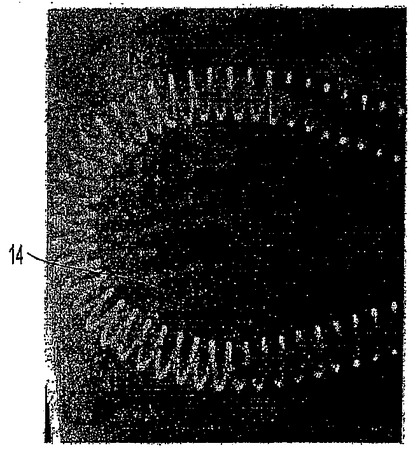
【図12】図12は、ポリウレタン及び放射線不透過性ビーディングの組み合わせによって形成されるビーディングを有するステント植皮の実例となる蛍光透視像である。
【発明を実施するための形態】
【0019】
添付の図面(本明細書に組み込まれ、本明細書の一部を構成する)は、本発明の典型的な実施態様を詳しく説明し、上記の一般的な説明及び下記の詳細な説明とともに、本発明の特徴を説明するために提供される。当然のことながら、好ましい実施態様は、特許請求の範囲によって与えられる本発明の例である。
【0020】
図1は好ましい移植医療用具を示す。
【0021】
図1Aは、図1の移植医療用具のX線像である。
【0022】
図2は、図1の医療用具で使用される放射線不透過性ビーディングの第1の実施態様の断面図である。
【0023】
図3は、放射線不透過性ビーディングの別の実施態様の断面図である。
【0024】
図4は、予備成形バレルの具体例である。
【0025】
図5は、好ましい移植医療用具の別の実施態様の断面図である。
【0026】
図6は、好ましい移植医療用具の別の実施態様を示す。
【0027】
図7は、好ましい移植医療用具のさらに別の実施態様を示す。
【0028】
図8は、放射線不透過性ビーディングを有する好ましいステント植皮を示す。
【0029】
図9は、図8の放射線不透過性ビーディングを有するステント植皮のX線像である。
【0030】
図9Aは、図8の放射線不透過性ビーディングの断面図である。
【0031】
図10は、さらに別の放射線不透過性ビーディングの断面図である。
【0032】
図11、11A及び11Bは、放射線不透過性ビーディングを有する別のステント植皮の種々の斜視図及び断面図である。
【0033】
図12は、ポリウレタン及び放射線不透過性ビーディングの組み合わせによって形成されるビーディングを有するステント植皮の実例となる蛍光透視像である。
【0034】
(発明を実施するための方法)
図1には、外面12及び内面(図示せず)を有する医療用具移植組織10の好ましい実施態様が示される。医療用具10は、好ましくは移植医療用具であり、その外面12は、好ましくは医療用具10の中心軸L-・-Lの周りの実質的に管状の部材を画定する。好ましくは、医療用具10は中心軸に垂直な実質的に円形の断面を画定するが、その他の断面形状は、例えば長方形又は楕円形であってもよい。医療用具10は、好ましくは例えば狭窄に関与するために血管を通る移動のために形成される。あるいは、医療用具10は血管又その他の組織における移植及び移動のために適切な大きさの実質的に球形又はその他の構造であってもよい。例示的な移植医療用具10には、Bard Peripheral Vascular, Inc.(アリゾナ州テンピ)のIMPRA CARBOFLO(商標)及びCENTERFLEX(商標)などが含まれる。
【0035】
ビーディング14を外面12に配置又は結合する。本明細書で使用される「ビーディング」は、種々の断面形状にすることができる実質的に固体の弓形、ロッド、ワイヤー又は細長い構造を意味する。好ましくは、放射線不透過性物質はビーディング14に結合されて、例えば図1Aに示されるように、透視観察の下で医療用具10を観察する執刀者に可視表示を与える。より具体的には、放射線不透過性物質を有するビーディング(すなわち、放射線不透過性ビーディング14)は、血管又はその他の組織における移植により医療用具10の位置及び/又は向きを決定又は確認するための可視表示を執刀者に与える。放射線不透過性ビーディング14は、医療用具10の中心軸を実質的に囲むように、好ましくは外面12の周りに巻き付けられる。あるいは、放射線不透過性ビーディングは、実質的に中心軸の一面であるように、外面12に配置できる。放射線不透過性ビーディングは、さらに医療用具10の外面に連続輪郭線を形成するように、好ましくは医療用具10の中心軸の周りに連続的な巻き付きを形成する。あるいは、放射線不透過性ビーディング14は、外面12の周りに並べた一連の切片によって形成できる。さらに別の方法では、放射線不透過性ビーディング14は、医療用具10の周りに配置され、かつ、中心軸に沿って間隔をあけて並べられるような大きさ及び形状の複数の個々のリングによって形成できる。複数のリングのそれぞれは、それ自身の幾何形状を確定でき、例えばビーディングのリングは、リングが医療用具10の周りに配置されるのに十分な間隔の空間を画定する限り、実質的に矩形又は円形であってもよい。好ましくは、放射線不透過性ビーディング14は、所望のレベルの構造的な剛性を与えるように、例えば医療用具10の中心軸の長さに全体でよじれを防止するために、外面12の周りにらせん状に巻き付けられる。放射線不透過性ビーディング14のらせん状の巻き付けは外面12の被覆を最大にできるが、ビーディング14の表面積全体を最小にする。さらに、好ましい連続的にらせん状に巻き付いたビーディング14は、移植中及び移植後に使用者に追加の可視表示を与える輪郭線を与える。例えば、好ましい放射線不透過性ビーディング14を有するねじられていない移植された医療用具10は、医療用具10の中心軸に沿った一連の並行線として最適には現れる。逆に、医療用具10のねじれ又は曲げは、放射線不透過性ビーディング14の集まった線として現れる。例えば医療用具10の軸長全体で外面12の周りに離れた環状の放射線不透過性ビーディングを形成するような、放射線不透過性ビーディング14のためのその他の被覆形状も利用できる。環状の放射線不透過性ビーディング14は、中心軸に対して実質的に垂直であってもよく、またあるいは中心軸に対して傾斜していてもよい。別の代わりの被覆配置では、ビーディング14は、医療用具10の中心軸の周りに放射状に配置された放射線不透過性ビーディングの細長いストリップであってもよい。
【0036】
医療用具10を、非金属材料であってもよい移植片材料から作られた管状部材であってもよい。好ましくは、移植材料は延伸ポリテトラフルオロエチレン(ePTFE)であるが、例えばダクロン、ポリエステル、ポリテトラフルオロエチレン(PTFE)、ePTFE、ポリウレタン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせのような代わりの非金属材料も医療用具10を形成するために可能である。前記材料は、例えば生物活性剤のような追加の添加剤を含んでもよい。
【0037】
医療用具10を形成するために、非金属材料は、好ましくはシリンダー内に圧縮されて、前記材料のビレット、例えばePTFEビレットを形成する樹脂又はペーストに処方される。また、異なる材料の樹脂を組み合わせて、種々の所望の特性を有する樹脂複合体を形成してもよい。例えば、ePTFE樹脂をヒドロキシアパタイト(HA)と組み合わせて、生体適合性及び生物活性を高めた材料を生成してもよい。次いで、前記ビレットは、好ましくは押出成形及び硬化されて管状部材10を形成する。
【0038】
放射線不透過性ビーディング14はらせん状配置で医療用具10の周りに配置される。図2には、放射線不透過性ビーディング14の1つの実施態様の断面図が示される。放射線不透過性ビーディング14は、好ましくは医療用具10に結合するための最大接触面を提供するために断面が矩形である。あるいは、ビーディング14は、例えば円形、楕円形又は多角形のような断面のその他の形状であってもよい。ビーディング14の好ましい断面積は、約1〜約2mmの長さ及び約100〜約500μmの幅を持つような大きさである。より好ましくは、ビーディング14の断面積は、約1mmの長さ及び約500μmの幅を持つような大きさである。好ましくは、ビーディング14の断面の細長い側面は、放射線不透過性ビーディング14と医療用具10との間の界面を形成する。別の好ましい実施態様では、ビーディング14は、実質的に断面が円形であり、ビーディング14の直径は、好ましくは約0.67mmである。
【0039】
放射線不透過性ビーディング14は、好ましくは、例えば放射線不透過性物質としてポリウレタンに埋め込まれた硫酸バリウム塩を有するNoveon, Inc.(Thermedics Division)(オハイオ州クリーブランド)のCarbothane(商標)PC-3575のような生体適合性ポリウレタン材料で作られる。Carbothaneは、好ましくは72 ショアーD硬度を有し、硫酸バリウムは20重量%で存在する。一般に、10%よりも多い硫酸バリウムの濃度は放射線不透過性を与えるのに十分である。好ましくは、ビーディング14の硫酸バリウムの濃度は、放射線不透過性を与えるために約20〜約40%の範囲である。あるいは、放射線不透過性ビーディングは、例えばダクロン、ポリエステル、PTFE、ePTFE、ポリカーボネート、ポリスルホン、ポリエチレン、ポリプロピレン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせのようなその他の生体適合性ポリマーから作られてもよい。さらに、その他の材料は、例えばタンタル、タングステン、金、銀又はその他の金属粉末又はカルシウム又はHA塩のような塩のような放射線不透過性物質としての機能を果たすことができる。
【0040】
放射線不透過性ビーディング14は、好ましくは押出成形により形成される。1つの実施態様では、Carbothane PC-3575材料及び20%の硫酸バリウムは、硫酸バリウムがポリウレタン材料全体に好ましく分散される複合樹脂又はペーストに組み合わされる。複合ペーストは、好ましくは前記材料をビレットに圧縮するために圧縮装置に充填される。次いで、ビレットは、好ましくは押出成形されて放射線不透過性ポリウレタンビーディング14を形成する。
【0041】
ポリウレタン放射線不透過性ビーディング14は、図1に示される放射線不透過性マーカーを有する移植可能な移植片を生成するために医療用具10に結合できる。ビーディング14を医療用具10の外面12に結合する好ましい方法では、ビーディング14は外面12に予め組み込まれる。より具体的には、ビーディング14は、張力、好ましくは約500グラムの力を受けて配置され、次いでビーディングは、マンドレルに一時的に取り付けられる移植片の外面12の周りに溶剤の溶液により巻きつけられる。好ましくは、ビーディング14の隣接した巻きつきの間隔は約1〜約2mmである。すでに記載したように、ビーディングの矩形の断面積を形成する細長い側面は外面12と組み合わされ、又は結合される。溶剤の溶液はポリウレタンを溶解でき、したがって巻き付け方法においてビーディング14に適用する場合、溶剤はビーディング14と外面12との間の物理学的な結合を形成できる。好ましくは、溶剤はテトラヒドロフラン(THF)であるが、その他の非プロトン溶媒も使用できる。前記溶剤は、好ましくは噴霧又はコーティングのような任意の適した方法によって適用され、好ましくは溶剤溶液からビーディングを引き抜くことによって適用される。その後、溶剤は組み立てられた医療用具10及びビーディング14を好ましくは後硬化することにより実質的に取り除かれる。
【0042】
図1Aは放射線不透過性ポリウレタンビーディング14を有する医療用具10の蛍光透視図、すなわちX線写真を示す。ビーディング14の放射線不透過性は医療用具10の放射線不透過性外面12に対してビーディング14の像において示される。したがって、蛍光透視ディスプレー媒体において放射線不透過性ビーディング14によって与えられるラインが医療用具10の残りよりも暗い又は高いコントラストの像を有することを、通常の観察者が決定できる限り、ビーディング14の放射線不透過性は、ビーディングが哺乳動物の体内の放射線不透過性マーカーとして機能するのに必要な最小限のレベルよりも大きいと考えられる。あるいは、とびとびのコントラストレベルを認識できるマシンビジョンは、放射線不透過性ビーディング14の放射線不透過性の有効性の客観的指標を与えるために利用できる。
【0043】
ビーディング14は、好ましくは張力を受けてポリマービーディングを医療用具10の表面12に巻き付けることによって医療用具10に固定又は結合される。次いで、ビーディングが取り付けられた移植片組立体は、例えばテトラヒドロフランのような溶剤がビーディングを表面に接着するのに十分な(ただし、ビーディングを溶解しない)量の溶剤により噴霧できる。あるいは、ビーディングが取り付けられた移植片組立体14、10は、テトラヒドロフランのような溶剤に5〜300秒間、より好ましくは30〜60秒間浸漬できる。ビーディングが取り付けられた移植片組立体は溶剤から取り出され、溶剤は、好ましくは空気乾燥によって蒸発させられる。ビーディングが取り付けられた移植片組立体を、好ましくはオーブンで70℃で12時間乾燥させて溶剤を完全に取り除く。短い浸漬時間は、好ましくはビーディングの完全な溶解なしに移植片表面にビーディングを結合するように決められる。アセトン、ジメチルアセトアミド、ジメチルスルホキシド、n-メチルピロリジノン、ジオキサンのようなその他の溶剤は、また代わりに用いてもよい。迅速に蒸発させられる溶剤が最も好ましく、70℃未満の沸点を有する溶剤がさらに好ましい。ある特定の用途では、外科的移植の際にはがすことができるビーディングを提供することが好ましい。上述の溶剤結合法は、容易にはがすことができる取り外し可能なビーディングを提供できる。より具体的には、溶剤結合法は、適切な力の適用により、ビーディングと移植片材料との手による分離を容易にすることができる。しかしながら、ビーディングをはがすことは、移植片表面を実質的に損傷することなく行うことができる。また、より具体的には、ビーディングをはがすことは、移植片材料とビーディングの残りの部分との間の結合を妨げることなく、移植片材料からビーディングの一部を分離するために行うことができる。
【0044】
放射線不透過性ビーディングの別の好ましい実施態様が図3に示され、放射線不透過性ビーディング14'は放射線不透過性コア18'の周りの非放射線不透過性材料の外側の管腔層16'を含む。外層16'は、好ましくはePTFEであり、例えばBard Peripheral Vascular(アリゾナ州テンピ)のCENTERFLEX(商標)移植片のような公知のビーディングが取り付けられた製品において提供される所望の剥離特性を有するePTFEビーディング14'を提供する。あるいは、その他のポリマー材料を使用してシェルを形成でき、放射線不透過性物質はそのシェルに結合できるか、又は分散できる。そのようなポリマー材料としては、例えばダクロン、ポリエステル、ポリウレタン、PTFE、ポリカーボネート、ポリスルホン、ポリエチレン、ポリプロピレン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせなどが挙げられる。放射線不透過性コア18'は、好ましくは20重量%の硫酸バリウム塩材料である。あるいは、放射線不透過性コア18'は、タンタル、タングステン、金、銀又はその他の金属粉末又はカルシウム又はヒドロキシアパタイト(HA)塩のような塩などのその他の放射線不透過性物質から作られてもよい。
【0045】
ePTFEビーディング14'は種々の適した技術によって作られてもよいが、好ましい方法が以下に記載される。PTFEが押出成形装置を通って流れることができるように、PTFEの30重量%の適切な量の、例えばIsopar Hのような滑剤とともにPTFE樹脂をふるいにかけることによって、高分子化合物の混合を行う。組み合わせたPTFE樹脂と滑剤を、次いで攪拌機に配置し、滑剤がPTFE樹脂の粒子のそれぞれを被覆及び浸透するように攪拌する。十分に混合したPTFE樹脂と滑剤との組み合わせを、次いで約29℃(約85°F)の温度で維持される加温棚で一晩保温される。この保温期間は、PTFE樹脂全体にわたって滑剤を十分に均一に分散できると考えられる。
【0046】
必要に応じて、オプションの調合工程の一部として、PTFE樹脂をさらにその他の適した生体活性材料と混合及び加熱できる。例えば、PTFE樹脂を適切なヒドロキシアパタイト(HA)材料と調合して、生体適合性及び生物活性を高めたビーディング材料を生成し、例えば内膜過形成の減少のために内部細胞成長を促進することができる。
【0047】
PTFE樹脂又はその混合物を、一連の処理工程によって圧縮された柱体へと予備成形することができる。最初に、樹脂を予備成形機(preformer)のインナーバレルにインナーバレルの外側に固定されるじょうごを通過させることによって注ぐことができる。図4は、樹脂を圧縮された柱体へと予備成形する際に使用できる隔てられた予備成形バレル40の好ましい実施態様を示す。隔てられた予備成形バレル40は、好ましくは外側の中空円筒型部材42、必要ならば内側の中空円筒型部材44、及び中央の中実円筒型部材46を含む。内側の中空円筒型部材44は外側の中空円筒型部材42の内部に同心円状に含まれる。同様の処理の詳細は、米国特許第5827327号、第5641443号及び第6190590号に示され、説明されている(それぞれ参照によりその全内容が本明細書に組み込まれるものとする)。
【0048】
PTFE樹脂を、外側の中空円筒型部材42と中実円筒型部材46との間に位置する第1領域52に注ぐことができる。第1領域52を1又は2以上の内側の部材44によって分割して、放射線不透過性コア18'を形成するために、例えば20重量%の硫酸バリウム化合物のような放射線不透過性材料を受け入れるための第2領域48を画定してもよい。
【0049】
好ましい実施態様の1つでは、外側の中空円筒型部材42は、内側の中空円筒型部材44の半径よりも大きい半径を有する。予備成形バレル40を構成する要素の直径は、生成される移植片のサイズ及びタイプに応じて変化する。予備成形バレル40の好ましい実施態様は約1.5インチの半径を有することができる。内側の中空円筒型部材44と中心の中実円筒型部材46の間の第2領域48は、約0.38インチの半径を有することができ、内側の中空円筒型部材44は、約0.07インチの壁厚を有することができ、外側の中空円筒型部材42と内側の中空円筒型部材44の間に位置する第1領域52は、約0.6インチの半径を有することができる。
【0050】
あるいは、放射線不透過性ペースト又は樹脂を、内部分離部材44を用いることなく、部分的に、又は完全にPTFE樹脂の内側表面の一部に埋め込むことができる。放射線不透過性ペーストをタンタル粉末から形成することができる。例えば、放射線不透過性ペーストは、ePTFEペーストと組み合わせた60%のタンタルから形成できる。さらに、例えば金又はチタンなどのその他の適した材料を使用して放射線不透過性ペーストを形成できる。さらに、別の方法では、放射線不透過性ペーストを硫酸バリウム混合物から形成することができる。例えば、放射線不透過性ペーストは、20〜40%の硫酸バリウムと混合したePTFEペーストを含むことができる。好ましい実施態様では、放射線不透過性ペーストは、PTFE樹脂の内面の長さに沿って配置されることができる細長いストリップに成形される。あるいは、又はこれに加えて、放射線不透過性ペーストは、その長さに沿ったPTFEの内面に沿って配置されることができる複数の放射線不透過性の構成要素を形成できる。放射線不透過性ペーストを任意の形状又は形態に形成できる。例えば、ペーストは、縫合糸、スレッド及びPTFE樹脂内部の任意の位置に配置された円板のような他の小さな部品として成形することができる。PTFE樹脂の内面に埋め込まれた放射線不透過性材料の連続又は細長いストリップは、蛍光透視法の下でビーディング14'を調べる執刀者に放射線不透過性コア18'を与えることができる。
【0051】
PTFE樹脂及び放射線不透過性ペーストマーカーの集合体は、好ましくは圧縮されてビレットを形成する。前記材料は、例えば米国特許第5827327号の図3に示されるような適切な圧縮機で、前記集合体を予備成形バレル40に配置することによって圧縮される。ポリマー混合物の圧縮の際に使用される圧縮機は、適切な駆動力によって駆動され、分けられた予備成形バレル40内の材料を圧縮するために上端部材を下端部材に押し付ける。種々の厚みの中空円筒型チューブを用いて、分けられた予備成形バレル40内の材料を、分けられた予備成形バレル40の内側の中空円筒型部材44、外側の中空の円筒型部材42及び中心の中実円筒型部材46の周りにスライド可能なように往復運動させることによって圧縮する。予備成形バレル40内に収容された材料を圧縮した後、分けられた予備成形バレル40の内側の円筒型部材44(使用した場合)、外側の円筒型部材42及び中心の中実円筒型部材46を取り除いて材料の圧縮された円柱又はビレットを得る。あるいは、予備成形バレル内の仕切り(dividers)を圧縮前に異なる混合物間の界面を乱すことなく取り除き、次いで圧縮して押出成形用のビレットを形成してもよい。
【0052】
外側のPTFE層及び放射線不透過性コアを有する圧縮された円柱又はビレットを、好ましくは例えば米国特許第5827327号の図4に示される押出機のような適切な機器により同時押出しされる。要点をかいつまんで記載すると、材料の圧縮された円柱を押出バレル内に配置する。力をラムに加え、ラムは材料の圧縮された円柱に圧力を加える。圧力は、押出ダイスにより押し出される材料の圧縮された円柱を与え、管状の押出成形品又はビーディングとなる。
【0053】
ePTFE放射線不透過性ビーディング14'は、移植医療用具10に結合できる。ePTFE放射線不透過性ビーディング14'を移植医療用具10に結合する好ましい方法では、ePTFEビーディング14'は移植医療用具10の周りに巻き付けることができる。移植片10及びビーディング14'はビーディング14'を移植片表面12と融合するような温度で焼結される。焼結温度は約340℃〜約380℃の範囲であってもよく、好ましくは約355℃〜約365℃である。
【0054】
図5は、移植医療用具10の周りに巻き付けられた放射線不透過性ビーディングの別の実施態様の断面図を示す。より詳細には、図5には、テープの形態の放射線不透過性ビーディング14"の断面図が示される。ビーディング14"の断面積は、好ましくは長方形であり、さらに好ましくはテープ14"の幅が約2mmであり、約100μm〜約150μmの範囲の厚みを有するような大きさである。テープは、放射線不透過性物質として約60%のタンタルと40%のポリマー材料のPTFEの好ましい複合樹脂により形成できる。あるいは、その他のポリマー及び放射線不透過性物質を使用することができる。タンタル及びPTFE複合体は、好ましくは押出成形され、3倍に延伸されて、放射線不透過性テープ14"を形成する。さらに、別の態様では、延伸されていないテープを使用することができる。延伸されていないテープは、おそらく放射線不透過性材料の密度の減少による延伸されたテープと比較して、より高い放射線不透過性を与えることができる。テープ14"は、好ましくは移植医療用具10の周りにテープ14"を巻き付け、この集合体を焼結して放射線不透過性テープ14"を医療用具10に融合させることによって移植医療用具10に結合される。テープ14"は、集合体を340〜380℃、好ましくは355〜365℃で0.5〜5分間、好ましくは1〜2分間焼結することによって、好ましくは医療用具10に結合される。
【0055】
移植医療用具10は上記具体例に関連して説明されているが、ePTFEの配置又は組成、放射線不透過性ビーディング及びその他の設計パラメータにおける変化が移植医療用具10とともに利用できることは、強調されるべきである。例えば、図6及び7には、移植片、すなわち脈管バイパス移植片200及び300の別の実施態様が示されている。移植片200及び300は、好ましくは外面に結合したらせん状に巻き付いた放射線不透過性ビーディング(図示せず)を含むことができる。脈管バイパス移植片200は、膝より上に適用するための所望の血流特性のために構成され、バイパス移植片300は、膝より下の血流特性のために構成されている。バイパス移植片200及び300の構造配置及び適用にもかかわらず、移植片200、300は、好ましくは放射線不透過性ビーディング204、304とともに押出成形されたePTFE材料によって形成できる。すなわち、放射線不透過性ビーディングは、焼結又は移植片(200又は300)の管腔及び反管腔側の表面の少なくとも1つに溶剤結合するによって結合できる。種々の移植片の追加の例は、米国特許第6203735号、第6039755号及び第6790226号に示され、記載されている(それぞれ参照によりその全内容が本明細書に組み込まれるものとする)。
【0056】
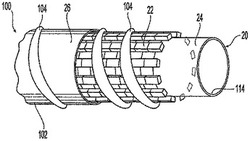
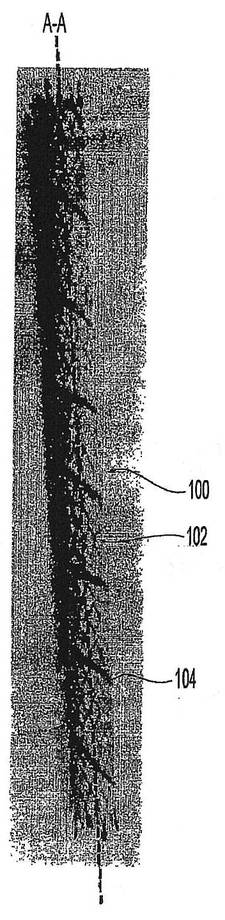
図8には、移植可能なプロテーゼの医療用具の好ましい実施態様であり、より好ましくは中心軸を画定する外面層102及び内層(図示せず)を有し、例えば狭窄症に用いられるステント植皮100である。ステント植皮100及びその外面102は、好ましくは医療用具100の中心軸A−Aの周りに実質的に管状の部材を画定する。好ましくは、医療用具100は、中心軸A−Aに垂直な実質的に円形の断面を画定するが、例えば長方形又は楕円形のようなその他の断面形状も可能である。医療用具100は、好ましくは血管を移動するように形成されて、例えば狭窄症に用いられる。
【0057】
ステント植皮100は、好ましくはステント100に構造的剛性を与えるためにビーディング104を有する。より好ましくは、ビーディング104は、放射線不透過性物質を含むか、又はそれと結合して、放射線不透過性ビーディング104を形成し、移植片100を血管に移植する際に、及びその後に、執刀者に位置又は向きがわかるようにする。中心軸を実質的に囲むように、放射線不透過性ビーディング104をステント植皮100内に配置する。放射線不透過性ビーディングは、好ましくは医療用具100の輪郭を画定するために、ステント植皮の内層及び外層の間に配置される。医療用具100の外面102に連続的な輪郭線を形成するように、放射線不透過性ビーディング104は、さらに好ましくは医療用具100の中心軸の周りに連続的な巻き付けを形成する。あるいは、放射線不透過性ビーディング104は、外面102の周りに並べた一連の断片によって形成できる。さらに別のものでは、放射線不透過性ビーディング104は、医療用具100の周りに、中心軸に沿って間隔をあけて配置される大きさ及び形状の複数の別個のリングによって形成できる。複数の各リングは、それ自身の幾何学的形状を画定することができる。例えば、ビーディングのリングは、医療用具100の周りに配置される十分な間質腔を画定する限り、実質的に長方形又は円形であってもよい。
【0058】
放射線不透過性ビーディング104は、好ましくはステント植皮100の周りにらせん状に巻き付けられる。放射線不透過性ビーディング104のらせん状の巻き付けは、ビーディング104の表面積全体を最小限にし、それによって医療用具100と医療用具100を設置するために使用されるシースとの間の接触を最小限にしながら、表面12の被覆率を最大限にできる。好ましくは、ビーディング104は、例えば送達シースに挿入される場合、医療用具100の線接触又は接触表面を画定する。送達シースの例としては、Bard Peripheral Vascular Inc.(アリゾナ州テンピ)のFLUENCY(商標)などが挙げられる。医療用具100と送達シースとの間の接触を最小限にすることにより、移植の際にシースを医療用具100全体に引き伸ばすのに必要な力を最小限にできる。さらに、好ましい連続らせん状巻き付けビーディング104は、移植の際に、及び移植後に使用者に追加の可視表示を提供する輪郭線を与える。例えば、好ましい放射線不透過性ビーディング104を有するねじられていない移植された医療用具100は、最適には医療用具100の中心軸にそった一連の平行線として現れる。反対に、医療用具100におけるねじれ又はたわみは放射線不透過性ビーディング104における収束線として現れる。例えば、医療用具100の軸長に沿って外面102の周りに別個の環状放射線不透過性ビーディングを形成するような放射線不透過性ビーディング104のその他の被覆配置を使用できる。環状放射線不透過性ビーディング104は、実質的に中心軸に垂直であってもよく、又あるいは中心軸に対して傾斜していてもよい。別の被覆配置では、ビーディング104は、医療用具100の中心軸の周りに放射状に配置された放射線不透過性ビーディングの細長いストリップであってもよい。
【0059】
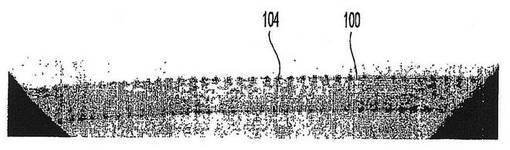
図9には、15mmのアルミプレートを介して60%のタンタル及び40%のPTFEを有する図8の医療用具100の蛍光透視図、すなわちX線像が示される。このプレートは透視装置と対象の移植医療用具との間のプレート(図示せず)の挿入によって生体組織の密度をシミュレートするために利用される。ビーディング104の放射線不透過性は、医療用具100の放射線透過性外面102と対比させたビーディング104の画像化において明らかにされる。したがって、通常の観察者が、蛍光透視ディスプレー媒体において放射線不透過性ビーディング104によって提供されるラインが医療用具100の残りの部分よりも暗い、又は高いコントラスト像を有することを決定できる限り、ビーディング104の放射線不透過性は、ビーディングが哺乳動物の体内で放射線不透過性マーカーとして機能するのに必要な最低レベルよりも大きいとみなされる。あるいは、コントラストのとびとびのレベルを認識する能力を有するマシンビジョンは、放射線不透過性ビーディング104の放射線不透過性の有効性の客観的指標を与えるために利用できる。上述のタンタルビーディングは、また肉眼で確認できる。
【0060】
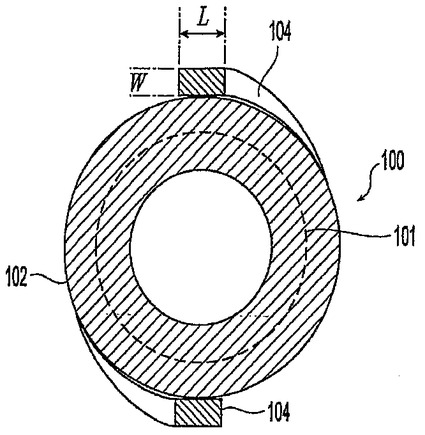
図9Aには、内側及び外側のePTFE材料によって被包されたステント101及び放射線不透過性ビーディング104を有する医療用具100の1つの実施態様の断面図が示される。放射線不透過性ビーディング104は、好ましくは医療用具10に結合するための最大接触面を提供するために断面が矩形である。あるいは、ビーディング104は、例えば円形、楕円形又は多角形のような断面のその他の形状であってもよい。ビーディング104の好ましい断面積は、約1〜約2mmの長さL及び約100〜約500μmの幅Wを持つような大きさである。より好ましくは、ビーディング104の断面積は、約1mmの長さL及び約500μmの幅Wを持つような大きさである。好ましくは、ビーディング104の細長い側面は、放射線不透過性ビーディング104と医療用具100の外面102との間の界面を形成する。別の好ましい実施態様では、ビーディング104は、実質的に断面が円形であり、ビーディング14の直径は、好ましくは約0.67mmである。放射線不透過性ビーディング104は、押出成形、射出成形、溶剤キャスティングなどの種々の技術によって形成できる。
【0061】
放射線不透過性ビーディング104は、例えば放射線不透過性物質としてポリウレタン又はポリマーシェルに埋め込まれた硫酸バリウムを有するNoveon, Inc.のCarbothane PC-3575又はその他のポリマーシェルのような生体適合性ポリウレタン材料で作られてもよい。Carbothane材料は、好ましくは72ショアーD硬度を有し、硫酸バリウムは20重量%で存在する。一般に、10%よりも多い硫酸バリウムの濃度は放射線不透過性を与えるのに十分である。図12に示すように、添加された約20%の硫酸バリウムを含むポリウレタンビーディングはステント植皮の周りのらせん状の配置において利用される。好ましくは、ビーディング104の硫酸バリウムの濃度は、放射線不透過性を与えるために約20〜約40%の範囲である。
【0062】
再び図9Aに関して、放射線不透過性ビーディング104は、例えばダクロン、ポリエステル、PTFE、ePTFE、ポリカーボネート、ポリスルホン、ポリエチレン、ポリプロピレン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせのようなその他の生体適合性ポリマーから作られてもよい。さらに、例えばタンタル、タングステン、金、銀又はその他の金属粉末又はカルシウム又はHA塩のような塩のようなその他の材料は放射線不透過性物質としての機能を果たすことができる。
【0063】
高分子放射線不透過性ビーディング104は、好ましくは押出成形により形成される。1つの実施態様では、Carbothane PC-3575材料及び約20%の硫酸バリウムは、硫酸バリウムがポリウレタン材料全体に、好ましくは実質的に均一に分散される複合樹脂又はペーストに組み合わされる。複合ペーストは、好ましくは前記材料をビレットに圧縮するために圧縮装置に充填される。次いで、ビレットは、好ましくは押出成形されて放射線不透過性ポリウレタンビーディング104を形成する。
【0064】
ポリウレタンビーディング104は、好ましくはePTFE表面に溶剤結合される。焼結、加熱融解のような多くの結合方法を使用できるが、好ましい結合方法はビーディング材料のための溶剤の使用に関連する。例えば、Carbothane PC-3575はテトラヒドロフラン(THF)に溶解する。THFは相対的に低沸点の溶剤(沸点は70℃未満)であり、ポリウレタンをゆっくり溶解する。好ましい方法では、ePTFE封入材料の第1層(100μmの厚み、10〜40μmの内部距離)はスチールマンドレルに取り付けられ、ステントはePTFE封入層に取り付けられる。20%の硫酸バリウムを含む放射線不透過性ポリウレタンビーディングは、好ましくはステントにらせん状に巻き付けられる。あるいは、その他の巻き付け配置を使用してもよい。好ましくは、第2封入部材を、ビーディングを巻き付けたステントに取り付ける。組立体全体を、好ましくは200ミリリットルのTHFを含む長いメスシリンダーに浸漬してステント植皮組立体のすべての表面をTHFにさらす。組立体を30秒〜5分間、好ましくは〜1分間THFにさらすことができる。さらす時間を制御して、ビーディング材料を実質的に溶解することなく、ポリウレタンビーディングのePTFE封入層への結合を可能にする。浸漬後、ビーディングを付けた組立体を取り出し、30分間風乾し、次いでオーブン中で70℃12時間乾燥してもよい。ePTFE封入材料を焼結する場合、ポリウレタンビーディングは封入層と一緒に保持されるので、追加の焼結工程は必要ではない。
【0065】
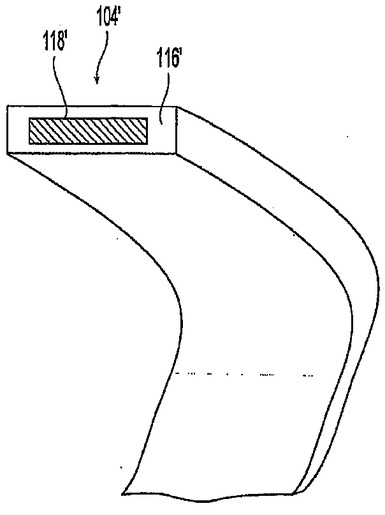
放射線不透過性ビーディング104の別の好ましい実施態様が図10に示され、放射線不透過性ビーディング104'は放射線不透過性コア118'の周りの非放射線不透過性材料116'の外側の管腔層を有する。外層16'は、Bard Peripheral Vascular(アリゾナ州テンピ)のCENTERFLEX(商標)のような公知のビーディング製品において所望の剥離特性を有するePTFEビーディング104'を提供するために、好ましくはePTFEである。あるいは、その他のポリマー材料を使用してシェルを形成でき、放射線不透過性物質はそのシェルに結合できるか、又はそのシェル内に分散できる。そのようなポリマー材料としては、例えばダクロン、ポリエステル、ポリウレタン、PTFE、ポリカーボネート、ポリスルホン、ポリエチレン、ポリプロピレン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせなどが挙げられる。放射線不透過性コア118'は、好ましくは20重量%の硫酸バリウム塩材料である。あるいは、放射線不透過性コア118'は、タンタル、タングステン、金、銀又はその他の金属粉末又はカルシウム又はHA塩のような塩などのその他の放射線不透過性物質から作られてもよい。ePTFEビーディング104'は、例えば先に記載したようにePTFE及び適した放射線不透過性材料の押出成形のような種々の適した方法によって管状押出成形物又はビーディングを形成することによって形成してもよい。
【0066】
あるいは、放射線不透過性ペースト又は樹脂を、内部分離部材144を用いることなく、部分的に、又は完全にPTFE樹脂の内側表面の一部に埋め込むことができる。放射線不透過性ペーストをタンタル粉末から形成することができる。例えば、放射線不透過性ペーストは、ePTFEペーストと組み合わせた60%のタンタルペーストから形成できる。さらに、例えば金又はチタンなどのその他の適した材料を使用して放射線不透過性ペーストを形成できる。さらに、別の方法では、放射線不透過性ペーストを硫酸バリウム混合物から形成することができる。例えば、放射線不透過性ペーストとしては、約20〜約40%の硫酸バリウムと混合したePTFEペーストなどが挙げられる。好ましい実施態様では、放射線不透過性ペーストを、PTFE樹脂の内面の長さに沿って配置されることができる細長いストリップに成形する。あるいは、又はこれに加えて、放射線不透過性ペーストは、その長さに沿ったPTFEの内面に沿って配置されることができる複数の放射線不透過性の構成要素を形成できる。放射線不透過性ペーストを任意の形状又は形態に形成できる。例えば、ペーストは、縫合糸、スレッド及びPTFE樹脂内部の任意の位置に配置された円板のような他の小さな部品として成形することができる。PTFE樹脂の内面に埋め込まれた放射線不透過性材料の好ましい連続又は細長いストリップは、蛍光透視法の下でビーディング104'を調べる執刀者に放射線不透過性コア118'を与えることができる。
【0067】
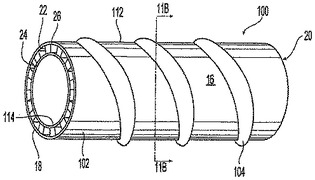
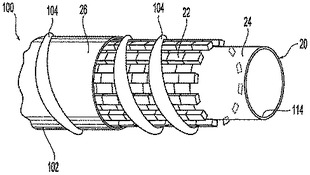
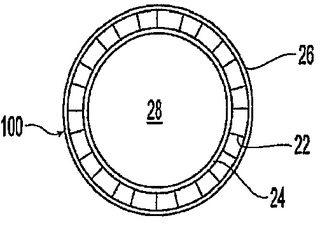
図11、11A及び11Bを参照すると、ステント植皮100は、一般的に第1及び第2端部18、120の間に含まれる内面114及び外面102を有する管状部材112を含むことができる。管状部材112は、好ましくはマンドレル(図示せず)に固定された第1生体適合性フレキシブル管状部材24に詰められたバルーン付き又は圧力拡張可能な管状支持フレーム又は部材22を含む。第2生体適合性フレキシブル管状部材26は、次いで好ましくは第1生体適合性管状部材/支持部材の組み合わせ22、24に取り付けられる。管状支持部材22は、好ましくは米国特許第4733665号、第6053941号、第6053943号、第5707386号、第5716393号、第5860999号及び第6572647号に記載されたものと同様のステントを含む(それぞれ参照によりその全内容が本明細書に組み込まれるものとする)。部材22で利用されるステントは、バルーン付き拡張可能なステント、自己拡張型ステント又は形状記憶プラスチックステントであってもよい。管状部材24、26は、好ましくは支持部材22を被包するために一緒に融合される。
【0068】
ステント植皮100の管状部材24、26は、好ましくは延伸ポリテトラフルオロエチレン(ePTFE)のビレットを押出成形することによって形成される。あるいは、第1及び第2生体適合性フレキシブル管状部材24、26は、また延伸されていないポリテトラフルオロエチレン(PTFE)から形成されてもよい。さらに、圧力拡張可能な管状支持部材22は、銀、チタン、ステンレス鋼、金及びPTFE又はePTFEの種々の焼結温度でその形状及び材料特性を維持することができる任意の適したプラスチック材料のような、放射状拡張を可能にし、放射状の破壊に耐える強度及び弾性を有する任意の材料から形成されてもよい。管状部材24、26は、さらに別のものとして、例えばダクロン、ポリエステル、ポリウレタン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせのようなその他の非金属材料から形成できる。前記材料は、例えばヒドロキシアパタイト(HA)などの生物活性剤のような追加の添加剤を加えて、生体適合性及び生物活性を高めた材料を得ることができる。管状部材24、26を形成するために、非金属材料は、好ましくはシリンダー内に圧縮される樹脂又はペーストに形成されて、前記材料のビレット、例えばePTFEビレットを形成する。次いで、ビレットは、好ましくは押出成形及び硬化させて管状部材を形成する。より好ましくは、管状部材24、26を形成するための樹脂組成、圧縮及び押出成形技術は、上記放射線不透過性ビーディングを形成する技術と実質的に類似である。
【0069】
図11Bには、医療用具100を形成するために移植片又は管状部材24、26を拡張部材22に融合する前の図11のステント植皮100の断面図が示される。第1生体適合性フレキシブル管状部材24は、ステント植皮100の最内層又は内腔表面を形成し、ステント植皮100の管腔28をさらに画定し、それによって滑らかな不活性生体適合性血流表面を与える。管状支持部材22、好ましくはステント、ステントフレーム又は同様に構築された構造は、ステント植皮100の中心に位置する中間層を形成する。第2生体適合性フレキシブル管状部材26は、ステント植皮100の最外層又は反管腔側の表面を形成する。放射線不透過性ビーディングを有するステント植皮の医療用具を得るために、放射線不透過性ビーディングを、任意の適した位置でステント植皮の医療用具100に結合する。1つの位置は、内部部材24の外面であってもよい。別の位置は、図11Aに示されるように、ステント22の外面であってもよい。さらに別の位置は、外部部材26の外面であってもよい。これらの位置のそれぞれにおいて、ビーディング104は、医療用具100を通って伸びる縦軸の周りにらせん状に巻き付けられる。好ましくは、ビーディング104は、図11に示されるように、医療用具100の外面に巻き付けられ、結合される。
【0070】
第1及び第2生体適合性フレキシブル管状部材24、26を、管状支持部材22に含まれる開口部を通じて、かつ、ビーディング104の間隔の間に、互いに融合させるために、圧力は、好ましくは移植片/ビーディング/ステント/移植片組立体にかけられる。管状支持部材22がステントフレームである場合、第1及び第2ePTFE管状部材24、26は、ステントの圧縮材の間及びビーディング104のらせんの間隔の間の開口部を通じて互いに融合される。
【0071】
管状部材24、26の間の放射線不透過性ビーディングを融合するための好ましい方法は、放射線不透過性ビーディングを形成する配置及び材料によって変わり得る。例えば、放射線不透過性ビーディングが上述のポリウレタン放射線不透過性ビーディング104である場合、ビーディング104は、好ましくは非プロトン性溶剤(例えば、THF)に浸漬され、続いて内部管状部材22の外面又はステント部材22の外側に予め組み込まれる。より具体的には、ビーディングは医療用具100に巻きつけられるため、ビーディング104は、張力、好ましくは約500グラムの力を受けて配置される。あるいは、移植片/ビーディング/ステント/移植片組立体全体が、ポリウレタンを溶解することができる溶媒のコーティングによってスプレーされて、ビーディング104と組立体の内面及び外面との間の物理的な結合を形成し、図1の放射線不透過性ビーディングを有するステント植皮の医療用具を形成できる。ビーディングがステントフレーム22と外部部材26との間に位置する場合、非プロトン性溶剤は、溶剤が部材26の多孔性表面を通って移動して、部材26をビーディング104に結合するように部材26の外面にスプレーされる。さらに、組立体全体を非プロトン性溶剤に浸漬してもよい。好ましくは、溶剤はテトラヒドロフラン(THF)であるが、その他の非プロトン溶剤も使用できる。使用できるその他の溶剤又は溶剤混合物としては、アセトン、ジオキサン、ジメチルアセトアミド、ジメチルスルホキシド、n-メチルピロリジノンなどが挙げられる。100℃未満、より好ましくは70℃未満の沸点を有する溶剤又は溶剤混合物が最も好ましい。溶剤は組み立てられた医療用具100及びビーディング104を好ましくは後硬化することにより実質的に取り除かれてもよい。
【0072】
1つの実施態様では、100μmの厚み及び6mmの直径の、60%タンタルライン(2mmの幅及び50〜90μmの厚み)を有する移植片を押出成形する。かみそりの刃を用いて移植片からフィラメントを手でカットして、タンタルフィラメントを形成できる。フィラメントは、好ましくは移植片又はステント植皮表面に放射線不透過性マーキングを生成するために使用される。フィラメントは焼結しても、焼結しなくてもよい。焼結していないフィラメントは、焼結工程により移植片又はステント植皮と融合できるので、好ましい。別の実施態様では、60%のタンタル及び40%のPTFEを含むフィラメントを焼結されていない拡張された移植片表面にらせん状に巻き付ける。フィラメント及び移植片は、好ましくはX線イメージングで可視である移植片表面にタンタルマーキングを生成するために焼結される。また、フィラメントは、ステント植皮表面にらせん状に巻き付けてもよい。好ましい実施態様では、フィラメントは2つのステント植皮封入層間で囲まれてもよい。
【0073】
別の好ましい結合技術では、好ましくは放射線不透過性ビーディング14'が上述の外部ePTFEシェル及び放射線不透過性コアを有するところを使用するために、移植片/ビーディング/ステント/移植片組立体は、焼結温度に加熱されて、層間の物理的結合を形成する。焼結温度は、約100〜約300℃、好ましくは約100〜約200℃の範囲であってもよい。
【0074】
得られたプロテーゼはePTFE層内に被包された拡張されていないステント及び放射線不透過性ビーディングであり、又は具体的にはその管腔及び反管腔側の表面に放射線不透過性ビーディング及びePTFE層を有する拡張されていないステントであり、そのステントにおいては、ステント、放射線不透過性ビーディング及びePTFE層は分離できない。あるいは、プロテーゼは、その管腔及び反管腔側の表面の両方にヒドロキシアパタイトを含むことができる。さらに、ePTFE層は、また拡張されていないステントの端部の周りに一緒に融合又は結合されてもよく、それによってステントを中心から広がる方向及び長さ方向の両方でePTFE内に完全に包む。得られるステント植皮100及び放射線不透過性ビーディングを、例えば米国特許第6756007号のような適切な送出機器に入れることができる(その全内容は参照により本明細書に組み込まれるものとする)。ステント植皮100は、狭窄症、動脈瘤又はフィステルの脈管内治療;尿、胆管、気管気管支、食道、腎臓系、大静脈フィルタにおける開口の維持;腹部大動脈瘤の修復;又は、例えば経頚静脈性肝内門脈体循環短絡術(TIPS)のような損傷を受けた又は患部器官の修復又は迂回を含む様々な医療用途で有利に使用できる。
【0075】
図9には、透視装置と対象移植医療用具との間にプレート(図示せず)を挿入することによって生体組織の密度のシミュレーションが示される。ビーディング104の放射線不透過性は、医療用具100の端部及び医療用具100のライター(lighter)ステントフレーム101の端部の暗い放射線不透過性「スプーン」103と比較して、ビーディング104の白又はコントラストイメージングで示される。「スプーン」103を有するステントの別の例は、米国特許出願公開第2004-0015228号に示され、説明されている(その全内容が参照により本明細書に組み込まれるものとする)。通常の観察者が、蛍光透視ディスプレー媒体において放射線不透過性ビーディング104によって与えられるラインが例えばステントフレーム101又はスプーン103に対して対照的なイメージを持つと決定できる限り、ビーディング104の放射線不透過性は、哺乳動物の体内で、放射線不透過性マーカーとして機能するのに十分であるとみなされる。あるいは、放射線不透過性ビーディング104の放射線不透過性の有効性の客観的指標を与えるために、コントラストのとびとびのレベルを認識する能力をもつマシンビジョンを利用することができる。
【0076】
さらに別の実施態様では、テープの形態の放射線不透過性ビーディングはステント植皮医療用具100の周りに巻き付けることができる。そのようなビーディングの断面積は、好ましくは長方形であり、さらに好ましくはテープの幅が約2mmであり、約100μm〜約150μmの範囲の厚みを有するような大きさである。テープは、放射線不透過性物質として約60%のタンタルと40%のポリマー材料のPTFEの好ましい複合樹脂により形成できる。あるいは、その他のポリマー及び放射線不透過性物質を使用することができる。タンタル及びPTFE複合体は、好ましくは押出成形され、3倍に延伸されて、放射線不透過性テープを形成する。テープは、好ましくは移植医療用具100の周りにテープを巻き付け、この組立体を焼結して放射線不透過性テープを医療用具100に融合させることによってステント植皮の医療用具100に結合される。
【0077】
さらに別の実施態様では、放射線不透過性材料が内部又は外部部材24又は26の一部として同時押出成形されるハイブリッドステント植皮が提供される。ステント植皮の従来の実施態様とは異なり、内部及び外部部材24及び26の特徴はステント22の過半量未満を封入することである。すなわち、この実施態様のステント植皮は、ステントの約半分が部材24及び26によって封入され、ステントの約半分が露出又は裸である。このようなハイブリッドステント植皮において放射線不透過性ビーディング又はテープを使用することにより、経頚静脈性肝内門脈体循環短絡術(TIPS)として知られる手順で、透視診断法で放射線不透過性ビーディングを介してステントの被覆された部分の範囲を観察する臨床医の能力により、ハイブリッドステント植皮の医療用具の一般に正確な配置が可能となる。
【0078】
放射線不透過性ビーディングの設計により、出願人は、従来は利用できなかった利点を達成することができる。例えば、前記ビーディングは、接触表面が柱状よりもむしろ連続ラインであるためにより少ない添加量及び展開力(deployment force)を可能にする。第2に、前記ビーディングは、移植片又はステント植皮が高められたねじれ耐性、すなわちプロテーゼ(移植片又はステント植皮)が例えば20mmのような極率の小さな半径で曲がったときの移植片又はステント植皮の内径の変化に対する耐性を持つことを可能にする。第3に、らせん状ビーディングは、移植片又はステント植皮が移植後の外圧によってつぶれるかどうかのインサイツ表示(蛍光透視像により)を与える。
【0079】
最後に、他のタイプの生物活性剤は、また移植片及びステント植皮について本明細書に記載した放射線不透過性材料と組み合わせてもよい。生物活性剤としては、例えばビンカアルカロイド(すなわち、ビンブラスチン、ビンクリスチン及びビノレルビン)、パクリタキセル、エピポドフィロトキシン(epidipodophyllotoxins)(すなわち、エトポシド、テニポシド)、抗生物質(ダクチノマイシン(アクチノマイシンD)ダウノルビシン、ドキソルビシン及びイダルビシン)、アントラサイクリン、ミトザントロン、ブレオマイシン、プリカマイシン(ミトラマイシン)及びマイトマイシン、酵素(L-アスパラギンを全身的に新陳代謝させ、それら自体アスパラギンを合成する能力を持たない細胞を奪うL-アスパラギナーゼ)のような天然物を含む抗増殖/抗有糸分裂薬;G(GP)IIb/IIIa阻害剤及びビトロネクチン受容体アンタゴニストのような抗血小板薬;ナイトロジェンマスタード(メクロレタミン、シクロホスファミド及び類似体、メルファラン、クロラムブシル)、エチレンイミン及びメチルメラミン(ヘキサメチルメラミン及びチオテパ)、アルキルスルホナート-ブスルファン、ニルトソウレア(nirtosoureas)(カルムスチン(BCNU)及び類似体、ストレプトゾシン)、トラゼン(trazenes)-ダカルバジニン(DTIC)のような抗増殖/抗有糸分裂性のアルキル化剤;葉酸類似体(メトトレキサート)、ピリミジン類似体(フルオロウラシル、フロクスウリジン及びシタラビン)、プリン類似体及び関連阻害剤(メルカプトプリン、チオグアニン、ペントスタチン及び2-クロロデオキシアデノシン{クラドリビン})のような抗増殖/抗有糸分裂性の代謝拮抗物質;白金配位錯体(シスプラチン、カルボプラチン)、プロカルバジン、ヒドロキシ尿素、ミトーテン、アミノグルテチミド;ホルモン(すなわち、エストロゲン);抗凝固剤(ヘパリン、合成ヘパリン塩及びその他のトロンビン阻害剤);線維素溶解薬(例えば、組織プラスミノゲン賦活剤、ストレプトキナーゼ及びウロキナーゼ)、アスピリン、ジピリダモール、チクロピジン、クロピドグレル、アブシキシマブ;抗遊走剤(antimigratory);抗分泌剤(antisecretory)(ブレベルジン(breveldin));副腎皮質ステロイド(コルチソル、コルチゾン、フルドロコルチゾン、プレドニゾン、プレドニゾロン、6α-メチルプレドニゾロン、トリアムシノロン、ベタメタゾン及びデキサメタゾン)、非ステロイド系薬剤(サリチル酸誘導体、すなわちアスピリン;パラ−アミノフェノール誘導体、すなわちアセトミノフェン(acetominophen));インドール及びインデン酢酸(インドメタシン、スリンダク及びエトダラック(etodalac))、ヘテロアリール酢酸(トルメチン、ジクロフェナク及びケトロラク)、アリールプロピオン酸(イブプロフェン及び誘導体)、アントラニル酸(メフェナム酸及びメクロフェナム酸)、エノール酸(ピロキシカム、テノキシカム、フェニルブタゾン及びオキシフェンタトラゾン(oxyphenthatrazone))、ナブメトン(nabumetone)、金化合物(オーラノフィン、金チオグルコース、金ナトリウムチオマレエート(gold sodium thiomalate))のような抗炎症薬;免疫抑制剤(シクロスポリン、タクロリムス(FK-506)、シロリムス(ラパマイシン)、アザチオプリン、ミコフェノール酸モフェチル);血管形成剤;血管内皮成長因子(VEGF)、線維芽細胞成長因子(FGF);アンギオテンシン受容体遮断薬;一酸化窒素ドナー;アンチ-センスオリゴヌクレオチド及びこれらの組み合わせ;細胞周期阻害剤、mTOR阻害剤及び成長因子受容体シグナル変換キナーゼ阻害剤;レテノイド(retenoid);サイクリン/CDK阻害剤;HMG補酵素レダクターゼ阻害剤(スタチン);及びプロテアーゼ阻害剤のような医薬品などが挙げられる(しかしながら、これに限定されない)。
【0080】
ステント植皮の医療用具100は上記具体例に関連して説明されているが、ePTFEの配置又は組成、放射線不透過性ビーディング、ステントのフレームワーク及びその他の設計パラメータにおける変化が移植医療用具100とともに利用できることは、強調されるべきである。さらに、放射線不透過性ビーディングは、追加の可視表示を執刀者に移植片の位置を越えて提供する。
【0081】
本明細書で使用されるように、「a」、「an」及び「the」の単数形は、ただ1つであると特に定義しない限り、複数の指示対象を含む。本発明はある特定の好ましい実施態様に関して開示されているが、記載された実施態様への多くの微修正(modifications)、修正(alterations)及び変更(changes)は、特許請求の範囲において定義されたように、本発明の範囲(sphere and scope)から離れることなく可能である。さらに、上述の方法、処理及び工程が、ある特定の結果がある特定の順で生じていることを示す場合、当業者は、工程の順番が修正される場合があり、その修正が記載された実施態様のバリエーションの範囲内であることを認識する。したがって、本発明は、記載された実施態様に限定されないが、特許請求の範囲の文言によって定義された全範囲及びその均等の範囲を有する。
【技術分野】
【0001】
優先データ及び参照による組み込み
この出願は2005年11月9日に提出された米国仮特許出願番号60/734726号の優先権の利益を主張し、その全内容は参照により本明細書に組み込まれるものとする。
【0002】
技術分野
本発明は、一般に医療用具に関するものであり、より詳細には移植可能な医療用具のための放射線不透過性ビーディングに関するものである。
【背景技術】
【0003】
発明の背景
特に定義しない限り、放射線不透過性(Radio-opaque)及び放射線不透過性(Radiopaque)という用語は同じ意味を有する。人工移植片、ステント植皮及び関連した腔内医療用具は、血液又は他の生体液の流れが制限されるように狭くなった(狭窄した)管状の体内の脈管(body vessel)又は管(duct)を治療するために執刀者によって現在使用されている。そのような狭まり(狭窄)は、例えば動脈硬化症として知られる病気の経過の結果として生じる。これらの製品は血管を「押し広げる(prop open)」ために使用されるが、またそれらは、呼吸系、生殖系、胆管、肝管(liver ducts)又はその他の任意の管状の身体構造において崩壊又は狭まった管状構造を強化するために使用される。ポリテトラフルオロエチレン(PTFE)からなる脈管移植片は、典型的には体内の損傷又は閉塞した血管に取って代わるために、又はそれらを修復するために使用される。しかしながら、それらは、血管内に移植片を固定するための追加の手段、例えば縫合、クランプ又は収縮を克服するための同様に機能する要素を必要とする場合がある。
【0004】
PTFEは、優れた生体適合性を有し、人の体内に配置されたときに免疫原性の反応をわずかに生じるか、又はまったく生じないために、血管移植片又はその他の移植可能なプロテーゼを作る材料として通常有利であることがわかっている。その好ましい形態、延伸PTFE(ePTFE)では、材料は軽く、多孔質であり、生体細胞によって容易にコロニーを作り、体の永続的な部分となる。管移植片グレードのePTFEの製造方法は、当業者によく知られている。この方法での重要な工程がPTFEをePTFEへの延伸であると言えば十分である。この延伸は、PTFEがその元の長さの数百パーセントに引き伸ばされる制御された縦の引き伸ばしを表す。ePTFE移植片の例は、米国特許第5641443号、第5827327号、第5861026号、第5641443号、第5827327号、第6203735号、第6221101号、第6436135号及び第6589278号に示され、説明されている(それぞれ参照によりその全内容が本明細書に組み込まれるものとする)。利用されるePTFE以外の材料から作られる移植片としては、例えばダクロンメッシュ強化臍帯組織、牛のコラーゲン、ポリエステルニット(knitted)コラーゲン、含浸トリコットニットポリエステルコラーゲン(tricot knitted polyester collagen impregnated)及びポリウレタン(商品名「Vectra(商標)」として入手可能)などが挙げられる。
【0005】
移植片の患者の脈管構造への移植は、非常に正確な技術に関連する。一般に、前記医療用具は、所望の位置に移植片を配置する移植装置により血管の患部又は損傷を受けた部分に導かれる。配置する間位置を正確に示すために、執刀者は、一般にフルオロスコープを利用してX線により配置を観察する。さらに、移植された医療用具の視覚化は、移植、追跡診査及び治療に必須である。したがって、フルオロスコープを用いて移植片又は移植医療用具を移植するために、前記医療用具の一部は、好ましくは放射線不透過性でなければならない。
【0006】
移植片は、一般にカテーテル又はシースの形態の束縛部材により損傷を受けた部分又は患部に配送でき、束縛部材を取り除くことによって配置できる。配置のための正確な位置に医療用具又は移植片を導くために、放射線不透過性は、好ましくは脈管内の正しい場所を確認するために前記医療用具又は束縛部材に組み込まれる。問題は、シースによる移植片の配送時に生じる。特に、移植片とシースとの間の任意の干渉が存在する場合、配送手順は、シースによって、及び狭窄部位まで移動するために移植片の追加の操作を必要とすることによって複雑となる。
【0007】
移植された移植片の位置を目視により確認することに加えて、移植片の向きを目視で確認すること、及び/又は移植片の配置が悪くないか、例えばねじれていないか、又はよじれていないかを目視で決定することが必要であるかもしれない。一般に、移植片の壁厚は、相対的に薄く、約50μm〜約1000μmの範囲である。移植医療用具の薄い壁及び大きさは、移植片に柔軟性を与え、移植の際に組織の周りの移植片の操作を助ける。薄い壁の移植片の使用は、小さなサイズのカテーテルに基づく送達システムを用いて送達できる小さな医療用具の製造を可能にする。しかしながら、これらの薄い壁の医療用具は、移植の際の構造的な劣化(degradation)、例えばよじれを受ける場合があると考えられる。
【0008】
ステントは、血管壁への固定を維持することができる血管内プロテーゼを与えるために血管移植片と組み合わせて使用される(すなわち、ステント植皮)。また、ステントとともに移植片を使用することは、平滑筋細胞及び他の組織がステントの網状の開口部を介して成長して管の再狭窄を生じるというステントで見られる問題を克服するために役に立つ。ステント植皮は、気管気管支樹などの、体内の種々の脈管の開通性を維持するように設計されたプロテーゼの医療用具である。この医療用具は、ePTFEによって被包されたバルーン付き拡張可能なステント又はePTFEによって被包され、柔軟性のある運搬システムに予め詰められた自己拡張型ニチノールステントを含んでもよい。後者の1つの例は、「Fluency(商標)」として一般に知られており、C.R. Bard Peripheral Vascular Inc.により販売されている。そのようなステント植皮の例は、米国特許第6053941号、第6124523号、第6383214号、第6451047号及び第6797217号に示され、説明されている(それぞれ参照によりその全内容が本明細書に組み込まれるものとする)。ポリマーコーティング及びePTFEでステントを被覆する分野は、特に当業者により実質的に調査されている。ePTFE材料でステントを被覆する1つの有名な方法は、2つの層がステントの壁の開口部により接している場所で熱によって互いに実質的に融合されたePTFEの2つの層内に被包することである。これは、ePTFE層が剥離することなく、拡張及び収縮できる固体のワンピース(one
-piece)医療用具を提供する。
【0009】
被包されたステントの患者の脈管構造への移植は、非常に正確な技術に関連する。一般に、前記医療用具は、所望の位置に被包されたステントを配置する移植装置により血管の患部又は損傷を受けた部分に導かれる。配置する間位置を正確に示すために、執刀者は、一般にフルオロスコープを利用してX線により配置を観察する。意図されたものでない位置への被包されたステントの配置は、すぐに外傷を生じて、複数の配置計画(deployment attempts)及び/又は配置された医療用具の再配置に関連した侵襲性を増大するかもしれない。さらに、移植された医療用具の視覚化は、移植、追跡診査及び治療に必須である。したがって、フルオロスコープを用いて被包されたステントを移植するために、ステント又は移植医療用具の一部は、放射線不透過性でなければならない。
【0010】
バルーン付きカテーテルが視覚マーカーとして使用してもよい組み込まれた放射線不透過性部材(feature)を有することができるために、バルーン付きカテーテルを用いて血管内に移植し、拡張したステントは、蛍光透視法によって配置が確認できる。しかしながら、バルーンがステントの拡張後に移動する場合、ステントの正しい配置は、ステントに埋め込まれた放射線不透過性マーカーの非存在下では、確認できない。自己拡張型ステントは、一般にカテーテル又はシースの形態の束縛部材により損傷を受けた部分又は患部に配送でき、束縛部材を取り除くことによって配置できる。配置のための正確な位置に、医療用具を自己拡張型ステントに導くために、放射線不透過性は、脈管内の正しい場所を確認するために前記医療用具又は束縛部材に組み込まれる。
【発明の開示】
【課題を解決するための手段】
【0011】
(発明の開示)
好ましい実施態様は、第1表面と、第1表面から空間的に離れた第2表面とを有する合成非金属材料の層を含む移植医療用具を提供する。この移植医療用具は、さらに前記層に結合したビーディング及びこのビーディングに結合した放射線不透過性物質を含む。好ましくは、ビーディングはよじれ抵抗性を与え、ビーディングへの放射線不透過性物質の結合は放射線不透過性ビーディングを与える。好ましくは、合成非金属材料の層は細長い実質的に管状の部材を形成する。第2表面は、好ましくは前記管状部材の外面を形成し、さらに放射線不透過性ビーディングは、好ましくは外面の周りにらせん状に巻き付いている。さらに、放射線不透過性ビーディングは、好ましくは実質的に矩形の断面積を画定する。一実施態様では、放射線不透過性ビーディングはポリウレタン材料に埋め込まれた放射線不透過性材料を含む。さらに別の実施態様では、放射線不透過性ビーディングはポリテトラフルオロエチレンシェル内に分散された放射線不透過性コアを含む。好ましくは、放射線不透過性材料は20重量%の硫酸バリウムを含む。あるいは、放射線不透過性ビーディングは約20%のタンタル粉末を有するペーストから形成される。またさらに別のものでは、放射線不透過性ビーディングは約20%〜約40%の硫酸バリウムを有するペーストから形成される。より好ましくは、放射線不透過性ビーディングは約40%のタンタル粉末及び約60%のPTFEを含むテープである。
【0012】
別の実施態様は、移植医療用具を形成する方法を提供し、この方法は、好ましくはポリマーシェルに放射線不透過性物質を配置し、放射線不透過性物質及びシェルを圧縮してビレットを形成し、ビレットを押出成形して放射線不透過性ビーディングを形成し、及び移植材料の周りに前記ビーディングを巻き付けて移植医療用具を確定する。この方法は、さらに前記巻き付けが移植片に前記ビーディングをあらかじめ組み込むことを含む方法を提供する。さらに、この方法は、好ましくは溶媒を適用することを含む。
【0013】
本発明のさらに別の実施態様では、ステント植皮医療用具は中心軸の周りに配置された第1内層及び第2外層を有するステントのフレームを含む。前記ステント植皮は、さらに少なくとも1つの前記層と結合したビーディングを含む。さらに、前記ステント植皮医療用具はビーディングに結合した放射線不透過性物質をさらに含むことができる。放射線不透過性物質のビーディングへの結合は放射線不透過性ビーディングを与える。
【0014】
さらに別の好ましい実施態様では、ステント植皮医療用具を形成する方法が与えられる。前記ステント植皮医療用具は、少なくともポリマーシェルに放射線不透過性物質を配置し、放射線不透過性物質及びシェルを圧縮してビレットを形成し、ビレットを押出成形して放射線不透過性ビーディングを形成し、及び移植材料の周りに前記ビーディングを巻き付けて移植医療用具を確定することを含むことにより形成される。
【0015】
移植医療用具におけるよじれは、それを通る血流を実質的に減らし、移植片を本質的に使用できなくする。したがって、外科的移植の間及び外科的移植後のよじれを防ぐ能力は血流を回復させる因子である。一般に、GENTERFLEX(商標)移植片のような市販の血管移植片製品では、例えばビーディングは移植片におけるよじれを防ぐために与えられる。本発明の好ましい実施態様では、ビーディングは放射線不透過性及びよじれ防止を与える。
【0016】
別の好ましい実施態様は、体内の移植可能なプロテーゼの位置を観測する方法を提供する。前記方法は、好ましくは放射線不透過性ビーディングを有する移植可能なプロテーゼを体内に配置し、前記体を電磁エネルギーに曝露することを含む。前記方法は、さらにX線透視で前記ビーディングの少なくとも一部を観測して体内での移植可能なプロテーゼの位置を決定することを含む。
【0017】
したがって、正確に形成された放射線不透過性ビーディングは、移植医療用具に構造的な剛性を与えることに加えて執刀者の視覚の要求を満たすことを容易にできる。より具体的には、移植片又はステント植皮医療用具に結合した放射線不透過性ビーディングは、前記医療用具の移植、追跡及び治療を助けるのに必要な視覚的合図を与える。放射線不透過性ビーディングは、また柔軟性を著しく悪化させることなく、移植片に十分な構造的支持を与えることによって移植片におけるよじれを減らすように形成できる。さらに、放射線不透過性ビーディングの使用は、好ましくは移植片と送達シースとの間の、又はステント植皮と送達シースとの間の線接触を、放射線不透過性ビーディングとシースとの間で画定される領域において線接触への接触を制限することによって最小限にするように設定できる。ステントとシースとの間の表面接触又は干渉を最小限にすることにより、自己拡張ステントをカバーするシースを回収するのに必要な力を最小限にできると考えられる。
【図面の簡単な説明】
【0018】
【図1】図1は好ましい移植医療用具を示す。
【図1A】図1Aは、図1の移植医療用具のX線像である。
【図2】図2は、図1の医療用具で使用される放射線不透過性ビーディングの第1の実施態様の断面図である。
【図3】図3は、放射線不透過性ビーディングの別の実施態様の断面図である。
【図4】図4は、予備成形バレルの具体例である。
【図5】図5は、好ましい移植医療用具の別の実施態様の断面図である。
【図6】図6は、好ましい移植医療用具の別の実施態様を示す。
【図7】図7は、好ましい移植医療用具のさらに別の実施態様を示す。
【図8】図8は、放射線不透過性ビーディングを有する好ましいステント植皮を示す。
【図9】図9は、図8の放射線不透過性ビーディングを有するステント植皮のX線像である。
【図9A】図9Aは、図8の放射線不透過性ビーディングの断面図である。
【図10】図10は、さらに別の放射線不透過性ビーディングの断面図である。
【図11】図11は、放射線不透過性ビーディングを有する別のステント植皮の種々の斜視図及び断面図である。
【図11A】11Aは、放射線不透過性ビーディングを有する別のステント植皮の種々の斜視図及び断面図である。
【図11B】11Bは、放射線不透過性ビーディングを有する別のステント植皮の種々の斜視図及び断面図である。
【図12】図12は、ポリウレタン及び放射線不透過性ビーディングの組み合わせによって形成されるビーディングを有するステント植皮の実例となる蛍光透視像である。
【発明を実施するための形態】
【0019】
添付の図面(本明細書に組み込まれ、本明細書の一部を構成する)は、本発明の典型的な実施態様を詳しく説明し、上記の一般的な説明及び下記の詳細な説明とともに、本発明の特徴を説明するために提供される。当然のことながら、好ましい実施態様は、特許請求の範囲によって与えられる本発明の例である。
【0020】
図1は好ましい移植医療用具を示す。
【0021】
図1Aは、図1の移植医療用具のX線像である。
【0022】
図2は、図1の医療用具で使用される放射線不透過性ビーディングの第1の実施態様の断面図である。
【0023】
図3は、放射線不透過性ビーディングの別の実施態様の断面図である。
【0024】
図4は、予備成形バレルの具体例である。
【0025】
図5は、好ましい移植医療用具の別の実施態様の断面図である。
【0026】
図6は、好ましい移植医療用具の別の実施態様を示す。
【0027】
図7は、好ましい移植医療用具のさらに別の実施態様を示す。
【0028】
図8は、放射線不透過性ビーディングを有する好ましいステント植皮を示す。
【0029】
図9は、図8の放射線不透過性ビーディングを有するステント植皮のX線像である。
【0030】
図9Aは、図8の放射線不透過性ビーディングの断面図である。
【0031】
図10は、さらに別の放射線不透過性ビーディングの断面図である。
【0032】
図11、11A及び11Bは、放射線不透過性ビーディングを有する別のステント植皮の種々の斜視図及び断面図である。
【0033】
図12は、ポリウレタン及び放射線不透過性ビーディングの組み合わせによって形成されるビーディングを有するステント植皮の実例となる蛍光透視像である。
【0034】
(発明を実施するための方法)
図1には、外面12及び内面(図示せず)を有する医療用具移植組織10の好ましい実施態様が示される。医療用具10は、好ましくは移植医療用具であり、その外面12は、好ましくは医療用具10の中心軸L-・-Lの周りの実質的に管状の部材を画定する。好ましくは、医療用具10は中心軸に垂直な実質的に円形の断面を画定するが、その他の断面形状は、例えば長方形又は楕円形であってもよい。医療用具10は、好ましくは例えば狭窄に関与するために血管を通る移動のために形成される。あるいは、医療用具10は血管又その他の組織における移植及び移動のために適切な大きさの実質的に球形又はその他の構造であってもよい。例示的な移植医療用具10には、Bard Peripheral Vascular, Inc.(アリゾナ州テンピ)のIMPRA CARBOFLO(商標)及びCENTERFLEX(商標)などが含まれる。
【0035】
ビーディング14を外面12に配置又は結合する。本明細書で使用される「ビーディング」は、種々の断面形状にすることができる実質的に固体の弓形、ロッド、ワイヤー又は細長い構造を意味する。好ましくは、放射線不透過性物質はビーディング14に結合されて、例えば図1Aに示されるように、透視観察の下で医療用具10を観察する執刀者に可視表示を与える。より具体的には、放射線不透過性物質を有するビーディング(すなわち、放射線不透過性ビーディング14)は、血管又はその他の組織における移植により医療用具10の位置及び/又は向きを決定又は確認するための可視表示を執刀者に与える。放射線不透過性ビーディング14は、医療用具10の中心軸を実質的に囲むように、好ましくは外面12の周りに巻き付けられる。あるいは、放射線不透過性ビーディングは、実質的に中心軸の一面であるように、外面12に配置できる。放射線不透過性ビーディングは、さらに医療用具10の外面に連続輪郭線を形成するように、好ましくは医療用具10の中心軸の周りに連続的な巻き付きを形成する。あるいは、放射線不透過性ビーディング14は、外面12の周りに並べた一連の切片によって形成できる。さらに別の方法では、放射線不透過性ビーディング14は、医療用具10の周りに配置され、かつ、中心軸に沿って間隔をあけて並べられるような大きさ及び形状の複数の個々のリングによって形成できる。複数のリングのそれぞれは、それ自身の幾何形状を確定でき、例えばビーディングのリングは、リングが医療用具10の周りに配置されるのに十分な間隔の空間を画定する限り、実質的に矩形又は円形であってもよい。好ましくは、放射線不透過性ビーディング14は、所望のレベルの構造的な剛性を与えるように、例えば医療用具10の中心軸の長さに全体でよじれを防止するために、外面12の周りにらせん状に巻き付けられる。放射線不透過性ビーディング14のらせん状の巻き付けは外面12の被覆を最大にできるが、ビーディング14の表面積全体を最小にする。さらに、好ましい連続的にらせん状に巻き付いたビーディング14は、移植中及び移植後に使用者に追加の可視表示を与える輪郭線を与える。例えば、好ましい放射線不透過性ビーディング14を有するねじられていない移植された医療用具10は、医療用具10の中心軸に沿った一連の並行線として最適には現れる。逆に、医療用具10のねじれ又は曲げは、放射線不透過性ビーディング14の集まった線として現れる。例えば医療用具10の軸長全体で外面12の周りに離れた環状の放射線不透過性ビーディングを形成するような、放射線不透過性ビーディング14のためのその他の被覆形状も利用できる。環状の放射線不透過性ビーディング14は、中心軸に対して実質的に垂直であってもよく、またあるいは中心軸に対して傾斜していてもよい。別の代わりの被覆配置では、ビーディング14は、医療用具10の中心軸の周りに放射状に配置された放射線不透過性ビーディングの細長いストリップであってもよい。
【0036】
医療用具10を、非金属材料であってもよい移植片材料から作られた管状部材であってもよい。好ましくは、移植材料は延伸ポリテトラフルオロエチレン(ePTFE)であるが、例えばダクロン、ポリエステル、ポリテトラフルオロエチレン(PTFE)、ePTFE、ポリウレタン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせのような代わりの非金属材料も医療用具10を形成するために可能である。前記材料は、例えば生物活性剤のような追加の添加剤を含んでもよい。
【0037】
医療用具10を形成するために、非金属材料は、好ましくはシリンダー内に圧縮されて、前記材料のビレット、例えばePTFEビレットを形成する樹脂又はペーストに処方される。また、異なる材料の樹脂を組み合わせて、種々の所望の特性を有する樹脂複合体を形成してもよい。例えば、ePTFE樹脂をヒドロキシアパタイト(HA)と組み合わせて、生体適合性及び生物活性を高めた材料を生成してもよい。次いで、前記ビレットは、好ましくは押出成形及び硬化されて管状部材10を形成する。
【0038】
放射線不透過性ビーディング14はらせん状配置で医療用具10の周りに配置される。図2には、放射線不透過性ビーディング14の1つの実施態様の断面図が示される。放射線不透過性ビーディング14は、好ましくは医療用具10に結合するための最大接触面を提供するために断面が矩形である。あるいは、ビーディング14は、例えば円形、楕円形又は多角形のような断面のその他の形状であってもよい。ビーディング14の好ましい断面積は、約1〜約2mmの長さ及び約100〜約500μmの幅を持つような大きさである。より好ましくは、ビーディング14の断面積は、約1mmの長さ及び約500μmの幅を持つような大きさである。好ましくは、ビーディング14の断面の細長い側面は、放射線不透過性ビーディング14と医療用具10との間の界面を形成する。別の好ましい実施態様では、ビーディング14は、実質的に断面が円形であり、ビーディング14の直径は、好ましくは約0.67mmである。
【0039】
放射線不透過性ビーディング14は、好ましくは、例えば放射線不透過性物質としてポリウレタンに埋め込まれた硫酸バリウム塩を有するNoveon, Inc.(Thermedics Division)(オハイオ州クリーブランド)のCarbothane(商標)PC-3575のような生体適合性ポリウレタン材料で作られる。Carbothaneは、好ましくは72 ショアーD硬度を有し、硫酸バリウムは20重量%で存在する。一般に、10%よりも多い硫酸バリウムの濃度は放射線不透過性を与えるのに十分である。好ましくは、ビーディング14の硫酸バリウムの濃度は、放射線不透過性を与えるために約20〜約40%の範囲である。あるいは、放射線不透過性ビーディングは、例えばダクロン、ポリエステル、PTFE、ePTFE、ポリカーボネート、ポリスルホン、ポリエチレン、ポリプロピレン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせのようなその他の生体適合性ポリマーから作られてもよい。さらに、その他の材料は、例えばタンタル、タングステン、金、銀又はその他の金属粉末又はカルシウム又はHA塩のような塩のような放射線不透過性物質としての機能を果たすことができる。
【0040】
放射線不透過性ビーディング14は、好ましくは押出成形により形成される。1つの実施態様では、Carbothane PC-3575材料及び20%の硫酸バリウムは、硫酸バリウムがポリウレタン材料全体に好ましく分散される複合樹脂又はペーストに組み合わされる。複合ペーストは、好ましくは前記材料をビレットに圧縮するために圧縮装置に充填される。次いで、ビレットは、好ましくは押出成形されて放射線不透過性ポリウレタンビーディング14を形成する。
【0041】
ポリウレタン放射線不透過性ビーディング14は、図1に示される放射線不透過性マーカーを有する移植可能な移植片を生成するために医療用具10に結合できる。ビーディング14を医療用具10の外面12に結合する好ましい方法では、ビーディング14は外面12に予め組み込まれる。より具体的には、ビーディング14は、張力、好ましくは約500グラムの力を受けて配置され、次いでビーディングは、マンドレルに一時的に取り付けられる移植片の外面12の周りに溶剤の溶液により巻きつけられる。好ましくは、ビーディング14の隣接した巻きつきの間隔は約1〜約2mmである。すでに記載したように、ビーディングの矩形の断面積を形成する細長い側面は外面12と組み合わされ、又は結合される。溶剤の溶液はポリウレタンを溶解でき、したがって巻き付け方法においてビーディング14に適用する場合、溶剤はビーディング14と外面12との間の物理学的な結合を形成できる。好ましくは、溶剤はテトラヒドロフラン(THF)であるが、その他の非プロトン溶媒も使用できる。前記溶剤は、好ましくは噴霧又はコーティングのような任意の適した方法によって適用され、好ましくは溶剤溶液からビーディングを引き抜くことによって適用される。その後、溶剤は組み立てられた医療用具10及びビーディング14を好ましくは後硬化することにより実質的に取り除かれる。
【0042】
図1Aは放射線不透過性ポリウレタンビーディング14を有する医療用具10の蛍光透視図、すなわちX線写真を示す。ビーディング14の放射線不透過性は医療用具10の放射線不透過性外面12に対してビーディング14の像において示される。したがって、蛍光透視ディスプレー媒体において放射線不透過性ビーディング14によって与えられるラインが医療用具10の残りよりも暗い又は高いコントラストの像を有することを、通常の観察者が決定できる限り、ビーディング14の放射線不透過性は、ビーディングが哺乳動物の体内の放射線不透過性マーカーとして機能するのに必要な最小限のレベルよりも大きいと考えられる。あるいは、とびとびのコントラストレベルを認識できるマシンビジョンは、放射線不透過性ビーディング14の放射線不透過性の有効性の客観的指標を与えるために利用できる。
【0043】
ビーディング14は、好ましくは張力を受けてポリマービーディングを医療用具10の表面12に巻き付けることによって医療用具10に固定又は結合される。次いで、ビーディングが取り付けられた移植片組立体は、例えばテトラヒドロフランのような溶剤がビーディングを表面に接着するのに十分な(ただし、ビーディングを溶解しない)量の溶剤により噴霧できる。あるいは、ビーディングが取り付けられた移植片組立体14、10は、テトラヒドロフランのような溶剤に5〜300秒間、より好ましくは30〜60秒間浸漬できる。ビーディングが取り付けられた移植片組立体は溶剤から取り出され、溶剤は、好ましくは空気乾燥によって蒸発させられる。ビーディングが取り付けられた移植片組立体を、好ましくはオーブンで70℃で12時間乾燥させて溶剤を完全に取り除く。短い浸漬時間は、好ましくはビーディングの完全な溶解なしに移植片表面にビーディングを結合するように決められる。アセトン、ジメチルアセトアミド、ジメチルスルホキシド、n-メチルピロリジノン、ジオキサンのようなその他の溶剤は、また代わりに用いてもよい。迅速に蒸発させられる溶剤が最も好ましく、70℃未満の沸点を有する溶剤がさらに好ましい。ある特定の用途では、外科的移植の際にはがすことができるビーディングを提供することが好ましい。上述の溶剤結合法は、容易にはがすことができる取り外し可能なビーディングを提供できる。より具体的には、溶剤結合法は、適切な力の適用により、ビーディングと移植片材料との手による分離を容易にすることができる。しかしながら、ビーディングをはがすことは、移植片表面を実質的に損傷することなく行うことができる。また、より具体的には、ビーディングをはがすことは、移植片材料とビーディングの残りの部分との間の結合を妨げることなく、移植片材料からビーディングの一部を分離するために行うことができる。
【0044】
放射線不透過性ビーディングの別の好ましい実施態様が図3に示され、放射線不透過性ビーディング14'は放射線不透過性コア18'の周りの非放射線不透過性材料の外側の管腔層16'を含む。外層16'は、好ましくはePTFEであり、例えばBard Peripheral Vascular(アリゾナ州テンピ)のCENTERFLEX(商標)移植片のような公知のビーディングが取り付けられた製品において提供される所望の剥離特性を有するePTFEビーディング14'を提供する。あるいは、その他のポリマー材料を使用してシェルを形成でき、放射線不透過性物質はそのシェルに結合できるか、又は分散できる。そのようなポリマー材料としては、例えばダクロン、ポリエステル、ポリウレタン、PTFE、ポリカーボネート、ポリスルホン、ポリエチレン、ポリプロピレン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせなどが挙げられる。放射線不透過性コア18'は、好ましくは20重量%の硫酸バリウム塩材料である。あるいは、放射線不透過性コア18'は、タンタル、タングステン、金、銀又はその他の金属粉末又はカルシウム又はヒドロキシアパタイト(HA)塩のような塩などのその他の放射線不透過性物質から作られてもよい。
【0045】
ePTFEビーディング14'は種々の適した技術によって作られてもよいが、好ましい方法が以下に記載される。PTFEが押出成形装置を通って流れることができるように、PTFEの30重量%の適切な量の、例えばIsopar Hのような滑剤とともにPTFE樹脂をふるいにかけることによって、高分子化合物の混合を行う。組み合わせたPTFE樹脂と滑剤を、次いで攪拌機に配置し、滑剤がPTFE樹脂の粒子のそれぞれを被覆及び浸透するように攪拌する。十分に混合したPTFE樹脂と滑剤との組み合わせを、次いで約29℃(約85°F)の温度で維持される加温棚で一晩保温される。この保温期間は、PTFE樹脂全体にわたって滑剤を十分に均一に分散できると考えられる。
【0046】
必要に応じて、オプションの調合工程の一部として、PTFE樹脂をさらにその他の適した生体活性材料と混合及び加熱できる。例えば、PTFE樹脂を適切なヒドロキシアパタイト(HA)材料と調合して、生体適合性及び生物活性を高めたビーディング材料を生成し、例えば内膜過形成の減少のために内部細胞成長を促進することができる。
【0047】
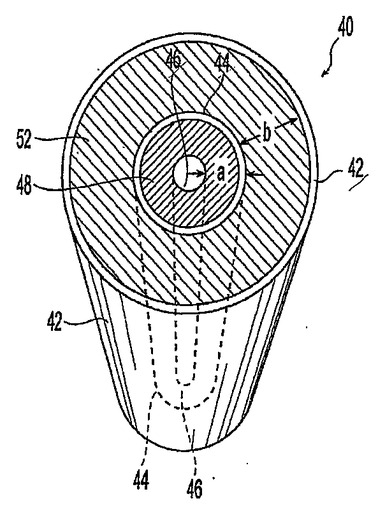
PTFE樹脂又はその混合物を、一連の処理工程によって圧縮された柱体へと予備成形することができる。最初に、樹脂を予備成形機(preformer)のインナーバレルにインナーバレルの外側に固定されるじょうごを通過させることによって注ぐことができる。図4は、樹脂を圧縮された柱体へと予備成形する際に使用できる隔てられた予備成形バレル40の好ましい実施態様を示す。隔てられた予備成形バレル40は、好ましくは外側の中空円筒型部材42、必要ならば内側の中空円筒型部材44、及び中央の中実円筒型部材46を含む。内側の中空円筒型部材44は外側の中空円筒型部材42の内部に同心円状に含まれる。同様の処理の詳細は、米国特許第5827327号、第5641443号及び第6190590号に示され、説明されている(それぞれ参照によりその全内容が本明細書に組み込まれるものとする)。
【0048】
PTFE樹脂を、外側の中空円筒型部材42と中実円筒型部材46との間に位置する第1領域52に注ぐことができる。第1領域52を1又は2以上の内側の部材44によって分割して、放射線不透過性コア18'を形成するために、例えば20重量%の硫酸バリウム化合物のような放射線不透過性材料を受け入れるための第2領域48を画定してもよい。
【0049】
好ましい実施態様の1つでは、外側の中空円筒型部材42は、内側の中空円筒型部材44の半径よりも大きい半径を有する。予備成形バレル40を構成する要素の直径は、生成される移植片のサイズ及びタイプに応じて変化する。予備成形バレル40の好ましい実施態様は約1.5インチの半径を有することができる。内側の中空円筒型部材44と中心の中実円筒型部材46の間の第2領域48は、約0.38インチの半径を有することができ、内側の中空円筒型部材44は、約0.07インチの壁厚を有することができ、外側の中空円筒型部材42と内側の中空円筒型部材44の間に位置する第1領域52は、約0.6インチの半径を有することができる。
【0050】
あるいは、放射線不透過性ペースト又は樹脂を、内部分離部材44を用いることなく、部分的に、又は完全にPTFE樹脂の内側表面の一部に埋め込むことができる。放射線不透過性ペーストをタンタル粉末から形成することができる。例えば、放射線不透過性ペーストは、ePTFEペーストと組み合わせた60%のタンタルから形成できる。さらに、例えば金又はチタンなどのその他の適した材料を使用して放射線不透過性ペーストを形成できる。さらに、別の方法では、放射線不透過性ペーストを硫酸バリウム混合物から形成することができる。例えば、放射線不透過性ペーストは、20〜40%の硫酸バリウムと混合したePTFEペーストを含むことができる。好ましい実施態様では、放射線不透過性ペーストは、PTFE樹脂の内面の長さに沿って配置されることができる細長いストリップに成形される。あるいは、又はこれに加えて、放射線不透過性ペーストは、その長さに沿ったPTFEの内面に沿って配置されることができる複数の放射線不透過性の構成要素を形成できる。放射線不透過性ペーストを任意の形状又は形態に形成できる。例えば、ペーストは、縫合糸、スレッド及びPTFE樹脂内部の任意の位置に配置された円板のような他の小さな部品として成形することができる。PTFE樹脂の内面に埋め込まれた放射線不透過性材料の連続又は細長いストリップは、蛍光透視法の下でビーディング14'を調べる執刀者に放射線不透過性コア18'を与えることができる。
【0051】
PTFE樹脂及び放射線不透過性ペーストマーカーの集合体は、好ましくは圧縮されてビレットを形成する。前記材料は、例えば米国特許第5827327号の図3に示されるような適切な圧縮機で、前記集合体を予備成形バレル40に配置することによって圧縮される。ポリマー混合物の圧縮の際に使用される圧縮機は、適切な駆動力によって駆動され、分けられた予備成形バレル40内の材料を圧縮するために上端部材を下端部材に押し付ける。種々の厚みの中空円筒型チューブを用いて、分けられた予備成形バレル40内の材料を、分けられた予備成形バレル40の内側の中空円筒型部材44、外側の中空の円筒型部材42及び中心の中実円筒型部材46の周りにスライド可能なように往復運動させることによって圧縮する。予備成形バレル40内に収容された材料を圧縮した後、分けられた予備成形バレル40の内側の円筒型部材44(使用した場合)、外側の円筒型部材42及び中心の中実円筒型部材46を取り除いて材料の圧縮された円柱又はビレットを得る。あるいは、予備成形バレル内の仕切り(dividers)を圧縮前に異なる混合物間の界面を乱すことなく取り除き、次いで圧縮して押出成形用のビレットを形成してもよい。
【0052】
外側のPTFE層及び放射線不透過性コアを有する圧縮された円柱又はビレットを、好ましくは例えば米国特許第5827327号の図4に示される押出機のような適切な機器により同時押出しされる。要点をかいつまんで記載すると、材料の圧縮された円柱を押出バレル内に配置する。力をラムに加え、ラムは材料の圧縮された円柱に圧力を加える。圧力は、押出ダイスにより押し出される材料の圧縮された円柱を与え、管状の押出成形品又はビーディングとなる。
【0053】
ePTFE放射線不透過性ビーディング14'は、移植医療用具10に結合できる。ePTFE放射線不透過性ビーディング14'を移植医療用具10に結合する好ましい方法では、ePTFEビーディング14'は移植医療用具10の周りに巻き付けることができる。移植片10及びビーディング14'はビーディング14'を移植片表面12と融合するような温度で焼結される。焼結温度は約340℃〜約380℃の範囲であってもよく、好ましくは約355℃〜約365℃である。
【0054】
図5は、移植医療用具10の周りに巻き付けられた放射線不透過性ビーディングの別の実施態様の断面図を示す。より詳細には、図5には、テープの形態の放射線不透過性ビーディング14"の断面図が示される。ビーディング14"の断面積は、好ましくは長方形であり、さらに好ましくはテープ14"の幅が約2mmであり、約100μm〜約150μmの範囲の厚みを有するような大きさである。テープは、放射線不透過性物質として約60%のタンタルと40%のポリマー材料のPTFEの好ましい複合樹脂により形成できる。あるいは、その他のポリマー及び放射線不透過性物質を使用することができる。タンタル及びPTFE複合体は、好ましくは押出成形され、3倍に延伸されて、放射線不透過性テープ14"を形成する。さらに、別の態様では、延伸されていないテープを使用することができる。延伸されていないテープは、おそらく放射線不透過性材料の密度の減少による延伸されたテープと比較して、より高い放射線不透過性を与えることができる。テープ14"は、好ましくは移植医療用具10の周りにテープ14"を巻き付け、この集合体を焼結して放射線不透過性テープ14"を医療用具10に融合させることによって移植医療用具10に結合される。テープ14"は、集合体を340〜380℃、好ましくは355〜365℃で0.5〜5分間、好ましくは1〜2分間焼結することによって、好ましくは医療用具10に結合される。
【0055】
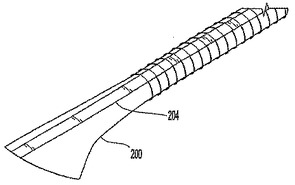
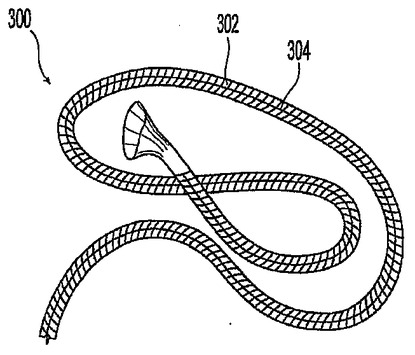
移植医療用具10は上記具体例に関連して説明されているが、ePTFEの配置又は組成、放射線不透過性ビーディング及びその他の設計パラメータにおける変化が移植医療用具10とともに利用できることは、強調されるべきである。例えば、図6及び7には、移植片、すなわち脈管バイパス移植片200及び300の別の実施態様が示されている。移植片200及び300は、好ましくは外面に結合したらせん状に巻き付いた放射線不透過性ビーディング(図示せず)を含むことができる。脈管バイパス移植片200は、膝より上に適用するための所望の血流特性のために構成され、バイパス移植片300は、膝より下の血流特性のために構成されている。バイパス移植片200及び300の構造配置及び適用にもかかわらず、移植片200、300は、好ましくは放射線不透過性ビーディング204、304とともに押出成形されたePTFE材料によって形成できる。すなわち、放射線不透過性ビーディングは、焼結又は移植片(200又は300)の管腔及び反管腔側の表面の少なくとも1つに溶剤結合するによって結合できる。種々の移植片の追加の例は、米国特許第6203735号、第6039755号及び第6790226号に示され、記載されている(それぞれ参照によりその全内容が本明細書に組み込まれるものとする)。
【0056】
図8には、移植可能なプロテーゼの医療用具の好ましい実施態様であり、より好ましくは中心軸を画定する外面層102及び内層(図示せず)を有し、例えば狭窄症に用いられるステント植皮100である。ステント植皮100及びその外面102は、好ましくは医療用具100の中心軸A−Aの周りに実質的に管状の部材を画定する。好ましくは、医療用具100は、中心軸A−Aに垂直な実質的に円形の断面を画定するが、例えば長方形又は楕円形のようなその他の断面形状も可能である。医療用具100は、好ましくは血管を移動するように形成されて、例えば狭窄症に用いられる。
【0057】
ステント植皮100は、好ましくはステント100に構造的剛性を与えるためにビーディング104を有する。より好ましくは、ビーディング104は、放射線不透過性物質を含むか、又はそれと結合して、放射線不透過性ビーディング104を形成し、移植片100を血管に移植する際に、及びその後に、執刀者に位置又は向きがわかるようにする。中心軸を実質的に囲むように、放射線不透過性ビーディング104をステント植皮100内に配置する。放射線不透過性ビーディングは、好ましくは医療用具100の輪郭を画定するために、ステント植皮の内層及び外層の間に配置される。医療用具100の外面102に連続的な輪郭線を形成するように、放射線不透過性ビーディング104は、さらに好ましくは医療用具100の中心軸の周りに連続的な巻き付けを形成する。あるいは、放射線不透過性ビーディング104は、外面102の周りに並べた一連の断片によって形成できる。さらに別のものでは、放射線不透過性ビーディング104は、医療用具100の周りに、中心軸に沿って間隔をあけて配置される大きさ及び形状の複数の別個のリングによって形成できる。複数の各リングは、それ自身の幾何学的形状を画定することができる。例えば、ビーディングのリングは、医療用具100の周りに配置される十分な間質腔を画定する限り、実質的に長方形又は円形であってもよい。
【0058】
放射線不透過性ビーディング104は、好ましくはステント植皮100の周りにらせん状に巻き付けられる。放射線不透過性ビーディング104のらせん状の巻き付けは、ビーディング104の表面積全体を最小限にし、それによって医療用具100と医療用具100を設置するために使用されるシースとの間の接触を最小限にしながら、表面12の被覆率を最大限にできる。好ましくは、ビーディング104は、例えば送達シースに挿入される場合、医療用具100の線接触又は接触表面を画定する。送達シースの例としては、Bard Peripheral Vascular Inc.(アリゾナ州テンピ)のFLUENCY(商標)などが挙げられる。医療用具100と送達シースとの間の接触を最小限にすることにより、移植の際にシースを医療用具100全体に引き伸ばすのに必要な力を最小限にできる。さらに、好ましい連続らせん状巻き付けビーディング104は、移植の際に、及び移植後に使用者に追加の可視表示を提供する輪郭線を与える。例えば、好ましい放射線不透過性ビーディング104を有するねじられていない移植された医療用具100は、最適には医療用具100の中心軸にそった一連の平行線として現れる。反対に、医療用具100におけるねじれ又はたわみは放射線不透過性ビーディング104における収束線として現れる。例えば、医療用具100の軸長に沿って外面102の周りに別個の環状放射線不透過性ビーディングを形成するような放射線不透過性ビーディング104のその他の被覆配置を使用できる。環状放射線不透過性ビーディング104は、実質的に中心軸に垂直であってもよく、又あるいは中心軸に対して傾斜していてもよい。別の被覆配置では、ビーディング104は、医療用具100の中心軸の周りに放射状に配置された放射線不透過性ビーディングの細長いストリップであってもよい。
【0059】
図9には、15mmのアルミプレートを介して60%のタンタル及び40%のPTFEを有する図8の医療用具100の蛍光透視図、すなわちX線像が示される。このプレートは透視装置と対象の移植医療用具との間のプレート(図示せず)の挿入によって生体組織の密度をシミュレートするために利用される。ビーディング104の放射線不透過性は、医療用具100の放射線透過性外面102と対比させたビーディング104の画像化において明らかにされる。したがって、通常の観察者が、蛍光透視ディスプレー媒体において放射線不透過性ビーディング104によって提供されるラインが医療用具100の残りの部分よりも暗い、又は高いコントラスト像を有することを決定できる限り、ビーディング104の放射線不透過性は、ビーディングが哺乳動物の体内で放射線不透過性マーカーとして機能するのに必要な最低レベルよりも大きいとみなされる。あるいは、コントラストのとびとびのレベルを認識する能力を有するマシンビジョンは、放射線不透過性ビーディング104の放射線不透過性の有効性の客観的指標を与えるために利用できる。上述のタンタルビーディングは、また肉眼で確認できる。
【0060】
図9Aには、内側及び外側のePTFE材料によって被包されたステント101及び放射線不透過性ビーディング104を有する医療用具100の1つの実施態様の断面図が示される。放射線不透過性ビーディング104は、好ましくは医療用具10に結合するための最大接触面を提供するために断面が矩形である。あるいは、ビーディング104は、例えば円形、楕円形又は多角形のような断面のその他の形状であってもよい。ビーディング104の好ましい断面積は、約1〜約2mmの長さL及び約100〜約500μmの幅Wを持つような大きさである。より好ましくは、ビーディング104の断面積は、約1mmの長さL及び約500μmの幅Wを持つような大きさである。好ましくは、ビーディング104の細長い側面は、放射線不透過性ビーディング104と医療用具100の外面102との間の界面を形成する。別の好ましい実施態様では、ビーディング104は、実質的に断面が円形であり、ビーディング14の直径は、好ましくは約0.67mmである。放射線不透過性ビーディング104は、押出成形、射出成形、溶剤キャスティングなどの種々の技術によって形成できる。
【0061】
放射線不透過性ビーディング104は、例えば放射線不透過性物質としてポリウレタン又はポリマーシェルに埋め込まれた硫酸バリウムを有するNoveon, Inc.のCarbothane PC-3575又はその他のポリマーシェルのような生体適合性ポリウレタン材料で作られてもよい。Carbothane材料は、好ましくは72ショアーD硬度を有し、硫酸バリウムは20重量%で存在する。一般に、10%よりも多い硫酸バリウムの濃度は放射線不透過性を与えるのに十分である。図12に示すように、添加された約20%の硫酸バリウムを含むポリウレタンビーディングはステント植皮の周りのらせん状の配置において利用される。好ましくは、ビーディング104の硫酸バリウムの濃度は、放射線不透過性を与えるために約20〜約40%の範囲である。
【0062】
再び図9Aに関して、放射線不透過性ビーディング104は、例えばダクロン、ポリエステル、PTFE、ePTFE、ポリカーボネート、ポリスルホン、ポリエチレン、ポリプロピレン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせのようなその他の生体適合性ポリマーから作られてもよい。さらに、例えばタンタル、タングステン、金、銀又はその他の金属粉末又はカルシウム又はHA塩のような塩のようなその他の材料は放射線不透過性物質としての機能を果たすことができる。
【0063】
高分子放射線不透過性ビーディング104は、好ましくは押出成形により形成される。1つの実施態様では、Carbothane PC-3575材料及び約20%の硫酸バリウムは、硫酸バリウムがポリウレタン材料全体に、好ましくは実質的に均一に分散される複合樹脂又はペーストに組み合わされる。複合ペーストは、好ましくは前記材料をビレットに圧縮するために圧縮装置に充填される。次いで、ビレットは、好ましくは押出成形されて放射線不透過性ポリウレタンビーディング104を形成する。
【0064】
ポリウレタンビーディング104は、好ましくはePTFE表面に溶剤結合される。焼結、加熱融解のような多くの結合方法を使用できるが、好ましい結合方法はビーディング材料のための溶剤の使用に関連する。例えば、Carbothane PC-3575はテトラヒドロフラン(THF)に溶解する。THFは相対的に低沸点の溶剤(沸点は70℃未満)であり、ポリウレタンをゆっくり溶解する。好ましい方法では、ePTFE封入材料の第1層(100μmの厚み、10〜40μmの内部距離)はスチールマンドレルに取り付けられ、ステントはePTFE封入層に取り付けられる。20%の硫酸バリウムを含む放射線不透過性ポリウレタンビーディングは、好ましくはステントにらせん状に巻き付けられる。あるいは、その他の巻き付け配置を使用してもよい。好ましくは、第2封入部材を、ビーディングを巻き付けたステントに取り付ける。組立体全体を、好ましくは200ミリリットルのTHFを含む長いメスシリンダーに浸漬してステント植皮組立体のすべての表面をTHFにさらす。組立体を30秒〜5分間、好ましくは〜1分間THFにさらすことができる。さらす時間を制御して、ビーディング材料を実質的に溶解することなく、ポリウレタンビーディングのePTFE封入層への結合を可能にする。浸漬後、ビーディングを付けた組立体を取り出し、30分間風乾し、次いでオーブン中で70℃12時間乾燥してもよい。ePTFE封入材料を焼結する場合、ポリウレタンビーディングは封入層と一緒に保持されるので、追加の焼結工程は必要ではない。
【0065】
放射線不透過性ビーディング104の別の好ましい実施態様が図10に示され、放射線不透過性ビーディング104'は放射線不透過性コア118'の周りの非放射線不透過性材料116'の外側の管腔層を有する。外層16'は、Bard Peripheral Vascular(アリゾナ州テンピ)のCENTERFLEX(商標)のような公知のビーディング製品において所望の剥離特性を有するePTFEビーディング104'を提供するために、好ましくはePTFEである。あるいは、その他のポリマー材料を使用してシェルを形成でき、放射線不透過性物質はそのシェルに結合できるか、又はそのシェル内に分散できる。そのようなポリマー材料としては、例えばダクロン、ポリエステル、ポリウレタン、PTFE、ポリカーボネート、ポリスルホン、ポリエチレン、ポリプロピレン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせなどが挙げられる。放射線不透過性コア118'は、好ましくは20重量%の硫酸バリウム塩材料である。あるいは、放射線不透過性コア118'は、タンタル、タングステン、金、銀又はその他の金属粉末又はカルシウム又はHA塩のような塩などのその他の放射線不透過性物質から作られてもよい。ePTFEビーディング104'は、例えば先に記載したようにePTFE及び適した放射線不透過性材料の押出成形のような種々の適した方法によって管状押出成形物又はビーディングを形成することによって形成してもよい。
【0066】
あるいは、放射線不透過性ペースト又は樹脂を、内部分離部材144を用いることなく、部分的に、又は完全にPTFE樹脂の内側表面の一部に埋め込むことができる。放射線不透過性ペーストをタンタル粉末から形成することができる。例えば、放射線不透過性ペーストは、ePTFEペーストと組み合わせた60%のタンタルペーストから形成できる。さらに、例えば金又はチタンなどのその他の適した材料を使用して放射線不透過性ペーストを形成できる。さらに、別の方法では、放射線不透過性ペーストを硫酸バリウム混合物から形成することができる。例えば、放射線不透過性ペーストとしては、約20〜約40%の硫酸バリウムと混合したePTFEペーストなどが挙げられる。好ましい実施態様では、放射線不透過性ペーストを、PTFE樹脂の内面の長さに沿って配置されることができる細長いストリップに成形する。あるいは、又はこれに加えて、放射線不透過性ペーストは、その長さに沿ったPTFEの内面に沿って配置されることができる複数の放射線不透過性の構成要素を形成できる。放射線不透過性ペーストを任意の形状又は形態に形成できる。例えば、ペーストは、縫合糸、スレッド及びPTFE樹脂内部の任意の位置に配置された円板のような他の小さな部品として成形することができる。PTFE樹脂の内面に埋め込まれた放射線不透過性材料の好ましい連続又は細長いストリップは、蛍光透視法の下でビーディング104'を調べる執刀者に放射線不透過性コア118'を与えることができる。
【0067】
図11、11A及び11Bを参照すると、ステント植皮100は、一般的に第1及び第2端部18、120の間に含まれる内面114及び外面102を有する管状部材112を含むことができる。管状部材112は、好ましくはマンドレル(図示せず)に固定された第1生体適合性フレキシブル管状部材24に詰められたバルーン付き又は圧力拡張可能な管状支持フレーム又は部材22を含む。第2生体適合性フレキシブル管状部材26は、次いで好ましくは第1生体適合性管状部材/支持部材の組み合わせ22、24に取り付けられる。管状支持部材22は、好ましくは米国特許第4733665号、第6053941号、第6053943号、第5707386号、第5716393号、第5860999号及び第6572647号に記載されたものと同様のステントを含む(それぞれ参照によりその全内容が本明細書に組み込まれるものとする)。部材22で利用されるステントは、バルーン付き拡張可能なステント、自己拡張型ステント又は形状記憶プラスチックステントであってもよい。管状部材24、26は、好ましくは支持部材22を被包するために一緒に融合される。
【0068】
ステント植皮100の管状部材24、26は、好ましくは延伸ポリテトラフルオロエチレン(ePTFE)のビレットを押出成形することによって形成される。あるいは、第1及び第2生体適合性フレキシブル管状部材24、26は、また延伸されていないポリテトラフルオロエチレン(PTFE)から形成されてもよい。さらに、圧力拡張可能な管状支持部材22は、銀、チタン、ステンレス鋼、金及びPTFE又はePTFEの種々の焼結温度でその形状及び材料特性を維持することができる任意の適したプラスチック材料のような、放射状拡張を可能にし、放射状の破壊に耐える強度及び弾性を有する任意の材料から形成されてもよい。管状部材24、26は、さらに別のものとして、例えばダクロン、ポリエステル、ポリウレタン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせのようなその他の非金属材料から形成できる。前記材料は、例えばヒドロキシアパタイト(HA)などの生物活性剤のような追加の添加剤を加えて、生体適合性及び生物活性を高めた材料を得ることができる。管状部材24、26を形成するために、非金属材料は、好ましくはシリンダー内に圧縮される樹脂又はペーストに形成されて、前記材料のビレット、例えばePTFEビレットを形成する。次いで、ビレットは、好ましくは押出成形及び硬化させて管状部材を形成する。より好ましくは、管状部材24、26を形成するための樹脂組成、圧縮及び押出成形技術は、上記放射線不透過性ビーディングを形成する技術と実質的に類似である。
【0069】
図11Bには、医療用具100を形成するために移植片又は管状部材24、26を拡張部材22に融合する前の図11のステント植皮100の断面図が示される。第1生体適合性フレキシブル管状部材24は、ステント植皮100の最内層又は内腔表面を形成し、ステント植皮100の管腔28をさらに画定し、それによって滑らかな不活性生体適合性血流表面を与える。管状支持部材22、好ましくはステント、ステントフレーム又は同様に構築された構造は、ステント植皮100の中心に位置する中間層を形成する。第2生体適合性フレキシブル管状部材26は、ステント植皮100の最外層又は反管腔側の表面を形成する。放射線不透過性ビーディングを有するステント植皮の医療用具を得るために、放射線不透過性ビーディングを、任意の適した位置でステント植皮の医療用具100に結合する。1つの位置は、内部部材24の外面であってもよい。別の位置は、図11Aに示されるように、ステント22の外面であってもよい。さらに別の位置は、外部部材26の外面であってもよい。これらの位置のそれぞれにおいて、ビーディング104は、医療用具100を通って伸びる縦軸の周りにらせん状に巻き付けられる。好ましくは、ビーディング104は、図11に示されるように、医療用具100の外面に巻き付けられ、結合される。
【0070】
第1及び第2生体適合性フレキシブル管状部材24、26を、管状支持部材22に含まれる開口部を通じて、かつ、ビーディング104の間隔の間に、互いに融合させるために、圧力は、好ましくは移植片/ビーディング/ステント/移植片組立体にかけられる。管状支持部材22がステントフレームである場合、第1及び第2ePTFE管状部材24、26は、ステントの圧縮材の間及びビーディング104のらせんの間隔の間の開口部を通じて互いに融合される。
【0071】
管状部材24、26の間の放射線不透過性ビーディングを融合するための好ましい方法は、放射線不透過性ビーディングを形成する配置及び材料によって変わり得る。例えば、放射線不透過性ビーディングが上述のポリウレタン放射線不透過性ビーディング104である場合、ビーディング104は、好ましくは非プロトン性溶剤(例えば、THF)に浸漬され、続いて内部管状部材22の外面又はステント部材22の外側に予め組み込まれる。より具体的には、ビーディングは医療用具100に巻きつけられるため、ビーディング104は、張力、好ましくは約500グラムの力を受けて配置される。あるいは、移植片/ビーディング/ステント/移植片組立体全体が、ポリウレタンを溶解することができる溶媒のコーティングによってスプレーされて、ビーディング104と組立体の内面及び外面との間の物理的な結合を形成し、図1の放射線不透過性ビーディングを有するステント植皮の医療用具を形成できる。ビーディングがステントフレーム22と外部部材26との間に位置する場合、非プロトン性溶剤は、溶剤が部材26の多孔性表面を通って移動して、部材26をビーディング104に結合するように部材26の外面にスプレーされる。さらに、組立体全体を非プロトン性溶剤に浸漬してもよい。好ましくは、溶剤はテトラヒドロフラン(THF)であるが、その他の非プロトン溶剤も使用できる。使用できるその他の溶剤又は溶剤混合物としては、アセトン、ジオキサン、ジメチルアセトアミド、ジメチルスルホキシド、n-メチルピロリジノンなどが挙げられる。100℃未満、より好ましくは70℃未満の沸点を有する溶剤又は溶剤混合物が最も好ましい。溶剤は組み立てられた医療用具100及びビーディング104を好ましくは後硬化することにより実質的に取り除かれてもよい。
【0072】
1つの実施態様では、100μmの厚み及び6mmの直径の、60%タンタルライン(2mmの幅及び50〜90μmの厚み)を有する移植片を押出成形する。かみそりの刃を用いて移植片からフィラメントを手でカットして、タンタルフィラメントを形成できる。フィラメントは、好ましくは移植片又はステント植皮表面に放射線不透過性マーキングを生成するために使用される。フィラメントは焼結しても、焼結しなくてもよい。焼結していないフィラメントは、焼結工程により移植片又はステント植皮と融合できるので、好ましい。別の実施態様では、60%のタンタル及び40%のPTFEを含むフィラメントを焼結されていない拡張された移植片表面にらせん状に巻き付ける。フィラメント及び移植片は、好ましくはX線イメージングで可視である移植片表面にタンタルマーキングを生成するために焼結される。また、フィラメントは、ステント植皮表面にらせん状に巻き付けてもよい。好ましい実施態様では、フィラメントは2つのステント植皮封入層間で囲まれてもよい。
【0073】
別の好ましい結合技術では、好ましくは放射線不透過性ビーディング14'が上述の外部ePTFEシェル及び放射線不透過性コアを有するところを使用するために、移植片/ビーディング/ステント/移植片組立体は、焼結温度に加熱されて、層間の物理的結合を形成する。焼結温度は、約100〜約300℃、好ましくは約100〜約200℃の範囲であってもよい。
【0074】
得られたプロテーゼはePTFE層内に被包された拡張されていないステント及び放射線不透過性ビーディングであり、又は具体的にはその管腔及び反管腔側の表面に放射線不透過性ビーディング及びePTFE層を有する拡張されていないステントであり、そのステントにおいては、ステント、放射線不透過性ビーディング及びePTFE層は分離できない。あるいは、プロテーゼは、その管腔及び反管腔側の表面の両方にヒドロキシアパタイトを含むことができる。さらに、ePTFE層は、また拡張されていないステントの端部の周りに一緒に融合又は結合されてもよく、それによってステントを中心から広がる方向及び長さ方向の両方でePTFE内に完全に包む。得られるステント植皮100及び放射線不透過性ビーディングを、例えば米国特許第6756007号のような適切な送出機器に入れることができる(その全内容は参照により本明細書に組み込まれるものとする)。ステント植皮100は、狭窄症、動脈瘤又はフィステルの脈管内治療;尿、胆管、気管気管支、食道、腎臓系、大静脈フィルタにおける開口の維持;腹部大動脈瘤の修復;又は、例えば経頚静脈性肝内門脈体循環短絡術(TIPS)のような損傷を受けた又は患部器官の修復又は迂回を含む様々な医療用途で有利に使用できる。
【0075】
図9には、透視装置と対象移植医療用具との間にプレート(図示せず)を挿入することによって生体組織の密度のシミュレーションが示される。ビーディング104の放射線不透過性は、医療用具100の端部及び医療用具100のライター(lighter)ステントフレーム101の端部の暗い放射線不透過性「スプーン」103と比較して、ビーディング104の白又はコントラストイメージングで示される。「スプーン」103を有するステントの別の例は、米国特許出願公開第2004-0015228号に示され、説明されている(その全内容が参照により本明細書に組み込まれるものとする)。通常の観察者が、蛍光透視ディスプレー媒体において放射線不透過性ビーディング104によって与えられるラインが例えばステントフレーム101又はスプーン103に対して対照的なイメージを持つと決定できる限り、ビーディング104の放射線不透過性は、哺乳動物の体内で、放射線不透過性マーカーとして機能するのに十分であるとみなされる。あるいは、放射線不透過性ビーディング104の放射線不透過性の有効性の客観的指標を与えるために、コントラストのとびとびのレベルを認識する能力をもつマシンビジョンを利用することができる。
【0076】
さらに別の実施態様では、テープの形態の放射線不透過性ビーディングはステント植皮医療用具100の周りに巻き付けることができる。そのようなビーディングの断面積は、好ましくは長方形であり、さらに好ましくはテープの幅が約2mmであり、約100μm〜約150μmの範囲の厚みを有するような大きさである。テープは、放射線不透過性物質として約60%のタンタルと40%のポリマー材料のPTFEの好ましい複合樹脂により形成できる。あるいは、その他のポリマー及び放射線不透過性物質を使用することができる。タンタル及びPTFE複合体は、好ましくは押出成形され、3倍に延伸されて、放射線不透過性テープを形成する。テープは、好ましくは移植医療用具100の周りにテープを巻き付け、この組立体を焼結して放射線不透過性テープを医療用具100に融合させることによってステント植皮の医療用具100に結合される。
【0077】
さらに別の実施態様では、放射線不透過性材料が内部又は外部部材24又は26の一部として同時押出成形されるハイブリッドステント植皮が提供される。ステント植皮の従来の実施態様とは異なり、内部及び外部部材24及び26の特徴はステント22の過半量未満を封入することである。すなわち、この実施態様のステント植皮は、ステントの約半分が部材24及び26によって封入され、ステントの約半分が露出又は裸である。このようなハイブリッドステント植皮において放射線不透過性ビーディング又はテープを使用することにより、経頚静脈性肝内門脈体循環短絡術(TIPS)として知られる手順で、透視診断法で放射線不透過性ビーディングを介してステントの被覆された部分の範囲を観察する臨床医の能力により、ハイブリッドステント植皮の医療用具の一般に正確な配置が可能となる。
【0078】
放射線不透過性ビーディングの設計により、出願人は、従来は利用できなかった利点を達成することができる。例えば、前記ビーディングは、接触表面が柱状よりもむしろ連続ラインであるためにより少ない添加量及び展開力(deployment force)を可能にする。第2に、前記ビーディングは、移植片又はステント植皮が高められたねじれ耐性、すなわちプロテーゼ(移植片又はステント植皮)が例えば20mmのような極率の小さな半径で曲がったときの移植片又はステント植皮の内径の変化に対する耐性を持つことを可能にする。第3に、らせん状ビーディングは、移植片又はステント植皮が移植後の外圧によってつぶれるかどうかのインサイツ表示(蛍光透視像により)を与える。
【0079】
最後に、他のタイプの生物活性剤は、また移植片及びステント植皮について本明細書に記載した放射線不透過性材料と組み合わせてもよい。生物活性剤としては、例えばビンカアルカロイド(すなわち、ビンブラスチン、ビンクリスチン及びビノレルビン)、パクリタキセル、エピポドフィロトキシン(epidipodophyllotoxins)(すなわち、エトポシド、テニポシド)、抗生物質(ダクチノマイシン(アクチノマイシンD)ダウノルビシン、ドキソルビシン及びイダルビシン)、アントラサイクリン、ミトザントロン、ブレオマイシン、プリカマイシン(ミトラマイシン)及びマイトマイシン、酵素(L-アスパラギンを全身的に新陳代謝させ、それら自体アスパラギンを合成する能力を持たない細胞を奪うL-アスパラギナーゼ)のような天然物を含む抗増殖/抗有糸分裂薬;G(GP)IIb/IIIa阻害剤及びビトロネクチン受容体アンタゴニストのような抗血小板薬;ナイトロジェンマスタード(メクロレタミン、シクロホスファミド及び類似体、メルファラン、クロラムブシル)、エチレンイミン及びメチルメラミン(ヘキサメチルメラミン及びチオテパ)、アルキルスルホナート-ブスルファン、ニルトソウレア(nirtosoureas)(カルムスチン(BCNU)及び類似体、ストレプトゾシン)、トラゼン(trazenes)-ダカルバジニン(DTIC)のような抗増殖/抗有糸分裂性のアルキル化剤;葉酸類似体(メトトレキサート)、ピリミジン類似体(フルオロウラシル、フロクスウリジン及びシタラビン)、プリン類似体及び関連阻害剤(メルカプトプリン、チオグアニン、ペントスタチン及び2-クロロデオキシアデノシン{クラドリビン})のような抗増殖/抗有糸分裂性の代謝拮抗物質;白金配位錯体(シスプラチン、カルボプラチン)、プロカルバジン、ヒドロキシ尿素、ミトーテン、アミノグルテチミド;ホルモン(すなわち、エストロゲン);抗凝固剤(ヘパリン、合成ヘパリン塩及びその他のトロンビン阻害剤);線維素溶解薬(例えば、組織プラスミノゲン賦活剤、ストレプトキナーゼ及びウロキナーゼ)、アスピリン、ジピリダモール、チクロピジン、クロピドグレル、アブシキシマブ;抗遊走剤(antimigratory);抗分泌剤(antisecretory)(ブレベルジン(breveldin));副腎皮質ステロイド(コルチソル、コルチゾン、フルドロコルチゾン、プレドニゾン、プレドニゾロン、6α-メチルプレドニゾロン、トリアムシノロン、ベタメタゾン及びデキサメタゾン)、非ステロイド系薬剤(サリチル酸誘導体、すなわちアスピリン;パラ−アミノフェノール誘導体、すなわちアセトミノフェン(acetominophen));インドール及びインデン酢酸(インドメタシン、スリンダク及びエトダラック(etodalac))、ヘテロアリール酢酸(トルメチン、ジクロフェナク及びケトロラク)、アリールプロピオン酸(イブプロフェン及び誘導体)、アントラニル酸(メフェナム酸及びメクロフェナム酸)、エノール酸(ピロキシカム、テノキシカム、フェニルブタゾン及びオキシフェンタトラゾン(oxyphenthatrazone))、ナブメトン(nabumetone)、金化合物(オーラノフィン、金チオグルコース、金ナトリウムチオマレエート(gold sodium thiomalate))のような抗炎症薬;免疫抑制剤(シクロスポリン、タクロリムス(FK-506)、シロリムス(ラパマイシン)、アザチオプリン、ミコフェノール酸モフェチル);血管形成剤;血管内皮成長因子(VEGF)、線維芽細胞成長因子(FGF);アンギオテンシン受容体遮断薬;一酸化窒素ドナー;アンチ-センスオリゴヌクレオチド及びこれらの組み合わせ;細胞周期阻害剤、mTOR阻害剤及び成長因子受容体シグナル変換キナーゼ阻害剤;レテノイド(retenoid);サイクリン/CDK阻害剤;HMG補酵素レダクターゼ阻害剤(スタチン);及びプロテアーゼ阻害剤のような医薬品などが挙げられる(しかしながら、これに限定されない)。
【0080】
ステント植皮の医療用具100は上記具体例に関連して説明されているが、ePTFEの配置又は組成、放射線不透過性ビーディング、ステントのフレームワーク及びその他の設計パラメータにおける変化が移植医療用具100とともに利用できることは、強調されるべきである。さらに、放射線不透過性ビーディングは、追加の可視表示を執刀者に移植片の位置を越えて提供する。
【0081】
本明細書で使用されるように、「a」、「an」及び「the」の単数形は、ただ1つであると特に定義しない限り、複数の指示対象を含む。本発明はある特定の好ましい実施態様に関して開示されているが、記載された実施態様への多くの微修正(modifications)、修正(alterations)及び変更(changes)は、特許請求の範囲において定義されたように、本発明の範囲(sphere and scope)から離れることなく可能である。さらに、上述の方法、処理及び工程が、ある特定の結果がある特定の順で生じていることを示す場合、当業者は、工程の順番が修正される場合があり、その修正が記載された実施態様のバリエーションの範囲内であることを認識する。したがって、本発明は、記載された実施態様に限定されないが、特許請求の範囲の文言によって定義された全範囲及びその均等の範囲を有する。
【特許請求の範囲】
【請求項1】
第1表面と、第1表面から空間的に離れた第2表面とを有する合成非金属材料の層;
前記層の第1表面及び第2表面の少なくとも1つと結合したビーディング;及び
前記ビーディングに結合させて放射線不透過性ビーディングを形成する放射線不透過性物質
を含む移植医療用具。
【請求項2】
合成非金属材料の層が細長い実質的に管状の部材を形成し、第2表面が前記管状部材の外面を形成し、さらに放射線不透過性ビーディングが外面の周りにらせん状に巻き付いている、請求項1記載の移植医療用具。
【請求項3】
放射線不透過性ビーディングが実質的に矩形の断面積を画定する、請求項1又は2記載の移植医療用具。
【請求項4】
実質的に矩形の断面積が約1mm〜約2mmの長さ及び約100μm〜約500μmの幅を有する、請求項3記載の移植医療用具。
【請求項5】
断面積の長さを画定する放射線不透過性ビーディングの面が前記層の第1表面及び第2表面の少なくとも1つに結合している、請求項4記載の移植医療用具。
【請求項6】
放射線不透過性ビーディングに張力をかけ、放射線不透過性ビーディングが前記層と化学的に結合している、請求項1〜5のいずれか1項記載の移植医療用具。
【請求項7】
放射線不透過性ビーディングが前記層に焼結されている、請求項1〜6のいずれか1項記載の移植医療用具。
【請求項8】
放射線不透過性ビーディングがポリウレタン材料に埋め込まれた放射線不透過性材料を含む、請求項1〜7のいずれか1項記載の移植医療用具。
【請求項9】
放射線不透過性ビーディングがポリテトラフルオロエチレンシェル内に分散された放射線不透過性コアを含む、請求項1〜8のいずれか1項記載の移植医療用具。
【請求項10】
放射線不透過性材料が20重量%の硫酸バリウムを含む、請求項1〜9のいずれか1項記載の移植医療用具。
【請求項11】
合成非金属材料がダクロン、ポリエステル、PTFE、ePTFE、ポリウレタン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせから本質的になる群より選ばれる材料を含む、請求項1〜10のいずれか1項記載の移植医療用具。
【請求項12】
放射線不透過性ビーディングが約20%のタンタル粉末を有するペーストから形成される、請求項1〜11のいずれか1項記載の移植医療用具。
【請求項13】
放射線不透過性ビーディングが約20%〜約40%の硫酸バリウムを有するペーストから形成される、請求項1〜12のいずれか1項記載の移植医療用具。
【請求項14】
放射線不透過性ビーディングが約40%のタンタル粉末及び約60%のPTFEで構成されるテープである、請求項1〜13のいずれか1項記載の移植医療用具。
【請求項15】
放射線不透過性物質が前記ビーディングに少なくとも部分的に埋め込まれている、請求項1〜14のいずれか1項記載の移植医療用具。
【請求項16】
前記ビーディングが前記医療用具の周りにらせん状に配置された連続ストリップを含む、請求項1〜15のいずれか1項記載の移植医療用具。
【請求項17】
以下を含む移植医療用具を形成する方法:
ポリマーシェルに放射線不透過性物質を配置し;
放射線不透過性物質及びシェルを圧縮してビレットを形成し;
ビレットを押出成形して、放射線不透過性ビーディングを形成し;及び
移植材料の周りに前記ビーディングを巻き付けて、移植医療用具を画定する。
【請求項18】
前記巻き付けが、移植片の周りに前記ビーディングをあらかじめ組み込むことを含む、請求項17記載の方法。
【請求項19】
さらに、溶媒を前記ビーディング及び移植片材料の少なくとも1つに適用することを含む、請求項17又は18記載の方法。
【請求項20】
体内の移植片の位置を観測する方法であって、以下を含む前記方法:
放射線不透過性ビーディングを有する移植片を体内に配置し;
前記体を電磁エネルギーに曝露し;及び
X線透視で前記ビーディングの少なくとも一部を観測して体内での移植片の位置を決定する。
【請求項21】
哺乳動物の体内への移植片の移植後、哺乳動物の体内の移植片の配向を、体を切開することなく検証する方法であって、以下を含む前記方法:
電磁エネルギーを移植された移植片に向け;及び
像を、移植片の周りにらせん状に巻き付いたビーディングとして一部を示すディスプレー媒体に形成し、前記ビーディングは移植された移植片の別の部分よりも高いコントラストを有する。
【請求項22】
以下を含む移植可能なプロテーゼの医療用具:
中心軸を定義する第1内層及び第2外層を有するステントのフレーム;及び
前記層の少なくとも1つと結合したビーディング。
【請求項23】
ビーディングがプロテーゼの周りにらせん状に配置された連続ストリップを含む、請求項22記載の移植可能なプロテーゼ。
【請求項24】
ビーディングがプロテーゼの周りに配置された複数の別個の切片を含む、請求項22記載の移植可能なプロテーゼ。
【請求項25】
ビーディングが中心軸の周りに一般に円周方向に配置されている、請求項22〜24のいずれか1項記載の移植可能なプロテーゼ。
【請求項26】
第1及び第2層が合成非金属材料から生成される、請求項22〜25のいずれか1項記載の移植可能なプロテーゼ。
【請求項27】
少なくとも1つの前記層の合成非金属材料がダクロン、ポリエステル、PTFE、ePTFE、ポリウレタン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせから本質的になる群より選ばれる材料を含む、請求項26記載の移植可能なプロテーゼ。
【請求項28】
ビーディングが剥ぎ取られるように配置される、請求項22〜27のいずれか1項記載の移植可能なプロテーゼ。
【請求項29】
さらに、放射線不透過性ビーディングを形成するためにビーディングに結合された放射線不透過性物質を含む請求項22〜28のいずれか1項記載の移植可能なプロテーゼ。
【請求項30】
移植可能なプロテーゼが合成非金属材料の第1内層及び第1層から空間的に離れた非金属材料の第2外層を有し、放射線不透過性ビーディングが第1層と第2層の間に配置される、請求項29記載の移植可能なプロテーゼ。
【請求項31】
放射線不透過性ビーディングが実質的に矩形の断面積を画定する、請求項29記載の移植可能なプロテーゼ。
【請求項32】
実質的に矩形の断面積が約1mm〜約2mmの長さ及び約100μm〜約500μmの幅を有する、請求項31記載の移植可能なプロテーゼ。
【請求項33】
断面積の長さを画定する放射線不透過性ビーディングの面が前記層の少なくとも1つに結合している、請求項31又は32記載の移植可能なプロテーゼ。
【請求項34】
放射線不透過性ビーディングがステントに結合し、張力がかけられ、かつ、前記層の少なくとも1つと化学的に結合された、請求項29〜33のいずれか1項記載の移植可能なプロテーゼ。
【請求項35】
放射線不透過性ビーディングが前記層の少なくとも1つに焼結された、請求項29〜34のいずれか1項記載の移植可能なプロテーゼ。
【請求項36】
放射線不透過性ビーディングがポリウレタン材料に埋め込まれた放射線不透過性材料を含む、請求項29〜35のいずれか1項記載の移植可能なプロテーゼ。
【請求項37】
放射線不透過性ビーディングがポリテトラフルオロエチレンシェル内に分散された放射線不透過性コアを含む、請求項29〜36のいずれか1項記載の移植可能なプロテーゼ。
【請求項38】
放射線不透過性ビーディングが20重量%の硫酸バリウムを含む、請求項29〜37のいずれか1項記載の移植可能なプロテーゼ。
【請求項39】
放射線不透過性ビーディングが約20%のタンタル粉末を有するペーストから形成される、請求項29〜37のいずれか1項記載の移植可能なプロテーゼ。
【請求項40】
放射線不透過性ビーディングが約20%〜約40%の硫酸バリウムを有するペーストから形成される、請求項29〜39のいずれか1項記載の移植可能なプロテーゼ。
【請求項41】
放射線不透過性ビーディングが40%のタンタル粉末及び60%のPTFEのテープである、請求項29〜40のいずれか1項記載の移植可能なプロテーゼ。
【請求項42】
以下を含む移植可能なプロテーゼの医療用具を形成する方法:
ポリマーシェルに放射線不透過性物質を配置し;
放射線不透過性物質及びシェルを圧縮してビレットを形成し;
ビレットを押出成形して、放射線不透過性ビーディングを形成し;及び
移植材料の周りに前記ビーディングを巻き付けて、移植可能なプロテーゼの医療用具を画定する。
【請求項43】
前記巻き付けが、移植可能なプロテーゼの周りに前記ビーディングをあらかじめ組み込むことを含む、請求項42記載の方法。
【請求項44】
さらに、溶媒を前記ビーディング及び移植片の少なくとも1つに適用することを含む、請求項42又は43記載の方法。
【請求項45】
以下を含む移植片の位置を観測する方法:
体の上に移植片を配置し;
体表面の前記ビーディングの一部を観測する。
【請求項46】
哺乳動物の体内への移植可能なプロテーゼの移植後、哺乳動物の体内の移植可能なプロテーゼの配向を、体を切開することなく検証する方法であって、以下を含む前記方法:
電磁エネルギーを移植された移植可能なプロテーゼに向け;
電磁エネルギーの一部を移植可能なプロテーゼの一部で遮断し;及び
像を、移植可能なプロテーゼの周りにらせん状に巻き付いたビーディングとして一部を示すディスプレー媒体に形成し、ビーディングがePTFE材料よりも高いコントラストを有する。
【請求項47】
体内の移植可能なプロテーゼの位置を観測する方法であって、以下を含む前記方法:
放射線不透過性ビーディングを有する移植可能なプロテーゼを体内に配置し;
前記体を電磁エネルギーに曝露し;及び
X線透視で前記ビーディングの少なくとも一部を観測して体内での移植可能なプロテーゼの位置を決定する。
【請求項48】
以下を含む血管移植片のためのビーディングを形成する方法:
放射線不透過性物質及びポリマー樹脂を組み合わせて組成物を形成し;
前記組成物を押出成形して放射線不透過性ビーディングを形成する。
【請求項49】
さらに、前記組成物をビレットに形成することを含む請求項48記載の方法。
【請求項50】
さらに、前記ビーディングを伸ばしてテープを形成することを含む請求項48又は49記載の方法。
【請求項1】
第1表面と、第1表面から空間的に離れた第2表面とを有する合成非金属材料の層;
前記層の第1表面及び第2表面の少なくとも1つと結合したビーディング;及び
前記ビーディングに結合させて放射線不透過性ビーディングを形成する放射線不透過性物質
を含む移植医療用具。
【請求項2】
合成非金属材料の層が細長い実質的に管状の部材を形成し、第2表面が前記管状部材の外面を形成し、さらに放射線不透過性ビーディングが外面の周りにらせん状に巻き付いている、請求項1記載の移植医療用具。
【請求項3】
放射線不透過性ビーディングが実質的に矩形の断面積を画定する、請求項1又は2記載の移植医療用具。
【請求項4】
実質的に矩形の断面積が約1mm〜約2mmの長さ及び約100μm〜約500μmの幅を有する、請求項3記載の移植医療用具。
【請求項5】
断面積の長さを画定する放射線不透過性ビーディングの面が前記層の第1表面及び第2表面の少なくとも1つに結合している、請求項4記載の移植医療用具。
【請求項6】
放射線不透過性ビーディングに張力をかけ、放射線不透過性ビーディングが前記層と化学的に結合している、請求項1〜5のいずれか1項記載の移植医療用具。
【請求項7】
放射線不透過性ビーディングが前記層に焼結されている、請求項1〜6のいずれか1項記載の移植医療用具。
【請求項8】
放射線不透過性ビーディングがポリウレタン材料に埋め込まれた放射線不透過性材料を含む、請求項1〜7のいずれか1項記載の移植医療用具。
【請求項9】
放射線不透過性ビーディングがポリテトラフルオロエチレンシェル内に分散された放射線不透過性コアを含む、請求項1〜8のいずれか1項記載の移植医療用具。
【請求項10】
放射線不透過性材料が20重量%の硫酸バリウムを含む、請求項1〜9のいずれか1項記載の移植医療用具。
【請求項11】
合成非金属材料がダクロン、ポリエステル、PTFE、ePTFE、ポリウレタン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせから本質的になる群より選ばれる材料を含む、請求項1〜10のいずれか1項記載の移植医療用具。
【請求項12】
放射線不透過性ビーディングが約20%のタンタル粉末を有するペーストから形成される、請求項1〜11のいずれか1項記載の移植医療用具。
【請求項13】
放射線不透過性ビーディングが約20%〜約40%の硫酸バリウムを有するペーストから形成される、請求項1〜12のいずれか1項記載の移植医療用具。
【請求項14】
放射線不透過性ビーディングが約40%のタンタル粉末及び約60%のPTFEで構成されるテープである、請求項1〜13のいずれか1項記載の移植医療用具。
【請求項15】
放射線不透過性物質が前記ビーディングに少なくとも部分的に埋め込まれている、請求項1〜14のいずれか1項記載の移植医療用具。
【請求項16】
前記ビーディングが前記医療用具の周りにらせん状に配置された連続ストリップを含む、請求項1〜15のいずれか1項記載の移植医療用具。
【請求項17】
以下を含む移植医療用具を形成する方法:
ポリマーシェルに放射線不透過性物質を配置し;
放射線不透過性物質及びシェルを圧縮してビレットを形成し;
ビレットを押出成形して、放射線不透過性ビーディングを形成し;及び
移植材料の周りに前記ビーディングを巻き付けて、移植医療用具を画定する。
【請求項18】
前記巻き付けが、移植片の周りに前記ビーディングをあらかじめ組み込むことを含む、請求項17記載の方法。
【請求項19】
さらに、溶媒を前記ビーディング及び移植片材料の少なくとも1つに適用することを含む、請求項17又は18記載の方法。
【請求項20】
体内の移植片の位置を観測する方法であって、以下を含む前記方法:
放射線不透過性ビーディングを有する移植片を体内に配置し;
前記体を電磁エネルギーに曝露し;及び
X線透視で前記ビーディングの少なくとも一部を観測して体内での移植片の位置を決定する。
【請求項21】
哺乳動物の体内への移植片の移植後、哺乳動物の体内の移植片の配向を、体を切開することなく検証する方法であって、以下を含む前記方法:
電磁エネルギーを移植された移植片に向け;及び
像を、移植片の周りにらせん状に巻き付いたビーディングとして一部を示すディスプレー媒体に形成し、前記ビーディングは移植された移植片の別の部分よりも高いコントラストを有する。
【請求項22】
以下を含む移植可能なプロテーゼの医療用具:
中心軸を定義する第1内層及び第2外層を有するステントのフレーム;及び
前記層の少なくとも1つと結合したビーディング。
【請求項23】
ビーディングがプロテーゼの周りにらせん状に配置された連続ストリップを含む、請求項22記載の移植可能なプロテーゼ。
【請求項24】
ビーディングがプロテーゼの周りに配置された複数の別個の切片を含む、請求項22記載の移植可能なプロテーゼ。
【請求項25】
ビーディングが中心軸の周りに一般に円周方向に配置されている、請求項22〜24のいずれか1項記載の移植可能なプロテーゼ。
【請求項26】
第1及び第2層が合成非金属材料から生成される、請求項22〜25のいずれか1項記載の移植可能なプロテーゼ。
【請求項27】
少なくとも1つの前記層の合成非金属材料がダクロン、ポリエステル、PTFE、ePTFE、ポリウレタン、ポリウレタン-尿素、シロキサン及びこれらの組み合わせから本質的になる群より選ばれる材料を含む、請求項26記載の移植可能なプロテーゼ。
【請求項28】
ビーディングが剥ぎ取られるように配置される、請求項22〜27のいずれか1項記載の移植可能なプロテーゼ。
【請求項29】
さらに、放射線不透過性ビーディングを形成するためにビーディングに結合された放射線不透過性物質を含む請求項22〜28のいずれか1項記載の移植可能なプロテーゼ。
【請求項30】
移植可能なプロテーゼが合成非金属材料の第1内層及び第1層から空間的に離れた非金属材料の第2外層を有し、放射線不透過性ビーディングが第1層と第2層の間に配置される、請求項29記載の移植可能なプロテーゼ。
【請求項31】
放射線不透過性ビーディングが実質的に矩形の断面積を画定する、請求項29記載の移植可能なプロテーゼ。
【請求項32】
実質的に矩形の断面積が約1mm〜約2mmの長さ及び約100μm〜約500μmの幅を有する、請求項31記載の移植可能なプロテーゼ。
【請求項33】
断面積の長さを画定する放射線不透過性ビーディングの面が前記層の少なくとも1つに結合している、請求項31又は32記載の移植可能なプロテーゼ。
【請求項34】
放射線不透過性ビーディングがステントに結合し、張力がかけられ、かつ、前記層の少なくとも1つと化学的に結合された、請求項29〜33のいずれか1項記載の移植可能なプロテーゼ。
【請求項35】
放射線不透過性ビーディングが前記層の少なくとも1つに焼結された、請求項29〜34のいずれか1項記載の移植可能なプロテーゼ。
【請求項36】
放射線不透過性ビーディングがポリウレタン材料に埋め込まれた放射線不透過性材料を含む、請求項29〜35のいずれか1項記載の移植可能なプロテーゼ。
【請求項37】
放射線不透過性ビーディングがポリテトラフルオロエチレンシェル内に分散された放射線不透過性コアを含む、請求項29〜36のいずれか1項記載の移植可能なプロテーゼ。
【請求項38】
放射線不透過性ビーディングが20重量%の硫酸バリウムを含む、請求項29〜37のいずれか1項記載の移植可能なプロテーゼ。
【請求項39】
放射線不透過性ビーディングが約20%のタンタル粉末を有するペーストから形成される、請求項29〜37のいずれか1項記載の移植可能なプロテーゼ。
【請求項40】
放射線不透過性ビーディングが約20%〜約40%の硫酸バリウムを有するペーストから形成される、請求項29〜39のいずれか1項記載の移植可能なプロテーゼ。
【請求項41】
放射線不透過性ビーディングが40%のタンタル粉末及び60%のPTFEのテープである、請求項29〜40のいずれか1項記載の移植可能なプロテーゼ。
【請求項42】
以下を含む移植可能なプロテーゼの医療用具を形成する方法:
ポリマーシェルに放射線不透過性物質を配置し;
放射線不透過性物質及びシェルを圧縮してビレットを形成し;
ビレットを押出成形して、放射線不透過性ビーディングを形成し;及び
移植材料の周りに前記ビーディングを巻き付けて、移植可能なプロテーゼの医療用具を画定する。
【請求項43】
前記巻き付けが、移植可能なプロテーゼの周りに前記ビーディングをあらかじめ組み込むことを含む、請求項42記載の方法。
【請求項44】
さらに、溶媒を前記ビーディング及び移植片の少なくとも1つに適用することを含む、請求項42又は43記載の方法。
【請求項45】
以下を含む移植片の位置を観測する方法:
体の上に移植片を配置し;
体表面の前記ビーディングの一部を観測する。
【請求項46】
哺乳動物の体内への移植可能なプロテーゼの移植後、哺乳動物の体内の移植可能なプロテーゼの配向を、体を切開することなく検証する方法であって、以下を含む前記方法:
電磁エネルギーを移植された移植可能なプロテーゼに向け;
電磁エネルギーの一部を移植可能なプロテーゼの一部で遮断し;及び
像を、移植可能なプロテーゼの周りにらせん状に巻き付いたビーディングとして一部を示すディスプレー媒体に形成し、ビーディングがePTFE材料よりも高いコントラストを有する。
【請求項47】
体内の移植可能なプロテーゼの位置を観測する方法であって、以下を含む前記方法:
放射線不透過性ビーディングを有する移植可能なプロテーゼを体内に配置し;
前記体を電磁エネルギーに曝露し;及び
X線透視で前記ビーディングの少なくとも一部を観測して体内での移植可能なプロテーゼの位置を決定する。
【請求項48】
以下を含む血管移植片のためのビーディングを形成する方法:
放射線不透過性物質及びポリマー樹脂を組み合わせて組成物を形成し;
前記組成物を押出成形して放射線不透過性ビーディングを形成する。
【請求項49】
さらに、前記組成物をビレットに形成することを含む請求項48記載の方法。
【請求項50】
さらに、前記ビーディングを伸ばしてテープを形成することを含む請求項48又は49記載の方法。
【図1】


【図1A】
【図2】
【図3】

【図4】
【図5】

【図6】
【図7】
【図9A】
【図10】
【図11】
【図11A】
【図11B】
【図8】
【図9】

【図12】
【図1A】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図9A】
【図10】
【図11】
【図11A】
【図11B】
【図8】
【図9】
【図12】
【公開番号】特開2013−59643(P2013−59643A)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−253371(P2012−253371)
【出願日】平成24年11月19日(2012.11.19)
【分割の表示】特願2008−540338(P2008−540338)の分割
【原出願日】平成18年11月9日(2006.11.9)
【出願人】(591018693)シー・アール・バード・インコーポレーテッド (106)
【氏名又は名称原語表記】C R BARD INCORPORATED
【Fターム(参考)】
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2012−253371(P2012−253371)
【出願日】平成24年11月19日(2012.11.19)
【分割の表示】特願2008−540338(P2008−540338)の分割
【原出願日】平成18年11月9日(2006.11.9)
【出願人】(591018693)シー・アール・バード・インコーポレーテッド (106)
【氏名又は名称原語表記】C R BARD INCORPORATED
【Fターム(参考)】
[ Back to top ]