
放熱性シート
【課題】熱可塑性液晶ポリマーを用いて形成され、高い放熱性を有すると共に、加工性や機械的強度などにも優れている放熱性シートを提供する。
【解決手段】放熱性シートは、液晶ポリマーで構成され、前記液晶ポリマーは熱可塑性液晶ポリマーであり、また、放熱性シートの厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比(λxy/λz)が、6〜60である。このような放熱性シートは、熱可塑性液晶ポリマーを延伸処理しつつ押出成形することによって得ることができる。
【解決手段】放熱性シートは、液晶ポリマーで構成され、前記液晶ポリマーは熱可塑性液晶ポリマーであり、また、放熱性シートの厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比(λxy/λz)が、6〜60である。このような放熱性シートは、熱可塑性液晶ポリマーを延伸処理しつつ押出成形することによって得ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性液晶ポリマーを用いて形成され、高い放熱性を有すると共に、加工性や機械的強度などにも優れている放熱性シートに関する。
【背景技術】
【0002】
従来、放熱性シートとしては、高い放熱特性を有する金属やセラミックが利用されてきた。しかし、これらの金属やセラミックでは、多層化が困難であるだけでなく、セラミックは脆弱であるという欠点を有する。
そこで、多層化が可能であるだけでなく、脆弱性も克服できる観点から、樹脂材料を用いた放熱性シートが研究されている。
【0003】
例えば、特許文献1(特開2007−9084号公報)では、ポリアミド系樹脂、ポリアセタール系樹脂、ポリフェニレンエーテル系樹脂、ポリカーボネート系樹脂、ABS系樹脂、ポリオレフィン系樹脂、ポリスチレン系樹脂、メタアクリル系樹脂、熱可塑性エラストマーの中から選ばれる1種以上の熱可塑性樹脂が1重量%以上20重量%未満、及び核部とこの核部から異なる4軸方向に伸びた針状結晶である酸化亜鉛が80重量%を越え99重量%以下からなる樹脂組成物をシート状に形成した放熱樹脂シートが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−9084号公報(特許請求の範囲)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1で用いられている放熱樹脂シートでは、特定の形状の酸化亜鉛が必要となるだけでなく、樹脂に対する酸化亜鉛の割合が高いため、フィルムの延伸時に延伸切れ等が生じたり、機械的強度が低下する可能性がある。
【0006】
従って本発明の目的は、液晶ポリマーから形成され、フィラーの含有率を低減しても放熱性に優れるシートを提供することにある。
本発明の別の目的は、加工性と耐熱性との双方を両立できる放熱性シートを提供することにある。
【0007】
本発明のさらに別の目的は、寸法安定性に優れるだけでなく、低吸湿性である放熱性シートを提供することにある。
本発明の他の目的は、機械的強度に優れるとともに、比誘電率が小さいだけでなく誘電正接も低い放熱性シートを提供することにある。
【課題を解決するための手段】
【0008】
本発明者等は上記した従来技術の問題点を解決すべく鋭意検討を重ねた結果、液晶ポリマーシートの平面方向と厚み方向の熱伝導率に異方性を付与することにより、シート全体での放熱を促進して、その放熱特性を向上させることができ、得られた液晶ポリマーシートは、フィラーの含有量を低減しても(特に、フィラーを含まなくとも)、放熱性シートとして有用であることを見出し、本発明を完成した。
【0009】
すなわち、本発明は、液晶ポリマーで構成された放熱性シートであって、前記液晶ポリマーは熱可塑性液晶ポリマーであり、前記放熱性シートの厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比(λxy/λz)は、6〜60である。
【0010】
前記放熱性シートは、平面方向の熱伝導率λxyが1.0W/mK以上であってもよく、1GHzにおける比誘電率が4.0以下、また1GHzにおける誘電正接が0.005以下であってもよい。
【0011】
このような放熱性シートは、インフレーションなどの成形押出成形(例えば、延伸処理を伴う押出成形)により形成されてもよく、延伸処理を伴う場合、押出成形のMD方向とTD方向の延伸倍率の積が3以上であってもよい。また、押出成形の剪断速度が200sec−1以上であってもよい。
【0012】
このような放熱性シートは、シートの厚さ方向に凹凸転写加工が行われていてもよいし、液晶ポリマーの融点以上で熱処理されていてもよい。
【発明の効果】
【0013】
本発明の放熱性シートは、放熱性に優れるだけでなく、熱可塑性液晶ポリマーから形成されているため、加工性に優れるとともに高い耐熱性も実現できる。
また、本発明の放熱性シートでは、機械的強度に優れているだけでなく、フィラーの含有量を低減しても(特に、フィラーを含まなくとも)、優れた放熱性を実現できる。
さらにまた、本発明の放熱性シートは、寸法安定性に優れるだけでなく、低吸湿性であっても優れた放熱性を示すことができる。
【0014】
特に、本発明の放熱性シートは、幅広い周波数帯(特に、1GHz以上の高周波帯)における誘電特性にも優れているため、電子機器における信号伝送速度を高めることができるだけでなく、発熱量自体を抑制することができる。
【図面の簡単な説明】
【0015】
【図1】スタンパによる熱可塑性液晶ポリマーフィルムへの凹凸転写加工を説明するための概略図である。
【図2】熱可塑性液晶ポリマーフィルムに対して熱処理を行う工程を説明するための概略図である。
【発明を実施するための形態】
【0016】
[放熱性シート]
本発明の放熱性シートは、熱可塑性液晶ポリマーで構成された放熱性シートであって、以下に記載する溶融成形できる液晶性ポリマーから形成され、この液晶性ポリマーの分子配向性を制御して、厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比が、特定の範囲となる。
【0017】
(熱可塑性液晶ポリマー)
熱可塑性液晶ポリマーは、溶融成形できる液晶性ポリマーであれば特にその化学的構成については特に限定されるものではないが、例えば、熱可塑性液晶ポリエステル、又はこれにアミド結合が導入された熱可塑性液晶ポリエステルアミドなどを挙げることができる。
【0018】
また熱可塑性液晶ポリマーは、芳香族ポリエステルまたは芳香族ポリエステルアミドに、更にイミド結合、カーボネート結合、カルボジイミド結合やイソシアヌレート結合などのイソシアネート由来の結合等が導入されたポリマーであってもよい。
【0019】
本発明に用いられる熱可塑性液晶ポリマーの具体例としては、以下に例示する(1)から(4)に分類される化合物およびその誘導体から導かれる公知の熱可塑性液晶ポリエステルおよび熱可塑性液晶ポリエステルアミドを挙げることができる。ただし、高分子液晶を形成するためには、種々の原料化合物の組合せには適当な範囲があることは言うまでもない。
【0020】
(1)芳香族または脂肪族ジヒドロキシ化合物(代表例は表1参照)
【表1】

【0021】
(2)芳香族または脂肪族ジカルボン酸(代表例は表2参照)
【表2】
【0022】
(3)芳香族または脂肪族ヒドロキシカルボン酸(代表例は表3参照)
【表3】
【0023】
(4)芳香族ジアミン、芳香族ヒドロキシアミンまたは芳香族アミノカルボン酸(代表例は表4参照)
【表4】
【0024】
これらの原料化合物から得られる液晶ポリマーの代表例として表5および6に示す構造単位を有する共重合体を挙げることができる。
【0025】
【表5】
【0026】
【表6】
【0027】
これらの共重合体のうち、p―ヒドロキシ安息香酸および/または6−ヒドロシキ−2−ナフトエ酸を少なくとも繰り返し単位として含む重合体が好ましく、特に、(i)p−ヒドロキシ安息香酸と6−ヒドロシキ−2−ナフトエ酸との繰り返し単位を含む重合体、(ii)6−ヒドロシキ−2−ナフトエ酸と、4,4’−ジヒドロキシビフェニルおよびヒドロキノンからなる群から選ばれる少なくとも一種の芳香族ジオールと、テレフタル酸、イソフタル酸および2,6−ナフタレンジカルボン酸からなる群から選ばれる少なくとも一種の芳香族ジカルボン酸との繰り返し単位を含む重合体、が最も好ましい実施形態である。
【0028】
例えば、熱可塑性液晶ポリマーが、少なくともp−ヒドロキシ安息香酸と6−ヒドロシキ−2−ナフトエ酸との繰り返し単位を含む場合、繰り返し単位(A)のp−ヒドロキシ安息香酸と、繰り返し単位(B)の6−ヒドロシキ−2−ナフトエ酸とのモル比(A)/(B)は、液晶ポリマー中、(A)/(B)=10/90〜90/10程度であるのが望ましく、より好ましくは、(A)/(B)=50/50〜85/15程度であってもよく、さらに好ましくは、(A)/(B)=60/40〜80/20程度であってもよい。
【0029】
また、熱可塑性液晶ポリマーが、6−ヒドロシキ−2−ナフトエ酸と、4,4’−ジヒドロキシビフェニルおよびヒドロキノンからなる群から選ばれる少なくとも一種の芳香族ジオールと、テレフタル酸、イソフタル酸および2,6−ナフタレンジカルボン酸からなる群から選ばれる少なくとも一種の芳香族ジカルボン酸との繰り返し単位を含む場合、液晶ポリマーにおける各繰り返し単位のモル比は、6−ヒドロシキ−2−ナフトエ酸の繰り返し単位(C):前記芳香族ジオール(D):前記芳香族ジカルボン酸(E)=30〜80:35〜10:35〜10程度であってもよく、より好ましくは、(C):(D):(E)=35〜75:32.5〜12.5:32.5〜12.5程度であってもよく、さらに好ましくは、(C):(D):(E)=40〜70:30〜15:30〜15程度であってもよい。
【0030】
また、芳香族ジカルボン酸に由来する繰り返し構造単位と芳香族ジオールに由来する繰り返し構造単位とのモル比は、(D)/(E)=95/100〜100/95であることが好ましい。この範囲をはずれると、重合度が上がらず機械強度が低下する傾向がある。
【0031】
なお、本発明にいう溶融時における光学的異方性とは、例えば試料をホットステージにのせ、窒素雰囲気下で昇温加熱し、試料の透過光を観察することにより認定できる。
【0032】
熱可塑性液晶ポリマーとして好ましいものは、融点(以下、Mpと称す)が260〜360℃の範囲のものであり、さらに好ましくはMpが270〜350℃のものである。なお、Mpは示差走査熱量計(メトラー社DSC)により主吸熱ピークが現れる温度を測定することにより求められる。
【0033】
前記熱可塑性液晶ポリマーには、本発明の効果を損なわない範囲内で、ポリエチレンテレフタレート、変性ポリエチレンテレフタレート、ポリオレフィン、ポリカーボネート、ポリアリレート、ポリアミド、ポリフェニレンサルファイド、ポリエステルエーテルケトン、フッ素樹脂等の熱可塑性ポリマーを添加してもよい。
【0034】
(フィラー)
さらに、放熱性シートは、フィラー(例えば、高伝導性フィラー)や各種添加剤(例えば、可塑剤、光安定剤、耐候安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、燃焼遅延剤、染顔料、潤滑剤および粘度調節剤など)を含有していてもよい。このようなフィラーは、繊維状であっても、粉粒状であっても、板状であってもいずれでもよい。
【0035】
また、その材質としては、ガラス、シリカ、炭素、硅酸塩、ジルコニア、窒化アルミニウム、酸化アルミニウム、窒化ホウ素などの無機系フィラー;ステンレス、アルミニウム、チタン、鉄、ニッケル、銅等の金属系フィラー;ポリアミド、フッ素樹脂、ポリエステル、アクリル樹脂、液晶ポリマー、ポリイミド等の有機系フィラーなどが挙げられる。
【0036】
フィラーの含有量は、放熱性シート全体の、例えば1〜20重量%程度であってもよく、好ましくは3〜17重量%程度、さらに好ましくは5〜15重量%程度であってもよい。フィラーは、その形状に応じて、公知又は慣用の方法によりポリマーと混和または複合化することができる。
【0037】
[放熱性シートの製造方法]
本発明に使用される熱可塑性液晶ポリマーから、厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比が特定の範囲にある放熱性シートを形成する場合、例えば、熱可塑性液晶ポリマーを押出成形(Tダイ法、インフレーション法等)によって形成することができる。
【0038】
(押出成形)
押出成形では、延伸処理を伴っていてもよく、例えば、Tダイ法による押出成形では、Tダイから押出した溶融体シートを、フィルムの機械軸方向(以下、MD方向と略す)だけでなく、これと直交する方向(以下、TD方向と略す)の双方に対して同時に延伸してもよいし、またはTダイから押出した溶融体シートを一旦MD方向に延伸し、ついでTD方向に延伸してもよい。
【0039】
また、インフレーション法による押出成形では、リングダイから溶融押出された円筒状シートに対して、所定のドロー比(MD方向の延伸倍率に相当する)およびブロー比(TD方向の延伸倍率に相当する)で延伸してもよい。
【0040】
このような押出成形の延伸倍率は、MD方向の延伸倍率(またはドロー比)として、例えば、1.0〜10程度であってもよく、好ましくは1.2〜7程度、さらに好ましくは1.3〜5程度であってもよい。また、TD方向の延伸倍率(またはブロー比)として、例えば、1.5〜20程度であってもよく、好ましくは2〜15程度、さらに好ましくは2.5〜10程度であってもよい。
【0041】
そして、MD方向とTD方向とのそれぞれの延伸倍率を乗じた積は、例えば、3以上(例えば3.3〜20程度)、好ましくは3.5以上(例えば、3.8〜15程度)、さらに好ましくは4以上(例えば、4.3〜12程度)であってもよい。
【0042】
さらに、ダイから溶融押出する際に熱可塑性ポリマーがダイ領域で受けるダイ剪断速度(単に、剪断速度と称する場合がある)は、製膜する厚みなどに応じて、200秒−1以上(例えば、200〜5000秒−1程度)、好ましくは210〜4000秒−1程度から選択することができる。
【0043】
これらの延伸倍率と剪弾速度とは、熱伝導率を制御する上で、互いに密接に関係しており、たとえば、前記MD方向とTD方向とのそれぞれの延伸倍率を乗じた積が、11以上である場合、剪弾速度700秒−1以下(例えば、300〜700秒−1程度、好ましくは350〜650秒−1程度)で製膜してもよい。
【0044】
(凹凸転写加工)
また、放熱性シートは、シートの厚さ方向において、凹凸転写加工が行われていてもよい。この凹凸転写加工では、まず、押出成形などにより原反シートを得て、この原反シートの少なくとも一方の表面に、凹凸が形成されているスタンパを加熱圧接し、その後スタンパを剥離することによって、スタンパに形成された凹凸を原反シートに対して転写することができる。
【0045】
なお、スタンパの圧接は、加熱ローラを用いてもよいし、枚様式に圧接してもよい。スタンパには、多数の凹凸部が形成されており、その凹凸パターンは、溝状の凹凸部分が配列している一次元配列であってもよいし、レンチキュラーレンズのような二次元配列であってもよいし、フライアイレンズや、円錐、角錐等の微細な錐体をXY方向に敷きつめた平板レンズのような三次元配列であってもよい。
【0046】
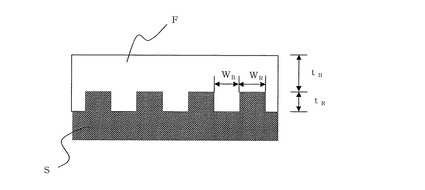
例えば、図1に示すように、スタンパ(S)の厚さ方向断面の凹凸部において、凸部の高さ(tR)は、原反フィルム(F)の厚み(tB+tR)の1/10〜3/5程度、好ましくは1/5〜1/2程度であってもよい。また、凹凸部において、凹凸部の幅は同一でも異なっていてもよく、それぞれ、例えば、原反フィルムの厚みの1/10〜3/5程度、好ましくは1/5〜1/2程度であってもよい。
【0047】
スタンパの加熱温度(または加熱部位の表面温度)は、液晶ポリマーの融点(Mp)−60℃〜Mp−20℃程度、好ましくはMp−40℃〜Mp−25℃程度で行われてもよい。
【0048】
また、スタンパが原反フィルムに対して加える圧力は、面圧換算で10〜200kgf/cm2程度、好ましくは15〜150kgf/cm2程度であってもよく、線圧換算で5〜400kgf/cm程度、好ましくは10〜300kgf/cm程度であってもよい。
【0049】
(熱処理)
また、原反シートまたはスタンパ処理を行ったシートに対して、液晶ポリマーの融点(Mp)以上(例えば、Mp〜Mp+30℃程度、好ましくはMp+10〜Mp+20℃程度)で熱処理をしてもよい。
【0050】
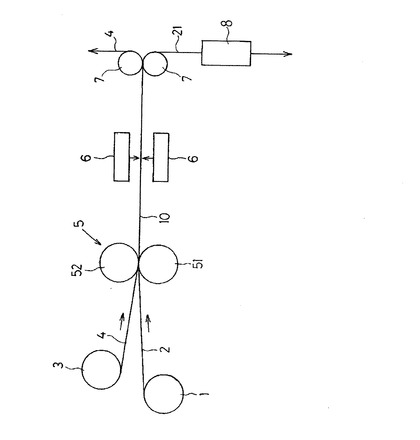
例えば、このような熱処理は、原反シートと金属箔などの支持体とを熱圧着させて積層体とし、この積層体に対して熱処理を行ってもよい。例えば、このような熱処理は、図2に示すように連続的に行ってもよい。すなわち、巻き出しロール1から巻き出される長尺な原反シート2と、巻き出しロール3から巻き出されるシート状の支持体4とを重ね合わせた状態で、加熱ロール5に送り込み熱圧着により接合させて積層体10を作製し、この積層体10を第1の加熱処理装置6に送り込んで熱処理する。この後、積層体10を上下2つの引き剥がしロール7,7で引き剥がすことにより、熱処理された熱可塑性液晶ポリマーフィルム2と支持体4に分離させて、熱処理が施された熱可塑性液晶ポリマーフィルム21を得ることができる。なお、熱処理を行った後、さらに内部歪みを解消するためのアニーリング処理を行ってもよい。
【0051】
(延伸処理)
なお、熱可塑性液晶ポリマーフィルムには、必要に応じて延伸を行ってもよい。延伸方法自体は公知であり、二軸延伸、一軸延伸のいずれを採用してもよいが、分子配向度を制御することがより容易であることから、二軸延伸が好ましい。また、延伸は、公知の一軸延伸機、同時二軸延伸機、逐次二軸延伸機などが使用できる。
【0052】
[放熱性シート]
上述のようにして形成された本発明の放熱性シートは、放熱性シート内部で分子配向性が制御されており、厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比(λxy/λz)が6〜60、好ましくは6〜30である。このような比率を有することにより、フィルム全体に均一に熱を放射することができる。
【0053】
また、本発明の放熱性シートは、平面方向の熱伝導率λxyが1.0W/mK以上(例えば1〜30W/mK程度)、好ましくは1.2W/mK以上であってもよい。
さらに、本発明の放熱性シートは、平面方向の熱伝導率λxyと厚み方向の熱伝導率λxyと和(λxy+λz)が1.05W/mK以上(例えば1.1〜30W/mK程度)、好ましくは1.15W/mK以上であってもよい。
【0054】
また、本発明の放熱性シートは、誘電特性に優れており、例えば1GHzにおける比誘電率は、4.0以下(例えば、1.8〜3.6程度)、好ましくは2.5〜3.4程度であってもよい。このような比誘電率を有することにより、電気信号の電送損失を低減することができる。
【0055】
また、1GHzにおける誘電正接は、0.005以下(例えば、0.0001〜0.004程度)、好ましくは0.001〜0.003程度であってもよい。このような誘電正接を有することにより、低電力化や低ノイズ化が可能となり、それに伴って生じる発熱量を低減することができる。
【0056】
放熱性シートの厚さは、厚み方向と平面方向との熱伝導率を制御できる限り、用途に応じ適宜設定することができるが、例えば、500μm以下(例えば、5〜450μm程度)、好ましくは10〜400μm程度、さらに好ましくは15〜300μm程度であってもよい。
【0057】
また、上述したように、凹凸転写加工を受けている場合、放熱性シートは、少なくとも一方の面において凹凸部分が形成されていてもよい。このような凹凸部分の形状は、スタンパの形状が転写した状態で形成される。その結果、このような凹凸部が転写された放熱性シートでは、図1に示すように、凹凸部において、凹部の深さ(tR)は、原反フィルムの厚み(tB+tR)の1/10〜3/5程度、好ましくは1/5〜1/2程度であってもよく、すなわち、凹凸部の形成されていない層(tB)に対する凹凸部の形成されている層(tR)の割合(tR/tB)は、1/9〜2/3程度、好ましくは1/4〜1/2程度であってもよい。
【0058】
また、凹凸部において、凹部の幅(WB)と凸部の幅(WR)とは同一でも異なっていてもよく、それぞれ、例えば、原反フィルムの厚みの1/10〜3/5程度、好ましくは1/5〜1/2程度であってもよい。さらに、凹部の幅(WB)に対する凸部の幅(WR)の割合(WR/WB)は、1/5〜5/1程度、好ましくは1/4〜4/1程度であってもよい。
【0059】
このような熱伝導率の比を有する限り、例えば、放熱性シート内部では、(i)主に平面方向に配列している液晶ポリマー分子と、主に非平面方向に配列している液晶ポリマー分子とが互いに入り混じった形式であってもよいし、(ii)放熱性シートは、液晶ポリマー分子が主に平面方向に配列している層を含んでいてもよいし、または、(iii)放熱性シートは、液晶ポリマー分子が主に平面方向に配列している層と、液晶ポリマー分子が主に非平面方向に配列している層との双方を含んでいてもよい。
【0060】
例えば(i)の場合、板状または粉粒状フィラーを熱可塑性液晶ポリマーと混和した放熱性シートが該当し、(ii)の場合、延伸処理が行われた放熱性シートが該当し、(iii)の場合、凹凸転写処理や、片面に支持体を接触させて熱処理を行った放熱性シートが該当する。
【実施例】
【0061】
以下、実施例により本発明をより詳細に説明するが、本発明は本実施例により何ら限定されるものではない。なお、以下の実施例及び比較例においては、下記の方法により各種物性を測定した。
【0062】
[熱伝導率]
(株)リガク レーザーフラッシュ法熱定数測定装置 LF/TCM FA8510Bを用い、測定温度20℃にて測定した。なお、平面方向の測定には専用のアタッチメントをつけて、測定を行った。
【0063】
(インフレーション法)
インフレーション製膜時に溶融した熱可塑性液晶ポリマーが、ダイ領域で受けるダイ剪断速度を、下記の式により定義した。なお、Qは樹脂吐出量(mm3/秒)、Rはダイ直径(mm)、dはダイスリット間隔(mm)を表す。
ダイ剪断速度(秒−1)=(6×Q)/(π×R×d2)
【0064】
[シート厚み]
放熱性シートの厚みを、(株)ミツトヨ製デジマチックインジケータを用いて測定した。測定は、放熱性シートから試料断片(縦50cm×横50cm)を採取し、各試料について、ランダムに100点を測定し、その平均値を用いて、シートの厚さとした。
【0065】
[誘電特性]
誘電率測定は周波数1GHzで共振摂動法により実施した。ネットワークアナライザ(Agilent Technology社製「E8362B」)に1GHzの空洞共振器((株)関東電子応用開発)を接続し、空洞共振器に微小な材料(幅:2mm×長さ:90mm)を挿入し挿入前後の共振周波数の変化から材料の誘電率および誘電損失を測定した。
【0066】
(実施例1)
p−ヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸の共重合物(モル比:73/27)で、融点が280℃である熱可塑性液晶ポリマーを単軸押出機で加熱混練し、ダイ直径33.5mm、ダイスリット間隔350μmの環状インフレーションダイから、ダイ剪断速度2775秒−1で溶融押出して、縦の延伸比(Dr)1.8、横の延伸比(Bl)5.6の条件で膜厚25μmのフィルムを得た。得られたフィルムの物性を表7に示す。
【0067】
(実施例2)
p−ヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸の共重合物(モル比:73/27)で、融点が280℃である熱可塑性液晶ポリマーを単軸押出機で加熱混練し、ダイ直径46.0mm、ダイスリット間隔500μmの環状インフレーションダイから、ダイ剪断速度991秒−1で溶融押出して、縦の延伸比(Dr)2.2、横の延伸比(Bl)4.1の条件で膜厚50μmのフィルムを得た。得られたフィルムの物性を表7に示す。
【0068】
(実施例3)
p−ヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸の共重合物(モル比:73/27)で、融点が280℃である熱可塑性液晶ポリマーを単軸押出機で加熱混練し、ダイ直径75.0mm、ダイスリット間隔1000μmの環状インフレーションダイから、ダイ剪断速度414秒−1で溶融押出して、縦の延伸比(Dr)2.0、横の延伸比(Bl)6.6の条件で膜厚75μmのフィルムを得た。得られたフィルムの物性を表7に示す。
【0069】
(実施例4)
p−ヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸の共重合物(モル比:73/27)で、融点が280℃である熱可塑性液晶ポリマーを単軸押出機で加熱混練し、ダイ直径51.0mm、ダイスリット間隔1000μmの環状インフレーションダイから、ダイ剪断速度225秒−1で溶融押出して、縦の延伸比(Dr)2.2、横の延伸比(Bl)3.6の条件で膜厚175μmのフィルムを得た。得られたフィルムの物性を表7に示す。
【0070】
(実施例5)
p−ヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸の共重合物(モル比:73/27)で、融点が280℃である熱可塑性液晶ポリマーを単軸押出機で加熱混練し、ダイ直径33.5mm、ダイスリット間隔500μmの環状インフレーションダイから、ダイ剪断速度991秒−1で溶融押出して、縦の延伸比(Dr)2.2、横の延伸比(Bl)4.1の条件で膜厚50μmのフィルムを得た。次いで、得られたフィルムに対して、フィルムに形成される凸部の幅(WB)25μm、凹部の幅(WR)15μm、凸部の高さ(tR)10μmとなるように凹凸が形成されたスタンパを用いて、面圧20kg/cm2、加熱温度260℃で凹凸転写を施し、膜厚50μmのフィルムを得た。得られたフィルムの物性を表7に示す。
【0071】
(実施例6)
図1の装置を使用して、実施例3で得たフィルムを巻き出しロール1から巻き出し、厚さ40μmのステンレス箔(熱膨張係数(S):16×10−6cm/cm/℃)を支持体として、連続熱ロールプレス装置に耐熱ゴムロール51と加熱金属ロール52を取り付け、260℃の加熱状態で圧力20kgf/cm2で圧着して、6m/分の速度で熱可塑性液晶ポリマーフィルム/ステンレス箔の構成の積層体10を作製した。
【0072】
続いて、この積層体10を280℃に制御した炉長2mの熱風循環式熱処理炉6に6m/分の速度で供給して連続的に加熱処理し、次いで支持体10を上下2つの引き剥がしロール7,7で引き剥がし、連続的に熱可塑性液晶ポリマーフィルム21を得た。
この後、さらに加熱熱可塑性液晶ポリマーフィルム21を、195℃に制御した炉長2mの熱風循環式熱処理炉8に6m/分の速度で供給してアニーリング処理を行い、膜厚75μmのフィルムを得た。得られたフィルムの物性を表7に示す。
【0073】
(参考比較例1)
p−ヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸の共重合物(モル比:73/27)で、融点が280℃である熱可塑性液晶ポリマーを単軸押出機で加熱混練し、ダイ直径51.0mm、ダイスリット間隔1000μmの環状インフレーションダイから、ダイ剪断速度162秒−1で溶融押出して、縦の延伸比(Dr)2.0、横の延伸比(Bl)1.4の条件で膜厚175μmのフィルムを得た。得られたフィルムの物性を表7に示す。
【0074】
【表7】
【0075】
表7に示すように、実施例1〜6では、放熱性シートの厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比(λxy/λz)が、6〜60の範囲内に入るとともに、特にλxyとλzとの和が1.15W/mK以上であり、放射性シート全体の熱伝導性に優れるものであった。
【0076】
なお、従来技術の範疇に入るものではないが、本発明の特性を対比させるための参考例として記載している参考比較例1では、厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比(λxy/λz)が6〜60の範囲内から外れるとともに、平面方向の熱伝導率λxyが低く、さらには、λxyとλzとの和も0.86W/mKしかないため、シート全体の熱伝導性に劣るものであった。
【産業上の利用可能性】
【0077】
本発明の放熱性シートは、熱可塑性液晶ポリマーから形成しているため、高い放熱性を有すると共に、加工性、機械的強度、寸法安定性、耐薬品性、ガスバリヤー性にも優れている。また、高い耐熱性と低吸湿性をも兼ねそろえるため、各種コンピュータ、OA機器、AV機器などの放熱部品、車載用半導体、産業用半導体に用いられる放熱部品、特に放熱シートとして好適に用いることができ、電子部品や電子部品を実装した回路基板等から発生する熱を、効率よく放熱することができる。
【0078】
また、本発明の放熱性シートは、上述するような電気・電子製品の回路基板材料として利用することも可能であり、特に薄型化、小型化が進んでいるLED用のプリント配線回路基板材料などとして、有効に利用することができる。
【0079】
以上のとおり、本発明の好適な実施形態を説明したが、本発明の趣旨を逸脱しない範囲で、種々の追加、変更または削除が可能であり、そのようなものも本発明の範囲内に含まれる。
【技術分野】
【0001】
本発明は、熱可塑性液晶ポリマーを用いて形成され、高い放熱性を有すると共に、加工性や機械的強度などにも優れている放熱性シートに関する。
【背景技術】
【0002】
従来、放熱性シートとしては、高い放熱特性を有する金属やセラミックが利用されてきた。しかし、これらの金属やセラミックでは、多層化が困難であるだけでなく、セラミックは脆弱であるという欠点を有する。
そこで、多層化が可能であるだけでなく、脆弱性も克服できる観点から、樹脂材料を用いた放熱性シートが研究されている。
【0003】
例えば、特許文献1(特開2007−9084号公報)では、ポリアミド系樹脂、ポリアセタール系樹脂、ポリフェニレンエーテル系樹脂、ポリカーボネート系樹脂、ABS系樹脂、ポリオレフィン系樹脂、ポリスチレン系樹脂、メタアクリル系樹脂、熱可塑性エラストマーの中から選ばれる1種以上の熱可塑性樹脂が1重量%以上20重量%未満、及び核部とこの核部から異なる4軸方向に伸びた針状結晶である酸化亜鉛が80重量%を越え99重量%以下からなる樹脂組成物をシート状に形成した放熱樹脂シートが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−9084号公報(特許請求の範囲)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1で用いられている放熱樹脂シートでは、特定の形状の酸化亜鉛が必要となるだけでなく、樹脂に対する酸化亜鉛の割合が高いため、フィルムの延伸時に延伸切れ等が生じたり、機械的強度が低下する可能性がある。
【0006】
従って本発明の目的は、液晶ポリマーから形成され、フィラーの含有率を低減しても放熱性に優れるシートを提供することにある。
本発明の別の目的は、加工性と耐熱性との双方を両立できる放熱性シートを提供することにある。
【0007】
本発明のさらに別の目的は、寸法安定性に優れるだけでなく、低吸湿性である放熱性シートを提供することにある。
本発明の他の目的は、機械的強度に優れるとともに、比誘電率が小さいだけでなく誘電正接も低い放熱性シートを提供することにある。
【課題を解決するための手段】
【0008】
本発明者等は上記した従来技術の問題点を解決すべく鋭意検討を重ねた結果、液晶ポリマーシートの平面方向と厚み方向の熱伝導率に異方性を付与することにより、シート全体での放熱を促進して、その放熱特性を向上させることができ、得られた液晶ポリマーシートは、フィラーの含有量を低減しても(特に、フィラーを含まなくとも)、放熱性シートとして有用であることを見出し、本発明を完成した。
【0009】
すなわち、本発明は、液晶ポリマーで構成された放熱性シートであって、前記液晶ポリマーは熱可塑性液晶ポリマーであり、前記放熱性シートの厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比(λxy/λz)は、6〜60である。
【0010】
前記放熱性シートは、平面方向の熱伝導率λxyが1.0W/mK以上であってもよく、1GHzにおける比誘電率が4.0以下、また1GHzにおける誘電正接が0.005以下であってもよい。
【0011】
このような放熱性シートは、インフレーションなどの成形押出成形(例えば、延伸処理を伴う押出成形)により形成されてもよく、延伸処理を伴う場合、押出成形のMD方向とTD方向の延伸倍率の積が3以上であってもよい。また、押出成形の剪断速度が200sec−1以上であってもよい。
【0012】
このような放熱性シートは、シートの厚さ方向に凹凸転写加工が行われていてもよいし、液晶ポリマーの融点以上で熱処理されていてもよい。
【発明の効果】
【0013】
本発明の放熱性シートは、放熱性に優れるだけでなく、熱可塑性液晶ポリマーから形成されているため、加工性に優れるとともに高い耐熱性も実現できる。
また、本発明の放熱性シートでは、機械的強度に優れているだけでなく、フィラーの含有量を低減しても(特に、フィラーを含まなくとも)、優れた放熱性を実現できる。
さらにまた、本発明の放熱性シートは、寸法安定性に優れるだけでなく、低吸湿性であっても優れた放熱性を示すことができる。
【0014】
特に、本発明の放熱性シートは、幅広い周波数帯(特に、1GHz以上の高周波帯)における誘電特性にも優れているため、電子機器における信号伝送速度を高めることができるだけでなく、発熱量自体を抑制することができる。
【図面の簡単な説明】
【0015】
【図1】スタンパによる熱可塑性液晶ポリマーフィルムへの凹凸転写加工を説明するための概略図である。
【図2】熱可塑性液晶ポリマーフィルムに対して熱処理を行う工程を説明するための概略図である。
【発明を実施するための形態】
【0016】
[放熱性シート]
本発明の放熱性シートは、熱可塑性液晶ポリマーで構成された放熱性シートであって、以下に記載する溶融成形できる液晶性ポリマーから形成され、この液晶性ポリマーの分子配向性を制御して、厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比が、特定の範囲となる。
【0017】
(熱可塑性液晶ポリマー)
熱可塑性液晶ポリマーは、溶融成形できる液晶性ポリマーであれば特にその化学的構成については特に限定されるものではないが、例えば、熱可塑性液晶ポリエステル、又はこれにアミド結合が導入された熱可塑性液晶ポリエステルアミドなどを挙げることができる。
【0018】
また熱可塑性液晶ポリマーは、芳香族ポリエステルまたは芳香族ポリエステルアミドに、更にイミド結合、カーボネート結合、カルボジイミド結合やイソシアヌレート結合などのイソシアネート由来の結合等が導入されたポリマーであってもよい。
【0019】
本発明に用いられる熱可塑性液晶ポリマーの具体例としては、以下に例示する(1)から(4)に分類される化合物およびその誘導体から導かれる公知の熱可塑性液晶ポリエステルおよび熱可塑性液晶ポリエステルアミドを挙げることができる。ただし、高分子液晶を形成するためには、種々の原料化合物の組合せには適当な範囲があることは言うまでもない。
【0020】
(1)芳香族または脂肪族ジヒドロキシ化合物(代表例は表1参照)
【表1】
【0021】
(2)芳香族または脂肪族ジカルボン酸(代表例は表2参照)
【表2】
【0022】
(3)芳香族または脂肪族ヒドロキシカルボン酸(代表例は表3参照)
【表3】
【0023】
(4)芳香族ジアミン、芳香族ヒドロキシアミンまたは芳香族アミノカルボン酸(代表例は表4参照)
【表4】
【0024】
これらの原料化合物から得られる液晶ポリマーの代表例として表5および6に示す構造単位を有する共重合体を挙げることができる。
【0025】
【表5】
【0026】
【表6】
【0027】
これらの共重合体のうち、p―ヒドロキシ安息香酸および/または6−ヒドロシキ−2−ナフトエ酸を少なくとも繰り返し単位として含む重合体が好ましく、特に、(i)p−ヒドロキシ安息香酸と6−ヒドロシキ−2−ナフトエ酸との繰り返し単位を含む重合体、(ii)6−ヒドロシキ−2−ナフトエ酸と、4,4’−ジヒドロキシビフェニルおよびヒドロキノンからなる群から選ばれる少なくとも一種の芳香族ジオールと、テレフタル酸、イソフタル酸および2,6−ナフタレンジカルボン酸からなる群から選ばれる少なくとも一種の芳香族ジカルボン酸との繰り返し単位を含む重合体、が最も好ましい実施形態である。
【0028】
例えば、熱可塑性液晶ポリマーが、少なくともp−ヒドロキシ安息香酸と6−ヒドロシキ−2−ナフトエ酸との繰り返し単位を含む場合、繰り返し単位(A)のp−ヒドロキシ安息香酸と、繰り返し単位(B)の6−ヒドロシキ−2−ナフトエ酸とのモル比(A)/(B)は、液晶ポリマー中、(A)/(B)=10/90〜90/10程度であるのが望ましく、より好ましくは、(A)/(B)=50/50〜85/15程度であってもよく、さらに好ましくは、(A)/(B)=60/40〜80/20程度であってもよい。
【0029】
また、熱可塑性液晶ポリマーが、6−ヒドロシキ−2−ナフトエ酸と、4,4’−ジヒドロキシビフェニルおよびヒドロキノンからなる群から選ばれる少なくとも一種の芳香族ジオールと、テレフタル酸、イソフタル酸および2,6−ナフタレンジカルボン酸からなる群から選ばれる少なくとも一種の芳香族ジカルボン酸との繰り返し単位を含む場合、液晶ポリマーにおける各繰り返し単位のモル比は、6−ヒドロシキ−2−ナフトエ酸の繰り返し単位(C):前記芳香族ジオール(D):前記芳香族ジカルボン酸(E)=30〜80:35〜10:35〜10程度であってもよく、より好ましくは、(C):(D):(E)=35〜75:32.5〜12.5:32.5〜12.5程度であってもよく、さらに好ましくは、(C):(D):(E)=40〜70:30〜15:30〜15程度であってもよい。
【0030】
また、芳香族ジカルボン酸に由来する繰り返し構造単位と芳香族ジオールに由来する繰り返し構造単位とのモル比は、(D)/(E)=95/100〜100/95であることが好ましい。この範囲をはずれると、重合度が上がらず機械強度が低下する傾向がある。
【0031】
なお、本発明にいう溶融時における光学的異方性とは、例えば試料をホットステージにのせ、窒素雰囲気下で昇温加熱し、試料の透過光を観察することにより認定できる。
【0032】
熱可塑性液晶ポリマーとして好ましいものは、融点(以下、Mpと称す)が260〜360℃の範囲のものであり、さらに好ましくはMpが270〜350℃のものである。なお、Mpは示差走査熱量計(メトラー社DSC)により主吸熱ピークが現れる温度を測定することにより求められる。
【0033】
前記熱可塑性液晶ポリマーには、本発明の効果を損なわない範囲内で、ポリエチレンテレフタレート、変性ポリエチレンテレフタレート、ポリオレフィン、ポリカーボネート、ポリアリレート、ポリアミド、ポリフェニレンサルファイド、ポリエステルエーテルケトン、フッ素樹脂等の熱可塑性ポリマーを添加してもよい。
【0034】
(フィラー)
さらに、放熱性シートは、フィラー(例えば、高伝導性フィラー)や各種添加剤(例えば、可塑剤、光安定剤、耐候安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、燃焼遅延剤、染顔料、潤滑剤および粘度調節剤など)を含有していてもよい。このようなフィラーは、繊維状であっても、粉粒状であっても、板状であってもいずれでもよい。
【0035】
また、その材質としては、ガラス、シリカ、炭素、硅酸塩、ジルコニア、窒化アルミニウム、酸化アルミニウム、窒化ホウ素などの無機系フィラー;ステンレス、アルミニウム、チタン、鉄、ニッケル、銅等の金属系フィラー;ポリアミド、フッ素樹脂、ポリエステル、アクリル樹脂、液晶ポリマー、ポリイミド等の有機系フィラーなどが挙げられる。
【0036】
フィラーの含有量は、放熱性シート全体の、例えば1〜20重量%程度であってもよく、好ましくは3〜17重量%程度、さらに好ましくは5〜15重量%程度であってもよい。フィラーは、その形状に応じて、公知又は慣用の方法によりポリマーと混和または複合化することができる。
【0037】
[放熱性シートの製造方法]
本発明に使用される熱可塑性液晶ポリマーから、厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比が特定の範囲にある放熱性シートを形成する場合、例えば、熱可塑性液晶ポリマーを押出成形(Tダイ法、インフレーション法等)によって形成することができる。
【0038】
(押出成形)
押出成形では、延伸処理を伴っていてもよく、例えば、Tダイ法による押出成形では、Tダイから押出した溶融体シートを、フィルムの機械軸方向(以下、MD方向と略す)だけでなく、これと直交する方向(以下、TD方向と略す)の双方に対して同時に延伸してもよいし、またはTダイから押出した溶融体シートを一旦MD方向に延伸し、ついでTD方向に延伸してもよい。
【0039】
また、インフレーション法による押出成形では、リングダイから溶融押出された円筒状シートに対して、所定のドロー比(MD方向の延伸倍率に相当する)およびブロー比(TD方向の延伸倍率に相当する)で延伸してもよい。
【0040】
このような押出成形の延伸倍率は、MD方向の延伸倍率(またはドロー比)として、例えば、1.0〜10程度であってもよく、好ましくは1.2〜7程度、さらに好ましくは1.3〜5程度であってもよい。また、TD方向の延伸倍率(またはブロー比)として、例えば、1.5〜20程度であってもよく、好ましくは2〜15程度、さらに好ましくは2.5〜10程度であってもよい。
【0041】
そして、MD方向とTD方向とのそれぞれの延伸倍率を乗じた積は、例えば、3以上(例えば3.3〜20程度)、好ましくは3.5以上(例えば、3.8〜15程度)、さらに好ましくは4以上(例えば、4.3〜12程度)であってもよい。
【0042】
さらに、ダイから溶融押出する際に熱可塑性ポリマーがダイ領域で受けるダイ剪断速度(単に、剪断速度と称する場合がある)は、製膜する厚みなどに応じて、200秒−1以上(例えば、200〜5000秒−1程度)、好ましくは210〜4000秒−1程度から選択することができる。
【0043】
これらの延伸倍率と剪弾速度とは、熱伝導率を制御する上で、互いに密接に関係しており、たとえば、前記MD方向とTD方向とのそれぞれの延伸倍率を乗じた積が、11以上である場合、剪弾速度700秒−1以下(例えば、300〜700秒−1程度、好ましくは350〜650秒−1程度)で製膜してもよい。
【0044】
(凹凸転写加工)
また、放熱性シートは、シートの厚さ方向において、凹凸転写加工が行われていてもよい。この凹凸転写加工では、まず、押出成形などにより原反シートを得て、この原反シートの少なくとも一方の表面に、凹凸が形成されているスタンパを加熱圧接し、その後スタンパを剥離することによって、スタンパに形成された凹凸を原反シートに対して転写することができる。
【0045】
なお、スタンパの圧接は、加熱ローラを用いてもよいし、枚様式に圧接してもよい。スタンパには、多数の凹凸部が形成されており、その凹凸パターンは、溝状の凹凸部分が配列している一次元配列であってもよいし、レンチキュラーレンズのような二次元配列であってもよいし、フライアイレンズや、円錐、角錐等の微細な錐体をXY方向に敷きつめた平板レンズのような三次元配列であってもよい。
【0046】
例えば、図1に示すように、スタンパ(S)の厚さ方向断面の凹凸部において、凸部の高さ(tR)は、原反フィルム(F)の厚み(tB+tR)の1/10〜3/5程度、好ましくは1/5〜1/2程度であってもよい。また、凹凸部において、凹凸部の幅は同一でも異なっていてもよく、それぞれ、例えば、原反フィルムの厚みの1/10〜3/5程度、好ましくは1/5〜1/2程度であってもよい。
【0047】
スタンパの加熱温度(または加熱部位の表面温度)は、液晶ポリマーの融点(Mp)−60℃〜Mp−20℃程度、好ましくはMp−40℃〜Mp−25℃程度で行われてもよい。
【0048】
また、スタンパが原反フィルムに対して加える圧力は、面圧換算で10〜200kgf/cm2程度、好ましくは15〜150kgf/cm2程度であってもよく、線圧換算で5〜400kgf/cm程度、好ましくは10〜300kgf/cm程度であってもよい。
【0049】
(熱処理)
また、原反シートまたはスタンパ処理を行ったシートに対して、液晶ポリマーの融点(Mp)以上(例えば、Mp〜Mp+30℃程度、好ましくはMp+10〜Mp+20℃程度)で熱処理をしてもよい。
【0050】
例えば、このような熱処理は、原反シートと金属箔などの支持体とを熱圧着させて積層体とし、この積層体に対して熱処理を行ってもよい。例えば、このような熱処理は、図2に示すように連続的に行ってもよい。すなわち、巻き出しロール1から巻き出される長尺な原反シート2と、巻き出しロール3から巻き出されるシート状の支持体4とを重ね合わせた状態で、加熱ロール5に送り込み熱圧着により接合させて積層体10を作製し、この積層体10を第1の加熱処理装置6に送り込んで熱処理する。この後、積層体10を上下2つの引き剥がしロール7,7で引き剥がすことにより、熱処理された熱可塑性液晶ポリマーフィルム2と支持体4に分離させて、熱処理が施された熱可塑性液晶ポリマーフィルム21を得ることができる。なお、熱処理を行った後、さらに内部歪みを解消するためのアニーリング処理を行ってもよい。
【0051】
(延伸処理)
なお、熱可塑性液晶ポリマーフィルムには、必要に応じて延伸を行ってもよい。延伸方法自体は公知であり、二軸延伸、一軸延伸のいずれを採用してもよいが、分子配向度を制御することがより容易であることから、二軸延伸が好ましい。また、延伸は、公知の一軸延伸機、同時二軸延伸機、逐次二軸延伸機などが使用できる。
【0052】
[放熱性シート]
上述のようにして形成された本発明の放熱性シートは、放熱性シート内部で分子配向性が制御されており、厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比(λxy/λz)が6〜60、好ましくは6〜30である。このような比率を有することにより、フィルム全体に均一に熱を放射することができる。
【0053】
また、本発明の放熱性シートは、平面方向の熱伝導率λxyが1.0W/mK以上(例えば1〜30W/mK程度)、好ましくは1.2W/mK以上であってもよい。
さらに、本発明の放熱性シートは、平面方向の熱伝導率λxyと厚み方向の熱伝導率λxyと和(λxy+λz)が1.05W/mK以上(例えば1.1〜30W/mK程度)、好ましくは1.15W/mK以上であってもよい。
【0054】
また、本発明の放熱性シートは、誘電特性に優れており、例えば1GHzにおける比誘電率は、4.0以下(例えば、1.8〜3.6程度)、好ましくは2.5〜3.4程度であってもよい。このような比誘電率を有することにより、電気信号の電送損失を低減することができる。
【0055】
また、1GHzにおける誘電正接は、0.005以下(例えば、0.0001〜0.004程度)、好ましくは0.001〜0.003程度であってもよい。このような誘電正接を有することにより、低電力化や低ノイズ化が可能となり、それに伴って生じる発熱量を低減することができる。
【0056】
放熱性シートの厚さは、厚み方向と平面方向との熱伝導率を制御できる限り、用途に応じ適宜設定することができるが、例えば、500μm以下(例えば、5〜450μm程度)、好ましくは10〜400μm程度、さらに好ましくは15〜300μm程度であってもよい。
【0057】
また、上述したように、凹凸転写加工を受けている場合、放熱性シートは、少なくとも一方の面において凹凸部分が形成されていてもよい。このような凹凸部分の形状は、スタンパの形状が転写した状態で形成される。その結果、このような凹凸部が転写された放熱性シートでは、図1に示すように、凹凸部において、凹部の深さ(tR)は、原反フィルムの厚み(tB+tR)の1/10〜3/5程度、好ましくは1/5〜1/2程度であってもよく、すなわち、凹凸部の形成されていない層(tB)に対する凹凸部の形成されている層(tR)の割合(tR/tB)は、1/9〜2/3程度、好ましくは1/4〜1/2程度であってもよい。
【0058】
また、凹凸部において、凹部の幅(WB)と凸部の幅(WR)とは同一でも異なっていてもよく、それぞれ、例えば、原反フィルムの厚みの1/10〜3/5程度、好ましくは1/5〜1/2程度であってもよい。さらに、凹部の幅(WB)に対する凸部の幅(WR)の割合(WR/WB)は、1/5〜5/1程度、好ましくは1/4〜4/1程度であってもよい。
【0059】
このような熱伝導率の比を有する限り、例えば、放熱性シート内部では、(i)主に平面方向に配列している液晶ポリマー分子と、主に非平面方向に配列している液晶ポリマー分子とが互いに入り混じった形式であってもよいし、(ii)放熱性シートは、液晶ポリマー分子が主に平面方向に配列している層を含んでいてもよいし、または、(iii)放熱性シートは、液晶ポリマー分子が主に平面方向に配列している層と、液晶ポリマー分子が主に非平面方向に配列している層との双方を含んでいてもよい。
【0060】
例えば(i)の場合、板状または粉粒状フィラーを熱可塑性液晶ポリマーと混和した放熱性シートが該当し、(ii)の場合、延伸処理が行われた放熱性シートが該当し、(iii)の場合、凹凸転写処理や、片面に支持体を接触させて熱処理を行った放熱性シートが該当する。
【実施例】
【0061】
以下、実施例により本発明をより詳細に説明するが、本発明は本実施例により何ら限定されるものではない。なお、以下の実施例及び比較例においては、下記の方法により各種物性を測定した。
【0062】
[熱伝導率]
(株)リガク レーザーフラッシュ法熱定数測定装置 LF/TCM FA8510Bを用い、測定温度20℃にて測定した。なお、平面方向の測定には専用のアタッチメントをつけて、測定を行った。
【0063】
(インフレーション法)
インフレーション製膜時に溶融した熱可塑性液晶ポリマーが、ダイ領域で受けるダイ剪断速度を、下記の式により定義した。なお、Qは樹脂吐出量(mm3/秒)、Rはダイ直径(mm)、dはダイスリット間隔(mm)を表す。
ダイ剪断速度(秒−1)=(6×Q)/(π×R×d2)
【0064】
[シート厚み]
放熱性シートの厚みを、(株)ミツトヨ製デジマチックインジケータを用いて測定した。測定は、放熱性シートから試料断片(縦50cm×横50cm)を採取し、各試料について、ランダムに100点を測定し、その平均値を用いて、シートの厚さとした。
【0065】
[誘電特性]
誘電率測定は周波数1GHzで共振摂動法により実施した。ネットワークアナライザ(Agilent Technology社製「E8362B」)に1GHzの空洞共振器((株)関東電子応用開発)を接続し、空洞共振器に微小な材料(幅:2mm×長さ:90mm)を挿入し挿入前後の共振周波数の変化から材料の誘電率および誘電損失を測定した。
【0066】
(実施例1)
p−ヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸の共重合物(モル比:73/27)で、融点が280℃である熱可塑性液晶ポリマーを単軸押出機で加熱混練し、ダイ直径33.5mm、ダイスリット間隔350μmの環状インフレーションダイから、ダイ剪断速度2775秒−1で溶融押出して、縦の延伸比(Dr)1.8、横の延伸比(Bl)5.6の条件で膜厚25μmのフィルムを得た。得られたフィルムの物性を表7に示す。
【0067】
(実施例2)
p−ヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸の共重合物(モル比:73/27)で、融点が280℃である熱可塑性液晶ポリマーを単軸押出機で加熱混練し、ダイ直径46.0mm、ダイスリット間隔500μmの環状インフレーションダイから、ダイ剪断速度991秒−1で溶融押出して、縦の延伸比(Dr)2.2、横の延伸比(Bl)4.1の条件で膜厚50μmのフィルムを得た。得られたフィルムの物性を表7に示す。
【0068】
(実施例3)
p−ヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸の共重合物(モル比:73/27)で、融点が280℃である熱可塑性液晶ポリマーを単軸押出機で加熱混練し、ダイ直径75.0mm、ダイスリット間隔1000μmの環状インフレーションダイから、ダイ剪断速度414秒−1で溶融押出して、縦の延伸比(Dr)2.0、横の延伸比(Bl)6.6の条件で膜厚75μmのフィルムを得た。得られたフィルムの物性を表7に示す。
【0069】
(実施例4)
p−ヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸の共重合物(モル比:73/27)で、融点が280℃である熱可塑性液晶ポリマーを単軸押出機で加熱混練し、ダイ直径51.0mm、ダイスリット間隔1000μmの環状インフレーションダイから、ダイ剪断速度225秒−1で溶融押出して、縦の延伸比(Dr)2.2、横の延伸比(Bl)3.6の条件で膜厚175μmのフィルムを得た。得られたフィルムの物性を表7に示す。
【0070】
(実施例5)
p−ヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸の共重合物(モル比:73/27)で、融点が280℃である熱可塑性液晶ポリマーを単軸押出機で加熱混練し、ダイ直径33.5mm、ダイスリット間隔500μmの環状インフレーションダイから、ダイ剪断速度991秒−1で溶融押出して、縦の延伸比(Dr)2.2、横の延伸比(Bl)4.1の条件で膜厚50μmのフィルムを得た。次いで、得られたフィルムに対して、フィルムに形成される凸部の幅(WB)25μm、凹部の幅(WR)15μm、凸部の高さ(tR)10μmとなるように凹凸が形成されたスタンパを用いて、面圧20kg/cm2、加熱温度260℃で凹凸転写を施し、膜厚50μmのフィルムを得た。得られたフィルムの物性を表7に示す。
【0071】
(実施例6)
図1の装置を使用して、実施例3で得たフィルムを巻き出しロール1から巻き出し、厚さ40μmのステンレス箔(熱膨張係数(S):16×10−6cm/cm/℃)を支持体として、連続熱ロールプレス装置に耐熱ゴムロール51と加熱金属ロール52を取り付け、260℃の加熱状態で圧力20kgf/cm2で圧着して、6m/分の速度で熱可塑性液晶ポリマーフィルム/ステンレス箔の構成の積層体10を作製した。
【0072】
続いて、この積層体10を280℃に制御した炉長2mの熱風循環式熱処理炉6に6m/分の速度で供給して連続的に加熱処理し、次いで支持体10を上下2つの引き剥がしロール7,7で引き剥がし、連続的に熱可塑性液晶ポリマーフィルム21を得た。
この後、さらに加熱熱可塑性液晶ポリマーフィルム21を、195℃に制御した炉長2mの熱風循環式熱処理炉8に6m/分の速度で供給してアニーリング処理を行い、膜厚75μmのフィルムを得た。得られたフィルムの物性を表7に示す。
【0073】
(参考比較例1)
p−ヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸の共重合物(モル比:73/27)で、融点が280℃である熱可塑性液晶ポリマーを単軸押出機で加熱混練し、ダイ直径51.0mm、ダイスリット間隔1000μmの環状インフレーションダイから、ダイ剪断速度162秒−1で溶融押出して、縦の延伸比(Dr)2.0、横の延伸比(Bl)1.4の条件で膜厚175μmのフィルムを得た。得られたフィルムの物性を表7に示す。
【0074】
【表7】
【0075】
表7に示すように、実施例1〜6では、放熱性シートの厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比(λxy/λz)が、6〜60の範囲内に入るとともに、特にλxyとλzとの和が1.15W/mK以上であり、放射性シート全体の熱伝導性に優れるものであった。
【0076】
なお、従来技術の範疇に入るものではないが、本発明の特性を対比させるための参考例として記載している参考比較例1では、厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比(λxy/λz)が6〜60の範囲内から外れるとともに、平面方向の熱伝導率λxyが低く、さらには、λxyとλzとの和も0.86W/mKしかないため、シート全体の熱伝導性に劣るものであった。
【産業上の利用可能性】
【0077】
本発明の放熱性シートは、熱可塑性液晶ポリマーから形成しているため、高い放熱性を有すると共に、加工性、機械的強度、寸法安定性、耐薬品性、ガスバリヤー性にも優れている。また、高い耐熱性と低吸湿性をも兼ねそろえるため、各種コンピュータ、OA機器、AV機器などの放熱部品、車載用半導体、産業用半導体に用いられる放熱部品、特に放熱シートとして好適に用いることができ、電子部品や電子部品を実装した回路基板等から発生する熱を、効率よく放熱することができる。
【0078】
また、本発明の放熱性シートは、上述するような電気・電子製品の回路基板材料として利用することも可能であり、特に薄型化、小型化が進んでいるLED用のプリント配線回路基板材料などとして、有効に利用することができる。
【0079】
以上のとおり、本発明の好適な実施形態を説明したが、本発明の趣旨を逸脱しない範囲で、種々の追加、変更または削除が可能であり、そのようなものも本発明の範囲内に含まれる。
【特許請求の範囲】
【請求項1】
液晶ポリマーで構成された放熱性シートであって、
前記液晶ポリマーは熱可塑性液晶ポリマーであり、
厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比(λxy/λz)が、6〜60である放熱性シート。
【請求項2】
請求項1において、平面方向の熱伝導率λxyが1.0W/mK以上である放熱性シート。
【請求項3】
請求項1または2において、1GHzにおける比誘電率が4.0以下である放熱性シート。
【請求項4】
請求項2または3において、1GHzにおける誘電正接が0.005以下である放熱性シート。
【請求項5】
請求項1〜4のいずれか一項において、延伸処理を伴う押出成形により形成され、MD方向とTD方向の延伸倍率の積が3以上である放熱性シート。
【請求項6】
請求項5において、押出成形の剪断速度が200sec−1以上である放熱性シート。
【請求項7】
請求項5または6において、押出成形がインフレーション成形である放熱性シート。
【請求項8】
請求項1〜7のいずれか一項において、シートの厚さ方向に凹凸転写加工が行われている放熱性シート。
【請求項9】
請求項1〜8のいずれか一項において、液晶ポリマーの融点以上で熱処理された放熱性シート。
【請求項1】
液晶ポリマーで構成された放熱性シートであって、
前記液晶ポリマーは熱可塑性液晶ポリマーであり、
厚み方向の熱伝導率λzに対する平面方向の熱伝導率λxyの比(λxy/λz)が、6〜60である放熱性シート。
【請求項2】
請求項1において、平面方向の熱伝導率λxyが1.0W/mK以上である放熱性シート。
【請求項3】
請求項1または2において、1GHzにおける比誘電率が4.0以下である放熱性シート。
【請求項4】
請求項2または3において、1GHzにおける誘電正接が0.005以下である放熱性シート。
【請求項5】
請求項1〜4のいずれか一項において、延伸処理を伴う押出成形により形成され、MD方向とTD方向の延伸倍率の積が3以上である放熱性シート。
【請求項6】
請求項5において、押出成形の剪断速度が200sec−1以上である放熱性シート。
【請求項7】
請求項5または6において、押出成形がインフレーション成形である放熱性シート。
【請求項8】
請求項1〜7のいずれか一項において、シートの厚さ方向に凹凸転写加工が行われている放熱性シート。
【請求項9】
請求項1〜8のいずれか一項において、液晶ポリマーの融点以上で熱処理された放熱性シート。
【図1】

【図2】
【図2】
【公開番号】特開2010−229200(P2010−229200A)
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願番号】特願2009−75591(P2009−75591)
【出願日】平成21年3月26日(2009.3.26)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願日】平成21年3月26日(2009.3.26)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
[ Back to top ]