
放熱材料及びその製造方法
【課題】発熱体からの熱を高効率で放熱しうる放熱材料及びその製造方法を提供する。
【解決手段】第1の基板上に第1の線状構造体を成長し、第1の線状構造体の先端部を除去して第1の基板の法線方向に配向した部分のみを残存させ、第1の線状構造体上に熱可塑性樹脂のシートを配置し、熱可塑性樹脂の融解温度よりも高い温度で熱処理を行いシートを第1の複線状構造体間に浸透させ、第1の基板を除去し、第1の線状構造体14a及びシート22よりなるシート状構造体24を形成し、第2の基板30上に第2の線状構造体14bを成長し、第2の線状構造体の先端部を除去して第2の基板の法線方向に配向した部分のみを残存させ、第2の線状構造体上にシート状構造体を配置し、熱可塑性樹脂の融解温度よりも高い温度で熱処理を行いシートを第2の線状構造体間に浸透させ、第2の線状構造体を第1の線状構造体間に挿入し、第2の基板を除去する。
【解決手段】第1の基板上に第1の線状構造体を成長し、第1の線状構造体の先端部を除去して第1の基板の法線方向に配向した部分のみを残存させ、第1の線状構造体上に熱可塑性樹脂のシートを配置し、熱可塑性樹脂の融解温度よりも高い温度で熱処理を行いシートを第1の複線状構造体間に浸透させ、第1の基板を除去し、第1の線状構造体14a及びシート22よりなるシート状構造体24を形成し、第2の基板30上に第2の線状構造体14bを成長し、第2の線状構造体の先端部を除去して第2の基板の法線方向に配向した部分のみを残存させ、第2の線状構造体上にシート状構造体を配置し、熱可塑性樹脂の融解温度よりも高い温度で熱処理を行いシートを第2の線状構造体間に浸透させ、第2の線状構造体を第1の線状構造体間に挿入し、第2の基板を除去する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、炭素元素の線状構造体を有する放熱材料及びその製造方法に関する。
【背景技術】
【0002】
サーバーやパーソナルコンピュータのCPU(Central Processing Unit:中央処理装置)などに用いられる電子部品には、半導体素子から発する熱を効率よく放熱することが求められる。このため、これら電子部品は、半導体素子の直上に設けられた銅などの高い熱伝導度を有する材料のヒートスプレッダが配置された構造を有している。
【0003】
この際、発熱源及びヒートスプレッダの表面には微細な凹凸が存在するため、互いをダイレクトに接触させても十分な接触面積を稼ぐことができず、接触界面が大きな熱抵抗となり、効率的に放熱を行うことができない。このため、接触熱抵抗を低減することを目的として、発熱源とヒートスプレッダとをサーマルインターフェイスマテリアル(TIM)を介して接続することが行われている。
【0004】
この目的のもと、サーマルインターフェイスマテリアルには、それ自身が高い熱伝導率を有する材料であることに加え、発熱源及びヒートスプレッダ表面の微細な凹凸に対して広面積に接触しうる特性が求められている。
【0005】
従来、サーマルインターフェイスマテリアルとしては、放熱グリースやフェイズチェンジマテリアル(PCM)、インジウムなどが用いられている。これらの材料が放熱材料として用いられる大きな特徴の一つは、電子機器の耐熱温度以下で流動性を有しているため、微細な凹凸に対して大きな接触面積を得ることが可能な点にある。
【0006】
しかしながら、放熱グリースやフェイズチェンジマテリアルは、熱伝導率が1W/m・K〜5W/m・Kと低い。また、インジウムはレアメタルであることに加え、ITO関連での大幅な需要増加により価格が高騰しており、より安価な代替材料が待望されている。
【0007】
このような背景から、放熱材料として、カーボンナノチューブに代表される炭素元素からなる線状構造体が注目されている。カーボンナノチューブは、その軸方向に非常に高い熱伝導度(1500W/m・K〜3000W/m・K)を有するだけでなく、柔軟性や耐熱性に優れた材料であり、放熱材料として高いポテンシャルを有している。
【0008】
カーボンナノチューブを用いた熱伝導シートとしては、樹脂中にカーボンナノチューブを分散した熱伝導シートや、基板上に配向成長したカーボンナノチューブ束を樹脂等によって埋め込んだ熱伝導シートが提案されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2005−150362号公報
【特許文献2】特開2006−147801号公報
【特許文献3】特開2006−303240号公報
【特許文献4】特開2009−201772号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、カーボンナノチューブを用いた従来の熱伝導シートでは、カーボンナノチューブの有する高い熱伝導度を充分に生かすことができなかった。
【0011】
本発明の目的は、発熱体からの熱を高効率で放熱しうる放熱材料及びその製造方法を提供することにある。
【課題を解決するための手段】
【0012】
実施形態の一観点によれば、第1の基板上に、炭素元素よりなる第1の複数の線状構造体を成長する工程と、前記第1の複数の線状構造体の先端部を除去し、前記第1の基板の法線方向に配向した部分の前記第1の複数の線状構造体のみを残存させる工程と、前記先端部を除去した前記第1の複数の線状構造体上に、熱可塑性樹脂のシートを配置する工程と、前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記第1の複数の線状構造体間に浸透させる工程と、前記第1の基板を除去し、前記第1の複数の線状構造体及び前記シートよりなるシート状構造体を形成する工程と、第2の基板上に、炭素元素よりなる第2の複数の線状構造体を成長する工程と、前記第2の複数の線状構造体の先端部を除去し、前記第2の基板の法線方向に配向した部分の前記第2の複数の線状構造体のみを残存させる工程と、前記先端部を除去した前記第2の複数の線状構造体上に、前記シート状構造体を配置する工程と、前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記第2の複数の線状構造体間に浸透させ、前記第2の複数の線状構造体を前記第1の複数の線状構造体間に挿入する工程と、前記第2の基板を除去する工程とを有する放熱材料の製造方法が提供される。
【0013】
また、実施形態の他の観点によれば、基板上に、炭素元素よりなる複数の線状構造体を成長する工程と、前記複数の線状構造体の先端部を除去し、前記基板の法線方向に配向した部分の前記複数の線状構造体のみを残存させる工程と、前記先端部を除去した前記複数の線状構造体上に、熱可塑性樹脂のシートを配置する工程と、前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記複数の線状構造体間に浸透させ、前記複数の線状構造体間に配置された前記熱可塑性樹脂の充填層を形成する工程と、前記基板を除去する工程とを有する放熱材料の製造方法が提供される。
【0014】
また、実施形態の更に他の観点によれば、炭素元素の複数の線状構造体と、前記複数の線状構造体間に配置された充填層とを有し、前記複数の線状構造体は、第1の複数の線状構造体と、前記第1の複数の線状構造体間に配置され、前記第1の複数の線状構造体とは長さの異なる第2の複数の線状構造体とを含む放熱材料が提供される。
【0015】
また、実施形態の更に他の観点によれば、炭素元素の複数の線状構造体と、前記複数の線状構造体間に配置された充填層とを有し、前記複数の線状構造体は、一端部が前記充填層内に位置し、他端部が前記充填層の第1の表面側から露出した第1の複数の線状構造体と、一端部が前記充填層内に位置し、他端部が前記充填層の第2の表面側に露出した第2の複数の線状構造体とを含む放熱材料が提供される。
【発明の効果】
【0016】
開示の放熱材料及びその製造方法によれば、成長直後の線状構造体の先端部を取り除き、線状構造体の垂直配向部分のみを用いて放熱材料を形成するので、線状構造体と被着体との間の接触熱抵抗を大幅に低減することができる。また、線状構造体端部の先端部を除去することにより、別々の基板上に形成した線状構造体を、配向性を維持したままで容易に噛み合わせ、面密度を向上することができる。これにより、放熱材料の熱伝導性を大幅に向上することができる。
【図面の簡単な説明】
【0017】
【図1】図1は、第1実施形態による放熱材料の構造を示す概略断面図である。
【図2】図2は、第1実施形態による放熱材料の製造方法を示す断面図(その1)である。
【図3】図3は、第1実施形態による放熱材料の製造方法を示す断面図(その2)である。
【図4】図4は、第1実施形態による放熱材料の製造方法を示す断面図(その3)である。
【図5】図5は、第1実施形態による放熱材料の製造方法を示す斜視図(その1)である。
【図6】図6は、第1実施形態による放熱材料の製造方法を示す斜視図(その2)である。
【図7】図7は、第2実施形態による放熱材料の構造を示す概略断面図である。
【図8】図8は、第2実施形態による放熱材料の製造方法を示す断面図(その1)である。
【図9】図9は、第2実施形態による放熱材料の製造方法を示す断面図(その2)である。
【図10】図10は、第2実施形態による放熱材料の製造方法を示す断面図(その3)である。
【図11】図11は、第3実施形態による放熱材料の構造を示す概略断面図である。
【図12】図12は、第3実施形態による放熱材料の製造方法を示す断面図(その1)である。
【図13】図13は、第3実施形態による放熱材料の製造方法を示す断面図(その2)である。
【図14】図14は、第4実施形態による電子機器の構造を示す概略断面図である。
【図15】図15は、第4実施形態による電子機器の製造方法を示す工程断面図である。
【図16】図16は、第4実施形態による電子機器の構造を示す拡大断面図である。
【発明を実施するための形態】
【0018】
[第1実施形態]
第1実施形態による放熱材料及びその製造方法について図1乃至図6を用いて説明する。
【0019】
図1は、本実施形態による放熱材料の構造を示す概略断面図である。図2乃至図4は、本実施形態による放熱材料の製造方法を示す断面図である。図5及び図6は、本実施形態による放熱材料の製造方法を示す斜視図である。
【0020】
はじめに、本実施形態による放熱材料の構造について図1を用いて説明する。
【0021】
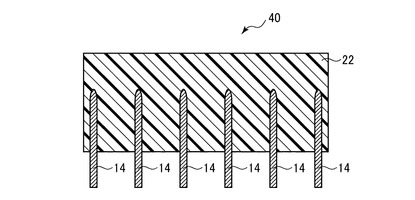
本実施形態による放熱材料40は、図1に示すように、複数のカーボンナノチューブ14と、複数のカーボンナノチューブ14の間隙に形成され複数のカーボンナノチューブ14を支持する充填層22とを有するシート状の構造体である。複数のカーボンナノチューブ14は、一端部から他端部に渡って、シートの膜厚方向、すなわちシートの面と交差する方向に配向し、互いに間隔を空けて配置されている。複数のカーボンナノチューブ14の一端部(図面において下側の端部)は充填層22の一方の表面側から露出しており、複数のカーボンナノチューブ14の他端部(図面において上側の端部)は充填層22内に位置している。
【0022】
カーボンナノチューブ14は、単層カーボンナノチューブ及び多層カーボンナノチューブのいずれでもよい。カーボンナノチューブ14の面密度は、特に限定されるものではないが、放熱性及び電気伝導性の観点からは、1×1010本/cm2以上であることが望ましい。
【0023】
カーボンナノチューブ14の長さは、特に限定されるものではないが、好ましくは5μm〜500μm程度の値に設定することができる。本実施形態による放熱材料40を発熱源(例えばICチップ)と放熱部品(例えばヒートスプレッダ)との間に形成するサーマルインターフェイスマテリアルとして使用する場合、少なくとも発熱源及び放熱部品の表面の凹凸を埋める長さ以上であることが望ましい。
【0024】
充填層22の構成材料は、温度に応じて液体と固体との間で可逆的に状態変化し、室温では固体であり、加熱すると液状に変化し、冷却すると接着性を発現しつつ固体に戻るものが望ましい。このような材料としては、例えば、熱可塑性樹脂が挙げられる。
【0025】
充填層22を形成する熱可塑性樹脂は、本実施形態による放熱材料40が用いられる電子機器の発熱温度等に応じて、熱可塑性樹脂の融解温度をもとに選択することができる。熱可塑性樹脂の融解温度の下限値は、稼働時の発熱温度の上限値よりも高いことが望ましい。稼働時に熱可塑性樹脂が融解すると、放熱材料40が変形してカーボンナノチューブ14が配向性を損なうなど、熱伝導性を低下するなどの不具合を引き起こす虞があるからである。熱可塑性樹脂の融解温度の上限値は、発熱体及び放熱体の耐熱温度の下限値よりも低いことが望ましい。放熱材料40の充填層22は、発熱体に接触させた後にリフローを行うことが望ましいが、熱可塑性樹脂の融解温度が耐熱温度より高いと、発熱体及び/又は放熱体にダメージを与えることなくリフローをすることが困難となるからである。
【0026】
例えば、本実施形態の電子部品をCPUなどの電子機器の放熱用途に用いる場合、CPU稼働時の発熱温度の上限がおよそ125℃であり、CPU電子部品の耐熱温度がおよそ250℃であることに鑑み、融解温度が125℃〜250℃程度の熱可塑性樹脂が好適である。
【0027】
また、充填層22には、必要に応じて、添加物を分散混合してもよい。添加物としては、例えば、熱伝導性の高い物質が考えられる。充填層22部分に熱伝導性の高い添加物を分散混合することにより、充填層22部分の熱伝導率を向上することができ、放熱材料22の全体としての熱伝導率を向上することができる。熱伝導性の高い材料としては、カーボンナノチューブ、金属材料、窒化アルミニウム、シリカ、アルミナ、グラファイト、フラーレン等を適用することができる。
【0028】
カーボンナノチューブを基板上に触媒金属を用いて成長すると、後述するように、初期段階ではランダムな方向に成長が進行し、ある程度成長が進行した段階から基板の法線方向に沿って配向成長するようになる。このため、成長直後の複数のカーボンナノチューブの一端部は、ランダムな方向を向いて絡み合ったような状態になっている。
【0029】
一方、本実施形態による放熱材料40では、前述のように、カーボンナノチューブ14が、一端部から他端部に渡って、シートの膜厚方向に配向している。「一端部から他端部に渡って、シートの膜厚方向に配向している」とは、成長初期段階のランダムな方向に成長した部分が存在しないことを意味するものである。
【0030】
接触熱抵抗の観点から、カーボンナノチューブは先端部において被着体(発熱体や放熱体)に接触させることが望ましいが、ランダムな方向に成長が進行したカーボンナノチューブでは、先端部を被着体(発熱体や放熱体)に接触させることができない。
【0031】
この点、本実施形態による放熱材料40では、カーボンナノチューブ14が一端部から他端部に渡ってシートの膜厚方向に配向している。したがって、本実施形態による放熱材料40を、例えば発熱体と放熱体との間に配置した場合には、カーボンナノチューブ14の両先端部を発熱体及び放熱体のそれぞれに接触させることができる(第4実施形態を参照)。これにより、放熱材料と発熱体及び放熱体との間の接触熱抵抗を低減することができる。
【0032】
発熱体と放熱体との間の熱抵抗は、発熱体とカーボンナノチューブ14との間の接触熱抵抗と、カーボンナノチューブ14自身の熱抵抗と、カーボンナノチューブ14と放熱体との間の接触熱抵抗との和によって表される。カーボンナノチューブ14自身の熱伝導率は非常に小さいため、全体に占めるカーボンナノチューブ14自身の熱抵抗は小さい。放熱材料と発熱体及び放熱体との間の接触熱抵抗を低減することは、発熱体から放熱体への熱伝導性を向上する上で極めて重要である。
【0033】
次に、本実施形態による放熱材料の製造方法について図2乃至図6を用いて説明する。
【0034】
まず、カーボンナノチューブ14を成長するための土台として用いる基板10を用意する。基板10には、特に限定されるものではないが、例えば、シリコン基板などの半導体基板、アルミナ(サファイア)基板、MgO基板、ガラス基板などの絶縁性基板、金属基板などを用いることができる。また、これら基板上に薄膜が形成されたものでもよい。例えば、シリコン基板上に膜厚300nm程度のシリコン酸化膜が形成されたものを用いることができる。
【0035】
基板10は、カーボンナノチューブ14の成長後に剥離されるものである。この目的のもと、基板10としては、カーボンナノチューブ14の成長温度において変質しないことが望ましい。また、少なくともカーボンナノチューブ14に接する面がカーボンナノチューブ14から容易に剥離できる材料によって形成されていることが望ましい。或いは、少なくともカーボンナノチューブ14に接する部分が、カーボンナノチューブ14に対して選択的にエッチングできる材料によって形成されている基板10を用いてもよい。例えば、表面にシリコン酸化膜が形成されたシリコン基板などは、カーボンナノチューブ14から容易に剥離することができる。シリコン酸化膜をカーボンナノチューブ14に対して選択的にエッチングすることもできる。
【0036】
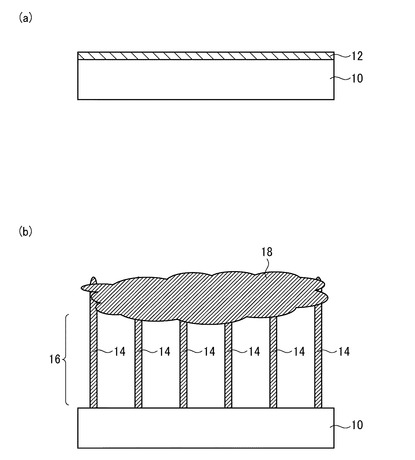
次いで、基板10上に、例えばスパッタ法により、例えば膜厚2.5nmのFe(鉄)膜を形成し、Feの触媒金属膜12を形成する(図2(a))。
【0037】
触媒金属としては、Feのほか、Co(コバルト)、Ni(ニッケル)、Au(金)、Ag(銀)、Pt(白金)又はこれらのうち少なくとも一の材料を含む合金を用いてもよい。また、触媒として、金属膜以外に、微分型静電分級器(DMA:differential mobility analyzer)等を用い、予めサイズを制御して作製した金属微粒子を用いてもよい。この場合も、金属種については薄膜の場合と同様でよい。
【0038】
また、これら触媒金属の下地膜として、Mo(モリブデン)、Ti(チタン)、Hf(ハフニウム)、Zr(ジルコニウム)、Nb(ニオブ)、V(バナジウム)、TaN(窒化タンタル)、TiSix(チタンシリサイド)、Al(アルミニウム)、Al2O3(酸化アルミニウム)、TiOx(酸化チタン)、Ta(タンタル)、W(タングステン)、Cu(銅)、Au(金)、Pt(白金)、Pd(パラジウム)、TiN(窒化チタン)などの膜又はこれらのうち少なくとも一の材料を含む合金からなる膜を形成してもよい。例えば、Fe(2.5nm)/Al(10nm)の積層構造、Co(2.6nm)/TiN(5nm)の積層構造等を適用することができる。金属微粒子を用いる場合は、例えば、Co(平均直径:3.8nm)/TiN(5nm)などの積層構造を適用することができる。
【0039】
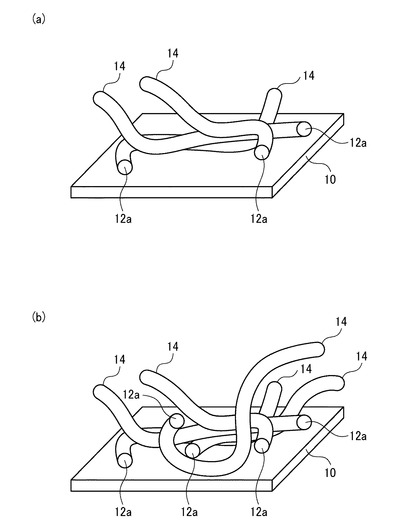
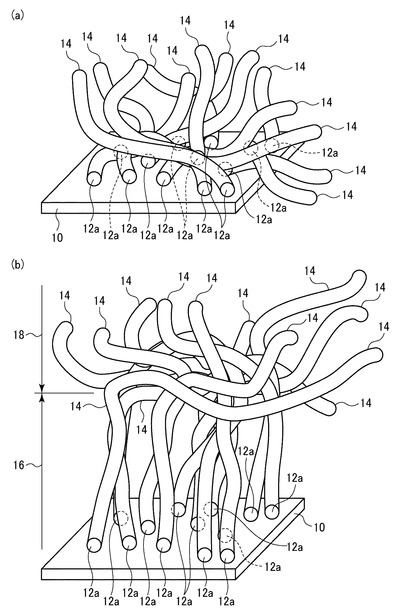
次いで、基板10上に、例えばホットフィラメントCVD法により、触媒金属膜12を触媒として、カーボンナノチューブ14を成長する(図2(b))。触媒金属膜12を触媒として基板10上に成長されるカーボンナノチューブ14は、基板10に接する下端部側が垂直方向に配向した形状(垂直配向部16)となり、上端部側がランダムな方向を向いた形状(ランダム配向部18)となる。図2(b)では、便宜上、ランダムな方向を向いて絡まった状態のカーボンナノチューブ14の上端部を、ランダム配向部18として一塊で描いている。
【0040】
基板10に接する下端部側が垂直方向に配向した形状であり、上端部側がランダムな方向を向いた形状であるカーボンナノチューブ14が成長されるメカニズムは、以下のように推察される。
【0041】
触媒金属膜12を形成した基板10を成膜室内に搬入して昇温すると、触媒金属膜12を形成する金属材料の凝集が進行し、触媒金属微粒子12aが形成される。そして、カーボンナノチューブ14が成長するサイズの触媒金属微粒子12aが徐々に増加していく。カーボンナノチューブ14は、この触媒金属微粒子12aを触媒として成長される。
【0042】
成長の初期段階では、触媒金属膜12の微粒子化はあまり進行しておらず、カーボンナノチューブ14が成長するサイズの微粒子化した触媒金属(触媒金属微粒子12a)の密度は小さい。このため、触媒金属微粒子12aから析出して成長されるカーボンナノチューブ14の密度も小さく、成長方向にほとんど制限を受けることはない。この結果、成長の初期段階では、カーボンナノチューブ14はランダムな方向に成長する(図5(a)及び図5(b)を参照)。
【0043】
さらに時間が進むと、触媒金属膜12aの微粒子化が進行し、カーボンナノチューブ14が成長するサイズの触媒金属微粒子12aの密度が増加する。これにより、ランダムな方向に向かうカーボンナノチューブ14の本数が増加し、カーボンナノチューブ14の横方向への行き場がなくなってくる(図6(a)参照)。その結果、高さ方向しか自由に進める方向がなくなり、カーボンナノチューブ14は垂直方向に配向して成長するようになる。これにより、基板10上に成長されるカーボンナノチューブ14は、基板10に接する下端部側が垂直方向に配向した形状(垂直配向部16)となり、上端部側がランダムな方向を向いた形状(ランダム配向部18)となる(図6(b)参照)。
【0044】
カーボンナノチューブ14の成長条件は、例えば、原料ガスとしてアセチレン・アルゴンの混合ガス(分圧比1:9)を用い、成膜室内の総ガス圧を1kPa、ホットフィラメント温度を1000℃、成長時間を20分とする。これにより、層数が3層〜6層(平均4層程度)、直径が4nm〜8nm(平均6nm)、長さが80μm(成長レート:4μm/min)の多層カーボンナノチューブを成長することができる。なお、カーボンナノチューブ14は、熱CVD法やリモートプラズマCVD法などの他の成膜方法により形成してもよい。また、成長するカーボンナノチューブは、単層カーボンナノチューブでもよい。また、炭素原料としては、アセチレンのほか、メタン、エチレン等の炭化水素類や、エタノール、メタノール等のアルコール類などを用いてもよい。
【0045】
カーボンナノチューブ14の長さは、特に限定されるものではないが、好ましくは5μm〜500μm程度の値に設定することができる。サーマルインターフェイスマテリアルとして使用する場合、少なくとも発熱源及び放熱部品の表面の凹凸を埋める長さ以上であることが望ましい。
【0046】
上記の成長条件で形成したカーボンナノチューブ14では、カーボンナノチューブ14の面密度は、1×1011本/cm2程度であった。これは、基板10表面の面積のおよそ10%の領域上にカーボンナノチューブ14が形成されていることに相当する。
【0047】
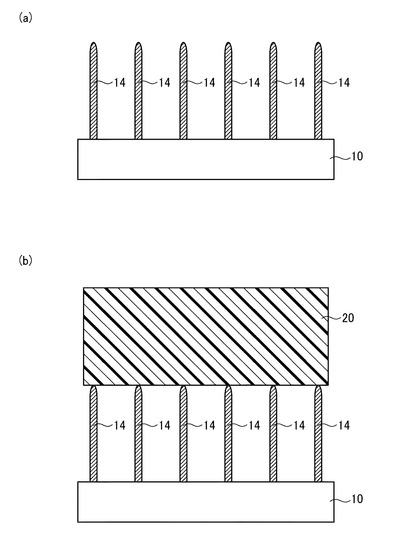
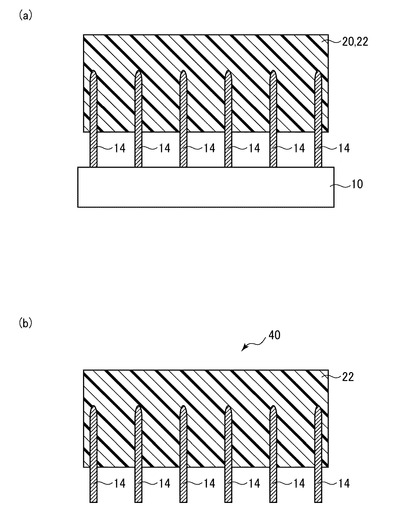
次いで、カーボンナノチューブ14のランダム配向部18を除去し、カーボンナノチューブ14の上端部に垂直配向部16を露出させる(図3(a))。ランダム配向部16の除去方法は、特に限定されるものではないが、例えば、平行平板型のドライエッチング装置を用いたドライエッチングを適用することができる。例えば、エッチングガスにアルゴンガスを用い、出力パワーを数十W〜数百W、圧力を数十mTorrとし、数分〜数十分間処理することにより、ランダム配向部16を除去することができる。
【0048】
次いで、ランダム配向部18を除去したカーボンナノチューブ14の垂直配向部16上に、フィルム状に加工した熱可塑性樹脂(熱可塑性樹脂フィルム20)を載置する(図3(b))。
【0049】
熱可塑性樹脂フィルム20の熱可塑性樹脂としては、例えば、以下に示すホットメルト樹脂を適用することができる。ポリアミド系ホットメルト樹脂としては、例えば、ヘンケルジャパン株式会社製の「Micromelt6239」が挙げられる。また、ポリエステル系ホットメルト樹脂としては、例えば、ノガワケミカル株式会社製の「DH598B」が挙げられる。また、ポリウレタン系ホットメルト樹脂としては、例えば、ノガワケミカル株式会社製の「DH722B」が挙げられる。また、ポリオレフィン系ホットメルト樹脂としては、例えば、松村石油株式会社製の「EP−90」が挙げられる。また、エチレン共重合体ホットメルト樹脂としては、例えば、ノガワケミカル株式会社製の「DA574B」が挙げられる。また、SBR系ホットメルト樹脂としては、例えば、横浜ゴム株式会社製の「M−6250」が挙げられる。また、EVA系ホットメルト樹脂としては、例えば、住友スリーエム株式会社製の「3747」が挙げられる。また、ブチルゴム系ホットメルト樹脂としては、例えば、横浜ゴム株式会社製の「M−6158」が挙げられる。
【0050】
ここでは、一例として、ヘンケルジャパン株式会社製の「Micromelt6239」を厚さ100μmのフィルム状に加工した熱硬化性樹脂フィルム18を用いた場合について説明する。なお、「Micromelt6239」は、融解温度が135℃〜145℃、融解時粘度が5.5Pa.s〜8.5Pa.s(225℃)のホットメルト樹脂である。
【0051】
次いで、カーボンナノチューブ14上に熱可塑性樹脂フィルム20を載置した基板10を、熱可塑性樹脂フィルム20を形成する熱可塑性樹脂の融解温度以上の温度に加熱する。上記の熱可塑性樹脂材料を用いた場合、例えば195℃の温度で加熱する。必要に応じて、熱可塑性樹脂フィルム20上から押圧してもよい。これにより、熱可塑性樹脂フィルム20の熱可塑性樹脂が融解し、カーボンナノチューブ14の間隙に徐々に浸透していく。
【0052】
熱可塑性樹脂フィルム20をカーボンナノチューブ14の間隙に浸透させる深さは、カーボンナノチューブ14を支持しうる範囲内において適宜選択することができる。例えば、基板10に達しない程度のところで熱可塑性樹脂フィルム20の浸透を停止すれば、基板10と熱可塑性樹脂フィルム20とが接着されるのを防止でき、カーボンナノチューブ14及び熱可塑性樹脂フィルム20を基板10から剥離するのを容易できるというメリットがある。基板10に対する熱可塑性樹脂フィルム20の粘着性が低い場合などは、基板10に達するまで熱可塑性樹脂フィルム20を浸透させるようにしてもよい。
【0053】
熱可塑性樹脂フィルム20をカーボンナノチューブ14の間隙に浸透させる深さは、熱処理時間によって制御することができる。例えば、上記条件で成長した長さ80μmのカーボンナノチューブ14に対しては、195℃で1分間の熱処理を行うことにより、熱可塑性樹脂フィルム20が基板10に達しない程度まで浸透させることができる。熱可塑性樹脂フィルム20の熱処理時間は、熱可塑性樹脂フィルム20を所望の深さまで浸透させるように、カーボンナノチューブ14の長さ、熱可塑性樹脂の融解時の粘度、熱可塑性樹脂フィルム20の膜厚等に応じて適宜設定することが望ましい。
【0054】
カーボンナノチューブ14間に充填する充填材の量は、熱可塑性樹脂フィルム20のシート膜厚によってコントロールすることができる。熱可塑性樹脂を予めシート状に加工しておくことにより、充填材の量のコントロールが容易となる。なお、熱可塑性樹脂の形状は、予めフィルム状に加工しておくことが好適であるが、ペレット状や棒状でも構わない。
【0055】
次いで、熱可塑性樹脂フィルム20を所定の位置まで浸透させた後、室温まで冷却し、熱可塑性樹脂フィルム20を固化する。こうして、熱可塑性樹脂フィルム20の熱可塑性樹脂により形成され、カーボンナノチューブ14の間隙に充填された充填層22を形成する(図4(a))。
【0056】
次いで、カーボンナノチューブ14が埋め込まれた充填層22を、基板10から剥離し、本実施形態による放熱材料40を完成する(図4(b))。
【0057】
このように,本実施形態によれば、カーボンナノチューブ端部の絡み合った部分を除去し、カーボンナノチューブの垂直配向部分のみを用いて放熱材料を形成するので、カーボンナノチューブと被着体との間の接触熱抵抗を大幅に低減することができる。これにより、放熱材料の熱伝導性を大幅に向上することができる。
【0058】
[第2実施形態]
第2実施形態による放熱材料及びその製造方法について図7乃至図10を用いて説明する。図1乃至図6に示す第1実施形態による放熱材料及びその製造方法と同一の構成要素には同一の符号を付し説明を省略し又は簡潔にする。
【0059】
図7は、本実施形態による放熱材料の構造を示す概略断面図である。図8乃至図10は、本実施形態による放熱材料の製造方法を示す断面図である。
【0060】
はじめに、本実施形態による放熱材料の構造について図7を用いて説明する。
【0061】
本実施形態による放熱材料40は、図7に示すように、複数のカーボンナノチューブ14と、複数のカーボンナノチューブ14の間隙に形成され複数のカーボンナノチューブ14を支持する充填層22とを有するシート状の構造体である。複数のカーボンナノチューブ14は、一端部から他端部に渡って、シートの膜厚方向、すなわちシートの面と交差する方向に配向し、互いに間隔を空けて配置されている。複数のカーボンナノチューブ14の一端部(図面において下側の端部)は充填層22の一方の表面側から露出しており、複数のカーボンナノチューブ14の他端部(図面において上側の端部)は充填層22内に位置している。
【0062】
このように、本実施形態による放熱材料は、図1に示す第1実施形態による放熱材料と基本的に同じである。本実施形態による放熱材料が第1実施形態による放熱材料と異なる点は、カーボンナノチューブ14の面密度が第1実施形態による放熱材料よりも高いことである。
【0063】
基板上の触媒金属を用いて成長したカーボンナノチューブの面密度は、成長条件にもよるが、高くても1×1012cm−2程度であり、成長条件の最適化だけではこれ以上の高密度化は困難である。後述の製造方法を用いることにより、カーボンナノチューブの成長だけで得られる面密度を超えた高い面密度のカーボンナノチューブを有する放熱材料を容易に実現することができる。
【0064】
次に、本実施形態による放熱材料の製造方法について図8乃至図10を用いて説明する。
【0065】
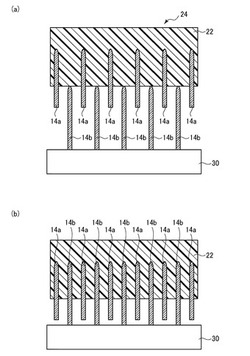
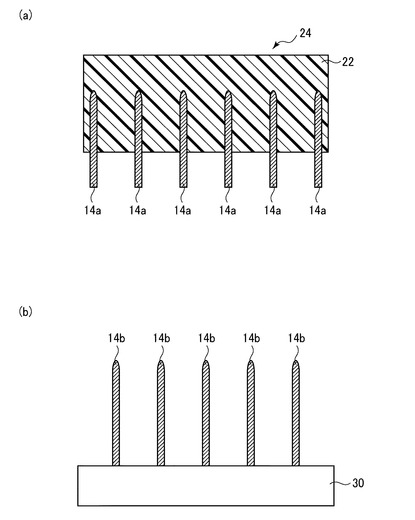
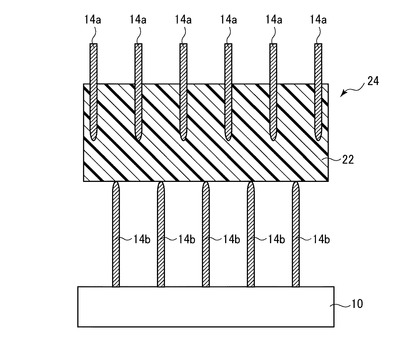
まず、図2(a)乃至図4(b)に示す第1実施形態による放熱材料の製造方法と同様にして、ランダム配向部18を除去した複数のカーボンナノチューブ14aが充填層22に埋め込まれたシート状構造体24を形成する(図8(a))。シート状構造体24は、第1実施形態による放熱材料に相当するものである。
【0066】
また、図2(a)乃至図3(a)に示す第1実施形態による放熱材料の製造方法と同様にして、基板10とは別の基板30上に、ランダム配向部18を除去した複数のカーボンナノチューブ14bを形成する(図8(b))。
【0067】
なお、基板10上に成長するカーボンナノチューブ14aの長さと、基板30上に成長するカーボンナノチューブ14aの長さとは、同じでもよいし異なっていてもよい。カーボンナノチューブ14aとカーボンナノチューブ14bとの長さを変える場合には、その差は、例えば、放熱材料40の被着体(発熱体や放熱体)の表面凹凸の大きさ程度にすることができる。ヒートスプレッダの表面凹凸は、典型的には±2〜3μm程度である。この場合、カーボンナノチューブ14aとカーボンナノチューブ14bとの長さの差は、例えば5μmとすることができる。
【0068】
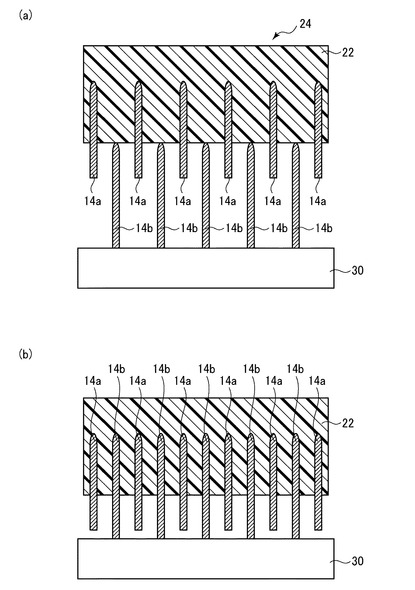
次いで、ランダム配向部18を除去したカーボンナノチューブ14b上に、カーボンナノチューブ14aの露出面側が基板30側に対向するように、シート状構造体24を載置する(図9(a))。
【0069】
次いで、カーボンナノチューブ14b上にシート状構造体24を載置した基板30を、充填層22を形成する熱可塑性樹脂の融解温度以上の温度に加熱する。上記の熱可塑性樹脂材料を用いた場合、例えば195℃の温度で加熱する。必要に応じて、充填層22上から押圧してもよい。これにより、充填層22の熱可塑性樹脂が融解し、カーボンナノチューブ14bの間隙に、カーボンナノチューブ14aとともに徐々に浸透していく。
【0070】
この際、カーボンナノチューブ14bの上端部にランダム配向部18が形成されていると、カーボンナノチューブ14bの間隙へのカーボンナノチューブ14aの挿入が阻害され、カーボンナノチューブ14a,14bの配向性が損なわれることがある。
【0071】
この点、本実施形態による放熱材料の製造方法では、カーボンナノチューブ14bの上端部に形成されていたランダム配向部18を予め除去しているため、カーボンナノチューブ14bの間隙へのカーボンナノチューブ14aの挿入が阻害されることはない。また、カーボンナノチューブ14aの上端部に形成されていたランダム配向部18を予め除去しているため、カーボンナノチューブ14aの間隙へのカーボンナノチューブ14bの挿入が阻害されることもない。これにより、カーボンナノチューブ14aとカーボンナノチューブ14bとを容易に噛み合わせることができる。
【0072】
充填層22の熱可塑性樹脂をカーボンナノチューブ14bの間隙に浸透させる深さは、カーボンナノチューブ14bを支持しうる範囲内において適宜選択することができる。例えば、基板10に達しない程度のところで充填層22の熱可塑性樹脂の浸透を停止すれば、基板30と充填層22とが接着されるのを防止でき、カーボンナノチューブ14a,14b及び充填層22を基板30から剥離するのを容易できるというメリットがある。基板30に対する充填層22の粘着性が低い場合などは、基板30に達するまで充填層の熱可塑性樹脂を浸透させるようにしてもよい。
【0073】
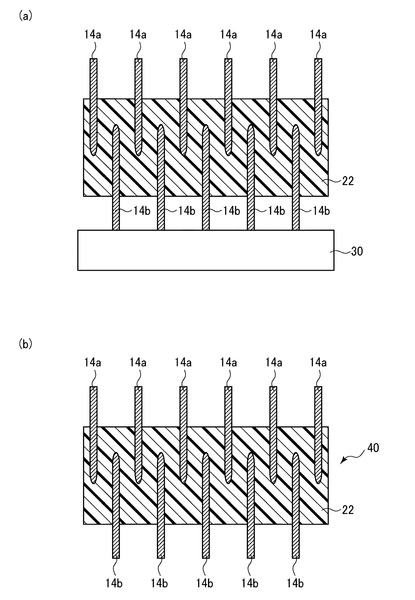
次いで、充填層22の熱可塑性樹脂を所定の位置まで浸透させた後、室温まで冷却し、充填層22の熱可塑性樹脂を固化する。こうして、カーボンナノチューブ14a,14bの間隙に埋め込まれた充填層22を形成する(図9(b))。
【0074】
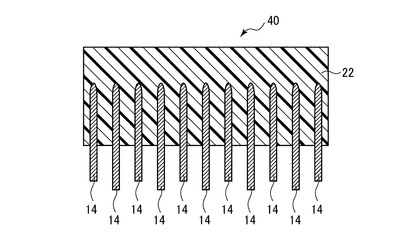
次いで、カーボンナノチューブ14a,14bが埋め込まれた充填層22を、基板30から剥離し、本実施形態による放熱材料40を完成する(図10)。
【0075】
このようにして放熱材料40を形成することにより、カーボンナノチューブ14の成長だけで得られる面密度の約2倍の面密度のカーボンナノチューブ14を有する放熱材料40が得られる。
【0076】
この後、このように形成した放熱材料40を前述のシート状構造体24と見立て、必要に応じて図8(b)乃至図10の工程を繰り返し行えば、約3倍、約4倍、等の面密度のカーボンナノチューブ14を有する放熱材料40を形成することもできる。
【0077】
このように,本実施形態によれば、カーボンナノチューブ端部の絡み合った部分を除去し、カーボンナノチューブの垂直配向部分のみを用いて放熱材料を形成するので、カーボンナノチューブと被着体との間の接触熱抵抗を大幅に低減することができる。また、カーボンナノチューブ端部の絡み合った部分を除去することにより、別々の基板上に形成したカーボンナノチューブを、配向性を維持したままで容易に噛み合わせ、面密度を向上することができる。これにより、放熱材料の熱伝導性を大幅に向上することができる。
【0078】
[第3実施形態]
第3実施形態による放熱材料及びその製造方法について図11乃至図13を用いて説明する。図1乃至図10に示す第1及び第2実施形態による放熱材料及びその製造方法と同一の構成要素には同一の符号を付し説明を省略し又は簡潔にする。
【0079】
図11は、本実施形態による放熱材料の構造を示す概略断面図である。図12及び図13は、本実施形態による放熱材料の製造方法を示す工程断面図である。
【0080】
はじめに、本実施形態による放熱材料の構造について図11を用いて説明する。
【0081】
本実施形態による放熱材料40は、図11に示すように、複数のカーボンナノチューブ14と、複数のカーボンナノチューブ14の間隙に形成され複数のカーボンナノチューブ14を支持する充填層22とを有するシート状の構造体である。複数のカーボンナノチューブ14は、一端部から他端部に渡って、シートの膜厚方向、すなわちシートの面と交差する方向に配向し、互いに間隔を空けて配置されている。
【0082】
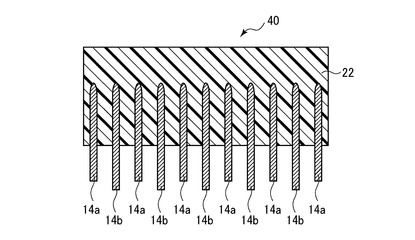
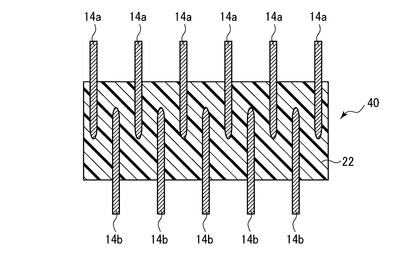
複数のカーボンナノチューブ14は、複数のカーボンナノチューブ14aと複数のカーボンナノチューブ14bとの2つの組に分けられる。複数のカーボンナノチューブ14aは、一端部(図面において上側の端部)が充填層22の一方の表面側に露出しており、他端部(図面において下側の端部)は充填層22内に位置している。また、複数のカーボンナノチューブ14bは、一端部(図面において下側の端部)が充填層22の他方の表面側に露出しており、他端部(図面において上側の端部)は充填層22内に位置している。
【0083】
本実施形態による放熱材料も、第2実施形態による放熱材料の場合と同様、カーボンナノチューブ14の面密度が第1実施形態による放熱材料よりも高くなっている。
【0084】
次に、本実施形態による放熱材料の製造方法について図12及び図13を用いて説明する。
【0085】
まず、第2実施形態による放熱材料の製造方法と同様にして、ランダム配向部18を除去した複数のカーボンナノチューブ14aが充填層22に埋め込まれたシート状構造体24を形成する。また、基板30上に、ランダム配向部18を除去した複数のカーボンナノチューブ14bを形成する(図8参照)。
【0086】
次いで、ランダム配向部18を除去したカーボンナノチューブ14b上に、充填層22のカーボンナノチューブ14aが露出していない面側が基板30側に対向するように、シート状構造体24を載置する(図12)。
【0087】
次いで、カーボンナノチューブ14b上にシート状構造体24を載置した基板30を、充填層22を形成する熱可塑性樹脂の融解温度以上の温度に加熱する。上記の熱可塑性樹脂材料を用いた場合、例えば195℃の温度で加熱する。必要に応じて、充填層22上から押圧してもよい。これにより、充填層22の熱可塑性樹脂が融解し、カーボンナノチューブ14bの間隙に、カーボンナノチューブ14aとともに徐々に浸透していく。
【0088】
この際、カーボンナノチューブ14a及びカーボンナノチューブ14bの上端部に形成されていたランダム配向部18は除去されているため、カーボンナノチューブ14a及びカーボンナノチューブ14bの互いの間隙への挿入が阻害されることはない。
【0089】
充填層22の熱可塑性樹脂をカーボンナノチューブ14bの間隙に浸透させる深さは、カーボンナノチューブ14bを支持しうる範囲内において適宜選択することができる。例えば、基板10に達しない程度のところで充填層22の熱可塑性樹脂の浸透を停止すれば、基板30と充填層22とが接着されるのを防止でき、カーボンナノチューブ14a,14b及び充填層22を基板30から剥離するのを容易できるというメリットがある。基板30に対する充填層22の粘着性が低い場合などは、基板30に達するまで充填層の熱可塑性樹脂を浸透させるようにしてもよい。
【0090】
次いで、充填層22の熱可塑性樹脂を所定の位置まで浸透させた後、室温まで冷却し、充填層22の熱可塑性樹脂を固化する。こうして、カーボンナノチューブ14a,14bの間隙に埋め込まれた充填層22を形成する(図13(a))。
【0091】
次いで、カーボンナノチューブ14a,14bが埋め込まれた充填層22を、基板30から剥離し、本実施形態による放熱材料40を完成する(図13(b))。
【0092】
このように,本実施形態によれば、カーボンナノチューブ端部の絡み合った部分を除去し、カーボンナノチューブの垂直配向部分のみを用いて放熱材料を形成するので、カーボンナノチューブと被着体との間の接触熱抵抗を大幅に低減することができる。また、カーボンナノチューブ端部の絡み合った部分を除去することにより、別々の基板上に形成したカーボンナノチューブを、配向性を維持したままで容易に噛み合わせ、面密度を向上することができる。これにより、放熱材料の熱伝導性を大幅に向上することができる。
【0093】
[第4実施形態]
第4実施形態による電子機器及びその製造方法について図14乃至図16を用いて説明する。
【0094】
図14は、本実施形態による電子機器の構造を示す概略断面図である。図15は、本実施形態による電子機器の製造方法を示す工程断面図である。図16は、本実施形態による電子機器の拡大断面図である。
【0095】
本実施形態では、第1乃至第3実施形態による放熱材料を用いた電子機器及びその製造方法について説明する。
【0096】
はじめに、本実施形態による電子機器の構造について図14を用いて説明する。
【0097】
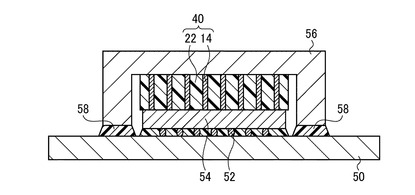
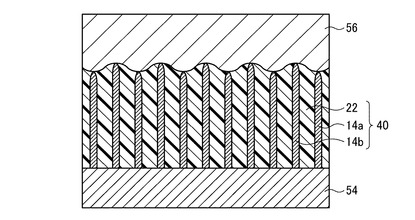
多層配線基板などの回路基板50上には、例えばCPUなどの半導体素子54が実装されている。半導体素子54は、はんだバンプなどの突起状電極52を介して回路基板50に電気的に接続されている。
【0098】
半導体素子54上には、半導体素子54を覆うように、半導体素子54からの熱を拡散するためのヒートスプレッダ56が形成されている。半導体素子54とヒートスプレッダ56との間には、第1乃至第3実施形態のいずれかに記載の放熱材料40が形成されている。ヒートスプレッダ56は、例えば有機シーラント58によって回路基板50に接着されている。
【0099】
このように、本実施形態による電子機器では、半導体素子54とヒートスプレッダ56との間、すなわち発熱部と放熱部との間に、第1乃至第3実施形態による放熱材料40が設けられている。
【0100】
上述のように、第1乃至第3実施形態による放熱材料40は、カーボンナノチューブ14がシートの膜厚方向に配向しており、面直方向の熱伝導度が極めて高いものである。また、カーボンナノチューブ14の両端部が垂直配向部により形成されており、半導体素子54及びヒートスプレッダ56に対する接触熱抵抗が極めて小さくなっている。また、第2及び第3実施形態による放熱材料40は、カーボンナノチューブ14の面密度、すなわち面直方向の熱伝導度が更に高いものである。
【0101】
したがって、上記実施形態の放熱材料40を半導体素子54とヒートスプレッダ56との間に配置することにより、半導体素子54から発せられた熱を効率よくヒートスプレッダ56に伝えることができ、半導体素子54を効果的に冷却することができる。これにより、電子機器の信頼性を向上することができる。
【0102】
次に、本実施形態による電子機器の製造方法について、図15を用いて説明する。
【0103】
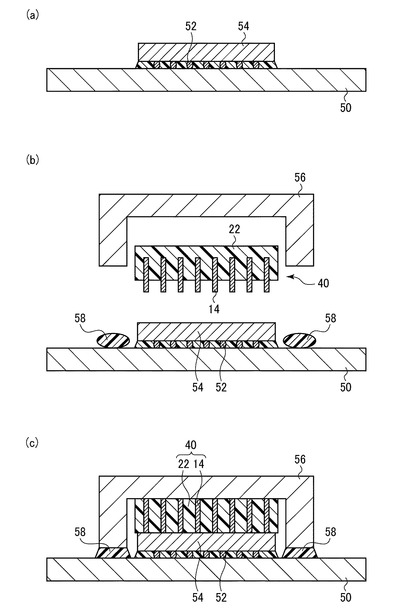
まず、回路基板50上に、突起状電極52を介して半導体素子54を実装する(図15(a))。
【0104】
次いで、半導体素子54を実装した回路基板50上に、カーボンナノチューブ14の露出面側が半導体素子54側に位置するように放熱材料40を載置し、その上からヒートスプレッダ56を被せる(図15(b))。この際、回路基板50上には、ヒートスプレッダ56を固定するための有機シーラント58を塗布しておく。放熱材料40は、ヒートスプレッダ56に予め接着しておいてもよい。
【0105】
次いで、ヒートスプレッダ58に荷重をかけた状態で熱処理を行い、放熱材料40の充填層22をリフローする。充填層22として例えばヘンケルジャパン株式会社製の「Micromelt6239」を用いた放熱材料40では、例えば荷重0.25MPaを加えた状態で、例えば195℃、10分間の熱処理を行う。
【0106】
この熱処理により、カーボンナノチューブシート40の充填層22を形成する熱可塑性樹脂が液状融解し、半導体素子54及びヒートスプレッダ56の表面凹凸に沿って放熱材料40が変形する。また、放熱材料40内のカーボンナノチューブ14は、充填層22による拘束がゆるみ、その端部は半導体素子54及びヒートスプレッダ56に直に接するようになる。この際、カーボンナノチューブ14はしなやかで柔軟性に富んだ材料であるため、半導体素子54及びヒートスプレッダ56が有する凹凸形状に追従して撓むことができる。これにより、半導体素子54及びヒートスプレッダ56に直に接するカーボンナノチューブ14が増加し、放熱材料40と半導体素子54及びヒートスプレッダ56との間の接触熱抵抗を大幅に低減することができる。
【0107】
アセンブリ前の状態において充填層22から露出しているカーボンナノチューブ14の端部(図15(b)の例では半導体素子54側の端部)は、被着体(図15の例では半導体素子54)に対して直に接するため、リフローの際に被着体とカーボンナノチューブ14の間に充填層22の熱可塑性樹脂が介在することを確実に防止することができる。これにより、被着体とカーボンナノチューブ14の間の接触熱抵抗を大幅に低減することができる。
【0108】
また、第2又は第3実施形態の放熱材料40において、カーボンナノチューブ14aとカーボンナノチューブ14bとの長さが異なるようにした場合には、半導体素子54及びヒートスプレッダ56の表面凹凸に追随してカーボンナノチューブ14a,14bを容易に接触させることができる(図16参照)。これにより、被着体とカーボンナノチューブ14の間の接触熱抵抗を大幅に低減することができる。
【0109】
ヒートスプレッダ56上から印加する荷重は、放熱材料40が、半導体素子54及びヒートスプレッダ56の表面に存在する凹凸に沿って変形して十分な接触状態を形成する荷重範囲であればよい。また、熱処理の温度及び時間は、半導体素子54とヒートスプレッダ56との界面に介在する熱可塑性樹脂が融解して移動し、カーボンナノチューブ14の端部が半導体素子54及びヒートスプレッダ58に対して直に接する表面状態になる範囲を選択すればよい。
【0110】
次いで、室温まで冷却し、充填層22の熱可塑性樹脂を固化するとともに、ヒートスプレッダ56を有機シーラント58によって回路基板50上に固定する(図15(c))。この際、熱可塑性樹脂は接着性を発現し、半導体素子54とヒートスプレッダ56との間を放熱材料40によって接着固定することができる。これにより、室温に冷却した後も、放熱材料40と半導体素子54及びヒートスプレッダ56との間の低い接触熱抵抗を維持することができる。
【0111】
このように、本実施形態によれば、半導体素子とヒートスプレッダとの間に、第1乃至第3実施形態による放熱材料を配置するので、これらの間の熱伝導度を大幅に向上することができる。これにより、半導体素子から発せられる熱の放熱効率を高めることができ、電子機器の信頼性を向上することができる。
【0112】
[変形実施形態]
上記実施形態に限らず種々の変形が可能である。
【0113】
例えば、上記実施形態では、炭素元素の線状構造体を用いた放熱材料の例としてカーボンナノチューブを用いたシート状構造体を示したが、炭素元素の線状構造体を用いた放熱材料は、これに限定されるものではない。炭素元素の線状構造体は、炭素の六員環構造を有するグラフェンシートが筒状なったものであり、カーボンナノチューブのほか、カーボンナノワイヤ、カーボンロッド、カーボンファイバをも含むものである。これら線状構造体は、サイズが異なるほかは、カーボンナノチューブと同様である。これら線状構造体を用いた放熱材料においても適用することができる。
【0114】
また、上記第3実施形態では、基板10上からシート状構造体24を剥離した後にカーボンナノチューブ14bを充填層22内に含浸させているが、基板10上にシート状構造体24が形成された状態でカーボンナノチューブ14bを充填層22内に含浸するようにしてもよい。この場合、基板30を除去する際に基板10を除去すればよい。
【0115】
また、上記第2及び第3実施形態では、カーボンナノチューブ14aが埋め込まれた充填層22の一方の表面側からカーボンナノチューブ14bを充填層22内に含浸させているが、充填層22の両表面側から同時にカーボンナノチューブを充填層22内に含浸させるようにしてもよい。例えば、カーボンナノチューブ14bが形成された基板30を2つ用意し、これら基板30間にシート状構造体24を挟んで加熱することで、充填層22の両表面からカーボンナノチューブ14bを充填層22内に含浸させることができる。
【0116】
また、カーボンナノチューブ14の端部に、熱伝導率の高い材料、例えば充填層22を形成する熱可塑性樹脂よりも熱伝導率の高い材料の被膜を形成するようにしてもよい。このような被膜を設けることにより、被膜を設けない場合と比較して、被着体(発熱体や放熱体)に対する接触熱抵抗を低減することができる。
【0117】
カーボンナノチューブ14の端部に形成する被膜の材料は、熱伝導率が高い材料であれば特に限定されるものではないが、例えば、金属、合金、ダイヤモンドライクカーボン等を適用することができる。金属材料としては、例えば、銅(Cu)、ニッケル(Ni)、金(Au)、インジウム(In)等が挙げられる。また、被膜は、単層構造である必要はなく、例えばチタン(Ti)と金(Au)との積層構造など、2層或いは3層以上の積層構造であってもよい。
【0118】
カーボンナノチューブ14の端部に形成する被膜は、第1実施形態の放熱材料であれば例えば図4(b)の工程の後に、第2実施形態の放熱材料であれば例えば図10の工程の後に、第3実施形態の放熱材料であれば例えば図13(b)の工程の後に、カーボンナノチューブ14の充填層22から露出した端部に形成することができる。
【0119】
また、各カーボンナノチューブ14の表面を一様に覆う被膜を形成するようにしてもよい。カーボンナノチューブ14の表面を一様に覆う被膜は、ALD(Atomic Layer Deposition:原子層堆積)法により形成することができる。カーボンナノチューブ14の表面、特にカーボンナノチューブ14の側面を被覆するように被膜を形成することにより、カーボンナノチューブ14の縦方向の機械的強度を向上することができる。これにより、アセンブリ時の圧縮耐性を向上することができる。
【0120】
カーボンナノチューブ14の表面を一様に覆う被膜の材料は、特に限定されるものではないが、好適には酸化物材料や金属材料が挙げられる。具体的には、アルミニウム酸化物、チタン酸化物、ハフニウム酸化物、鉄酸化物、インジウム酸化物、ランタン酸化物、モリブデン酸化物、ニオブ酸化物、ニッケル酸化物、ルテニウム酸化物、シリコン酸化物、バナジウム酸化物、タングステン酸化物、イットリウム酸化物、ジルコニウム酸化物、マンガン、鉄、コバルト、ニッケル、銅、銀、ランタン等が挙げられる。被膜の膜厚は、1nm〜20nm程度が望ましい。
【0121】
カーボンナノチューブ14の端部に形成する被膜は、カーボンナノチューブ14,14a,14bのランダム配向部18を除去する工程の後に形成することができる。
【0122】
また、上記実施形態に記載の構成材料や製造条件は、当該記載に限定されるものではなく、目的等に応じて適宜変更が可能である。
【0123】
また、放熱材料の使用目的も、上記実施形態に記載のものに限定されるものではない。開示の放熱材料は、熱伝導シートとしては、例えば、CPUの放熱シート、無線通信基地局用高出力増幅器、無線通信端末用高出力増幅器、電気自動車用高出力スイッチ、サーバー、パーソナルコンピュータなどへの適用が考えられる。
【0124】
また、カーボンナノチューブの高い許容電流密度特性を利用して、縦型配線シートやこれを用いた種々のアプリケーションにも適用可能である。
【0125】
以上の実施形態に関し、更に以下の付記を開示する。
【0126】
(付記1) 第1の基板上に、炭素元素よりなる第1の複数の線状構造体を成長する工程と、
前記第1の複数の線状構造体の先端部を除去し、前記第1の基板の法線方向に配向した部分の前記第1の複数の線状構造体のみを残存させる工程と、
前記先端部を除去した前記第1の複数の線状構造体上に、熱可塑性樹脂のシートを配置する工程と、
前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記第1の複数の線状構造体間に浸透させる工程と、
前記第1の基板を除去し、前記第1の複数の線状構造体及び前記シートよりなるシート状構造体を形成する工程と、
第2の基板上に、炭素元素よりなる第2の複数の線状構造体を成長する工程と、
前記第2の複数の線状構造体の先端部を除去し、前記第2の基板の法線方向に配向した部分の前記第2の複数の線状構造体のみを残存させる工程と、
前記先端部を除去した前記第2の複数の線状構造体上に、前記シート状構造体を配置する工程と、
前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記第2の複数の線状構造体間に浸透させ、前記第2の複数の線状構造体を前記第1の複数の線状構造体間に挿入する工程と、
前記第2の基板を除去する工程と
を有することを特徴とする放熱材料の製造方法。
【0127】
(付記2) 付記1記載の放熱材料の製造方法において、
前記シートを前記第1の複数の前記線状構造体間に浸透させる工程では、前記シートが前記第1の基板に達しないように前記シートを浸透させる
ことを特徴とする放熱材料の製造方法。
【0128】
(付記3) 付記1又は2記載の放熱材料の製造方法において、
前記シート状構造体を前記第2の複数の前記線状構造体間に浸透させる工程では、前記シート状構造体が前記第2の基板に達しないように前記シート状構造体を浸透させる
ことを特徴とする放熱材料の製造方法。
【0129】
(付記4) 付記1乃至3のいずれか1項に記載の放熱材料の製造方法において、
前記複数の線状構造体の前記先端部をドライエッチングにより除去する
ことを特徴とする放熱材料の製造方法。
【0130】
(付記5) 付記1乃至4のいずれか1項に記載の放熱材料の製造方法において、
前記第1の複数の線状構造体の長さと前記第2の複数の線状構造体の長さとが異なっている
ことを特徴とする放熱材料の製造方法。
【0131】
(付記6) 付記1乃至5のいずれか1項に記載の放熱材料の製造方法により製造された放熱材料を、発熱体と放熱体との間に配置する工程と、
前記発熱体と前記放熱体との間に圧力を加えながら熱処理を行い、前記充填層の前記熱可塑性樹脂を融解する工程と、
冷却して前記熱可塑性樹脂を固化し、前記発熱体と前記放熱体とを前記放熱材料を介して接着する工程と
を有することを特徴とする電子機器の製造方法。
【0132】
(付記7) 基板上に、炭素元素よりなる複数の線状構造体を成長する工程と、
前記複数の線状構造体の先端部を除去し、前記基板の法線方向に配向した部分の前記複数の線状構造体のみを残存させる工程と、
前記先端部を除去した前記複数の線状構造体上に、熱可塑性樹脂のシートを配置する工程と、
前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記複数の線状構造体間に浸透させる工程と、
前記基板を除去する工程と
を有することを特徴とする放熱材料の製造方法。
【0133】
(付記8) 炭素元素の複数の線状構造体と、
前記複数の線状構造体間に配置された充填層とを有し、
前記複数の線状構造体は、第1の複数の線状構造体と、前記第1の複数の線状構造体間に配置され、前記第1の複数の線状構造体とは長さの異なる第2の複数の線状構造体とを含む
ことを特徴とする放熱材料。
【0134】
(付記9) 付記8記載の放熱材料において、
前記複数の線状構造体は、一端部が前記充填層内に位置し、他端部が前記充填層から露出している
ことを特徴とする放熱材料。
【0135】
(付記10) 付記9記載の放熱材料において、
前記第1の複数の線状構造体は、一端部が前記充填層内に位置し、他端部が前記充填層の第1の表面側から露出しており、
前記第2の複数の線状構造体は、一端部が前記充填層内に位置し、他端部が前記充填層の第2の表面側から露出している
ことを特徴とする放熱材料。
【0136】
(付記11) 炭素元素の複数の線状構造体と、
前記複数の線状構造体間に配置された充填層とを有し、
前記複数の線状構造体は、一端部が前記充填層内に位置し、他端部が前記充填層の第1の表面側から露出した第1の複数の線状構造体と、一端部が前記充填層内に位置し、他端部が前記充填層の第2の表面側に露出した第2の複数の線状構造体とを含む
ことを特徴とする放熱材料。
【符号の説明】
【0137】
10,30…基板
12…触媒金属膜
12a…触媒金属微粒子
14,14a,14b…カーボンナノチューブ
16…垂直配向部
18…ランダム配向部
20…熱可塑性樹脂フィルム
22…充填層
24…シート状構造体
40…放熱材料
50…回路基板
52…突起状電極
54…半導体素子
56…ヒートスプレッダ
58…有機シーラント
【技術分野】
【0001】
本発明は、炭素元素の線状構造体を有する放熱材料及びその製造方法に関する。
【背景技術】
【0002】
サーバーやパーソナルコンピュータのCPU(Central Processing Unit:中央処理装置)などに用いられる電子部品には、半導体素子から発する熱を効率よく放熱することが求められる。このため、これら電子部品は、半導体素子の直上に設けられた銅などの高い熱伝導度を有する材料のヒートスプレッダが配置された構造を有している。
【0003】
この際、発熱源及びヒートスプレッダの表面には微細な凹凸が存在するため、互いをダイレクトに接触させても十分な接触面積を稼ぐことができず、接触界面が大きな熱抵抗となり、効率的に放熱を行うことができない。このため、接触熱抵抗を低減することを目的として、発熱源とヒートスプレッダとをサーマルインターフェイスマテリアル(TIM)を介して接続することが行われている。
【0004】
この目的のもと、サーマルインターフェイスマテリアルには、それ自身が高い熱伝導率を有する材料であることに加え、発熱源及びヒートスプレッダ表面の微細な凹凸に対して広面積に接触しうる特性が求められている。
【0005】
従来、サーマルインターフェイスマテリアルとしては、放熱グリースやフェイズチェンジマテリアル(PCM)、インジウムなどが用いられている。これらの材料が放熱材料として用いられる大きな特徴の一つは、電子機器の耐熱温度以下で流動性を有しているため、微細な凹凸に対して大きな接触面積を得ることが可能な点にある。
【0006】
しかしながら、放熱グリースやフェイズチェンジマテリアルは、熱伝導率が1W/m・K〜5W/m・Kと低い。また、インジウムはレアメタルであることに加え、ITO関連での大幅な需要増加により価格が高騰しており、より安価な代替材料が待望されている。
【0007】
このような背景から、放熱材料として、カーボンナノチューブに代表される炭素元素からなる線状構造体が注目されている。カーボンナノチューブは、その軸方向に非常に高い熱伝導度(1500W/m・K〜3000W/m・K)を有するだけでなく、柔軟性や耐熱性に優れた材料であり、放熱材料として高いポテンシャルを有している。
【0008】
カーボンナノチューブを用いた熱伝導シートとしては、樹脂中にカーボンナノチューブを分散した熱伝導シートや、基板上に配向成長したカーボンナノチューブ束を樹脂等によって埋め込んだ熱伝導シートが提案されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2005−150362号公報
【特許文献2】特開2006−147801号公報
【特許文献3】特開2006−303240号公報
【特許文献4】特開2009−201772号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、カーボンナノチューブを用いた従来の熱伝導シートでは、カーボンナノチューブの有する高い熱伝導度を充分に生かすことができなかった。
【0011】
本発明の目的は、発熱体からの熱を高効率で放熱しうる放熱材料及びその製造方法を提供することにある。
【課題を解決するための手段】
【0012】
実施形態の一観点によれば、第1の基板上に、炭素元素よりなる第1の複数の線状構造体を成長する工程と、前記第1の複数の線状構造体の先端部を除去し、前記第1の基板の法線方向に配向した部分の前記第1の複数の線状構造体のみを残存させる工程と、前記先端部を除去した前記第1の複数の線状構造体上に、熱可塑性樹脂のシートを配置する工程と、前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記第1の複数の線状構造体間に浸透させる工程と、前記第1の基板を除去し、前記第1の複数の線状構造体及び前記シートよりなるシート状構造体を形成する工程と、第2の基板上に、炭素元素よりなる第2の複数の線状構造体を成長する工程と、前記第2の複数の線状構造体の先端部を除去し、前記第2の基板の法線方向に配向した部分の前記第2の複数の線状構造体のみを残存させる工程と、前記先端部を除去した前記第2の複数の線状構造体上に、前記シート状構造体を配置する工程と、前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記第2の複数の線状構造体間に浸透させ、前記第2の複数の線状構造体を前記第1の複数の線状構造体間に挿入する工程と、前記第2の基板を除去する工程とを有する放熱材料の製造方法が提供される。
【0013】
また、実施形態の他の観点によれば、基板上に、炭素元素よりなる複数の線状構造体を成長する工程と、前記複数の線状構造体の先端部を除去し、前記基板の法線方向に配向した部分の前記複数の線状構造体のみを残存させる工程と、前記先端部を除去した前記複数の線状構造体上に、熱可塑性樹脂のシートを配置する工程と、前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記複数の線状構造体間に浸透させ、前記複数の線状構造体間に配置された前記熱可塑性樹脂の充填層を形成する工程と、前記基板を除去する工程とを有する放熱材料の製造方法が提供される。
【0014】
また、実施形態の更に他の観点によれば、炭素元素の複数の線状構造体と、前記複数の線状構造体間に配置された充填層とを有し、前記複数の線状構造体は、第1の複数の線状構造体と、前記第1の複数の線状構造体間に配置され、前記第1の複数の線状構造体とは長さの異なる第2の複数の線状構造体とを含む放熱材料が提供される。
【0015】
また、実施形態の更に他の観点によれば、炭素元素の複数の線状構造体と、前記複数の線状構造体間に配置された充填層とを有し、前記複数の線状構造体は、一端部が前記充填層内に位置し、他端部が前記充填層の第1の表面側から露出した第1の複数の線状構造体と、一端部が前記充填層内に位置し、他端部が前記充填層の第2の表面側に露出した第2の複数の線状構造体とを含む放熱材料が提供される。
【発明の効果】
【0016】
開示の放熱材料及びその製造方法によれば、成長直後の線状構造体の先端部を取り除き、線状構造体の垂直配向部分のみを用いて放熱材料を形成するので、線状構造体と被着体との間の接触熱抵抗を大幅に低減することができる。また、線状構造体端部の先端部を除去することにより、別々の基板上に形成した線状構造体を、配向性を維持したままで容易に噛み合わせ、面密度を向上することができる。これにより、放熱材料の熱伝導性を大幅に向上することができる。
【図面の簡単な説明】
【0017】
【図1】図1は、第1実施形態による放熱材料の構造を示す概略断面図である。
【図2】図2は、第1実施形態による放熱材料の製造方法を示す断面図(その1)である。
【図3】図3は、第1実施形態による放熱材料の製造方法を示す断面図(その2)である。
【図4】図4は、第1実施形態による放熱材料の製造方法を示す断面図(その3)である。
【図5】図5は、第1実施形態による放熱材料の製造方法を示す斜視図(その1)である。
【図6】図6は、第1実施形態による放熱材料の製造方法を示す斜視図(その2)である。
【図7】図7は、第2実施形態による放熱材料の構造を示す概略断面図である。
【図8】図8は、第2実施形態による放熱材料の製造方法を示す断面図(その1)である。
【図9】図9は、第2実施形態による放熱材料の製造方法を示す断面図(その2)である。
【図10】図10は、第2実施形態による放熱材料の製造方法を示す断面図(その3)である。
【図11】図11は、第3実施形態による放熱材料の構造を示す概略断面図である。
【図12】図12は、第3実施形態による放熱材料の製造方法を示す断面図(その1)である。
【図13】図13は、第3実施形態による放熱材料の製造方法を示す断面図(その2)である。
【図14】図14は、第4実施形態による電子機器の構造を示す概略断面図である。
【図15】図15は、第4実施形態による電子機器の製造方法を示す工程断面図である。
【図16】図16は、第4実施形態による電子機器の構造を示す拡大断面図である。
【発明を実施するための形態】
【0018】
[第1実施形態]
第1実施形態による放熱材料及びその製造方法について図1乃至図6を用いて説明する。
【0019】
図1は、本実施形態による放熱材料の構造を示す概略断面図である。図2乃至図4は、本実施形態による放熱材料の製造方法を示す断面図である。図5及び図6は、本実施形態による放熱材料の製造方法を示す斜視図である。
【0020】
はじめに、本実施形態による放熱材料の構造について図1を用いて説明する。
【0021】
本実施形態による放熱材料40は、図1に示すように、複数のカーボンナノチューブ14と、複数のカーボンナノチューブ14の間隙に形成され複数のカーボンナノチューブ14を支持する充填層22とを有するシート状の構造体である。複数のカーボンナノチューブ14は、一端部から他端部に渡って、シートの膜厚方向、すなわちシートの面と交差する方向に配向し、互いに間隔を空けて配置されている。複数のカーボンナノチューブ14の一端部(図面において下側の端部)は充填層22の一方の表面側から露出しており、複数のカーボンナノチューブ14の他端部(図面において上側の端部)は充填層22内に位置している。
【0022】
カーボンナノチューブ14は、単層カーボンナノチューブ及び多層カーボンナノチューブのいずれでもよい。カーボンナノチューブ14の面密度は、特に限定されるものではないが、放熱性及び電気伝導性の観点からは、1×1010本/cm2以上であることが望ましい。
【0023】
カーボンナノチューブ14の長さは、特に限定されるものではないが、好ましくは5μm〜500μm程度の値に設定することができる。本実施形態による放熱材料40を発熱源(例えばICチップ)と放熱部品(例えばヒートスプレッダ)との間に形成するサーマルインターフェイスマテリアルとして使用する場合、少なくとも発熱源及び放熱部品の表面の凹凸を埋める長さ以上であることが望ましい。
【0024】
充填層22の構成材料は、温度に応じて液体と固体との間で可逆的に状態変化し、室温では固体であり、加熱すると液状に変化し、冷却すると接着性を発現しつつ固体に戻るものが望ましい。このような材料としては、例えば、熱可塑性樹脂が挙げられる。
【0025】
充填層22を形成する熱可塑性樹脂は、本実施形態による放熱材料40が用いられる電子機器の発熱温度等に応じて、熱可塑性樹脂の融解温度をもとに選択することができる。熱可塑性樹脂の融解温度の下限値は、稼働時の発熱温度の上限値よりも高いことが望ましい。稼働時に熱可塑性樹脂が融解すると、放熱材料40が変形してカーボンナノチューブ14が配向性を損なうなど、熱伝導性を低下するなどの不具合を引き起こす虞があるからである。熱可塑性樹脂の融解温度の上限値は、発熱体及び放熱体の耐熱温度の下限値よりも低いことが望ましい。放熱材料40の充填層22は、発熱体に接触させた後にリフローを行うことが望ましいが、熱可塑性樹脂の融解温度が耐熱温度より高いと、発熱体及び/又は放熱体にダメージを与えることなくリフローをすることが困難となるからである。
【0026】
例えば、本実施形態の電子部品をCPUなどの電子機器の放熱用途に用いる場合、CPU稼働時の発熱温度の上限がおよそ125℃であり、CPU電子部品の耐熱温度がおよそ250℃であることに鑑み、融解温度が125℃〜250℃程度の熱可塑性樹脂が好適である。
【0027】
また、充填層22には、必要に応じて、添加物を分散混合してもよい。添加物としては、例えば、熱伝導性の高い物質が考えられる。充填層22部分に熱伝導性の高い添加物を分散混合することにより、充填層22部分の熱伝導率を向上することができ、放熱材料22の全体としての熱伝導率を向上することができる。熱伝導性の高い材料としては、カーボンナノチューブ、金属材料、窒化アルミニウム、シリカ、アルミナ、グラファイト、フラーレン等を適用することができる。
【0028】
カーボンナノチューブを基板上に触媒金属を用いて成長すると、後述するように、初期段階ではランダムな方向に成長が進行し、ある程度成長が進行した段階から基板の法線方向に沿って配向成長するようになる。このため、成長直後の複数のカーボンナノチューブの一端部は、ランダムな方向を向いて絡み合ったような状態になっている。
【0029】
一方、本実施形態による放熱材料40では、前述のように、カーボンナノチューブ14が、一端部から他端部に渡って、シートの膜厚方向に配向している。「一端部から他端部に渡って、シートの膜厚方向に配向している」とは、成長初期段階のランダムな方向に成長した部分が存在しないことを意味するものである。
【0030】
接触熱抵抗の観点から、カーボンナノチューブは先端部において被着体(発熱体や放熱体)に接触させることが望ましいが、ランダムな方向に成長が進行したカーボンナノチューブでは、先端部を被着体(発熱体や放熱体)に接触させることができない。
【0031】
この点、本実施形態による放熱材料40では、カーボンナノチューブ14が一端部から他端部に渡ってシートの膜厚方向に配向している。したがって、本実施形態による放熱材料40を、例えば発熱体と放熱体との間に配置した場合には、カーボンナノチューブ14の両先端部を発熱体及び放熱体のそれぞれに接触させることができる(第4実施形態を参照)。これにより、放熱材料と発熱体及び放熱体との間の接触熱抵抗を低減することができる。
【0032】
発熱体と放熱体との間の熱抵抗は、発熱体とカーボンナノチューブ14との間の接触熱抵抗と、カーボンナノチューブ14自身の熱抵抗と、カーボンナノチューブ14と放熱体との間の接触熱抵抗との和によって表される。カーボンナノチューブ14自身の熱伝導率は非常に小さいため、全体に占めるカーボンナノチューブ14自身の熱抵抗は小さい。放熱材料と発熱体及び放熱体との間の接触熱抵抗を低減することは、発熱体から放熱体への熱伝導性を向上する上で極めて重要である。
【0033】
次に、本実施形態による放熱材料の製造方法について図2乃至図6を用いて説明する。
【0034】
まず、カーボンナノチューブ14を成長するための土台として用いる基板10を用意する。基板10には、特に限定されるものではないが、例えば、シリコン基板などの半導体基板、アルミナ(サファイア)基板、MgO基板、ガラス基板などの絶縁性基板、金属基板などを用いることができる。また、これら基板上に薄膜が形成されたものでもよい。例えば、シリコン基板上に膜厚300nm程度のシリコン酸化膜が形成されたものを用いることができる。
【0035】
基板10は、カーボンナノチューブ14の成長後に剥離されるものである。この目的のもと、基板10としては、カーボンナノチューブ14の成長温度において変質しないことが望ましい。また、少なくともカーボンナノチューブ14に接する面がカーボンナノチューブ14から容易に剥離できる材料によって形成されていることが望ましい。或いは、少なくともカーボンナノチューブ14に接する部分が、カーボンナノチューブ14に対して選択的にエッチングできる材料によって形成されている基板10を用いてもよい。例えば、表面にシリコン酸化膜が形成されたシリコン基板などは、カーボンナノチューブ14から容易に剥離することができる。シリコン酸化膜をカーボンナノチューブ14に対して選択的にエッチングすることもできる。
【0036】
次いで、基板10上に、例えばスパッタ法により、例えば膜厚2.5nmのFe(鉄)膜を形成し、Feの触媒金属膜12を形成する(図2(a))。
【0037】
触媒金属としては、Feのほか、Co(コバルト)、Ni(ニッケル)、Au(金)、Ag(銀)、Pt(白金)又はこれらのうち少なくとも一の材料を含む合金を用いてもよい。また、触媒として、金属膜以外に、微分型静電分級器(DMA:differential mobility analyzer)等を用い、予めサイズを制御して作製した金属微粒子を用いてもよい。この場合も、金属種については薄膜の場合と同様でよい。
【0038】
また、これら触媒金属の下地膜として、Mo(モリブデン)、Ti(チタン)、Hf(ハフニウム)、Zr(ジルコニウム)、Nb(ニオブ)、V(バナジウム)、TaN(窒化タンタル)、TiSix(チタンシリサイド)、Al(アルミニウム)、Al2O3(酸化アルミニウム)、TiOx(酸化チタン)、Ta(タンタル)、W(タングステン)、Cu(銅)、Au(金)、Pt(白金)、Pd(パラジウム)、TiN(窒化チタン)などの膜又はこれらのうち少なくとも一の材料を含む合金からなる膜を形成してもよい。例えば、Fe(2.5nm)/Al(10nm)の積層構造、Co(2.6nm)/TiN(5nm)の積層構造等を適用することができる。金属微粒子を用いる場合は、例えば、Co(平均直径:3.8nm)/TiN(5nm)などの積層構造を適用することができる。
【0039】
次いで、基板10上に、例えばホットフィラメントCVD法により、触媒金属膜12を触媒として、カーボンナノチューブ14を成長する(図2(b))。触媒金属膜12を触媒として基板10上に成長されるカーボンナノチューブ14は、基板10に接する下端部側が垂直方向に配向した形状(垂直配向部16)となり、上端部側がランダムな方向を向いた形状(ランダム配向部18)となる。図2(b)では、便宜上、ランダムな方向を向いて絡まった状態のカーボンナノチューブ14の上端部を、ランダム配向部18として一塊で描いている。
【0040】
基板10に接する下端部側が垂直方向に配向した形状であり、上端部側がランダムな方向を向いた形状であるカーボンナノチューブ14が成長されるメカニズムは、以下のように推察される。
【0041】
触媒金属膜12を形成した基板10を成膜室内に搬入して昇温すると、触媒金属膜12を形成する金属材料の凝集が進行し、触媒金属微粒子12aが形成される。そして、カーボンナノチューブ14が成長するサイズの触媒金属微粒子12aが徐々に増加していく。カーボンナノチューブ14は、この触媒金属微粒子12aを触媒として成長される。
【0042】
成長の初期段階では、触媒金属膜12の微粒子化はあまり進行しておらず、カーボンナノチューブ14が成長するサイズの微粒子化した触媒金属(触媒金属微粒子12a)の密度は小さい。このため、触媒金属微粒子12aから析出して成長されるカーボンナノチューブ14の密度も小さく、成長方向にほとんど制限を受けることはない。この結果、成長の初期段階では、カーボンナノチューブ14はランダムな方向に成長する(図5(a)及び図5(b)を参照)。
【0043】
さらに時間が進むと、触媒金属膜12aの微粒子化が進行し、カーボンナノチューブ14が成長するサイズの触媒金属微粒子12aの密度が増加する。これにより、ランダムな方向に向かうカーボンナノチューブ14の本数が増加し、カーボンナノチューブ14の横方向への行き場がなくなってくる(図6(a)参照)。その結果、高さ方向しか自由に進める方向がなくなり、カーボンナノチューブ14は垂直方向に配向して成長するようになる。これにより、基板10上に成長されるカーボンナノチューブ14は、基板10に接する下端部側が垂直方向に配向した形状(垂直配向部16)となり、上端部側がランダムな方向を向いた形状(ランダム配向部18)となる(図6(b)参照)。
【0044】
カーボンナノチューブ14の成長条件は、例えば、原料ガスとしてアセチレン・アルゴンの混合ガス(分圧比1:9)を用い、成膜室内の総ガス圧を1kPa、ホットフィラメント温度を1000℃、成長時間を20分とする。これにより、層数が3層〜6層(平均4層程度)、直径が4nm〜8nm(平均6nm)、長さが80μm(成長レート:4μm/min)の多層カーボンナノチューブを成長することができる。なお、カーボンナノチューブ14は、熱CVD法やリモートプラズマCVD法などの他の成膜方法により形成してもよい。また、成長するカーボンナノチューブは、単層カーボンナノチューブでもよい。また、炭素原料としては、アセチレンのほか、メタン、エチレン等の炭化水素類や、エタノール、メタノール等のアルコール類などを用いてもよい。
【0045】
カーボンナノチューブ14の長さは、特に限定されるものではないが、好ましくは5μm〜500μm程度の値に設定することができる。サーマルインターフェイスマテリアルとして使用する場合、少なくとも発熱源及び放熱部品の表面の凹凸を埋める長さ以上であることが望ましい。
【0046】
上記の成長条件で形成したカーボンナノチューブ14では、カーボンナノチューブ14の面密度は、1×1011本/cm2程度であった。これは、基板10表面の面積のおよそ10%の領域上にカーボンナノチューブ14が形成されていることに相当する。
【0047】
次いで、カーボンナノチューブ14のランダム配向部18を除去し、カーボンナノチューブ14の上端部に垂直配向部16を露出させる(図3(a))。ランダム配向部16の除去方法は、特に限定されるものではないが、例えば、平行平板型のドライエッチング装置を用いたドライエッチングを適用することができる。例えば、エッチングガスにアルゴンガスを用い、出力パワーを数十W〜数百W、圧力を数十mTorrとし、数分〜数十分間処理することにより、ランダム配向部16を除去することができる。
【0048】
次いで、ランダム配向部18を除去したカーボンナノチューブ14の垂直配向部16上に、フィルム状に加工した熱可塑性樹脂(熱可塑性樹脂フィルム20)を載置する(図3(b))。
【0049】
熱可塑性樹脂フィルム20の熱可塑性樹脂としては、例えば、以下に示すホットメルト樹脂を適用することができる。ポリアミド系ホットメルト樹脂としては、例えば、ヘンケルジャパン株式会社製の「Micromelt6239」が挙げられる。また、ポリエステル系ホットメルト樹脂としては、例えば、ノガワケミカル株式会社製の「DH598B」が挙げられる。また、ポリウレタン系ホットメルト樹脂としては、例えば、ノガワケミカル株式会社製の「DH722B」が挙げられる。また、ポリオレフィン系ホットメルト樹脂としては、例えば、松村石油株式会社製の「EP−90」が挙げられる。また、エチレン共重合体ホットメルト樹脂としては、例えば、ノガワケミカル株式会社製の「DA574B」が挙げられる。また、SBR系ホットメルト樹脂としては、例えば、横浜ゴム株式会社製の「M−6250」が挙げられる。また、EVA系ホットメルト樹脂としては、例えば、住友スリーエム株式会社製の「3747」が挙げられる。また、ブチルゴム系ホットメルト樹脂としては、例えば、横浜ゴム株式会社製の「M−6158」が挙げられる。
【0050】
ここでは、一例として、ヘンケルジャパン株式会社製の「Micromelt6239」を厚さ100μmのフィルム状に加工した熱硬化性樹脂フィルム18を用いた場合について説明する。なお、「Micromelt6239」は、融解温度が135℃〜145℃、融解時粘度が5.5Pa.s〜8.5Pa.s(225℃)のホットメルト樹脂である。
【0051】
次いで、カーボンナノチューブ14上に熱可塑性樹脂フィルム20を載置した基板10を、熱可塑性樹脂フィルム20を形成する熱可塑性樹脂の融解温度以上の温度に加熱する。上記の熱可塑性樹脂材料を用いた場合、例えば195℃の温度で加熱する。必要に応じて、熱可塑性樹脂フィルム20上から押圧してもよい。これにより、熱可塑性樹脂フィルム20の熱可塑性樹脂が融解し、カーボンナノチューブ14の間隙に徐々に浸透していく。
【0052】
熱可塑性樹脂フィルム20をカーボンナノチューブ14の間隙に浸透させる深さは、カーボンナノチューブ14を支持しうる範囲内において適宜選択することができる。例えば、基板10に達しない程度のところで熱可塑性樹脂フィルム20の浸透を停止すれば、基板10と熱可塑性樹脂フィルム20とが接着されるのを防止でき、カーボンナノチューブ14及び熱可塑性樹脂フィルム20を基板10から剥離するのを容易できるというメリットがある。基板10に対する熱可塑性樹脂フィルム20の粘着性が低い場合などは、基板10に達するまで熱可塑性樹脂フィルム20を浸透させるようにしてもよい。
【0053】
熱可塑性樹脂フィルム20をカーボンナノチューブ14の間隙に浸透させる深さは、熱処理時間によって制御することができる。例えば、上記条件で成長した長さ80μmのカーボンナノチューブ14に対しては、195℃で1分間の熱処理を行うことにより、熱可塑性樹脂フィルム20が基板10に達しない程度まで浸透させることができる。熱可塑性樹脂フィルム20の熱処理時間は、熱可塑性樹脂フィルム20を所望の深さまで浸透させるように、カーボンナノチューブ14の長さ、熱可塑性樹脂の融解時の粘度、熱可塑性樹脂フィルム20の膜厚等に応じて適宜設定することが望ましい。
【0054】
カーボンナノチューブ14間に充填する充填材の量は、熱可塑性樹脂フィルム20のシート膜厚によってコントロールすることができる。熱可塑性樹脂を予めシート状に加工しておくことにより、充填材の量のコントロールが容易となる。なお、熱可塑性樹脂の形状は、予めフィルム状に加工しておくことが好適であるが、ペレット状や棒状でも構わない。
【0055】
次いで、熱可塑性樹脂フィルム20を所定の位置まで浸透させた後、室温まで冷却し、熱可塑性樹脂フィルム20を固化する。こうして、熱可塑性樹脂フィルム20の熱可塑性樹脂により形成され、カーボンナノチューブ14の間隙に充填された充填層22を形成する(図4(a))。
【0056】
次いで、カーボンナノチューブ14が埋め込まれた充填層22を、基板10から剥離し、本実施形態による放熱材料40を完成する(図4(b))。
【0057】
このように,本実施形態によれば、カーボンナノチューブ端部の絡み合った部分を除去し、カーボンナノチューブの垂直配向部分のみを用いて放熱材料を形成するので、カーボンナノチューブと被着体との間の接触熱抵抗を大幅に低減することができる。これにより、放熱材料の熱伝導性を大幅に向上することができる。
【0058】
[第2実施形態]
第2実施形態による放熱材料及びその製造方法について図7乃至図10を用いて説明する。図1乃至図6に示す第1実施形態による放熱材料及びその製造方法と同一の構成要素には同一の符号を付し説明を省略し又は簡潔にする。
【0059】
図7は、本実施形態による放熱材料の構造を示す概略断面図である。図8乃至図10は、本実施形態による放熱材料の製造方法を示す断面図である。
【0060】
はじめに、本実施形態による放熱材料の構造について図7を用いて説明する。
【0061】
本実施形態による放熱材料40は、図7に示すように、複数のカーボンナノチューブ14と、複数のカーボンナノチューブ14の間隙に形成され複数のカーボンナノチューブ14を支持する充填層22とを有するシート状の構造体である。複数のカーボンナノチューブ14は、一端部から他端部に渡って、シートの膜厚方向、すなわちシートの面と交差する方向に配向し、互いに間隔を空けて配置されている。複数のカーボンナノチューブ14の一端部(図面において下側の端部)は充填層22の一方の表面側から露出しており、複数のカーボンナノチューブ14の他端部(図面において上側の端部)は充填層22内に位置している。
【0062】
このように、本実施形態による放熱材料は、図1に示す第1実施形態による放熱材料と基本的に同じである。本実施形態による放熱材料が第1実施形態による放熱材料と異なる点は、カーボンナノチューブ14の面密度が第1実施形態による放熱材料よりも高いことである。
【0063】
基板上の触媒金属を用いて成長したカーボンナノチューブの面密度は、成長条件にもよるが、高くても1×1012cm−2程度であり、成長条件の最適化だけではこれ以上の高密度化は困難である。後述の製造方法を用いることにより、カーボンナノチューブの成長だけで得られる面密度を超えた高い面密度のカーボンナノチューブを有する放熱材料を容易に実現することができる。
【0064】
次に、本実施形態による放熱材料の製造方法について図8乃至図10を用いて説明する。
【0065】
まず、図2(a)乃至図4(b)に示す第1実施形態による放熱材料の製造方法と同様にして、ランダム配向部18を除去した複数のカーボンナノチューブ14aが充填層22に埋め込まれたシート状構造体24を形成する(図8(a))。シート状構造体24は、第1実施形態による放熱材料に相当するものである。
【0066】
また、図2(a)乃至図3(a)に示す第1実施形態による放熱材料の製造方法と同様にして、基板10とは別の基板30上に、ランダム配向部18を除去した複数のカーボンナノチューブ14bを形成する(図8(b))。
【0067】
なお、基板10上に成長するカーボンナノチューブ14aの長さと、基板30上に成長するカーボンナノチューブ14aの長さとは、同じでもよいし異なっていてもよい。カーボンナノチューブ14aとカーボンナノチューブ14bとの長さを変える場合には、その差は、例えば、放熱材料40の被着体(発熱体や放熱体)の表面凹凸の大きさ程度にすることができる。ヒートスプレッダの表面凹凸は、典型的には±2〜3μm程度である。この場合、カーボンナノチューブ14aとカーボンナノチューブ14bとの長さの差は、例えば5μmとすることができる。
【0068】
次いで、ランダム配向部18を除去したカーボンナノチューブ14b上に、カーボンナノチューブ14aの露出面側が基板30側に対向するように、シート状構造体24を載置する(図9(a))。
【0069】
次いで、カーボンナノチューブ14b上にシート状構造体24を載置した基板30を、充填層22を形成する熱可塑性樹脂の融解温度以上の温度に加熱する。上記の熱可塑性樹脂材料を用いた場合、例えば195℃の温度で加熱する。必要に応じて、充填層22上から押圧してもよい。これにより、充填層22の熱可塑性樹脂が融解し、カーボンナノチューブ14bの間隙に、カーボンナノチューブ14aとともに徐々に浸透していく。
【0070】
この際、カーボンナノチューブ14bの上端部にランダム配向部18が形成されていると、カーボンナノチューブ14bの間隙へのカーボンナノチューブ14aの挿入が阻害され、カーボンナノチューブ14a,14bの配向性が損なわれることがある。
【0071】
この点、本実施形態による放熱材料の製造方法では、カーボンナノチューブ14bの上端部に形成されていたランダム配向部18を予め除去しているため、カーボンナノチューブ14bの間隙へのカーボンナノチューブ14aの挿入が阻害されることはない。また、カーボンナノチューブ14aの上端部に形成されていたランダム配向部18を予め除去しているため、カーボンナノチューブ14aの間隙へのカーボンナノチューブ14bの挿入が阻害されることもない。これにより、カーボンナノチューブ14aとカーボンナノチューブ14bとを容易に噛み合わせることができる。
【0072】
充填層22の熱可塑性樹脂をカーボンナノチューブ14bの間隙に浸透させる深さは、カーボンナノチューブ14bを支持しうる範囲内において適宜選択することができる。例えば、基板10に達しない程度のところで充填層22の熱可塑性樹脂の浸透を停止すれば、基板30と充填層22とが接着されるのを防止でき、カーボンナノチューブ14a,14b及び充填層22を基板30から剥離するのを容易できるというメリットがある。基板30に対する充填層22の粘着性が低い場合などは、基板30に達するまで充填層の熱可塑性樹脂を浸透させるようにしてもよい。
【0073】
次いで、充填層22の熱可塑性樹脂を所定の位置まで浸透させた後、室温まで冷却し、充填層22の熱可塑性樹脂を固化する。こうして、カーボンナノチューブ14a,14bの間隙に埋め込まれた充填層22を形成する(図9(b))。
【0074】
次いで、カーボンナノチューブ14a,14bが埋め込まれた充填層22を、基板30から剥離し、本実施形態による放熱材料40を完成する(図10)。
【0075】
このようにして放熱材料40を形成することにより、カーボンナノチューブ14の成長だけで得られる面密度の約2倍の面密度のカーボンナノチューブ14を有する放熱材料40が得られる。
【0076】
この後、このように形成した放熱材料40を前述のシート状構造体24と見立て、必要に応じて図8(b)乃至図10の工程を繰り返し行えば、約3倍、約4倍、等の面密度のカーボンナノチューブ14を有する放熱材料40を形成することもできる。
【0077】
このように,本実施形態によれば、カーボンナノチューブ端部の絡み合った部分を除去し、カーボンナノチューブの垂直配向部分のみを用いて放熱材料を形成するので、カーボンナノチューブと被着体との間の接触熱抵抗を大幅に低減することができる。また、カーボンナノチューブ端部の絡み合った部分を除去することにより、別々の基板上に形成したカーボンナノチューブを、配向性を維持したままで容易に噛み合わせ、面密度を向上することができる。これにより、放熱材料の熱伝導性を大幅に向上することができる。
【0078】
[第3実施形態]
第3実施形態による放熱材料及びその製造方法について図11乃至図13を用いて説明する。図1乃至図10に示す第1及び第2実施形態による放熱材料及びその製造方法と同一の構成要素には同一の符号を付し説明を省略し又は簡潔にする。
【0079】
図11は、本実施形態による放熱材料の構造を示す概略断面図である。図12及び図13は、本実施形態による放熱材料の製造方法を示す工程断面図である。
【0080】
はじめに、本実施形態による放熱材料の構造について図11を用いて説明する。
【0081】
本実施形態による放熱材料40は、図11に示すように、複数のカーボンナノチューブ14と、複数のカーボンナノチューブ14の間隙に形成され複数のカーボンナノチューブ14を支持する充填層22とを有するシート状の構造体である。複数のカーボンナノチューブ14は、一端部から他端部に渡って、シートの膜厚方向、すなわちシートの面と交差する方向に配向し、互いに間隔を空けて配置されている。
【0082】
複数のカーボンナノチューブ14は、複数のカーボンナノチューブ14aと複数のカーボンナノチューブ14bとの2つの組に分けられる。複数のカーボンナノチューブ14aは、一端部(図面において上側の端部)が充填層22の一方の表面側に露出しており、他端部(図面において下側の端部)は充填層22内に位置している。また、複数のカーボンナノチューブ14bは、一端部(図面において下側の端部)が充填層22の他方の表面側に露出しており、他端部(図面において上側の端部)は充填層22内に位置している。
【0083】
本実施形態による放熱材料も、第2実施形態による放熱材料の場合と同様、カーボンナノチューブ14の面密度が第1実施形態による放熱材料よりも高くなっている。
【0084】
次に、本実施形態による放熱材料の製造方法について図12及び図13を用いて説明する。
【0085】
まず、第2実施形態による放熱材料の製造方法と同様にして、ランダム配向部18を除去した複数のカーボンナノチューブ14aが充填層22に埋め込まれたシート状構造体24を形成する。また、基板30上に、ランダム配向部18を除去した複数のカーボンナノチューブ14bを形成する(図8参照)。
【0086】
次いで、ランダム配向部18を除去したカーボンナノチューブ14b上に、充填層22のカーボンナノチューブ14aが露出していない面側が基板30側に対向するように、シート状構造体24を載置する(図12)。
【0087】
次いで、カーボンナノチューブ14b上にシート状構造体24を載置した基板30を、充填層22を形成する熱可塑性樹脂の融解温度以上の温度に加熱する。上記の熱可塑性樹脂材料を用いた場合、例えば195℃の温度で加熱する。必要に応じて、充填層22上から押圧してもよい。これにより、充填層22の熱可塑性樹脂が融解し、カーボンナノチューブ14bの間隙に、カーボンナノチューブ14aとともに徐々に浸透していく。
【0088】
この際、カーボンナノチューブ14a及びカーボンナノチューブ14bの上端部に形成されていたランダム配向部18は除去されているため、カーボンナノチューブ14a及びカーボンナノチューブ14bの互いの間隙への挿入が阻害されることはない。
【0089】
充填層22の熱可塑性樹脂をカーボンナノチューブ14bの間隙に浸透させる深さは、カーボンナノチューブ14bを支持しうる範囲内において適宜選択することができる。例えば、基板10に達しない程度のところで充填層22の熱可塑性樹脂の浸透を停止すれば、基板30と充填層22とが接着されるのを防止でき、カーボンナノチューブ14a,14b及び充填層22を基板30から剥離するのを容易できるというメリットがある。基板30に対する充填層22の粘着性が低い場合などは、基板30に達するまで充填層の熱可塑性樹脂を浸透させるようにしてもよい。
【0090】
次いで、充填層22の熱可塑性樹脂を所定の位置まで浸透させた後、室温まで冷却し、充填層22の熱可塑性樹脂を固化する。こうして、カーボンナノチューブ14a,14bの間隙に埋め込まれた充填層22を形成する(図13(a))。
【0091】
次いで、カーボンナノチューブ14a,14bが埋め込まれた充填層22を、基板30から剥離し、本実施形態による放熱材料40を完成する(図13(b))。
【0092】
このように,本実施形態によれば、カーボンナノチューブ端部の絡み合った部分を除去し、カーボンナノチューブの垂直配向部分のみを用いて放熱材料を形成するので、カーボンナノチューブと被着体との間の接触熱抵抗を大幅に低減することができる。また、カーボンナノチューブ端部の絡み合った部分を除去することにより、別々の基板上に形成したカーボンナノチューブを、配向性を維持したままで容易に噛み合わせ、面密度を向上することができる。これにより、放熱材料の熱伝導性を大幅に向上することができる。
【0093】
[第4実施形態]
第4実施形態による電子機器及びその製造方法について図14乃至図16を用いて説明する。
【0094】
図14は、本実施形態による電子機器の構造を示す概略断面図である。図15は、本実施形態による電子機器の製造方法を示す工程断面図である。図16は、本実施形態による電子機器の拡大断面図である。
【0095】
本実施形態では、第1乃至第3実施形態による放熱材料を用いた電子機器及びその製造方法について説明する。
【0096】
はじめに、本実施形態による電子機器の構造について図14を用いて説明する。
【0097】
多層配線基板などの回路基板50上には、例えばCPUなどの半導体素子54が実装されている。半導体素子54は、はんだバンプなどの突起状電極52を介して回路基板50に電気的に接続されている。
【0098】
半導体素子54上には、半導体素子54を覆うように、半導体素子54からの熱を拡散するためのヒートスプレッダ56が形成されている。半導体素子54とヒートスプレッダ56との間には、第1乃至第3実施形態のいずれかに記載の放熱材料40が形成されている。ヒートスプレッダ56は、例えば有機シーラント58によって回路基板50に接着されている。
【0099】
このように、本実施形態による電子機器では、半導体素子54とヒートスプレッダ56との間、すなわち発熱部と放熱部との間に、第1乃至第3実施形態による放熱材料40が設けられている。
【0100】
上述のように、第1乃至第3実施形態による放熱材料40は、カーボンナノチューブ14がシートの膜厚方向に配向しており、面直方向の熱伝導度が極めて高いものである。また、カーボンナノチューブ14の両端部が垂直配向部により形成されており、半導体素子54及びヒートスプレッダ56に対する接触熱抵抗が極めて小さくなっている。また、第2及び第3実施形態による放熱材料40は、カーボンナノチューブ14の面密度、すなわち面直方向の熱伝導度が更に高いものである。
【0101】
したがって、上記実施形態の放熱材料40を半導体素子54とヒートスプレッダ56との間に配置することにより、半導体素子54から発せられた熱を効率よくヒートスプレッダ56に伝えることができ、半導体素子54を効果的に冷却することができる。これにより、電子機器の信頼性を向上することができる。
【0102】
次に、本実施形態による電子機器の製造方法について、図15を用いて説明する。
【0103】
まず、回路基板50上に、突起状電極52を介して半導体素子54を実装する(図15(a))。
【0104】
次いで、半導体素子54を実装した回路基板50上に、カーボンナノチューブ14の露出面側が半導体素子54側に位置するように放熱材料40を載置し、その上からヒートスプレッダ56を被せる(図15(b))。この際、回路基板50上には、ヒートスプレッダ56を固定するための有機シーラント58を塗布しておく。放熱材料40は、ヒートスプレッダ56に予め接着しておいてもよい。
【0105】
次いで、ヒートスプレッダ58に荷重をかけた状態で熱処理を行い、放熱材料40の充填層22をリフローする。充填層22として例えばヘンケルジャパン株式会社製の「Micromelt6239」を用いた放熱材料40では、例えば荷重0.25MPaを加えた状態で、例えば195℃、10分間の熱処理を行う。
【0106】
この熱処理により、カーボンナノチューブシート40の充填層22を形成する熱可塑性樹脂が液状融解し、半導体素子54及びヒートスプレッダ56の表面凹凸に沿って放熱材料40が変形する。また、放熱材料40内のカーボンナノチューブ14は、充填層22による拘束がゆるみ、その端部は半導体素子54及びヒートスプレッダ56に直に接するようになる。この際、カーボンナノチューブ14はしなやかで柔軟性に富んだ材料であるため、半導体素子54及びヒートスプレッダ56が有する凹凸形状に追従して撓むことができる。これにより、半導体素子54及びヒートスプレッダ56に直に接するカーボンナノチューブ14が増加し、放熱材料40と半導体素子54及びヒートスプレッダ56との間の接触熱抵抗を大幅に低減することができる。
【0107】
アセンブリ前の状態において充填層22から露出しているカーボンナノチューブ14の端部(図15(b)の例では半導体素子54側の端部)は、被着体(図15の例では半導体素子54)に対して直に接するため、リフローの際に被着体とカーボンナノチューブ14の間に充填層22の熱可塑性樹脂が介在することを確実に防止することができる。これにより、被着体とカーボンナノチューブ14の間の接触熱抵抗を大幅に低減することができる。
【0108】
また、第2又は第3実施形態の放熱材料40において、カーボンナノチューブ14aとカーボンナノチューブ14bとの長さが異なるようにした場合には、半導体素子54及びヒートスプレッダ56の表面凹凸に追随してカーボンナノチューブ14a,14bを容易に接触させることができる(図16参照)。これにより、被着体とカーボンナノチューブ14の間の接触熱抵抗を大幅に低減することができる。
【0109】
ヒートスプレッダ56上から印加する荷重は、放熱材料40が、半導体素子54及びヒートスプレッダ56の表面に存在する凹凸に沿って変形して十分な接触状態を形成する荷重範囲であればよい。また、熱処理の温度及び時間は、半導体素子54とヒートスプレッダ56との界面に介在する熱可塑性樹脂が融解して移動し、カーボンナノチューブ14の端部が半導体素子54及びヒートスプレッダ58に対して直に接する表面状態になる範囲を選択すればよい。
【0110】
次いで、室温まで冷却し、充填層22の熱可塑性樹脂を固化するとともに、ヒートスプレッダ56を有機シーラント58によって回路基板50上に固定する(図15(c))。この際、熱可塑性樹脂は接着性を発現し、半導体素子54とヒートスプレッダ56との間を放熱材料40によって接着固定することができる。これにより、室温に冷却した後も、放熱材料40と半導体素子54及びヒートスプレッダ56との間の低い接触熱抵抗を維持することができる。
【0111】
このように、本実施形態によれば、半導体素子とヒートスプレッダとの間に、第1乃至第3実施形態による放熱材料を配置するので、これらの間の熱伝導度を大幅に向上することができる。これにより、半導体素子から発せられる熱の放熱効率を高めることができ、電子機器の信頼性を向上することができる。
【0112】
[変形実施形態]
上記実施形態に限らず種々の変形が可能である。
【0113】
例えば、上記実施形態では、炭素元素の線状構造体を用いた放熱材料の例としてカーボンナノチューブを用いたシート状構造体を示したが、炭素元素の線状構造体を用いた放熱材料は、これに限定されるものではない。炭素元素の線状構造体は、炭素の六員環構造を有するグラフェンシートが筒状なったものであり、カーボンナノチューブのほか、カーボンナノワイヤ、カーボンロッド、カーボンファイバをも含むものである。これら線状構造体は、サイズが異なるほかは、カーボンナノチューブと同様である。これら線状構造体を用いた放熱材料においても適用することができる。
【0114】
また、上記第3実施形態では、基板10上からシート状構造体24を剥離した後にカーボンナノチューブ14bを充填層22内に含浸させているが、基板10上にシート状構造体24が形成された状態でカーボンナノチューブ14bを充填層22内に含浸するようにしてもよい。この場合、基板30を除去する際に基板10を除去すればよい。
【0115】
また、上記第2及び第3実施形態では、カーボンナノチューブ14aが埋め込まれた充填層22の一方の表面側からカーボンナノチューブ14bを充填層22内に含浸させているが、充填層22の両表面側から同時にカーボンナノチューブを充填層22内に含浸させるようにしてもよい。例えば、カーボンナノチューブ14bが形成された基板30を2つ用意し、これら基板30間にシート状構造体24を挟んで加熱することで、充填層22の両表面からカーボンナノチューブ14bを充填層22内に含浸させることができる。
【0116】
また、カーボンナノチューブ14の端部に、熱伝導率の高い材料、例えば充填層22を形成する熱可塑性樹脂よりも熱伝導率の高い材料の被膜を形成するようにしてもよい。このような被膜を設けることにより、被膜を設けない場合と比較して、被着体(発熱体や放熱体)に対する接触熱抵抗を低減することができる。
【0117】
カーボンナノチューブ14の端部に形成する被膜の材料は、熱伝導率が高い材料であれば特に限定されるものではないが、例えば、金属、合金、ダイヤモンドライクカーボン等を適用することができる。金属材料としては、例えば、銅(Cu)、ニッケル(Ni)、金(Au)、インジウム(In)等が挙げられる。また、被膜は、単層構造である必要はなく、例えばチタン(Ti)と金(Au)との積層構造など、2層或いは3層以上の積層構造であってもよい。
【0118】
カーボンナノチューブ14の端部に形成する被膜は、第1実施形態の放熱材料であれば例えば図4(b)の工程の後に、第2実施形態の放熱材料であれば例えば図10の工程の後に、第3実施形態の放熱材料であれば例えば図13(b)の工程の後に、カーボンナノチューブ14の充填層22から露出した端部に形成することができる。
【0119】
また、各カーボンナノチューブ14の表面を一様に覆う被膜を形成するようにしてもよい。カーボンナノチューブ14の表面を一様に覆う被膜は、ALD(Atomic Layer Deposition:原子層堆積)法により形成することができる。カーボンナノチューブ14の表面、特にカーボンナノチューブ14の側面を被覆するように被膜を形成することにより、カーボンナノチューブ14の縦方向の機械的強度を向上することができる。これにより、アセンブリ時の圧縮耐性を向上することができる。
【0120】
カーボンナノチューブ14の表面を一様に覆う被膜の材料は、特に限定されるものではないが、好適には酸化物材料や金属材料が挙げられる。具体的には、アルミニウム酸化物、チタン酸化物、ハフニウム酸化物、鉄酸化物、インジウム酸化物、ランタン酸化物、モリブデン酸化物、ニオブ酸化物、ニッケル酸化物、ルテニウム酸化物、シリコン酸化物、バナジウム酸化物、タングステン酸化物、イットリウム酸化物、ジルコニウム酸化物、マンガン、鉄、コバルト、ニッケル、銅、銀、ランタン等が挙げられる。被膜の膜厚は、1nm〜20nm程度が望ましい。
【0121】
カーボンナノチューブ14の端部に形成する被膜は、カーボンナノチューブ14,14a,14bのランダム配向部18を除去する工程の後に形成することができる。
【0122】
また、上記実施形態に記載の構成材料や製造条件は、当該記載に限定されるものではなく、目的等に応じて適宜変更が可能である。
【0123】
また、放熱材料の使用目的も、上記実施形態に記載のものに限定されるものではない。開示の放熱材料は、熱伝導シートとしては、例えば、CPUの放熱シート、無線通信基地局用高出力増幅器、無線通信端末用高出力増幅器、電気自動車用高出力スイッチ、サーバー、パーソナルコンピュータなどへの適用が考えられる。
【0124】
また、カーボンナノチューブの高い許容電流密度特性を利用して、縦型配線シートやこれを用いた種々のアプリケーションにも適用可能である。
【0125】
以上の実施形態に関し、更に以下の付記を開示する。
【0126】
(付記1) 第1の基板上に、炭素元素よりなる第1の複数の線状構造体を成長する工程と、
前記第1の複数の線状構造体の先端部を除去し、前記第1の基板の法線方向に配向した部分の前記第1の複数の線状構造体のみを残存させる工程と、
前記先端部を除去した前記第1の複数の線状構造体上に、熱可塑性樹脂のシートを配置する工程と、
前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記第1の複数の線状構造体間に浸透させる工程と、
前記第1の基板を除去し、前記第1の複数の線状構造体及び前記シートよりなるシート状構造体を形成する工程と、
第2の基板上に、炭素元素よりなる第2の複数の線状構造体を成長する工程と、
前記第2の複数の線状構造体の先端部を除去し、前記第2の基板の法線方向に配向した部分の前記第2の複数の線状構造体のみを残存させる工程と、
前記先端部を除去した前記第2の複数の線状構造体上に、前記シート状構造体を配置する工程と、
前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記第2の複数の線状構造体間に浸透させ、前記第2の複数の線状構造体を前記第1の複数の線状構造体間に挿入する工程と、
前記第2の基板を除去する工程と
を有することを特徴とする放熱材料の製造方法。
【0127】
(付記2) 付記1記載の放熱材料の製造方法において、
前記シートを前記第1の複数の前記線状構造体間に浸透させる工程では、前記シートが前記第1の基板に達しないように前記シートを浸透させる
ことを特徴とする放熱材料の製造方法。
【0128】
(付記3) 付記1又は2記載の放熱材料の製造方法において、
前記シート状構造体を前記第2の複数の前記線状構造体間に浸透させる工程では、前記シート状構造体が前記第2の基板に達しないように前記シート状構造体を浸透させる
ことを特徴とする放熱材料の製造方法。
【0129】
(付記4) 付記1乃至3のいずれか1項に記載の放熱材料の製造方法において、
前記複数の線状構造体の前記先端部をドライエッチングにより除去する
ことを特徴とする放熱材料の製造方法。
【0130】
(付記5) 付記1乃至4のいずれか1項に記載の放熱材料の製造方法において、
前記第1の複数の線状構造体の長さと前記第2の複数の線状構造体の長さとが異なっている
ことを特徴とする放熱材料の製造方法。
【0131】
(付記6) 付記1乃至5のいずれか1項に記載の放熱材料の製造方法により製造された放熱材料を、発熱体と放熱体との間に配置する工程と、
前記発熱体と前記放熱体との間に圧力を加えながら熱処理を行い、前記充填層の前記熱可塑性樹脂を融解する工程と、
冷却して前記熱可塑性樹脂を固化し、前記発熱体と前記放熱体とを前記放熱材料を介して接着する工程と
を有することを特徴とする電子機器の製造方法。
【0132】
(付記7) 基板上に、炭素元素よりなる複数の線状構造体を成長する工程と、
前記複数の線状構造体の先端部を除去し、前記基板の法線方向に配向した部分の前記複数の線状構造体のみを残存させる工程と、
前記先端部を除去した前記複数の線状構造体上に、熱可塑性樹脂のシートを配置する工程と、
前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記複数の線状構造体間に浸透させる工程と、
前記基板を除去する工程と
を有することを特徴とする放熱材料の製造方法。
【0133】
(付記8) 炭素元素の複数の線状構造体と、
前記複数の線状構造体間に配置された充填層とを有し、
前記複数の線状構造体は、第1の複数の線状構造体と、前記第1の複数の線状構造体間に配置され、前記第1の複数の線状構造体とは長さの異なる第2の複数の線状構造体とを含む
ことを特徴とする放熱材料。
【0134】
(付記9) 付記8記載の放熱材料において、
前記複数の線状構造体は、一端部が前記充填層内に位置し、他端部が前記充填層から露出している
ことを特徴とする放熱材料。
【0135】
(付記10) 付記9記載の放熱材料において、
前記第1の複数の線状構造体は、一端部が前記充填層内に位置し、他端部が前記充填層の第1の表面側から露出しており、
前記第2の複数の線状構造体は、一端部が前記充填層内に位置し、他端部が前記充填層の第2の表面側から露出している
ことを特徴とする放熱材料。
【0136】
(付記11) 炭素元素の複数の線状構造体と、
前記複数の線状構造体間に配置された充填層とを有し、
前記複数の線状構造体は、一端部が前記充填層内に位置し、他端部が前記充填層の第1の表面側から露出した第1の複数の線状構造体と、一端部が前記充填層内に位置し、他端部が前記充填層の第2の表面側に露出した第2の複数の線状構造体とを含む
ことを特徴とする放熱材料。
【符号の説明】
【0137】
10,30…基板
12…触媒金属膜
12a…触媒金属微粒子
14,14a,14b…カーボンナノチューブ
16…垂直配向部
18…ランダム配向部
20…熱可塑性樹脂フィルム
22…充填層
24…シート状構造体
40…放熱材料
50…回路基板
52…突起状電極
54…半導体素子
56…ヒートスプレッダ
58…有機シーラント
【特許請求の範囲】
【請求項1】
第1の基板上に、炭素元素よりなる第1の複数の線状構造体を成長する工程と、
前記第1の複数の線状構造体の先端部を除去し、前記第1の基板の法線方向に配向した部分の前記第1の複数の線状構造体のみを残存させる工程と、
前記先端部を除去した前記第1の複数の線状構造体上に、熱可塑性樹脂のシートを配置する工程と、
前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記第1の複数の線状構造体間に浸透させる工程と、
前記第1の基板を除去し、前記第1の複数の線状構造体及び前記シートよりなるシート状構造体を形成する工程と、
第2の基板上に、炭素元素よりなる第2の複数の線状構造体を成長する工程と、
前記第2の複数の線状構造体の先端部を除去し、前記第2の基板の法線方向に配向した部分の前記第2の複数の線状構造体のみを残存させる工程と、
前記先端部を除去した前記第2の複数の線状構造体上に、前記シート状構造体を配置する工程と、
前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記第2の複数の線状構造体間に浸透させ、前記第2の複数の線状構造体を前記第1の複数の線状構造体間に挿入する工程と、
前記第2の基板を除去する工程と
を有することを特徴とする放熱材料の製造方法。
【請求項2】
請求項1記載の放熱材料の製造方法において、
前記シートを前記第1の複数の前記線状構造体間に浸透させる工程では、前記シートが前記第1の基板に達しないように前記シートを浸透させる
ことを特徴とする放熱材料の製造方法。
【請求項3】
請求項1又は2記載の放熱材料の製造方法において、
前記シート状構造体を前記第2の複数の前記線状構造体間に浸透させる工程では、前記シート状構造体が前記第2の基板に達しないように前記シート状構造体を浸透させる
ことを特徴とする放熱材料の製造方法。
【請求項4】
請求項1乃至3のいずれか1項に記載の放熱材料の製造方法において、
前記複数の線状構造体の前記先端部をドライエッチングにより除去する
ことを特徴とする放熱材料の製造方法。
【請求項5】
請求項1乃至4のいずれか1項に記載の放熱材料の製造方法において、
前記第1の複数の線状構造体の長さと前記第2の複数の線状構造体の長さとが異なっている
ことを特徴とする放熱材料の製造方法。
【請求項6】
基板上に、炭素元素よりなる複数の線状構造体を成長する工程と、
前記複数の線状構造体の先端部を除去し、前記基板の法線方向に配向した部分の前記複数の線状構造体のみを残存させる工程と、
前記先端部を除去した前記複数の線状構造体上に、熱可塑性樹脂のシートを配置する工程と、
前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記複数の線状構造体間に浸透させ、前記複数の線状構造体間に配置された前記熱可塑性樹脂の充填層を形成する工程と、
前記基板を除去する工程と
を有することを特徴とする放熱材料の製造方法。
【請求項7】
炭素元素の複数の線状構造体と、
前記複数の線状構造体間に配置された充填層とを有し、
前記複数の線状構造体は、第1の複数の線状構造体と、前記第1の複数の線状構造体間に配置され、前記第1の複数の線状構造体とは長さの異なる第2の複数の線状構造体とを含む
ことを特徴とする放熱材料。
【請求項8】
炭素元素の複数の線状構造体と、
前記複数の線状構造体間に配置された充填層とを有し、
前記複数の線状構造体は、一端部が前記充填層内に位置し、他端部が前記充填層の第1の表面側から露出した第1の複数の線状構造体と、一端部が前記充填層内に位置し、他端部が前記充填層の第2の表面側に露出した第2の複数の線状構造体とを含む
ことを特徴とする放熱材料。
【請求項1】
第1の基板上に、炭素元素よりなる第1の複数の線状構造体を成長する工程と、
前記第1の複数の線状構造体の先端部を除去し、前記第1の基板の法線方向に配向した部分の前記第1の複数の線状構造体のみを残存させる工程と、
前記先端部を除去した前記第1の複数の線状構造体上に、熱可塑性樹脂のシートを配置する工程と、
前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記第1の複数の線状構造体間に浸透させる工程と、
前記第1の基板を除去し、前記第1の複数の線状構造体及び前記シートよりなるシート状構造体を形成する工程と、
第2の基板上に、炭素元素よりなる第2の複数の線状構造体を成長する工程と、
前記第2の複数の線状構造体の先端部を除去し、前記第2の基板の法線方向に配向した部分の前記第2の複数の線状構造体のみを残存させる工程と、
前記先端部を除去した前記第2の複数の線状構造体上に、前記シート状構造体を配置する工程と、
前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記第2の複数の線状構造体間に浸透させ、前記第2の複数の線状構造体を前記第1の複数の線状構造体間に挿入する工程と、
前記第2の基板を除去する工程と
を有することを特徴とする放熱材料の製造方法。
【請求項2】
請求項1記載の放熱材料の製造方法において、
前記シートを前記第1の複数の前記線状構造体間に浸透させる工程では、前記シートが前記第1の基板に達しないように前記シートを浸透させる
ことを特徴とする放熱材料の製造方法。
【請求項3】
請求項1又は2記載の放熱材料の製造方法において、
前記シート状構造体を前記第2の複数の前記線状構造体間に浸透させる工程では、前記シート状構造体が前記第2の基板に達しないように前記シート状構造体を浸透させる
ことを特徴とする放熱材料の製造方法。
【請求項4】
請求項1乃至3のいずれか1項に記載の放熱材料の製造方法において、
前記複数の線状構造体の前記先端部をドライエッチングにより除去する
ことを特徴とする放熱材料の製造方法。
【請求項5】
請求項1乃至4のいずれか1項に記載の放熱材料の製造方法において、
前記第1の複数の線状構造体の長さと前記第2の複数の線状構造体の長さとが異なっている
ことを特徴とする放熱材料の製造方法。
【請求項6】
基板上に、炭素元素よりなる複数の線状構造体を成長する工程と、
前記複数の線状構造体の先端部を除去し、前記基板の法線方向に配向した部分の前記複数の線状構造体のみを残存させる工程と、
前記先端部を除去した前記複数の線状構造体上に、熱可塑性樹脂のシートを配置する工程と、
前記熱可塑性樹脂の融解温度よりも高い温度で熱処理を行い、前記シートを前記複数の線状構造体間に浸透させ、前記複数の線状構造体間に配置された前記熱可塑性樹脂の充填層を形成する工程と、
前記基板を除去する工程と
を有することを特徴とする放熱材料の製造方法。
【請求項7】
炭素元素の複数の線状構造体と、
前記複数の線状構造体間に配置された充填層とを有し、
前記複数の線状構造体は、第1の複数の線状構造体と、前記第1の複数の線状構造体間に配置され、前記第1の複数の線状構造体とは長さの異なる第2の複数の線状構造体とを含む
ことを特徴とする放熱材料。
【請求項8】
炭素元素の複数の線状構造体と、
前記複数の線状構造体間に配置された充填層とを有し、
前記複数の線状構造体は、一端部が前記充填層内に位置し、他端部が前記充填層の第1の表面側から露出した第1の複数の線状構造体と、一端部が前記充填層内に位置し、他端部が前記充填層の第2の表面側に露出した第2の複数の線状構造体とを含む
ことを特徴とする放熱材料。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2013−115094(P2013−115094A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−257405(P2011−257405)
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000005223)富士通株式会社 (25,993)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000005223)富士通株式会社 (25,993)
【Fターム(参考)】
[ Back to top ]