
放熱用部材、及び半導体モジュールの製造方法

【課題】硬化反応速度が比較的速く、接着能力の長期持続性に優れた熱硬化性接着剤で絶縁樹脂層が形成された放熱用部材を提供し、放熱性に優れた半導体モジュールを容易に製造する方法を提供する。
【解決手段】窒化ホウ素粒子(A)とエポキシ樹脂(B)とフェノール樹脂(C)とを含有する熱硬化性接着剤からなる絶縁樹脂層10を有し、絶縁樹脂層10の一面側を被着体に接着硬化させて被着体の熱を絶縁樹脂層10を通じて放熱する放熱用部材1で、窒化ホウ素粒子が40体積%以上65体積%以下の割合で含有し、エポキシ樹脂としては、トリスヒドロキシフェニルメタン型エポキシ樹脂が含有され、フェノール樹脂としては、フェノールノボラック樹脂、フェノールアラルキル樹脂、トリスヒドロキシフェニルメタン型フェノール樹脂の内の少なくとも1種が含有され、さらにテトラフェニルホスホニウムテトラフェニルボレートが含有されていることを特徴とする。
【解決手段】窒化ホウ素粒子(A)とエポキシ樹脂(B)とフェノール樹脂(C)とを含有する熱硬化性接着剤からなる絶縁樹脂層10を有し、絶縁樹脂層10の一面側を被着体に接着硬化させて被着体の熱を絶縁樹脂層10を通じて放熱する放熱用部材1で、窒化ホウ素粒子が40体積%以上65体積%以下の割合で含有し、エポキシ樹脂としては、トリスヒドロキシフェニルメタン型エポキシ樹脂が含有され、フェノール樹脂としては、フェノールノボラック樹脂、フェノールアラルキル樹脂、トリスヒドロキシフェニルメタン型フェノール樹脂の内の少なくとも1種が含有され、さらにテトラフェニルホスホニウムテトラフェニルボレートが含有されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、放熱用部材、及び半導体モジュールの製造方法に関する。
【背景技術】
【0002】
従来、半導体素子が樹脂でモールドされるなどしてパッケージングされた半導体モジュールが広く用いられており、例えば、前記半導体素子として、電源を制御するようなパワートランジスタが備えられたパワーモジュールが広く用いられている。
このパワーモジュールなどの半導体モジュールにおいては、パワートランジスタによる発熱によってジャンクション温度が一定以上にまで上昇してしまうことを防止すべく各種の放熱手段が講じられている。
このような手段としては、半導体素子からの発熱をすばやく奪い去るためのヒートスプレッダと呼ばれる金属製ブロックを用い、前記半導体素子をこのヒートスプレッダ上に搭載させて半導体モジュール内に配置する方法が一般的には採用されている。
しかし、ヒートスプレッダは、それ自身の温度が上昇するに従って半導体素子から熱を奪う能力が低下してしまうため従来の半導体モジュールなどにおいては、半導体モジュールの外表面に露出する面を有し、該露出面から半導体モジュール内の熱をモジュール外に放出させるための放熱用部材がヒートスプレッダの下面側に備えられたりしている。
【0003】
この種の放熱用部材としては、下記特許文献1に示すように金属層と絶縁樹脂層との積層構造を有するものが知られており、前記絶縁樹脂層をヒートスプレッダの下面に接着させるとともに金属箔や金属板によって形成された前記金属層の下面を放熱面として活用すべく半導体モジュールの下面に露出させて用いられるタイプのものが知られている。
【0004】
なお、前記絶縁樹脂層は、半導体モジュールにおいて表面露出させることになる前記金属層とヒートスプレッダとの間に絶縁性を確保すべく設けられており、下記特許文献1にも示されているように、電気絶縁用途において広く用いられているエポキシ樹脂を含んだ熱硬化性接着剤が用いられて形成されたりしている。
また、このような放熱用部材は、通常、ヒートスプレッダに対して前記絶縁樹脂層を接着硬化させて用いられることになるが、このヒートスプレッダに対する接着硬化に際しては一般的な熱硬化性接着剤よりも素早い硬化反応を示すことが求められている。
例えば、下記特許文献1に示されているように半導体素子やヒートスプレッダのモールドに際して、該モールドに用いる熱硬化性樹脂を熱溶融させ、この熱溶融させた熱硬化性樹脂中に半導体素子やヒートスプレッダを埋設させて、該熱硬化性樹脂の熱硬化とともに前記放熱用部材の絶縁樹脂層を熱硬化させるような場合には、該絶縁樹脂層を形成している熱硬化性接着剤にモールドに用いる熱硬化性樹脂と同程度の速度で硬化反応を生じさせることが求められている。
【0005】
即ち、モールドに用いる熱硬化性樹脂と放熱用部材の絶縁樹脂層との硬化挙動を過度に乖離させるとヒートスプレッダと絶縁樹脂層との接着界面に隙間が形成されるおそれがあり、場合によっては絶縁樹脂層にクラックが生じて絶縁信頼性を低下させるおそれを有することからこれらの硬化挙動を近似させることが求められている。
一方で絶縁樹脂層を形成する熱硬化性接着剤に一般的なモールド用の熱硬化性樹脂のような反応性の高い配合処方を施すと、いわゆるポットライフの短いものになってしまうおそれがあり、放熱用部材作製後の短い間にヒートスプレッダなどの被着体に対する接着性が失われるおそれを有する。
【0006】
ところで、前記放熱用部材には、ヒートスプレッダの熱を前記絶縁樹脂層と前記金属層とを通じて効率良く放熱させることが求められていることから、前記絶縁樹脂層の形成に用いる熱硬化性接着剤にはエポキシ樹脂とともに窒化ホウ素粒子などの熱伝導性に優れた無機フィラーが高充填されたりしている。
しかし、熱硬化性接着剤に無機フィラーを高充填してその熱伝導率を向上させたとしても絶縁樹脂層とヒートスプレッダとの接着が十分良好でなければ界面熱抵抗が増大して放熱が良好に行われないおそれがある。
このようなことからも放熱用部材の絶縁樹脂層を形成させるための熱硬化性接着剤には、硬化反応速度の向上と接着能力の長期持続性との両立が強く要望されている。
【0007】
しかし、記要望を満足させる熱硬化性接着剤は見出されてはおらず、放熱用部材の絶縁樹脂層を形成させるのに適した熱硬化性接着剤は見出されてはいない。
従って、熱溶融させた熱硬化性樹脂で半導体素子やヒートスプレッダをモールドするのに際し、前記熱硬化性樹脂を熱硬化させるとともに放熱用部材の絶縁樹脂層を熱硬化させるような半導体モジュールの製造方法においてはモールド用の樹脂と絶縁樹脂層との硬化挙動をマッチングさせるのが困難で放熱性に優れた半導体モジュールを得ることが難しい状況となっている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2004−165281号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記問題に鑑みてなされたものであり、硬化反応速度が比較的速く、且つ、接着能力の長期持続性に優れた熱硬化性接着剤で絶縁樹脂層が形成された放熱用部材を提供し、ひいては放熱性に優れた半導体モジュールを容易に製造することができる半導体モジュールの製造方法を提供することを課題としている。
【課題を解決するための手段】
【0010】
上記課題を解決すべく本発明者が鋭意検討を行ったところ、特定のエポキシ樹脂を特定のフェノール樹脂で硬化させるようにするとともに特定の硬化触媒を用いた配合内容とすることで硬化反応速度が比較的速く、且つ、接着能力の長期持続性に優れた熱硬化性接着剤が得られることを見出して本発明を完成させるにいたったものである。
【0011】
即ち、前記課題を解決するための放熱用部材に係る本発明は、窒化ホウ素粒子(A)とエポキシ樹脂(B)とフェノール樹脂(C)とを含有する熱硬化性接着剤からなる絶縁樹脂層を有し、該絶縁樹脂層の一面側を被着体に接着硬化させて該被着体の熱を前記絶縁樹脂層を通じて放熱させるべく用いられる放熱用部材であって、前記絶縁樹脂層を形成している前記熱硬化性接着剤には、前記窒化ホウ素粒子(A)が40体積%以上65体積%以下の割合で含有されており、前記エポキシ樹脂(B)としてトリスヒドロキシフェニルメタン型エポキシ樹脂(B1)が含有され、前記フェノール樹脂(C)としてフェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内の少なくとも1種が含有されており、さらにテトラフェニルホスホニウムテトラフェニルボレート(D1)が含有されていることを特徴としている。
【0012】
また、前記課題を解決するための半導体モジュールの製造方法に係る本発明は、熱硬化性接着剤からなる絶縁樹脂層と基材層との少なくとも2層構造を有し、一面側が前記絶縁樹脂層で形成され他面側が前記基材層で形成された放熱用部材と、半導体素子を搭載したヒートスプレッダとが備えられており、該ヒートスプレッダが、前記半導体素子とともに熱硬化性樹脂によってモールドされ且つ半導体素子搭載面とは反対側の面に前記放熱用部材の絶縁樹脂層が接着硬化されて備えられている半導体モジュールを前記放熱用部材の基材層を表面に露出させた状態となるように形成させる半導体モジュールの製造方法であって、前記ヒートスプレッダの前記反対側の面に前記放熱用部材の絶縁樹脂層を当接させて配置する第一の工程と、該放熱用部材の基材層側を露出させつつも前記ヒートスプレッダ側が前記熱硬化性樹脂によってモールドされた状態となるように、モールドに用いる前記熱硬化性樹脂を熱溶融させて該熱硬化性樹脂中に前記ヒートスプレッダを埋設させる第二の工程とを実施し、前記放熱用部材として、窒化ホウ素粒子(A)とエポキシ樹脂(B)とフェノール樹脂(C)とを含有する熱硬化性接着剤からなる前記絶縁樹脂層を有し、該絶縁樹脂層を形成している前記熱硬化性接着剤に前記窒化ホウ素粒子(A)が40体積%以上65体積%以下の割合で含有されており、前記エポキシ樹脂(B)としてトリスヒドロキシフェニルメタン型エポキシ樹脂(B1)が含有され、前記フェノール樹脂(C)としてフェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内の少なくとも1種が含有されており、さらにテトラフェニルホスホニウムテトラフェニルボレート(D1)が含有されている放熱用部材を用い、前記第二の工程では、モールド用の前記熱硬化性樹脂を熱硬化させるとともに前記放熱用部材の前記絶縁樹脂層を熱硬化させることなどを特徴としている。
【発明の効果】
【0013】
本発明によれば、半導体モジュールなどにおいてヒートスプレッダなどをモールドするのに利用される熱硬化製樹脂と硬化挙動のマッチングが容易で且つヒートスプレッダに対して良好な接着硬化が可能な放熱用部材を得ることができ、放熱性に優れた半導体モジュールを容易に製造することができる。
【図面の簡単な説明】
【0014】
【図1】放熱用部材を示す概略断面図。
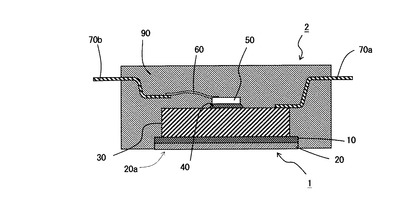
【図2】放熱用部材の使用方法を示す半導体モジュールの概略断面図。
【発明を実施するための形態】
【0015】
以下に、本発明の放熱用部材に係る好ましい実施の形態について、窒化ホウ素粒子とエポキシ樹脂とを含有する熱硬化性接着剤からなる絶縁樹脂層と、該絶縁樹脂層を支持するための基材層との2層構造を有し、該基材層が金属箔からなる金属層である放熱用部材を例に説明する。
図1は、放熱用部材1の断面構造を示す概略断面図であり、図の符号10は、熱硬化性接着剤によって形成されてなる絶縁樹脂層を表し、20は、前記金属箔からなる金属層(基材層)を表している。
【0016】
なお、本実施形態においては、この放熱用部材1を図2に示すような特定の半導体モジュールの構成部材として採用する場合について説明する。
即ち、本実施形態においては、内部に半導体素子50を備え、該半導体素子50の発する熱を放熱させる放熱面に前記熱を伝達させるための放熱用部材が備えられている半導体モジュール2を例示しつつ図面を参照して本発明について説明する。
【0017】
まず、この半導体モジュール2について図を参照しつつ説明する。
図2は、半導体モジュール2の断面を示しており、この図にも示されているように本実施形態に係る半導体モジュール2は、熱硬化された熱硬化性樹脂によってモールド一体化されており、全体形状が扁平な矩形板形となっており、より具体的には、マッチ箱形状となっている。
そして、半導体モジュール2には、前記半導体素子50とヒートスプレッダ30とが硬化された熱硬化性樹脂中に埋設された状態で内部に収容されている。
【0018】
前記ヒートスプレッダ30は、半導体素子50の熱を迅速に奪い取らせ得るように前記半導体素子50に比べて十分に大きな金属ブロックで形成されておりハンダ40を介して前記半導体素子50に接続されている。
より詳しくは、前記ヒートスプレッダ30は、当該半導体モジュール2の高さの半分程度の厚みを有し、上面視における半導体モジュール2の面積よりも一回り小さな面積を有する矩形板状で、その上面中央部に前記半導体素子50を搭載して半導体モジュール内に収容されている。
【0019】
また、前記ヒートスプレッダ30は、一端側を半導体モジュール2の側面から外方に延出させた端子70aの他端部がその上面にハンダ付けされている。
さらに、前記ヒートスプレッダ30は、前記半導体素子50を介して前記端子70aと対向するように配された別の端子70bと前記半導体素子50とがボンディングワイヤー60によって電気的に接続されることによって、これらの端子間における電気の流路を形成している。
即ち、前記ヒートスプレッダ30は、半導体モジュール2の通電時においては、内部に電流が流れるようになっており、前記半導体素子50による発熱に加え当該ヒートスプレッダ30を流れる電流に伴うジュール熱による温度上昇を発生させることになる。
なお、半導体モジュール2は、前記ヒートスプレッダ30の下面側を残して前記半導体素子50などが前記熱硬化性樹脂90中に埋設されている。
【0020】
本実施形態における放熱用部材1は、前記ヒートスプレッダ30の下面よりも大面積で、且つ、当該半導体モジュール2の下面よりも小面積であり、前記ヒートスプレッダ30の下面全てを覆うようにして前記ヒートスプレッダ30の下面に前記絶縁樹脂層10の上面を接着させて半導体モジュール2に備えられている。
該放熱用部材1は、半導体モジュール2の下面において前記金属層20の下面(以下「表面」ともいう)を露出させており、該金属層20の表面20aを半導体モジュール2の放熱面として利用させ得るように備えられている。
即ち、本実施形態に係る半導体モジュール2の下面は、中央部において前記金属層20の表面20aを露出させており、該露出している金属層20の周囲を前記熱硬化性樹脂90によって包囲させている。
なお、本実施形態に係る半導体モジュール2は、熱硬化性樹脂90の前記露出面、及び、前記金属層20の表面20aが略面一となるように形成されており、その下面に放熱器等を装着させることで該放熱器の表面を前記金属層20の表面20aに面接させて半導体素子50が発する熱を前記絶縁樹脂層10と前記金属層20とを通じて前記放熱器に放熱させうるように形成されている。
【0021】
本実施形態に係る前記放熱用部材1は、前記絶縁樹脂層10の形成に窒化ホウ素粒子とエポキシ樹脂とを含む熱硬化性接着剤が用いられている。
なお、絶縁樹脂層10は、通常、その厚みが薄い方がヒートスプレッダ30から金属層20への熱抵抗を低くすることができ、放熱に有利となる。
一方で、絶縁樹脂層10の厚みが薄いと電気絶縁性における信頼性を低下させるおそれを有する。
このようなことから、絶縁樹脂層10は、通常、熱硬化後における体積抵抗率が1×1013Ω・cm以上となる熱硬化性接着剤によって、100〜300μmの厚みとなるように形成される。
【0022】
この絶縁樹脂層10を形成させるための熱硬化性接着剤には、一般的なモールド用の熱硬化性樹脂と同等の硬化反応速度を示し、且つ、使用前に長期保管されても良好な接着性を示すことが求められることから、前記窒化ホウ素粒子(A)とともにエポキシ樹脂(B)とフェノール樹脂(C)とを含有させることが重要である。
また、このような点においては、トリフェニルボラン系硬化触媒を熱硬化性接着剤に含有させることが重要であり、特に、テトラフェニルホスホニウムテトラフェニルボレート(D1)を含有させることが重要である。
【0023】
前記窒化ホウ素粒子(A)は、熱硬化性接着剤全体に占める割合が40体積%以上65体積%以下となるように含有されることが重要である。
なお、絶縁樹脂層10を形成するための熱硬化性接着剤における窒化ホウ素粒子の体積が上記範囲内の割合となっていることが重要なのは、上記範囲未満では、絶縁樹脂層に十分な熱伝導性を付与することが難しくなり、窒化ホウ素粒子を上記範囲を超えて含有させると絶縁樹脂層をヒートスプレッダに十分接着させることが難しくなるとともにピンホール等の欠陥を生じさせやすくなるためである。
【0024】
この窒化ホウ素粒子は、絶縁樹脂層10の厚み方向に良好なる伝熱パスを形成させる上において、少なくともその一部を凝集粒子の状態で含有させることが好ましい。
上記のようにこの凝集粒子は、良好なる伝熱パスを形成させるのに有効な成分であり、絶縁樹脂層10に優れた熱伝導性を発揮させ得る点において含有させる窒化ホウ素粒子の内、50質量%以上を凝集粒子の状態で含有させることが好ましい。
なお、窒化ホウ素の一次粒子は、通常、六角板状となっており、前記凝集粒子はこの一次粒子が複数集合した球状に近い形状を示していることから、当該絶縁樹脂層10の断面を顕微鏡観察するなどすれば、窒化ホウ素粒子が凝集粒子として含有されているかどうかを容易に判別することができる。
【0025】
本発明においては、熱硬化性接着剤に含有させる無機フィラーを実質上窒化ホウ素粒子のみとすることが良好な熱伝導性を絶縁樹脂層10に発揮させ得る上において好適なものではあるが、要すれば、他の無機フィラーを本発明の効果が著しく損なわれない範囲において含有させてもよい。
この熱硬化性接着剤に含有させることが可能なその他の無機フィラーとしては、例えば、酸化ケイ素粒子、酸化アルミニウム粒子、酸化ジルコニウム粒子、酸化チタン粒子、チタン酸バリウム粒子、酸化ハフニウム粒子、酸化亜鉛粒子、酸化鉄粒子などの金属酸化物粒子が挙げられる。
また、その他の無機フィラーとしては、例えば、窒化アルミニウム粒子、窒化ケイ素粒子、窒化ガリウム粒子、炭化ケイ素粒子、ダイヤモンド粒子なども採用が可能である。
【0026】
熱硬化性接着剤には、前記エポキシ樹脂として、トリスヒドロキシフェニルメタン型エポキシ樹脂(B1)を採用することが重要であり、前記フェノール樹脂としてフェノールノボラック樹脂(C1)、キシリレンノボラックフェノールやビフェニレンノボラックフェノールといったフェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内の少なくとも1種を採用することが重要である。
また、熱硬化性接着剤には、テトラフェニルホスホニウムテトラフェニルボレート(D1)を硬化触媒として含有させることが重要である。
【0027】
なお、フェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)は、熱硬化性接着剤における合計含有量を前記トリスヒドロキシフェニルメタン型エポキシ樹脂(B1)の含有量によって調整することが好ましい。
即ち、フェノール性水酸基の数(nPOH)とエポキシ基の数(nEPX)との比(nPOH/nEPX)が0.8〜1.2となるようにフェノール樹脂とエポキシ樹脂との熱硬化性接着剤における含有量を調整することが好ましい。
また、前記テトラフェニルホスホニウムテトラフェニルボレート(D1)は、前記エポキシ樹脂100質量部に対して0.5〜3質量部となる割合で含有されることが好ましい。
【0028】
なお、本実施形態においては、熱硬化性接着剤の樹脂成分を、実質上、フェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内の1種以上と、トリスヒドロキシフェニルメタン型エポキシ樹脂(B1)と、テトラフェニルホスホニウムテトラフェニルボレート(D1)のみで構成させることが好ましいものではあるが、例えば、クレゾールノボラック型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、又はテトラキスヒドロキシフェニルエタン型エポキシ樹脂といった分子内に3つ以上のエポキシ基を有するエポキシ樹脂やビフェニル型エポキシ樹脂、ビスフェノールA型エポキシ樹脂、変性ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、変性ビスフェノールF型エポキシ樹脂といったエポキシ樹脂をトリスヒドロキシフェニルメタン型エポキシ樹脂(B1)の一部に置き換えて、熱硬化性接着剤に含有させても良い。
例えば、トリスヒドロキシフェニルメタン型エポキシ樹脂(B1)との合計に占める割合が過度に大きなものとはならないようであれば、上記例示のその他のエポキシ樹脂(Bx)を熱硬化性接着剤の樹脂成分として採用することも可能である。
【0029】
また、同様に、フェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内、含有されるものとの合計に占める割合が過度に大きなものとはならないようであれば、その他のフェノール樹脂系硬化剤(Cx)としてクレゾールノボラック樹脂、tert−ブチルフェノールノボラック樹脂、ノニルフェノールノボラック樹脂等のノボラック型フェノール樹脂、レゾール型フェノール樹脂、ポリパラオキシスチレン等のポリオキシスチレン等を熱硬化性接着剤の樹脂成分として採用することも可能である。
【0030】
さらには、テトラフェニルホスホニウムテトラフェニルボレート(D1)との合計に占める割合が過度に大きなものとはならないようであれば、テトラフェニルホスホニウムテトラフェニルボレート(D1)以外のトリフェニルボラン系硬化触媒や、イミダゾール系硬化触媒、トリフェニルフォスフィン系、及び、アミノ系硬化触媒の内の1種以上を熱硬化性接着剤の樹脂成分として採用することも可能である。
【0031】
テトラフェニルホスホニウムテトラフェニルボレート(D1)以外のトリフェニルボラン系硬化触媒としては、例えば、テトラフェニルホスホニウムテトラ−p−トリボレート、ベンジルトリフェニルホスホニウムテトラフェニルボレート、トリフェニルホスフィントリフェニルボラン等が挙げられる。
【0032】
また、前記イミダゾール系硬化触媒としては、2−メチルイミダゾール、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、1,2−ジメチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニルイミダゾール、2−フェニル−4−メチルイミダゾール、1−ベンジル−2−メチルイミダゾール、1−ベンジル−2−フェニルイミダゾール、1−シアノエチル−2−メチルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾール、1−シアノエチル−2−フェニルイミダゾリウムトリメリテイト、2,4−ジアミノ−6−[2’−メチルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−ウンデシルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−エチル−4’−メチルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−メチルイミダゾリル−(1’)]−エチル−s−トリアジンイソシアヌル酸付加物、2−フェニル−4,5−ジヒドロキシメチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾール等が挙げられる。
【0033】
また、前記トリフェニルフォスフィン系硬化触媒としては、例えば、トリフェニルフォスフィン、トリブチルフォスフィン、トリ(p−メチルフェニル)フォスフィン、トリ(ノニルフェニル)フォスフィン、ジフェニルトリルフォスフィン等のトリオルガノフォスフィン、テトラフェニルホスホニウムブロマイド、メチルトリフェニルホスホニウム、メチルトリフェニルホスホニウムクロライド、メトキシメチルトリフェニルホスホニウム、ベンジルトリフェニルホスホニウムクロライド等が挙げられる。
【0034】
さらに、前記アミノ系硬化触媒としては、例えば、モノエタノールアミントリフルオロボレート、ジシアンジアミド等が挙げられる。
【0035】
また、これら以外に、分散剤、粘着性付与剤、老化防止剤、酸化防止剤、加工助剤、安定剤、消泡剤、難燃剤、増粘剤、顔料などといった樹脂製品に一般に用いられる配合薬品を本発明の効果を損なわない範囲において絶縁樹脂層10を形成させるための熱硬化性接着剤に適宜含有させることができる。
【0036】
該絶縁樹脂層10に積層される金属層20は、例えば、銅、アルミニウム、ニッケル、鉄などの金属やその合金からなる厚み1mm未満(例えば20μm〜300μm)の金属箔によって形成させることができる。
該金属箔としては、異種金属が貼り合わされてなるクラッド箔や異種金属をメッキしたメッキ箔であってもよい。
また、この金属層20を構成させる金属箔としては、絶縁樹脂層10との接着力を向上させるべく、絶縁樹脂層10との界面側の表面が粗化されていることが好ましい。
この表面粗化については、金属箔の表面をサンドブラスト処理や酸化処理するなどして施すことができる。
【0037】
なお、電解金属箔を用いる場合においては、そのマット面(粗化面)を絶縁樹脂層との積層界面として利用することができ、サンドブラスト処理や酸化処理などの特段の処理を必要としない点において好適である。
また、その場合には、表面平滑なシャイニング面(光沢面)を放熱面として利用することができる点においても好適である。
本実施形態においては、比較的安価であり、耐腐蝕性にも優れ、高い熱伝導性を有する点において、この金属層20の形成に電解銅箔を用いることが好ましい。
さらに、この電解銅箔としては、マット面にジンケート処理が施されているものを用いることが好ましい。
【0038】
なお、本実施形態においては、放熱用部材の基材層を金属箔からなる金属層とする場合を例示しているが、例えば、1〜5mm厚みの銅板やアルミニウム板といった金属板からなる金属層を基材層としてもよい。
さらには、セラミックス繊維製シートなど別の部材で基材層を形成させてもよく、基材層を設けずに絶縁樹脂層のみからなるシート状の放熱用部材を採用することも可能である。
【0039】
また、本実施形態の放熱用部材としては、絶縁信頼性をより確実に確保させ得る点において絶縁樹脂層が2層構成となっているものが好ましい。
なお、本発明の放熱用部材は、さらに高い信頼性を確保させるべく絶縁樹脂層を3層以上の複数層構成としてもよい。
または、製造に要する手間を簡略化させるべく、絶縁樹脂層を単層構成としてもよい。
なお、絶縁樹脂層を複数層構成とする場合には、全ての層の配合内容を共通させる必要はなく、一つの層と他の層とで配合内容を異ならせていてもよい。
【0040】
次いで、金属箔からなる金属層の上に熱硬化性接着剤が2段重ねに積層された絶縁樹脂層10を有する放熱用部材を例示して、その作製方法について説明する。
前記放熱用部材を作製するには、例えば、下記a)〜e)の工程を順に実施する方法が挙げられる。
a)トリスヒドロキシフェニルメタン型エポキシ樹脂、フェノールノボラック樹脂、フェノールアラルキル樹脂、及び、トリスヒドロキシフェニルメタン型フェノール樹脂を溶解可能な有機溶媒に所望の濃度となるようにこれらを溶解させるとともにこの樹脂溶液に前記窒化ホウ素粒子や前記テトラフェニルホスホニウムテトラフェニルボレートを混合してコーティング液を作製するコーティング液作製工程、
b)金属層20を形成させるための金属箔上に前記コーティング液をコーティングするコーティング工程、
c)前記コーティング液がコーティングされた金属箔を乾燥炉に導入して前記有機溶媒を除去し前記コーティング液の乾燥被膜を金属箔上に形成させる乾燥工程、
d)前記乾燥被膜の形成された金属箔を2枚用意し、前記乾燥被膜が内側になるように重ね合わせ、熱プレスして2層の乾燥被膜を積層一体化させて2段重ねの絶縁樹脂層を形成させる熱プレス工程、
e)前記熱プレス工程後に、一方の余分な金属箔を剥離することにより金属層と絶縁樹脂層とが積層された放熱用部材を形成させる剥離工程。
【0041】
なお、前記コーティング液作製工程は、ボールミル、プラネタリーミキサー、ホモジナイザー、三本ロールミル等の攪拌装置を用いて実施することができる。
ただし、コーティング液に過度にせん断が加えられると窒化ホウ素の凝集粒子を破砕してしまうおそれを有することから、そのようなことが起こり難い装置を選択することが好ましい。
また、装置の運転条件としても凝集粒子の破砕が生じないように調整することが好ましい。
【0042】
前記コーティング工程は、グラビヤロールコーター、リバースロールコーター、キスロールコーター、ナイフコーター、コンマコーター、ダイレクトコーター等のコーティング装置を用いて実施することができ、前記乾燥工程は、一般的な加熱乾燥炉を用いて実施することができる。
【0043】
前記コーティング液には、含有する固形分に対して、少なくとも窒化ホウ素粒子が合計40体積%〜65体積%含有されることになるが、通常、これだけの無機フィラーを含有させると乾燥被膜中に細かな空隙部が形成されるおそれがあり、見かけ上の被膜厚みを厚くさせてしまうおそれがある。
前記熱プレス工程は、絶縁樹脂層を2層構成として、厚み方向に貫通する欠陥を形成させないようにする上においても有効なものではあるが、上記の空隙部を原因として絶縁樹脂層中にボイドなどの欠陥が形成されることを抑制させる上においても有効となる。
また、窒化ホウ素粒子どうしを接近させて、特に凝集粒子を主体とした伝熱パスを形成させるのにも該熱プレス工程は有効なものであるといえる。
【0044】
上記のような効果をより顕著に発揮させ得る点においては、熱プレス工程を、より高温、且つ、高圧で実施する方が好ましいが、該熱プレス工程において絶縁樹脂層に過度に熱を加えるとエポキシ樹脂等の硬化反応が過度に進行してヒートスプレッダに対する接着力を大きく低下させてしまうおそれを有する。
従って、熱プレス工程は、ヒートスプレッダに対する接着性が損なわれない範囲の条件で実施することが好ましい。
【0045】
なお、この放熱用部材をヒートスプレッダに接着させる方法としては特に限定されるものではないが、例えば、半導体モジュール2が図2に示す構造のようなもので、絶縁樹脂層10と金属層20との少なくとも2層構造を有し、一面側が前記絶縁樹脂層10で形成され他面側が前記金属層20で形成された前記放熱用部材1と、半導体素子50を搭載したヒートスプレッダ30とが備えられており、該ヒートスプレッダ30が前記半導体素子50とともに熱硬化性樹脂90によってモールドされ、且つ半導体素子搭載面とは反対側の面に前記放熱用部材1の絶縁樹脂層10が接着硬化されている半導体モジュールを金属層20を表面に露出させた状態となるように形成させるのであれば、前記熱硬化性樹脂90によるモールドを実施する際にヒートスプレッダ30による放熱用部材1の絶縁樹脂層10を接着硬化させることもできる。
【0046】
即ち、以下のようにして図2に示す構造を有する半導体モジュールを作製することができる。
(第一の工程)
本実施形態においては、半導体モジュールを作製するための第一の工程として、半導体素子50を搭載したヒートスプレッダ30を半導体搭載面を上側にし、半導体搭載面とは反対側の面に前記放熱用部材1の絶縁樹脂層10を当接させて配置する。
このとき、例えば、作製する半導体モジュールの外形に相当する平坦な矩形板形状のキャビティ(内部空間)を有する注型用金型を用意し、放熱用部材1とヒートスプレッダ30とを、これらの位置関係が作製する半導体モジュールにおける位置関係と一致するように前記キャビティ内にセットすることで当該第一工程を実施することができる。
より、具体的には、端子70a,70bが固定された注型用金型内に絶縁樹脂層10を上向きにして放熱用部材1をセットし、さらに、上面側にハンダ付けされた半導体素子50を搭載したヒートスプレッダ30を前記放熱用部材1の上の所定位置にセットして、ヒートスプレッダ30の半導体素子搭載面とは反対側の面(下面)に前記放熱用部材1の絶縁樹脂層10を接するようにしてこれらを配置することで当該第一工程を実施することができる。
【0047】
(第二の工程)
前記の工程(第一の工程)後は、モールドに用いる熱硬化性樹脂を未硬化な状態で熱溶融させて、前記金属層20の下面側を露出させつつも該金属層20から上側のヒートスプレッダ側が前記熱溶融された熱硬化性樹脂によって埋設された状態となるように、注型用金型内に前記熱溶融させた前記熱硬化性樹脂を注入させる。
そして、この第二の工程においてモールドに用いる前記熱硬化性樹脂を熱硬化させるとともにこの熱硬化性樹脂の熱と注型用金型内への注入圧力とを利用し前記絶縁樹脂層10を形成している熱硬化性接着剤をヒートスプレッダ30に接着硬化させる。
【0048】
このようにして半導体モジュール2の製造と同時に放熱用部材1とヒートスプレッダ30との接着を実施した後、絶縁樹脂層10とモールドした熱硬化性樹脂90との熱硬化が進行する過程において、ヒートスプレッダ30と絶縁樹脂層10との接着界面や、絶縁樹脂層10と熱硬化性樹脂90との接着界面には、従来の場合であれば、硬化反応速度の違いによって強いせん断応力が加えられ易く、部分的な剥離等を生じやすい状態になっていたが、本実施形態においては、前記絶縁樹脂層10に所定配合処方が施されているためにヒートスプレッダ30との間に界面剥離が生じてしまったり、絶縁樹脂層10にクラックが生じてしまったりすることが抑制され、絶縁性や放熱性能に予期せぬ低下を招くおそれが低い。
即ち、本発明に係る放熱用部材1を用いて半導体モジュール2を作製することで放熱性に優れ、且つ、絶縁信頼性に優れた半導体モジュール2を容易に得ることができる。
【0049】
なお、金属箔からなる金属層以外の基材層を備えた放熱用部材についても、上記と同様にして半導体モジュールの製造方法に利用することができ、その場合も放熱性に優れ、且つ、絶縁信頼性に優れた半導体モジュールを容易に得ることができる点については上記の場合と同じである。
また、基材層を備えていない絶縁樹脂層のみからなるシート状の放熱用部材を用いて、ヒートスプレッダの半導体素子搭載面とは反対側の面に放熱用部材の一面側が接着硬化された半導体モジュールを前記放熱用部材の他面側を表面に露出させた状態となるように形成させる場合についても上記のような第一、第二の工程を備えた半導体モジュールの製造方法を採用することができる。
【0050】
また、ここではこれ以上の詳述は割愛するが、本発明の放熱用部材、及び、半導体モジュールの製造方法は、上記例示に限定されるものではなく、従来これらの技術分野において公知の技術事項を本発明の効果が著しく損なわれない限りにおいて適宜採用することが可能なものである。
【実施例】
【0051】
(実施例1〜5、比較例1〜5)
(試料の作製)
まず、表1に示すような配合内容のコーティング液を作製した。
なお、表には示していないが、各コーティング液には窒化ホウ素粒子(凝集粒子含有、カップリング剤処理品)を固形分に占める割合が58体積%となるように含有させている。
このコーティング液を作製するのに際しては、まず、エポキシ樹脂とフェノール樹脂とを、当該コーティング液がコーティングに適した粘度となるようにメチルエチルケトンに溶解させ、これに硬化促進剤を分散させ、前記窒化ホウ素粒子を加えプラネタリーミキサーによって混合した。
得られた、コーティング液は、厚み105μmの電解銅箔のマット面に乾燥後の被膜厚みが約200μmとなるようにウェット厚みを調整してロールコートし、100℃×5分の乾燥を行って乾燥被膜を形成させた。
この乾燥被膜の形成された銅箔を2枚用意し、前記乾燥被膜が内側になるように重ね合わせ、10MPaの圧力で120℃×20分の熱プレスを実施して2層の乾燥被膜を積層一体化させた後に片側の銅箔を除去して、200μm厚みの絶縁樹脂層が前記銅箔からなる金属層上に積層された放熱用部材を作製した。
【0052】
(硬化速度評価)
得られた放熱用部材は、幅10mm、長さ50mmの短冊状試料とし、硬化速度評価用試料とした。
この短冊状試料を、TAインスツルメント製の粘弾性測定装置、型名「ARES」にセットし、常温から40℃/分の昇温速度で175℃まで加熱し、その後175℃の温度で一定させつつトーションモードによる粘度測定を実施し、最低粘度が観察された時点から9×107[Pa・s]に到達するまでの時間を読み取った。
【0053】
(保存性評価)
放熱用部材の絶縁樹脂層から採取した約8mgの試料を、TAインスツルメント製の示差走査熱量測定器(DSC)を用い、昇温速度3℃/minでガラス転移温度(Tg)を測定した。
放熱用部材を25℃の環境下で保存し、このTgの経時変化を評価した。
具体的には、放熱用部材を25℃の環境下で一ヶ月保存し、初期のTgと保存後のTgとの差が10℃未満となった場合を保存性良好(「○」判定)と判定し、Tgが10℃以上変化した場合を保存性不良(「×」判定)と判定した。
【0054】
(モールド評価)
幅60mm、長さ70mm、深さ10mmの内容積を有する注型用金型内に幅50mm、長さ60mmの短冊状試料を絶縁樹脂層側が上向きになるようにしてセットし、この上に幅46mm、長さ27mm、厚み3mmの銅ブロック(ヒートスプレッダ)を2個並べて載置し、ゲルタイム12秒(GT12s)の熱硬化性エポキシ樹脂モールドコンパウンドを注入し、175℃×1.5分の熱硬化を実施して、前記銅ブロックの下面に短冊状試料の絶縁樹脂層を接着硬化させ、下面側に銅箔を露出させた半導体モジュールを模擬した試料を作製した(モールド評価(A))。
この模擬試料の下面側を超音波探傷試験機(SAT)で観察し銅ブロックと絶縁樹脂層との剥離が検知された場合を「×」判定とし、剥離が検知されなかった場合を「○」判定とした。
また、同様に、ゲルタイム39秒(GT39s)の熱硬化性エポキシ樹脂モールドコンパウンドを注入し、175℃×3分の熱硬化を実施して剥離の有無によってモールド評価を行った(モールド評価(B))。
そして、上記2通りの評価の内、いずれかのモールド用熱硬化性樹脂との硬化挙動に良好なるマッチングを示すものを「○」判定とし、いずれにも硬化挙動のマッチングがなされないものを「×」として判定した(モールド評価(C))。
【0055】
(硬化物の特性)
TAインスツルメント製の粘弾性測定装置(型名「ARES」)に短冊状試料をセットし、常温から40℃/分の昇温速度で175℃まで加熱し、その後175℃の温度で一定させつつトーションモードによる粘度測定を実施し、最低粘度が観察された時点から最高粘度が観察されるまでの時間を読み取り、硬化物の特性を評価した。
具体的には、この時間が30分未満の場合を「○」、30分以上の場合を「×」と判定した。
【0056】
以上の評価結果を、下記表1に示す。
【表1】

【0057】
上記のように、実施例においては硬化反応速度が比較的速く、且つ、接着能力の長期持続性に優れたものが得られている。
なお、比較例4においても、硬化反応速度が比較的速く、且つ、接着能力の長期持続性に優れたものが得られる結果が示されてはいるが、この比較例4では、硬化物の特性についての評価結果に問題があり放熱用部材として利用することが実質上困難なものであった。
このことからも、本発明によれば、硬化反応速度が比較的速く、且つ、接着能力の長期持続性に優れた熱硬化性接着剤で絶縁樹脂層が形成された放熱用部材を得ることができ、放熱性に優れた半導体モジュールを容易に製造し得ることが分かる。
【符号の説明】
【0058】
1:放熱用部材、3:半導体モジュール、10:絶縁樹脂層、20:金属層(基材層)、20a:表面(放熱面)、30:ヒートスプレッダ、50:半導体素子
【技術分野】
【0001】
本発明は、放熱用部材、及び半導体モジュールの製造方法に関する。
【背景技術】
【0002】
従来、半導体素子が樹脂でモールドされるなどしてパッケージングされた半導体モジュールが広く用いられており、例えば、前記半導体素子として、電源を制御するようなパワートランジスタが備えられたパワーモジュールが広く用いられている。
このパワーモジュールなどの半導体モジュールにおいては、パワートランジスタによる発熱によってジャンクション温度が一定以上にまで上昇してしまうことを防止すべく各種の放熱手段が講じられている。
このような手段としては、半導体素子からの発熱をすばやく奪い去るためのヒートスプレッダと呼ばれる金属製ブロックを用い、前記半導体素子をこのヒートスプレッダ上に搭載させて半導体モジュール内に配置する方法が一般的には採用されている。
しかし、ヒートスプレッダは、それ自身の温度が上昇するに従って半導体素子から熱を奪う能力が低下してしまうため従来の半導体モジュールなどにおいては、半導体モジュールの外表面に露出する面を有し、該露出面から半導体モジュール内の熱をモジュール外に放出させるための放熱用部材がヒートスプレッダの下面側に備えられたりしている。
【0003】
この種の放熱用部材としては、下記特許文献1に示すように金属層と絶縁樹脂層との積層構造を有するものが知られており、前記絶縁樹脂層をヒートスプレッダの下面に接着させるとともに金属箔や金属板によって形成された前記金属層の下面を放熱面として活用すべく半導体モジュールの下面に露出させて用いられるタイプのものが知られている。
【0004】
なお、前記絶縁樹脂層は、半導体モジュールにおいて表面露出させることになる前記金属層とヒートスプレッダとの間に絶縁性を確保すべく設けられており、下記特許文献1にも示されているように、電気絶縁用途において広く用いられているエポキシ樹脂を含んだ熱硬化性接着剤が用いられて形成されたりしている。
また、このような放熱用部材は、通常、ヒートスプレッダに対して前記絶縁樹脂層を接着硬化させて用いられることになるが、このヒートスプレッダに対する接着硬化に際しては一般的な熱硬化性接着剤よりも素早い硬化反応を示すことが求められている。
例えば、下記特許文献1に示されているように半導体素子やヒートスプレッダのモールドに際して、該モールドに用いる熱硬化性樹脂を熱溶融させ、この熱溶融させた熱硬化性樹脂中に半導体素子やヒートスプレッダを埋設させて、該熱硬化性樹脂の熱硬化とともに前記放熱用部材の絶縁樹脂層を熱硬化させるような場合には、該絶縁樹脂層を形成している熱硬化性接着剤にモールドに用いる熱硬化性樹脂と同程度の速度で硬化反応を生じさせることが求められている。
【0005】
即ち、モールドに用いる熱硬化性樹脂と放熱用部材の絶縁樹脂層との硬化挙動を過度に乖離させるとヒートスプレッダと絶縁樹脂層との接着界面に隙間が形成されるおそれがあり、場合によっては絶縁樹脂層にクラックが生じて絶縁信頼性を低下させるおそれを有することからこれらの硬化挙動を近似させることが求められている。
一方で絶縁樹脂層を形成する熱硬化性接着剤に一般的なモールド用の熱硬化性樹脂のような反応性の高い配合処方を施すと、いわゆるポットライフの短いものになってしまうおそれがあり、放熱用部材作製後の短い間にヒートスプレッダなどの被着体に対する接着性が失われるおそれを有する。
【0006】
ところで、前記放熱用部材には、ヒートスプレッダの熱を前記絶縁樹脂層と前記金属層とを通じて効率良く放熱させることが求められていることから、前記絶縁樹脂層の形成に用いる熱硬化性接着剤にはエポキシ樹脂とともに窒化ホウ素粒子などの熱伝導性に優れた無機フィラーが高充填されたりしている。
しかし、熱硬化性接着剤に無機フィラーを高充填してその熱伝導率を向上させたとしても絶縁樹脂層とヒートスプレッダとの接着が十分良好でなければ界面熱抵抗が増大して放熱が良好に行われないおそれがある。
このようなことからも放熱用部材の絶縁樹脂層を形成させるための熱硬化性接着剤には、硬化反応速度の向上と接着能力の長期持続性との両立が強く要望されている。
【0007】
しかし、記要望を満足させる熱硬化性接着剤は見出されてはおらず、放熱用部材の絶縁樹脂層を形成させるのに適した熱硬化性接着剤は見出されてはいない。
従って、熱溶融させた熱硬化性樹脂で半導体素子やヒートスプレッダをモールドするのに際し、前記熱硬化性樹脂を熱硬化させるとともに放熱用部材の絶縁樹脂層を熱硬化させるような半導体モジュールの製造方法においてはモールド用の樹脂と絶縁樹脂層との硬化挙動をマッチングさせるのが困難で放熱性に優れた半導体モジュールを得ることが難しい状況となっている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2004−165281号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記問題に鑑みてなされたものであり、硬化反応速度が比較的速く、且つ、接着能力の長期持続性に優れた熱硬化性接着剤で絶縁樹脂層が形成された放熱用部材を提供し、ひいては放熱性に優れた半導体モジュールを容易に製造することができる半導体モジュールの製造方法を提供することを課題としている。
【課題を解決するための手段】
【0010】
上記課題を解決すべく本発明者が鋭意検討を行ったところ、特定のエポキシ樹脂を特定のフェノール樹脂で硬化させるようにするとともに特定の硬化触媒を用いた配合内容とすることで硬化反応速度が比較的速く、且つ、接着能力の長期持続性に優れた熱硬化性接着剤が得られることを見出して本発明を完成させるにいたったものである。
【0011】
即ち、前記課題を解決するための放熱用部材に係る本発明は、窒化ホウ素粒子(A)とエポキシ樹脂(B)とフェノール樹脂(C)とを含有する熱硬化性接着剤からなる絶縁樹脂層を有し、該絶縁樹脂層の一面側を被着体に接着硬化させて該被着体の熱を前記絶縁樹脂層を通じて放熱させるべく用いられる放熱用部材であって、前記絶縁樹脂層を形成している前記熱硬化性接着剤には、前記窒化ホウ素粒子(A)が40体積%以上65体積%以下の割合で含有されており、前記エポキシ樹脂(B)としてトリスヒドロキシフェニルメタン型エポキシ樹脂(B1)が含有され、前記フェノール樹脂(C)としてフェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内の少なくとも1種が含有されており、さらにテトラフェニルホスホニウムテトラフェニルボレート(D1)が含有されていることを特徴としている。
【0012】
また、前記課題を解決するための半導体モジュールの製造方法に係る本発明は、熱硬化性接着剤からなる絶縁樹脂層と基材層との少なくとも2層構造を有し、一面側が前記絶縁樹脂層で形成され他面側が前記基材層で形成された放熱用部材と、半導体素子を搭載したヒートスプレッダとが備えられており、該ヒートスプレッダが、前記半導体素子とともに熱硬化性樹脂によってモールドされ且つ半導体素子搭載面とは反対側の面に前記放熱用部材の絶縁樹脂層が接着硬化されて備えられている半導体モジュールを前記放熱用部材の基材層を表面に露出させた状態となるように形成させる半導体モジュールの製造方法であって、前記ヒートスプレッダの前記反対側の面に前記放熱用部材の絶縁樹脂層を当接させて配置する第一の工程と、該放熱用部材の基材層側を露出させつつも前記ヒートスプレッダ側が前記熱硬化性樹脂によってモールドされた状態となるように、モールドに用いる前記熱硬化性樹脂を熱溶融させて該熱硬化性樹脂中に前記ヒートスプレッダを埋設させる第二の工程とを実施し、前記放熱用部材として、窒化ホウ素粒子(A)とエポキシ樹脂(B)とフェノール樹脂(C)とを含有する熱硬化性接着剤からなる前記絶縁樹脂層を有し、該絶縁樹脂層を形成している前記熱硬化性接着剤に前記窒化ホウ素粒子(A)が40体積%以上65体積%以下の割合で含有されており、前記エポキシ樹脂(B)としてトリスヒドロキシフェニルメタン型エポキシ樹脂(B1)が含有され、前記フェノール樹脂(C)としてフェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内の少なくとも1種が含有されており、さらにテトラフェニルホスホニウムテトラフェニルボレート(D1)が含有されている放熱用部材を用い、前記第二の工程では、モールド用の前記熱硬化性樹脂を熱硬化させるとともに前記放熱用部材の前記絶縁樹脂層を熱硬化させることなどを特徴としている。
【発明の効果】
【0013】
本発明によれば、半導体モジュールなどにおいてヒートスプレッダなどをモールドするのに利用される熱硬化製樹脂と硬化挙動のマッチングが容易で且つヒートスプレッダに対して良好な接着硬化が可能な放熱用部材を得ることができ、放熱性に優れた半導体モジュールを容易に製造することができる。
【図面の簡単な説明】
【0014】
【図1】放熱用部材を示す概略断面図。
【図2】放熱用部材の使用方法を示す半導体モジュールの概略断面図。
【発明を実施するための形態】
【0015】
以下に、本発明の放熱用部材に係る好ましい実施の形態について、窒化ホウ素粒子とエポキシ樹脂とを含有する熱硬化性接着剤からなる絶縁樹脂層と、該絶縁樹脂層を支持するための基材層との2層構造を有し、該基材層が金属箔からなる金属層である放熱用部材を例に説明する。
図1は、放熱用部材1の断面構造を示す概略断面図であり、図の符号10は、熱硬化性接着剤によって形成されてなる絶縁樹脂層を表し、20は、前記金属箔からなる金属層(基材層)を表している。
【0016】
なお、本実施形態においては、この放熱用部材1を図2に示すような特定の半導体モジュールの構成部材として採用する場合について説明する。
即ち、本実施形態においては、内部に半導体素子50を備え、該半導体素子50の発する熱を放熱させる放熱面に前記熱を伝達させるための放熱用部材が備えられている半導体モジュール2を例示しつつ図面を参照して本発明について説明する。
【0017】
まず、この半導体モジュール2について図を参照しつつ説明する。
図2は、半導体モジュール2の断面を示しており、この図にも示されているように本実施形態に係る半導体モジュール2は、熱硬化された熱硬化性樹脂によってモールド一体化されており、全体形状が扁平な矩形板形となっており、より具体的には、マッチ箱形状となっている。
そして、半導体モジュール2には、前記半導体素子50とヒートスプレッダ30とが硬化された熱硬化性樹脂中に埋設された状態で内部に収容されている。
【0018】
前記ヒートスプレッダ30は、半導体素子50の熱を迅速に奪い取らせ得るように前記半導体素子50に比べて十分に大きな金属ブロックで形成されておりハンダ40を介して前記半導体素子50に接続されている。
より詳しくは、前記ヒートスプレッダ30は、当該半導体モジュール2の高さの半分程度の厚みを有し、上面視における半導体モジュール2の面積よりも一回り小さな面積を有する矩形板状で、その上面中央部に前記半導体素子50を搭載して半導体モジュール内に収容されている。
【0019】
また、前記ヒートスプレッダ30は、一端側を半導体モジュール2の側面から外方に延出させた端子70aの他端部がその上面にハンダ付けされている。
さらに、前記ヒートスプレッダ30は、前記半導体素子50を介して前記端子70aと対向するように配された別の端子70bと前記半導体素子50とがボンディングワイヤー60によって電気的に接続されることによって、これらの端子間における電気の流路を形成している。
即ち、前記ヒートスプレッダ30は、半導体モジュール2の通電時においては、内部に電流が流れるようになっており、前記半導体素子50による発熱に加え当該ヒートスプレッダ30を流れる電流に伴うジュール熱による温度上昇を発生させることになる。
なお、半導体モジュール2は、前記ヒートスプレッダ30の下面側を残して前記半導体素子50などが前記熱硬化性樹脂90中に埋設されている。
【0020】
本実施形態における放熱用部材1は、前記ヒートスプレッダ30の下面よりも大面積で、且つ、当該半導体モジュール2の下面よりも小面積であり、前記ヒートスプレッダ30の下面全てを覆うようにして前記ヒートスプレッダ30の下面に前記絶縁樹脂層10の上面を接着させて半導体モジュール2に備えられている。
該放熱用部材1は、半導体モジュール2の下面において前記金属層20の下面(以下「表面」ともいう)を露出させており、該金属層20の表面20aを半導体モジュール2の放熱面として利用させ得るように備えられている。
即ち、本実施形態に係る半導体モジュール2の下面は、中央部において前記金属層20の表面20aを露出させており、該露出している金属層20の周囲を前記熱硬化性樹脂90によって包囲させている。
なお、本実施形態に係る半導体モジュール2は、熱硬化性樹脂90の前記露出面、及び、前記金属層20の表面20aが略面一となるように形成されており、その下面に放熱器等を装着させることで該放熱器の表面を前記金属層20の表面20aに面接させて半導体素子50が発する熱を前記絶縁樹脂層10と前記金属層20とを通じて前記放熱器に放熱させうるように形成されている。
【0021】
本実施形態に係る前記放熱用部材1は、前記絶縁樹脂層10の形成に窒化ホウ素粒子とエポキシ樹脂とを含む熱硬化性接着剤が用いられている。
なお、絶縁樹脂層10は、通常、その厚みが薄い方がヒートスプレッダ30から金属層20への熱抵抗を低くすることができ、放熱に有利となる。
一方で、絶縁樹脂層10の厚みが薄いと電気絶縁性における信頼性を低下させるおそれを有する。
このようなことから、絶縁樹脂層10は、通常、熱硬化後における体積抵抗率が1×1013Ω・cm以上となる熱硬化性接着剤によって、100〜300μmの厚みとなるように形成される。
【0022】
この絶縁樹脂層10を形成させるための熱硬化性接着剤には、一般的なモールド用の熱硬化性樹脂と同等の硬化反応速度を示し、且つ、使用前に長期保管されても良好な接着性を示すことが求められることから、前記窒化ホウ素粒子(A)とともにエポキシ樹脂(B)とフェノール樹脂(C)とを含有させることが重要である。
また、このような点においては、トリフェニルボラン系硬化触媒を熱硬化性接着剤に含有させることが重要であり、特に、テトラフェニルホスホニウムテトラフェニルボレート(D1)を含有させることが重要である。
【0023】
前記窒化ホウ素粒子(A)は、熱硬化性接着剤全体に占める割合が40体積%以上65体積%以下となるように含有されることが重要である。
なお、絶縁樹脂層10を形成するための熱硬化性接着剤における窒化ホウ素粒子の体積が上記範囲内の割合となっていることが重要なのは、上記範囲未満では、絶縁樹脂層に十分な熱伝導性を付与することが難しくなり、窒化ホウ素粒子を上記範囲を超えて含有させると絶縁樹脂層をヒートスプレッダに十分接着させることが難しくなるとともにピンホール等の欠陥を生じさせやすくなるためである。
【0024】
この窒化ホウ素粒子は、絶縁樹脂層10の厚み方向に良好なる伝熱パスを形成させる上において、少なくともその一部を凝集粒子の状態で含有させることが好ましい。
上記のようにこの凝集粒子は、良好なる伝熱パスを形成させるのに有効な成分であり、絶縁樹脂層10に優れた熱伝導性を発揮させ得る点において含有させる窒化ホウ素粒子の内、50質量%以上を凝集粒子の状態で含有させることが好ましい。
なお、窒化ホウ素の一次粒子は、通常、六角板状となっており、前記凝集粒子はこの一次粒子が複数集合した球状に近い形状を示していることから、当該絶縁樹脂層10の断面を顕微鏡観察するなどすれば、窒化ホウ素粒子が凝集粒子として含有されているかどうかを容易に判別することができる。
【0025】
本発明においては、熱硬化性接着剤に含有させる無機フィラーを実質上窒化ホウ素粒子のみとすることが良好な熱伝導性を絶縁樹脂層10に発揮させ得る上において好適なものではあるが、要すれば、他の無機フィラーを本発明の効果が著しく損なわれない範囲において含有させてもよい。
この熱硬化性接着剤に含有させることが可能なその他の無機フィラーとしては、例えば、酸化ケイ素粒子、酸化アルミニウム粒子、酸化ジルコニウム粒子、酸化チタン粒子、チタン酸バリウム粒子、酸化ハフニウム粒子、酸化亜鉛粒子、酸化鉄粒子などの金属酸化物粒子が挙げられる。
また、その他の無機フィラーとしては、例えば、窒化アルミニウム粒子、窒化ケイ素粒子、窒化ガリウム粒子、炭化ケイ素粒子、ダイヤモンド粒子なども採用が可能である。
【0026】
熱硬化性接着剤には、前記エポキシ樹脂として、トリスヒドロキシフェニルメタン型エポキシ樹脂(B1)を採用することが重要であり、前記フェノール樹脂としてフェノールノボラック樹脂(C1)、キシリレンノボラックフェノールやビフェニレンノボラックフェノールといったフェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内の少なくとも1種を採用することが重要である。
また、熱硬化性接着剤には、テトラフェニルホスホニウムテトラフェニルボレート(D1)を硬化触媒として含有させることが重要である。
【0027】
なお、フェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)は、熱硬化性接着剤における合計含有量を前記トリスヒドロキシフェニルメタン型エポキシ樹脂(B1)の含有量によって調整することが好ましい。
即ち、フェノール性水酸基の数(nPOH)とエポキシ基の数(nEPX)との比(nPOH/nEPX)が0.8〜1.2となるようにフェノール樹脂とエポキシ樹脂との熱硬化性接着剤における含有量を調整することが好ましい。
また、前記テトラフェニルホスホニウムテトラフェニルボレート(D1)は、前記エポキシ樹脂100質量部に対して0.5〜3質量部となる割合で含有されることが好ましい。
【0028】
なお、本実施形態においては、熱硬化性接着剤の樹脂成分を、実質上、フェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内の1種以上と、トリスヒドロキシフェニルメタン型エポキシ樹脂(B1)と、テトラフェニルホスホニウムテトラフェニルボレート(D1)のみで構成させることが好ましいものではあるが、例えば、クレゾールノボラック型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、又はテトラキスヒドロキシフェニルエタン型エポキシ樹脂といった分子内に3つ以上のエポキシ基を有するエポキシ樹脂やビフェニル型エポキシ樹脂、ビスフェノールA型エポキシ樹脂、変性ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、変性ビスフェノールF型エポキシ樹脂といったエポキシ樹脂をトリスヒドロキシフェニルメタン型エポキシ樹脂(B1)の一部に置き換えて、熱硬化性接着剤に含有させても良い。
例えば、トリスヒドロキシフェニルメタン型エポキシ樹脂(B1)との合計に占める割合が過度に大きなものとはならないようであれば、上記例示のその他のエポキシ樹脂(Bx)を熱硬化性接着剤の樹脂成分として採用することも可能である。
【0029】
また、同様に、フェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内、含有されるものとの合計に占める割合が過度に大きなものとはならないようであれば、その他のフェノール樹脂系硬化剤(Cx)としてクレゾールノボラック樹脂、tert−ブチルフェノールノボラック樹脂、ノニルフェノールノボラック樹脂等のノボラック型フェノール樹脂、レゾール型フェノール樹脂、ポリパラオキシスチレン等のポリオキシスチレン等を熱硬化性接着剤の樹脂成分として採用することも可能である。
【0030】
さらには、テトラフェニルホスホニウムテトラフェニルボレート(D1)との合計に占める割合が過度に大きなものとはならないようであれば、テトラフェニルホスホニウムテトラフェニルボレート(D1)以外のトリフェニルボラン系硬化触媒や、イミダゾール系硬化触媒、トリフェニルフォスフィン系、及び、アミノ系硬化触媒の内の1種以上を熱硬化性接着剤の樹脂成分として採用することも可能である。
【0031】
テトラフェニルホスホニウムテトラフェニルボレート(D1)以外のトリフェニルボラン系硬化触媒としては、例えば、テトラフェニルホスホニウムテトラ−p−トリボレート、ベンジルトリフェニルホスホニウムテトラフェニルボレート、トリフェニルホスフィントリフェニルボラン等が挙げられる。
【0032】
また、前記イミダゾール系硬化触媒としては、2−メチルイミダゾール、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、1,2−ジメチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニルイミダゾール、2−フェニル−4−メチルイミダゾール、1−ベンジル−2−メチルイミダゾール、1−ベンジル−2−フェニルイミダゾール、1−シアノエチル−2−メチルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾール、1−シアノエチル−2−フェニルイミダゾリウムトリメリテイト、2,4−ジアミノ−6−[2’−メチルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−ウンデシルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−エチル−4’−メチルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−メチルイミダゾリル−(1’)]−エチル−s−トリアジンイソシアヌル酸付加物、2−フェニル−4,5−ジヒドロキシメチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾール等が挙げられる。
【0033】
また、前記トリフェニルフォスフィン系硬化触媒としては、例えば、トリフェニルフォスフィン、トリブチルフォスフィン、トリ(p−メチルフェニル)フォスフィン、トリ(ノニルフェニル)フォスフィン、ジフェニルトリルフォスフィン等のトリオルガノフォスフィン、テトラフェニルホスホニウムブロマイド、メチルトリフェニルホスホニウム、メチルトリフェニルホスホニウムクロライド、メトキシメチルトリフェニルホスホニウム、ベンジルトリフェニルホスホニウムクロライド等が挙げられる。
【0034】
さらに、前記アミノ系硬化触媒としては、例えば、モノエタノールアミントリフルオロボレート、ジシアンジアミド等が挙げられる。
【0035】
また、これら以外に、分散剤、粘着性付与剤、老化防止剤、酸化防止剤、加工助剤、安定剤、消泡剤、難燃剤、増粘剤、顔料などといった樹脂製品に一般に用いられる配合薬品を本発明の効果を損なわない範囲において絶縁樹脂層10を形成させるための熱硬化性接着剤に適宜含有させることができる。
【0036】
該絶縁樹脂層10に積層される金属層20は、例えば、銅、アルミニウム、ニッケル、鉄などの金属やその合金からなる厚み1mm未満(例えば20μm〜300μm)の金属箔によって形成させることができる。
該金属箔としては、異種金属が貼り合わされてなるクラッド箔や異種金属をメッキしたメッキ箔であってもよい。
また、この金属層20を構成させる金属箔としては、絶縁樹脂層10との接着力を向上させるべく、絶縁樹脂層10との界面側の表面が粗化されていることが好ましい。
この表面粗化については、金属箔の表面をサンドブラスト処理や酸化処理するなどして施すことができる。
【0037】
なお、電解金属箔を用いる場合においては、そのマット面(粗化面)を絶縁樹脂層との積層界面として利用することができ、サンドブラスト処理や酸化処理などの特段の処理を必要としない点において好適である。
また、その場合には、表面平滑なシャイニング面(光沢面)を放熱面として利用することができる点においても好適である。
本実施形態においては、比較的安価であり、耐腐蝕性にも優れ、高い熱伝導性を有する点において、この金属層20の形成に電解銅箔を用いることが好ましい。
さらに、この電解銅箔としては、マット面にジンケート処理が施されているものを用いることが好ましい。
【0038】
なお、本実施形態においては、放熱用部材の基材層を金属箔からなる金属層とする場合を例示しているが、例えば、1〜5mm厚みの銅板やアルミニウム板といった金属板からなる金属層を基材層としてもよい。
さらには、セラミックス繊維製シートなど別の部材で基材層を形成させてもよく、基材層を設けずに絶縁樹脂層のみからなるシート状の放熱用部材を採用することも可能である。
【0039】
また、本実施形態の放熱用部材としては、絶縁信頼性をより確実に確保させ得る点において絶縁樹脂層が2層構成となっているものが好ましい。
なお、本発明の放熱用部材は、さらに高い信頼性を確保させるべく絶縁樹脂層を3層以上の複数層構成としてもよい。
または、製造に要する手間を簡略化させるべく、絶縁樹脂層を単層構成としてもよい。
なお、絶縁樹脂層を複数層構成とする場合には、全ての層の配合内容を共通させる必要はなく、一つの層と他の層とで配合内容を異ならせていてもよい。
【0040】
次いで、金属箔からなる金属層の上に熱硬化性接着剤が2段重ねに積層された絶縁樹脂層10を有する放熱用部材を例示して、その作製方法について説明する。
前記放熱用部材を作製するには、例えば、下記a)〜e)の工程を順に実施する方法が挙げられる。
a)トリスヒドロキシフェニルメタン型エポキシ樹脂、フェノールノボラック樹脂、フェノールアラルキル樹脂、及び、トリスヒドロキシフェニルメタン型フェノール樹脂を溶解可能な有機溶媒に所望の濃度となるようにこれらを溶解させるとともにこの樹脂溶液に前記窒化ホウ素粒子や前記テトラフェニルホスホニウムテトラフェニルボレートを混合してコーティング液を作製するコーティング液作製工程、
b)金属層20を形成させるための金属箔上に前記コーティング液をコーティングするコーティング工程、
c)前記コーティング液がコーティングされた金属箔を乾燥炉に導入して前記有機溶媒を除去し前記コーティング液の乾燥被膜を金属箔上に形成させる乾燥工程、
d)前記乾燥被膜の形成された金属箔を2枚用意し、前記乾燥被膜が内側になるように重ね合わせ、熱プレスして2層の乾燥被膜を積層一体化させて2段重ねの絶縁樹脂層を形成させる熱プレス工程、
e)前記熱プレス工程後に、一方の余分な金属箔を剥離することにより金属層と絶縁樹脂層とが積層された放熱用部材を形成させる剥離工程。
【0041】
なお、前記コーティング液作製工程は、ボールミル、プラネタリーミキサー、ホモジナイザー、三本ロールミル等の攪拌装置を用いて実施することができる。
ただし、コーティング液に過度にせん断が加えられると窒化ホウ素の凝集粒子を破砕してしまうおそれを有することから、そのようなことが起こり難い装置を選択することが好ましい。
また、装置の運転条件としても凝集粒子の破砕が生じないように調整することが好ましい。
【0042】
前記コーティング工程は、グラビヤロールコーター、リバースロールコーター、キスロールコーター、ナイフコーター、コンマコーター、ダイレクトコーター等のコーティング装置を用いて実施することができ、前記乾燥工程は、一般的な加熱乾燥炉を用いて実施することができる。
【0043】
前記コーティング液には、含有する固形分に対して、少なくとも窒化ホウ素粒子が合計40体積%〜65体積%含有されることになるが、通常、これだけの無機フィラーを含有させると乾燥被膜中に細かな空隙部が形成されるおそれがあり、見かけ上の被膜厚みを厚くさせてしまうおそれがある。
前記熱プレス工程は、絶縁樹脂層を2層構成として、厚み方向に貫通する欠陥を形成させないようにする上においても有効なものではあるが、上記の空隙部を原因として絶縁樹脂層中にボイドなどの欠陥が形成されることを抑制させる上においても有効となる。
また、窒化ホウ素粒子どうしを接近させて、特に凝集粒子を主体とした伝熱パスを形成させるのにも該熱プレス工程は有効なものであるといえる。
【0044】
上記のような効果をより顕著に発揮させ得る点においては、熱プレス工程を、より高温、且つ、高圧で実施する方が好ましいが、該熱プレス工程において絶縁樹脂層に過度に熱を加えるとエポキシ樹脂等の硬化反応が過度に進行してヒートスプレッダに対する接着力を大きく低下させてしまうおそれを有する。
従って、熱プレス工程は、ヒートスプレッダに対する接着性が損なわれない範囲の条件で実施することが好ましい。
【0045】
なお、この放熱用部材をヒートスプレッダに接着させる方法としては特に限定されるものではないが、例えば、半導体モジュール2が図2に示す構造のようなもので、絶縁樹脂層10と金属層20との少なくとも2層構造を有し、一面側が前記絶縁樹脂層10で形成され他面側が前記金属層20で形成された前記放熱用部材1と、半導体素子50を搭載したヒートスプレッダ30とが備えられており、該ヒートスプレッダ30が前記半導体素子50とともに熱硬化性樹脂90によってモールドされ、且つ半導体素子搭載面とは反対側の面に前記放熱用部材1の絶縁樹脂層10が接着硬化されている半導体モジュールを金属層20を表面に露出させた状態となるように形成させるのであれば、前記熱硬化性樹脂90によるモールドを実施する際にヒートスプレッダ30による放熱用部材1の絶縁樹脂層10を接着硬化させることもできる。
【0046】
即ち、以下のようにして図2に示す構造を有する半導体モジュールを作製することができる。
(第一の工程)
本実施形態においては、半導体モジュールを作製するための第一の工程として、半導体素子50を搭載したヒートスプレッダ30を半導体搭載面を上側にし、半導体搭載面とは反対側の面に前記放熱用部材1の絶縁樹脂層10を当接させて配置する。
このとき、例えば、作製する半導体モジュールの外形に相当する平坦な矩形板形状のキャビティ(内部空間)を有する注型用金型を用意し、放熱用部材1とヒートスプレッダ30とを、これらの位置関係が作製する半導体モジュールにおける位置関係と一致するように前記キャビティ内にセットすることで当該第一工程を実施することができる。
より、具体的には、端子70a,70bが固定された注型用金型内に絶縁樹脂層10を上向きにして放熱用部材1をセットし、さらに、上面側にハンダ付けされた半導体素子50を搭載したヒートスプレッダ30を前記放熱用部材1の上の所定位置にセットして、ヒートスプレッダ30の半導体素子搭載面とは反対側の面(下面)に前記放熱用部材1の絶縁樹脂層10を接するようにしてこれらを配置することで当該第一工程を実施することができる。
【0047】
(第二の工程)
前記の工程(第一の工程)後は、モールドに用いる熱硬化性樹脂を未硬化な状態で熱溶融させて、前記金属層20の下面側を露出させつつも該金属層20から上側のヒートスプレッダ側が前記熱溶融された熱硬化性樹脂によって埋設された状態となるように、注型用金型内に前記熱溶融させた前記熱硬化性樹脂を注入させる。
そして、この第二の工程においてモールドに用いる前記熱硬化性樹脂を熱硬化させるとともにこの熱硬化性樹脂の熱と注型用金型内への注入圧力とを利用し前記絶縁樹脂層10を形成している熱硬化性接着剤をヒートスプレッダ30に接着硬化させる。
【0048】
このようにして半導体モジュール2の製造と同時に放熱用部材1とヒートスプレッダ30との接着を実施した後、絶縁樹脂層10とモールドした熱硬化性樹脂90との熱硬化が進行する過程において、ヒートスプレッダ30と絶縁樹脂層10との接着界面や、絶縁樹脂層10と熱硬化性樹脂90との接着界面には、従来の場合であれば、硬化反応速度の違いによって強いせん断応力が加えられ易く、部分的な剥離等を生じやすい状態になっていたが、本実施形態においては、前記絶縁樹脂層10に所定配合処方が施されているためにヒートスプレッダ30との間に界面剥離が生じてしまったり、絶縁樹脂層10にクラックが生じてしまったりすることが抑制され、絶縁性や放熱性能に予期せぬ低下を招くおそれが低い。
即ち、本発明に係る放熱用部材1を用いて半導体モジュール2を作製することで放熱性に優れ、且つ、絶縁信頼性に優れた半導体モジュール2を容易に得ることができる。
【0049】
なお、金属箔からなる金属層以外の基材層を備えた放熱用部材についても、上記と同様にして半導体モジュールの製造方法に利用することができ、その場合も放熱性に優れ、且つ、絶縁信頼性に優れた半導体モジュールを容易に得ることができる点については上記の場合と同じである。
また、基材層を備えていない絶縁樹脂層のみからなるシート状の放熱用部材を用いて、ヒートスプレッダの半導体素子搭載面とは反対側の面に放熱用部材の一面側が接着硬化された半導体モジュールを前記放熱用部材の他面側を表面に露出させた状態となるように形成させる場合についても上記のような第一、第二の工程を備えた半導体モジュールの製造方法を採用することができる。
【0050】
また、ここではこれ以上の詳述は割愛するが、本発明の放熱用部材、及び、半導体モジュールの製造方法は、上記例示に限定されるものではなく、従来これらの技術分野において公知の技術事項を本発明の効果が著しく損なわれない限りにおいて適宜採用することが可能なものである。
【実施例】
【0051】
(実施例1〜5、比較例1〜5)
(試料の作製)
まず、表1に示すような配合内容のコーティング液を作製した。
なお、表には示していないが、各コーティング液には窒化ホウ素粒子(凝集粒子含有、カップリング剤処理品)を固形分に占める割合が58体積%となるように含有させている。
このコーティング液を作製するのに際しては、まず、エポキシ樹脂とフェノール樹脂とを、当該コーティング液がコーティングに適した粘度となるようにメチルエチルケトンに溶解させ、これに硬化促進剤を分散させ、前記窒化ホウ素粒子を加えプラネタリーミキサーによって混合した。
得られた、コーティング液は、厚み105μmの電解銅箔のマット面に乾燥後の被膜厚みが約200μmとなるようにウェット厚みを調整してロールコートし、100℃×5分の乾燥を行って乾燥被膜を形成させた。
この乾燥被膜の形成された銅箔を2枚用意し、前記乾燥被膜が内側になるように重ね合わせ、10MPaの圧力で120℃×20分の熱プレスを実施して2層の乾燥被膜を積層一体化させた後に片側の銅箔を除去して、200μm厚みの絶縁樹脂層が前記銅箔からなる金属層上に積層された放熱用部材を作製した。
【0052】
(硬化速度評価)
得られた放熱用部材は、幅10mm、長さ50mmの短冊状試料とし、硬化速度評価用試料とした。
この短冊状試料を、TAインスツルメント製の粘弾性測定装置、型名「ARES」にセットし、常温から40℃/分の昇温速度で175℃まで加熱し、その後175℃の温度で一定させつつトーションモードによる粘度測定を実施し、最低粘度が観察された時点から9×107[Pa・s]に到達するまでの時間を読み取った。
【0053】
(保存性評価)
放熱用部材の絶縁樹脂層から採取した約8mgの試料を、TAインスツルメント製の示差走査熱量測定器(DSC)を用い、昇温速度3℃/minでガラス転移温度(Tg)を測定した。
放熱用部材を25℃の環境下で保存し、このTgの経時変化を評価した。
具体的には、放熱用部材を25℃の環境下で一ヶ月保存し、初期のTgと保存後のTgとの差が10℃未満となった場合を保存性良好(「○」判定)と判定し、Tgが10℃以上変化した場合を保存性不良(「×」判定)と判定した。
【0054】
(モールド評価)
幅60mm、長さ70mm、深さ10mmの内容積を有する注型用金型内に幅50mm、長さ60mmの短冊状試料を絶縁樹脂層側が上向きになるようにしてセットし、この上に幅46mm、長さ27mm、厚み3mmの銅ブロック(ヒートスプレッダ)を2個並べて載置し、ゲルタイム12秒(GT12s)の熱硬化性エポキシ樹脂モールドコンパウンドを注入し、175℃×1.5分の熱硬化を実施して、前記銅ブロックの下面に短冊状試料の絶縁樹脂層を接着硬化させ、下面側に銅箔を露出させた半導体モジュールを模擬した試料を作製した(モールド評価(A))。
この模擬試料の下面側を超音波探傷試験機(SAT)で観察し銅ブロックと絶縁樹脂層との剥離が検知された場合を「×」判定とし、剥離が検知されなかった場合を「○」判定とした。
また、同様に、ゲルタイム39秒(GT39s)の熱硬化性エポキシ樹脂モールドコンパウンドを注入し、175℃×3分の熱硬化を実施して剥離の有無によってモールド評価を行った(モールド評価(B))。
そして、上記2通りの評価の内、いずれかのモールド用熱硬化性樹脂との硬化挙動に良好なるマッチングを示すものを「○」判定とし、いずれにも硬化挙動のマッチングがなされないものを「×」として判定した(モールド評価(C))。
【0055】
(硬化物の特性)
TAインスツルメント製の粘弾性測定装置(型名「ARES」)に短冊状試料をセットし、常温から40℃/分の昇温速度で175℃まで加熱し、その後175℃の温度で一定させつつトーションモードによる粘度測定を実施し、最低粘度が観察された時点から最高粘度が観察されるまでの時間を読み取り、硬化物の特性を評価した。
具体的には、この時間が30分未満の場合を「○」、30分以上の場合を「×」と判定した。
【0056】
以上の評価結果を、下記表1に示す。
【表1】
【0057】
上記のように、実施例においては硬化反応速度が比較的速く、且つ、接着能力の長期持続性に優れたものが得られている。
なお、比較例4においても、硬化反応速度が比較的速く、且つ、接着能力の長期持続性に優れたものが得られる結果が示されてはいるが、この比較例4では、硬化物の特性についての評価結果に問題があり放熱用部材として利用することが実質上困難なものであった。
このことからも、本発明によれば、硬化反応速度が比較的速く、且つ、接着能力の長期持続性に優れた熱硬化性接着剤で絶縁樹脂層が形成された放熱用部材を得ることができ、放熱性に優れた半導体モジュールを容易に製造し得ることが分かる。
【符号の説明】
【0058】
1:放熱用部材、3:半導体モジュール、10:絶縁樹脂層、20:金属層(基材層)、20a:表面(放熱面)、30:ヒートスプレッダ、50:半導体素子
【特許請求の範囲】
【請求項1】
窒化ホウ素粒子(A)とエポキシ樹脂(B)とフェノール樹脂(C)とを含有する熱硬化性接着剤からなる絶縁樹脂層を有し、該絶縁樹脂層の一面側を被着体に接着硬化させて該被着体の熱を前記絶縁樹脂層を通じて放熱させるべく用いられる放熱用部材であって、
前記絶縁樹脂層を形成している前記熱硬化性接着剤には、前記窒化ホウ素粒子(A)が40体積%以上65体積%以下の割合で含有されており、前記エポキシ樹脂(B)としてトリスヒドロキシフェニルメタン型エポキシ樹脂(B1)が含有され、前記フェノール樹脂(C)としてフェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内の少なくとも1種が含有されており、さらにテトラフェニルホスホニウムテトラフェニルボレート(D1)が含有されていることを特徴とする放熱用部材。
【請求項2】
金属箔又は金属板からなる金属層と前記絶縁樹脂層とが積層されており、前記被着体に接着される絶縁樹脂層の前記一面側とは反対側に前記金属層が配され、前記被着体の熱を前記絶縁樹脂層と前記金属層とを通じて放熱させるべく用いられる請求項1記載の放熱用部材。
【請求項3】
前記熱硬化性接着剤には、フェノール性水酸基の数(nPOH)とエポキシ基の数(nEPX)との比(nPOH/nEPX)が0.8〜1.2となるように前記エポキシ樹脂と前記フェノール樹脂とが含有されており、前記テトラフェニルホスホニウムテトラフェニルボレートは、前記エポキシ樹脂100質量部に対して0.5〜3質量部となる割合で含有されている請求項1又は2記載の放熱用部材。
【請求項4】
前記窒化ホウ素粒子の一部又は全部が凝集粒子となって前記絶縁樹脂層中に含有されている請求項1乃至3のいずれか1項に記載の放熱用部材。
【請求項5】
熱硬化性接着剤からなる絶縁樹脂層と基材層との少なくとも2層構造を有し、一面側が前記絶縁樹脂層で形成され他面側が前記基材層で形成された放熱用部材と、半導体素子を搭載したヒートスプレッダとが備えられており、該ヒートスプレッダが、前記半導体素子とともに熱硬化性樹脂によってモールドされ且つ半導体素子搭載面とは反対側の面に前記放熱用部材の絶縁樹脂層が接着硬化されて備えられている半導体モジュールを前記放熱用部材の基材層を表面に露出させた状態となるように形成させる半導体モジュールの製造方法であって、
前記ヒートスプレッダの前記反対側の面に前記放熱用部材の絶縁樹脂層を当接させて配置する第一の工程と、
該放熱用部材の基材層側を露出させつつも前記ヒートスプレッダ側が前記熱硬化性樹脂によってモールドされた状態となるように、モールドに用いる前記熱硬化性樹脂を熱溶融させて該熱硬化性樹脂中に前記ヒートスプレッダを埋設させる第二の工程とを実施し、
前記放熱用部材として、窒化ホウ素粒子(A)とエポキシ樹脂(B)とフェノール樹脂(C)とを含有する熱硬化性接着剤からなる前記絶縁樹脂層を有し、該絶縁樹脂層を形成している前記熱硬化性接着剤に前記窒化ホウ素粒子(A)が40体積%以上65体積%以下の割合で含有されており、前記エポキシ樹脂(B)としてトリスヒドロキシフェニルメタン型エポキシ樹脂(B1)が含有され、前記フェノール樹脂(C)としてフェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内の少なくとも1種が含有されており、さらにテトラフェニルホスホニウムテトラフェニルボレート(D1)が含有されている放熱用部材を用い、前記第二の工程では、モールド用の前記熱硬化性樹脂を熱硬化させるとともに前記放熱用部材の前記絶縁樹脂層を熱硬化させることを特徴とする半導体モジュールの製造方法。
【請求項6】
前記基材層が、金属箔又は金属板からなる金属層である前記放熱用部材を用いる請求項5記載の半導体モジュールの製造方法。
【請求項7】
熱硬化性接着剤からなる絶縁樹脂層のみによって構成されたシート状の放熱用部材と、半導体素子を搭載したヒートスプレッダとが備えられており、該ヒートスプレッダが、前記半導体素子とともに熱硬化性樹脂によってモールドされ且つ半導体素子搭載面とは反対側の面に前記放熱用部材の一面側が接着硬化されて備えられている半導体モジュールを前記放熱用部材の他面側を表面に露出させた状態となるように形成させる半導体モジュールの製造方法であって、
前記ヒートスプレッダの前記反対側の面に前記放熱用部材の一面側を当接させて配置する第一の工程と、
該放熱用部材の他面側を露出させつつも前記ヒートスプレッダ側が前記熱硬化性樹脂によってモールドされた状態となるように、モールドに用いる前記熱硬化性樹脂を熱溶融させて該熱硬化性樹脂中に前記ヒートスプレッダを埋設させる第二の工程とを実施し、
前記放熱用部材として、窒化ホウ素粒子(A)とエポキシ樹脂(B)とフェノール樹脂(C)とを含有する熱硬化性接着剤からなる前記絶縁樹脂層を有し、該絶縁樹脂層を形成している前記熱硬化性接着剤に前記窒化ホウ素粒子(A)が40体積%以上65体積%以下の割合で含有されており、前記エポキシ樹脂(B)としてトリスヒドロキシフェニルメタン型エポキシ樹脂(B1)が含有され、前記フェノール樹脂(C)としてフェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内の少なくとも1種が含有されており、さらにテトラフェニルホスホニウムテトラフェニルボレート(D1)が含有されている放熱用部材を用い、前記第二の工程では、モールド用の前記熱硬化性樹脂を熱硬化させるとともに前記放熱用部材を形成している前記熱硬化性接着剤を熱硬化させることを特徴とする半導体モジュールの製造方法。
【請求項1】
窒化ホウ素粒子(A)とエポキシ樹脂(B)とフェノール樹脂(C)とを含有する熱硬化性接着剤からなる絶縁樹脂層を有し、該絶縁樹脂層の一面側を被着体に接着硬化させて該被着体の熱を前記絶縁樹脂層を通じて放熱させるべく用いられる放熱用部材であって、
前記絶縁樹脂層を形成している前記熱硬化性接着剤には、前記窒化ホウ素粒子(A)が40体積%以上65体積%以下の割合で含有されており、前記エポキシ樹脂(B)としてトリスヒドロキシフェニルメタン型エポキシ樹脂(B1)が含有され、前記フェノール樹脂(C)としてフェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内の少なくとも1種が含有されており、さらにテトラフェニルホスホニウムテトラフェニルボレート(D1)が含有されていることを特徴とする放熱用部材。
【請求項2】
金属箔又は金属板からなる金属層と前記絶縁樹脂層とが積層されており、前記被着体に接着される絶縁樹脂層の前記一面側とは反対側に前記金属層が配され、前記被着体の熱を前記絶縁樹脂層と前記金属層とを通じて放熱させるべく用いられる請求項1記載の放熱用部材。
【請求項3】
前記熱硬化性接着剤には、フェノール性水酸基の数(nPOH)とエポキシ基の数(nEPX)との比(nPOH/nEPX)が0.8〜1.2となるように前記エポキシ樹脂と前記フェノール樹脂とが含有されており、前記テトラフェニルホスホニウムテトラフェニルボレートは、前記エポキシ樹脂100質量部に対して0.5〜3質量部となる割合で含有されている請求項1又は2記載の放熱用部材。
【請求項4】
前記窒化ホウ素粒子の一部又は全部が凝集粒子となって前記絶縁樹脂層中に含有されている請求項1乃至3のいずれか1項に記載の放熱用部材。
【請求項5】
熱硬化性接着剤からなる絶縁樹脂層と基材層との少なくとも2層構造を有し、一面側が前記絶縁樹脂層で形成され他面側が前記基材層で形成された放熱用部材と、半導体素子を搭載したヒートスプレッダとが備えられており、該ヒートスプレッダが、前記半導体素子とともに熱硬化性樹脂によってモールドされ且つ半導体素子搭載面とは反対側の面に前記放熱用部材の絶縁樹脂層が接着硬化されて備えられている半導体モジュールを前記放熱用部材の基材層を表面に露出させた状態となるように形成させる半導体モジュールの製造方法であって、
前記ヒートスプレッダの前記反対側の面に前記放熱用部材の絶縁樹脂層を当接させて配置する第一の工程と、
該放熱用部材の基材層側を露出させつつも前記ヒートスプレッダ側が前記熱硬化性樹脂によってモールドされた状態となるように、モールドに用いる前記熱硬化性樹脂を熱溶融させて該熱硬化性樹脂中に前記ヒートスプレッダを埋設させる第二の工程とを実施し、
前記放熱用部材として、窒化ホウ素粒子(A)とエポキシ樹脂(B)とフェノール樹脂(C)とを含有する熱硬化性接着剤からなる前記絶縁樹脂層を有し、該絶縁樹脂層を形成している前記熱硬化性接着剤に前記窒化ホウ素粒子(A)が40体積%以上65体積%以下の割合で含有されており、前記エポキシ樹脂(B)としてトリスヒドロキシフェニルメタン型エポキシ樹脂(B1)が含有され、前記フェノール樹脂(C)としてフェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内の少なくとも1種が含有されており、さらにテトラフェニルホスホニウムテトラフェニルボレート(D1)が含有されている放熱用部材を用い、前記第二の工程では、モールド用の前記熱硬化性樹脂を熱硬化させるとともに前記放熱用部材の前記絶縁樹脂層を熱硬化させることを特徴とする半導体モジュールの製造方法。
【請求項6】
前記基材層が、金属箔又は金属板からなる金属層である前記放熱用部材を用いる請求項5記載の半導体モジュールの製造方法。
【請求項7】
熱硬化性接着剤からなる絶縁樹脂層のみによって構成されたシート状の放熱用部材と、半導体素子を搭載したヒートスプレッダとが備えられており、該ヒートスプレッダが、前記半導体素子とともに熱硬化性樹脂によってモールドされ且つ半導体素子搭載面とは反対側の面に前記放熱用部材の一面側が接着硬化されて備えられている半導体モジュールを前記放熱用部材の他面側を表面に露出させた状態となるように形成させる半導体モジュールの製造方法であって、
前記ヒートスプレッダの前記反対側の面に前記放熱用部材の一面側を当接させて配置する第一の工程と、
該放熱用部材の他面側を露出させつつも前記ヒートスプレッダ側が前記熱硬化性樹脂によってモールドされた状態となるように、モールドに用いる前記熱硬化性樹脂を熱溶融させて該熱硬化性樹脂中に前記ヒートスプレッダを埋設させる第二の工程とを実施し、
前記放熱用部材として、窒化ホウ素粒子(A)とエポキシ樹脂(B)とフェノール樹脂(C)とを含有する熱硬化性接着剤からなる前記絶縁樹脂層を有し、該絶縁樹脂層を形成している前記熱硬化性接着剤に前記窒化ホウ素粒子(A)が40体積%以上65体積%以下の割合で含有されており、前記エポキシ樹脂(B)としてトリスヒドロキシフェニルメタン型エポキシ樹脂(B1)が含有され、前記フェノール樹脂(C)としてフェノールノボラック樹脂(C1)、フェノールアラルキル樹脂(C2)、及びトリスヒドロキシフェニルメタン型フェノール樹脂(C3)の内の少なくとも1種が含有されており、さらにテトラフェニルホスホニウムテトラフェニルボレート(D1)が含有されている放熱用部材を用い、前記第二の工程では、モールド用の前記熱硬化性樹脂を熱硬化させるとともに前記放熱用部材を形成している前記熱硬化性接着剤を熱硬化させることを特徴とする半導体モジュールの製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2013−89670(P2013−89670A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−226744(P2011−226744)
【出願日】平成23年10月14日(2011.10.14)
【出願人】(000190611)日東シンコー株式会社 (104)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月14日(2011.10.14)
【出願人】(000190611)日東シンコー株式会社 (104)
【Fターム(参考)】
[ Back to top ]