
放熱部材およびその製造方法
【課題】フッ素樹脂および熱伝導フィラーを用いた放熱部材であって、良好な接着性を有する放熱部材を提供する。
【解決手段】フッ素樹脂、および熱伝導フィラーを含む多孔質母材と、前記多孔質母材の孔内に含まれる接着性材料とを含む放熱部材であって、前記フッ素樹脂が、ポリテトラフルオロエチレンを含む放熱部材とする。
【解決手段】フッ素樹脂、および熱伝導フィラーを含む多孔質母材と、前記多孔質母材の孔内に含まれる接着性材料とを含む放熱部材であって、前記フッ素樹脂が、ポリテトラフルオロエチレンを含む放熱部材とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、放熱部材に関し、特に被着体への接着使用に好適な放熱部材に関する。本発明はまた、当該放熱部材の製造方法に関する。
【背景技術】
【0002】
近年、環境対応の観点からハイブリッド自動車や電気自動車の開発が進んでいる。このような車両の駆動系には、モータが用いられており、当該モータの高出力化が求められている。モータの高出力化のためには、出力向上に伴う発熱量増加に対応するための冷却性能の向上が課題となる。
【0003】
車両用モータの冷却性能の向上方法としては、放熱部材の使用が考えられる。放熱部材としては、樹脂マトリクス中に熱伝導フィラーを分散させたものが知られている。ここで、モータの下部には、潤滑オイルとしてオートマチックトランスミッションフルード(ATF)が封入されており、そのため、モータに使用する放熱部材においては、樹脂マトリクスが耐オイル性を有することが必要となってくる。
【0004】
耐オイル性を有する樹脂としては、フッ素樹脂が知られており、フッ素樹脂マトリクス中に熱伝導フィラーを分散させた放熱部材も従来知られている(例えば特許文献1等参照)。従来のフッ素樹脂マトリクス中に熱伝導フィラーを分散させた放熱部材は、電子機器用途を主な用途としている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−208159号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明者らが、従来の電子機器用途を意図した放熱部材を、車両用モータに適用しようと検討した結果、モータ内に当該放熱部材を設置するには、熱伝導グリースによる接着が行われるのであるが、モータ内の部材に当該放熱部材を接着させる際に、位置ずれが生じることがあるという問題があることがわかった。
【0007】
そこで本発明は、フッ素樹脂および熱伝導フィラーを用いた放熱部材であって、良好な接着性を有する放熱部材を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、フッ素樹脂、および熱伝導フィラーを含む多孔質母材と、
前記多孔質母材の孔内に含まれる接着性材料と
を含む放熱部材であって、
前記フッ素樹脂が、ポリテトラフルオロエチレンを含む放熱部材である。
【0009】
前記フッ素樹脂は、ペルフルオロアルコキシフッ素樹脂、および四フッ化エチレン−六フッ化プロピレン共重合体からなる群より選ばれる少なくとも1種をさらに含むことが好ましい。
【0010】
本発明の放熱部材は、前記接着性材料を1質量%以上含むことが好ましい。
【0011】
本発明の放熱部材の好ましい一実施態様においては、前記熱伝導フィラーは、窒化ホウ素、窒化アルミニウム、アルミナ、窒化珪素、および酸化マグネシウムからなる群より選ばれる少なくとも1種の絶縁性フィラーである。本発明の放熱部材の別の好ましい実施態様においては、前記熱伝導フィラーが、グラファイト、カーボンブラック、カーボン繊維、金属繊維、および金属粒子からなる群より選ばれる少なくとも1種の導電性フィラーである。
【0012】
本発明はまた、ポリテトラフルオロエチレンを含むフッ素樹脂、熱伝導フィラー、および成形助剤を含む複数のシート状成形体を重ね合わせて圧延して圧延積層シートを得る工程(1)、
得られる圧延積層シートから前記成形助剤を除去して多孔質母材を得る工程(2)、および
得られる多孔質母材に接着性材料を含浸させる工程(3)を含む放熱部材の製造方法である。
【0013】
本発明の製造方法は、前記工程(2)と前記工程(3)の間に、多孔質母材を加圧成形する工程(4)をさらに含んでいてもよい。
【0014】
前記工程(3)を、前記多孔質母材を接着性材料中に浸漬し、当該接着性材料を加圧することによって行うことが好ましい。
【発明の効果】
【0015】
本発明によれば、良好な接着力で容易に被着体に接着させることができ、ハンドリング性に優れる放熱部材が提供され、当該放熱部材は、車両用モータ用の放熱部材等として有用である。
【図面の簡単な説明】
【0016】
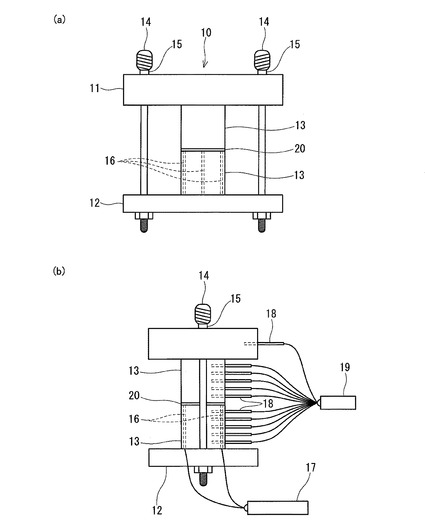
【図1】実施例で用いた熱特性評価装置を示す図であり、(a)が正面図、(b)が側面図である。
【発明を実施するための形態】
【0017】
本発明の放熱部材は、フッ素樹脂、および熱伝導フィラーを含む多孔質母材と、当該多孔質母材の孔内に含まれる接着性材料とを含む。
【0018】
本発明の放熱部材は、フッ素樹脂を含む多孔質母材を用いることにより、高い耐オイル性が付与されている。
【0019】
フッ素樹脂は、ポリテトラフルオロエチレン(PTFE)を含む。フッ素樹脂がPTFEを含むことにより、熱伝導フィラーを高い含有率で含む多孔質母材を作製することが容易となる。フッ素樹脂は、本発明の効果を阻害しない範囲で、PTFE以外のフッ素樹脂を含んでいてもよい。PFTE以外のフッ素樹脂としては、溶融性フッ素樹脂が挙げられる。フッ素樹脂が、溶融性フッ素樹脂を含む場合には、熱伝導フィラーを高い含有率で含む多孔質母材を作製することがより容易となり、例えば、フッ素樹脂および熱伝導フィラーを含む材料をシート化するのが容易となる。当該溶融性フッ素樹脂としては、ペルフルオロアルコキシフッ素樹脂(PFA)、および四フッ化エチレン−六フッ化プロピレン共重合体(FEP)からなる群より選ばれる少なくとも1種を用いることが好ましい。なお、PFAおよびFEPには融点が異なる様々な製品が存在するが、多孔質母材への加工方法およびその加工条件に応じて適宜選択すればよい。
【0020】
フッ素樹脂に占める溶融性フッ素樹脂の割合に関し、下限については、好ましくは5質量%以上、より好ましくは10質量%以上であり、上限については、好ましくは70質量%以下、より好ましくは50質量%以下、さらに好ましくは30質量%以下である。
【0021】
本発明の放熱部材は、熱伝導フィラーによって高い熱伝導性が付与される。ここで、熱伝導フィラーとは、熱伝導率が1W/mK以上、好ましくは100W/mK以上のフィラーのことをいう。熱伝導フィラーは、放熱部材の用途に合わせてその種類を適宜選択すればよい。例えば、放熱部材に高い絶縁性を付与したい場合には、体積抵抗率が1014Ω・cm以上の絶縁性フィラーを用いればよく、好適には、窒化ホウ素、窒化アルミニウム、アルミナ、窒化珪素、および酸化マグネシウムからなる群より選ばれる少なくとも1種の絶縁性フィラーが用いられる。ハイブリッド車用モータ、発電機内などにおいては高電圧であり大きな過渡電流が発生するような部位があり、絶縁性フィラーを用いて高い絶縁性が付与された放熱部材は、このような部位での使用に有利である。
【0022】
一方、放熱部材に高い導電性を付与したい場合には、体積抵抗率106Ω・cm以下の導電性フィラーを用いればよく、好適には、グラファイト、カーボンブラック、カーボン繊維、金属繊維(例、アルミ繊維、銅繊維等)、および金属粒子(例、金、銀、銅、パラジウム、白金等の粒子)からなる群より選ばれる少なくとも1種の導電性フィラーが用いられる。
【0023】
熱伝導フィラーの形状は、特に限定されず、球状および非球状のフィラーを用いることができ、圧延によって面内方向に整列させることによって熱伝導異方性を付与することができることから、平板状および鱗片状が好ましい。また、同様の理由から、熱伝導フィラー自体が熱伝導異方性を有している方が好ましい。また、厚み方向の熱伝導率を向上させる場合には、各社から販売されている凝集形状の熱伝導フィラーを用いてもよい。
【0024】
熱伝導フィラーは、脱落することなくフッ素樹脂マトリックスに担持され、かつ、得られる放熱部材に十分な熱伝導性を付与することができればよいため、その粒径は特には限定されないが、例えば粒径0.2〜500μmのものが好ましく、0.2〜50μmのものがより好ましい。ただし、熱伝導フィラーは、高熱伝導化においては、粒径が大きい方が好ましい。これは、熱伝導フィラーの含有量が同じであっても、粒径が大きい方が界面の数が少なくなり、熱抵抗を低くできるためである。なお、ここでの粒径とは、レーザ回折・散乱式粒子径・粒度分布測定装置(例、日機装株式会社製「マイクロトラック」)によって測定される値のことである。
【0025】
熱伝導フィラーの含有量は、多孔質母材の全質量に対し、50〜95質量%の範囲にあることが好ましく、70〜90質量%の範囲にあることがより好ましく、80〜90質量%の範囲にあることがさらに好ましい。フッ素樹脂の含有率は、多孔質母材の全質量に対し、5〜50質量%の範囲にあることが好ましく、10〜30質量%の範囲にあることがより好ましく、10〜20質量%の範囲にあることがさらに好ましい。
【0026】
多孔質母材は、フッ素樹脂、および熱伝導フィラー以外の成分を含んでいてもよい。このような成分としては、フッ素樹脂以外の樹脂などが挙げられ、当該樹脂としては、例えば、一般的に用いられている、熱可塑性樹脂および熱硬化性樹脂を用いることができる。当該成分の含有量は、多孔質母材の全質量に対し、10質量%以下であることが好ましい。
【0027】
本発明に用いられる母材では、フッ素樹脂マトリックス内に熱伝導フィラーが分散しており、この母材は、多孔質構造を有する。母材の有する多孔質構造については特に制限はない。多孔質構造は、例えば、後述のように、フッ素樹脂、熱伝導フィラーおよび揮発性材料(成形助剤)を含む成形体を作製し、揮発性材料を除去することによって得ることができる。
【0028】
本発明の放熱部材は、多孔質母材の孔内に接着性材料を含む。放熱部材がこのような形態で接着性材料を含むことによって、良好な接着力で放熱部材を被着体へ容易に接着することができ、これにより放熱部材は、ハンドリング性に優れる。
【0029】
本発明に用いられる接着性材料としては、アクリル系粘着剤、シリコーン系粘着剤等の粘着剤、および熱硬化系接着剤(例、エポキシ樹脂等)、ホットメルト接着剤等の接着剤が挙げられる。粘着剤は、架橋型であっても非架橋型であってもよい。架橋型粘着剤は、架橋前のものであっても架橋後のものであってもよい。これらの粘着剤および接着剤は、公知であり、市販品としても入手可能であり、被着体の素材および所望する接着力に応じてその種類を適宜選択すればよい。
【0030】
接着性材料は、放熱部材の全質量に対し、1質量%以上含まれることが好ましく、より好ましくは1〜80質量%、さらに好ましくは5〜80質量%含まれる。
【0031】
本発明の放熱部材の形状には特に制限はないが、ハンドリング性の高さから、シート状であることが好ましい。このとき、本発明の放熱部材の厚みは、例えば、0.05mm〜3mmの範囲であり、好ましくは、0.1mm〜1mmの範囲である。
【0032】
次に、本発明の放熱部材の製造方法について説明する。本発明の放熱部材は、PTFEを含むフッ素樹脂、熱伝導フィラー、および成形助剤を含む複数のシート状成形体を重ね合わせて圧延して圧延積層シートを得る工程(1)、得られる圧延積層シートから前記成形助剤を除去して多孔質母材を得る工程(2)、および得られる多孔質母材に接着性材料を含浸させる工程(3)を含む方法によって好適に製造される。
【0033】
工程(1)で用いられるPTFEを含むフッ素樹脂、熱伝導フィラー、および成形助剤を含む複数のシート状成形体は、PTFEを含むフッ素樹脂、熱伝導フィラー、および成形助剤を混合して、ペースト状の混合物をまず作製し、これをシート状に成形することによって得ることができる。
【0034】
PTFEを含むフッ素樹脂、熱伝導フィラー、および成形助剤の混合は、PTFEの繊維化を極力抑制する条件で行うことが望ましい。具体的には、PTFEにせん断を加えないように混合装置の回転数を小さくし、混合時間を短くして、混錬せずに混合することが望ましい。材料を混合する段階でPTFEに繊維化がおこると、圧延する際に、既に形成したPTFEの繊維が切断されてPTFEの網目構造が破壊されてしまう可能性があり、シート形状を保つことが困難になる場合がある。
【0035】
成形助剤には、例えばドデカンやデカンなどの飽和炭化水素を使用できる。成形助剤は、混合物の全質量に対して20〜55質量%となるように添加すればよい。
【0036】
これらの混合物を、押出成形、ロール成形等により成形することにより、シート状成形体を得ることができる。シート状成形体の厚みは、例えば0.5〜5mmである。このようなシート状成形体を複数枚準備する。
【0037】
続いて、これら複数のシート状成形体を重ね合わせ(積層し)、圧延して圧延積層シートを得る。用いるシート状成形体の枚数は、2枚以上であれば特に限定はなく、多孔質母材となる最終的な圧延積層シートを構成するシート状成形体の層の数を考慮して適宜決定すればよく、例えば、2〜10枚程度とする。このように当該製造方法は、積層体の圧延を含むが、この積層および圧延によって、シート強度を向上させるとともに、熱伝導フィラーをフッ素樹脂マトリックスへ強固に固定することができ、熱伝導フィラーの配合率が高く、かつ可撓性のあるシートを作製することができる。
【0038】
当該製造方法においては、当該工程(1)の後に、シート状成形体の圧延積層シートを複数重ね合わせて圧延する、または、シート状成形体の少なくとも1枚の圧延積層シートとフッ素樹脂、熱伝導フィラーおよび成形助剤を含む少なくとも1枚のシート状成形体を重ね合わせて圧延する工程(1’)をさらに行うことが好ましい。この工程は、繰り返し行うことが好ましい。圧延初期(含まれるシート状成形体の層数が少ない段階)は、シートの強度が低く高倍率の圧延に耐えることが困難であるが、積層および圧延を繰り返すにしたがって圧延倍率は上がり、シート強度がより高くなり、また、熱伝導フィラーがフッ素樹脂マトリックスへより強固に固定される。高い強度を実現するために、シート状成形体およびシート状成形体の圧延積層シートは、2枚ずつ圧延することが望ましい。
【0039】
工程(1)および工程(1’)の実施形態の例を以下に説明する。まず、複数(例えば2〜10枚)のシート状成形体を準備する。次に、この複数のシート状成形体を積層し、この積層体を圧延して圧延積層シート(第1の圧延積層シート)を得る(工程(1))。このようにして得られる第1の圧延積層シートをさらに複数(例えば2〜10枚)準備して積層し、この積層体を圧延して、圧延積層シート(第2の圧延積層シート)を得る(工程(1’))。このようにして得られる第2の圧延積層シートをさらに複数(例えば2〜10枚)準備して積層し、この積層体を圧延して、圧延積層シート(第3の圧延積層シート)を得る(工程(1’)の繰り返し)。さらに、複数の第3の圧延積層シートを準備し、同様に積層および圧延を行い、目的とする多孔質母材となる圧延積層シートが含むシート状成形体の構成層数になるまで、工程(1’)を繰り返す。この実施態様では、シート状成形体の積層数が同じである圧延積層シート同士(第1の圧延積層シート同士、第2の圧延積層シート同士など)を重ね合わせて圧延している。別の実施態様では、工程(1’)で、シート状成形体の積層数が互いに異なる圧延積層シート同士を重ね合わせて圧延する。さらに別の実施態様では、工程(1’)で、圧延積層シートにシート状成形体を重ね合わせて圧延する。
【0040】
工程(1’)を行う際には、圧延方向を変更することが好ましい。このとき、工程(1)の圧延方向と、工程(1’)の圧延方向が直交していることが好ましい。さらに、工程(1’)を繰り返す際にも、圧延方向を変更(特に90°変更)することが好ましい。このように方向を変えながら圧延することによって、PTFEのネットワークが縦横に伸び、シート強度のさらなる向上および熱伝導フィラーのフッ素樹脂マトリックスへのより強固な固定が可能となる。
【0041】
多孔質母材となる最終的な圧延積層シートの構成層数を、当該圧延積層シートに含まれるシート状成形体の層数で表すとき、構成層数は、例えば2〜5000層とすることができる。シート強度を向上させるためには、構成層数は200層以上が好ましい。一方、薄膜化(例えば1mm以下のシートとする)のためには、構成層数は1500層以下が好ましい。なお、構成層数を多くするほど、得られるシートの強度は高くなるが、界面剥離の可能性も高くなる。
【0042】
以上のようにして、最終的に厚みが好ましくは0.05mm〜3mm程度の圧延積層シートを得る。
【0043】
工程(2)は、使用する成形助剤に応じ、公知方法に従って実施することができる。例えば、圧延して得られるシートを加熱して、成形助剤を乾燥除去すればよい。これによって、多孔質母材が得られる。
【0044】
工程(3)は、例えば、多孔質母材を接着性材料中に浸漬することによって行うことができる。
【0045】
接着性材料がホットメルト系接着剤等の固形の材料であった場合には、接着性材料は、その溶融温度以上に加熱することにより液化してから工程(3)が行われる。
【0046】
ここで多孔質母材の孔内に接着性材料を含浸させる必要があることから、接着性材料のこの段階での粘度は、1〜100000mPa・sであることが好ましく、1〜10000mPa・sであることがより好ましい。粘度が低いほど、多孔質母材の孔内に接着性材料を容易に含浸させることができる。なお、「接着性材料のこの段階での粘度」とは、接着性材料が非架橋型の粘着剤であった場合には、その粘度を指し、接着性材料が架橋型の粘着剤であった場合には、架橋前の粘度を指し、接着性材料が熱硬化系接着剤であった場合には、硬化前の粘度を指し、接着性材料がホットメルト系接着剤であった場合には、加熱溶融下での粘度を指す。なお、これらの粘度は含浸操作を行う温度での粘度である。
【0047】
工程(3)は、多孔質母材に接着性材料を短時間で高い含浸率で含浸させることが容易であることから、多孔質母材を接着性材料中に浸漬し、接着性材料を加圧することによって行うことが好ましい。このような操作は、加圧容器を用いて行うことができる。
【0048】
取り出した後は、表面の接着性材料をふき取ることによって放熱部材が得られる。ここで、接着性材料がホットメルト系接着剤であった場合には、冷却してホットメルト系接着剤を固化させる。接着性材料が架橋型粘着剤であった場合には、加熱して粘着剤を架橋させることが好ましい。
【0049】
工程(2)と工程(3)の間に、多孔質母材を加圧成形する工程(4)をさらに実施してもよい。工程(2)を実施した後の多孔質母材の気孔率は、通常、50〜80%程度であるが、工程(4)を実施することにより、多孔質母材の気孔率が40%以下にまで下がり、また、熱伝導フィラー同士がより密に存在するようになり、放熱部材の熱抵抗をさらに小さくすることができる。
【0050】
加圧成形は、例えば、温度320〜400℃、圧力0.05〜50MPaで1〜15分間、プレスすることにより行うことができる。
【0051】
以上のようにして、本発明の放熱部材を得ることができるが、本発明の放熱部材の製造方法は上記に限られるものではない。
【0052】
本発明の放熱部材は、接着性材料の種類に応じて接着方法を適宜選択して、被着体に接着することができる。例えば、接着性材料が粘着剤であった場合には、被着体の表面上に本発明の放熱部材を配置して加圧すればよい。接着性材料が熱硬化系接着剤であった場合には、被着体の表面上に本発明の放熱部材を配置して、接着剤の熱硬化温度以上の温度で加熱プレスすればよい。接着性材料がホットメルト系接着剤であった場合には、被着体の表面上に本発明の放熱部材を配置して、接着剤の溶融温度以上の温度で加熱プレスし、冷却すればよい。
【0053】
以上にようにして、本発明の放熱部材を良好な接着力で容易に被着体に接着させることができる。また、本発明の放熱部材は、良好な熱伝導性を有している。そして本発明の放熱部材は、耐オイル性が高いフッ素樹脂を使用しているため、オイル環境下での使用に好適である。従って、車両(例、ハイブリッド自動車、電気自動車等)用モータ用の放熱部材に最適であり、当該放熱部材を用いることによって、車両用モータを長期にわたって高効率で冷却することができる。車両用モータ用の放熱部材として使用する場合には、車両用モータ内の空気層を本発明の放熱部材で置き換えればよい。例えば、ステータとケースの間、ステータとコイルの間、ケースとコイルの間、ステータとステータの間等に空気層があった場合には、これらの間に本発明の放熱部材を配置すればよく、車両用モータ内での使用形態はこれに限られない。また、本発明の放熱部材は、車両用モータ以外(例、発電機、電子機器等)にももちろん使用可能である。
【実施例】
【0054】
以下、実施例および比較例を挙げて本発明を詳細に説明するが、本発明は、これら実施例に限定されるものではない。最初に本実施例で行った評価方法について説明する。
【0055】
(熱抵抗)
熱抵抗の測定は、図1に示す熱特性評価装置10を用いて行った。当該熱特性評価装置は、上部に、発熱体(ヒーターブロック)11と下部に放熱体(冷却水が内部を循環するように構成された冷却ベース板)12を有しており、発熱体11および放熱体12は、それぞれ1辺が20mmの立方体となるように形成されたアルミニウム製(A5052、熱伝導率:140W/m・K)のロッド13を有している。一対のロッド13の側部には、発熱体11および放熱体12を貫通する一対の圧力調整用ネジ14が備えられている。圧力調整用ネジ14と発熱体11の間には、ロードセル15が備えられており、これにより、圧力調整用ネジ14を締めこんだ際の圧力が測定される。放熱体12側のロッド13の内部には、接触式変位計17の3本のプローブ16(直径1mm)が設置されている。プローブ16の上端部は、試料(放熱部材)がロッド13間に配置されていないときには、上側(発熱体11側)のロッド13の下面に接触した状態になっており、上下のロッド13間の間隔(試料の厚み)を測定可能に構成されている。発熱体11および上下のロッド13の背面側には、温度計19の温度センサー18が取り付けられている。具体的には、発熱体11の1箇所と、各ロッド13の上下方向に等間隔で5箇所に、温度センサー18が取り付けられている。
【0056】
測定はまず、一対のロッド13で上下から、各実施例及び比較例の放熱部材20(20mm×20mm)を挟み込んだ。圧力調整用ネジ14を締めこんで、放熱部材20に圧力を加え、発熱体11の温度を150℃に設定するともに、放熱体12に20℃の冷却水を循環させた。そして、発熱体11および上下のロッド13の温度が安定した後、上下のロッド13の温度を各温度センサー18で測定し、上下のロッド13の熱伝導率(W/m・K)と温度勾配から放熱部材20を通過する熱流束を算出するとともに、上下のロッド13と放熱部材20との界面の温度を算出した。そして、これらを用いて当該圧力における熱抵抗(cm2・K/W)を熱伝導率方程式(フーリエの法則)を用いて算出した。なお、放熱部材20に200Nの圧力を加えた場合について熱抵抗を求めた。
Q=−λgradT
R=L/λ
Q:単位面積あたりの熱流速
gradT:温度勾配
L:試料(放熱部材)の厚み
λ:熱伝導率
R:熱抵抗
【0057】
(剥離力)
放熱部材を幅10mm、長さ40mmの大きさに切断した。これを厚み105μmの電解銅箔(古河電工株式会社製、品番「GTS」)に実施例および比較例の方法で接着してサンプルとした。23℃の雰囲気下で180度ピール試験(剥離速度:300mm/分)を実施し、剥離力を求めた。
【0058】
実施例1
窒化ホウ素粉末(電気化学工業株式会社製、品番「SGPS」)と、PTFE粉末(ダイキン工業株式会社製、品番「F104U」)と、PFA粉末(三井・デュポンフロロケミカル株式会社製、品番「MP−10」)とを、質量比80:10:10の割合で混合した。この混合物100質量部に対してデカン60質量部をさらに加えて混練することによって、ペースト状の混合物を得た。
【0059】
このようにして得られたペースト状の混合物を圧延ロールで圧延することによって、厚みが3mmのシート状成形体を2枚形成した。次に、2枚の当該シート状成形体を重ねて圧延することによって、積層数が2である第1の積層シートを形成した。次に、第1の積層シートを切断して2つに分け、それらを重ね合わせて圧延することによって、積層数が4である第2の積層シートを形成した。これらの切断、重ね合わせ、および圧延という一連の工程を、圧延方向を90°ずつ変更しながら5回繰り返した。その積層シートを複数回圧延することによって、厚みが約0.6mmの圧延積層シートとした。
【0060】
次に、得られた圧延積層シートを150℃で20分間加熱して、成形助剤を除去した。次いで380℃、10MPaで5分間プレスして、厚みが約0.4mmのシート状多孔質母材を得た。
【0061】
加圧容器内に、シリコーン樹脂(東レ・ダウコーニング株式会社製、品番「SE−1740」:架橋型粘着剤として使用)を加え、そこへシート状多孔質母材を浸漬した。容器内に圧縮空気を送り込み、0.5MPaまで加圧し、10分間保持することによって、シリコーン樹脂をシート状多孔質母材に含浸させた。含浸後、シート状多孔質母材の表面をふき取り、対流オーブンにて80℃で30分間加熱してシリコーン樹脂を架橋させ、放熱部材を得た。放熱部材の厚みは377μm、シリコーン樹脂の含有量は、放熱部材の全質量に対し13質量%であった。上記の方法で熱抵抗を評価したところ、1.50cm2・K/Wであった。また、上記の方法で室温プレス(23℃、5MPa、15分)により作製したサンプルについて剥離力を測定したところ、0.1N/cmであった。
【0062】
実施例2
実施例1と同様にしてシート状多孔質母材を作製した。加圧容器内に、エポキシ樹脂(東都化成株式会社製、品番「ZX−1658」:熱硬化型接着剤として使用)を加え、そこへシート状多孔質母材を浸漬した。容器内に圧縮空気を送り込み、0.5MPaまで加圧し、10分間保持することによって、エポキシ樹脂をシート状多孔質母材に含浸させた。含浸後、シート状多孔質母材の表面をふき取り、放熱部材を得た。放熱部材の厚みは380μm、エポキシ樹脂の含有量は、放熱部材の全質量に対し13質量%であった。上記の方法で熱抵抗を評価したところ、1.42cm2・K/Wであった。また、上記の方法で加熱プレス(150℃、5MPa、15分)により作製したサンプルについて剥離力を測定したところ、2.1N/cmであった。
【0063】
比較例1
実施例1と同様にしてシート状多孔質母材を作製し、含浸操作を行うことなくそのまま比較例1の放熱部材とした。放熱部材の厚みは367μmであった。上記の方法で熱抵抗を評価したところ、1.33cm2・K/Wであった。一方、放熱部材は、プレスしても銅箔に接着しなかった。
【0064】
比較例2
実施例1と同様にしてシート状多孔質母材を作製した。加圧容器内に、ATF(トヨタ純正オートフルードWS 08886−02305)を加え、そこへシート状多孔質母材を浸漬した。容器内に圧縮空気を送り込み、0.5MPaまで加圧し、10分間保持することによって、ATFをシート状多孔質母材に含浸させた。含浸後、シート状多孔質母材の表面をふき取り、放熱部材を得た。放熱部材の厚みは403μm、ATFの含有量は、放熱部材の全質量に対し14質量%であった。上記の方法で熱抵抗を評価したところ、1.25cm2・K/Wであった。一方、放熱部材は、プレスしても銅箔に接着しなかった。
【0065】
以上の結果を表1にまとめて示す。結果が示すように、本発明の放熱部材は、良好な接着力を有するものであり、また放熱部材として十分な熱伝導性を有するものである。
【0066】
【表1】

【産業上の利用可能性】
【0067】
本発明の放熱部材は、オイル環境下での使用に好適であり、車両用モータ用の放熱部材等として有用である。
【技術分野】
【0001】
本発明は、放熱部材に関し、特に被着体への接着使用に好適な放熱部材に関する。本発明はまた、当該放熱部材の製造方法に関する。
【背景技術】
【0002】
近年、環境対応の観点からハイブリッド自動車や電気自動車の開発が進んでいる。このような車両の駆動系には、モータが用いられており、当該モータの高出力化が求められている。モータの高出力化のためには、出力向上に伴う発熱量増加に対応するための冷却性能の向上が課題となる。
【0003】
車両用モータの冷却性能の向上方法としては、放熱部材の使用が考えられる。放熱部材としては、樹脂マトリクス中に熱伝導フィラーを分散させたものが知られている。ここで、モータの下部には、潤滑オイルとしてオートマチックトランスミッションフルード(ATF)が封入されており、そのため、モータに使用する放熱部材においては、樹脂マトリクスが耐オイル性を有することが必要となってくる。
【0004】
耐オイル性を有する樹脂としては、フッ素樹脂が知られており、フッ素樹脂マトリクス中に熱伝導フィラーを分散させた放熱部材も従来知られている(例えば特許文献1等参照)。従来のフッ素樹脂マトリクス中に熱伝導フィラーを分散させた放熱部材は、電子機器用途を主な用途としている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−208159号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明者らが、従来の電子機器用途を意図した放熱部材を、車両用モータに適用しようと検討した結果、モータ内に当該放熱部材を設置するには、熱伝導グリースによる接着が行われるのであるが、モータ内の部材に当該放熱部材を接着させる際に、位置ずれが生じることがあるという問題があることがわかった。
【0007】
そこで本発明は、フッ素樹脂および熱伝導フィラーを用いた放熱部材であって、良好な接着性を有する放熱部材を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、フッ素樹脂、および熱伝導フィラーを含む多孔質母材と、
前記多孔質母材の孔内に含まれる接着性材料と
を含む放熱部材であって、
前記フッ素樹脂が、ポリテトラフルオロエチレンを含む放熱部材である。
【0009】
前記フッ素樹脂は、ペルフルオロアルコキシフッ素樹脂、および四フッ化エチレン−六フッ化プロピレン共重合体からなる群より選ばれる少なくとも1種をさらに含むことが好ましい。
【0010】
本発明の放熱部材は、前記接着性材料を1質量%以上含むことが好ましい。
【0011】
本発明の放熱部材の好ましい一実施態様においては、前記熱伝導フィラーは、窒化ホウ素、窒化アルミニウム、アルミナ、窒化珪素、および酸化マグネシウムからなる群より選ばれる少なくとも1種の絶縁性フィラーである。本発明の放熱部材の別の好ましい実施態様においては、前記熱伝導フィラーが、グラファイト、カーボンブラック、カーボン繊維、金属繊維、および金属粒子からなる群より選ばれる少なくとも1種の導電性フィラーである。
【0012】
本発明はまた、ポリテトラフルオロエチレンを含むフッ素樹脂、熱伝導フィラー、および成形助剤を含む複数のシート状成形体を重ね合わせて圧延して圧延積層シートを得る工程(1)、
得られる圧延積層シートから前記成形助剤を除去して多孔質母材を得る工程(2)、および
得られる多孔質母材に接着性材料を含浸させる工程(3)を含む放熱部材の製造方法である。
【0013】
本発明の製造方法は、前記工程(2)と前記工程(3)の間に、多孔質母材を加圧成形する工程(4)をさらに含んでいてもよい。
【0014】
前記工程(3)を、前記多孔質母材を接着性材料中に浸漬し、当該接着性材料を加圧することによって行うことが好ましい。
【発明の効果】
【0015】
本発明によれば、良好な接着力で容易に被着体に接着させることができ、ハンドリング性に優れる放熱部材が提供され、当該放熱部材は、車両用モータ用の放熱部材等として有用である。
【図面の簡単な説明】
【0016】
【図1】実施例で用いた熱特性評価装置を示す図であり、(a)が正面図、(b)が側面図である。
【発明を実施するための形態】
【0017】
本発明の放熱部材は、フッ素樹脂、および熱伝導フィラーを含む多孔質母材と、当該多孔質母材の孔内に含まれる接着性材料とを含む。
【0018】
本発明の放熱部材は、フッ素樹脂を含む多孔質母材を用いることにより、高い耐オイル性が付与されている。
【0019】
フッ素樹脂は、ポリテトラフルオロエチレン(PTFE)を含む。フッ素樹脂がPTFEを含むことにより、熱伝導フィラーを高い含有率で含む多孔質母材を作製することが容易となる。フッ素樹脂は、本発明の効果を阻害しない範囲で、PTFE以外のフッ素樹脂を含んでいてもよい。PFTE以外のフッ素樹脂としては、溶融性フッ素樹脂が挙げられる。フッ素樹脂が、溶融性フッ素樹脂を含む場合には、熱伝導フィラーを高い含有率で含む多孔質母材を作製することがより容易となり、例えば、フッ素樹脂および熱伝導フィラーを含む材料をシート化するのが容易となる。当該溶融性フッ素樹脂としては、ペルフルオロアルコキシフッ素樹脂(PFA)、および四フッ化エチレン−六フッ化プロピレン共重合体(FEP)からなる群より選ばれる少なくとも1種を用いることが好ましい。なお、PFAおよびFEPには融点が異なる様々な製品が存在するが、多孔質母材への加工方法およびその加工条件に応じて適宜選択すればよい。
【0020】
フッ素樹脂に占める溶融性フッ素樹脂の割合に関し、下限については、好ましくは5質量%以上、より好ましくは10質量%以上であり、上限については、好ましくは70質量%以下、より好ましくは50質量%以下、さらに好ましくは30質量%以下である。
【0021】
本発明の放熱部材は、熱伝導フィラーによって高い熱伝導性が付与される。ここで、熱伝導フィラーとは、熱伝導率が1W/mK以上、好ましくは100W/mK以上のフィラーのことをいう。熱伝導フィラーは、放熱部材の用途に合わせてその種類を適宜選択すればよい。例えば、放熱部材に高い絶縁性を付与したい場合には、体積抵抗率が1014Ω・cm以上の絶縁性フィラーを用いればよく、好適には、窒化ホウ素、窒化アルミニウム、アルミナ、窒化珪素、および酸化マグネシウムからなる群より選ばれる少なくとも1種の絶縁性フィラーが用いられる。ハイブリッド車用モータ、発電機内などにおいては高電圧であり大きな過渡電流が発生するような部位があり、絶縁性フィラーを用いて高い絶縁性が付与された放熱部材は、このような部位での使用に有利である。
【0022】
一方、放熱部材に高い導電性を付与したい場合には、体積抵抗率106Ω・cm以下の導電性フィラーを用いればよく、好適には、グラファイト、カーボンブラック、カーボン繊維、金属繊維(例、アルミ繊維、銅繊維等)、および金属粒子(例、金、銀、銅、パラジウム、白金等の粒子)からなる群より選ばれる少なくとも1種の導電性フィラーが用いられる。
【0023】
熱伝導フィラーの形状は、特に限定されず、球状および非球状のフィラーを用いることができ、圧延によって面内方向に整列させることによって熱伝導異方性を付与することができることから、平板状および鱗片状が好ましい。また、同様の理由から、熱伝導フィラー自体が熱伝導異方性を有している方が好ましい。また、厚み方向の熱伝導率を向上させる場合には、各社から販売されている凝集形状の熱伝導フィラーを用いてもよい。
【0024】
熱伝導フィラーは、脱落することなくフッ素樹脂マトリックスに担持され、かつ、得られる放熱部材に十分な熱伝導性を付与することができればよいため、その粒径は特には限定されないが、例えば粒径0.2〜500μmのものが好ましく、0.2〜50μmのものがより好ましい。ただし、熱伝導フィラーは、高熱伝導化においては、粒径が大きい方が好ましい。これは、熱伝導フィラーの含有量が同じであっても、粒径が大きい方が界面の数が少なくなり、熱抵抗を低くできるためである。なお、ここでの粒径とは、レーザ回折・散乱式粒子径・粒度分布測定装置(例、日機装株式会社製「マイクロトラック」)によって測定される値のことである。
【0025】
熱伝導フィラーの含有量は、多孔質母材の全質量に対し、50〜95質量%の範囲にあることが好ましく、70〜90質量%の範囲にあることがより好ましく、80〜90質量%の範囲にあることがさらに好ましい。フッ素樹脂の含有率は、多孔質母材の全質量に対し、5〜50質量%の範囲にあることが好ましく、10〜30質量%の範囲にあることがより好ましく、10〜20質量%の範囲にあることがさらに好ましい。
【0026】
多孔質母材は、フッ素樹脂、および熱伝導フィラー以外の成分を含んでいてもよい。このような成分としては、フッ素樹脂以外の樹脂などが挙げられ、当該樹脂としては、例えば、一般的に用いられている、熱可塑性樹脂および熱硬化性樹脂を用いることができる。当該成分の含有量は、多孔質母材の全質量に対し、10質量%以下であることが好ましい。
【0027】
本発明に用いられる母材では、フッ素樹脂マトリックス内に熱伝導フィラーが分散しており、この母材は、多孔質構造を有する。母材の有する多孔質構造については特に制限はない。多孔質構造は、例えば、後述のように、フッ素樹脂、熱伝導フィラーおよび揮発性材料(成形助剤)を含む成形体を作製し、揮発性材料を除去することによって得ることができる。
【0028】
本発明の放熱部材は、多孔質母材の孔内に接着性材料を含む。放熱部材がこのような形態で接着性材料を含むことによって、良好な接着力で放熱部材を被着体へ容易に接着することができ、これにより放熱部材は、ハンドリング性に優れる。
【0029】
本発明に用いられる接着性材料としては、アクリル系粘着剤、シリコーン系粘着剤等の粘着剤、および熱硬化系接着剤(例、エポキシ樹脂等)、ホットメルト接着剤等の接着剤が挙げられる。粘着剤は、架橋型であっても非架橋型であってもよい。架橋型粘着剤は、架橋前のものであっても架橋後のものであってもよい。これらの粘着剤および接着剤は、公知であり、市販品としても入手可能であり、被着体の素材および所望する接着力に応じてその種類を適宜選択すればよい。
【0030】
接着性材料は、放熱部材の全質量に対し、1質量%以上含まれることが好ましく、より好ましくは1〜80質量%、さらに好ましくは5〜80質量%含まれる。
【0031】
本発明の放熱部材の形状には特に制限はないが、ハンドリング性の高さから、シート状であることが好ましい。このとき、本発明の放熱部材の厚みは、例えば、0.05mm〜3mmの範囲であり、好ましくは、0.1mm〜1mmの範囲である。
【0032】
次に、本発明の放熱部材の製造方法について説明する。本発明の放熱部材は、PTFEを含むフッ素樹脂、熱伝導フィラー、および成形助剤を含む複数のシート状成形体を重ね合わせて圧延して圧延積層シートを得る工程(1)、得られる圧延積層シートから前記成形助剤を除去して多孔質母材を得る工程(2)、および得られる多孔質母材に接着性材料を含浸させる工程(3)を含む方法によって好適に製造される。
【0033】
工程(1)で用いられるPTFEを含むフッ素樹脂、熱伝導フィラー、および成形助剤を含む複数のシート状成形体は、PTFEを含むフッ素樹脂、熱伝導フィラー、および成形助剤を混合して、ペースト状の混合物をまず作製し、これをシート状に成形することによって得ることができる。
【0034】
PTFEを含むフッ素樹脂、熱伝導フィラー、および成形助剤の混合は、PTFEの繊維化を極力抑制する条件で行うことが望ましい。具体的には、PTFEにせん断を加えないように混合装置の回転数を小さくし、混合時間を短くして、混錬せずに混合することが望ましい。材料を混合する段階でPTFEに繊維化がおこると、圧延する際に、既に形成したPTFEの繊維が切断されてPTFEの網目構造が破壊されてしまう可能性があり、シート形状を保つことが困難になる場合がある。
【0035】
成形助剤には、例えばドデカンやデカンなどの飽和炭化水素を使用できる。成形助剤は、混合物の全質量に対して20〜55質量%となるように添加すればよい。
【0036】
これらの混合物を、押出成形、ロール成形等により成形することにより、シート状成形体を得ることができる。シート状成形体の厚みは、例えば0.5〜5mmである。このようなシート状成形体を複数枚準備する。
【0037】
続いて、これら複数のシート状成形体を重ね合わせ(積層し)、圧延して圧延積層シートを得る。用いるシート状成形体の枚数は、2枚以上であれば特に限定はなく、多孔質母材となる最終的な圧延積層シートを構成するシート状成形体の層の数を考慮して適宜決定すればよく、例えば、2〜10枚程度とする。このように当該製造方法は、積層体の圧延を含むが、この積層および圧延によって、シート強度を向上させるとともに、熱伝導フィラーをフッ素樹脂マトリックスへ強固に固定することができ、熱伝導フィラーの配合率が高く、かつ可撓性のあるシートを作製することができる。
【0038】
当該製造方法においては、当該工程(1)の後に、シート状成形体の圧延積層シートを複数重ね合わせて圧延する、または、シート状成形体の少なくとも1枚の圧延積層シートとフッ素樹脂、熱伝導フィラーおよび成形助剤を含む少なくとも1枚のシート状成形体を重ね合わせて圧延する工程(1’)をさらに行うことが好ましい。この工程は、繰り返し行うことが好ましい。圧延初期(含まれるシート状成形体の層数が少ない段階)は、シートの強度が低く高倍率の圧延に耐えることが困難であるが、積層および圧延を繰り返すにしたがって圧延倍率は上がり、シート強度がより高くなり、また、熱伝導フィラーがフッ素樹脂マトリックスへより強固に固定される。高い強度を実現するために、シート状成形体およびシート状成形体の圧延積層シートは、2枚ずつ圧延することが望ましい。
【0039】
工程(1)および工程(1’)の実施形態の例を以下に説明する。まず、複数(例えば2〜10枚)のシート状成形体を準備する。次に、この複数のシート状成形体を積層し、この積層体を圧延して圧延積層シート(第1の圧延積層シート)を得る(工程(1))。このようにして得られる第1の圧延積層シートをさらに複数(例えば2〜10枚)準備して積層し、この積層体を圧延して、圧延積層シート(第2の圧延積層シート)を得る(工程(1’))。このようにして得られる第2の圧延積層シートをさらに複数(例えば2〜10枚)準備して積層し、この積層体を圧延して、圧延積層シート(第3の圧延積層シート)を得る(工程(1’)の繰り返し)。さらに、複数の第3の圧延積層シートを準備し、同様に積層および圧延を行い、目的とする多孔質母材となる圧延積層シートが含むシート状成形体の構成層数になるまで、工程(1’)を繰り返す。この実施態様では、シート状成形体の積層数が同じである圧延積層シート同士(第1の圧延積層シート同士、第2の圧延積層シート同士など)を重ね合わせて圧延している。別の実施態様では、工程(1’)で、シート状成形体の積層数が互いに異なる圧延積層シート同士を重ね合わせて圧延する。さらに別の実施態様では、工程(1’)で、圧延積層シートにシート状成形体を重ね合わせて圧延する。
【0040】
工程(1’)を行う際には、圧延方向を変更することが好ましい。このとき、工程(1)の圧延方向と、工程(1’)の圧延方向が直交していることが好ましい。さらに、工程(1’)を繰り返す際にも、圧延方向を変更(特に90°変更)することが好ましい。このように方向を変えながら圧延することによって、PTFEのネットワークが縦横に伸び、シート強度のさらなる向上および熱伝導フィラーのフッ素樹脂マトリックスへのより強固な固定が可能となる。
【0041】
多孔質母材となる最終的な圧延積層シートの構成層数を、当該圧延積層シートに含まれるシート状成形体の層数で表すとき、構成層数は、例えば2〜5000層とすることができる。シート強度を向上させるためには、構成層数は200層以上が好ましい。一方、薄膜化(例えば1mm以下のシートとする)のためには、構成層数は1500層以下が好ましい。なお、構成層数を多くするほど、得られるシートの強度は高くなるが、界面剥離の可能性も高くなる。
【0042】
以上のようにして、最終的に厚みが好ましくは0.05mm〜3mm程度の圧延積層シートを得る。
【0043】
工程(2)は、使用する成形助剤に応じ、公知方法に従って実施することができる。例えば、圧延して得られるシートを加熱して、成形助剤を乾燥除去すればよい。これによって、多孔質母材が得られる。
【0044】
工程(3)は、例えば、多孔質母材を接着性材料中に浸漬することによって行うことができる。
【0045】
接着性材料がホットメルト系接着剤等の固形の材料であった場合には、接着性材料は、その溶融温度以上に加熱することにより液化してから工程(3)が行われる。
【0046】
ここで多孔質母材の孔内に接着性材料を含浸させる必要があることから、接着性材料のこの段階での粘度は、1〜100000mPa・sであることが好ましく、1〜10000mPa・sであることがより好ましい。粘度が低いほど、多孔質母材の孔内に接着性材料を容易に含浸させることができる。なお、「接着性材料のこの段階での粘度」とは、接着性材料が非架橋型の粘着剤であった場合には、その粘度を指し、接着性材料が架橋型の粘着剤であった場合には、架橋前の粘度を指し、接着性材料が熱硬化系接着剤であった場合には、硬化前の粘度を指し、接着性材料がホットメルト系接着剤であった場合には、加熱溶融下での粘度を指す。なお、これらの粘度は含浸操作を行う温度での粘度である。
【0047】
工程(3)は、多孔質母材に接着性材料を短時間で高い含浸率で含浸させることが容易であることから、多孔質母材を接着性材料中に浸漬し、接着性材料を加圧することによって行うことが好ましい。このような操作は、加圧容器を用いて行うことができる。
【0048】
取り出した後は、表面の接着性材料をふき取ることによって放熱部材が得られる。ここで、接着性材料がホットメルト系接着剤であった場合には、冷却してホットメルト系接着剤を固化させる。接着性材料が架橋型粘着剤であった場合には、加熱して粘着剤を架橋させることが好ましい。
【0049】
工程(2)と工程(3)の間に、多孔質母材を加圧成形する工程(4)をさらに実施してもよい。工程(2)を実施した後の多孔質母材の気孔率は、通常、50〜80%程度であるが、工程(4)を実施することにより、多孔質母材の気孔率が40%以下にまで下がり、また、熱伝導フィラー同士がより密に存在するようになり、放熱部材の熱抵抗をさらに小さくすることができる。
【0050】
加圧成形は、例えば、温度320〜400℃、圧力0.05〜50MPaで1〜15分間、プレスすることにより行うことができる。
【0051】
以上のようにして、本発明の放熱部材を得ることができるが、本発明の放熱部材の製造方法は上記に限られるものではない。
【0052】
本発明の放熱部材は、接着性材料の種類に応じて接着方法を適宜選択して、被着体に接着することができる。例えば、接着性材料が粘着剤であった場合には、被着体の表面上に本発明の放熱部材を配置して加圧すればよい。接着性材料が熱硬化系接着剤であった場合には、被着体の表面上に本発明の放熱部材を配置して、接着剤の熱硬化温度以上の温度で加熱プレスすればよい。接着性材料がホットメルト系接着剤であった場合には、被着体の表面上に本発明の放熱部材を配置して、接着剤の溶融温度以上の温度で加熱プレスし、冷却すればよい。
【0053】
以上にようにして、本発明の放熱部材を良好な接着力で容易に被着体に接着させることができる。また、本発明の放熱部材は、良好な熱伝導性を有している。そして本発明の放熱部材は、耐オイル性が高いフッ素樹脂を使用しているため、オイル環境下での使用に好適である。従って、車両(例、ハイブリッド自動車、電気自動車等)用モータ用の放熱部材に最適であり、当該放熱部材を用いることによって、車両用モータを長期にわたって高効率で冷却することができる。車両用モータ用の放熱部材として使用する場合には、車両用モータ内の空気層を本発明の放熱部材で置き換えればよい。例えば、ステータとケースの間、ステータとコイルの間、ケースとコイルの間、ステータとステータの間等に空気層があった場合には、これらの間に本発明の放熱部材を配置すればよく、車両用モータ内での使用形態はこれに限られない。また、本発明の放熱部材は、車両用モータ以外(例、発電機、電子機器等)にももちろん使用可能である。
【実施例】
【0054】
以下、実施例および比較例を挙げて本発明を詳細に説明するが、本発明は、これら実施例に限定されるものではない。最初に本実施例で行った評価方法について説明する。
【0055】
(熱抵抗)
熱抵抗の測定は、図1に示す熱特性評価装置10を用いて行った。当該熱特性評価装置は、上部に、発熱体(ヒーターブロック)11と下部に放熱体(冷却水が内部を循環するように構成された冷却ベース板)12を有しており、発熱体11および放熱体12は、それぞれ1辺が20mmの立方体となるように形成されたアルミニウム製(A5052、熱伝導率:140W/m・K)のロッド13を有している。一対のロッド13の側部には、発熱体11および放熱体12を貫通する一対の圧力調整用ネジ14が備えられている。圧力調整用ネジ14と発熱体11の間には、ロードセル15が備えられており、これにより、圧力調整用ネジ14を締めこんだ際の圧力が測定される。放熱体12側のロッド13の内部には、接触式変位計17の3本のプローブ16(直径1mm)が設置されている。プローブ16の上端部は、試料(放熱部材)がロッド13間に配置されていないときには、上側(発熱体11側)のロッド13の下面に接触した状態になっており、上下のロッド13間の間隔(試料の厚み)を測定可能に構成されている。発熱体11および上下のロッド13の背面側には、温度計19の温度センサー18が取り付けられている。具体的には、発熱体11の1箇所と、各ロッド13の上下方向に等間隔で5箇所に、温度センサー18が取り付けられている。
【0056】
測定はまず、一対のロッド13で上下から、各実施例及び比較例の放熱部材20(20mm×20mm)を挟み込んだ。圧力調整用ネジ14を締めこんで、放熱部材20に圧力を加え、発熱体11の温度を150℃に設定するともに、放熱体12に20℃の冷却水を循環させた。そして、発熱体11および上下のロッド13の温度が安定した後、上下のロッド13の温度を各温度センサー18で測定し、上下のロッド13の熱伝導率(W/m・K)と温度勾配から放熱部材20を通過する熱流束を算出するとともに、上下のロッド13と放熱部材20との界面の温度を算出した。そして、これらを用いて当該圧力における熱抵抗(cm2・K/W)を熱伝導率方程式(フーリエの法則)を用いて算出した。なお、放熱部材20に200Nの圧力を加えた場合について熱抵抗を求めた。
Q=−λgradT
R=L/λ
Q:単位面積あたりの熱流速
gradT:温度勾配
L:試料(放熱部材)の厚み
λ:熱伝導率
R:熱抵抗
【0057】
(剥離力)
放熱部材を幅10mm、長さ40mmの大きさに切断した。これを厚み105μmの電解銅箔(古河電工株式会社製、品番「GTS」)に実施例および比較例の方法で接着してサンプルとした。23℃の雰囲気下で180度ピール試験(剥離速度:300mm/分)を実施し、剥離力を求めた。
【0058】
実施例1
窒化ホウ素粉末(電気化学工業株式会社製、品番「SGPS」)と、PTFE粉末(ダイキン工業株式会社製、品番「F104U」)と、PFA粉末(三井・デュポンフロロケミカル株式会社製、品番「MP−10」)とを、質量比80:10:10の割合で混合した。この混合物100質量部に対してデカン60質量部をさらに加えて混練することによって、ペースト状の混合物を得た。
【0059】
このようにして得られたペースト状の混合物を圧延ロールで圧延することによって、厚みが3mmのシート状成形体を2枚形成した。次に、2枚の当該シート状成形体を重ねて圧延することによって、積層数が2である第1の積層シートを形成した。次に、第1の積層シートを切断して2つに分け、それらを重ね合わせて圧延することによって、積層数が4である第2の積層シートを形成した。これらの切断、重ね合わせ、および圧延という一連の工程を、圧延方向を90°ずつ変更しながら5回繰り返した。その積層シートを複数回圧延することによって、厚みが約0.6mmの圧延積層シートとした。
【0060】
次に、得られた圧延積層シートを150℃で20分間加熱して、成形助剤を除去した。次いで380℃、10MPaで5分間プレスして、厚みが約0.4mmのシート状多孔質母材を得た。
【0061】
加圧容器内に、シリコーン樹脂(東レ・ダウコーニング株式会社製、品番「SE−1740」:架橋型粘着剤として使用)を加え、そこへシート状多孔質母材を浸漬した。容器内に圧縮空気を送り込み、0.5MPaまで加圧し、10分間保持することによって、シリコーン樹脂をシート状多孔質母材に含浸させた。含浸後、シート状多孔質母材の表面をふき取り、対流オーブンにて80℃で30分間加熱してシリコーン樹脂を架橋させ、放熱部材を得た。放熱部材の厚みは377μm、シリコーン樹脂の含有量は、放熱部材の全質量に対し13質量%であった。上記の方法で熱抵抗を評価したところ、1.50cm2・K/Wであった。また、上記の方法で室温プレス(23℃、5MPa、15分)により作製したサンプルについて剥離力を測定したところ、0.1N/cmであった。
【0062】
実施例2
実施例1と同様にしてシート状多孔質母材を作製した。加圧容器内に、エポキシ樹脂(東都化成株式会社製、品番「ZX−1658」:熱硬化型接着剤として使用)を加え、そこへシート状多孔質母材を浸漬した。容器内に圧縮空気を送り込み、0.5MPaまで加圧し、10分間保持することによって、エポキシ樹脂をシート状多孔質母材に含浸させた。含浸後、シート状多孔質母材の表面をふき取り、放熱部材を得た。放熱部材の厚みは380μm、エポキシ樹脂の含有量は、放熱部材の全質量に対し13質量%であった。上記の方法で熱抵抗を評価したところ、1.42cm2・K/Wであった。また、上記の方法で加熱プレス(150℃、5MPa、15分)により作製したサンプルについて剥離力を測定したところ、2.1N/cmであった。
【0063】
比較例1
実施例1と同様にしてシート状多孔質母材を作製し、含浸操作を行うことなくそのまま比較例1の放熱部材とした。放熱部材の厚みは367μmであった。上記の方法で熱抵抗を評価したところ、1.33cm2・K/Wであった。一方、放熱部材は、プレスしても銅箔に接着しなかった。
【0064】
比較例2
実施例1と同様にしてシート状多孔質母材を作製した。加圧容器内に、ATF(トヨタ純正オートフルードWS 08886−02305)を加え、そこへシート状多孔質母材を浸漬した。容器内に圧縮空気を送り込み、0.5MPaまで加圧し、10分間保持することによって、ATFをシート状多孔質母材に含浸させた。含浸後、シート状多孔質母材の表面をふき取り、放熱部材を得た。放熱部材の厚みは403μm、ATFの含有量は、放熱部材の全質量に対し14質量%であった。上記の方法で熱抵抗を評価したところ、1.25cm2・K/Wであった。一方、放熱部材は、プレスしても銅箔に接着しなかった。
【0065】
以上の結果を表1にまとめて示す。結果が示すように、本発明の放熱部材は、良好な接着力を有するものであり、また放熱部材として十分な熱伝導性を有するものである。
【0066】
【表1】
【産業上の利用可能性】
【0067】
本発明の放熱部材は、オイル環境下での使用に好適であり、車両用モータ用の放熱部材等として有用である。
【特許請求の範囲】
【請求項1】
フッ素樹脂、および熱伝導フィラーを含む多孔質母材と、
前記多孔質母材の孔内に含まれる接着性材料と
を含む放熱部材であって、
前記フッ素樹脂が、ポリテトラフルオロエチレンを含む放熱部材。
【請求項2】
前記フッ素樹脂が、ペルフルオロアルコキシフッ素樹脂、および四フッ化エチレン−六フッ化プロピレン共重合体からなる群より選ばれる少なくとも1種をさらに含む請求項1に記載の放熱部材。
【請求項3】
前記接着性材料を1質量%以上含む請求項1または2に記載の放熱部材。
【請求項4】
前記熱伝導フィラーが、窒化ホウ素、窒化アルミニウム、アルミナ、窒化珪素、および酸化マグネシウムからなる群より選ばれる少なくとも1種の絶縁性フィラーである請求項1〜3のいずれか1項に記載の放熱部材。
【請求項5】
前記熱伝導フィラーが、グラファイト、カーボンブラック、カーボン繊維、金属繊維、および金属粒子からなる群より選ばれる少なくとも1種の導電性フィラーである請求項1〜3のいずれか1項に記載の放熱部材。
【請求項6】
ポリテトラフルオロエチレンを含むフッ素樹脂、熱伝導フィラー、および成形助剤を含む複数のシート状成形体を重ね合わせて圧延して圧延積層シートを得る工程(1)、
得られる圧延積層シートから前記成形助剤を除去して多孔質母材を得る工程(2)、および
得られる多孔質母材に接着性材料を含浸させる工程(3)を含む放熱部材の製造方法。
【請求項7】
前記工程(2)と前記工程(3)の間に、多孔質母材を加圧成形する工程(4)をさらに含む請求項6に記載の放熱部材の製造方法。
【請求項8】
前記工程(3)を、前記多孔質母材を接着性材料中に浸漬し、当該接着性材料を加圧することによって行う請求項6または7に記載の放熱部材の製造方法。
【請求項1】
フッ素樹脂、および熱伝導フィラーを含む多孔質母材と、
前記多孔質母材の孔内に含まれる接着性材料と
を含む放熱部材であって、
前記フッ素樹脂が、ポリテトラフルオロエチレンを含む放熱部材。
【請求項2】
前記フッ素樹脂が、ペルフルオロアルコキシフッ素樹脂、および四フッ化エチレン−六フッ化プロピレン共重合体からなる群より選ばれる少なくとも1種をさらに含む請求項1に記載の放熱部材。
【請求項3】
前記接着性材料を1質量%以上含む請求項1または2に記載の放熱部材。
【請求項4】
前記熱伝導フィラーが、窒化ホウ素、窒化アルミニウム、アルミナ、窒化珪素、および酸化マグネシウムからなる群より選ばれる少なくとも1種の絶縁性フィラーである請求項1〜3のいずれか1項に記載の放熱部材。
【請求項5】
前記熱伝導フィラーが、グラファイト、カーボンブラック、カーボン繊維、金属繊維、および金属粒子からなる群より選ばれる少なくとも1種の導電性フィラーである請求項1〜3のいずれか1項に記載の放熱部材。
【請求項6】
ポリテトラフルオロエチレンを含むフッ素樹脂、熱伝導フィラー、および成形助剤を含む複数のシート状成形体を重ね合わせて圧延して圧延積層シートを得る工程(1)、
得られる圧延積層シートから前記成形助剤を除去して多孔質母材を得る工程(2)、および
得られる多孔質母材に接着性材料を含浸させる工程(3)を含む放熱部材の製造方法。
【請求項7】
前記工程(2)と前記工程(3)の間に、多孔質母材を加圧成形する工程(4)をさらに含む請求項6に記載の放熱部材の製造方法。
【請求項8】
前記工程(3)を、前記多孔質母材を接着性材料中に浸漬し、当該接着性材料を加圧することによって行う請求項6または7に記載の放熱部材の製造方法。
【図1】

【公開番号】特開2013−82767(P2013−82767A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−221840(P2011−221840)
【出願日】平成23年10月6日(2011.10.6)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月6日(2011.10.6)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]