
放電ランプおよび放電ランプの製造方法
【課題】 この発明は、給電構造を簡易化することによってその信頼性を高めると共に、希少金属の使用量を可及的に低減することを目的とする。
【解決手段】 発光管と、その両端のそれぞれに連設された封止管と、前記発光管内に配置された電極と、その後方側に連設された軸部と、それに接続された導電ディスクと、それに隣接して前記封止管内に配置されたガラス部材と、前記封止管と前記ガラス部材との間に介設され、前記導電ディスクに接続された金属箔と、前記封止管の端部に取付けられた口金とを有する放電ランプにおいて、前記金属箔は、前記封止管の外端から封止管の外方に突出する延伸部を有し、その延伸部にて前記口金と導通することを特徴とする。
【解決手段】 発光管と、その両端のそれぞれに連設された封止管と、前記発光管内に配置された電極と、その後方側に連設された軸部と、それに接続された導電ディスクと、それに隣接して前記封止管内に配置されたガラス部材と、前記封止管と前記ガラス部材との間に介設され、前記導電ディスクに接続された金属箔と、前記封止管の端部に取付けられた口金とを有する放電ランプにおいて、前記金属箔は、前記封止管の外端から封止管の外方に突出する延伸部を有し、その延伸部にて前記口金と導通することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、半導体、液晶基板およびプリント基板などのワークを光処理する放電ランプに関し、特に、金属箔を埋設することによって気密に封止された箔構造の封止部を有する放電ランプに関する。
【背景技術】
【0002】
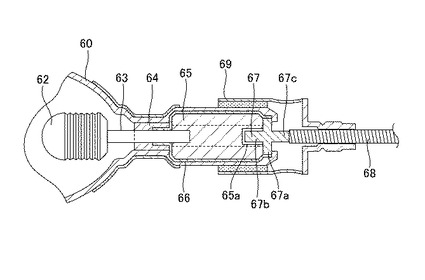
一般に、半導体、液晶基板およびプリント基板などのワークを光処理する放電灯の封止部は、図6に示すように構成されている。放電灯60は、図6に示すように、電極62の基端側に形成した電極リード棒63と、この電極リード棒63を支える支持筒としての石英ガラスからなるビーズ管64と、このビーズ管の後方側に当接する複数のランプ封止用金属であるモリブデンからなる金属箔66と、これら金属箔66の内側から支持するビーズ棒65と、前記金属箔66の端部に当接すると共に、前記ビーズ棒65に嵌合支持されるターミナル67と、このターミナル67に接続する外部リード線68、この外部リード線68に接続する口金69などから構成されている。
【0003】
図6に示すように、前記ビーズ棒65は、その前端面に前記電極リード棒63を嵌合支持する嵌合穴を形成すると共に、その後端面に前記ターミナル67を支持するための嵌合穴65aを形成している。
【0004】
図6に示すように、前記ターミナル67は、その中央に形成した円盤部67aと、この円盤部67aの一端側に突出させて設けた前記ビーズ管64側に支持する嵌合凸部67bと、前記円盤部67aの他端側に突出させて設けた外部リード線と接続するシャフト部67cとから構成されている。ターミナル67の円盤部67aは、スポット溶接により円盤部67aに金属箔66を接続する際に必要な強度を有している。
【0005】
上記の放電灯は、金属箔66と外部リード線68を接続するためのターミナル67を設けているため、スポット溶接機の電極で容易に接続することが可能になること、また、ターミナル67が円盤部67aを有しているため、溶接により接続される部分の強度を上げることができること、といった面では有益である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−185707号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記の放電灯は、金属箔66およびターミナル67の円盤部67a、ターミナル67のシャフト部67cおよび外部リード線68、並びに、外部リード線68および口金69の3箇所を接続することによって、金属箔66、ターミナル67、外部リード線68および口金69の導通が確保され、これらを介することにより電極62に対する給電が確保されるため、電極に対する給電構造が複雑なものであった。
【0008】
金属箔66とターミナル67とはスポット溶接によって接続されているが、スポット溶接部の溶接が不適切だった場合は、金属箔に微小なひびが入ったまま製造工程に流れ、製造工程においてひびが拡大し、放電灯の点灯時に金属箔が発熱して溶断したり、金属箔が断線して放電灯が不点灯になるという不具合が生じる。また、外部リード線68と口金69とはろう付けによって接続されるが、ろう付け作業が不適切だった場合は、ろう付け部が所定の寸法を超えることにより、放電灯を露光装置等に取付けることができないという不具合を生じる。
【0009】
このように、従来の放電灯は、電極に対する給電構造を実現するために多数の部材を接続する必要があり、しかも、各部材を接続するスポット溶接およびロウ付け等の接続手段には正しい作業条件と高度な技能が要求されることから、給電構造の信頼性に乏しいという問題があった。しかも、この種の放電灯は数千時間に渡って使用されるものであるから、給電構造の信頼性は長時間に渡り保証されなければならない。
【0010】
さらに、上記の給電構造を構成する金属箔、ターミナルおよび外部リード線は、モリブデン、タングステン、タンタル、ルテニウムおよびレニウムなどの希少金属によって構成される。また、スポット溶接のバインダーやろう付けのろう材には、タンタルや白金といった希少金属が使用される。これらの希少金属は放電灯のコストを高めると共に、将来的な資源涸渇等の問題に鑑みると、その使用量は可及的に低減することが好ましい。
【0011】
以上から、この発明は、給電構造を簡易化することによってその信頼性を高めると共に、希少金属の使用量を可及的に低減することを目的とする。
【課題を解決するための手段】
【0012】
請求項1の発明は、発光管と、その両端のそれぞれに連設された封止管と、前記発光管内に配置された電極と、その後方側に連設された軸部と、それに接続された導電ディスクと、それに隣接して前記封止管内に配置されたガラス部材と、前記封止管と前記ガラス部材との間に介設され、前記導電ディスクに接続された金属箔と、前記封止管の端部に取付けられた口金とを有する放電ランプにおいて、前記金属箔は、前記封止管の外端から封止管の外方に突出する延伸部を有し、その延伸部にて前記口金と導通することを特徴とする放電ランプである。
【0013】
請求項2の発明は、請求項1記載の放電ランプにおいて、前記金属箔の延伸部が前記口金に機械的に接続されることを特徴とする。
【0014】
請求項3の発明は、請求項2記載の放電ランプにおいて、前記口金が、前記封止管の端部に固定される筒部とその開口を閉塞する蓋部とで構成され、前記延伸部が前記筒部に螺止めされていることを特徴とする。
【0015】
請求項4の発明は、請求項2記載の放電ランプにおいて、前記口金が、前記封止管の端部に固定された筒部とそれに嵌合される蓋部とで構成され、前記筒部が前記封止管から遠ざかるに従って次第に肉薄になるように形成された傾斜面を有し、前記蓋部が前記封止管に近付くに従って外径が次第に縮小するように形成された傾斜面を有し、前記金属箔の延伸部が前記筒部および前記蓋部のそれぞれの傾斜面の間に挟持されることを特徴とする。
【0016】
請求項5の発明は、請求項2記載の放電ランプにおいて、前記口金が、前記封止管の端部に固定された筒部と、それに連結される一対の半円状部材からなる環状部と、前記一対の半円状部材を締結することによりその内周面に挟持される蓋部とで構成され、前記金属箔の延伸部が前記環状部と前記蓋部との間に挟持されていることを特徴とする。
【0017】
請求項6の発明は、(A)電極と、それに連設された軸部と、それに接続された導電ディスクと、それに隣接して配置されたガラス部材と、それに隣接して配置された金属箔保持部材と、それに隣接して配置された金属箔連結部材と、前記導電ディスクおよび前記金属箔連結部材に渡設され、前記ガラス部材および前記金属箔保持部材の外周面に沿って配置された金属箔と、前記金属箔保持部材の周囲に覆設された密着規制部材とで構成される電極構造体を、発光管とその両端のそれぞれに連設された封止管とからなる封体の内部に挿入する工程と、
(B)封体内を減圧しながら前記ガラス部材の周囲の前記封止管を加熱し、前記封止管と前記ガラス部材とを前記金属箔を介して密着させる工程と、
(C)前記金属箔連結部材の近傍で前記封止管および前記金属箔を切断し、前記金属箔連結部材を前記電極構造体から除去する工程と、
(D)前記ガラス部材と前記金属箔保持部材との境界で前記封止管のみを切断し、前記金属箔保持部材と前記密着規制部材とを前記電極構造体から除去する工程と、
を上記した順に実行することを特徴とする放電ランプの製造方法である。
【0018】
請求項7の発明は、請求項6記載の放電ランプの製造方法において、前記(B)の工程と前記(C)の工程との間に、前記封体内を減圧しながら前記金属箔保持部材の周囲の前記封止管を加熱する工程を実行することを特徴とする。
【0019】
請求項8の発明は、請求項6記載の放電ランプの製造方法において、前記密着規制部材の表面がエンボス加工されていることを特徴とする。
【発明の効果】
【0020】
本発明においては、金属箔が封止管の外端から封止管の外方に突出して前記口金の内部を延伸する延伸部を有し、その延伸部にて前記口金と導通しており、給電構造が金属箔と口金のみで構成されることによって簡易化されると共に、従来の放電ランプの給電構造に比べ給電構造を実現するための接続箇所が低減されるので給電構造の信頼性が高くなる。また、従来の放電ランプに比べ、希少金属の使用量を可及的に低減することができる。
【図面の簡単な説明】
【0021】
【図1】本発明の第1の実施例の放電ランプの構成を示す図である。
【図2】本発明の第1の実施例の放電ランプの給電構造を示す図である。
【図3】金属箔の延伸部を形成するための方法を示す図である。
【図4】本発明の第2の実施例の放電ランプの給電構造を示す図である。
【図5】本発明の第3の実施例の放電ランプの給電構造を示す図である。
【図6】従来の放電ランプの構成を示す図である。
【発明を実施するための形態】
【0022】
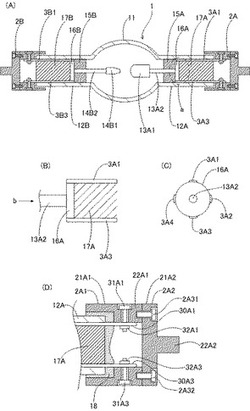
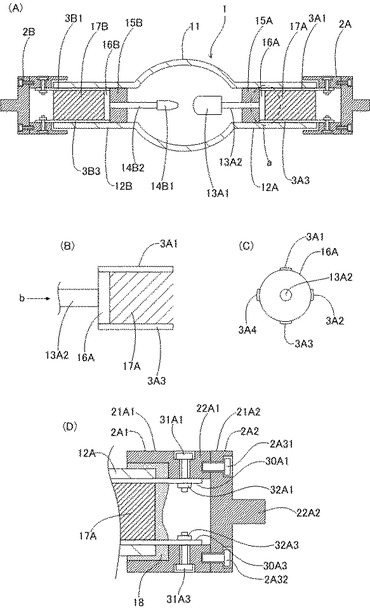
図1は、本発明の第1の実施例の放電ランプの構成を示す図である。同図(A)は長手方向の断面図を示し、同図(B)は導電ディスク近傍a部の部分拡大図を示し、同図(C)は同図(B)をb方向から見た図を示し、同図(D)は口金近傍の部分拡大図を示す。
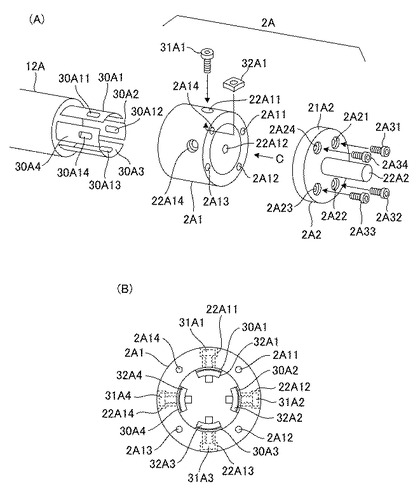
図2は、本発明の第1の実施例の放電ランプの給電構造を示す図である。同図(A)は本実施例の給電構造の分解斜視図を示し、同図(B)は同図(A)をc方向から見た図を示す。
【0023】
放電ランプは、図1(A)に示すように、発光空間を有する球状の発光管11およびその両端のそれぞれに連続して管軸方向に伸びる円筒状の封止管12A,12Bとよりなる封体1と、一対の電極を構成する陽極本体部13A1,陰極本体部14B1と、これらのそれぞれの端部に連設された軸部13A2,14B2と、これらをそれぞれ支持する電極保持部材15A,15Bと、これらのそれぞれに隣接して配置され、軸部13A2,14B2のそれぞれの端部に接続された導電ディスク16A,16Bと、これらに接続されると共に封止管12A,12Bのそれぞれの外端から封止管の外方へ突出するそれぞれ4枚の金属箔(図1(A)では3A1,3A3,3B1,3B3のみ図示)と、これらを内側から支持し、かつ導電ディスク16A,16Bのそれぞれに隣接して配置された封止用のガラス部材17A,17Bと、封止管12A,12Bのそれぞれの端部に固定された導電性の口金2A,2Bとを備えて構成される。
【0024】
発光管11およびその両端のそれぞれに連続して管軸方向に伸びる封止管12A,12Bで構成される封体1は、例えば石英ガラスで構成されている。発光管11の内部には、一対の電極を構成する陽極本体部13A1と陰極本体部14B1とが対向して配置されるとともに、放電媒体として例えば水銀と希ガスとが点灯時の蒸気圧が所定の圧力となるように封入されている。
【0025】
一対の電極を構成する陽極本体部13A1,陰極本体部14B1と、これらのそれぞれの端部に連設された軸部13A2,14B2とは、何れもが例えばタングステンによって構成され、陽極本体部13A1,陰極本体部14B1の全体が発光管11の内部に配置されている。
軸部13A2,14B2は、封止管12A,12Bの内部を延伸し、それぞれの根本部が導電ディスク16A,16Bに電気的に接続されている。軸部13A2,14B2は、封止管12A,12B内に配置された、石英ガラスからなる円筒状の電極保持部材15A,15Bによって支持されている。
【0026】
円板状の導電ディスク16A,16Bおよび封止用の円柱形状のガラス部材17A,17Bは、封止管12A,12Bの内部に配置されている。導電ディスク16A,16Bは、モリブデンで構成されている。以下では、導電ディスク16Aの近傍a部の構造のみを説明する。導電ディスク16Bの近傍の構造は導電ディスク16Aの近傍a部の構造と同じであるため説明は省略する。
【0027】
導電ディスク16Aおよびガラス部材17Aの周囲には、図1(B),(C)に示すように、互いに離間して例えば4枚の金属箔3A1,3A2,3A3,3A4が設けられている。金属箔3A1〜3A4は、例えばモリブデンからなり、可撓性を有している。金属箔の枚数は、電極に供給される電流量に応じて適宜に設定されるが、図1に示す例では4枚である。
金属箔3A1〜3A4の一端部は、例えばスポット溶接等によって導電ディスク16Aに電気的に接続されている。金属箔3A1〜3A4の他端部には、図2(A)に示すように、封止管12Aの外端から封止管の外方に突出して伸びる延伸部30A1〜30A4が形成されている。
【0028】
口金2A,2Bは、封止管12A,12Bのそれぞれの端部に固定されている。以下では、口金2A側の給電構造のみを説明するが、口金2B側の給電構造は口金2A側の給電構造と同じであるため説明は省略する。
【0029】
本実施例の給電構造は、図2(A)に示すように、円筒形状の筒部2A1とその開口を塞ぐ蓋部2A2とからなる口金2Aと、封止管12Aの外端から封止管の外方に突出して伸びる金属箔3A1〜3A4の延伸部30A1〜30A4とで構成される。
【0030】
本実施例の給電構造は、図2(A)に示すように、口金2Aにおける筒部2A1を封止管12Aの端部に接着し、その後に、金属箔3A1〜3A4の延伸部30A1〜30A4を筒部2A1に螺子止めし、最後に、筒部2A1の開口を塞ぐようにその端面に蓋部2A2を螺子止めすることによって作製される。以下、本実施例の給電構造について詳しく説明する。
【0031】
口金2Aは、図1(D)に示すように、円筒形状の筒部2A1と、筒部2A1の開口を塞ぐ蓋部2A2とで構成される。筒部2A1は、薄肉部21A1と厚肉部22A1とで内部に段差を有するように構成される。蓋部2A2は、筒部2A1に螺子止めされる円板状のフランジ部21A2と、これに一体的に連設されたロッド状の端子部22A2とで構成される。
【0032】
筒部2A1は、図1(D)に示すように、薄肉部21A1の内周面および封止管12Aの外周面の間並びに厚肉部22A1の端面および封止管12Aの外端の間に接着剤18を塗布し、封止管12Aに接着される。筒部2A1は、金属箔の可撓性を利用して、筒部2A1の中心軸を電極中心軸に一致させる。
【0033】
金属箔の延伸部30A1〜30A4は、図2(A)に示すように、長穴30A11〜30A14がそれぞれ設けられ、図1(D)に示すように、筒部2A1の厚肉部22A1の内周面に当接するように配置されると共に、厚肉部22A1に螺子止めされる。螺子止めは、図2(B)に示すように、口金2A1の側面に設けられた4つの螺子穴22A11〜22A14に、それぞれ螺子31A1〜31A4を挿入し、螺子31A1〜31A4を延伸部30A1〜30A4の長穴30A11〜30A14に貫通させ、延伸部30A1〜30A4を貫通したそれぞれの螺子31A1〜31A4の端部にナット32A1〜32A4を螺合することによって行われる。
【0034】
金属箔の延伸部30A1〜30A4と口金2Aとは、作業者が筒部2A1の開口に手を入れ、螺子31A1〜31A4にナット32A1〜32A4を螺合することによって螺子止めされる。つまり、筒部2A1は、上記の螺子止めを行うために必要な部材である。また、蓋部2A2に設けられた端子部22A2は、図示を省略した露光装置用のソケットの内部に挿入される部位であり、放電ランプを露光装置にセッティングするために使用される。したがって、口金2Aは、上記した螺子止めの作業を円滑に行うと共に露光装置にセッティングするために、互いに物理的に独立した筒部2A1と蓋部2A2とで構成される必要がある。
【0035】
筒部2A1および蓋部2A2は、図2(A)に示すように、蓋部2A2のフランジ部21A2を筒部2A1の端面に当接するように配置し、筒部2A1および蓋部2A2の端面にそれぞれ4つ設けた螺子穴2A11〜2A14および2A21〜2A24に、螺子2A31〜2A34を挿入して螺子止めすることによって連結される。このようにして、金属箔3A1〜3A4および口金2Aにより電極への給電構造が構成される。
【0036】
以上の本発明の第1の実施例の放電ランプによれば、金属箔3A1〜3A4のそれぞれには封止管12Aの外端から封止管の外方に突出して延伸する延伸部30A1〜30A4が形成され、これら延伸部30A1〜30A4が口金2Aに直接的に螺子止めされることによって口金2Aに導通しており、電極に対する給電構造が金属箔3A1〜3A4と口金2Aとによってのみ実現されることから、電極に対する給電構造を実現するための各部材数が低減されると共に各部材間の接続箇所が減少し、従来の放電ランプに比べ給電構造を簡易化することができる。したがって、給電構造の信頼性が向上すると共に、希少金属の使用量を大幅に低減することができる。しかも、金属箔3A1〜3A4に設けた延伸部30A1〜30A4と、口金2Aとが機械的(螺子止め)に接続されているため、これらを接続するにあたり、正しい作業条件や高度の技能を必要としない。
【0037】
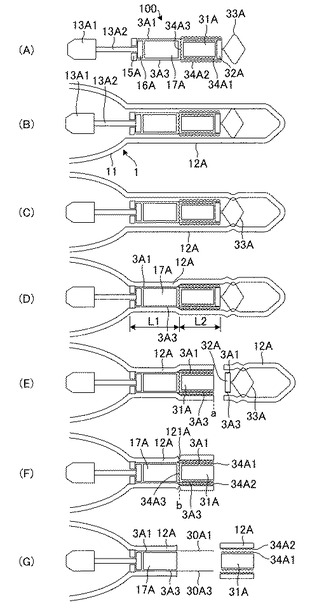
図3は、封止管の外端から突出する金属箔の延伸部の作製方法を示す図である。上記の金属箔の延伸部30A1〜30A4は、以下の工程(A)〜(G)をこの順どおりに実行することによって作製される。なお、以下では、陽極側について金属箔の延伸部を作製する方法を説明するが、陰極側についても陽極側と同じ方法によって延伸部を作製する。
【0038】
同図(A)は電極、電極軸、導電ディスク、金属箔、ガラス部材、封止用導電ディスク、密着規制部材およびリボンを備えて構成される電極構造体を作製する工程(1)を示す。電極構造体100は、陽極本体部13A1と、それに連設される円柱状の軸部13A2と、それを支持する電極保持部材15Aと、軸部13A2の根本部に接続される円板状の導電ディスク16Aと、それに隣接して配置される円柱状のガラス部材17Aと、それに隣接して配置される円柱状の金属箔保持部材31Aと、それに隣接して配置される円板状の金属箔連結部材32Aと、それに接続されたリボン33Aと、ガラス部材17Aおよび金属箔保持部材31Aの外周面に沿って互いに離間して配置され、導電ディスク16Aおよび金属箔連結部材32Aの間に渡設される、例えば4枚の金属箔(同図では3A1,3A3のみを図示)と、ガラス部材17Aおよび金属箔保持部材31Aの周囲に覆設された密着規制部材34A1〜34A3とで構成される。
【0039】
金属箔保持部材31Aは、例えば円柱形状の石英ガラスで構成され、複数の金属箔が径方向内方に撓むことを防止するために設けられている。金属箔保持部材31Aは、円柱形状若しくは円筒形状を有し外表面がエンボス加工されたモリブデンや、コイル形状のタングステンによって形成されていても良い。金属箔連結部材32Aは、金属箔を所定の位置に位置決めするために使用される。
【0040】
密着規制部材は、金属箔保持部材31Aと金属箔3A1,3A3との間に介在するように金属箔保持部材31Aの周囲に覆設された密着規制部材34A1と、金属箔3A1,3A3および金属箔保持部材31Aの双方を覆うように金属箔3A1,3A3の周囲に覆設された密着規制部材34A2と、ガラス部材17Aおよび金属箔保持部材31Aの間に介在する密着規制部材34A3とで構成される。
密着規制部材34A1〜34A3は、その表面にエンボス加工が施されたモリブデン箔からなり、後述する封止作業において、封止管12Aおよび金属箔3A1,3A3、金属箔3A1,3A3および金属箔保持部材31A、並びに、ガラス部材17Aおよび金属箔保持部材31Aが溶着しないようにするために上記の3箇所に設けられている。エンボス加工は、上記の部材間の密着を確実に防止するために形成されている。
【0041】
同図(B)は同図(A)の電極構造体を封体1の内部に挿入し、封体1の封止管の端部を閉塞して封体1内を減圧する工程(2)を示す。封体1は、球状の発光管11と、その両端のそれぞれに連設された封止管(同図では一方の封止管12Aのみを図示)とで構成される。電極構造体100は、陽極本体部13A1および軸部13A2が発光管11内に臨出すると共に、その余の部材が封止管12A内を延伸するように封体1内に挿入される。封止管12Aの外端部を適宜の加熱手段で加熱溶融させることによって閉塞した後、図示を省略した他方の封止管をチャックに接続して封止管12A内を排気して減圧状態にする。
【0042】
同図(C)はリボン33Aの周囲の封止管12Aを適宜の加熱手段で加熱する工程(3)を示す。リボン33Aは断面が菱形形状である。工程(3)は、このリボン33Aの周囲を加熱して封止管12Aを径方向内方に窪ませ、この窪んだ部位にリボン33Aを挟持することによって、電極構造体100が封体内で動かないようにするために実行される工程である。
【0043】
同図(D)はガラス部材17Aの近傍の封止管12Aを適宜の加熱手段で加熱し、ガラス部材17Aを封体に気密に封止する工程(4)を示す。工程(4)は同図にL1で示すように、ガラス部材17Aの周囲の封止管12Aを適宜の加熱手段で加熱し、封止管12Aとガラス部材17Aとを4枚の金属箔(同図では3A1,3A3のみを図示)を介して気密に封止する工程である。
【0044】
なお、工程(4)の後に、同図にL2で示すように、金属箔保持部材31Aの周囲の封止管12AをL2部が軽く押さえられる程度に加熱する工程(4´)を実行することが理想的である。但し、工程(4´)は必須ではない。
【0045】
同図(E)は封止管12Aおよび金属箔3A1,3A3の一部並びに金属箔連結部材32Aを除去する工程(5)を示す。工程(5)は同図にaで示すように、金属箔保持部材31Aおよび金属箔連結部材32Aの境界近傍において、封止管12A、4枚の金属箔(同図では、3A1,3A3のみを図示)を切断し、封止管12Aおよび金属箔の一部並びに金属箔連結部材32Aを除去する工程である。
上記の工程(4´)を行った場合は、工程(5)において、金属箔が封体内で動き回ることがないため金属箔の損傷が防止される。
【0046】
同図(F)は封止管12Aに溝を入れる工程(6)を示す。工程(6)は同図にbで示すように、ガラス部材17Aおよび金属箔保持部材31Aの境界近傍において、封止管12Aに溝121Aを入れる工程である。溝121Aは金属箔を損傷しない程度の深さとする。溝121Aは、後述の工程(7)で封止管12Aのみを容易に除去するために形成する。
【0047】
同図(G)は封止管12Aの一部と、金属箔保持部材31Aと、密着規制部材34A1〜34A3とを除去する工程(7)を示す。工程(7)では、工程(6)で封止管12Aに形成した溝121Aに対して、4枚の金属箔(同図では3A1,3A3のみを図示)を損傷しない程度の衝撃を加えて封止管12Aを切断する。工程(7)では、封止管12Aを切断した後に、封止管12Aの一部、金属箔保持部材31Aおよび密着規制部材34A1〜34A3を除去する。
【0048】
工程(7)では、上記の工程(4)においても、金属箔保持部材31Aの周囲に覆設された密着規制部材34A1〜34A3によって、金属箔保持部材31Aおよび金属箔3A1,3A3、並びに、金属箔3A1,3A3および封止管12Aが溶着されることが確実に防止されているため、封止管12Aの一部および金属箔保持部材31Aを容易に除去することができる。
【0049】
上記の工程(1)〜(7)をこの番号どおり順次に実行することにより、図3(G)に示すように、4枚の金属箔(同図では3A1,3A3のみを図示)には、封止管12Aの外端から封止管の外方へ突出して延伸する延伸部(同図では30A1,30A3のみを図示)が確実に形成される。
【0050】
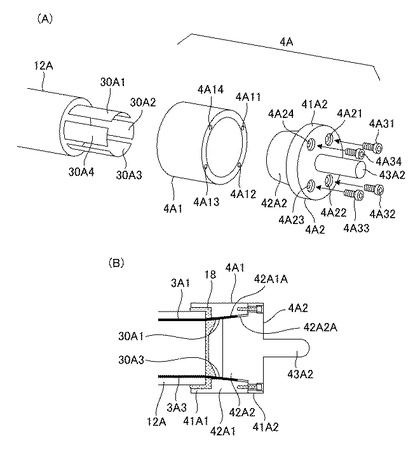
図4は、本発明の第2の実施例の放電ランプの給電構造を示す図である。同図(A)は本実施例の給電構造の分解斜視図を示し、同図(B)は本実施例の給電構造の拡大した断面を示す図である。以下では、陽極側の給電構造のみを説明するが、陰極側の給電構造は陽極側の給電構造と同じであるため説明は省略する。
【0051】
本実施例の給電構造は、同図(A)に示すように、円筒状の筒部4A1およびその開口に挿嵌される蓋部4A2からなる口金4Aと、封止管12Aの外端から封止管の外方へ突出して延伸する金属箔3A1〜3A4の延伸部30A1〜30A4とで構成される。
【0052】
本実施例の給電構造は、同図(A)に示すように、口金4Aにおける筒部4A1を封止管12Aの端部に接着し、その後に、筒部4A1内に蓋部4A2を挿嵌し、金属箔3A1〜3A4の延伸部30A1〜30A4が筒部4A1と蓋部4A2との間に挟持されるようにし、最後に、筒部4A1と蓋部4A2とを螺子止めすることによって作製される。以下、本実施例の給電構造について詳しく説明する。
【0053】
同図(B)に示すように、筒部4A1は、薄肉部41A1と厚肉部42A1とで内部に段差を有し、厚肉部42A1には封止管12Aから遠ざかるに従って次第に薄肉になる傾斜面42A1Aが形成されている。蓋部4A2は、筒部4A1の端面に当接するフランジ部41A2と、その封止管12A側に連設され、封止管12Aに向うに従って次第に外径が縮小する傾斜面42A2Aを有する縮径部42A2と、フランジ部41A2の封止管12Aに対して反対側に向けて連設されたロッド状の端子部43A2とで構成される。
【0054】
筒部4A1は、薄肉部41A1の内周面および封止管12Aの端部の外周面の間に接着剤18が塗布され、封止管12Aに接着される。筒部4A1は、金属箔の可撓性を利用して、筒部4A1の中心軸を電極中心軸に一致させる。
【0055】
金属箔3A1〜3A4の延伸部30A1〜30A4は、封止管12Aから遠ざかるに従って次第に肉薄になる傾斜面42A1Aと、封止管12Aに近付くに従って次第に外径が縮小する傾斜面42A2Aとの間に挟持される。これら厚肉部42A1と縮径部42A2とは、これらの間に延伸部30A1〜30A4を挟持した際に、延伸部30A1〜30A4が離脱しない程度の寸法差を有している。金属箔3A1〜3A4は、延伸部30A1〜30A4が厚肉部42A1と縮径部42A2との間に挟持されることにより、口金4Aと導通している。
【0056】
蓋部4A2は、図4(A)(B)に示すように、厚肉部42A1と縮径部42A2との間に延伸部30A1〜30A4が挟持されるように、筒部4A1の開口に縮径部42A2を挿嵌し、フランジ部41A2の端面が厚肉部42A1の端面に当接した状態で配置する。筒部4A1および蓋部4A2は、筒部4A1に設けた螺子穴4A11〜4A14と、蓋部4A2に設けた螺子穴4A21〜4A24とに、螺子4A31〜4A34を挿入して螺子止めすることによって連結される。このようにして、金属箔3A1〜3A4および口金4Aで電極に対する給電構造が構成される。
【0057】
以上の本発明の第2の実施例の放電ランプの給電構造によれば、金属箔3A1〜3A4のそれぞれには封止管12Aの外端から封止管の外方に突出して延伸する延伸部30A1〜30A4が形成され、これら延伸部30A1〜30A4が口金4Aにおける筒部4A1と蓋部4A2とに挟持されることによって口金4Aと導通しており、電極に対する給電構造が金属箔3A1〜3A4と口金4Aとによってのみ実現される。そのため、電極に対する給電構造を実現するための各部材数が低減されると共に各部材間の接続箇所が減少し、給電構造が従来の放電ランプに比べ簡易化される。したがって、給電構造の信頼性が向上すると共に、希少金属の使用量を大幅に低減することができる。しかも、金属箔3A1〜3A4に設けた延伸部30A1〜30A4と、口金4Aとが機械的に接続されているため、これらを接続するにあたり、正しい作業条件や高度の技能を必要としない。
【0058】
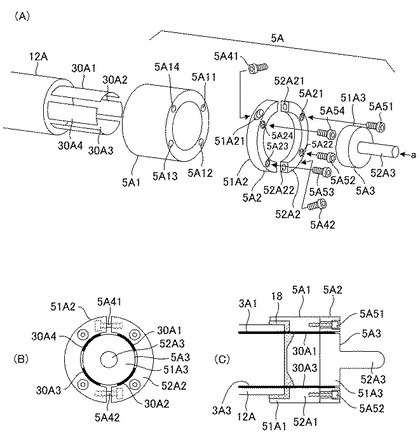
図5は、本発明の第3の実施例の放電ランプの給電構造を示す図である。同図(A)は本実施例の給電構造の分解斜視図を示し、同図(B)は同図(A)をa方向から見た図を示し、同図(C)は本実施例の給電構造の拡大した断面を示す図である。以下では、陽極側の給電構造のみを説明するが、陰極側の給電構造は陽極側の給電構造と同じである。
【0059】
本実施例の給電構造は、同図(A)に示すように、円筒状の筒部5A1と、その端面に螺子止めされる一対の半円状部材51A2,52A2からなる環状部5A2と、その内側に挟持される蓋部5A3とで構成される口金5Aと、封止管12Aの外端から封止管の外方へ突出して延伸する金属箔3A1〜3A4の延伸部30A1〜30A4とで構成される。
【0060】
本実施例の給電構造は、同図(A)に示すように、筒部5A1を封止管12Aの端部に接着し、その後に、環状部5A2と蓋部5A3の間に金属箔3A1〜3A4の延在部30A1〜30A4を挟み込むと共に環状部5A2を筒部5A1に押し付けた状態で、環状部5A2を構成するそれぞれの半円状部材51A2および52A2を締結し、その後に、環状部5A2を筒部5A1に螺子止めすることによって作製される。以下、本実施例の給電構造について詳しく説明する。
【0061】
筒部5A1は同図(C)に示すように、薄肉部51A1と厚肉部52A1とで内部に段差を有するように構成される。環状部5A2は、一対の半円状部材51A2,52A2を締結することにより円環状に構成される。筒部5A1は、薄肉部51A1の内面と封止管12Aの外周面との間に接着剤18を塗布することによって封止管12Aに接着される。筒部5A1は、金属箔の可撓性を利用して、筒部5A1の中心軸を電極中心軸に一致させる。
【0062】
環状部5A2は、同図(B)に示すように、蓋部5A3のフランジ部51A3外周面に沿って一対の半円状部材51A2,52A2を配置すると共に、一対の半円状部材51A2,52A2を螺子止めして締結することにより、その内側に蓋部5A3を挟持するようになっている。蓋部5A3は、同図(A)に示すように、円板状のフランジ部51A3と、それに連設されたロッド状の端子部52A3とで構成される。
【0063】
金属箔3A1〜3A4の延伸部30A1〜30A4は、同図(B)(C)に示すように、環状部5A2の各々の半円状部材51A2,52A2の内周面と、蓋部5A3のフランジ部51A3の外周面との間に配置され、以下のようにして、環状部5A2と蓋部5A3との間に挟持される。
【0064】
環状部5A2は、同図(A)に示すように、各々の半円状部材51A2,52A2の側面に螺子穴51A21,51A22,52A21,52A22がそれぞれ設けられ、螺子穴51A21および52A21に螺子5A41を螺合すると共に、螺子穴51A22および52A22に螺子5A42を螺合することによって締結され、その内周面に蓋部5A3のフランジ部51A3を挟持している。これにより、延伸部30A1〜30A4が、半円状部材51A2,52A2の内周面と蓋部5A3のフランジ部51A3の外周面との間に挟持される。
【0065】
筒部5A1および環状部5A2は、筒部5A1に設けた螺子穴5A11〜5A14および環状部5A2に設けた螺子穴5A21〜5A24に、螺子5A51〜5A54を螺合することによって連結される。このようにして、金属箔3A1〜3A4および口金5Aで電極に対する給電構造が構成される。
【0066】
以上の本発明の第3の実施例の放電ランプの給電構造によれば、金属箔3A1〜3A4のそれぞれには封止管12Aの外端から封止管の外方に突出して延伸する延伸部30A1〜30A4が形成され、これら延伸部30A1〜30A4が口金5Aにおける環状部5A2と蓋部5A3とに挟持されることによって口金5Aと導通しており、電極に対する給電構造が金属箔3A1〜3A4と口金5Aとによってのみ実現される。そのため、電極に対する給電構造を実現するための各部材数が低減されると共に各部材間の接続箇所が減少し、給電構造が従来の放電ランプに比べ簡易化される。したがって、給電構造の信頼性が向上すると共に、希少金属の使用量を大幅に低減することができる。しかも、金属箔3A1〜3A4に設けた延伸部30A1〜30A4と、口金5Aとが機械的に接続されているため、これらを接続するにあたり、正しい作業条件や高度の技能を必要としない。
【0067】
以上、本発明の第1〜第3の実施例の放電ランプについて説明したが、本発明は上記した実施例に限定されることなく、本発明の趣旨を逸脱しない範囲において種々の設計変更が可能である。例えば、金属箔の延伸部と口金とは、螺子止め等の機械的な接続に限られず、スポット溶接等の手段によって接続されていても良い。
【符号の説明】
【0068】
1 封体
11 発光管
12A,12B 封止管
13A1 陽極本体部
13A2 軸部
14B1 陰極本体部
14B2 軸部
15A,15B 電極保持部材
16A,16B 導電ディスク
17A,17B ガラス部材
2A,2B 口金
2A1 筒部
21A1 薄肉部
22A1 厚肉部
2A2 蓋部
21A2 フランジ部
22A2 端子部
3A1〜3A4 金属箔
30A1〜30A4 延伸部
31A 金属箔保持部材
32A 金属箔連結部材
33A リボン
34A1〜34A3 密着規制部材
100 電極構造体
4A 口金
4A1 筒部
41A1 薄肉部
42A1 厚肉部
4A2 蓋部
41A2 フランジ部
42A2 縮径部
43A2 端子部
42A3 端子部
5A 口金
5A1 筒部
51A1 薄肉部
52A1 厚肉部
5A2 環状部
51A2,52A2 半円状部材
5A3 蓋部
51A3 フランジ部
52A3 端子部
【技術分野】
【0001】
この発明は、半導体、液晶基板およびプリント基板などのワークを光処理する放電ランプに関し、特に、金属箔を埋設することによって気密に封止された箔構造の封止部を有する放電ランプに関する。
【背景技術】
【0002】
一般に、半導体、液晶基板およびプリント基板などのワークを光処理する放電灯の封止部は、図6に示すように構成されている。放電灯60は、図6に示すように、電極62の基端側に形成した電極リード棒63と、この電極リード棒63を支える支持筒としての石英ガラスからなるビーズ管64と、このビーズ管の後方側に当接する複数のランプ封止用金属であるモリブデンからなる金属箔66と、これら金属箔66の内側から支持するビーズ棒65と、前記金属箔66の端部に当接すると共に、前記ビーズ棒65に嵌合支持されるターミナル67と、このターミナル67に接続する外部リード線68、この外部リード線68に接続する口金69などから構成されている。
【0003】
図6に示すように、前記ビーズ棒65は、その前端面に前記電極リード棒63を嵌合支持する嵌合穴を形成すると共に、その後端面に前記ターミナル67を支持するための嵌合穴65aを形成している。
【0004】
図6に示すように、前記ターミナル67は、その中央に形成した円盤部67aと、この円盤部67aの一端側に突出させて設けた前記ビーズ管64側に支持する嵌合凸部67bと、前記円盤部67aの他端側に突出させて設けた外部リード線と接続するシャフト部67cとから構成されている。ターミナル67の円盤部67aは、スポット溶接により円盤部67aに金属箔66を接続する際に必要な強度を有している。
【0005】
上記の放電灯は、金属箔66と外部リード線68を接続するためのターミナル67を設けているため、スポット溶接機の電極で容易に接続することが可能になること、また、ターミナル67が円盤部67aを有しているため、溶接により接続される部分の強度を上げることができること、といった面では有益である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−185707号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記の放電灯は、金属箔66およびターミナル67の円盤部67a、ターミナル67のシャフト部67cおよび外部リード線68、並びに、外部リード線68および口金69の3箇所を接続することによって、金属箔66、ターミナル67、外部リード線68および口金69の導通が確保され、これらを介することにより電極62に対する給電が確保されるため、電極に対する給電構造が複雑なものであった。
【0008】
金属箔66とターミナル67とはスポット溶接によって接続されているが、スポット溶接部の溶接が不適切だった場合は、金属箔に微小なひびが入ったまま製造工程に流れ、製造工程においてひびが拡大し、放電灯の点灯時に金属箔が発熱して溶断したり、金属箔が断線して放電灯が不点灯になるという不具合が生じる。また、外部リード線68と口金69とはろう付けによって接続されるが、ろう付け作業が不適切だった場合は、ろう付け部が所定の寸法を超えることにより、放電灯を露光装置等に取付けることができないという不具合を生じる。
【0009】
このように、従来の放電灯は、電極に対する給電構造を実現するために多数の部材を接続する必要があり、しかも、各部材を接続するスポット溶接およびロウ付け等の接続手段には正しい作業条件と高度な技能が要求されることから、給電構造の信頼性に乏しいという問題があった。しかも、この種の放電灯は数千時間に渡って使用されるものであるから、給電構造の信頼性は長時間に渡り保証されなければならない。
【0010】
さらに、上記の給電構造を構成する金属箔、ターミナルおよび外部リード線は、モリブデン、タングステン、タンタル、ルテニウムおよびレニウムなどの希少金属によって構成される。また、スポット溶接のバインダーやろう付けのろう材には、タンタルや白金といった希少金属が使用される。これらの希少金属は放電灯のコストを高めると共に、将来的な資源涸渇等の問題に鑑みると、その使用量は可及的に低減することが好ましい。
【0011】
以上から、この発明は、給電構造を簡易化することによってその信頼性を高めると共に、希少金属の使用量を可及的に低減することを目的とする。
【課題を解決するための手段】
【0012】
請求項1の発明は、発光管と、その両端のそれぞれに連設された封止管と、前記発光管内に配置された電極と、その後方側に連設された軸部と、それに接続された導電ディスクと、それに隣接して前記封止管内に配置されたガラス部材と、前記封止管と前記ガラス部材との間に介設され、前記導電ディスクに接続された金属箔と、前記封止管の端部に取付けられた口金とを有する放電ランプにおいて、前記金属箔は、前記封止管の外端から封止管の外方に突出する延伸部を有し、その延伸部にて前記口金と導通することを特徴とする放電ランプである。
【0013】
請求項2の発明は、請求項1記載の放電ランプにおいて、前記金属箔の延伸部が前記口金に機械的に接続されることを特徴とする。
【0014】
請求項3の発明は、請求項2記載の放電ランプにおいて、前記口金が、前記封止管の端部に固定される筒部とその開口を閉塞する蓋部とで構成され、前記延伸部が前記筒部に螺止めされていることを特徴とする。
【0015】
請求項4の発明は、請求項2記載の放電ランプにおいて、前記口金が、前記封止管の端部に固定された筒部とそれに嵌合される蓋部とで構成され、前記筒部が前記封止管から遠ざかるに従って次第に肉薄になるように形成された傾斜面を有し、前記蓋部が前記封止管に近付くに従って外径が次第に縮小するように形成された傾斜面を有し、前記金属箔の延伸部が前記筒部および前記蓋部のそれぞれの傾斜面の間に挟持されることを特徴とする。
【0016】
請求項5の発明は、請求項2記載の放電ランプにおいて、前記口金が、前記封止管の端部に固定された筒部と、それに連結される一対の半円状部材からなる環状部と、前記一対の半円状部材を締結することによりその内周面に挟持される蓋部とで構成され、前記金属箔の延伸部が前記環状部と前記蓋部との間に挟持されていることを特徴とする。
【0017】
請求項6の発明は、(A)電極と、それに連設された軸部と、それに接続された導電ディスクと、それに隣接して配置されたガラス部材と、それに隣接して配置された金属箔保持部材と、それに隣接して配置された金属箔連結部材と、前記導電ディスクおよび前記金属箔連結部材に渡設され、前記ガラス部材および前記金属箔保持部材の外周面に沿って配置された金属箔と、前記金属箔保持部材の周囲に覆設された密着規制部材とで構成される電極構造体を、発光管とその両端のそれぞれに連設された封止管とからなる封体の内部に挿入する工程と、
(B)封体内を減圧しながら前記ガラス部材の周囲の前記封止管を加熱し、前記封止管と前記ガラス部材とを前記金属箔を介して密着させる工程と、
(C)前記金属箔連結部材の近傍で前記封止管および前記金属箔を切断し、前記金属箔連結部材を前記電極構造体から除去する工程と、
(D)前記ガラス部材と前記金属箔保持部材との境界で前記封止管のみを切断し、前記金属箔保持部材と前記密着規制部材とを前記電極構造体から除去する工程と、
を上記した順に実行することを特徴とする放電ランプの製造方法である。
【0018】
請求項7の発明は、請求項6記載の放電ランプの製造方法において、前記(B)の工程と前記(C)の工程との間に、前記封体内を減圧しながら前記金属箔保持部材の周囲の前記封止管を加熱する工程を実行することを特徴とする。
【0019】
請求項8の発明は、請求項6記載の放電ランプの製造方法において、前記密着規制部材の表面がエンボス加工されていることを特徴とする。
【発明の効果】
【0020】
本発明においては、金属箔が封止管の外端から封止管の外方に突出して前記口金の内部を延伸する延伸部を有し、その延伸部にて前記口金と導通しており、給電構造が金属箔と口金のみで構成されることによって簡易化されると共に、従来の放電ランプの給電構造に比べ給電構造を実現するための接続箇所が低減されるので給電構造の信頼性が高くなる。また、従来の放電ランプに比べ、希少金属の使用量を可及的に低減することができる。
【図面の簡単な説明】
【0021】
【図1】本発明の第1の実施例の放電ランプの構成を示す図である。
【図2】本発明の第1の実施例の放電ランプの給電構造を示す図である。
【図3】金属箔の延伸部を形成するための方法を示す図である。
【図4】本発明の第2の実施例の放電ランプの給電構造を示す図である。
【図5】本発明の第3の実施例の放電ランプの給電構造を示す図である。
【図6】従来の放電ランプの構成を示す図である。
【発明を実施するための形態】
【0022】
図1は、本発明の第1の実施例の放電ランプの構成を示す図である。同図(A)は長手方向の断面図を示し、同図(B)は導電ディスク近傍a部の部分拡大図を示し、同図(C)は同図(B)をb方向から見た図を示し、同図(D)は口金近傍の部分拡大図を示す。
図2は、本発明の第1の実施例の放電ランプの給電構造を示す図である。同図(A)は本実施例の給電構造の分解斜視図を示し、同図(B)は同図(A)をc方向から見た図を示す。
【0023】
放電ランプは、図1(A)に示すように、発光空間を有する球状の発光管11およびその両端のそれぞれに連続して管軸方向に伸びる円筒状の封止管12A,12Bとよりなる封体1と、一対の電極を構成する陽極本体部13A1,陰極本体部14B1と、これらのそれぞれの端部に連設された軸部13A2,14B2と、これらをそれぞれ支持する電極保持部材15A,15Bと、これらのそれぞれに隣接して配置され、軸部13A2,14B2のそれぞれの端部に接続された導電ディスク16A,16Bと、これらに接続されると共に封止管12A,12Bのそれぞれの外端から封止管の外方へ突出するそれぞれ4枚の金属箔(図1(A)では3A1,3A3,3B1,3B3のみ図示)と、これらを内側から支持し、かつ導電ディスク16A,16Bのそれぞれに隣接して配置された封止用のガラス部材17A,17Bと、封止管12A,12Bのそれぞれの端部に固定された導電性の口金2A,2Bとを備えて構成される。
【0024】
発光管11およびその両端のそれぞれに連続して管軸方向に伸びる封止管12A,12Bで構成される封体1は、例えば石英ガラスで構成されている。発光管11の内部には、一対の電極を構成する陽極本体部13A1と陰極本体部14B1とが対向して配置されるとともに、放電媒体として例えば水銀と希ガスとが点灯時の蒸気圧が所定の圧力となるように封入されている。
【0025】
一対の電極を構成する陽極本体部13A1,陰極本体部14B1と、これらのそれぞれの端部に連設された軸部13A2,14B2とは、何れもが例えばタングステンによって構成され、陽極本体部13A1,陰極本体部14B1の全体が発光管11の内部に配置されている。
軸部13A2,14B2は、封止管12A,12Bの内部を延伸し、それぞれの根本部が導電ディスク16A,16Bに電気的に接続されている。軸部13A2,14B2は、封止管12A,12B内に配置された、石英ガラスからなる円筒状の電極保持部材15A,15Bによって支持されている。
【0026】
円板状の導電ディスク16A,16Bおよび封止用の円柱形状のガラス部材17A,17Bは、封止管12A,12Bの内部に配置されている。導電ディスク16A,16Bは、モリブデンで構成されている。以下では、導電ディスク16Aの近傍a部の構造のみを説明する。導電ディスク16Bの近傍の構造は導電ディスク16Aの近傍a部の構造と同じであるため説明は省略する。
【0027】
導電ディスク16Aおよびガラス部材17Aの周囲には、図1(B),(C)に示すように、互いに離間して例えば4枚の金属箔3A1,3A2,3A3,3A4が設けられている。金属箔3A1〜3A4は、例えばモリブデンからなり、可撓性を有している。金属箔の枚数は、電極に供給される電流量に応じて適宜に設定されるが、図1に示す例では4枚である。
金属箔3A1〜3A4の一端部は、例えばスポット溶接等によって導電ディスク16Aに電気的に接続されている。金属箔3A1〜3A4の他端部には、図2(A)に示すように、封止管12Aの外端から封止管の外方に突出して伸びる延伸部30A1〜30A4が形成されている。
【0028】
口金2A,2Bは、封止管12A,12Bのそれぞれの端部に固定されている。以下では、口金2A側の給電構造のみを説明するが、口金2B側の給電構造は口金2A側の給電構造と同じであるため説明は省略する。
【0029】
本実施例の給電構造は、図2(A)に示すように、円筒形状の筒部2A1とその開口を塞ぐ蓋部2A2とからなる口金2Aと、封止管12Aの外端から封止管の外方に突出して伸びる金属箔3A1〜3A4の延伸部30A1〜30A4とで構成される。
【0030】
本実施例の給電構造は、図2(A)に示すように、口金2Aにおける筒部2A1を封止管12Aの端部に接着し、その後に、金属箔3A1〜3A4の延伸部30A1〜30A4を筒部2A1に螺子止めし、最後に、筒部2A1の開口を塞ぐようにその端面に蓋部2A2を螺子止めすることによって作製される。以下、本実施例の給電構造について詳しく説明する。
【0031】
口金2Aは、図1(D)に示すように、円筒形状の筒部2A1と、筒部2A1の開口を塞ぐ蓋部2A2とで構成される。筒部2A1は、薄肉部21A1と厚肉部22A1とで内部に段差を有するように構成される。蓋部2A2は、筒部2A1に螺子止めされる円板状のフランジ部21A2と、これに一体的に連設されたロッド状の端子部22A2とで構成される。
【0032】
筒部2A1は、図1(D)に示すように、薄肉部21A1の内周面および封止管12Aの外周面の間並びに厚肉部22A1の端面および封止管12Aの外端の間に接着剤18を塗布し、封止管12Aに接着される。筒部2A1は、金属箔の可撓性を利用して、筒部2A1の中心軸を電極中心軸に一致させる。
【0033】
金属箔の延伸部30A1〜30A4は、図2(A)に示すように、長穴30A11〜30A14がそれぞれ設けられ、図1(D)に示すように、筒部2A1の厚肉部22A1の内周面に当接するように配置されると共に、厚肉部22A1に螺子止めされる。螺子止めは、図2(B)に示すように、口金2A1の側面に設けられた4つの螺子穴22A11〜22A14に、それぞれ螺子31A1〜31A4を挿入し、螺子31A1〜31A4を延伸部30A1〜30A4の長穴30A11〜30A14に貫通させ、延伸部30A1〜30A4を貫通したそれぞれの螺子31A1〜31A4の端部にナット32A1〜32A4を螺合することによって行われる。
【0034】
金属箔の延伸部30A1〜30A4と口金2Aとは、作業者が筒部2A1の開口に手を入れ、螺子31A1〜31A4にナット32A1〜32A4を螺合することによって螺子止めされる。つまり、筒部2A1は、上記の螺子止めを行うために必要な部材である。また、蓋部2A2に設けられた端子部22A2は、図示を省略した露光装置用のソケットの内部に挿入される部位であり、放電ランプを露光装置にセッティングするために使用される。したがって、口金2Aは、上記した螺子止めの作業を円滑に行うと共に露光装置にセッティングするために、互いに物理的に独立した筒部2A1と蓋部2A2とで構成される必要がある。
【0035】
筒部2A1および蓋部2A2は、図2(A)に示すように、蓋部2A2のフランジ部21A2を筒部2A1の端面に当接するように配置し、筒部2A1および蓋部2A2の端面にそれぞれ4つ設けた螺子穴2A11〜2A14および2A21〜2A24に、螺子2A31〜2A34を挿入して螺子止めすることによって連結される。このようにして、金属箔3A1〜3A4および口金2Aにより電極への給電構造が構成される。
【0036】
以上の本発明の第1の実施例の放電ランプによれば、金属箔3A1〜3A4のそれぞれには封止管12Aの外端から封止管の外方に突出して延伸する延伸部30A1〜30A4が形成され、これら延伸部30A1〜30A4が口金2Aに直接的に螺子止めされることによって口金2Aに導通しており、電極に対する給電構造が金属箔3A1〜3A4と口金2Aとによってのみ実現されることから、電極に対する給電構造を実現するための各部材数が低減されると共に各部材間の接続箇所が減少し、従来の放電ランプに比べ給電構造を簡易化することができる。したがって、給電構造の信頼性が向上すると共に、希少金属の使用量を大幅に低減することができる。しかも、金属箔3A1〜3A4に設けた延伸部30A1〜30A4と、口金2Aとが機械的(螺子止め)に接続されているため、これらを接続するにあたり、正しい作業条件や高度の技能を必要としない。
【0037】
図3は、封止管の外端から突出する金属箔の延伸部の作製方法を示す図である。上記の金属箔の延伸部30A1〜30A4は、以下の工程(A)〜(G)をこの順どおりに実行することによって作製される。なお、以下では、陽極側について金属箔の延伸部を作製する方法を説明するが、陰極側についても陽極側と同じ方法によって延伸部を作製する。
【0038】
同図(A)は電極、電極軸、導電ディスク、金属箔、ガラス部材、封止用導電ディスク、密着規制部材およびリボンを備えて構成される電極構造体を作製する工程(1)を示す。電極構造体100は、陽極本体部13A1と、それに連設される円柱状の軸部13A2と、それを支持する電極保持部材15Aと、軸部13A2の根本部に接続される円板状の導電ディスク16Aと、それに隣接して配置される円柱状のガラス部材17Aと、それに隣接して配置される円柱状の金属箔保持部材31Aと、それに隣接して配置される円板状の金属箔連結部材32Aと、それに接続されたリボン33Aと、ガラス部材17Aおよび金属箔保持部材31Aの外周面に沿って互いに離間して配置され、導電ディスク16Aおよび金属箔連結部材32Aの間に渡設される、例えば4枚の金属箔(同図では3A1,3A3のみを図示)と、ガラス部材17Aおよび金属箔保持部材31Aの周囲に覆設された密着規制部材34A1〜34A3とで構成される。
【0039】
金属箔保持部材31Aは、例えば円柱形状の石英ガラスで構成され、複数の金属箔が径方向内方に撓むことを防止するために設けられている。金属箔保持部材31Aは、円柱形状若しくは円筒形状を有し外表面がエンボス加工されたモリブデンや、コイル形状のタングステンによって形成されていても良い。金属箔連結部材32Aは、金属箔を所定の位置に位置決めするために使用される。
【0040】
密着規制部材は、金属箔保持部材31Aと金属箔3A1,3A3との間に介在するように金属箔保持部材31Aの周囲に覆設された密着規制部材34A1と、金属箔3A1,3A3および金属箔保持部材31Aの双方を覆うように金属箔3A1,3A3の周囲に覆設された密着規制部材34A2と、ガラス部材17Aおよび金属箔保持部材31Aの間に介在する密着規制部材34A3とで構成される。
密着規制部材34A1〜34A3は、その表面にエンボス加工が施されたモリブデン箔からなり、後述する封止作業において、封止管12Aおよび金属箔3A1,3A3、金属箔3A1,3A3および金属箔保持部材31A、並びに、ガラス部材17Aおよび金属箔保持部材31Aが溶着しないようにするために上記の3箇所に設けられている。エンボス加工は、上記の部材間の密着を確実に防止するために形成されている。
【0041】
同図(B)は同図(A)の電極構造体を封体1の内部に挿入し、封体1の封止管の端部を閉塞して封体1内を減圧する工程(2)を示す。封体1は、球状の発光管11と、その両端のそれぞれに連設された封止管(同図では一方の封止管12Aのみを図示)とで構成される。電極構造体100は、陽極本体部13A1および軸部13A2が発光管11内に臨出すると共に、その余の部材が封止管12A内を延伸するように封体1内に挿入される。封止管12Aの外端部を適宜の加熱手段で加熱溶融させることによって閉塞した後、図示を省略した他方の封止管をチャックに接続して封止管12A内を排気して減圧状態にする。
【0042】
同図(C)はリボン33Aの周囲の封止管12Aを適宜の加熱手段で加熱する工程(3)を示す。リボン33Aは断面が菱形形状である。工程(3)は、このリボン33Aの周囲を加熱して封止管12Aを径方向内方に窪ませ、この窪んだ部位にリボン33Aを挟持することによって、電極構造体100が封体内で動かないようにするために実行される工程である。
【0043】
同図(D)はガラス部材17Aの近傍の封止管12Aを適宜の加熱手段で加熱し、ガラス部材17Aを封体に気密に封止する工程(4)を示す。工程(4)は同図にL1で示すように、ガラス部材17Aの周囲の封止管12Aを適宜の加熱手段で加熱し、封止管12Aとガラス部材17Aとを4枚の金属箔(同図では3A1,3A3のみを図示)を介して気密に封止する工程である。
【0044】
なお、工程(4)の後に、同図にL2で示すように、金属箔保持部材31Aの周囲の封止管12AをL2部が軽く押さえられる程度に加熱する工程(4´)を実行することが理想的である。但し、工程(4´)は必須ではない。
【0045】
同図(E)は封止管12Aおよび金属箔3A1,3A3の一部並びに金属箔連結部材32Aを除去する工程(5)を示す。工程(5)は同図にaで示すように、金属箔保持部材31Aおよび金属箔連結部材32Aの境界近傍において、封止管12A、4枚の金属箔(同図では、3A1,3A3のみを図示)を切断し、封止管12Aおよび金属箔の一部並びに金属箔連結部材32Aを除去する工程である。
上記の工程(4´)を行った場合は、工程(5)において、金属箔が封体内で動き回ることがないため金属箔の損傷が防止される。
【0046】
同図(F)は封止管12Aに溝を入れる工程(6)を示す。工程(6)は同図にbで示すように、ガラス部材17Aおよび金属箔保持部材31Aの境界近傍において、封止管12Aに溝121Aを入れる工程である。溝121Aは金属箔を損傷しない程度の深さとする。溝121Aは、後述の工程(7)で封止管12Aのみを容易に除去するために形成する。
【0047】
同図(G)は封止管12Aの一部と、金属箔保持部材31Aと、密着規制部材34A1〜34A3とを除去する工程(7)を示す。工程(7)では、工程(6)で封止管12Aに形成した溝121Aに対して、4枚の金属箔(同図では3A1,3A3のみを図示)を損傷しない程度の衝撃を加えて封止管12Aを切断する。工程(7)では、封止管12Aを切断した後に、封止管12Aの一部、金属箔保持部材31Aおよび密着規制部材34A1〜34A3を除去する。
【0048】
工程(7)では、上記の工程(4)においても、金属箔保持部材31Aの周囲に覆設された密着規制部材34A1〜34A3によって、金属箔保持部材31Aおよび金属箔3A1,3A3、並びに、金属箔3A1,3A3および封止管12Aが溶着されることが確実に防止されているため、封止管12Aの一部および金属箔保持部材31Aを容易に除去することができる。
【0049】
上記の工程(1)〜(7)をこの番号どおり順次に実行することにより、図3(G)に示すように、4枚の金属箔(同図では3A1,3A3のみを図示)には、封止管12Aの外端から封止管の外方へ突出して延伸する延伸部(同図では30A1,30A3のみを図示)が確実に形成される。
【0050】
図4は、本発明の第2の実施例の放電ランプの給電構造を示す図である。同図(A)は本実施例の給電構造の分解斜視図を示し、同図(B)は本実施例の給電構造の拡大した断面を示す図である。以下では、陽極側の給電構造のみを説明するが、陰極側の給電構造は陽極側の給電構造と同じであるため説明は省略する。
【0051】
本実施例の給電構造は、同図(A)に示すように、円筒状の筒部4A1およびその開口に挿嵌される蓋部4A2からなる口金4Aと、封止管12Aの外端から封止管の外方へ突出して延伸する金属箔3A1〜3A4の延伸部30A1〜30A4とで構成される。
【0052】
本実施例の給電構造は、同図(A)に示すように、口金4Aにおける筒部4A1を封止管12Aの端部に接着し、その後に、筒部4A1内に蓋部4A2を挿嵌し、金属箔3A1〜3A4の延伸部30A1〜30A4が筒部4A1と蓋部4A2との間に挟持されるようにし、最後に、筒部4A1と蓋部4A2とを螺子止めすることによって作製される。以下、本実施例の給電構造について詳しく説明する。
【0053】
同図(B)に示すように、筒部4A1は、薄肉部41A1と厚肉部42A1とで内部に段差を有し、厚肉部42A1には封止管12Aから遠ざかるに従って次第に薄肉になる傾斜面42A1Aが形成されている。蓋部4A2は、筒部4A1の端面に当接するフランジ部41A2と、その封止管12A側に連設され、封止管12Aに向うに従って次第に外径が縮小する傾斜面42A2Aを有する縮径部42A2と、フランジ部41A2の封止管12Aに対して反対側に向けて連設されたロッド状の端子部43A2とで構成される。
【0054】
筒部4A1は、薄肉部41A1の内周面および封止管12Aの端部の外周面の間に接着剤18が塗布され、封止管12Aに接着される。筒部4A1は、金属箔の可撓性を利用して、筒部4A1の中心軸を電極中心軸に一致させる。
【0055】
金属箔3A1〜3A4の延伸部30A1〜30A4は、封止管12Aから遠ざかるに従って次第に肉薄になる傾斜面42A1Aと、封止管12Aに近付くに従って次第に外径が縮小する傾斜面42A2Aとの間に挟持される。これら厚肉部42A1と縮径部42A2とは、これらの間に延伸部30A1〜30A4を挟持した際に、延伸部30A1〜30A4が離脱しない程度の寸法差を有している。金属箔3A1〜3A4は、延伸部30A1〜30A4が厚肉部42A1と縮径部42A2との間に挟持されることにより、口金4Aと導通している。
【0056】
蓋部4A2は、図4(A)(B)に示すように、厚肉部42A1と縮径部42A2との間に延伸部30A1〜30A4が挟持されるように、筒部4A1の開口に縮径部42A2を挿嵌し、フランジ部41A2の端面が厚肉部42A1の端面に当接した状態で配置する。筒部4A1および蓋部4A2は、筒部4A1に設けた螺子穴4A11〜4A14と、蓋部4A2に設けた螺子穴4A21〜4A24とに、螺子4A31〜4A34を挿入して螺子止めすることによって連結される。このようにして、金属箔3A1〜3A4および口金4Aで電極に対する給電構造が構成される。
【0057】
以上の本発明の第2の実施例の放電ランプの給電構造によれば、金属箔3A1〜3A4のそれぞれには封止管12Aの外端から封止管の外方に突出して延伸する延伸部30A1〜30A4が形成され、これら延伸部30A1〜30A4が口金4Aにおける筒部4A1と蓋部4A2とに挟持されることによって口金4Aと導通しており、電極に対する給電構造が金属箔3A1〜3A4と口金4Aとによってのみ実現される。そのため、電極に対する給電構造を実現するための各部材数が低減されると共に各部材間の接続箇所が減少し、給電構造が従来の放電ランプに比べ簡易化される。したがって、給電構造の信頼性が向上すると共に、希少金属の使用量を大幅に低減することができる。しかも、金属箔3A1〜3A4に設けた延伸部30A1〜30A4と、口金4Aとが機械的に接続されているため、これらを接続するにあたり、正しい作業条件や高度の技能を必要としない。
【0058】
図5は、本発明の第3の実施例の放電ランプの給電構造を示す図である。同図(A)は本実施例の給電構造の分解斜視図を示し、同図(B)は同図(A)をa方向から見た図を示し、同図(C)は本実施例の給電構造の拡大した断面を示す図である。以下では、陽極側の給電構造のみを説明するが、陰極側の給電構造は陽極側の給電構造と同じである。
【0059】
本実施例の給電構造は、同図(A)に示すように、円筒状の筒部5A1と、その端面に螺子止めされる一対の半円状部材51A2,52A2からなる環状部5A2と、その内側に挟持される蓋部5A3とで構成される口金5Aと、封止管12Aの外端から封止管の外方へ突出して延伸する金属箔3A1〜3A4の延伸部30A1〜30A4とで構成される。
【0060】
本実施例の給電構造は、同図(A)に示すように、筒部5A1を封止管12Aの端部に接着し、その後に、環状部5A2と蓋部5A3の間に金属箔3A1〜3A4の延在部30A1〜30A4を挟み込むと共に環状部5A2を筒部5A1に押し付けた状態で、環状部5A2を構成するそれぞれの半円状部材51A2および52A2を締結し、その後に、環状部5A2を筒部5A1に螺子止めすることによって作製される。以下、本実施例の給電構造について詳しく説明する。
【0061】
筒部5A1は同図(C)に示すように、薄肉部51A1と厚肉部52A1とで内部に段差を有するように構成される。環状部5A2は、一対の半円状部材51A2,52A2を締結することにより円環状に構成される。筒部5A1は、薄肉部51A1の内面と封止管12Aの外周面との間に接着剤18を塗布することによって封止管12Aに接着される。筒部5A1は、金属箔の可撓性を利用して、筒部5A1の中心軸を電極中心軸に一致させる。
【0062】
環状部5A2は、同図(B)に示すように、蓋部5A3のフランジ部51A3外周面に沿って一対の半円状部材51A2,52A2を配置すると共に、一対の半円状部材51A2,52A2を螺子止めして締結することにより、その内側に蓋部5A3を挟持するようになっている。蓋部5A3は、同図(A)に示すように、円板状のフランジ部51A3と、それに連設されたロッド状の端子部52A3とで構成される。
【0063】
金属箔3A1〜3A4の延伸部30A1〜30A4は、同図(B)(C)に示すように、環状部5A2の各々の半円状部材51A2,52A2の内周面と、蓋部5A3のフランジ部51A3の外周面との間に配置され、以下のようにして、環状部5A2と蓋部5A3との間に挟持される。
【0064】
環状部5A2は、同図(A)に示すように、各々の半円状部材51A2,52A2の側面に螺子穴51A21,51A22,52A21,52A22がそれぞれ設けられ、螺子穴51A21および52A21に螺子5A41を螺合すると共に、螺子穴51A22および52A22に螺子5A42を螺合することによって締結され、その内周面に蓋部5A3のフランジ部51A3を挟持している。これにより、延伸部30A1〜30A4が、半円状部材51A2,52A2の内周面と蓋部5A3のフランジ部51A3の外周面との間に挟持される。
【0065】
筒部5A1および環状部5A2は、筒部5A1に設けた螺子穴5A11〜5A14および環状部5A2に設けた螺子穴5A21〜5A24に、螺子5A51〜5A54を螺合することによって連結される。このようにして、金属箔3A1〜3A4および口金5Aで電極に対する給電構造が構成される。
【0066】
以上の本発明の第3の実施例の放電ランプの給電構造によれば、金属箔3A1〜3A4のそれぞれには封止管12Aの外端から封止管の外方に突出して延伸する延伸部30A1〜30A4が形成され、これら延伸部30A1〜30A4が口金5Aにおける環状部5A2と蓋部5A3とに挟持されることによって口金5Aと導通しており、電極に対する給電構造が金属箔3A1〜3A4と口金5Aとによってのみ実現される。そのため、電極に対する給電構造を実現するための各部材数が低減されると共に各部材間の接続箇所が減少し、給電構造が従来の放電ランプに比べ簡易化される。したがって、給電構造の信頼性が向上すると共に、希少金属の使用量を大幅に低減することができる。しかも、金属箔3A1〜3A4に設けた延伸部30A1〜30A4と、口金5Aとが機械的に接続されているため、これらを接続するにあたり、正しい作業条件や高度の技能を必要としない。
【0067】
以上、本発明の第1〜第3の実施例の放電ランプについて説明したが、本発明は上記した実施例に限定されることなく、本発明の趣旨を逸脱しない範囲において種々の設計変更が可能である。例えば、金属箔の延伸部と口金とは、螺子止め等の機械的な接続に限られず、スポット溶接等の手段によって接続されていても良い。
【符号の説明】
【0068】
1 封体
11 発光管
12A,12B 封止管
13A1 陽極本体部
13A2 軸部
14B1 陰極本体部
14B2 軸部
15A,15B 電極保持部材
16A,16B 導電ディスク
17A,17B ガラス部材
2A,2B 口金
2A1 筒部
21A1 薄肉部
22A1 厚肉部
2A2 蓋部
21A2 フランジ部
22A2 端子部
3A1〜3A4 金属箔
30A1〜30A4 延伸部
31A 金属箔保持部材
32A 金属箔連結部材
33A リボン
34A1〜34A3 密着規制部材
100 電極構造体
4A 口金
4A1 筒部
41A1 薄肉部
42A1 厚肉部
4A2 蓋部
41A2 フランジ部
42A2 縮径部
43A2 端子部
42A3 端子部
5A 口金
5A1 筒部
51A1 薄肉部
52A1 厚肉部
5A2 環状部
51A2,52A2 半円状部材
5A3 蓋部
51A3 フランジ部
52A3 端子部
【特許請求の範囲】
【請求項1】
発光管と、その両端のそれぞれに連設された封止管と、前記発光管内に配置された電極と、その後方側に連設された軸部と、それに接続された導電ディスクと、それに隣接して前記封止管内に配置されたガラス部材と、前記封止管と前記ガラス部材との間に介設され、前記導電ディスクに接続された金属箔と、前記封止管の端部に取付けられた口金とを有する放電ランプにおいて、
前記金属箔は、前記封止管の外端から封止管の外方に突出する延伸部を有し、その延伸部にて前記口金と導通することを特徴とする放電ランプ。
【請求項2】
前記金属箔の延伸部が前記口金に機械的に接続されることを特徴とする請求項1記載の放電ランプ。
【請求項3】
前記口金が、前記封止管の端部に固定される筒部とその開口を閉塞する蓋部とで構成され、前記延伸部が前記筒部に螺止めされていることを特徴とする請求項2記載の放電ランプ。
【請求項4】
前記口金が、前記封止管の端部に固定された筒部とそれに嵌合される蓋部とで構成され、前記筒部が前記封止管から遠ざかるに従って次第に肉薄になるように形成された傾斜面を有し、前記蓋部が前記封止管に近付くに従って外径が次第に縮小するように形成された傾斜面を有し、前記金属箔の延伸部が前記筒部および前記蓋部のそれぞれの傾斜面の間に挟持されることを特徴とする請求項2記載の放電ランプ。
【請求項5】
前記口金が、前記封止管の端部に固定された筒部と、それに連結される一対の半円状部材からなる環状部と、前記一対の半円状部材を締結することによりその内周面に挟持される蓋部とで構成され、前記金属箔の延伸部が前記環状部と前記蓋部との間に挟持されていることを特徴とする請求項2記載の放電ランプ。
【請求項6】
(A)電極と、それに連設された軸部と、それに接続された導電ディスクと、それに隣接して配置されたガラス部材と、それに隣接して配置された金属箔保持部材と、それに隣接して配置された金属箔連結部材と、前記導電ディスクおよび前記金属箔連結部材に渡設され、前記ガラス部材および前記金属箔保持部材の外周面に沿って配置された金属箔と、前記金属箔保持部材の周囲に覆設された密着規制部材とで構成される電極構造体を、発光管とその両端のそれぞれに連設された封止管とからなる封体の内部に挿入する工程と、
(B)封体内を減圧しながら前記ガラス部材の周囲の前記封止管を加熱し、前記封止管と前記ガラス部材とを前記金属箔を介して密着させる工程と、
(C)前記金属箔連結部材の近傍で前記封止管および前記金属箔を切断し、前記金属箔連結部材を前記電極構造体から除去する工程と、
(D)前記ガラス部材と前記金属箔保持部材との境界で前記封止管のみを切断し、前記金属箔保持部材と前記密着規制部材とを前記電極構造体から除去する工程と、
を上記した順に実行することを特徴とする放電ランプの製造方法。
【請求項7】
前記(B)の工程と前記(C)の工程との間に、前記封体内を減圧しながら前記金属箔保持部材の周囲の前記封止管を加熱する工程を実行することを特徴とする請求項6記載の放電ランプの製造方法。
【請求項8】
前記密着規制部材の表面がエンボス加工されていることを特徴とする請求項6記載の放電ランプの製造方法。
【請求項1】
発光管と、その両端のそれぞれに連設された封止管と、前記発光管内に配置された電極と、その後方側に連設された軸部と、それに接続された導電ディスクと、それに隣接して前記封止管内に配置されたガラス部材と、前記封止管と前記ガラス部材との間に介設され、前記導電ディスクに接続された金属箔と、前記封止管の端部に取付けられた口金とを有する放電ランプにおいて、
前記金属箔は、前記封止管の外端から封止管の外方に突出する延伸部を有し、その延伸部にて前記口金と導通することを特徴とする放電ランプ。
【請求項2】
前記金属箔の延伸部が前記口金に機械的に接続されることを特徴とする請求項1記載の放電ランプ。
【請求項3】
前記口金が、前記封止管の端部に固定される筒部とその開口を閉塞する蓋部とで構成され、前記延伸部が前記筒部に螺止めされていることを特徴とする請求項2記載の放電ランプ。
【請求項4】
前記口金が、前記封止管の端部に固定された筒部とそれに嵌合される蓋部とで構成され、前記筒部が前記封止管から遠ざかるに従って次第に肉薄になるように形成された傾斜面を有し、前記蓋部が前記封止管に近付くに従って外径が次第に縮小するように形成された傾斜面を有し、前記金属箔の延伸部が前記筒部および前記蓋部のそれぞれの傾斜面の間に挟持されることを特徴とする請求項2記載の放電ランプ。
【請求項5】
前記口金が、前記封止管の端部に固定された筒部と、それに連結される一対の半円状部材からなる環状部と、前記一対の半円状部材を締結することによりその内周面に挟持される蓋部とで構成され、前記金属箔の延伸部が前記環状部と前記蓋部との間に挟持されていることを特徴とする請求項2記載の放電ランプ。
【請求項6】
(A)電極と、それに連設された軸部と、それに接続された導電ディスクと、それに隣接して配置されたガラス部材と、それに隣接して配置された金属箔保持部材と、それに隣接して配置された金属箔連結部材と、前記導電ディスクおよび前記金属箔連結部材に渡設され、前記ガラス部材および前記金属箔保持部材の外周面に沿って配置された金属箔と、前記金属箔保持部材の周囲に覆設された密着規制部材とで構成される電極構造体を、発光管とその両端のそれぞれに連設された封止管とからなる封体の内部に挿入する工程と、
(B)封体内を減圧しながら前記ガラス部材の周囲の前記封止管を加熱し、前記封止管と前記ガラス部材とを前記金属箔を介して密着させる工程と、
(C)前記金属箔連結部材の近傍で前記封止管および前記金属箔を切断し、前記金属箔連結部材を前記電極構造体から除去する工程と、
(D)前記ガラス部材と前記金属箔保持部材との境界で前記封止管のみを切断し、前記金属箔保持部材と前記密着規制部材とを前記電極構造体から除去する工程と、
を上記した順に実行することを特徴とする放電ランプの製造方法。
【請求項7】
前記(B)の工程と前記(C)の工程との間に、前記封体内を減圧しながら前記金属箔保持部材の周囲の前記封止管を加熱する工程を実行することを特徴とする請求項6記載の放電ランプの製造方法。
【請求項8】
前記密着規制部材の表面がエンボス加工されていることを特徴とする請求項6記載の放電ランプの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−108497(P2011−108497A)
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願番号】特願2009−262421(P2009−262421)
【出願日】平成21年11月18日(2009.11.18)
【出願人】(000102212)ウシオ電機株式会社 (1,414)
【Fターム(参考)】
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願日】平成21年11月18日(2009.11.18)
【出願人】(000102212)ウシオ電機株式会社 (1,414)
【Fターム(参考)】
[ Back to top ]